На профессиональном уровне не всегда достаточно болгарки и гравера. На большие объемы черного металла уже нужна резка металла газовым резаком. А о том, в чем его преимущества и как им пользоваться – читайте в этой статье.

Преимущества и недостатки
Газовый резак качественно отличается от простых электрических инструментов по ряду признаков:
- Возможная резка металлопроката любого размера. Кислород-пропаном можно прорезать сталь до 20 сантиметров в 1 заход. Для примера, даже 180-й болгаркой придется делать 5-7 проходов.
- Пропан дешевый, в сравнении с другими газами. В сравнении с тем же ацетиленом, пропан дешевле в половину. Тем более заправка баллона возможна на любой АЗС.
- Другие виды резаков имеют скорость куда ниже, в сравнении с газом. Особенно с болгаркой или гравером.
Однако, есть и минусы:
- Формально газовым резаком можно резать любые металлы. Но в сравнении с той же болгаркой, не получится работать с деревом или пластиком.
- Рез получается весьма грубым из-за невысокого контроля огненной иглы. Будут образовываться рваные края, которые придется исправлять напильником, той же болгаркой, наждаком.
- Толщина реза также получится немаленькой — до 5 миллиметров.
- Температура горения пропана в кислородной среде на 400 градусов ниже, в сравнении с ацетиленом.
Как правильно работать газовым резаком: подготовительный этап
Сначала обеспечим безопасность и подготовим все необходимое. Понадобится:
- Углекислотный огнетушитель. Резка металла резаком проводится при температуре выше 1800 градусов, поэтому нам необходима защита. Углекислота будет наиболее эффективной, в сравнении с порошком. Кстати, не помешает еще и ведро с песком.
- Огнеупорный костюм. В принципе, подойдет обычная экипировка газосварщика. Она сделана из брезента, пропитанного огнеупорным составом. Еще понадобятся защитные перчатки и ботинки.
- Очки. От яркости раскаленных газов легко получить эффект «зайчиков», поэтому нужны обычные светофильтровые очки, желательно 3 уровня.
- Инструмент для разметки.
- Защита ушей. Строительные наушники или беруши.
- Зажигалка для резака. Обычные спички или зажигался не подходят – руки оказываются слишком близко к факелу. Можно купить то, что в магазине продается под названием «бытовая зажигалка».

Отдельно подготавливаем рабочее место. В идеале купить или сделать сварочный стол с вытяжкой. Но для начала подойдет подложка из шамотного кирпича. На 2-3 метра вокруг места работ не должно быть легковоспламеняемых предметов: бумага, растворители, горючее, масла.
Необходимое оборудование
Теперь соберем необходимо оборудование. Всего нам понадобится:
- Баллоны. Чтобы собрать резак пропановый кислородный, просто покупаем соответствующие баллоны. Это можно сделать в любом магазине со сварочным оборудованием. Они многоразовые и их можно перезаправлять в той же торговой точке или на заправочной станции.
- Рукава. Для пропана понадобится рукав 1 класса с диаметром от 1 до 2 сантиметров. Желательно, чтобы он был красным для удобства. Кислородный имеет тот же диаметр, но 3 класс прочности.
- Редукторы. Они покупаются для каждого газа отдельно. Нам необходим пропановый (например, БПО-5ДМ) и кислородный (БКО-50ДМ). Кстати, перепутать их не получится, так как на пропане обратная резьба.
- Обратные клапаны. На входе в горелку устанавливается огнеоградители, также имеющие газовую градацию. Без них запускать резак не стоит, так как в случае хлопка, горение перейдет в рукав и может дойти до баллона.
- Горелка «кислород-пропан». Купить можно в любом интернет-магазине инструментов. Например, ГЗУ 228, Г2 Мини 273, Р1 142.

Вот и все, что необходимо для запуска резака пропан-кислород.
Когда все подготовлено, можно переходить к работе с металлом.
Как пользоваться кислородно-пропановым резаком
Подготовка к работе
И так, соберем наш резак и проверим на работоспособность. Кстати, профилактический осмотр нужно проводить перед каждым запуском, чтобы не было протечек. Особенно, если оборудование долго простаивало или есть подозрения на нарушение герметичности.

Начинаем:
- Для начала подключим рукава к баллонам. Рукав кислорода подключается к ниппелю со штуцером к редуктору с правой резьбой. Аналогично устанавливается и пропановый рукав. Все соединения проходим уплотнителем (анаэробным герметиком, паклей, фумкой).
- Немного спускаем газ, чтобы удалить грязь из шлангов.
- К обратной стороне рукава крепятся ниппели для перехода на огнепреградные клапаны.
- К ним уже присоединяется сама горелка. На ней должны быть цветовые метки, чтобы не перепутать кислород с газом.
Кстати, неплохо было бы проверить подсос воздуха. Для этого кислородный шланг нужно подключить к баллону, а пропановый ниппель оставить свободным. Ставим подачу кислорода на 5 атмосфер. Свободный ниппель трогаем рукой. Если «засасывает» — все хорошо, работать можно. Если нет, понадобится продуть инжектор.
Не забываем герметизировать все соединения.
Приступаем к работе
А теперь мы рассмотрим, как правильно резать металл резаком. Это несложно, но придется привыкнуть к углу реза. Для начала на кислородном редукторе выставляем 5 атмосфер. На пропановом ставим 0,5. Пропорция 1 к 10 выбрана потому, что у нас происходит сгорание газа в кислородной среде.
Начнем с поджига пропана. Слегка открываем вентиль на горелке и зажигаем. Упираем сопло в металл под углом в 90 градусов. Теперь чуть-чуть открываем регулирующий кислород. Теперь поочередно открываем вентили, пока не получим факел нужного размера. Его длина зависит от того, насколько толстый кусок металла нужно нам прорезать.
Разогрев начинаем с той точки, от которой и планируется резка. Ждем проплавления металла. В среднем, на разогрев уходит около 10 секунд. Когда металл достаточно разогрелся, пускаем режущий кислород. Он выглядит, как тонкая игла. Затем просто медленно ведем его вдоль линии реза.
Вентиль режущего кислорода нужно открывать медленно.
Перепад давления может вызвать обратный удар факела, называемый «хлопком». Если нет огнепреградного обратного клапана, пламя пойдет к баллонам и вызовет взрыв.
Как правильно пользоваться резаком? Нужно соблюдать правильный угол. Начинаем с 90 градусов, затем немного наклоняем резак на 5-6 градусов в обратную сторону от реза. Если металл более 9 сантиметров, можно наклонять до 10.
Когда металл уже прорезан на 20 миллиметров, ставим угол наклона в 20 градусов.
Нюансы резки
Во многом на работу влияет скорость реза. Понять, правильно ли она выбрана можно по искрам. Если она выбрана верна, угол их падения будет находится в пределе 88-90 градусов.

Если искры заметно отклоняются в сторону противоположную линии реза – нужно прибавить скорость, наоборот – сбавить.
Перед тем, как резать резаком, измерьте толщину металла. Если она более 6 сантиметров, будут проблемы с оттоком шлаков. Чтобы это предотвратить, достаточно наклонить лист набок.
По технологии не рекомендуется останавливать линию реза.
Если работу нужно прервать, не нужно начинать с того же места. Нужно начать новую линию с обратной стороны разметки.
Когда работа была закончена, сначала отключается режущий кислород, затем регулирующий и только тогда пропан.
Подробнее о том, как нужно держать руки во время резки, чтобы линии получались можно узнать из видео:
Меры предосторожности
Перед тем, как пользоваться газовым резаком, помните про технику безопасности. В первую очередь обязательно полная экипировка, описанная выше. Пренебрегать ей нельзя, так как раскаленный до 2000 градусов металл может вызвать сильнейшие ожоги кожи.

Перед каждой резкой осматривайте шланги на целостность. Стыки, трещины, прорывы приведут к вытравливанию газа, а это легко приведет к взрыву. Заделывать их также не рекомендуется – лучше поменять.
Кстати, резиновые шланги не любят мороз и после работы на улице зимой часто трескаются. Из-за этого многие меняют их на металлические, что запрещено по технике безопасности.
Помните про свойства газа.
Пропан – взрывоопасный газ, который может загореться от любой искры. Кислород опаснее, так как является мощным окислителем. Попадая на масло (особенно натуральное: тиковое, тунговое, льняное), он окисляет его, приводя к возгоранию. Баллон нельзя трогать масляными руками и перчатками. Поблизости, особенно рядом с местом работы, не должно быть масляных тряпок и пятен.
От рабочего места баллон должен находиться на расстоянии не менее 10 метров. Между собой – 5 метров.
Подробнее о технике безопасности при работе с резаком можно узнать из видео:
Топ 10 газовых резаков
Теперь рассмотрим лучшие резаки для резки металла, которые можно купить в СНГ.

