Настоящая инструкция по охране труда разработана для безопасного выполнения окрасочных работ
1. ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
1.1. К выполнению окрасочных работ допускаются лица старше 18 лет, не имеющие противопоказаний по состоянию здоровья к выполнению данного вида работ и прошедшие целевой инструктаж по охране труда.
1.2. В процессе работы на работника могут оказывать воздействие следующие опасные и вредные производственные факторы:
— работа на высоте;
— повышенная или пониженная температура воздуха рабочей зоны;
— повышенная (пониженная) подвижность воздуха;
— повышенный уровень статического электричества;
— недостаточная освещенность рабочей зоны;
— падения, обрушения предметов, материалов.
— токсичность паров лакокрасочных материалов.
1.3. Краски и растворители являются легковоспламеняющимися, взрывопожароопасными веществами, кроме того, пары таких веществ, попадая в дыхательные пути, вызывают раздражение и могут привести к отравлению.
1.4. При выполнении окрасочных работ работнику выдаются следующие средства индивидуальной защиты:
— костюм из смесовых тканей для защиты от общих производственных загрязнений и механических воздействий – 1 на 1 год;
— головной убор – 1 на 1 год;
— ботинки кожаные – пара на 1 год;
— перчатки с полимерным покрытием – 3 пары на 1 год;
— очки защитные открытые – до износа;
— респиратор – до износа.
1.5. Выбор типа средств индивидуальной защиты (СИЗ) органов дыхания следует производить в зависимости от концентрации вредных веществ в зоне дыхания работающего:
— при содержании паров растворителей в пределах ПДК (предельно допустимые концентрации) и красочного аэрозоля, превышающего ПДК не более чем в 200 раз, нужно применять фильтрующие противоаэрозольные СИЗ первой степени защиты;
— при содержании паров растворителей выше ПДК (независимо от концентрации красочного аэрозоля) нужно применять изолирующие СИЗ.
1.6. Спецодежда должна быть чистой, исправной, застегнутой на все пуговицы. Спецобувь должна быть зашнурована.
1.7. При выполнении порученной работы работник не должен покидать свое рабочее место без разрешения непосредственного руководителя работ.
1.8. Во время окрасочных работ запрещается курить и принимать пищу. Хранение пищевых продуктов в рабочих и складских помещениях запрещается.
1.9. Обо всех замеченных неисправностях оборудования, устройств работник должен немедленно сообщить непосредственному руководителю.
1.10. При выполнении вручную вспомогательных операций разрешается мужчинам переносить груз весом до 20 кг, женщинам – до 10 кг. В остальных случаях груз должен перемещаться с помощью механизмов и приспособлений.
1.11. Требования настоящей инструкции являются обязательными для работника.
2. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТ
2.1. При выполнении опасных, незнакомых, редко выполняемых работ, работник должен получить целевой инструктаж по охране труда, по режиму работы и отдыха, действиям при возникновении аварийной ситуации от своего непосредственного руководителя.
2.2. Лица, имеющие повреждения кожи, не допускаются к окрасочным и очистным работам без медицинского заключения врача.
2.3. К работе с аппаратом безвоздушного распыления, мешалкой с диспергатором допускаются лица, знающие устройство и принцип работы аппаратов, правила эксплуатации и ухода за ними, требования безопасности при работе с приборами и системами, находящимися под давлением.
2.4. Перед началом работ необходимо привести в порядок рабочую одежду, подготовить исправные индивидуальные средства защиты, оборудование, инструмент, определить их исправность и годность к использованию.
2.5. Место проведения работ должно быть хорошо освещено и содержаться в чистоте и порядке. Проходы должны быть свободными, пол, настил – чистыми и сухими. Если пол или настил скользкие (облиты краской), необходимо посыпать эти места песком.
2.6. Производить работы внутри емкостей или в опасных помещениях следует после их разгерметизации (снятия крышек люков, горловин), предварительного их вентилирования, определения состава воздушной среды (в том числе на достаточность кислорода в воздухе помещений) и доведения параметров воздушной среды до допустимых значений.
2.7. Все очистные и окрасочные работы, выполняемые с применением материалов, выделяющих токсичные и опасные вещества, в местах, где возможно скопление этих веществ, должны проводиться только при наличии непрерывно действующей системы вентиляции, обеспечивающей в помещении концентрацию вредных веществ не выше ПДК и наличие кислорода не менее 20%.
2.8. В случаях, когда технически невозможно обеспечить воздухообмен, рассчитанный на поддержание ПДК, все работающие должны применять средства индивидуальной защиты органов дыхания.
2.9. Приступать к работе на лесах, подмостях, настилах и площадках можно только с разрешения непосредственного руководителя после проверки их прочности и наличия ограждения.
2.10. Все виды действующего оборудования, шланги, работающие под давлением, средства механизации должны иметь паспорта с указанием допустимых эксплуатационных параметров и инструкции по эксплуатации.
2.11. Инструмент и приспособления должны быть исправны и отвечать следующим требованиям:
— воздушные шланги пневматического инструмента должны быть без повреждений, надежно закреплены на штуцере, соединены между собой при помощи заершенных ниппелей и закреплены хомутиками;
— зачистные электрические и пневматические машинки должны иметь предохранительные кожухи;
— переносные светильники должны быть заводского взрывозащитного исполнения напряжением не более 12 В.
3. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТ
3.1. Требования безопасности при приготовлении и хранении лакокрасочных материалов.
3.1.1. Применение новых материалов (в том числе материалов иностранного производства) допускается, если известны их основные характеристики, показатели токсичности, взрыво- и пожаробезопасности.
3.1.2. Хранение лакокрасочных материалов на рабочих местах допускается только в готовом к употреблению виде, в плотно закрытой таре, в количестве, не превышающем сменную потребность.
3.1.3. Переливание лакокрасочных материалов в рабочую тару разрешатся производить на специально оборудованных открытых площадках на металлическом поддоне с бортиками.
3.1.4. Пролитые и просыпанные материалы необходимо немедленно убирать с соблюдением мер безопасности.
3.1.5. Растирать и смешивать краски следует в специально отведенном для этой цели помещении, оборудованном вентиляцией.
3.1.6. При хранении и приготовлении лакокрасочных материалов запрещается:
— пользоваться стальными ломами при перекатывании металлических бочек, барабанов; бросать бочки, барабаны при погрузке и выгрузке;
— хранить материалы в открытой и неисправной таре;
— применять открытый огонь, пользоваться электронагревательными приборами;
— добавлять в лакокрасочные материалы компоненты, не соответствующие установленной рецептуре состава или с неизвестными свойствами;
3.1.7. При перемешивании или переливании лакокрасочных материалов и растворителей, во избежание попадания брызг в глаза, следует пользоваться защитными очками.
3.2. Требования безопасности при очистке и подготовке поверхностей.
3.2.1. Очистка поверхностей, покрытых токсичными красками, должна производиться с увлажнением очищаемых поверхностей или другими способами, обеспечивающими снижение содержания токсичных веществ в зоне дыхания работающих до допустимого уровня.
3.2.2. Химическая очистка корпусных деталей должна производиться на специально оборудованных участках.
3.2.3. Очистка поверхностей от старых необрастающих красок, содержащих соединения свинца, сурьмы и других ядов, должна выполняться с постоянным увлажнением очищаемой поверхности и с обязательным использованием индивидуальных средств защиты органов дыхания.
3.2.4. Запрещается очистка поверхностей от старых красок путем выжигания.
3.2.5. При очистке поверхности от ржавчины, окалины, старой краски, а также при шлифовке зашпаклеванной поверхности должны применяться противопылевые респираторы.
3.2.6. Удаление нитролаковых, щелочных и других покрытий, обезжиривание поверхностей растворителями производится при естественном освещении или с использованием переносных светильников с напряжением не выше 12 В.
3.2.7. При производстве очистных и травильных работ запрещается:
— удаление старых красок тепловыми способами;
— применять для травления кислоты, содержащие мышьяк или его соединения;
— работать при неисправной или неработающей приточно-вытяжной вентиляции в производственных помещениях, замкнутых объемах.
3.3. Требования охраны труда при окрасочных работах.
3.3.1. Выполнение окрасочных работ должно быть обеспечено необходимыми и исправными средствами механизации, инструментами, инвентарными подмостями, а также оградительными устройствами и защитными приспособлениями.
3.3.2. Рабочие органы (пистолеты) высоконапорных водоструйных установок краскораспылителей должны быть снабжены устройствами, исключающими их случайный пуск.
3.3.3. Во всех случаях окраски распылением рекомендуется применение безвоздушного метода. При окраске пневматическими распылителями запрещается применение краскораспылителей с простыми трубчатыми соплами.
Применение средств индивидуальной защиты при окраске распылением является обязательным.
3.3.4. Перед началом работы с пульверизатором необходимо проверить чистоту его канала и взаимодействие всех частей.
3.3.5. Для устранения чрезмерного распыления краски надо произвести регулировку подачи сжатого воздуха; если регулировка не устраняет чрезмерного распыления, работу надо прекратить и сообщить об этом непосредственному руководителю работ (мастеру).
3.3.6. Нельзя работать пульверизатором при неисправном манометре или при давлении выше допустимого.
3.3.7. Окраска мелких деталей пульверизатором производится только в специально оборудованных кабинах с соответствующей вентиляцией.
3.3.8. В процессе нанесения лакокрасочного покрытия необходимо перемещаться в сторону притока свежего воздуха так, чтобы аэрозоль лакокрасочных материалов и пары растворителей относились потоками воздуха от работающих.
3.3.9. Вышедшие из строя в процессе работы оборудование и инструмент подлежат немедленной замене. Производить их ремонт на рабочем месте запрещается.
3.3.10. При работе пневматическим инструментом запрещается:
— направлять струю воздуха на людей, на пол или оборудование, использовать сжатый воздух для чистки (обдува) спецодежды;
— допускать перегибы, запутывание шланга, пересечение его с тросами, электрокабелями, ацетиленовыми и кислородными шлангами;
— менять рабочий инструмент, производить наладку и другие виды работ по обслуживанию при наличии в шланге сжатого воздуха;
— переходить с одного места на другое с работающим инструментом.
3.3.11. В помещениях, где производятся работы с применением токсичных и опасных веществ, одновременно должно находиться не менее двух человек. В случаях, когда на рабочем месте может находиться только один работник, необходимо обеспечить постоянное наблюдение за ним со стороны другого лица (наблюдающего), способного в случае необходимости оказать помощь работающему.
3.3.12. Во время работы в особо опасных местах наблюдающий должен безотлучно находиться вне помещения в районе выхода (люка, горловины, выреза) из помещения, где ведутся работы.
3.3.13. В случае внезапного прекращения действия системы вентиляции все работы должны быть немедленно прекращены, а люди должны срочно выйти из помещения.
3.3.14. Работы могут быть возобновлены только после восстановления действия системы вентиляции, проведения анализа воздушной среды и доведения содержания вредных и опасных веществ до значений, установленных санитарными нормами.
3.3.15. Включение и выключение электросветильников и электрооборудования должны производиться вне помещений, где выполняются окрасочные работы.
3.3.16. Окрасочные работы на высоте должны производиться с устойчивых подмостей или с лесов, имеющих ограждения высотой 1,1 м и бортовые доски высотой не менее 0,15 м. Ширина настила на подмостях и лесах должна быть не менее 1 метра. Работа на неисправных, не отвечающих нормам безопасности лесах и подмостях, с переносных лестниц и других неустойчивых приспособлений запрещается.
3.3.17. При работе на лесах и подмостях не разрешается:
— перегружать леса материалом, отходами и др.;
— работать на случайно положенных досках, плитах и т.д.;
— сбрасывать вниз предметы.
3.3.18. Предохранительные пояса и страховочные канаты должны быть осмотрены работником перед началом работы. К использованию допускаются только пояса и канаты, имеющие паспорт, прошедшие очередное испытание и находящиеся в исправном состоянии.
После подъема на высоту необходимо закрепиться карабином или страховочным канатом за прочные конструкции.
3.3.19. Подъем материалов и инструмента на высоту должен производиться механизировано или, в отдельных случаях, с помощью каната вручную. Запрещается поднимать инструмент и материалы на подмости и леса при передвижении по лестнице.
3.3.20. Применение лакокрасочных составов с содержанием свинцовых соединений до 1% допускается при окраске изделий ручными методами распыления (пневматическим, безвоздушным, электростатическим). Применение лакокрасочных материалов с более высоким содержанием свинца возможно при условии обеспечения в воздухе рабочих помещений содержания свинцовых соединений до уровня ПДК и красочной пыли в количестве не более 5 мг/куб. м.
3.3.21. Во время распыления эмалей, а также в течение 1 часа по окончании окрасочных работ в радиусе 25 м от места окраски не допускается производство любых работ рабочими других профессий и присутствие посторонних лиц.
3.3.22. Тара из-под красок, лаков, эмалей, растворителей и других материалов должна периодически очищаться с наружной и внутренней сторон. Очистка тары выжиганием запрещается.
3.3.23. Мытье тары, ведер, кистей, распылителей разрешается только в специально отведенных местах, оборудованных местной вентиляцией.
3.3.24. Пролитые на пол лакокрасочные материалы и растворители следует немедленно убирать при помощи опилок, смывать водой и др. Уборку эпоксидных лакокрасочных материалов следует производить бумагой, а затем ветошью, смоченной ацетоном, после чего облитое место вымыть теплой водой с мылом.
3.3.25. Отходы лакокрасочных материалов, обтирочную ветошь после употребления необходимо складывать в специальные ящики с плотно закрывающимися крышками. Отходы лакокрасочных материалов сливать в канализацию запрещается.
3.3.26. Не разрешается применять для ручных окрасочных работ лакокрасочные материалы, в состав которых входят хлорированные углеводороды и метанол.
В случае необходимости нанесения этих лакокрасочных материалов кистевым способом помещение, где проводятся работы, должно быть оборудовано эффективной приточно-вытяжной вентиляцией. Для индивидуальной защиты рабочего следует применять СИЗ органов дыхания с подачей чистого воздуха и защитные очки.
3.3.27. При производстве окрасочных работ запрещается:
— производить малярные работы, если они ведутся одновременно на нескольких уровнях по вертикали без устройства сплошного настила;
— применять в качестве растворителей и составов для обезжиривания высокотоксичные растворители (метиловый спирт, этилированный бензин, хлороформ, дихлорэтан и др.);
— при окрашивании изделий лаками и эмалями на основе эфиров целлюлозы в качестве растворителя применять бензол (его следует заменять толуолом), а также применять пиробензол и легкий растворитель;
— наносить методом распыления лакокрасочные материалы, содержащие соединения сурьмы, мышьяка, ртути, меди, хрома, а также составы на основе каменноугольного лака;
— изменять рекомендованный инструкцией технологический порядок нанесения красок, использовать краски с пониженной вязкостью, увеличивать расстояние от распылительной головки до окрашиваемой поверхности, использовать другие сопла для повышения давления и т.п., что может привести к увеличению концентрации паров растворителя и красочного аэрозоля в воздухе рабочей зоны;
— наносить лакокрасочные покрытия на поверхности действующих механизмов, а также агрегатов, не отключенных от электросети, работать под вращающимися частями машин и станков;
— применять неорганические растворители для мытья рук;
— ставить тару с краской ближе 10 м от газосварочных аппаратов.
4. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА В АВАРИЙНЫХ СИТУАЦИЯХ
4.1. При обнаружении неисправности средств индивидуальной защиты (разрыв маски и др.) работник должен немедленно покинуть опасную зону, сообщить об этом непосредственному руководителю и заменить средства индивидуальной защиты.
4.2. Респираторы (противогазы) подлежат замене при их загрязнении и затруднении дыхания работающего, а также по истечении сроков годности фильтрующих или поглощающих патронов.
4.3. Во всех случаях обнаружения пожара или его признаков (дым, запах гари), повреждений технических средств или другой опасности работник должен немедленно доложить руководителю работ и покинуть опасную зону, при необходимости вызвать пожарную бригаду по телефону 101.
4.4. В случае воспламенения горючих веществ необходимо использовать огнетушитель, песок, землю или накрыть огонь брезентом или войлоком.
4.5. Заливать горящее топливо и неотключенное электрооборудование водой запрещается.
4.6. При обнаружении малейших признаков отравления или раздражения кожи, слизистых оболочек глаз, верхних дыхательных путей или получении иных травм необходимо прекратить работу, сообщить об этом непосредственному руководителю, оказать пострадавшему первую доврачебную помощь и доставить его в ближайшее медицинское учреждение или вызвать бригаду скорой помощи по телефону 103.
5. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПО ОКОНЧАНИИ РАБОТ
5.1. Краскораспылители, красконагнетательные устройства и прочие механизированные инструменты после использования необходимо промыть в растворителе и убрать в предназначенное для их хранения место. Шланги, кисти, катки и т.п. после промывки растворителем допускается хранить в металлических шкафах и ящиках.
5.2. Остатки красок, лаков, растворителей должны быть слиты в закрывающуюся тару.
5.3. После окончания окрасочных работ вентиляция помещений должна продолжаться до практического высыхания последнего слоя.
5.4. По окончании работы необходимо:
— убрать краску, ведра, тару, кисти, другой инструмент и средства индивидуальной защиты в отведенные для их хранения места;
— произвести уборку рабочего места, закрыть все люки, проемы, где можно — снять временные ограждения и знаки безопасности, убрать провода переносного освещения;
— спецодежду и спецобувь необходимо убрать в специальный шкаф, в случае загрязнения спецодежды сдать ее в стирку (заменить);
— вымыть руки и лицо теплой водой с мылом или принять душ.
Скачать Инструкцию
Инструкция
по охране труда при выполнении окрасочных работ
1. Общие требования охраны труда
1.1. Настоящая инструкция по охране труда при выполнении окрасочных работ разработана в соответствии с Приказом Минтруда России от 29 октября 2021 года № 772н «Об утверждении основных требований к порядку разработки и содержанию правил и инструкций по охране труда», действующим с 1 марта 2022 года, Приказом Минтруда от 2 декабря 2020 года №849н «Об утверждении Правил по охране труда при выполнении окрасочных работ», Постановлением Правительства РФ № 1479 от 16 сентября 2020 года «Об утверждении правил противопожарного режима в Российской Федерации», с учетом приказа Минтруда России от 16 ноября 2020 года № 782н «Об утверждении Правил по охране труда при работе на высоте», ГОСТ 12.3.005-75 «Система стандартов безопасности труда. Работы окрасочные. Общие требования безопасности», в соответствии с разделом Х Трудового кодекса РФ и иными нормативными правовыми актами по охране труда.
1.2. Данная инструкция по охране труда при проведении окрасочных работ устанавливает требования охраны труда перед началом, во время и по окончании работы сотрудника, выполняющего окрасочные работы, определяет безопасные методы и приемы выполнения работ, меры безопасности при работе с оборудованием, инвентарем и красками, а также требования охраны труда в аварийных ситуациях. Инструкция разработана в целях обеспечения безопасности труда и сохранения жизни и здоровья работника при проведении окрасочных работ.
1.3. К выполнению окрасочных работ допускаются лица в возрасте не моложе 18 лет, прошедшие в установленном порядке предварительный (периодический или внеочередной медицинский осмотр), вводный инструктаж, первичный инструктаж на рабочем месте до начала самостоятельной работы и стажировку при работах с вредными и (или) опасными условиями труда, повторные инструктажи не реже одного раза в шесть месяцев, а также внеплановые и целевые в случаях, установленных Порядком обучения по охране труда и проверки знания требований охраны труда.
1.4. Работник должен пройти обучение по охране труда и проверку знания требований охраны труда, обучение методам и приемам оказания первой помощи пострадавшим, правилам пожарной безопасности и электробезопасности, а также проверку знаний правил в объеме должностных обязанностей с присвоением I квалификационной группы допуска по электробезопасности.
1.5. Перечень профессиональных рисков и опасностей при проведении окрасочных работ:
- вредные вещества в лакокрасочных материалах (далее — ЛКМ), действующие на работника через дыхательные пути, пищеварительную систему, кожный покров и слизистые оболочки органов зрения и обоняния;
- повышенная запыленность и загазованность воздуха рабочей зоны;
- попадание краски, пыли или мелких частиц мусора в глаза;
- попадание краски на кожу, в том числе при выполнении работ без использования СИЗ, и как следствие раздражение и аллергические реакции кожи;
- травмирование при работе с неисправным инструментами, оборудованием и приспособлениями;
- расположение рабочего места на высоте относительно поверхности земли (пола), падение с высоты;
- поражение электрическим током при прикосновении к токоведущим частям электрооборудования, проводам с поврежденной изоляцией;
- недостаточная освещенность рабочей зоны;
- повышенный уровень шума, вибрации при подготовке поверхности к окрашиванию;
- монотонность труда.
1.6. Работник в целях выполнения требований охраны труда при окрасочных работах обязан:
- соблюдать требования охраны труда и пожарной безопасности;
- соблюдать требования производственной санитарии, правила личной гигиены;
- иметь четкое представление об опасных и вредных факторах, связанных с окрасочными работами;
- выполнять только ту работу, которая относится к должностным обязанностям и поручена непосредственным руководителем, при создании условий безопасного ее выполнения;
- знать правила пользования индивидуальными средствами защиты;
- знать требования безопасности при работе со стремянками;
- знать порядок действий при возникновении пожара;
- уметь пользоваться первичными средствами пожаротушения;
- знать месторасположение аптечки и уметь оказывать первую помощь;
- соблюдать Правила внутреннего трудового распорядка, выполнять режим рабочего времени и времени отдыха.
1.7. Работнику, выполняющему окрасочные работы, согласно Типовым нормам бесплатной выдачи специальной одежды, специальной обуви и других средств индивидуальной защиты выдаются следующие СИЗ:
- костюм для защиты от общих производственных загрязнений и механических воздействий — 1 шт.;
- фартук из полимерных материалов с нагрудником — 1 шт.;
- головной убор — 1 шт.;
- перчатки с полимерным покрытием — 6 пар;
- перчатки с точечным покрытием — 6 пар;
- щиток защитный лицевой или очки защитные — до износа;
- средство индивидуальной защиты органов дыхания фильтрующее — до износа.
1.8. Выбор типа средств индивидуальной защиты органов дыхания проводится в зависимости от концентрации вредных веществ в зоне дыхания работника, выполняющего окрасочные работы.
1.9. Необходимо получить наряд-допуск к работам с повышенной опасностью в случаях осуществления окрасочных работ:
- на высоте, выполняемых на рабочих местах с территориально меняющимися рабочими зонами;
- крыш зданий при отсутствии ограждений по их периметру;
- в замкнутых объемах, в ограниченных пространствах;
- в местах, опасных в отношении загазованности, взрывоопасности и поражения электрическим током.
1.10. В случае травмирования уведомить непосредственного руководителя любым доступным способом в ближайшее время. При обнаружении недостатков в работе оборудования, инструментов и приспособлений сообщить непосредственному руководителю и не использовать до полного устранения всех выявленных недостатков и получения разрешения.
1.11. Запрещается выполнять окрасочные работы, находясь в состоянии алкогольного опьянения либо в состоянии, вызванном потреблением наркотических средств, психотропных, токсических или других одурманивающих веществ, а также распивать спиртные напитки, употреблять наркотические средства, психотропные, токсические или другие одурманивающие вещества на рабочем месте или в рабочее время.
1.12. Работник, допустивший нарушение или невыполнение требований настоящей инструкции по охране труда при выполнении окрасочных работ, рассматривается как нарушитель производственной дисциплины и может быть привлечён к дисциплинарной ответственности и прохождению внеочередной проверки знаний требований охраны труда, а в зависимости от последствий — и к уголовной; если нарушение повлекло материальный ущерб — к материальной ответственности в установленном порядке.
2. Требования охраны труда перед началом работы
2.1. Перед началом работы необходимо проверить годность к эксплуатации и применению средств индивидуальной защиты. Надеть полагающуюся по нормам спецодежду, застегнуть на пуговицы, убрать из карманов острые и режущие предметы. Не застёгивать одежду булавками и иголками. Обувь должна быть удобной, подошва не скользкой.
2.2. Удостовериться в наличии первичных средств пожаротушения, срока их пригодности и доступности.
2.3. Убедиться в наличии аптечки первой помощи, ее укомплектованности.
2.4. Произвести сквозное проветривание помещения, открыв окна и двери. Окна в открытом положении фиксировать крючками или ограничителями.
2.5. Осмотреть и подготовить рабочие помещения, убрать посторонние предметы и все, что может препятствовать безопасному выполнению работ по приготовлению рабочих смесей ЛКМ, проведению окрасочных работ и создать дополнительную опасность. Освободить проходы и выходы, проверить эффективность работы вентиляционных систем.
2.6. При необходимости использования лестницы или стремянки убедиться в наличии маркировки на них, содержащей информацию в соответствии с ГОСТ Р 58758-2019 с указанием инвентарного номера, даты следующего испытания. Убедиться в отсутствии деформации узлов, трещин, заусенцев, острых краев, нарушений крепления ступенек к тетивам, устойчивости стремянки.
2.7. Перед выполнением окрасочных работ на высоте проверить надежность настилов, подмостей и т.д.
2.8. Убедиться в наличии и исправности инструментов и приспособлений. Рукоятки используемых рабочих инструментов должны быть сделаны из древесины, гладко обработаны, подогнаны под размер и надежно закреплены. Не применять ручной инструмент, если на нем имеются выбоины, трещины, сколы рабочих частей.
2.9. Удостовериться, что тара, в которой находятся лакокрасочные материалы, растворители, разбавители, отвердители, полуфабрикаты для приготовления моющих, обезжиривающих составов, имеет наклейки или бирки с точным наименованием и обозначением содержащихся материалов.
2.10. Убедиться, что тара исправна и имеет плотно закрывающиеся крышки, Убедиться в целостности поддона для переливания и разбавления ЛКМ.
2.11. Проверить наличие очищающей пасты, крема или геля для очищения кожи рук от ЛКМ.
2.12. Нанести на открытые участки кожи рук до начала работы дерматологическое средство индивидуальной защиты гидрофильного, гидрофобного или универсального действия для предохранения кожи рук от воздействия ЛКМ.
2.13. Приступать к работе разрешается после выполнения подготовительных мероприятий и устранения всех недостатков и неисправностей.
3. Требования охраны труда во время работы
3.1. Все операции, связанные с вскрытием тары, приготовлением рабочих смесей пожароопасных жидкостей (эмалевых красок, нитрокрасок, лаков и других горючих жидкостей), должны производиться в помещениях, изолированных от мест хранения.
3.2. Производить составление и разбавление всех видов ЛКМ в изолированных помещениях у наружной стены с оконными проемами, вытяжной вентиляцией или на открытых площадках.
3.3. При перемешивании, разбавлении или переливании ЛКМ и растворителей необходимо использовать средства индивидуальной защиты глаз и органов дыхания.
3.4. Для исключения загрязнения пола и оборудования красками перелив или разлив из одной тары в другую, разбавление и перемешивание ЛКМ производить на поддонах с бортами высотой не менее 50 мм.
3.5. К рабочему месту лакокрасочные материалы необходимо доставлять в готовом виде к использованию в закрытой таре. Приготовление ЛКМ на рабочих местах запрещается.
3.6. Размещать на рабочем месте ЛКМ, инструмент, технологическую оснастку и средства подмащивания следует так, чтобы не затруднять прохода и не стеснять рабочие движения в процессе выполнения работы.
3.7. При подъеме и перемещении ЛКМ и иных предметов соблюдать предельно допустимые нормы при подъеме и перемещении тяжестей:
- при разовом подъеме (без перемещения): мужчинами — не более 50 кг, женщинами — не более 15 кг;
- при чередовании с другой работой (до 2 раз в час): мужчинами — до 30 кг, женщинами — до 10 кг;
- постоянно в течение рабочего дня: мужчинами — до 15 кг, женщинами — до 7 кг.
3.8. Не превышать сменную потребность ЛКМ на рабочем месте, открывать емкости с лакокрасочными материалами только перед использованием.
3.9. При подготовке поверхностей под окраску необходимо соблюдать следующие требования:
- работать только исправным ручным или механизированным инструментом;
- при очистке поверхностей от ржавчины, окалины, старой краски, при шлифовке очищаемой поверхности пользоваться средствами индивидуальной защиты рук, органов зрения и дыхания.
3.10. Обезжиривание деталей и изделий перед окраской следует производить негорючими составами: щелочными растворами, органо-щелочными эмульсиями, синтетическими моющими средствами, органическими трудногорючими и негорючими растворителями.
3.11. Запрещается применять бензол, пиробензол для обезжиривания, а также в качестве растворителей и разбавителей для лакокрасочных материалов.
3.12. Следует применять системы местной (локальной) вытяжной вентиляции при следующих видах работ:
- приготовление рабочих составов ЛКМ и разбавление их растворителями в краскозаготовительных помещениях или специально отведенных для данного вида работ местах;
- окраска внутренних и наружных поверхностей;
- сушка окрашенных изделий;
- очистка и мытье порожней тары, рабочих емкостей, окрасочного инструмента и оборудования в специально отведенных местах.
3.13. В помещениях и на площадках для работы с ЛКМ должны быть вывешены знаки безопасности с поясняющими надписями.
3.14. Окраску внутренних поверхностей помещений производить кистью или валиком при действующей общеобменной приточно-вытяжной вентиляции с применением средств индивидуальной защиты. В случае отсутствия в помещении вентиляции окрасочные работы проводить в проветриваемом помещении с применением средств индивидуальной защиты.
3.15. При выполнении работ с использованием грунтовочных и малярных составов руководствоваться инструкцией по охране труда при малярных работах.
3.16. Окрасочные работы внутри помещений, начиная с высоты 1,8 м от уровня пола или перекрытия, должны производиться с применением средств подмащивания или с применением систем канатного доступа.
3.17. На лестничных маршах окрасочные работы производить со специальных средств подмащивания, ножки которых имеют разную длину для обеспечения горизонтального положения рабочего настила.
3.18. Запрещается применять в качестве средств подмащивания случайные предметы, а также устраивать переходы с одного рабочего места на другое, соединяя рабочие места досками.
3.19. При окрашивании труб, радиаторов, тепловых панелей обеспечить вентилирование рабочей зоны путем применения принудительной вентиляции или сквозного проветривания с применением средств индивидуальной защиты.
3.20. При окрашивании любого электротехнического оборудования необходимо удостовериться, что оно отключено от источника энергии.
3.21. Строго придерживаться правил и требований инструкций по эксплуатации используемых инструментов, оборудования и расходных материалов.
3.22. Применяемые лакокрасочные материалы, растворители и разбавители должны соответствовать документам, удостоверяющим их качество. Применение ЛКМ неизвестного состава, а также содержащих соединения свинца и другие вредные вещества запрещено.
3.23. При окрасочных работах пользоваться исправной и проверенной стремянкой, соблюдая при этом инструкцию по охране труда при работе на стремянке. Не опирать приставные лестницы на оконные переплеты.
3.24. Для исключения действия опасных и вредных факторов при окрасочных работах соблюдать правила ношения спецодежды и использования иных средств индивидуальной защиты, строго соблюдать требования по их применению. Помнить, что нарушение правил может привести к заболеваниям кожи, внутренних органов, к отравлению.
3.25. Во время окрасочных работ запрещается принимать пищу. Хранение пищевых продуктов в местах проведения окрасочных работ и складских помещениях запрещается.
3.26. Курить и производить какие-либо работы с применением открытого огня в местах приготовления ЛКМ и производства окрасочных работ не допускается.
3.27. При выполнении окрасочных работ необходимо придерживаться принятой технологии и правил. Не допускать применения способов, ускоряющих выполнение операций, но ведущих к нарушению требований безопасности труда.
3.28. Во избежание травмирования не допускается:
- использовать неисправный и с повреждениями инструмент, инвентарь и вспомогательные средства;
- оставлять в проходах и дверных проемах, на лестничных площадках емкости с ЛКМ инструменты и инвентарь;
- мыть руки в растворителях;
- прикасаться к открытым токоведущим частям оборудования, к оголенным или с поврежденной изоляцией проводам.
3.29. При проветривании помещений, окна открывать осторожно и без рывков, фиксировать в открытом положении ограничителями.
3.30. Не выполнять действий, которые потенциально способны привести к несчастному случаю (хождение по окрашенному полу, передвижение емкости с краской ногой и т.п.).
3.31. Не использовать для сидения и (или) в виде подставки под емкости краски случайные предметы и оборудование.
3.32. Не собирать мусор незащищенными руками, использовать совок и щетку (веник).
3.33. При проведении окрасочных работ соблюдать настоящую инструкцию по охране труда, не отвлекаться посторонними делами и разговорами, выполнять только ту работу, которая относится к должностным обязанностям и поручена непосредственным руководителем, при создании условий безопасного ее выполнения.
3.34. Требования, предъявляемые к правильному использованию (применению) средств индивидуальной защиты при проведении окрасочных работ:
- костюм для защиты от общих производственных загрязнений застегивать на все пуговицы, должен полностью закрывать туловище, руки до запястья;
- перчатки должны соответствовать размеру рук и не сползать с них;
- головной убор должен полностью закрывать волосы от загрязнения;
- фартук должен плотно прилегать, не позволять загрязнять одежду;
- при использовании защитных очков или щитка лицевого регулировать прилегание;
- средство индивидуальной защиты органов дыхания фильтрующее при использовании должно закрывать нос и подбородок, плотно прилегать к лицу.
3.35. Не допускать к окрасочным работам, приготовлению рабочих смесей и переноске емкостей с готовой краской посторонних лиц.
4. Требования охраны труда в аварийных ситуациях
4.1. Не допускается приступать к проведению окрасочных работ при плохом самочувствии или внезапной болезни.