Сварог Р3
Лучший газовый резак для работы одной рукой, что в ряде случаев необходимо. Эта модель оснащена рычажным продувом, без пластиковой ручки крана. При этом сила нажатия влияет на подачу кислорода. Правда, на другой чаще весов заметная масса горелки. Весит она 1100 граммов, что при длине в 48 сантиметров будет заметной. Удерживать его на протяжении нескольких часов будет затруднительно, особенно одной рукой. Зато настроить его очень просто, силой давления на рычаг.
Предполагает максимальную толщину реза до 30 сантиметров с весьма экономным расходом горючего газа – всего 0,83 кубометра. Кстати, «Сварог Р3» может работать, как на пропане, так и на ацетилене.
Отдельным преимуществом производитель называет латунные ручки подачи пропана и регулирующего кислорода. В отличие от пластиковых, они почти не стираются, легко чистятся и не прогорают.
КЕДР РЗП-05
Подойдет на случай, если нужно варить на высоте. Этот «Кедр» относится к удлиненным резакам (52 сантиметра), что в будет удобно в ряде случаев. Правда вес в 900 грамм все равно остается неудобным. Также отдельный минус – расположение вентиля горючего газа. Он находится в самом начале, до рукояти. РЗП предназначена для малоуглеродистых и низколегированных сталей.
Модель универсальная и может работать не только на пропановом газе. Максимальная глубина реза составляет 30 сантиметров, как и у предыдущего резака.
NORD-S 100П
На случай мелких бытовых ремонтов лучше взять этот «Норд». Его максимальная глубина прореза 100 миллиметров, поэтому для профессиональных задач он не годится. Зато смешивание газовой смеси происходит в головной части, что снижает вероятность хлопка. Обратной тяге дополнительно препятствует и смеситель. Теоретически, модели не нужны обратные клапаны, но для перестраховки их лучше поставить.
Ручка режущего кислорода расположена удобно над линией выходных трубок, но при этом не нагревается. Газорезка исключительно пропановая и не может работать с другими газовыми смесями.
KRASS Р3П-02М
Относительно дешевый резак, но уже с глубиной реза до 30 сантиметров. То есть даже для профессиональной работы он вполне годен. Имеет регулируемую голову, поэтому отлично подходит для труднодоступных мест, например, в автомастерской.
Обе кислородные ручки расположены сверху на выходной трубке, пропановая с правого боку, то есть регулировать его уровень можно большим пальцем. Установлена надежная защита от обратного удара, поэтому модель хороша для новичков.
Подходит только для резки низкоуглеродистых и малолегированных сталей.
Р3П-12 LATION
Отличная модель для труднодоступных мест. Благодаря длине в 50 сантиметров, им можно резать металл под потолком без стремянки. При этом масса всего 670 грамм, то есть работать с ним одной рукой вполне реально.
Ручка противоскользящая, выполненная на полимерной основе. В комплекте, кстати, поставляется сразу 4 мундштука. Предусмотрена защита от обратного удара, поэтому он безопасен для новичков. Максимальная глубина 30 сантиметров, поэтому и для проф.работ он вполне подойдет.
Р3П-02МУ
Пропановая горелка для работ на большой высоте. Имеет длину 76,8 сантиметров, при этом производитель смог удержать вес на 1 килограмме. Р3П-02МУ сделан разборным, поэтому в случае порчи или прогорания трубок, можно заменить их на новые, без замены блока вентилей.
В комплекте идет несколько размерностей мундштуков. Максимальный рез 30 сантиметров. Резак очень экономично расходует газ, поэтому для промышленных работ он подходит отлично.
Маяк-2-01
Резак проф.класса, предназначенный для раскроя металла до 10 сантиметров. Однако, в отличие от предыдущих моделей, он имеет высочайшую защиту от хлопка, повышенную износоустойчивость и «вечную» сборку. При этом конструкция разборная, то есть при выходе из строя трубок, не обязательно менять резак целиком.
Сразу в комплекте идет 5 мундштуков разного диаметра. Управление вентильное, в том числе и подача режущего кислорода. Единственный минус – огромный вес. При длине в 52 сантиметра, масса «Маяка» составляет 1,2 килограмма. То есть, работать одной рукой с ним невозможно.
Донмет Р1 142П
Пропаново-кислородный резак среднего класса, предназначен для металла не более 10 сантиметров. Не имеет как-таковой физической защиты от хлопка, зато она предусмотрена конструкцией. Форма канала препятствует обратному возращению пламени, но поставить обратный клапан все же нужно.
В «Р1 142П» предусмотрена специальная антиокислительная смазка, которая препятствует порче трубок от перманентного воздействия кислорода. Конструкция разборная, поэтому в случае поломки не нужно менять его целиком.
РЗП-23-РУ
Удобная модель с рычажным спуском режущего кислорода. Имеет внушительную длину – 76,8 сантиметров, поэтому работать на высоте с ней просто. При таких размерах, вес составляет всего 1 килограмм. То есть с ней вполне можно работать 1 рукой. В комплекте поставляется 6 мундштуков — докупать их не придется.
Пожалуй, единственный минус – неудобное размещение вентилей. Они находится напротив с обеих сторон, поэтому для подачи регулирующего кислорода придется загибать руку за рукоять. В остальном, «РЗП-24» обеспечивает быстрый нагрев, при этом рукоять не нагревается вовсе. Эту модель многие любят не только за комплектацию и комфорт, но и за цену. Пожалуй, серия «РЗП» самая бюджетная в продаже.
Р3П-23-РУ
Один из самых недорогих кислородно-пропановых резаков с рычажным спуском. Из-за компактного размера (48,5) сантиметра, им можно проводить очень аккуратный рез. Предусмотрена мощная защита от обратного хлопка.
Но и здесь присутствует «болезнь» всех «РЗП» – ручки расположены параллельно друг другу, поэтому работать с ними не очень удобно.
О принципе работы и классификации газовых резаков можно узнать посмотрев видео:
Газовая резка самая популярная, так как не требует соблюдения норм для помещения и выполняется просто. Шов получается не рваный и аккуратный, если используются трафаретки. Все резаки компактные и мобильные, простые в транспортировке. Можно использовать множество газов. Этот способ позволяет работать с толстыми заготовками и выполнять сложные операции. Не требуется электропитание, режим может быть ручной или автоматический.

Особенности технологии
Выбор газа для резки зависит от свойств металлической заготовки. Кроме технического кислорода может быть использован ацетилен, коксовый и нефтяной газ, метан, пропан, бутан и смеси из них.
Кислород используется при резке металла газом, если материал обладает определенными характеристиками:
- высокой теплопроводностью,
- температурой плавления выше температуры воспламенения в кислороде,
- температурой плавления тугоплавких окислов ниже температуры плавления металла,
- образованием жидких шлаков в процессе резки,
- выделением большого объема тепла.
Чтобы резать металлическую заготовку, ее сначала необходимо подогреть. Потом материал сжигается, продукты сгорания удаляются струей газа.
Резка может быть:
- поверхностная – образование шлицев и каналов,
- копьевая – образование отверстий или проемов,
- разделительная – в виде сквозного реза.
Для разных работ выбираются разные горелки. Существует несколько видов, которые предназначены для выполнения разных работ.
Любая горелка состоит из:
- рукоятки,
- вентиля,
- клапана (не во всех моделях),
- наконечника (удлинительной трубки),
- мундштука (насадки).

Смешение газа с воздухом может происходить в наконечнике или мундштуке. В моделях с клапаном газ с кислородом смешивается в головке, что повышает уровень безопасности. Использование моделей без клапана позволяет применять в работе газ с различным давлением. Газовые резаки для резки толстого металла комплектуется несколькими мундштуками.
Технология состоит из четырех шагов:
- разогрева заготовки,
- введения в область обработки газовой смеси,
- воспламенения материала,
- процесса горения.
Струя должна быть равномерной, чтобы пламя не погасло. В процессе горения образуются окислы, которые удаляются газовой струей.
Важно правильно подключить и подготовить резак. К баллонам подсоединяют трубки с затворами на концах. Далее проверяется подача газа (если это кислородно-пропановая резка металла) клапан закрывается, вентиль на баллоне открывается. Потом, следя за манометром, клапан медленно открывают. Давление должно быть 0,35–0,55 атмосфер. Потом нужно продуть шланг – открыть клапан. Газ начинает выходить с характерным звуком. Если манометр показывает стабильное давление, клапан закрывается.
Следующий шаг – проверка подачи кислорода и настройка давления. Сначала открывается клапан на баллоне, потом – регулятор (давление потока 1,7-2,7 атмосфер). Чтобы продуть шланг, на резаке открывают вентили кислорода. Их два: для подачи в дюзу и образования смеси. Сначала нужно открыть первый, потом второй (на 3-5 секунд).
Внимание! Перед зажиганием вентиля следует убедиться, что нет протечки в соединениях, поблизости не играют дети и не гуляют животные.
Первым открывают клапан подачи газа, чтобы вышел кислород, который после проверки остался в смесителе. Вентиль надо крутить до тех пор, пока будет слышно, как выходит газ. Расположенная перед резаком зажигалка должна касаться мундштука. После нажатия на рычаг искры поджигают газ.
Сразу нужно открыть вентиль кислорода. О его достаточном объеме свидетельствует изменение цвета пламени на голубой. Чтобы факел увеличился в размерах, необходимо подать больше кислорода. Давление газа и кислорода при резке металла полностью зависит от толщины заготовки.
Важно! Если пламя неустойчивое и «сопит», кислорода слишком много. Объем необходимо уменьшить, чтобы пламя было в форме конуса.

По технологии газовой резки металла пламя подносилось к материалу кончиком, прогревая поверхность. После появления расплавленного металла начинается подача кислорода, поджигающего его. Струя увеличивается до тех пор, пока материал будет до конца прорезан. Одновременно вдоль линии реза продвигается мундштук. Искры и шлак удаляются струей.
Оптимальная скорость резки определяется по искрам – они должны улетать под углом 85-90о. Если угол меньше, скорость нужно уменьшить. Если заготовка толстая, ее нужно расположить под углом, чтобы стекали шлаки. Останавливаться, не закончив процесс, не рекомендуется. По окончании работы сначала перекрывается кислород, потом газ.
Резак функционирует нормально, если давление кислорода при резке металла 3-12 атмосфер (зависит от толщины заготовки и диаметра сопла). Чем выше давление для конкретных размеров, тем больше кислорода попадает на металлическую поверхность, она лучше окисляется (но до определенного предела). Если давление для конкретной заготовки и оборудования превышает норму, кислород протекает через разрез бесполезно.
Второй отрицательный момент – увеличение ширины разреза и перерасход кислорода. Материал тратится бесполезно. Поэтому для каждого сопла и заготовки давление рассчитывается отдельно. Уровень контролируется по показаниям манометра, но они неточные, так как давление снижается в процессе прохождения через шланг и мундштуки.

Регулировка кислородного редуктора при резке металла производится при помощи винта. Для повышения давления его крутят по часовой стрелке, для понижения – наоборот.
Важно! Необходимо так же знать, какое давление на редукторах горючих газов при резке металла. Они классифицируются по максимальному давлению (при резке 15-30 атмосфер).
 Давление задается перед началом работы, роль редуктора – поддерживать уровень.
Давление задается перед началом работы, роль редуктора – поддерживать уровень.
Припуск на резку металла газом слой, который теряется в процессе обработки соответственно чертежу. Нормы для стальных заготовок определены в Минимальные припуски ГОСТ 12169-82:
- 3-5 мм при толщине до 60 см,
- 5-10 мм при толщине 100 см,
- 10-25 мм для очень большой толщины.
Важно! Величина припусков на резку металла зависит от ширины борозды, погрешностей используемого оборудования, химического состава материала, отклонений из-за деформаций, допущенных работников технологических неточностей.
Техникой безопасности при газовой резке металла определено, что работать лучше на воздухе или в помещение с идеальной системой вентиляции, земляным или бетонным полом. Половое покрытие в радиусе 5-и метров нужно очистить от предметов, которые легко воспламеняются: стружки, ветоши, бумаги, листьев и растений. Заготовку лучше всего уложить на металлический стол удобной высоты. Ни на полу, ни на столе не должно быть пятен, оставленных легковоспламеняющимися веществами.
Перед началом работы необходимо убедиться, что под рукой имеется:
- защитные средства (кожаные перчатки, защитные очки, крепкая обувь),
- огнестойкая одежда (не допускается синтетика, рваные края, свободный крой),
- инструменты (специальный карандаш, угольник, линейка),
- специальная зажигалка (спички не подходят).
Самый большой вред работнику причиняется, если взрывается смесь из-за неправильного обращения с баллонами или горелкой. Самыми опасными считаются взрывы баллонов, наполненных кислородом. Если неправильно обращаться с горелкой, можно получить ожоги. На глаза отрицательно влияют видимые и инфракрасные лучи, искры, брызги шлака. Если не пользоваться защитными очками, существует вероятность на какое-то время потерять зрение.
![]() Загрузка…
Загрузка…
Инструкция
по охране труда
для газорезчика и газосварщика
ВВЕДЕНИЕ
Настоящая производственная инструкция разработана на основании отраслевой типовой инструкции ТИ РО 006-2003 с учетом требований законодательных актов, других нормативных правовых актов Российской Федерации, содержащих государственные нормативные требования охраны труда, указанных в СП 12-135-2003 и предназначена для газосварщиков и газорезчиков при выполнении ими работ согласно профессии и квалификации.
- Инструкция для газорезчика и газосварщика ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
1.1. Газосварщик и газорезчик производят работы по газовой сварке и кислородной резке деталей, конструкций и трубопроводов из различных сталей, цветных металлов и сплавов; выполняют осмотр оборудования, включение его в работу, наблюдение, отключение по окончании работы; выявляют неполадки в работе оборудования и принимают меры по их устранению; в работе используют инструменты, приспособления, средства защиты.
1.2. При работе газосварщика и газорезчика опасными и вредными производственными факторами, которые могут привести к несчастному случаю на производстве, являются следующие:
– возможность:
а) отравления угарным газом СО, выделяющейся мелкодисперсной пылью и вредными газами (окись марганца и окислы азота) при отсутствии вентиляции или ее неисправности;
б) получения ожогов незащищенных частей тела и глаз световым излучением;
в) взрыва и травмирования при несоблюдении Правил безопасности при эксплуатации баллонов;
г) травмирования острыми кромками, шероховатостями, заусенцами на поверхности инструмента, приспособлений;
д) поражения электротоком при нарушении правил электробезопасности;
– повышенные уровни шума и вибрации;
– неудовлетворительные метеорологические условия, недостаточная освещенность рабочей зоны;
– повышенная температура воздуха рабочей зоны;
– повышенные уровни инфракрасной и ультрафиолетовой радиации;
– отсутствие или неиспользование индивидуальных средств защиты.
1.3. К работе газосварщиком и газорезчиком допускаются лица не моложе 18 лет, прошедшие медосмотр, обучение безопасным методам и приемам выполнения работ в газовом хозяйстве, проверку знаний безопасности с выдачей удостоверения на право производства этих работ, стажировку на рабочем месте в течение 2-14 рабочих смен под руководством опытного работника, проинструктированные по охране труда и пожарной безопасности и оформленные приказом на допуск к самостоятельной работе.
Газосварщик и газорезчик обязаны знать Правила технической эксплуатации и техники безопасности в газовом хозяйстве и главы СНиП по охране труда в строительстве, Правила промышленной безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов в объеме выполняемой работы.
Аттестация сварщиков должна проводиться при участии инспектора газового надзора. Сварщикам, успешно прошедшим проверку теоретических знаний и практических навыков, выдается удостоверение установленной формы за подписью председателя аттестационной комиссии и инспектора.
Повторная проверка знаний должна проводиться не реже 1 раза в год.
Газосварщик, газорезчик должны быть обучены правилам оказания первой медицинской помощи при порезах, ушибах, поражении электрическим током и острых отравлениях.
Женщины не допускаются к сварке или резке внутри замкнутых емкостей и в труднодоступных местах.
Женщины, занятые сваркой, резкой в период беременности должны переводиться на работу, не связанную с этими процессами.
К самостоятельным верхолазным работам допускаются лица, не моложе 18 лет, прошедшие медицинский осмотр и признанные годными, имеющие стаж верхолазных работ не менее одного года и тарифный разряд не ниже 3-го. Газосварщик и газорезчик, впервые допускаемые к верхолазным работам, в течение одного года должны работать под непосредственным надзором опытных рабочих, назначенных приказом руководителя предприятия.
1.4. Газосварщику и газорезчику полагаются по Нормам следующие средства индивидуальной защиты:
– костюм х/б с огнезащитной пропиткой, ТУ 17.О8-122-8О;
– ботинки кожаные, ГОСТ 12.4.137-84;
– рукавицы брезентовые, ГОСТ 12.4.О1О-75;
– очки защитные, ГОСТ 12.4.О13-85;
– щиток, ГОСТ 12.4.О35-78;
– каска защитная с подбородным ремнем, ТУ 6-О5-1851-78;
На наружных работах зимой дополнительно:
– куртка х/б и брюки на утепляющей прокладке,
ГОСТ 12.4.О84-8О, тип А;
– валенки, ГОСТ 18724-8О.
1.5. Находясь на территориях предприятия и вне их, следует выполнять общие меры безопасности, производственной санитарии, личной гигиены, пожарной безопасности, а также Правила внутреннего трудового распорядка предприятия.
1.6. Общие требования безопасности, предъявляемые к устройству газосварочного оборудования:
1.6.1. Требования безопасности, предъявляемые к устройству ацетиленового генератора:
– ацетиленовый генератор до пуска в работу необходимо зарегистрировать у главного механика ремонтно-строительной организации.
На каждый переносной ацетиленовый генератор должны быть паспорт и инструкция по эксплуатации и технике безопасности. Инструкция составляется на основе технической характеристики газогенератора с учетом условий его использования. Инструкция утверждается главным инженером предприятия;
– все переносные ацетиленовые газогенераторы должны быть оборудованы водяными затворами.
1.6.2. Требования безопасности, предъявляемые к устройству оборудования, работающему с газообразным кислородом:
– кислородное оборудование должно быть оснащено арматурой, средствами автоматизации и контрольно-измерительными приборами, обеспечивающими безопасность работы;
– контрольно-измерительные приборы кислородного оборудования должны проходить государственную и ведомственную проверку в соответствии с ГОСТ 8.ОО2-86, ГОСТ 8.513-84, “Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением”, утвержденными Госгортехнадзором.
Методы проверки и поверочные среды должны обеспечивать отсутствие загрязнения приборов жировыми веществами;
– регулировка предохранительных клапанов должна производиться на стенде. Допускается производить регулировку предохранительных клапанов непосредственно на месте их установки, если технологическая схема допускает плавную регулировку давления;
– кислород из предохранительных клапанов или мембран должен сбрасываться в специальную дренажную систему. Отверстие дренажной трубы должно находиться не ниже 2 м от уровня конька крыши.
1.7. Все изменения в инструкцию вносятся на основании документального указания руководителя предприятия.
Инструкция для газорезчика и газосварщика ОТВЕТСТВЕННОСТЬ
1.8. Обязанность рабочих соблюдать правила и нормы охраны труда является составной частью производственной дисциплины.
Лица, не выполняющие требования данной инструкции, нарушают производственную инструкцию и могут привлекаться к дисциплинарной или уголовной ответственности в зависимости от характера и последствий нарушения в соответствии с действующим законодательством РФ.
Безопасность труда в значительной степени зависит от самого работника. Следует знать и выполнять требования данной инструкции.
- ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТ
2.1. Приступая к работе после длительного перерыва (болезни, отпуска), а также при получении несвойственной работы, не входящей в круг обязанностей газосварщика, газорезчика, необходимо получить от руководителя работ дополнительный инструктаж по охране труда.
Предъявить руководителю работ удостоверение о проверке знаний безопасных методов работ.
2.2. Правильно надеть полагающуюся по Нормам чистую и исправную спецодежду, спецобувь. Волосы убрать под головной убор. Не держать в карманах одежды металлические предметы с острыми концами.
Получить инструктаж по правилам пользования и простейшим способам проверки исправности средств индивидуальной защиты, а также пройти тренировку по их применению.
Подготовить другие исправные средства индивидуальной защиты в соответствии с воздействующими вредными факторами производства (защитные очки, щиток, брезентовые рукавицы и др.).
Во избежание взрыва перед началом работы с кислородными баллонами тщательно вымыть руки и надеть брезентовые рукавицы, не загрязненные маслом.
Для защиты от мокрой (влажной) или холодной земли и снега, а также от холодного металла как снаружи, так и внутри помещений подготовить теплые подстилки (маты), наколенники и подлокотники из огнестойких материалов с эластичной прослойкой.
Перед началом работ в условиях низкой температуры надеть теплую одежду (на утепляющей прокладке).
Перед началом сварки на высоте надеть защитную каску и застегнуть ее подбородным ремнем.
Газосварщик и газорезчик не допускаются к работе без предусмотренных в Типовых отраслевых нормах средств индивидуальной защиты, в неисправной, неотремонтированной, загрязненной специальной одежде и специальной обуви, а также с другими неисправными средствами индивидуальной защиты.
2.3. Получить задание на выполнение работ от руководителя работ. На выполнение газосварочных работ в местах повышенной опасности (на высоте, внутри емкостей, колодцев, в труднодоступных местах и т.п.) следует оформить наряд-допуск.
Сварочные работы должны производиться в соответствии с технологической документацией, разработанной и утвержденной в установленном порядке.
В технологической документации должны быть отражены необходимые требования безопасности:
– указаны средства индивидуальной защиты работающих;
– указаны средства коллективной защиты работающих, используемые непосредственно на рабочих местах (ограждения, защитные экраны и др.);
– указаны средства технологического оснащения, обеспечивающие безопасность труда, которые не являются составной частью используемого оборудования или оснастки, но применяются совместно с ними;
– указаны способ и средства перемещения свариваемых узлов, деталей, сварочных приспособлений массой более 15 кг (для женщин более 1О кг).
Не приступать к выполнению производственного задания, если неизвестны безопасные способы его выполнения.
2.4. Инструкция для газорезчика и газосварщика Подготовить рабочее место к безопасному ведению работ
– убрать посторонние предметы, мусор.
Стационарное место сварщика должно быть отгорожено от общего помещения несгораемыми перегородками высотой не менее 2 м. Свободная площадь в кабине сварщика должна быть не менее 3-4 кв.м.
Проверить, что открытый огонь при производстве газовых резке, сварке будет применяться на следующих расстояниях от других источников, не менее:
1О м – от групповых газобаллонных установок;
5 м – от отдельных баллонов с кислородом и горючими газами;
3 м – от газопроводов и резинотканевых рукавов.
Детали и заготовки уложить устойчиво на подкладках на стеллажах.
Разрешается перед началом работ на передвижных газоразборных постах установить на одной тележке специальной конструкции баллон с горючим газом и баллон с кислородом, при этом необходимо закрепить баллоны таким образом, чтобы исключались удары их друг о друга или падение.
Перед началом производства работ в помещении следует разместить баллоны так, чтобы они находились на расстоянии не менее 1 м от радиаторов отопления и других отопительных приборов, не менее 5 м – от источников тепла с открытым огнем.
Запрещается установка баллонов со сжиженными газами в цокольных, подвальных и подземных помещениях, а также в проходах и проездах.
Убедиться в наличии и исправности общего и местного освещения. Освещение должно быть выполнено во взрывобезопасном исполнении.
2.5. Подготовить средства пожаротушения: асбестовое полотно, ящик с сухим песком, ведро с водой, огнетушитель.
Перед началом сварки в помещениях с деревянным полом или на настилах лесов и подмостей следует предварительно закрыть пол или выполнить настил (подмости) листами железа, асбестового картона или другими огнестойкими материалами и установить сосуды с водой.
Убедиться, что легковоспламеняющиеся материалы (бензин, керосин, ветошь, бумага и пр.), находятся на расстоянии не менее 15 м, горючие – не менее 5 м от места сварки.
Производство газосварочных работ в необорудованных для сварки местах допускается только по согласованию с местными органами пожарной охраны. Перед началом производства сварочных работ в помещении, где находится газооборудование и возможна загазованность, получить разрешение на выполнение работ.
2.6. Проверить исправность:
– общеобменной вентиляции или зонта местной вытяжки включением в работу. Рабочее помещение, где будет производиться сварка с применением баллонов, наполненных взрывоопасными газами, должно быть тщательно проветрено и во время работы непрерывно вентилироваться;
– ручной тележки для транспортировки баллонов, газовых шлангов и газогенератора, наличие и исправность специальных запорных хомутов и упоров (подпятников).
2.7. Убедиться, что токоведущие части электрооборудования вблизи места проведения газосварочных работ, обесточены и приняты меры для предотвращения их включения в работу. В противном случае необходимо отключить электрооборудование, при невозможности отключения электрооборудования оно должно быть ограждено, а работы следует производить только под наблюдением ответственного руководителя работ.
2.8. Перед началом работ на высоте с лесов совместно с руководителем работ проверить их исправность и прочность. Леса должны быть инвентарными, настил плотным и закрепленным, должны иметь закрепленные изнутри поручни и бортовые доски. Потребовать от руководителя работ оформления наряда-допуска для производства работ на высоте. Запрещается приступать к работе и работать на высоте с лестниц-стремянок.
2.9. Перед началом работ с кислородными баллонами нельзя
снимать колпак с баллона ударами молотка, зубила или другим
инструментом, могущим вызвать искру. Если колпак не отвертывается, баллон необходимо сдать в ремонт.
После снятия предохранительного колпака проверить исправность вентиля, резьбу бокового штуцера, отсутствие масел и жиров на кислородном баллоне.
2.1О. Меры безопасности перед непосредственным началом производства газовой сварки (резки):
– проверить исправность горелки (резака), редукторов и шлангов, прочность и плотность присоединения газовых шлангов к горелке и редукторам.
Переносные горелки и передвижные агрегаты разрешается присоединять к газопроводам сжиженного газа при помощи резинотканевых рукавов.
Длина рукава не должна превышать 3О м, рукав должен состоять не более чем из трех отдельных, соединенных между собой специальными двусторонними ниппелями. Концы рукавов должны надежно закрепляться на газопроводе и на горелке хомутами. Отключающий кран, помимо крана, имеющегося на горелке или передвижном агрегате, должен быть расположен до рукава.
Крепление шлангов на ниппелях производится специальными хомутиками. Шланги должны испытываться, для кислорода – на давление 2О атм., для пропан-бутана – 5 атм.;
– перед присоединением редуктора к баллону проверить исправность резьбы гайки и входного штуцера, которые не должны иметь износа и вмятин; проверить отсутствие следов масел и жиров, наличие и исправность уплотняющей фибровой прокладки. К одному баллону можно присоединять только одну горелку или один резак;
– продуть вентиль в течение 1-2 секунды путем его открытия на 1/4 оборота для удаления посторонних частиц. Регулировочный винт перед открытием вентиля баллона вывернуть до освобождения нажимной пружины. Открывая вентиль, находиться в стороне от струи газа. Запрещается быстрое (резкое) открывание вентиля, открывать следует медленно, плавно.
Непосредственно перед вентилем в момент его открывания не должны находиться люди и свободно лежащие, не закрепленные предметы.
После продувки вентиль закрыть без применения ключа.
Плотно и надежно присоединить редуктор специальным ключом. Установить необходимое рабочее давление и проверить герметичность всех соединений мыльной эмульсией.
Запрещается проверка герметичности газопроводов огнем;
– проверить исправность и пригодность к работе манометра. Запрещается приступать к работе и пользоваться манометрами, у которых просрочен срок поверки, отсутствует клеймо, стрелка не идет на нуль при отсутствии давления или погнута, разбито стекло, отсутствует красная черта на шкале манометра допустимого рабочего давления.
Манометры должны проходить госповерку не реже одного раза в год;
– проверить наличие необходимого давления газа до и после редуктора.
2.11. Меры безопасности перед началом работ с ацетиленовым газогенератором:
– ацетиленовый генератор установить на открытой площадки не ближе 1О м от мест проведения огневых работ, а также от мест забора воздуха компрессорами и вентиляторам и оградить;
– в местах установки ацетиленового генератора вывесить аншлаги (плакаты): “Вход посторонним воспрещен – огнеопасно”, “Не курить”, “Не проходить с огнем”;
– при работах в помещении расстояние ацетиленовых газогенераторов от электропатронов, включателей, штепсельных розеток, рубильников или других искрящих устройств должно быть не менее 1О м, а от баллонов с газом – не менее 5 м.
Запрещается размещать ацетиленовые газогенераторы в местах прохода людей и проезда транспортных средств;
– проверить уровень жидкости в водяном затворе.
Осмотреть затвор и наполнить его водой до уровня воды контрольного краника. Наполнение затвора водой и проверку уровня воды следует производить только при выключенной подаче газа.
2.12. Технологическое оборудование, на котором предусматривается проведение огневых работ, должно быть приведено во взрывопожаробезопасное состояние путем:
– освобождения от взрывопожароопасных веществ;
– отключения от действующих коммуникаций (за исключением коммуникаций, используемых для подготовки к проведению огневых работ);
– предварительной очистки, промывки, пропарки, вентиляции и т.п.
2.13. Проверить устойчивость свариваемых или разрезаемых деталей и конструкций.
2.14. Газосварщик и газорезчик не должны приступать к работе при следующих нарушениях требований безопасности:
– неисправности горелки или редуктора (не плотности примыкания накидной гайки редуктора, неисправности вентиля горелки);
– неисправности манометра на редукторе (отсутствии клейма о ежегодном испытании или несвоевременном проведении очередных испытаний, разбитом стекле или корпусе, неподвижности стрелки при подаче газа в редукторе);
– нарушении целостности баллона (наличии трещин или вмятин), а также отсутствии на баллоне с газом клейма с датой испытания;
– неисправности водяного затвора ацетиленового генератора, а также наличии других неисправностей, указанных в инструкции завода-изготовителя по его эксплуатации, при которых не допускается применение генератора;
– недостаточной освещенности рабочих мест и подходов к ним;
– отсутствии ограждений рабочих мест, расположенных на высоте 1,3 м и более, и оборудованных систем доступа к ним;
– отсутствии вытяжной вентиляции в случае работы в закрытых помещениях;
– наличии в зоне работы взрывопожарных материалов.
2.15. При обнаружении каких-либо неисправностей в работе оборудования, угрожающих безопасной работе, доложить руководителю работ и к работе не приступать до полного их устранения.
2.16. Знать:
– места расположения медаптечки, телефона, средств пожаротушения;
– номера телефонов медицинской службы и пожарной охраны;
– пути эвакуации, главных и запасных выходов в случае аварии и пожара и уметь пользоваться в случае необходимости.
- 3. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТ
3.1. Выполнять работу только порученную руководителем работ, согласно технологии, безопасными приемами, осторожно, внимательно.
Газосварщик, газорезчик обязаны пользоваться выданными средствами индивидуальной защиты и правильно их применять, бережно относиться к выданным средствам защиты, своевременно ставить в известность руководителя работ о необходимости химчистки, стирки, сушки и ремонта применяемых в работе средств индивидуальной защиты.
3.2. Содержать в чистоте и порядке свое рабочее место в течение всего рабочего дня и не загромождать его.
3.3. Места производства газопламенных работ на данном, а также на ниже расположенных ярусах (при отсутствии несгораемого защитного настила или настила, защищенного несгораемым материалом) должны быть освобождены от сгораемых материалов в радиусе не менее 5 м, а от взрывоопасных материалов и установок (в том числе газовых баллонов и газогенераторов) – 1О м.
3.4. Запрещается:
– проводить газовую сварку, резку в цокольных и подвальных помещениях, колодцах и других подземных сооружениях;
– отбирать сжиженный газ из баллона при снижении рабочего давления ниже установленного;
– ремонтировать горелки, резаки и другую аппаратуру на рабочем месте;
– продувать рукав для горючих газов кислородом и кислородный рукав горючим газом, а также взаимозаменять рукава при работе.
3.5. При работе горелки (резака) пламя должно быть направлено в сторону, противоположную источнику газоснабжения. При невозможности выполнить указанное требование источник газоснабжения должен быть огражден металлическими щитами или ширмами из несгораемых материалов.
3.6. При проведении работ на высоте нельзя оставлять на лесах незакрепленных предметов и бросать их вниз.
3.7. Шланги газосварочного аппарата должны быть надежно защищены от механических повреждений, воздействия агрессивных жидкостей и высоких температур. При укладке нельзя допускать их сплющивания, скручивания и перегибания. Запрещается пользоваться замасленными шлангами, допускать попадания на шланги искр, огня или тяжелых предметов. Шланги не должны проходить через стены, окна, двери.
Во время работы не держать шланги под мышкой, на плечах и не зажимать ногами.
Не применять дефектные шланги, а также шланги с подмоткой их изоляционной лентой или другими материалами.
Не производить соединение шлангов с помощью отрезков гладких труб.
При необходимости соединения шланга (резинотканевого рукава) из отдельных кусков шланг выполнять требования пункта
2.1О. настоящей инструкции.
Закрепление газопроводящих рукавов на ниппелях горелок, резаков и редукторов, а также в местах наращивания рукавов необходимо осуществлять стяжными хомутами.
Допускается обвязывать рукава мягкой отожженной стальной (вязальной) проволокой не менее чем в двух местах по длине ниппеля.
Соединение сварочных кабелей следует производить опрессовкой, сваркой или пайкой с последующей изоляцией мест соединений. Подключение кабелей к сварочному оборудованию должно осуществляться при помощи опрессованных или припаянных кабельных наконечников.