4.2. Перечень основных возможных аварий и аварийных ситуаций, причины их вызывающие:
- разлив ЛКМ вследствие неаккуратности;
- неисправность стремянок, лестниц, настилов, средств подмащивания вследствие износа;
- обнаружение признаков отравления, раздражения кожи, слизистых оболочек глаз, верхних дыхательных путей при воздействии малярных составов;
- возгорание, пожар вследствие неисправности электрооборудования, неосторожного обращения с огнем.
4.3. Пролитые на поверхность пола ЛКМ следует немедленно убирать с применением опилок, песка или сорбирующих материалов и протереть ветошью, смоченной соответствующим ЛКМ растворителем. После этого очищенную поверхность обработать водой с моющим средством.
4.4. В случае попадания ЛКМ на кожу рук необходимо обтереть руки мягкой сухой ветошью, затем для очистки применить очищающие пасты, кремы, гели, предназначенные для использования при работах, связанных с трудносмываемыми, устойчивыми загрязнениями. Вымыть руки водой с мылом.
4.5. При обнаружении неисправности средства индивидуальной защиты органов дыхания фильтрующего покинуть опасную зону, сообщить об этом непосредственному руководителю и заменить средство индивидуальной защиты.
4.6. Прекратить работу при неисправности стремянок, лестниц, настилов, средств подмащивания и сообщить о данном факте непосредственному руководителю.
4.7. При обнаружении признаков отравления или раздражения кожи, слизистых оболочек глаз, верхних дыхательных путей или получении иных травм необходимо прекратить работу, позвать на помощь, воспользоваться аптечкой первой помощи, поставить в известность непосредственного руководителя, обратиться в медицинское учреждение или вызвать скорую помощь по телефону 03 (103).
4.8. При ухудшении здоровья или получении травмы иным работником оказать ему первую помощь, воспользовавшись аптечкой, при необходимости, вызвать скорую медицинскую помощь по телефону 03 (103) и сообщить о происшествии непосредственному руководителю.
4.9. В случае возгорания немедленно прекратить работу, принять меры к эвакуации людей из данного помещения в безопасное место (при наличии иных работников), оповестить голосом о пожаре и вручную задействовать АПС, вызвать пожарную охрану по телефону 01 (101, 112), сообщить руководителю. При условии отсутствия угрозы жизни и здоровью людей принять меры к ликвидации пожара в начальной стадии с помощью первичных средств пожаротушения. В случае воспламенения горючих веществ необходимо использовать огнетушитель, песок, землю или накрыть огонь покрывалом для изоляции очага возгорания. Заливать ЛКМ водой запрещается.
5. Требования охраны труда после завершения работы
5.1. Емкости с ЛКМ по окончании работы плотно закрыть и сдать на склад. Плотно закрыть тару из-под лакокрасочных материалов и расположить вне помещений в специально отведенных местах на приспособленных площадках.
5.2. Собрать использованный при работе с ЛКМ обтирочный материал (ветошь, бумага и др.) и разместить в металлических емкостях с плотно закрывающейся крышкой или утилизироваться в мусорный контейнер, установленный на площадке сбора бытовых отходов.
5.3. Очистку инструмента и оборудования с применением горючих жидкостей производить исключительно пожаробезопасным способом. После очистки разместить в места хранения.
5.4. Снять спецодежду и иные СИЗ, очистить, проверить на целостность и разместить в места хранения. Спецодежду разместить в подвешенном виде в шкафу, выполненном из негорючих материалов, установленном в специально отведенном для этой цели месте.
5.5. Удостовериться, что помещения приведены в пожаробезопасное состояние.
5.6. Очистить кожу рук от ЛКМ, применив очищающие пасты, кремы, гели, предназначенные для использования при работах, связанных с трудносмываемыми и устойчивыми загрязнениями.
5.7. Не допускается замена специальных очищающих средств агрессивными для кожи рук средствами (органическими растворителями, абразивными веществами (песок, чистящие порошки), каустической содой).
5.8. Вымыть руки водой с мылом, нанести на кожу рук регенерирующие (восстанавливающие) кремы (эмульсии).
5.9. Известить непосредственного руководителя о недостатках, влияющих на безопасность труда, обнаруженных во время проведения окрасочных работ.
Инструкцию разработал: ____________ /_______________________/
С инструкцией ознакомлен (а)
«___»___________202__г. ____________ /_______________________/
Рекомендуем перейти к:
Инструкциям по охране труда технического персонала
Если страница Вам понравилась, поделитесь в социальных сетях:
Утверждаю
Директор ВНИПИ
Промстальконструкция
В.Г.СЕРГЕЕВ
12 декабря 1983 года
РУКОВОДСТВО
ПО ПРОИЗВОДСТВУ ОКРАСОЧНЫХ РАБОТ ПРИ МОНТАЖЕ
СТАЛЬНЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
Руководство охватывает комплекс вопросов, связанных с выполнением окрасочных работ по антикоррозионной защите стальных строительных конструкций на монтажной площадке, и содержит:
характеристики лакокрасочных материалов;
рекомендации по выбору технологических процессов окраски и методов нанесения лакокрасочных покрытий;
рекомендации по выбору необходимого оборудования и инструмента для механизированных методов окраски;
описание организации окрасочных работ;
описание организации краскозаготовительных участков и складов лакокрасочных материалов;
вопросы техники безопасности при работе с лакокрасочными материалами.
Руководство предназначено для работников строительно-монтажных организаций, связанных с производством окрасочных работ при монтаже стальных строительных конструкций, и для работников проектных организаций, разрабатывающих проекты производства работ по антикоррозионной защите этих конструкций.
Составители: П.Р. ВРИЧАН и Р.И. АЦЕВА
1. ОБЩАЯ ЧАСТЬ
Руководство распространяется на окраску стальных строительных конструкций в условиях монтажных площадок и предусматривает защиту конструкций в умеренном и умеренно-холодном климате при эксплуатации в атмосферных условиях, под навесом и в условиях слабо- и среднеагрессивных воздействий промышленных зданий и сооружений.
2. ТЕРМИНОЛОГИЯ
Защитное покрытие — покрытие, предназначенное для защиты основного металла от коррозии.
Защитное лакокрасочное покрытие — лакокрасочное покрытие для защиты окрашиваемой поверхности от воздействия внешних факторов.
Лакокрасочное покрытие — покрытие, получаемое нанесением на окрашиваемую поверхность лакокрасочного материала с последующим формированием пленки.
Окраска — нанесение лакокрасочного материала на окрашиваемую поверхность.
Временная антикоррозионная защита (временная защита) — защита от коррозии металлов и изделий на время их изготовления, кратковременной эксплуатации, хранения и транспортировки средствами, удаляемыми перед использованием металлов и изделий по назначению или не требующими удаления, если они не препятствуют их использованию.
Группа условий эксплуатации — лакокрасочные покрытия, объединенные по стойкости к воздействию климатических факторов в различных макроклиматических районах и в различных условиях размещения окрашиваемых изделий.
Вид лакокрасочного материала — разновидность материала в зависимости от целевого назначения (грунт, шпатлевка, эмаль, краска, лак).
Система лакокрасочного покрытия — система последовательно нанесенных слоев лакокрасочного покрытия различного целевого назначения (грунт, шпатлевка, эмаль, лак).
Схема технологического процесса — последовательность выполнения технологических операций.
Технологический режим — основные параметры, необходимые для осуществления различных операций технологических процессов подготовки поверхности, нанесения и сушки лакокрасочных покрытий.
Класс покрытия — характеристика внешнего вида лакокрасочного покрытия (цвет, фактура и качество исполнения покрытия — включения и дефекты).
Срок службы лакокрасочного покрытия — продолжительность эксплуатации лакокрасочного покрытия до момента возникновения предельного состояния, оговоренного в технической документации на изделие.
Толщина покрытия — расстояние по нормали между поверхностью основного металла и поверхностью внешнего слоя покрытия.
Исходная вязкость — вязкость лакокрасочного материала, поступившего с завода.
Рабочая вязкость — вязкость лакокрасочного материала, разведенного соответствующими растворителями до консистенции, необходимой для нанесения на поверхность определенным методом.
Адгезия лакокрасочного материала — прочность сцепления между пленкой лакокрасочного покрытия и окрашиваемой поверхностью и между слоями в системе лакокрасочного покрытия.
Сочетаемость лакокрасочных материалов (сочетаемость) — способность лакокрасочных материалов образовывать покрытие без возникновения дефектов.
Стойкость лакокрасочного покрытия — способность лакокрасочного покрытия сохранять первоначальные свойства в течение срока службы в установленных условиях эксплуатации или в условиях, имитирующих эксплуатационные.
3. ЛАКОКРАСОЧНЫЕ И ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ,
ПРИМЕНЯЕМЫЕ ДЛЯ ЗАЩИТЫ СТАЛЬНЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
3.1. В зависимости от состава и назначения лакокрасочные материалы подразделяются на основные — лаки, грунтовки, эмали, краски и вспомогательные — растворители, отвердители, сиккативы.
3.2. Лаки — растворы пленкообразователей в органических растворителях. Служат для получения самостоятельных прозрачных покрытий или нанесения поверхностного слоя по слою эмали для увеличения защитных свойств и блеска. Черные лаки служат для временной защиты.
3.3. Грунтовки — пигментированные лаки. Применяются для нанесения нижних слоев покрытия, которые обеспечивают прочную адгезию (прилипаемость) к окрашиваемой поверхности и обладают хорошими антикоррозионными свойствами. Существует несколько типов грунтовок для защиты металла (в данном случае металлоконструкций).
3.3.1. Грунтовки антикоррозионные, защищающие металл от проникновения влаги. К ним относятся ГФ-021, ГФ-0119, ФЛ-03К и др. Эти грунтовки в качестве пигментов содержат в своем составе железный сурик и цинковые белила.
3.3.2. Пассивирующие грунтовки применяются для покрытия цветных металлов. К ним относятся ГФ-031 и ФЛ-03Ж.
3.3.3. Фосфатирующие грунтовки. Помимо пассивирующего действия фосфатируют металл ввиду присутствия в их составе фосфорной кислоты. По сравнению с другими грунтовками они обеспечивают значительно лучшую адгезию к черным и цветным металлам. К ним относятся: ВЛ-02, ВЛ-08, ВЛ-023 и др.
3.3.4. Протекторные грунтовки, содержащие большое количество цинковой пыли, что обеспечивает катодную защиту металлов, особенно эффективную в морской воде. К ним относится ЭП-057.
3.4. Эмали и краски — пигментированные лаки и олифы.
3.4.1. Краски, изготовленные на лаках, называются эмалевыми красками или эмалями, а изготовленные на олифе — масляными красками.
3.4.2. Эмали применяют для получения верхних слоев покрытий по слою грунтовки. Они придают покрытию требуемый цвет, укрывистость и стойкость в условиях эксплуатации.
Масляные краски служат для получения грунтовочных и верхних слоев покрытий.
3.5. Растворители и разбавители служат для разведения лакокрасочных материалов до рабочей вязкости, а также для промывки инструмента и оборудования. Применяют одно- и многокомпонентные органические растворители.
3.5.1. К однокомпонентным растворителям относятся: уайт-спирит, ксилол, сольвент, скипидар, ацетон и др.
Многокомпонентные растворители — это смеси различных органических растворителей (Р-4; Р-5; N 646; Р-24 и т.д.).
3.5.2. Все растворители представляют собой летучие однородные прозрачные бесцветные жидкости со свойственным им характерным запахом. Растворители должны полностью смешиваться с лакокрасочными материалами, не вызывая коагуляции (свертывания) пленкообразователя, расслаивания и помутнения раствора.
3.6. Сиккативы — катализаторы, ускоряющие процесс высыхания маслосодержащих пленкообразователей. Представляют собой свинцовые, марганцевые или кобальтовые соли эфирных кислот, масел, нафтеновых или смоляных кислот, растворенных в органических растворителях.
3.7. Отвердители — соединения, применяемые для образования необратимых покрытий (отверждения) эпоксидных лакокрасочных материалов при комнатной температуре.
3.8. Перечень применяемых лакокрасочных и вспомогательных материалов, их характеристика и область применения приведены в табл. 1 и 2.