3.8. Не разрешается сварка металлов на весу. Во избежание разбрызгивания расплавленного металла следует предварительно расчистить место сварки на изделии.
При резке элементов конструкций принять меры против случайного обрушения отрезанных элементов.
3.9. Запрещается работать у не огражденных или незакрытых люков, колодцев, проемов. Без разрешения руководителя работ не разрешается снимать ограждения и крышки люков, проемов, колодцев, даже если они мешают работать.
3.1О. Перед сваркой (резкой) емкостей, в которых находились горючие жидкости или кислоты, должна быть произведена их очистка, промывка, просушка и последующая проверка, подтверждающая отсутствие опасной концентрации вредных веществ.
3.11. ПРИ РАБОТЕ С ГАЗОСВАРОЧНОЙ АППАРАТУРОЙ ГАЗОСВАРЩИК И ГАЗОРЕЗЧИК ОБЯЗАНЫ ЗНАТЬ И ВЫПОЛНЯТЬ СЛЕДУЮЩИЕ МЕРЫ БЕЗОПАСНОСТИ:
3.11.1. Зажигание горелки производить спичкой или специальной зажигалкой. Не зажигать горелку от горячего металла. При зажигании горелки (резака) сначала приоткрыть немного вентиль кислорода, затем открыть вентиль горючего газа и после кратковременной продувки рукава зажечь смесь газов, после чего отрегулировать пламя. При тушении эти операции производить в обратном порядке: сначала прекратить подачу горючего газа, затем кислорода. Не разрешается выпускать из рук горелку (резак) до того, как она будет погашена. Промежуток во времени между открытием вентиля и зажиганием смеси должен быть наименьшим, поэтому надо сначала подносить огонь, а затем открывать вентиль горелки (резака).
3.11.2. Не оставлять установку с закрытым вентилем на горелке (резаке) и открытым на баллоне, так как возможна конденсация газа в шланге.
3.11.3. Не перемещаться с зажженной горелкой за пределы рабочего места, а также не подниматься по лесам.
3.11.4. Не выпускать из рук горящую горелку, не класть ее на сварочный стол даже на короткое время. При перегреве горелки работу приостановить, а горелку потушить и охладить ее до полного остывания в сосуде с чистой водой.
3.11.5. Не производить работу при загрязненных выходных каналах мундштуков во избежание возникновения хлопков и обратных ударов. Не прочищать мундштук наконечника стальной проволокой. Для этого пользоваться латунной иглой согласно размеру отверстия мундштука.
3.11.6. При перерыве в работе пламя горелки потушить, а вентили плотно закрыть, горелку положить на специальную подставку.
При гашении горелки вначале закрыть вентиль пропана-бутана, а затем вентиль кислорода.
3.11.7. Уходя на обеденный перерыв, потушить горелку, закрыть вентили на баллонах, нажимные винты редукторов вывернуть до освобождения пружины.
3.11.8. Запрещается:
– подтягивание резьбовых соединений при открытом вентиле баллона;
– работать с неисправными горелками, шлангами, редукторами, вентилями и прочей аппаратурой, курить и пользоваться открытым огнем во время открывания вентилей баллонов и регулирования давления газа редуктором.
Один раз в год редуктор необходимо сдавать в мастерскую КИП для проверки. Горелки (резаки) необходимо сдавать на проверку на газонепроницаемость не реже одного раза в месяц. Результаты проверок должны регистрироваться в специальном журнале.
3.11.9. Следить, чтобы вода в водном затворе была всегда на постоянном уровне. При прекращении отбора газа обязательно закрыть вентиль (кран) на входе в водяной затвор.
3.11.1О. Не разрешается использовать кислородные шланги для подачи ацетилена, а ацетиленовые для подачи кислорода.
3.12. Не оставлять без присмотра сварочный пост.
3.13. ПРИ ЭКСПЛУАТАЦИИ БАЛЛОНОВ ДЛЯ СЖАТЫХ И СЖИЖЕННЫХ ГАЗОВ ГАЗОСВАРЩИК, ГАЗОРЕЗЧИК ОБЯЗАНЫ ЗНАТЬ И ВЫПОЛНЯТЬ СЛЕДУЮЩИЕ МЕРЫ БЕЗОПАСНОСТИ:
3.13.1. Во избежание взрыва предохранять баллоны от нагревания солнечными лучами или другими источниками тепла. Максимально допустимая температура нагрева баллонов 45 град.Ц.
Баллоны, устанавливаемые в помещениях, должны находиться от радиаторов отопления и других отопительных приборов на расстоянии не менее 1 м, а от источников тепла с открытым огнем – не менее 5 м.
3.13.2. Запрещается допускать попадания жиров и масел на кислородный баллон.
3.13.3. При работе передвижного поста баллоны ставить в вертикальное положение.
3.13.4. Не допускать соприкосновения баллонов с токоведущими проводами. Место работы должно быть ограждено щитами с надписями, предостерегающими об опасности.
3.13.5. Хранение и транспортирование баллонов с газами осуществлять только с навинченными на их горловины предохранительными колпаками. При транспортировании баллонов нельзя допускать толчков и ударов.
К месту сварочных работ баллоны доставлять на специальных тележках, носилках. Переноска баллонов на плечах и руках не разрешается.
При хранении баллонов на открытых площадках навесы, защищающие их от воздействия осадков и прямых солнечных лучей, должны быть выполнены из негорючих материалов.
Баллоны с горючим газом, имеющие башмаки, хранить в вертикальном положении в специальных гнездах, клетях и других устройствах, исключающих их падение. Баллоны, не имеющие башмаков, хранить в горизонтальном положении на рамах или стеллажах. Высота штабеля в этом случае не должна превышать 1,5 м.
3.13.6. При обращении с порожними баллонами из-под кислорода или ГГ соблюдать такие же меры безопасности, как и с наполненными баллонами.
Пустые баллоны следует хранить раздельно от баллонов, наполненных газом.
3.14. Газопламенные работы на открытом воздухе в дождливую, снежную погоду и при ветре проводить только при защите рабочего места от воздействия атмосферных осадков и ветра.
3.15. При газовой сварке магния, алюминия и их сплавов, латуни, свинца необходима усиленная вентиляция воздуха на рабочем месте независимо от наличия общей вентиляции.
3.16. ПРИ РАБОТЕ С АЦЕТИЛЕНОВЫМ ГЕНЕРАТОРОМ ГАЗОСВАРЩИК, ГАЗОРЕЗЧИК ОБЯЗАНЫ ЗНАТЬ И ВЫПОЛНЯТЬ СЛЕДУЮЩИЕ МЕРЫ БЕЗОПАСНОСТИ:
3.16.1. Переносные ацетиленовые генераторы следует устанавливать на открытых площадках. Допускается временная их работа в хорошо проветриваемых помещениях.
Ацетиленовые генераторы должны быть ограждены и размещены не ближе 1О м от мест проведения огневых работ, а также от мест забора воздуха компрессорами и вентиляторами.
В местах установки ацетиленового генератора должны быть вывешены аншлаги (плакаты): “Вход посторонним воспрещен – огнеопасно”, “Не курить”, “Не проходить с огнем”.
3.16.2. По окончании работ карбид кальция в переносном генераторе должен быть выработан. Известковый ил, удаляемый из генератора, должен быть выгружен в приспособленную для этих целей тару и слит в иловую яму или специальный бункер.
Открытые иловые ямы должны быть ограждены перилами, а закрытые иметь негорючие перекрытия и оборудоваться вытяжной вентиляцией и люками для удаления ила. Курение и применение открытого огня в радиусе менее 1О м от мест хранения ила не разрешается, о чем должны быть вывешены соответствующие запрещающие знаки.
3.16.3. Запрещается устанавливать ацетиленовые газогенераторы в проходах, проездах, подвалах, в местах скопления людей, в неосвещенных местах, в помещениях жилых и общественных зданиях, в работающих котельных, около мест забора воздуха компрессорами и вентиляторами, под окнами жилых зданий; при необходимости установки ацетиленовых газогенераторов в проходах они должны быть ограждены и взяты под постоянный контроль.
При отрицательной температуре наружного воздуха генераторы следует помещать в утепленные чехлы или будки.
3.16.4. Замерзшие ацетиленовые газогенераторы разрешается отогревать только горячей водой или паром. В помещении переносные генераторы отогревать на расстоянии не менее 1О м от источников открытого огня и при наличии вентиляции.
3.16.5. Не допускается устанавливать газогенератор в наклонном положении, в зонах работы грузоподъемных и строительных машин. Во время работы его следует предохранять от толчков, ударов, падения, нагревания.
3.16.6. Не реже одного раза в год административно-технический персонал предприятия должен производить проверку состояния газогенераторов. О результатах осмотра делается соответствующая запись в паспорте генератора.
3.16.7. Не реже двух раз в смену при выключенной подаче газа в затвор проверять уровень жидкости в водяном затворе. Работа газогенератора без исправного водяного затвора запрещается.
3.16.8. Для обнаружения утечки газа в генераторе следует пользоваться мыльной водой. Запрещается применять для этой цели открытый огонь.
3.16.9. Перед ремонтом ацетиленового газогенератора из него необходимо выпустить газ, разрядить реторты, разобрать и промыть водой все части.
3.16.1О. Для предохранения водяного затвора от замерзания при температуре до -2О град. С в него необходимо залить 21%-ный раствор поваренной соли, а при температуре от -2О до -3О град. С – 3О%-ный раствор двухлористого кальция.
3.16.11. Запрещается:
– курить и пользоваться открытым огнем в местах хранения и вскрытия барабанов с карбидом кальция;
– оставлять включенный ацетиленовый генератор при перерывах в работе или прекращении ее;
– загружать карбид кальция завышенной грануляции или проталкивать его в воронку аппарата с помощью железных прутков и проволоки, а также работать на карбидной пыли;
– загружать карбид кальция в мокрые загрузочные корзины или при наличии воды в газосборнике, а также загружать корзины карбидом более половины их объема при работе генераторов “вода на карбид”;
– переносить генератор при наличии в газосборнике ацетилена;
– форсировать работу ацетиленовых генераторов путем преднамеренного увеличения давления газа в них или увеличения единовременной загрузки карбида кальция;
– применять медный инструмент для вскрытия барабанов с карбидом кальция, а также медь в качестве припоя для пайки ацетиленовой аппаратуры и в других местах, где возможно соприкосновение с ацетиленом;
– вести работы от одного генератора несколькими горелками или резаками;
– загружать карбид кальция сверх нормы, установленной производственной инструкцией;
– отключать автоматические регуляторы;
– открывать крышку загрузочного устройства реторты генераторов всех систем среднего давления до выпуска находящегося под давлением газа.
3.17. ПРИ ХРАНЕНИИ И ИСПОЛЬЗОВАНИИ КАРБИДА КАЛЬЦИЯ ГАЗОСВАРЩИК, ГАЗОРЕЗЧИК ОБЯЗАНЫ ЗНАТЬ И ВЫПОЛНЯТЬ СЛЕДУЮЩИЕ ОБЩИЕ МЕРЫ БЕЗОПАСНОСТИ:
3.17.1. Карбид кальция хранить в специально оборудованных складах.
В помещениях ацетиленовых установок, где не имеется промежуточного склада карбида кальция, разрешается хранить одновременно не более 2ОО кг карбида кальция, причем из этого количества в открытом виде может быть не более одного барабана.
3.17.2. Барабаны с карбидом кальция хранить в горизонтальном и вертикальном положениях.
В механизированных складах допускается хранение барабанов с карбидом кальция в три яруса при вертикальном положении, а при отсутствии механизации – не более трех ярусов при горизонтальном положении и не более двух ярусов при вертикальном положении. Между ярусами барабанов должны быть уложены доски толщиной 4О-5О мм, пропитанные огнезащитным составом. Ширина проходов между уложенными в штабели барабанами с карбидом кальция должна быть не менее 1,5 м.
Горизонтально уложенные барабаны следует предохранять от перекатывания.
3.17.3. Хранение не более пяти барабанов с карбидом кальция разрешается в вертикальном положении в один ярус в общезаводском складе материалов или в отведенных для этого неспециализированных помещениях при соблюдении следующих условий:
– пол должен быть поднят над уровнем нулевой отметки не менее О,15 м. Допускается уровень пола на нулевой отметке при условии установки барабанов с карбидом кальция на деревянные подкладки высотой не менее О,15 м;
– попадание воды в помещение и на барабаны должно быть исключено;
– помещение должно быть сухое, проветриваемое и неотапливаемое.
3.17.4. Запрещается хранить барабаны с карбидом кальция совместно с горючими и взрывоопасными веществами, а также в подвальных помещениях, на лестничных клетках, в проходах, подъездах и коридорах.
3.17.5. Хранение пустой тары, освобожденной от пыли, осуществлять на специально отведенных площадках под навесом вне производственных помещений. Тара должна быть сухой и уложенной вверх днищами.
При работе с передвижными генераторами порожние барабаны должны быть освобождены от пыли, промыты водой.
3.17.6. Доступ на склады с карбидом кальция разрешается только в присутствии ответственных лиц. Запрещается оставлять без присмотра открытый склад.
3.17.7. На видных местах, где хранится карбид кальция, должны быть вывешены плакаты и надписи “Не курить”, “Взрывоопасно”, “Посторонним вход запрещен”, “Не пользоваться водой для тушения пожара” и т.д.
3.17.8. Обнаруженные при транспортировке поврежденные барабаны с карбидом кальция должны тщательно закрываться брезентом, независимо от состояния погоды.
3.17.9. Для вскрытия крышки барабана с карбидом кальция следует пользоваться инструментом, исключающим искрообразование.
3.17.1О. При эксплуатации передвижных генераторов вскрытие барабанов с карбидом кальция пpoизводить в специальном помещении или под навесом.
3.17.11. Разрешается переносить карбид кальция от места его хранения к передвижному генератору в герметично закрытой таре в количестве, не превышающем расход на одну смену.
3.17.12. Разрешается подносить карбид кальция для одной зарядки передвижного генератора на расстояние, не превышающее 1О м. Тара с карбидом кальция независимо от погоды должна быть защищена брезентом или листом резины.
3.17.13. Вскрытые или поврежденные барабаны хранить не разрешается. В случае невозможности немедленного использования карбида кальция, он должен быть пересыпан в тару, герметически закрываемую (бидоны), или в использованный сухой барабан, сверху закрытый мешком с песком, и расходоваться в первую очередь.
3.17.14. Для дробления карбида кальция во избежание возникновения искр следует пользоваться латунной, бронзовой или свинцовой кувалдой.
Куски карбида кальция, загружаемые в генератор, должны быть не менее 2 мм. При загрузке генератора необходимо надеть перчатки.
3.17.15. При использовании карбида кальция запрещается:
– сбрасывать барабаны с карбидом кальция при погрузке и разгрузке и наносить удары по ним;
– использовать открытое пламя, нагретые или образующие искры предметы для пробивки барабанов при их покрытии;
– размельчать крупные куски карбида кальция стальными или другими предметами (молотками, кувалдами и др.), образующими искру при соударении с частицами ферросилиция;
– допускать попадание воды на карбид кальция.
3.18. Меры безопасности при газопламенных работах в закрытых емкостях или полостях конструкций:
– использовать в процессе работы вытяжную вентиляцию, а в особых случаях – шланговые противогаза;
– размещать ацетиленовые генераторы и газовые баллоны вне емкостей;
– выполнять работы со страхующим, которые должны находиться вне емкости и держать один конец веревки, второй конец должен быть прикреплен к предохранительному поясу;
– провести проверку загазованности в колодцах, тоннелях и других местах возможного скопления взрывопожароопасных газов до начала производства работ;
– не допускать одновременного производства газопламенных и электросварочных работ.
3.19. Меры безопасности при производстве газопламенных работ с применением пропан-бутановой смеси:
– редукторы, применяемые для пропан-бутановой смеси, должны быть окрашены в красный цвет. На редукторах используются манометры со шкалой от О до 3О кгс/кв.см в камере высокого давления и до 6 кгс/кв.см в камере низкого давления;
– не допускать нахождения более одного баллона с пропан-бутановой смесью на рабочем месте;
– следить за тем, чтобы окалина не попадала в сопло, а перед каждым зажиганием выпускать через резак образующуюся в шланге гремучую смесь паров, газов и воздуха.
Инструкция для газорезчика и газосварщика
3.2О. НАХОДЯСЬ НА СТРОИТЕЛЬНОЙ ПЛОЩАДКЕ, ГАЗОРЕЗЧИК, ГАЗОСВАРЩИК ОБЯЗАНЫ ЗНАТЬ И ВЫПОЛНЯТЬ СЛЕДУЮЩИЕ МЕРЫ БЕЗОПАСНОСТИ:
3.2О.1. Соблюдать:
а) Установленные знаки безопасности и надписи.
б) Следующие нормы границ опасной зоны вблизи мест перемещения грузов:
– при высоте возможного падения предмета до 2О м – 7 м;
– -“- -“- -“- -“- -“- -“- -“- – от 2О м до 7О м – 1О м.
в) Следующие границы опасных зон, в пределах которых действует опасность поражения электротоком:
– при напряжении до 1 кВ – 1,5 м; от 1 до 2О кВ – 2 м.
г) Границы опасной зоны вблизи строящегося здания или сооружения (от его внешнего периметра) при высоте возможного падения предмета до 2О м – 5 м;
от 2О до 7О м – 7 м.
3.2О.2. Не находиться в местах, над которыми происходит перемещение грузов грузоподъемными механизмами, вблизи от неогражденных перепадов по высоте на 1,3 м и более.
3.21. ВО ИЗБЕЖАНИЕ ПОРАЖЕНИЯ ЭЛЕКТРОТОКОМ ГАЗОРЕЗЧИК, ГАЗОСВАРЩИК ОБЯЗАНЫ ЗНАТЬ И ВЫПОЛНЯТЬ СЛЕДУЮЩИЕ МЕРЫ ЭЛЕКТРОБЕЗОПАСНОСТИ:
3.21.1. Заметив неисправность в электропроводке, электрооборудовании или электросветильника необходимо принять меры, исключающие поражение людей электротоком (оградить опасное место, выставить наблюдающего и т.п.), и вызвать электромонтера.
Запрещается:
– применять неисправные электроинструмент, электросветильники;
– устранять самостоятельно неполадки электрооборудования (освещения и т.п.).
3.21.2. Применять только исправные электроприборы и инструмент.
3.21.3. Запрещается:
– брать в руки оборванные, висящие или лежащие на полу (земле) электропровода и наступать на них – они могут находиться под напряжением;
– подходить к электрощитам, открывать двери электрощитов и электрошкафов;
– прикасаться к токоведущим частям электроприборов, электрооборудования, клеймам, неизолированным или поврежденным электропроводкам, к арматуре освещения;
– допускать эксплуатацию оголенных проводов и касания ими труб отопления, водопроводов, конструктивных элементов здания;
– включать пусковую аппаратуру (рубильник, магнитный пускатель, контактор) и снимать с неё предупредительные плакаты по технике безопасности;
– использовать для обогрева самодельные электронагревательные приборы;
– пользоваться разбитыми выключателями и розетками.
3.22. ВО ИЗБЕЖАНИЕ ПОЖАРА ГАЗОРЕЗЧИК, ГАЗОСВАРЩИК ОБЯЗАНЫ ЗНАТЬ И ВЫПОЛНЯТЬ СЛЕДУЮЩИЕ МЕРЫ ПОЖАРНОЙ БЕЗОПАСНОСТИ:
3.22.1. Находясь на территориях предприятия, необходимо соблюдать правила пожарной безопасности, поддерживать противопожарный режим.
3.22.2. Запрещается:
– применять бумажные, матерчатые абажуры, непосредственно прилегающие к электролампам;
– вешать одежду и другие предметы на выключатели, розетки или рубильники;
– заклеивать и закрывать провода и арматуру обоями, бумагой и плакатами;
– завешивать провода легкосгораемыми материалами;
– производить уборку помещений с помощью бензина, керосина и других горючих жидкостей;
– допускать скопление мусора, тряпок, посторонних предметов;
– курить на рабочем месте.
Курение допускается только в специально отведенных комнатах или местах, обозначенных соответствующими надписями и обеспеченных урнами с водой.
3.22.3. Во избежание возникновения пожара при эксплуатации электроприборов запрещается:
– применять электроприборы в условиях, не соответствующих инструкциям предприятий-изготовителей или имеющие неисправности, могущие привести к пожарам, эксплуатировать провода и кабели с неисправной изоляцией;
– пользоваться различными электронагревательными приборами (электроплитами, электрочайниками, электропечками, электрорефлекторами и др.) в местах, не согласованных с пожарной охраной;
– пользоваться электронагревательными приборами без подставок из негорючих материалов, оставлять их включенными в электросеть без надзора;
– эксплуатировать электролампы со снятыми колпаками (рассеивателями);
– оставлять без присмотра включенное электрооборудование, электроприборы и токоприемники, а при уходе из комнаты – свет;
– обёртывать включенные электролампы бумагой, материей и другими легкогорючими материалами.
3.23. При проведении газосварочных или газорезательных работ запрещается:
– проводить газовую сварку, резку в цокольных и подвальных помещениях и других подземных сооружениях;
– отбирать сжиженный газ из баллона при снижении в нем рабочего давления ниже О,О5 МПа;
– ремонтировать горелки, резаки и другую аппаратуру на рабочем месте;
– устанавливать баллоны в проходах и проездах;
– продувать рукав для горючих газов кислородом и кислородный рукав горючим газом, а также взаимозаменять рукава при работе;
– отогревать замершие ацетиленовые генераторы, трубопроводы, вентили, редукторы и другие детали сварочных установок открытым огнем или раскаленными предметами;
– допускать соприкосновение кислородных баллонов, редукторов и другого сварочного оборудования с различными маслами, а также с промасленной одеждой и ветошью;
– производить продувку шланга для ГГ кислородом и кислородного шланга ГГ, а также взаимозаменять шланги при работе;
– пользоваться шлангами, длина которых превышает 3О м;
– оставлять без надзора наполненные газом баллоны с присоединенной к ним горелкой (резаком).
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА В АВАРИЙНЫХ СИТУАЦИЯХ
3.24. При возникновении опасных условий немедленно прекратить работу, выйти самому из опасной зоны и предупредить рядом работающих людей, по возможности, принять меры к выведению людей из опасной зоны.
Об аварии сообщить руководителю работ, а в его отсутствие руководству предприятия.
3.25. В аварийных ситуациях при производстве газосварочных работ принять следующие меры безопасности:
– при обратном ударе пламени немедленно закрыть вентили на горелке, на кислородном баллоне и водяном затворе газогенератора, затем охладить горелку в воде до полного остывания мундштука и смесительной камеры. После каждого обратного удара разобрать и осмотреть водяной затвор, проверить обратный клапан и шланги. В безмембранном затворе проверить прочность крепления отражателя.
Не разрешается использовать ацетилен из генератора до полного падения давления и гашения пламени горелки во избежание подсоса воздуха и возникновения обратного удара пламени;
– при загорании редуктора, вентиля немедленно перекрыть вентиль на баллоне и вывести баллон в безопасное место, приняв при этом меры предосторожности;
– в случае замерзания редуктора или запорного вентиля кислородного баллона отогревать их только чистой горячей водой;
– при обнаружении утечки горючих газов из баллонов или газопроводов немедленно приостановить работу. Установить причину утечки газа. Проветрить помещение. Работы разрешается возобновить только после устранения не плотностей в газопроводе и у баллонов.
3.26. При пожаре или загорании необходимо сообщить в пожарную охрану. Обесточить оборудование в зоне пожара или загорания, приступить к тушению пожара и загорания имеющимися первичными средствами пожаротушения. О пожаре сообщить руководителю работ, а в его отсутствие руководству предприятия.
3.27. Работник, оказавшийся очевидцем возникновения пожара, обрыва проводов, повреждения водопровода, паропровода, газопровода, несчастного случая или обнаруживший пострадавшего должен немедленно голосом обратить внимание окружающих.
3.28. Оказать медицинскую доврачебную помощь пострадавшим при травмировании, внезапном заболевании согласно инструкции N 2.
3.29. При несчастном случае, по возможности, доложить руководителю работ и обратиться в медицинское учреждение.
Сохранить до расследования обстановку на рабочем месте такой, какой она была в момент происшествия, если это не угрожает жизни и здоровью окружающих и не приведет к аварии.
- ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПО ОКОНЧАНИИ РАБОТ
4.1. Закрыть вентили на горелке и на баллоне, освободить шланги от газа, зажимные пружины редукторов. Шланги снять и положить в отведенное место.
Манометры и редукторы протереть чистой тряпкой после снятия с баллона и убрать в отведенные места хранения.
4.2. Осмотреть рабочее место, чтобы не осталось тлеющих предметов (ветоши, тряпок и т.п.), расплавленного и горячего металла.
4.3. На баллоны навернуть предохранительные колпаки и отвезти их в шкаф на соответствующее место.
4.4. Протереть от масла, ржавчины инструменты, приспособления и убрать в шкаф.
4.5. Отключить вентиляцию.
4.6. Рабочее место очистить от загрязнений, мусора, посторонних предметов. Неиспользованные средства пожаротушения убрать на отведенные для них места.
4.7. Сообщить руководителю работ о всех замеченных неполадках и принятых мерах по их устранению.
4.8. Снять спецодежду и убрать в шкаф.
Запрещается выносить средства индивидуальной защиты за пределы предприятия.
4.9. Вымыть руки теплой водой с мылом или принять душ, если возможно.
Советы новичку по использованию газового резака
Перед тем, как пользоваться газовым резаком, следует выполнить рекомендации по соблюдению техники безопасности. После — переходить к настройке и резке.

Благодаря появлению на рынке строительного инструмента различных видов резаков, доступных по цене и относительно простых в использовании, все актуальнее становится вопрос, как пользоваться резаком. Для того чтобы грамотно и безопасно выполнять работы с применением такого оборудования, необходимо сначала изучить его особенности и правила эксплуатации.
Оглавление
- 1 Требования безопасности
- 2 Подготовка рабочего места
- 3 Сбор и регулировка оборудования
- 4 Поджигание резака и подготовка металла
- 5 Резка металла
- 6 Заключение
Требования безопасности
Газовое оборудование, которое используется в процессе резки металлов, а именно кислородно-ацетиленовый резак, относится к категории взрыво- и огнеопасных. Поэтому перед тем, как пользоваться газовым резаком, следует выполнить все обязательные рекомендации по соблюдению техники безопасности.
Для этого рабочее место следует снабдить:
- огнетушителем. Использование газового резака сопровождается открытым пламенем и высокими температурами, поэтому средства пожаротушения должны присутствовать на посту;
- защитной спецодеждой, состоящей из:
- х/б костюма, по возможности, пропитанного огнезащитным составом;
- перчаток или краг из брезента или достаточно толстой кожи;
- ботинок с кожаной подошвой;
- защитных очков с встроенными светофильтрами.