Таблица 1
Лакокрасочные материалы для защиты
строительных металлоконструкций
|
Лакокрасочные материалы |
Цвет |
Характеристика |
Область применения |
|
1 |
2 |
3 |
4 |
|
Грунтовка ГФ-021 ГОСТ 25129-82 |
Красно-коричневый |
Глифталевая, естественной и искусственной сушки. Хорошо сочетается со всеми эмалями. Имеет хорошую адгезию к черным металлам. Наносят на поверхность любым методом |
Под различные эмали для грунтования стальных конструкций, эксплуатируемых в атмосферных условиях промышленных (металлургических) предприятий со слабо- и среднеагрессивной газовой средой умеренного климата, I <**> |
|
Грунтовка ГФ-0119 ГОСТ 23343-78 |
То же |
То же |
То же |
|
Грунтовка ФЛ-03К ГОСТ 9109-81 |
« |
Фенольно-формальдегидная, естественной и искусственной сушки. Обладает повышенными защитными свойствами. Хорошо сочетается со всеми эмалями. Имеет хорошую адгезию к металлам. Наносят любым методом |
Под различные эмали для грунтования металлоконструкций, эксплуатируемых в странах с тропическим климатом в условиях химических производств со среднеагрессивной газовой средой, II <**> |
|
Грунтовка ПФ-0142 ТУ 6-10-1698-78 |
« |
Глифталевая, естественной и искусственной сушки. Быстросохнущая. Хорошо сочетается со всеми эмалями. Наносят любым методом. Поставляется в комплекте с сиккативами НФ-1 или 64П. Перед применением компоненты смешивают: на 100 мас. ч. грунтовки — 5 мас. ч. НФ-1 или 6 мас. ч. 64П |
Под различные эмали для грунтования стальных конструкций, эксплуатируемых в атмосферных условиях и условиях слабо- и среднеагрессивной атмосферы, I <**> |
|
Грунтовка ХС-010 ГОСТ 9355-81 |
« |
Перхлорвиниловая, сополимерная, быстросохнущая, естественной сушки. Химически стойкая. Хорошо сочетается с перхлорвиниловыми и сополимерными эмалями. Имеет удовлетворительную адгезию к металлу. Наносят только на отпескоструенную поверхность методом распыления. Сварные швы прокрашивают кистью |
В комплексе химически стойких покрытий под перхлорвиниловые сополимерные эмали для защиты стальных конструкций, эксплуатируемых в условиях химических производств с сильноагрессивными средами и в условиях умеренного и тропического климатов, III <**> |
|
Грунтовка ХС-068 ТУ 6-10-820-75 |
Красно-коричневый |
Перхлорвиниловая, сополимерная, естественной сушки. Химически стойкая в комплексном многослойном покрытии с эмалями к воздействию кислот и щелочей. Адгезия к металлу удовлетворительная. Наносят распылением только на отпескоструенную поверхность. Образует более толстую пленку, чем грунтовка ХС-010 |
В комплексе химически стойких покрытий для грунтования металлоконструкций, эксплуатируемых в условиях химических производств со средними и сильноагрессивными средами умеренного и холодного климатов, III <**> |
|
Грунтовка ХС-059 ГОСТ 23494-79 |
То же |
Перхлорвиниловая, сополимерная, естественной сушки. Обладает химической стойкостью в комплексном покрытии с эмалью ХС-759 к воздействию кислот и щелочей, имеет хорошую адгезию к черным металлам. Наносят распылением только на отпескоструенную поверхность. Перед нанесением добавляют отвердитель N 3 (2,8%) или 5 (2,6%) |
В комплексе химически стойких покрытий под перхлорвиниловую эмаль ХС-759 и лак ХС-724 для защиты наружных поверхностей металлоконструкций, подвергающихся воздействию щелочных и кислых сред, III <**> |
|
Краски масляные и алкидные земляные густотертые: сурик железный МА-011, МА-015, ПФ-014 ГОСТ 8866-76 |
« |
Покрытие атмосферостойкое, естественной и искусственной сушки. Хорошо сочетается с масляными, битумными, глифталевыми и пентафталевыми эмалями. Не сочетается с перхлорвиниловыми эмалями. Наносят на стальные конструкции только пневматическим распылителем и кистью |
Как самостоятельное покрытие и как грунт для эмали для защиты стальных конструкций, эксплуатируемых в атмосферных условиях и внутри помещений со слабоагрессивной газовой средой, а также в качестве временной защиты конструкций на период транспортировки и хранения в умеренном климате (У1, У2, У4) <*>, I <**> |
|
Белила цинковые или свинцовые густотертые МА-011, МА-011-0 ГОСТ 482-77 ГОСТ 12287-77 |
Белые |
Покрытие атмосферостойкое, естественной сушки. Наносят по грунтовке и без грунтовки любым методом |
Для защиты оконных переплетов и опознавательных знаков (маркировки) металлоконструкций (У1, У2, У4) <*>, I <**> |
|
Краска масляная специальная густотертая МА-011 ОСТ 6-10-445-83 |
Серо-голубая, серая |
Покрытие атмосферостойкое, естественной и искусственной сушки. Наносят по грунтовке распылителем и кистью |
Для защиты металлоконструкций специального назначения (У1, У2, У4), I <**> |
|
Краски масляные, алкидные, цветные, густотертые, для наружных работ МА-011, МА-015, ПФ-014 ГОСТ 8292-75 |
Бежевые, голубые, желто-зеленые, коричневые, палевые, «слоновая кость», серые, фисташковые |
То же |
Для окраски металлоконструкций, эксплуатируемых в атмосферных условиях со слабоагрессивной газовой средой промышленных производств умеренного климата (У1, У2, У4) <*>, I <**> |
|
Краски масляные, алкидные земляные, готовые к применению: сурик железный марок МА-11, МА-15, ПФ-14 ГОСТ 10503-71 |
Красно-коричневые |
Покрытие атмосферостойкое, стойкое к периодическому воздействию температуры до 150 °C. Наносят по слою грунтовки и без грунтовки распылителем, валиком и кистью. Пленки глянцевые, механически прочные, с хорошей адгезией |
Для окраски металлоконструкций, эксплуатируемых в атмосферных условиях промышленных производств умеренного климата (У1, У2, У4) <*>, I <**> |
|
Краски масляные, алкидные, цветные, готовые к применению, марок МА-11, МА-15, ПФ-14 ГОСТ 10503-71 |
Бежевые, голубые, желтые, зеленые, палевые, «слоновая кость», светло-голубые, светло-серо-голубые, серые, темно-красные, фисташковые |
— |
— |
|
Краска БТ-177 ОСТ 6-10-426-79 |
Серебристая |
Краска масляно-битумная. Это лак БТ-577 с добавлением алюминиевой пудры 15 — 20%. Пудра добавляется в лак перед нанесением. Покрытие лака с алюминиевой пудрой обладает атмосферостойкостью и стойкостью к длительному воздействию температуры до 200 °C. Хорошо сочетается с масляными, масляно-битумными, глифталевыми грунтовками. Наносят распылителем или кистью |
Для окраски металлоконструкций, эксплуатируемых в атмосферных условиях и в условиях повышенных температур. Для окраски внутри помещения без воздействия агрессивных сред (У1, У2, У4) <*>, I <**> |
|
Лак БТ-577 (бывш. N 177) ГОСТ 5631-79 |
Черный |
Покрытие лака неатмосферостойкое, влагостойкое, стойкое внутри помещения при воздействии температуры до 200 °C. Имеет хорошую адгезию к металлу. Наносят любым методом. Пленка лака черного цвета не перекрывается красками и эмалями других цветов, так как лак имеет свойство проникать через пленку эмалей, образуя черные пятна. При необходимости перекрытия лака на его пленку предварительно наносят один слой масляной, глифталевой грунтовки или краски с добавлением алюминиевой пудры 5 — 10% |
Для временной защиты в атмосферных условиях и для приготовления краски БТ-177. В качестве грунтовки применяется только под краску БТ-177 (У2, У3, У4) <*>, I <**> |
|
Эмаль ЭФ-1219 ТУ 6-10-1727-79 |
Коричневая |
Эпоксиэфирная, тиксотропная, имеет густую консистенцию. Покрытие атмосферостойкое, стойкое к повышенной влажности. Наносят по металлу один слой (утолщенный) кистью или безвоздушным распылителем. Толщина одного слоя 100 — 120 мкм (за счет тиксотропных свойств) |
Для окраски металлоконструкций, эксплуатируемых в атмосферных и шахтных подземных условиях и в условиях повышенной влажности (У1, В5) <*>, II <**> |
|
Эмаль ПФ-133 ГОСТ 926-82 |
Красная, голубая, желтая, зеленая, красно-коричневая, кремовая, светло-серая, серая, синяя, темно-зеленая, фисташковая, черная, оранжевая |
Пентафталевая, атмосферостойкая, стойкая к периодическому воздействию температуры до 150 °C. Наносят по загрунтованной поверхности (при условии атмосферных воздействий) и без грунтовки (внутри помещения). Наносят любым методом. Пленки механически прочные, с хорошей адгезией |
Для окраски загрунтованных металлоконструкций, эксплуатируемых в атмосферных условиях промышленных (металлургических) предприятий со слабоагрессивной газовой средой умеренного климата (У1, У2, У4) <*>, I <**> |
|
Эмаль ПФ-115 ГОСТ 6465-76 |
То же, белая, бежевая, вишневая, коричневая, песочная, »слоновая кость» |
То же |
То же |
|
Эмаль ПФ-1126 ТУ 6-10-1540-78 |
Светло-дымчатая, голубая, темно-красная, «слоновая кость» |
« |
« |
|
Эмаль ПФ-1189 ТУ 6-10-1710-79 |
Серая |
Пентафталевая, естественной сушки, быстросохнущая. Покрытие атмосферостойкое. Наносят в два слоя по металлу любым методом. Перед нанесением добавляют алюминиевую пудру 3% и сиккатива НФ-1 5% |
Для грунтования и окраски металлоконструкций на заводе-изготовителе с целью временной защиты и при эксплуатации внутри помещения. С перекрытием эмалями ПФ-115 или ПФ-133 служит для эксплуатации в атмосферных условиях промышленных (металлургических) предприятий со слабоагрессивной средой умеренного климата (У1, У2, У4) <*>, I <**> |
|
Эмаль УРФ-1128 ТУ 6-10-1421-76 |
Голубая, красная, светло-дымчатая, кремовая, «морская волна» |
Полиуретановая, естественной сушки. Покрытие атмосферостойкое. Наносят на загрунтованные поверхности любым методом. Пленка повышенной механической прочности с хорошей адгезией |
Для окраски металлоконструкций, эксплуатируемых в атмосферных условиях металлургических и других промышленных производств со слабоагрессивной газовой средой умеренного и холодного климатов (У1, У2, У4) <*>, I <**> |
|
Эмаль ХВ-1100 (бывш. ПВХ) ГОСТ 6998-79 |
Бежевая, белая, голубая, желтая, защитная, зеленая, красно-коричневая, красная, кремовая, серая, темно-серая, шаровая |
Перхлорвиниловая, атмосферостойкая в условиях слабо- и среднеагрессивных воздействий. Выдерживает периодическое воздействие температуры до 60 °C. Наносят распылителем только на загрунтованные металлоконструкции. Не сочетается с покрытием железного сурика |
Для окраски загрунтованных металлоконструкций, эксплуатируемых в атмосферных условиях среднеагрессивных сред (металлургических комбинатов, в листопрокатных цехах, в башенных отделениях получения серной кислоты, цехах электролиза алюминия и др.) умеренного и холодного климатов (У1, У2 и ХЛ1, ХЛ2) |
|
Эмаль ХВ-113 ГОСТ 18374-79 |
То же, оранжевая, «слоновая кость», салатовая, темно-желтая, черная |
То же |
То же, но только для умеренного климата (У1, У2) <**>; II <**> |
|
Эмаль ХВ-16 ТУ 6-10-1301-83 |
Алюминиевая, бежевая, белая, желтая, зеленая, коричневая, красная, оранжевая, светло-голубая, светло-коричневая, светло-кремовая, серо-голубая, синяя, стальная, темно-голубая, темно-зеленая, темно-серая, фисташковая, черная |
Эмаль перхлорвиниловая и сополимерная атмосферостойкая в условиях слабо- и агрессивных воздействий, стойкая к повышенной влажности. Перед применением в эмаль ХС-119 вводят 0,3% сиккатива НФ-1 (ГОСТ 1003-73) или 64П (ТУ 6-10-1351-78). Наносят на загрунтованные металлоконструкции распылителем. Не сочетается с покрытием железного сурика |
Для окраски загрунтованных металлоконструкций, эксплуатируемых в атмосферных условиях при воздействии среднеагрессивных сред металлургических и химических производств умеренного и тропического климатов (У1, У2 и Т1, Т2, Т3) <*>; II <**> |
|
Эмаль ХС-119 ГОСТ 21824-76 |
Белая, красно-коричневая, кремовая, светло-серая, серая, темно-зеленая, черная |
Эмаль перхлорвиниловая и сополимерная атмосферостойкая в условиях слабо- и агрессивных воздействий, стойкая к повышенной влажности. Перед применением в эмаль ХС-119 вводят 0,3% сиккатива НФ-1 (ГОСТ 1003-73) или 64П (ТУ 6-10-1351-78). Наносят на загрунтованные металлоконструкции распылителем. Не сочетается с покрытием железного сурика |
Для окраски загрунтованных металлоконструкций, эксплуатируемых в атмосферных условиях при воздействии среднеагрессивных сред металлургических и химических производств умеренного и тропического климатов (У1, У2 и Т1, Т2, Т3) <*>; II <**> |
|
Эмали ХВ-124 и ХВ-125 ГОСТ 10144-74 |
Бежевые, голубые, желтые, защитные, зеленые, коричневые, красные, кремовые песочные, салатные, светло-серые, темно-голубые, фисташковые, ХВ-125 серебристая |
Эмали перхлорвиниловые, повышенной атмосферостойкости, естественной сушки. Стойкие в условиях атмосферы средней степени агрессивности. Выдерживают температуры до 60 °C. Хорошо сочетаются со всеми грунтами, кроме железного сурика. Наносят распылителем только на загрунтованные металлоконструкции. Пленки негорючие |
Для защиты металлоконструкций, эксплуатируемых в условиях тропического и умеренного климата, а также холодного климата северных районов (Т1, Т2, Т3 и У1, У2, ХЛ1, ХЛ2) <*>; III <**> |
|
Эмаль ХС-759 и лак ХС-724 ГОСТ 23494-79 |
Белая, серая, светло-серая, бесцветная |
Эмаль и лак сополимерные, естественной сушки. Атмосферостойкие и химически стойкие в условиях кислых и щелочных сред. Эмаль наносят только на загрунтованные поверхности с дальнейшим перекрытием лаком ХС-724. Перед нанесением в эмаль добавляют отвердитель N 3 (3,0%) или 5 (2,8%). Пленки негорючие |
Для защиты металлоконструкций в условиях химических производств со средней и сильной степенью агрессивности в сочетании с атмосферными воздействиями умеренного климата (У1, У2 и 7, 7/1) <*>, III, IV <**> |
|
Эмаль ХВ-785 (бывш. ХСЭ) и лак ХВ-784 (бывш. ХСЛ) ГОСТ 7313-75 |
Эмаль кремовая, белая, желтая, красно-коричневая, серая, черная. Лак бесцветный |
Эмаль и лак перхлорвиниловые, химически стойкие в многослойном покрытии в условиях сильноагрессивных сред. Водостойкие. Выдерживают периодическое воздействие температуры до 60 °C. Наносят распылителем по перхлорвиниловым и фенольным грунтовкам с дальнейшим перекрытием лаком ХВ-784. Пленки негорючие |
Для защиты металлоконструкций в условиях химических производств умеренного климата от воздействий сильноагрессивных газов, кислот, растворов солей и щелочей, с температурой от -40 до +60 °C (У2, В5, 7, 7/1) <*>, IV <**> |
|
Эмаль ЭП-140 алюминиевая ГОСТ 24709-81 |
Белая, голубая, желтая, защитная, зеленая, коричневая, красная, оранжевая, светло-серая, серая, темно-серая, серо-голубая, светло-голубая, светло-табачная, табачная, синяя, черная |
Эмаль эпоксидная, естественной сушки. Атмосферостойкая, без воздействия солнечной радиации. Стойкая к воздействию агрессивных газов химических и металлургических производств. Наносят по эпоксидным грунтовкам распылителем или кистью с добавлением токсичного отвердителя N 2 или 4 — для алюминиевой эмали. В алюминиевую основу лака на 100 мас. ч. вводят 11 мас. ч. алюминиевой пудры ПАП-1 или ПАП-2 |
Для защиты металлоконструкций в условиях химических предприятий со слабой и средней степенью агрессивности умеренного, тропического и холодного климатов (7, 7/1, У1, У2, У4, Т1, Т2, Т3 и ХЛ1, ХЛ2, ХЛ4) <*>, III <**> |
|
Шпатлевка ЭП-0010 ГОСТ 10277-76 |
Красно-коричневая |
Эпоксидная шпатлевка химически стойкая. Применяют как грунт и как самостоятельный покрывной материал в условиях атмосферы средней и сильной степеней агрессивности. Наносят распылителем или кистью без грунтовки с добавлением отвердителя N 1 (8,5 мас. ч. на 100 мас. ч. пасты). Рабочий раствор пригоден к применению в течение 4 — 6 ч. Пленка плотная, с хорошей адгезией к металлам, имеет высокую механическую прочность |
Для защиты металлоконструкций в условиях химических комбинатов внутри помещений при воздействии средне- и сильноагрессивных сред. В атмосферных условиях умеренного климата химических производств — с перекрытием эпоксидными эмалями (7, 7/1, 7/3, 6/1, 6/2, 4/1, У2, В5) <*>, III <**> |
|
Грунтовка ЭП-057 протекторная ТУ 6-10-1117-75 |
Серый |
Грунт эпоксидный с добавлением цинкового порошка. Покрытие атмосферо- и влагостойкое, токопроводящее, хорошо сочетается с перхлорвиниловыми и сополимерными эмалями в химически стойком покрытии. Рабочий состав готовят перед употреблением, добавляя отвердитель N 3 (на 100 г грунта 7 г отвердителя). Наносят распылителем и кистью в 1 слой под эмали и в 2 слоя как самостоятельное покрытие. Не препятствует сварке |
Для защиты металлоконструкций в атмосферных условиях и в условиях повышенной влажности. В комплексном покрытии под эмали в условиях химических производств со средне- и сильноагрессивной средой умеренного климата (7, 7/1, В5) <*>, III и IV <**> |
|
Краска ОС-12-03 (бывш. ВН-30) ТУ 84-725-78 |
Серая, серо-зеленая, охро-золотистая |
Краска органосиликатная, химически и влагостойкая. Естественной и искусственной сушки. При естественной сушке добавляют отвердитель ТБТ или ПБТ из расчета 1% по отношению к сухому остатку. Поставляется в комплекте. Покрытие не препятствует сварке и не влияет на прочность сварного шва. Наносят только на отпескоструенные металлоконструкции любым методом даже при отрицательных температурах |
Для защиты стальных металлоконструкций, предназначенных для строительства животноводческих зданий, сернокислотных и металлургических цехов в условиях средней степени агрессивности (влажной атмосферы, содержащей пары аммиака, сероводорода, сернистых и других газов) умеренного климата (7, 7/1, У1, У2, В5) <*> |
———————————
<*> Индексы условий эксплуатации приведены в соответствии с ГОСТ 9.104-79, ГОСТ 15150-69 и ГОСТ 9.032-74 (табл. 3 и 4).
<**> Группы лакокрасочных покрытий приведены по СНиП II-28-73 «Защита строительных конструкций от коррозии».
Таблица 2
Вспомогательные материалы
|
Вспомогательные материалы |
Характеристика |
Область применения |
|
Растворитель Р-4 ГОСТ 7827-74 |
Легколетучая бесцветная жидкость, взрывоопасная, с резким запахом, токсичная. Состоит из компонентов, %: бутилацетат — 12, ацетон — 26, толуол — 62 |
Для разбавления перхлорвиниловых и сополимерных грунтовок, эмалей и лаков и эпоксидной шпатлевки |
|
Растворитель Р-5 ГОСТ 7827-74 |
Состав, %: бутилацетат — 30, ацетон — 30, ксилол — 40 |
То же, взамен Р-4 |
|
Растворитель Р-24 ГОСТ 7827-74 |
Состав, %: ацетон — 15, ксилол — 35, сольвент — 50 |
Для разбавления перхлорвиниловых эмалей ХВ-113, ХВ-110 и грунтовки ХВ-050 на низковязкой поливинилхлоридной смоле |
|
Растворитель N 646 ГОСТ 18188-72 |
Легколетучая бесцветная жидкость, взрывоопасная, токсичная. Состав, %: бутилацетат — 10, этилцеллозольв — 8, ацетон — 7, бутиловый спирт — 15, этиловый спирт — 10, толуол — 50 |
Для разбавления эпоксидных, нитроцеллюлозных, нитроглифталевых лакокрасочных материалов |
|
Уайт-спирит (бензин-растворитель) ГОСТ 3134-78 |
Однокомпонентный растворитель, бесцветный, летучий, менее токсичен по сравнению с другими. Предельно допустимая концентрация на рабочем месте 300 мг/м3 |
Для разбавления масляных и битумных материалов, а в смеси с ксилолом или сольвентом, или скипидаром — глифталевых материалов. Для обезжиривания поверхностей перед окраской, промывкой оборудования, инструмента и кистей |
|
Сольвент каменноугольный ГОСТ 1028-79 |
Прозрачная летучая бесцветная жидкость, токсичная. Предельно допустимая концентрация 100 мг/м3 |
Для разбавления масляных, битумных, глифталевых и пентафталевых лакокрасочных материалов, а также перхлорвиниловых при нанесении кистью |
|
Сольвент нефтяной ГОСТ 10214-78 |
То же |
То же |
|
Ксилол нефтяной марки А ГОСТ 9410-78 |
То же. Предельно допустимая концентрация 50 мг/м3 |
Для разбавления масляных, битумных, глифталевых и пентафталевых лакокрасочных материалов |
|
Ксилол каменноугольный ГОСТ 9949-76 |
То же |
То же |
|
Олифа натуральная ГОСТ 7931-76 |
Полимеризованное или окисленное растительное масло с добавлением марганцево-свинцово-кобальтового сиккатива с разбавлением уайт-спиритом |
Для изготовления и разведения густотертых красок |
|
Олифа «Оксоль» ГОСТ 190-78 |
То же |
То же |
|
Сиккативы нафтенатные жидкие НФ-1, НФ-8 ГОСТ 1003-76 |
Нафтенат свинцово-марганцевый |
Добавляют в масляные краски для ускорения процесса высыхания |
|
Сиккативы N 64П, 64Б и 7640 ТУ 6-10-1351-78 |
Резинат кобальта, свинцово-марганцевый линолиат |
То же |
|
Отвердитель N 1 ТУ 6-10-1263-77 |
50%-ный раствор гексаметилендиамина в этиловом спирте, очень ядовит |
Добавляют в эпоксидные шпатлевки ЭП-0010 и эмаль ЭП-773 для отверждения покрытия |
|
Отвердитель N 2 ТУ 6-10-1279-77 |
Раствор полиамидной смолы ПО-200 в органических растворителях |
Добавляют для отверждения эмали ЭП-140 разных цветов в соотношении 70 мас. ч. эмали и 30 мас. ч. отвердителя (для желтой, красной, черной и защитной). В остальные цвета добавляют 75 мас. ч. пасты и 25 мас. ч. отвердителя |
|
Отвердитель N 3 ТУ 6-10-1091-76 |
Раствор полиамидной смолы ПО-200 или версамида 115 в смеси органических растворителей |
Добавляют для отверждения эпоксидной смолы в грунтовке ХС-059 и в эмали ХС-759 |
|
Отвердитель N 4 ТУ-6-10-1429-79 |
Раствор полиамидной смолы ПО-201 в смеси органических растворителей |
Добавляют для отверждения эмали ЭП-140 алюминиевой (на 70 мас. ч. — 30 мас. ч. отвердителя) |
|
Отвердители: тетрабутоксититан ТБТ и полибутилтитан ПБТ |
Бутиловый эфир ортотитановой кислоты. Расчетное количество отвердителя растворяют в толуоле в соотношении 1:5 |
Добавляют для отверждения органосиликатной краски типа ВН-30 при сушке в естественных условиях из расчета 1% по отношению к сухому остатку материала. Содержание сухого остатка 50% |
|
Толуол нефтяной ГОСТ 14710-78 |
Бесцветная прозрачная жидкость со специфическим запахом, токсичная. Предельно допустимая концентрация на рабочем месте — 50 мг/м3 |
Для разведения отвердителя ТБТ или ПБТ и органосиликатных материалов. Входит в состав большинства многокомпонентных растворителей |
|
Толуол каменноугольный ГОСТ 9880-76 |
Бесцветная прозрачная жидкость со специфическим запахом, токсичная. Предельно допустимая концентрация на рабочем месте — 50 мг/м3 |
Для разведения отвердителя ТБТ или ПБТ и органосиликатных материалов. Входит в состав большинства многокомпонентных растворителей |
|
Алюминиевая пудра пигментная ПАП-1, ПАП-2 ГОСТ 5494-71 |
Порошок серо-серебристого цвета, взрывоопасен, хранить в плотно закупоренной таре в сухом помещении |
Добавляют в качестве пигмента в лаки для получения эмалей ХВ-125 (10%), БТ-577 (15 — 20%), ЭП-140 алюминиевой (11%) |
3.9. Для защиты строительных металлоконструкций в условиях монтажных площадок выбраны лакокрасочные материалы, высыхающие при естественной температуре и эксплуатирующиеся в атмосферных условиях и в условиях повышенной агрессивности.
4. КЛАССИФИКАЦИЯ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
4.1. Все лакокрасочные покрытия классифицируют по группам условий эксплуатации и внешнему виду.
4.2. По условиям эксплуатации лакокрасочные покрытия разделяют на стойкие к воздействию климатических факторов и на стойкие в особых средах.
4.3. Воздействие климатических факторов на окрашенные изделия разделяют на группы условий эксплуатации по ГОСТ 9.104-79 и на категории размещения по ГОСТ 15150-69.
4.4. ГОСТ 9.104-79 «Покрытия лакокрасочные. Группы условий эксплуатации» устанавливает группы условий эксплуатации по характеру воздействия климатических факторов для всех макроклиматических районов.
ГОСТ 15150-69 определяет категории размещения окрашенных изделий.
4.5. ГОСТ 9.032-74 «Покрытия лакокрасочные. Классификация и обозначения» устанавливает группы условий эксплуатации окрашенных изделий по характеру воздействия особых сред (водо-, масло-, химически стойкие и т.д.).
4.6. В данном руководстве, применительно к строительным конструкциям, предусмотрены в основном 1, 2 и 3 категории размещения изделий в условиях эксплуатации: 1 — атмосферных; 2 и 3 — под навесом или в неотапливаемых помещениях.
По климатическим факторам группы умеренного и умеренно-холодного климатов обозначены У и УХЛ или в сочетании с категориями размещения — У1, У2, УХЛ1, УХЛ2 (табл. 3).
Таблица 3
Категория размещения и группы условий эксплуатации
окрашенных строительных металлоконструкций
|
Категория размещения окрашиваемых изделий |
Обозначение категории |
Группы условий эксплуатации |
||
|
Умеренный климат У |
Умеренно-холодный климат УХЛ |
Тропический климат Т |
||
|
1 |
2 |
3 |
4 |
5 |
|
Эксплуатация на открытом воздухе (воздействие совокупности климатических факторов, характерных для данного макроклиматического района) |
1 |
У1 |
УХЛ1 |
Т1 |
|
Эксплуатация под навесом или в помещениях, где колебания температуры и влажности воздуха несущественно отличаются от колебаний на открытом воздухе (отсутствие прямого воздействия солнечного излучения и атмосферных осадков), например, в палатках, кузовах, прицепах, металлических помещениях без теплоизоляции |
2 — 3 |
У2 |
УХЛ2 |
Т2 |
|
Эксплуатация в помещениях с искусственно регулируемыми климатическими условиями, например, в закрытых отапливаемых или охлаждаемых и вентилируемых производственных и других, в том числе хорошо вентилируемых подземных помещениях |
4 |
У4 |
УХЛ4 |
Т3 |
|
Эксплуатация в помещениях с повышенной влажностью, например, в неотапливаемых и невентилируемых подземных помещениях, в том числе в шахтах, подвалах, в почве, в помещениях, в которых возможно длительное наличие воды или частая конденсация влаги на стенах и потолке, в трюмах и цехах текстильных, гидрометаллургических производств и т.п. |
5 |
В5 |
В5 |
В5 |
В табл. 3 приведены также 4 и 5 категории размещения — эксплуатация окрашенных изделий в помещениях с нормальной и повышенной влажностью, которые встречаются в промышленном строительстве.
4.7. По характеру воздействия особых сред для металлоконструкций предусмотрена группа химически стойкая (7) по воздействию агрессивных газов — 7/1 (табл. 4).
Таблица 4
Группы условий эксплуатации по характеру воздействующей
среды или виду воздействия по ГОСТ 9.032-74
|
Покрытия |
Условия эксплуатации по характеру воздействующей среды или виду воздействия |
Обозначение условий эксплуатации |
|
Водостойкие |
Морская, пресная вода и ее пары |
4 |
|
Пресная вода и ее пары |
4/1 |
|
|
Морская вода |
4/2 |
|
|
Масло-, бензостойкие |
Минеральные масла и смазки, бензин, керосин и другие нефтепродукты |
6 |
|
Маслостойкие |
Минеральные масла и смазки |
6/1 |
|
Бензостойкие |
Бензин, керосин и другие нефтепродукты |
6/2 |
|
Химически стойкие |
Различные химические реагенты |
7 |
|
Агрессивные газы, пары и жидкости |
7/1 |
|
|
Растворы кислот |
7/2 |
|
|
Растворы щелочей |
7/3 |
|
|
Термостойкие |
Повышенные температуры от 60° до 500 °C |
8 |
4.8. По внешнему виду покрытия металлоконструкций относятся к IV и V классам (ГОСТ 9.032-74, табл. 1).
5. ОРГАНИЗАЦИЯ ОКРАСОЧНЫХ РАБОТ НА МОНТАЖЕ
5.1. Организация окрасочных работ включает в себя:
определение последовательности поступления строительных конструкций на окрашивание;
организацию подготовительных и окрасочных участков;
организацию краскозаготовительных участков, постов и складов для лакокрасочных материалов;
установление последовательности технологических операций и режимов;
пооперационный контроль качества выполнения окрашивания на всех стадиях.
5.2. В организацию окрасочных работ на монтаж включены также вопросы погрузочно-разгрузочных и транспортных работ, от которых зависит сохранность защитного покрытия на окрашенных металлоконструкциях.
5.3. Окрасочные работы в условиях монтажа выполняются в основном на открытом воздухе, поэтому их следует организовывать в летнее время при положительной температуре и в сухую погоду.
5.4. Окраска стальных конструкций на монтажных площадках может выполняться внизу до их установки, а также на высоте после их установки и закрепления.
5.4.1. Для окраски конструкций до монтажа следует организовать специальный окрасочный участок, который целесообразно расположить при складе металлоконструкций или на участке укрупнительной сборки. В проекте производства работ (ППР) предусматривается дополнительная площадь для окрасочных участков.
Примерная схема технологической планировки окрасочного участка дана на рис. 1.
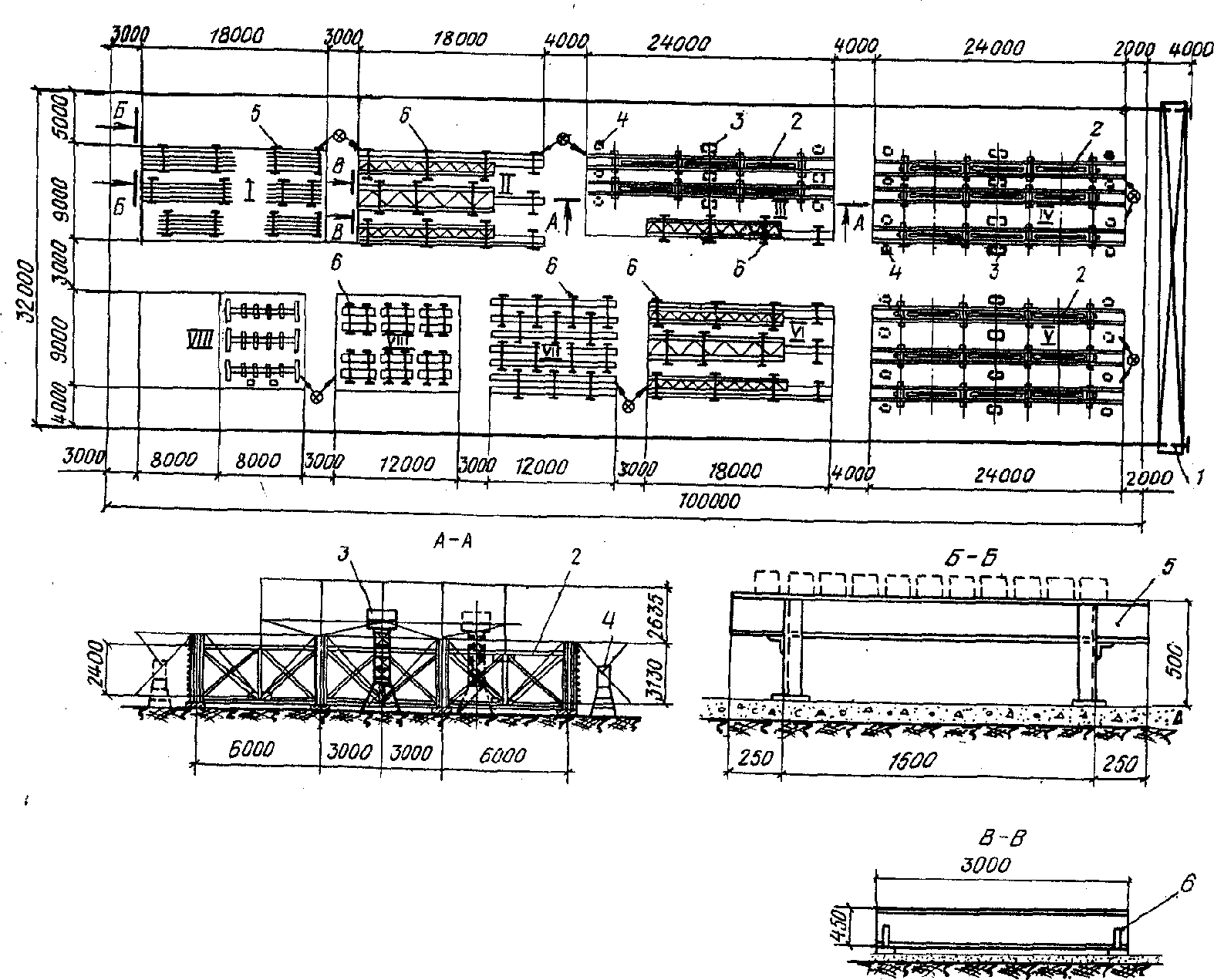
Рис. 1. Участок окраски металлоконструкций
(примерная планировка):
1 — козловой кран К-305; 2 — стенд-кондуктор;
3, 4 — подмости Н = 4,2 и 1,2 м соответственно;
5, 6 — козелки; зоны окраски: I — связей и прогонов;
II — колонн; III — подстропильных ферм и колонн;
IV — стропильных и подстропильных ферм; V — стропильных
ферм; VI — колонн; VII — подкрановых балок;
VIII — различных металлоконструкций
5.4.2. Площадка окрасочного участка должна иметь твердое покрытие (бетонное или асфальтовое).
5.4.3. Для транспортировки и перекантовки металлоконструкций при окраске необходимо предусматривать специальный кран или использовать один из козловых кранов, обслуживающих склад.
5.4.4. При погрузочно-разгрузочных работах и монтаже окрашенных металлоконструкций необходимо использовать специальные прокладки или приспособления во избежание повреждений лакокрасочных покрытий.
5.4.5. Окрасочный участок должен быть обеспечен достаточным количеством подставок, козелков (рис. 2) и оборудования для производства окраски, а также баллонами со сжатым воздухом для нанесения окрасочных материалов методом распыления (пневматического, безвоздушного).
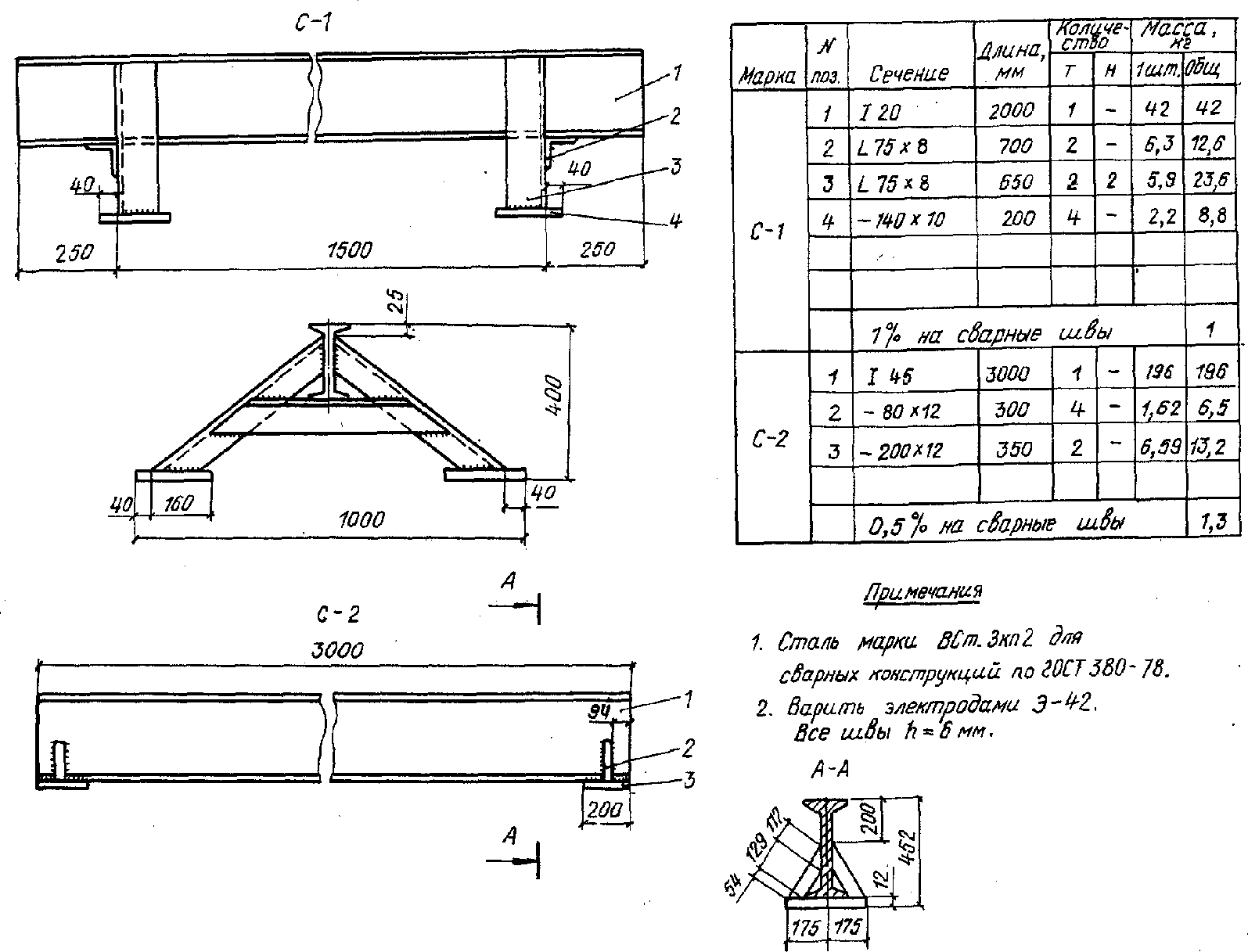
Рис. 2. Приспособление для окраски металлоконструкций
5.4.6. Участок подготовки и очистки поверхностей металлоконструкций следует организовать отдельно от окрасочного участка, особенно при применении пескоструйного или дробеструйного метода очистки.