При работе с резаком ни в коем случае не следует надевать предметы одежды из синтетики или других с легкостью воспламеняющихся тканей, а также неприлегающие плотно к телу или имеющие сильно изношенные края. Все это может привести к возгоранию и, соответственно, опасности для здоровья и жизни.
Резать газом можно только различные марки и виды нелегированной углеродистой стали. Нержавеющая сталь, цветные металлы и разнообразные сплавы разрезать пропановым резаком не получится.
Подготовка рабочего места
Для безопасной работы при кислородной резке металлов необходимо не только соблюдение требований безопасности, но и грамотная подготовка и организация рабочего места, иногда называемого постом. Помимо средств защиты он должен быть снабжен:
- комплектом приобретенного оборудования, используемого для того, чтобы резать металл;
- инструментами, которые используются для нанесения разметки и замеров (обычная линейка, рулетка, угольник, специальный карандаш);
- спецзажигалка, обычно поставляемая в комплекте с остальным оборудованием (применение спичек или обычных зажигалок запрещено).

Рабочий пост, используемый для резки газом металлов, должен быть расположен либо вне помещения, либо в цеху или мастерской, оборудованной хорошо работающей вентиляцией. При этом пол по требованиям пожарной безопасности должен быть земляным или выполненным из бетона. Также следует тщательно следить за тем, чтобы вблизи рабочего места газорезчика не находились легковоспламеняемые и огнеопасные материалы и изделия. В радиусе 5 метров от места резки металла пол или земля очищаются от мусора, тряпок, сухой травы и любых других предметов, которые потенциально могут загореться.
Сбор и регулировка оборудования
Сборка приобретенного оборудования выполняется в следующей последовательности:
- штуцер предварительно проверяется на дефекты. При их наличии поверхность обрабатывается обычным напильником. В противном случае редуктор, установленный на штуцер с дефектом, может «травить», то есть понемногу пропускать газ;
- затем производится установка редукторов: синего — на кислородный баллон, красного — на пропановый. При этом следует убедиться в исправном состоянии прокладок из резины, а также отсутствии на вентилях следов жира или масла;
- шланги в соответствии с направлением резьбы (левосторонней или правосторонней) устанавливаются на редукторы и резак при помощи хомутов, находящихся в комплекте поставки оборудования. Перед их монтажом следует убедиться в отсутствии повреждений на их поверхности;
- клапаны обратного удара монтируются на соответствующие штуцеры резака.