5.5. Окраска смонтированных конструкций на высоте должна производиться с катучих подмостей, лесов, люлек и других средств подмащивания, последовательность применения которых в каждом случае различна.
5.6. Для выполнения окрасочных работ на высоте необходимо разработать ППР, увязав его с технологией монтажа и принятым вариантом окраски — в зависимости от состояния строительных конструкций.
5.7. Рекомендации по (организации краскозаготовительных участков и хранению лакокрасочных материалов на монтаже приведены в разделах 9 и 10.
6. ВАРИАНТЫ ОКРАСКИ МЕТАЛЛОКОНСТРУКЦИЙ
НА МОНТАЖНЫХ ПЛОЩАДКАХ
6.1. Металлоконструкции поступают на монтажные площадки с заводов-изготовителей и мастерских в различном состоянии — загрунтованными (с временным защитным покрытием), частично окрашенными и неокрашенными.
6.2. В зависимости от этого на монтажных площадках возможны три варианта окраски металлоконструкций:
вариант 1 — окраска металлоконструкций, поступивших с завода с временным защитным покрытием (загрунтованные);
вариант 2 — подкраска и нанесение последнего слоя эмали на металлоконструкции, поступившие частично окрашенными;
вариант 3 — полная окраска металлоконструкций, поступивших в неокрашенном виде и изготовленных на монтажной площадке. Состав и технологическая последовательность выполнения операций приведены в табл. 5.
Таблица 5
Последовательность выполнения окрасочных работ
при различных вариантах окраски металлоконструкций
|
Вариант окраски |
Вид металлоконструкций, поступивших на окраску |
Технология окраски |
Время выполнения операций |
Последовательность работ |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
|||||||||
|
1 |
С временным защитным покрытием (загрунтованные) |
Нанесение всех слоев эмали на конструкции. Подкраска после монтажа |
До монтажа |
Удаление загрязнений. Зачистка поврежденных мест покрытий |
Подгрунтовка поврежденных мест |
Сушка (при необходимости) |
Нанесение 1-го слоя эмали |
Сушка |
Нанесение 2-го слоя эмали (последнего) |
Сушка |
Нанесение 3-го и 4-го слоев эмали (при необходимости) |
Сушка |
Монтаж |
|
После монтажа |
Зачистка монтажных сварных швов |
Подгрунтовка монтажных швов |
Сушка |
Подкраска монтажных швов (2 раза) |
Сушка |
||||||||
|
Нанесение первых слоев эмали на конструкции до их подъема и нанесение последнего слоя эмали после монтажа |
До монтажа |
Удаление загрязнений, зачистка поврежденных мест |
Подгрунтовка поврежденных мест |
Сушка при необходимости |
Нанесение 1-го слоя эмали |
Сушка |
Нанесение <*> 2-го и 3-го слоев эмали (при необходимости) |
Сушка <*> |
Монтаж |
||||
|
После монтажа |
Зачистка монтажных сварных швов, мест повреждений |
Подгрунтовка и подкраска зачищенных поверхностей |
Сушка |
Окраска всей поверхности |
Сушка |
||||||||
|
Нанесение всех слоев эмали после монтажа |
После монтажа |
Удаление загрязнений, зачистка сварных швов и поврежденных мест покрытия |
Подгрунтовка поврежденных мест и монтажных швов |
Сушка |
Нанесение 1-го слоя эмали на всю поверхность |
Сушка |
Нанесение <*> последующих слоев эмали |
Сушка |
|||||
|
2 |
Частично, окрашенные (без последнего слоя) |
Нанесение последнего слоя эмали после монтажа |
После монтажа |
Удаление загрязнений. Зачистка монтажных швов и поврежденных мест покрытия |
Подгрунтовка монтажных швов и поврежденных мест |
Сушка |
Подкраска монтажных швов и поврежденных мест |
Сушка |
Нанесение последнего слоя эмали на всю поверхность |
Сушка |
|||
|
3 |
Неокрашенные |
Полная окраска конструкций до их подъема и подкраска после монтажа |
До монтажа |
Подготовка поверхности |
Нанесение грунтовки |
Сушка |
Нанесение 1-го слоя эмали |
Сушка |
Нанесение 2-го слоя эмали (последнего) |
Сушка |
Нанесение 3-го и последующих слоев эмали (при необходимости) |
Сушка <*> Монтаж |
|
|
После монтажа |
Удаление загрязнений, зачистка сварных монтажных швов и поврежденных мест |
Подгрунтовка сварных монтажных швов и поврежденных мест |
Сушка |
Подкраска швов и поврежденных мест (2 раза) |
Сушка |
<*> Операции производят при эксплуатации покрытий в условиях повышенной агрессивности среды. Количество слоев эмалей указано в табл. 6.
Таблица 6
Выбор системы лакокрасочных покрытий
|
Покрывной материал |
Группа условий эксплуатации |
Грунтовка |
Схема нанесения |
Толщина комплексного покрытия, мкм |
Варианты окраски металлоконструкций (см. табл. 5) |
|||
|
грунтовки |
эмали |
|||||||
|
1 |
2 |
3 |
||||||
|
Номер схемы технологического процесса (см. табл. 7, |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Пентафталевые эмали: |
||||||||
|
ПФ-115, ПФ-133 |
У1, У2, У4 |
ГФ-021, ГФ-0119, ПФ-0142, железный сурик на олифе, ПФ-1189 |
1 слой |
2 слоя |
60 |
5; 10 |
16 |
22 |
|
У2, У4 |
— |
— |
2 слоя |
45 — 50 |
— |
17 |
24 |
|
|
ПФ-1126 |
У1, У2, У4 |
ГФ-021, ГФ-0119, ПФ-0142 |
1 слой |
2 слоя |
60 |
5; 10 |
16 |
22 |
|
ПФ-1126 и ПФ-1189 |
У1, У4 |
— |
— |
2 слоя |
45 — 50 |
— |
17 |
24 |
|
Полиуретановая эмаль УРФ-1128 |
У1, У2, У4 |
ГФ-021, ПФ-0142, ФЛ-03К, ГФ-0119 |
1 слой |
2 слоя |
60 |
5; 10 |
16 |
22 |
|
Перхлорвиниловые эмали: |
||||||||
|
ХВ-124, ХВ-125 |
Т1, Т2, Т3, ХЛ1, ХЛ2 |
ХС-010, ХС-068 |
2 слоя |
4 слоя |
100 — 120 |
3; 13 |
15 |
20 |
|
ФЛ-03К |
1,5 слоя (второй слой тонкий) <*> |
4 слоя |
100 — 120 |
1; 11 |
15 |
18 |
||
|
У1, У2 |
ХС-010 |
2 слоя |
3 — 4 слоя |
100 |
3; 4; 13, 14 |
15 |
20; 21 |
|
|
ГФ-021, ГФ-0119, ПФ-0142 |
1,5 слоя (второй слой тонкий) <*> |
3 — 4 слоя |
100 |
1; 2; 11; 12 |
15 |
18; 19 |
||
|
ХВ-16 |
Т1, Т2, Т3 |
ХС-010 |
2 слоя |
4 слоя |
100 — 120 |
3; 13 |
15 |
20 |
|
ФЛ-03К |
1,5 слоя <*> |
4 слоя |
100 — 120 |
1; 11 |
15 |
18 |
||
|
У1, У2 |
ХС-010 |
2 слоя |
3 — 4 слоя |
70 — 80 |
3; 4; 13; 14 |
15 |
18; 19 |
|
|
ФЛ-03К |
1,5 слоя |
3 — 4 слоя |
70 — 80 |
1; 2; 11; 12 |
15 |
20 |
||
|
ХВ-1100 |
ХЛ1, ХЛ2 |
ХС-010 |
2 слоя |
4 слоя |
70 — 80 |
3; 4; 13; 14 |
15 |
20 |
|
ХВ-113, ХВ-119, ХВ-1100 |
У1, У2 |
ХС-010, ХС-068 |
2 слоя |
3 — 4 слоя |
70 — 80 |
3; 4; 13; 14 |
15 |
20, 21 |
|
ФЛ-03К, ГФ-021, ГФ-0119, ПФ-0142 |
1,5 слоя <*> |
3 — 4 слоя |
70 — 80 |
1; 2; 11; 13 |
15 |
18, 19 |
||
|
ХВ-785 (бывш. ХСЭ) и лак ХВ-784 (бывш. ХСЛ) <**> |
У2, В5, 4/1, 7, 7/1, 7/2, 7/3 |
ХС-010, ХС-068, ХС-059 |
2 слоя |
4 слоя |
120 — 130 |
3; 4; 13; 14 |
15 |
20 |
|
ХС-759 и лак ХС-724 |
У1, У2, 7, 7/1, 7/2, 7/3 |
ХС-059, ХС-010, ХС-068 |
2 слоя |
4 слоя |
120 — 130 |
3; 4; 13; 14 |
15 |
20 |
|
ЭФ-1219 |
У1, В5 |
— |
— |
1 слой |
100 — 120 |
— |
— |
25 |
|
Масляно-битумная краска БТ-177 |
У1, У2, У4 |
ГФ-021, железный сурик на олифе, лак БТ-577 |
1 слой |
2 слоя |
60 |
5; 10 |
16 |
22 |
|
Краски масляные и алкидные, цветные, густотертые для наружных работ |
У1, У2, У4 |
ГФ-021, железный сурик на олифе |
1 слой |
2 слоя |
60 |
5; 10 |
16 |
22 |
|
Краски масляные, земляные, густотертые, готовые к применению (сурик железный на олифе) |
У2, У4 |
— |
— |
2 слоя |
45 — 50 |
— |
17 |
24 |
|
Краски масляные и алкидные, цветные, готовые к применению |
||||||||
|
Краски масляные специальные густотертые МА-015 |
||||||||
|
Эпоксидные материалы: |
||||||||
|
эмаль ЭП-140, |
У1, У2, У4, Т1, Т2, Т3, ХЛ1, ХЛ2, ХЛ3, 7, 7/1 |
— |
— |
3 слоя |
110 — 120 |
— |
17 |
23 |
|
ЭП-057 |
1 слой |
2 слоя |
100 — 110 |
5; 10 |
16 |
22 |
||
|
шпатлевка ЭП-0010 |
7, 7/1, 7/3, 6, 6/1, 6/2, 4/1, В5, У2 |
— |
— |
2 — 3 слоя |
120 — 150 |
— |
17 |
23; 24 |
|
грунтовка протекторная ЭП-057 |
7, 7/1, В5 |
— |
— |
2 слоя |
100 |
— |
17 |
24 |
|
Органосиликатный материал ОС-12-03 (бывш. ВН-30) |
7, 7/1, У1, У2, В5 |
— |
— |
2 слоя |
120 — 150 |
— |
17 |
24 |

———————————
<*> В случае нанесения на заводе-изготовителе двух слоев грунтовок (ГФ-021, ГФ-0119, ПФ-0142, ФЛ-03К), на монтаже перед окраской перхлорвиниловыми эмалями наносят тонкий слой одной из грунтовок (0,5 слоя), что в сумме составит 2,5 слоя.
<**> Последние слои эмали смешивают с лаком в отношении 1:1 или наносят дополнительно 1 — 2 слоя лака.
6.3. По варианту 1 окраску можно выполнять до и после монтажа конструкций; по варианту 2 — только после монтажа; по варианту 3 — до подъема металлоконструкций. После монтажа подкрашивают места монтажной сварки.
6.4. Металлоконструкции, поступившие на монтажную площадку полностью окрашенными, дополнительной окраске не подвергают. После монтажа металлоконструкций подкрашивают поврежденные места и сварные швы. Последовательность операций при этом такая же, как при поэлементной подкраске по варианту 3 (см. табл. 5).
7. ПОРЯДОК ВЫБОРА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ОКРАСКИ СТАЛЬНЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
7.1. Для получения качественного защитного лакокрасочного покрытия на металлоконструкциях необходимо правильно выбрать систему и схему технологического процесса окраски.
Систему лакокрасочного покрытия выбирают в зависимости от условий, в которых будут эксплуатироваться конструкции, и от вида конструкций, поступающих на монтажную площадку.
7.2. Выбор технологического процесса окраски производят в следующем порядке:
7.2.1. Определяют условия эксплуатации окрашиваемых конструкций по табл. 3 и 4 в соответствии с ГОСТ 9.104-79 и ГОСТ 9.032-74.
7.2.2. Подбирают лакокрасочные материалы (грунтовки, эмали, краски), обеспечивающие стойкость покрытия в установленных условиях эксплуатации, по табл. 1.
7.2.3. Определяют вариант окраски в зависимости от организации окрасочных работ (см. табл. 5).
7.2.4. По табл. 6, в зависимости от условий эксплуатации и варианта окраски, выбирают систему лакокрасочных покрытий и номер схемы технологического процесса нанесения.
В таблице даны возможные сочетания нескольких грунтовок с эмалями и красками. Выбор одного из них производят в зависимости от технологических и технических возможностей и экономических соображений.
7.3. В соответствии с установленным номером схемы технологического процесса окраски по табл. 7 и 8 определяют последовательность выполнения основных операций.
Таблица 7
Схемы технологического процесса окраски стальных
конструкций по варианту 1 (поступивших загрунтованными)
|
Последовательность операций технологического процесса окраски |
До монтажа |
После монтажа |
|||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
1; 2 |
3; 4 |
5 |
6; 7 |
8; 9 |
10 |
11 |
12 |
13 |
14 |
|
|
Подготовка поверхности: |
|||||||||||||||||||
|
удаление загрязнений |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||||
|
зачистка повреждений и сварных швов |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||||||||
|
Нанесение грунтовки: |
|||||||||||||||||||
|
местами |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||||||||
|
на сварные швы |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||||||||||||
|
Сушка |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||
|
Нанесение 2-го слоя грунтовки: |
|||||||||||||||||||
|
на всю поверхность |
+1 |
+1 |
+ |
+ |
+1 |
+1 |
+1 |
+1 |
+ |
+ |
|||||||||
|
местами |
+ |
+1 |
|||||||||||||||||
|
Сушка |
+ |
+ |
+ |
+ |
|||||||||||||||
|
Нанесение слоя эмали, краски: |
|||||||||||||||||||
|
на всю поверхность |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||||
|
местами (на поврежденные места и сварные швы) |
+ |
+ |
+ |
+ |
|||||||||||||||
|
Сушка |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
Продолжение таблицы 7
|
Нанесение 2-го слоя эмали или краски: |
|||||||||||||||||
|
на всю поверхность |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||||
|
местами |
+ |
+ |
|||||||||||||||
|
Сушка |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
Нанесение 3-го слоя эмали или краски |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||||||
|
Сушка |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||||||
|
Нанесение 4-го слоя эмали и краски |
+ |
+ |
+ |
+ |
|||||||||||||
|
Сушка |
+ |
+ |
+ |
+ |
|||||||||||||
|
Отправка на монтаж |
|||||||||||||||||
|
Нанесение последнего слоя эмали или краски |
+ |
+ |
|||||||||||||||
|
Сушка |
+ |
+ |
Примечания: 1) + — операции, подлежащие выполнению.
2) +1 — под перхлорвиниловые эмали наносят тонкий слой грунтовки. После его выдержки 0,5 — 2 ч по недосушенной (сырой) грунтовке наносят тонкий слой эмали.
Таблица 8
Схемы технологического процесса окраски
стальных конструкций по вариантам 2 и 3
(поступивших частично окрашенными и неокрашенными)
|
Последовательность операций технологического процесса окраски |
Вариант 2 |
Вариант 3 |
|||||||||||||
|
После монтажа |
До монтажа |
После монтажа |
|||||||||||||
|
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
18;19 |
20; 21 |
22 |
23; 24 |
|
|
Подготовка поверхности: |
|||||||||||||||
|
механическая обработка всей поверхности |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||||||
|
зачистка повреждений защитного покрытия |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||||||||
|
зачистка сварных швов |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||||||||
|
удаление загрязнений со всей поверхности |
+ |
+ |
+ |
||||||||||||
|
Нанесение грунтовки: |
|||||||||||||||
|
на всю поверхность |
+ |
+ |
+ |
+ |
+ |
||||||||||
|
местами |
+ |
+ |
+ |
+ |
+ |
||||||||||
|
Сушка |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||||||
|
Нанесение 2-го слоя грунтовки: |
|||||||||||||||
|
на всю поверхность |
+1 |
+1 |
+ |
+ |
|||||||||||
|
местами |
+1 |
+1 |
+1 |
||||||||||||
|
Сушка |
+ |
+ |
+ |
||||||||||||
|
Нанесение слоя эмали или краски: |
|||||||||||||||
|
на всю поверхность |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|||||||
|
местами |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||||||||
|
Сушка |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
Нанесение 2-го слоя эмали или краски: |
|||||||||||||||
|
на всю поверхность |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||||||||
|
местами |
+ |
+ |
|||||||||||||
|
Сушка |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||||||
|
Нанесение 3-го слоя эмали или краски |
+ |
+ |
+ |
+ |
+ |
||||||||||
|
Сушка |
+ |
+ |
+ |
+ |
+ |
||||||||||
|
Нанесение 4-го слоя эмали или краски |
+ |
+ |
|||||||||||||
|
Сушка |
+ |
+ |
|||||||||||||
|
Нанесение последнего слоя эмали или краски |
+ |
+ |
+ |
||||||||||||
|
Сушка |
+ |
+ |
+ |
Примечания: 1) + — операции, подлежащие выполнению.
2) +1 — под перхлорвиниловые эмали наносят тонкий слой грунтовки. После его выдержки 0,5 — 2 ч по недосушенной (сырой) грунтовке наносят тонкий слой эмали.
Последовательность операций принята в зависимости от вариантов окраски стальных конструкций и предусматривает выполнение окрасочных работ до и после монтажа конструкций.
8. ВЫПОЛНЕНИЕ ОСНОВНЫХ ОПЕРАЦИЙ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ОКРАСКИ
8.1. Технологический процесс окраски металлоконструкций состоит из следующих операций:
а) подготовка поверхности металлоконструкций перед окраской, заключающаяся в удалении с нее ржавчины и загрязнений;
б) нанесение лакокрасочных материалов, т.е. грунтование поверхности для создания защитного антикоррозионного слоя и обеспечения сцепления последующих слоев покрытий с поверхностью металла, нанесение покрывных слоев лакокрасочных материалов с целью обеспечения стойкости покрытия в соответствии с условиями эксплуатации;
в) сушка лакокрасочных покрытий.
8.2. Подготовка поверхности металлоконструкций перед окраской
8.2.1. Подготовка поверхности под окраску — одна из основных операций — имеет большое значение для получения качественного покрытия, обладающего хорошим сцеплением с металлом и обеспечивающего надежную защиту его от коррозии.
8.2.2. Подготовка поверхности металлоконструкций перед окраской заключается в очистке их от ржавчины, окалины, сварочных брызг, жировых и других загрязнений и зависит от варианта окраски на монтаже.
Металлоконструкции, поступающие на монтаж загрунтованными или частично окрашенными (варианты 1 и 2), перед окраской должны быть очищены от грязи и промыты от пыли и других загрязнений.
Поверхность металлоконструкций, поступающих на монтажную площадку неокрашенными, до монтажа перед окраской химически стойкими материалами должна быть очищена от окалины и ржавчины механическим методом — металлическим песком или дробью с помощью песко- или дробеструйных установок (табл. 9).
Таблица 9
Песко- и дробеструйные аппараты
|
Параметры |
Пескоструйные аппараты |
Гидроабразивная передвижная установка ГПА-5 |
Дробеструйные беспыльные аппараты |
|||
|
ПА-60 |
ПА-140 |
ПБА-1-65 (беспыльный) |
БДУ-33 |
АД-150М |
||
|
Производительность, м2/ч |
2 — 6 |
4 — 10 |
2 |
10 — 30 |
1 — 6 |
10 — 12 |
|
Масса загружаемого металлического песка (дроби), кг |
200 |
200 |
1 |
— |
30 |
150 |
|
Рабочее давление сжатого воздуха, кгс/см2 (Па) |
3 (3·105) |
6 (6·105) |
5 — 7 (5·105 — 7·105) |
5 — 6 (5·105 — 6·105) |
5 — 7 (9·105 — 7·105) |
6 (6·105) |
|
Расход воздуха, м3/ч |
60 |
140 |
60 — 100 |
150 — 200 |
300 |
330 |
|
Масса, кг |
87 |
110 |
3 |
300 |
106 |
147 |
|
Габариты, мм |
|
|
— |
950 x 2080 x 1530 |
740 x 600 x 1190 |
785 x 840 x 1383 |


8.2.3. Для пескоструйной обработки следует применять металлический песок с зернами диаметрами 0,8 — 1,0 мм, а для дробеструйной — металлическую дробь диаметром не более 1 мм.
8.2.4. Песко- и дробеструйная обработки обеспечивают вторую степень очистки по ГОСТ 9.402-80. Повышение шероховатости вызывает увеличение расхода лакокрасочных материалов.
8.2.5. После сухой абразивной очистки производят обдувку поверхности конструкций чистым сжатым воздухом, который должен соответствовать ГОСТ 9.010-80.
8.2.6. Для подготовки поверхности в летнее время можно применять гидропескоструйную очистку смесью кварцевого песка с водой.
Для предотвращения коррозии поверхности металла в воду добавляют один из ингибиторов коррозии (5 — 10% нитрита натрия, 0,5 — 1,0% хромового ангидрида, 5 — 10% тринатрийфосфата: 3 — 5% бихромата калия). При сухой погоде пассивирующие добавки предохраняют металл от коррозии в течение 6 суток.
8.2.7. При отсутствии пескоструйных аппаратов очистку металлоконструкций от ржавчины и отслаивающейся окалины производят вручную с помощью механизированных инструментов. Этот метод подготовки должен обеспечить третью степень очистки металлических поверхностей по ГОСТ 9.402-80.
8.2.8. Механизированный инструмент следует также применять для удаления ржавчины после монтажа конструкций и для зачистки сварных швов поврежденных мест лакокрасочного покрытия.
Характеристики механизированного инструмента для очистки металлоконструкций приведены в табл. 10.
Таблица 10
Механизированный инструмент
|
Параметры |
Электрические машины |
Пневматические машины |
|||||||||||
|
ИЭ-2008 |
ИЭ-2004А |
ИЭ-6103 с гибким валом |
Ш-178 |
WSBA-1400 |
ИП-2009А |
ПШМ-0,8-60 |
Зачистная реверсивная «Волна» |
Щетка «Ерш» |
ИП-2104 |
Угловые |
|||
|
УЗМ-100 |
УЗМ-150 |
УЗМ-200 |
|||||||||||
|
Диаметр шлифовального круга или проволочной щетки, мм |
63 |
150 |
200 |
180 |
230 |
68 |
60 |
80 — 90 |
92 |
175 |
100 |
150 |
200 |
|
Частота вращения круга, об/мин |
6800 |
3800 |
2900 |
8500 |
6600 |
12100 |
— |
3000 |
6500 |
5100 |
4500 |
3200 |
2400 |
|
Электродвигатель |
— |
АП-33-А |
Трехфазный |
Коллекторный однофазный с двойной изоляцией |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
Мощность двигателя: |
|||||||||||||
|
Вт |
1070 |
600 |
750 |
1400 |
— |
— |
— |
— |
1472 |
— |
— |
— |
|
|
л.с. |
— |
— |
— |
— |
— |
0,6 |
— |
0,5 |
— |
— |
— |
— |
— |
|
Напряжение, В |
220 |
36 |
220 |
220 |
220 |
— |
— |
— |
— |
— |
— |
— |
— |
|
Частота тока, Гц |
50 |
200 |
50 |
50 |
50 |
— |
— |
— |
— |
— |
— |
— |
— |
|
Расход воздуха, м3/мин |
— |
— |
— |
— |
— |
4 |
5 |
1,5 |
1,5 |
4 |
0,7 |
0,9 |
1,2 |
|
Габариты, мм |
573 x 86 x 36 |
609 x 204 x 117 |
289 x 27 x 117 |
540 x 260 x 150 |
565 x 200 x 350 |
440 x 80 x 65 |
420 x 70 x 60 |
405 x 110 x 158 |
190 x 92 x 245 |
362 x 260 x 175 |
280 x 105 x 77 |
355 x 155 x 86 |
390 x 205 x 88 |
|
Масса, кг |
3,8 |
6,5 |
3,3 |
5,5 |
6,5 |
1,9 |
1,8 |
3,55 |
2,3 |
4,6 |
1,5 |
2,7 |
3,2 |
|
Завод-изготовитель |
Завод «Электростройинструмент» им. XXIV съезда КПСС (г. Резекне) |
Завод «Электроинструмент» (г. Выборг) |
Болгария (поставляется по линии СЭВ) |
Завод «Пневмостроймашина» (Москва) |
НПО «Ритм» |
Опытный завод монтажных приспособлений (г. Ногинск, Моск. обл.) |
НПО «Ритм» |
||||||
|
Назначение |
Зачистка сварных швов |
Очистка от ржавчины и старой краски |
Очистка от ржавчины |
Зачистка сварных швов |
Очистка от ржавчины и старой краски |
Зачистка сварных швов в труднодоступных местах |
8.2.9. После подготовки поверхности металлоконструкции следует предохранять ее от воздействия влаги, температурных перепадов, агрессивных газов, пыли и других загрязнений.
8.2.10. Срок хранения металлоконструкций между их механической обработкой и грунтованием зависит от условий, в которых производят очистку и хранение металлоконструкций.
При нормальных условиях (в помещениях) — относительной влажности воздуха не более 70%, температуре не ниже 10 °C — и отсутствии агрессивных газов и загрязнений грунтование металлоконструкций может быть выполнено в течение 24 ч после подготовки их поверхности.
8.2.11. Подготовку поверхности на открытых площадках следует осуществлять в сухую погоду. Время между операцией подготовки и грунтованием необходимо сокращать до минимума (не должно превышать 6 ч), так как обработанная поверхность обладает большой активностью, легко адсорбирует влагу и очень быстро корродирует.
8.2.12. Если металлоконструкции смонтированы неокрашенными, то для подготовки поверхности и удаления ржавчины следует применять преобразователь ржавчины.
Перед обработкой преобразователем ржавчины с поверхности металлоконструкций следует удалить скребками или щетками шелушащиеся и отслаивающиеся пласты ржавчины и окалины.
8.2.13. В качестве преобразователей ржавчины для обработки металлоконструкций могут быть применены следующие наиболее распространенные материалы: грунтовки-преобразователи ЭВА-0112, ЭВА-01 ГИСИ. Характеристику грунтовок-преобразователей см. в табл. 11. Технология нанесения преобразователей ржавчины приведена в приложении 1.
Таблица 11
Грунтовки-преобразователи
|
Состав |
Характеристика |
Завод-изготовитель |
|
|
1 |
2 |
3 |
4 |
|
Грунтовка-преобразователь ЭВА-01 ГИСИ ТУ 81-05-121-71 (двухкомпонентная) |
Основа, %: поливинилацетатная эмульсия — 82 — 85 желтая кровяная соль — 1,5 красная кровяная соль — 0,5 этилсиликат N 28 или 32 — 3 — 6 ОП-7 или ОП-10 — 0,5 вода дистиллированная — 6 — 7 Отвердитель, %: ортофосфорная кислота — 70 |
Грунтовка преобразует ржавчину толщиной до 50 мкм, в результате реакции получается пленка синего цвета. Пленка грунтовки предохраняет металл в течение 4 — 6 мес. Для полной защиты пленку грунтовки следует перекрывать антикоррозионными лакокрасочными материалами по полной технологии. Пленка хорошо сочетается с грунтовками ГФ-021, железный сурик, ФЛ-03К, ХС-010, эмалями ПФ-133, ПФ-115, ХВ-124, ХВ, ХС, масляными и другими лакокрасочными материалами. Готовится непосредственно перед нанесением в соотношении на 100 г основы 5 — 7 г кислоты |
Завод органического синтеза (г. Горький) |
|
Грунтовка-преобразователь ЭВА-0112 ТУ 6-10-1234-79 (двухкомпонентная) |
Основа, %: поливинилацетатная эмульсия ПВА — 6,7 окись хрома — 6,7 окись алюминия — 6 — 7 красный железный пигмент — 6,1 вода дистиллированная 10 — 15 Отвердитель, %: ортофосфорная кислота — 85 или термическая ортофосфорная кислота |
Грунтовка преобразует ржавчину толщиной до 100 мкм, в результате реакции получается пленка темно-коричневого цвета. Наносят на сухую или влажную поверхность кистью или распылителем. Грунтовку следует перекрывать антикоррозионными лакокрасочными материалами: грунтовками ГФ-021, ФЛ-03К, ХС-010, эмалями ПФ-133, ПФ-115, ХВ и ХС и другими лакокрасочными материалами. Готовится непосредственно перед нанесением в соотношении на 100 мас. ч. основы 3 мас. ч. кислоты. Срок хранения готовой грунтовки 24 ч в кислотостойкой посуде при температуре не ниже 0 °C. |
Загорский лакокрасочный завод |
|
Грунтовка-модификатор ЭП-0180 (бывш. ГМР-1) ТУ 6-10-1858-82 |
Основа: эпоксидная смола Э-40 пигмент железоокисный красный тальк, порошок кислотоупорный ингибитор АЛОП Растворители |
Грунтовка преобразует ржавчину толщиной до 100 мкм. Наносится кистью или распылителем под химически стойкие покрытия, подвергающиеся воздействию агрессивной атмосферы. Хорошо сочетается с перхлорвиниловыми и эпоксидными материалами. Перед нанесением смешивают грунтовку и отвердитель N 1 в соотношении 100:7,5 |
То же |
8.2.14. Перед монтажом металлоконструкций, полностью окрашенных на монтажной площадке внизу или в заводских условиях, места сварки (монтажные швы) необходимо подготовить, удалив пленку лакокрасочного или другого консервирующего материала.
8.2.15. После монтажа следует зачистить сварные швы и поврежденные места, являющиеся очагами коррозии.
8.2.16. Подготовка поверхности сварных швов перед окраской обязательна; заключается она в удалении сгоревшей пленки шлака, неровностей, острых граней, сварочных брызг и других дефектов.
8.2.17. Обработку сварных швов следует производить механическим способом с помощью металлических щеток, шлифовальных машинок и других инструментов (см. табл. 10).
8.2.18. Качество очищенной поверхности основного металла и прилегающей к ней поверхности сварного шва должно соответствовать общим требованиям, предъявляемым к качеству металлической поверхности, подготовленной под окраску в соответствии с ГОСТ 9.402-80. На поверхности не должно быть ржавчины, отслаивающейся окалины и пленки, а также грязи, влаги и жировых загрязнений.
8.2.19. Подготовленные к окраске металлоконструкции с помощью грузоподъемного механизма перемещают на окрасочный участок и устанавливают на специальные козелки или подставки (см. рис. 2).
8.3. Нанесение лакокрасочных материалов в условиях монтажных площадок
8.3.1. Окраску металлоконструкций в условиях монтажа производят следующими методами нанесения:
пневматическое распыление;
безвоздушное распыление без нагрева;
кистью.
8.3.2. Характеристика оборудования, аппаратуры и инструмента, применяемых при окраске в условиях монтажа, приведены в табл. 12 и 13.