Схема сборки газового резака
После сборки оборудования его необходимо настроить, проверив при этом исправность. Порядок действий при этом следующий:
- подача ацетилена проверяется открытием соответствующего вентиля на 1 поворот кисти руки. При этом давление не должно превысить уровень в 1 атмосферу. Оптимальное давление, которые рекомендуется устанавливать при помощи регулирующего клапана — 0,34-0,54 атмосферы;
- после этого следует продуть шланг открытием клапана на резаке до звука выходящего под давлением газа;
- аналогичным образом осуществляется настройка давления кислорода. Для него рекомендуемый уровень составляет 1,7-2,7 атмосфер;
- после этого производится продувка шланга последовательным открытием заднего, а затем переднего из двух вентилей, регулирующих количество подаваемого кислорода.
Все необходимые инструкции по сборке и настраиванию оборудования содержаться в комплекте поставки. Их требуется внимательно изучить и соблюдать при работе с резаком, которой достаточно просто научиться.
Поджигание резака и подготовка металла
Перед тем, как начать пользоваться приобретенным газовым резаком, необходимо:
- еще раз убедиться в том, что соединения используемой запорной арматуры герметичны и не повреждены;
- очистить рабочую зону в радиусе 4-5 метров от мусора и других способных с легкостью воспламениться материалов и предметов;
- надеть полный комплект спецодежды.

Далее следует открытием клапана ацетилена на резаке и спустить находящийся в камере-смесителе кислород. Затем регулировкой вентиля достигается еле слышный выход газа. Специальная зажигалка подносится к резаку и включается. Перед резаком должно возникнуть пламя небольших размеров и желтого цвета.
Для работы необходимо, чтобы длина пламени составляла 25 см. Это достигается регулировкой подающего ацетилен клапана.
Следующий этап — запуск кислорода. Она осуществляется открытием соответствующего клапана до того момента, пока цвет пламени не станет из желтого голубым. Это означает, что количество кислорода достаточное, чтобы полностью сжигался поступающий ацетилен.
Для эффективной работы подача кислорода увеличивается до того момента, когда длина находящегося внутри языка голубого пламени не превысит толщину стали, которую требуется разрезать. Если при работе резака раздается характерное «сопение» или пламя неустойчивое, следует немного сократить объем подаваемого кислорода.
До того, как начать резать металл, его поверхность следует нагреть. С этой целью резак подносят к листу стали так, чтобы внутреннее пламя находилось от него на расстоянии приблизительно 1 см. Нагревание стали выполняется до момента, когда на ее поверхности появляется лужица расплавленного материала.

ПОСМОТРЕТЬ Газовый резак на AliExpress →
Резка металла
Для начала резки металла следует опустить вниз плавным медленным движением ручку клапана резки. В результате к месту горения начнет поступать кислород, который должен поджечь предварительно нагретый металл. Если материал достаточно разогрет, реакция начнется мгновенно, после чего можно еще более увеличить давление до того момента, пока металл не будет прорезан полностью.
После этого следует постепенно передвигать резак по намеченному направлению разреза. Скорость режущего движения необходимо выбирать так, чтобы образующийся шлак, искры и капли раскаленного металла сдувались вниз или стекали в сторону от пламени горелки.
После выполнения разреза следует тщательно осмотреть место работы на наличие больших кусочков расплавленного металла. Наступать на них не следует ни в коем случае, так как это может привести к прожиганию даже толстой подошвы. Отрезанный лист или кусок металла охлаждается водой или естественным образом.
Заключение
Работа с газовым резаком предполагает тщательное соблюдение техники безопасности, а также правил и инструкций по работе с оборудованием. При этом она не представляет особой технологической сложности и может с легкостью выполнятся с приемлемым результатом с точки зрения качества даже без специального образования. Интересно узнать мнение специалистов о профессиональных секретах, наверняка существующих в большом количестве. Их можно высказать в комментариях к статье.
Автор статьи
Специалиста сварочного производства 4-го уровня. Эксперт сайта WikiMetall.ru
Поиск записей с помощью фильтра:
- СОДЕРЖАНИЕ:
- • Основные методы резки металла газом
- • Как рассчитать стоимость услуги за метр
- • Расход газа при резке металла
- • Особенности резки в размер
- • Преимущества метода газовой резки
- • Возможность деформации
- • Процесс раскроя металла
- • Устройство ручного газового резака
- • Устройство инжекторного резака
- • От чего зависит расход газа
Газовая резка металла (кислородная/автогенная) – процесс разрезания стальных и металлических изделии/заготовок кислородным потоком, который подается из специального аппарата. Суть процедуры раскроя заключается в горении металла, с помощью газовой смеси и кислорода, подаваемых на обрабатываемый элемент.
Предварительно изделие нагревается до 1300 градусов открытым пламенем, затем подается кислородная струя, разрезающая металл в соответствии со схемой. Современная технология газовой резки позволяет производить раскрой листа любой конфигурации толщиной до 300 мм, в отдельных случаях до 1000 мм.

Основные методы резки металла газом
Копьевая резка — с помощью данной операции производится обработка нержавейки, чугуна и
низкоуглеродистой стали больших диаметров. Суть резки заключается в том, что копье разогревается до температуры плавления
и прижимается к разрезаемой заготовке. Метод распространен в области машиностроения и металлургии.
Кислородно-флюсовая резка используется для работы с высоколегированными хромистыми и хромоникелевыми сплавами.
Данный способ характеризуется тем, что в струю газа (кислорода) начинает вводится порошкообразный флюс, он
служит дополнительным источником тепла.
Воздушно-дуговая резка основана на расплавлении металла посредством электрической дуги. При использовании
данного метода газ подается вдоль всего электрода.
Резка пропаном выполняется при необходимости раскроя титана, низколегированных и низкоуглеродистых стальных сплавов.
Оборудование данного типа не может раскроить металл толще 300 мм.
| Толщина материала, см | Пробивание, сек. | Ширина реза, см | Расход пропана, м3 | Расход кислорода, м3 |
|---|---|---|---|---|
| 0,4 | От 5 до 8 | 0,25 | 0,035 | 0,289 |
| 1,0 | От 8 до 13 | 0,3 | 0,041 | 0,415 |
| 2,0 | От 13 до 18 | 0,4 | 0,051 | 0,623 |
| 4,0 | От 22 до 28 | 0,45 | 0,071 | 1,037 |
| 6,0 | От 25 до 30 | 0,5 | 0,071 | 1,461 |
Как рассчитать стоимость услуги за метр
При расчете стоимости в рассмотрение принимается: толщина металла, максимальный размер детали, ширина реза, кромка, особенности конфигурации, исходный материал – черный или цветной металл, а также предусмотрена резка под углом.
Как правило, формула для расчета принимает во внимание прямой рез, если же она осуществляется по окружности/сектору, тогда используется повышающий коэффициент 2.0. Стоимость одного отверстия = 0,25 стоимости реза 1 п.м. металла.

Расход газа при резке металла
| Рабочий диапазон, мм | Резательное сопло NX | Кислород (давление, bar) | Горючий газ (давление, bar) | Кислород (потребление, m3/h) | Горючий газ (потребление, m3/h) |
|---|---|---|---|---|---|
| 3-5 | 000 NX | 1,0-2,0 | 0,5 | 1,5-2,0 | 0,20 |
| 5-10 | 00 NX | 1,5-2,0 | 0,5 | 2,0-3,0 | 0,30 |
| 10-15 | 0 NX | 2,0-3,0 | 0,5 | 3,0-3,5 | 0,35 |
| 15-25 | 1 NX | 2,5-3,5 | 0,5 | 3,5-4,5 | 0,40 |
| 25-50 | 2 NX | 3,5-4,0 | 0,5 | 4,0-4,8 | 0,40 |
| 50-75 | 3 NX | 3,0-4,5 | 0,5 | 5,0-6,5 | 0,40 |
| 75-150 | 4 NX | 3,5-5,5 | 0,5 | 6,5-9,5 | 0,50 |
| 150-200 | 5 NX | 4,5-5,5 | 0,5 | 10,0-14,0 | 0,60 |
| 200-300 | 6 NX | 5,5-6,5 | 0,5 | 15,0-19,0 | 0,70 |
Особенности резки в размер
Газовая резка позволяет проводить фигурный раскрой листа. Используя газовый резак, можно получить ровный вертикальный край без рваных швов. Также повысить качество можно применяя трафаретную резку. Среди достоинств метода – мобильность оборудования, благодаря чему можно совершать одинаковые операции по шаблонным задачам.
Преимущества метода газовой резки
- ● быстрота и универсальность
- ● оптимальная стоимость и высокое качество
- ● любой уровень сложности
- ● любая конфигурация реза
- ● возможность работы с металлом разной толщины

Возможность деформации
Деформация — обычное явление, если на металл оказывается термическое воздействие. Исправить дефекты можно с помощью вальцовки,
обжига, предварительного закрепления изделия, также не стоит превышать допустимую скорость обработки.
Процесс раскроя металла
● Резка начинается с точки, от которой должен идти разрез.
● Эта точка разогревается до температуры 1000-1300 С. После воспламенения материала пускается
узконаправленная струя кислорода.
● Резак плвно ведется по линии (угол — 84-85 градусов), сторона — противоположная от резки.
● Когда линия раскроя достигнет 20 мм, угол наклона меняется на 20-30 градусов.
Устройство ручного газового резака
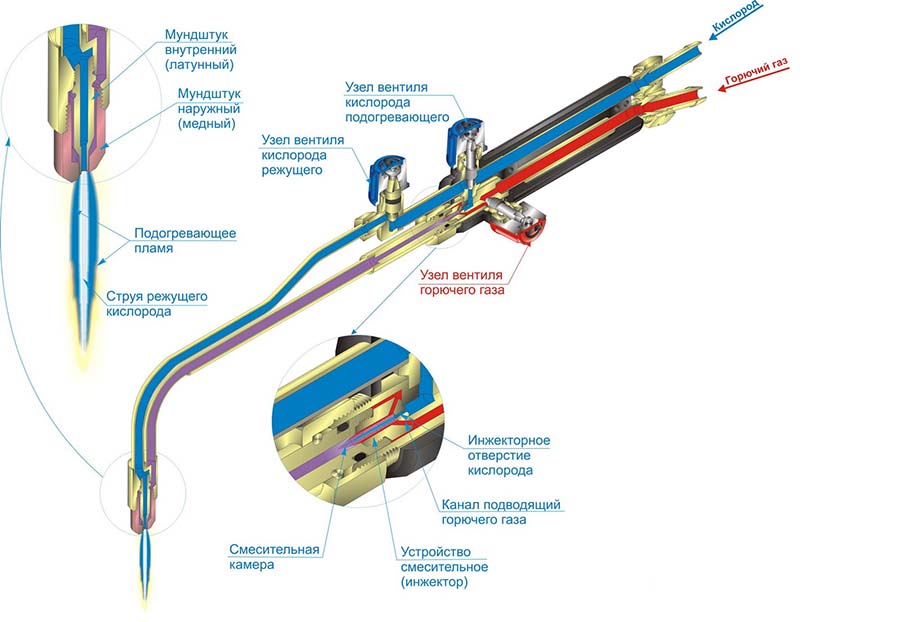
Устройство инжекторного резака
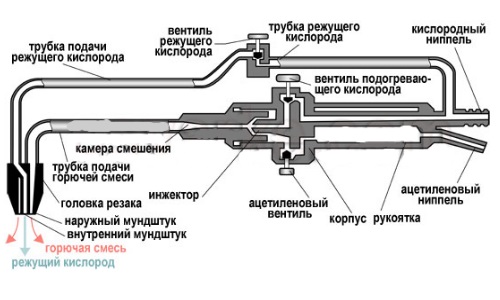
От чего зависит расход газа:
● квалификации мастера
● технических характеристик оборудования
● вида и толщины разрезаемой детали
● глубины и ширины реза