Таблица 12
Оборудование для окраски методом пневматического распыления
|
Параметры |
Распылители |
Установка УП-1,4 |
Красконагнетательные баки |
Воздухоочиститель СО-15А |
Окрасочные агрегаты |
Передвижная компрессорная установка СО-7Б |
Компрессорная установка стационарная КХ-411 |
||||||
|
КРУ-1 |
СО-71А |
КР-10 |
Для перемешивания лакокрасочных материалов в бочках, перекачивания их в емкости для употребления |
СО-12А |
СО-13А |
СО-42А |
Для очистки сжатого воздуха, подаваемого к красконагнетательному баку |
СО-75 <*> |
СО-5 <**> |
Для получения сжатого воздуха при окраске |
|||
|
Для подачи краски в краскораспылитель под давлением |
Для нанесения лакокрасочных материалов |
||||||||||||
|
Для нанесения лакокрасочных материалов вязкостью до 40 с по ВЗ-4 |
|||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
Производительность, м3/ч (м3 ч) |
340 |
250 |
350 |
160 |
(1,4) |
— |
— |
— |
(60) |
400 |
400 |
(30) |
60 |
|
Вместимость, л |
— |
0,6 (бачка) |
— |
0,6 (бачка) |
— |
20 |
60 |
40 |
1,2 |
— |
— |
— |
— |
|
Давление воздуха, кгс/см2 (Па) |
|||||||||||||
|
на распыление |
3 — 4 (3·105 — 4·105) |
3,5 — 4,5 35·104 — 45·104 |
4 — 5 (4·105 — 5·105) |
3 — 4 (3·105 — 4·105) |
— |
4 (4·105) |
4 (4·105) |
4 (4·105) |
6 (6·105) |
3 — 4 (3·105 — 4·105) |
3 — 4 (3·105 — 4·105) |
6 (6·105) |
7 (7·105) |
|
на краску |
0,5 — 1 (5·104 — 1·105) |
— |
0,5 — 2 (5·104 — 2·105) |
— |
— |
0,5 — 4 (5·104 — 4·105) |
0,5 — 4 (5·104 — 4·105) |
0,5 — 4 (5·104 — 4·105) |
— |
До 2 (2·105) |
До 2 (2·105) |
— |
— |
|
Расход воздуха, м3/ч |
8 — 13 |
10 — 14 |
26 |
5 — 13 |
— |
— |
— |
— |
— |
20 |
20 |
— |
— |
|
Расход краски, г/мин (кг/ч) |
450 |
300 — 330 |
(7,3 — 10,8) |
— |
— |
— |
— |
— |
— |
(1,8) |
(1,6) |
— |
— |
|
Диаметр сопла, мм |
2 — 2,2 |
1,8 |
— |
— |
— |
— |
— |
— |
— |
1,8 |
1,8 |
— |
— |
|
Отпечаток факела на расстоянии 300 мм от сопла |
300 — 450 |
250 — 300 |
300 |
200 |
— |
— |
— |
— |
— |
300 — 400 |
300 — 400 |
— |
— |
|
Число одновременно работающих краскораспылителей |
— |
— |
— |
— |
— |
1 |
2 |
2 |
2 |
— |
— |
— |
— |
|
Мощность электродвигателя, кВт |
— |
— |
— |
— |
1,5 |
— |
— |
— |
— |
— |
— |
4 |
11 |
|
Напряжение, В |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
220/380 |
220/380 |
|
Габариты, мм |
225 x 60 x 195 |
360 x 93 x 165 |
165 x 93 x 360 |
175 x 45 x 240 |
— |
640 x 410 x 350 |
1030 x 420 x 500 |
750 x 360 |
550 x 270 x 135 |
— |
— |
921 x 480 x 320 |
1560 x 615 x 765 |
|
Масса, кг |
0,56 |
0,66 |
0,65 |
0,65 |
182 |
20 |
40 (с турбинкой) |
35 (с турбинкой) |
3,5 |
170 |
30 |
160 |
660 |
|
Завод-изготовитель |
НПО «Лакокраспокрытие» (г. Хотьково Моск. обл.) |
Вильнюсское ПО строительно-отделочных машин |
Киевский завод «Киевприбор» |
Астраханский завод окрасочного оборудования и аппаратуры |
Завод «Электроинструмент» (г. Назрань, Чечено-Ингушская АССР) |
Астраханский завод окрасочного оборудования и аппаратуры |
Вильнюсское ПО строительно-отделочных машин |
———————————
<*> Состоит из краскораспылителя СО-71А, бака СО-12А и компрессора СО-7Б.
<**> Состоит из краскораспылителя СО-71А и бака СО-12А.
Таблица 13
Оборудование для окраски методом безвоздушного распыления
|
Параметры |
Установки безвоздушного распыления |
|||||
|
«Радуга-063» |
«Радуга-1,2» |
«Факел-3» |
«Виза-1» |
2600Н |
7000Н |
|
|
Производительность, г/мин |
630 |
1200 |
700 |
1000 |
3600 |
5600 |
|
Давление, кгс/см2: |
||||||
|
на краску |
200 (2·107) |
200 (2·107) |
160 (16·106) |
160 (16·106) |
240 (24·106) |
245 (245·105) |
|
сжатого воздуха |
5 (5·105) |
5 (5·105) |
3 — 4 (3·105 — 4·105) |
4 — 6 (4·105 — 6·105) |
— |
— |
|
Расход сжатого воздуха, м3/ч |
12,5 |
22,5 |
8 — 9 |
— |
С электроприводом |
|
|
Вместимость бака для краски, л |
20 |
30 |
— |
20 |
— |
— |
|
Длина шлангов высокого давления, м |
15 |
15 |
8 — 10 |
5 — 15 |
10 |
10 |
|
Род тока |
— |
— |
— |
— |
Однофазный |
Трехфазный |
|
Напряжение, В |
— |
— |
— |
— |
220 |
380 |
|
Габариты, мм |
400 x 420 x 780 |
960 x 485 x 910 |
280 x 490 x 490 |
740 x 320 x 320 |
845 x 435 x 705 |
975 x 500 x 610 |
|
Масса, кг |
22,5 |
45,0 |
16 |
21 |
50 |
80 |
|
Завод-изготовитель |
Астраханский завод окрасочного оборудования и аппаратуры |
Опытный завод монтажных приспособлений (г. Ногинск) |
«Ковофиниш», ЧССР |
Вильнюсское ПО строительно-отделочных машин |
8.3.3. Окраску производят после выбора системы лакокрасочного покрытия и технологии нанесения. Технологические параметры (рабочая вязкость, толщина, растворители) указаны в табл. 14.
Таблица 14
Технологические параметры
|
Лакокрасочный материал |
Пневматическое распыление |
Безвоздушное распыление без нагрева |
Окраска кистью |
||||||
|
Растворитель |
Вязкость по ВЗ-4, с |
Толщина одного слоя, мкм |
Растворитель |
Вязкость по ВЗ-4 при 18 — 23 °C, с |
Рабочее давление, кгс/см2 (Па) |
Толщина одного слоя, мкм |
Вязкость по ВЗ-4 при 18 — 23 °C, с |
Толщина одного слоя, мкм |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Грунтовки |
|||||||||
|
ГФ-021, ПФ-0142, ГФ-0119 |
Уайт-спирит + сольвент или скипидар, или ксилол 1:1 |
17 — 24 |
15 — 20 |
Уайт-спирит + сольвент или ксилол 1:1 |
25 — 30 |
120 — 150 (12·106 — 15·106) |
15 — 20 |
20 — 30 |
15 — 25 |
|
30 — 45 |
180 — 190 (18·106 — 19·106) |
30 — 40 |
|||||||
|
ФЛ-03К |
Ксилол, сольвент или смесь с уайт-спиритом 1:1 |
18 — 20 |
15 — 20 |
Ксилол, сольвент или их смесь с уайт-спиритом 1:1 |
25 — 30 |
120 — 150 (12·106 — 15·106) |
15 — 25 |
||
|
30 — 45 |
20 — 30 |
22 — 24 |
15 — 25 |
||||||
|
ХС-010, ХС-059, ХС-068 |
Р-4, Р-5, сольвент |
16 — 20 |
10 — 15 |
Р-4, Р-5 + 7% сольвента |
30 — 40 |
120 — 150 (12·106 — 15·106) |
15 — 25 |
— |
— |
|
ЭП-057 протекторная |
РП (ксилол + ацетон 3:1) |
20 — 25 |
20 — 30 |
— |
— |
— |
— |
25 — 30 |
25 — 35 |
|
Краска масляная земляная — железный сурик на олифе |
Олифа + 5% уайт-спирита или скипидара |
20 — 25 |
15 — 25 |
— |
— |
— |
— |
25 — 50 |
15 — 35 |
|
Краски масляные алкидные, готовые к применению для наружных работ |
Ксилол, сольвент, скипидар или их смесь с уайт-спиритом 1:1 |
18 — 32 |
15 — 25 |
Ксилол (сольвент) с уайт-спиритом 1:1 |
25 — 30 |
120 — 150 (12·106 — 15·106) |
20 — 25 |
25 — 40 |
15 — 35 |
|
Краска БТ-177 (бывш. АЛ-177) |
Уайт-спирит, сольвент, скипидар, ксилол |
25 — 28 |
20 — 25 |
— |
— |
— |
— |
30 — 40 |
20 — 35 |
|
Лак БТ-577 |
20 — 28 |
16 — 20 |
Уайт-спирит, ксилол, сольвент |
20 — 30 |
120 — 150 (12·106 — 15·106) |
20 — 30 |
30 — 40 |
20 — 30 |
|
|
ЭМАЛИ |
|||||||||
|
ХВ-1100, ХВ-16, ХС-759, ХВ-124, ХВ-125, ХВ-785 (бывш. ХСЭ) Лак ХВ-784 (бывш. ХСЛ) |
Р-4, Р-5, сольвент |
17 — 23 |
15 — 20 |
Р-4, Р-5 + 7% сольвента или сольвент |
20 — 25 |
180 — 190 (18·106 — 19·106) |
20 — 25 |
— |
— |
|
ХВ-119 |
Р-4, Р-5 или сольвент |
20 — 22 |
15 — 25 |
Ксилол + 20% бутилацетата |
40 — 60 |
120 — 150 (12·106 — 15·106) |
20 — 25 |
— |
— |
|
Лак ХВ-784 (бывш. ХСЛ) Лак ХС-724 |
То же |
16 — 22 |
10 — 15 |
Р-4, Р-5, сольвент, Р-4 + 7% сольвента |
18 — 22 |
120 — 150 (12·106 — 15·106) |
15 — 20 |
— |
— |
|
Эмали: |
|||||||||
|
ПФ-133, ПФ-115, ПФ-1126, ПФ-1189 |
Уайт-спирит, сольвент, скипидар, ксилол |
25 — 35 |
20 — 25 |
Сольвент, ксилол или смесь с уайт-спиритом 1:1 |
30 — 35 |
120 — 160 (12·106 — 16·106) |
15 — 25 |
40 — 50 |
25 — 40 |
|
30 — 45 |
180 — 190 (18·106 — 19·106) |
30 — 35 |
|||||||
|
УРФ-1128 |
Сольвент, ксилол или их смесь |
20 — 22 |
15 — 20 |
— |
— |
— |
— |
20 — 25 |
20 — 25 |
|
ЭФ-1219 |
— |
— |
— |
N 646, 648 |
Исходн. |
180 — 190 (18·106 — 19·106) |
100 — 120 |
Исходная |
100 — 120 |
|
ЭП-140 |
N 646, N 648 |
20 — 25 |
20 — 30 |
N 646, 648 |
20 — 25 |
120 — 160 (12·106 — 16·106) |
20 — 25 |
40 — 45 |
25 — 40 |
|
Шпатлевка ЭП-0010 |
N 646, N 648, Р-40 |
20 — 25 |
20 — 30 |
— |
— |
— |
— |
— |
— |
|
Грунтовка ЭП-057 протекторная |
РП-ксилол + ацетон (3:1) |
18 — 20 |
50 — 55 |
— |
— |
— |
— |
30 — 40 |
50 — 60 |
|
Органосиликатный материал типа ВН-30 |
Толуол |
18 — 25 |
60 — 70 |
Толуол |
Исходн. 28 — 35 |
120 — 150 (12·106 — 15·106) |
80 — 100 |
40 — 60 |
100 — 120 |
8.3.4. Перед началом окрасочных работ следует удалять пыль и мусор с площадки струей воды или обдувкой сжатым воздухом.
Обдувку металлоконструкций сжатым воздухом необходимо производить в следующих случаях:
перед началом окраски;
при перерыве между окраской более одного дня;
после выпадения осадков (удаление влаги с поверхности).
8.3.5. В процессе окраски и высыхания металлоконструкции должны быть защищены от атмосферных осадков, песка, пыли и других загрязнений.
8.3.6. Перемещение или перекантовка конструкций производятся после полной сушки покрытия.
Места соприкосновения поверхностей с козелками или подставками подкрашивают после незначительного смещения конструкций или их перекантовки.
8.3.7. Транспортировку окрашенных конструкций на монтаж или склад производят после полного высыхания защитного покрытия.
8.3.8. Пооперационный контроль качества окраски является неотъемлемой частью технологического процесса и его следует проводить после каждой технологической операции (грунтования, окраски, сушки).
8.3.9. Окрашенная поверхность металлоконструкций должна быть ровной и гладкой: на ней не должно быть непрокрашенных мест, пузырей, подтеков, пятен и загрязнений.
8.3.10. Метод пневматического распыления является самым распространенным методом нанесения лакокрасочных материалов. Сущность его заключается в том, что лакокрасочный материал под воздействием сжатого воздуха превращается в тонкую дисперсную массу, которую наносят на поверхность окрашиваемого изделия.
8.3.11. Широкое распространение этого метода объясняется его простотой, а также возможностью нанесения широкого ассортимента лакокрасочных материалов. Для пневматического распыления требуется несложное оборудование:
краскораспылитель с верхним бачком или без него;
красконагнетательный бак (для краскораспылителей — без бачка), снабженный редуктором и перемешивающим устройством;
компрессор;
масловодоотделитель для очистки сжатого воздуха;
резиновые напорные шланги.
Характеристики и технологические режимы указанного оборудования приведены в табл. 12.
Этим методом можно наносить покрытия как внизу на площадке, так и на высоте.
8.3.12. При нанесении лакокрасочных материалов методом пневматического распыления воздух, поступающий в краскораспылитель, должен быть очищен от примесей воды, минерального масла и иметь температуру не ниже 15 °C.
8.3.13. Основным недостатком этого метода является увеличенный расход лакокрасочных материалов, особенно при окраске решетчатых конструкций.
8.3.14. Безвоздушное распыление под высоким давлением. Сущность метода заключается в том, что лакокрасочный материал подается к соплу распылителя под высоким давлением 100 — 250 кгс/см2 (1·107 — 25·106 Па), а затем распыляется за счет падения давления до атмосферного при выходе из сопла распылителя со скоростью, превосходящей критическую для данной вязкости. При этом часть растворителя, находящегося в краске, мгновенно испаряется, вызывая ее размельчение.
8.3.15. При окраске методом безвоздушного распыления под высоким давлением лакокрасочный материал можно наносить с подогревом и без него. Для условий монтажных площадок рекомендуется метод безвоздушного распыления без подогрева при температуре 18 — 23 °C как наиболее простой и дешевый.
8.3.16. Метод безвоздушного распыления рекомендуется применять только внизу до монтажа при окраске крупных и особо крупных изделий, а также больших поверхностей металлоконструкций.
Окраску осуществляют с помощью установок безвоздушного распыления «Виза-1», «Факел-3» и «Радуга», имеющих пневмопривод, и установок 2600Н и 7000Н с электроприводом (см. табл. 13).
8.3.17. Установки в основном включают в себя:
аппарат, т.е. нагнетательный насос с фильтром тонкой очистки, предназначенный для подачи лакокрасочного материала под высоким давлением из емкости в гидросистему установки;
шланги высокого давления длиной до 15 м, соединяющие аппарат с краскораспылителем;
краскораспылитель высокого давления более простой конструкции, чем обычные пневматические, имеющие сменные керамические сопла, которые крепятся к краскораспылителю накидной гайкой;
бак для краски;
воздушные шланги для подвода сжатого воздуха к насосу и подачи краски из бака через фильтрующее устройство.
Установку монтируют на тележке или переносят вручную.
8.3.18. Кистевой метод. Окраску кистью рекомендуется применять только при защите от коррозии небольших поверхностей, а именно:
при исправлении дефектов защитного покрытия на металлоконструкциях;
при подкраске сварных швов после монтажа;
при защите труднодоступных и неудобных мест на высоте;
для промывки загрязненных поверхностей конструкций при их подготовке к окраске.
Основные недостатки этого метода — низкая производительность и большая трудоемкость работ.
8.4. Сушка лакокрасочных покрытий
8.4.1. Сушка лакокрасочных покрытий является одной из основных стадий технологического процесса, во многом определяющей качество и срок службы покрытия.
8.4.2. Для окраски металлоконструкций в условиях монтажных площадок рекомендуются лакокрасочные материалы, высыхающие в естественных условиях при температуре 15 — 23 °C.
8.4.3. Оптимальные режимы сушки лакокрасочных покрытий приведены в табл. 15. Сушка металлоконструкций может производиться и при более низких температурах, но не ниже 5 °C, причем время выдержки покрытия до полного высыхания значительно увеличивается и ухудшаются защитные и первоначальные физико-механические свойства покрытия (адгезия и твердость).
Таблица 15
Оптимальные режимы сушки лакокрасочных покрытий
|
Лакокрасочный материал |
Естественная сушка |
Искусственная сушка |
Примечание |
||
|
Температура, °C |
Время, ч |
Температура, °C |
Время, мин |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Грунтовки |
|||||
|
Перхлорвиниловые: ХС-010, ХС-059, ХС-068 |
18 — 23 |
1 |
60 |
30 |
Добавляют отвердитель N 5 или 3 соответственно 2,6 или 2,8% |
|
Фенольно-формальдегидная ФЛ-03К |
18 — 23 |
24 |
100 — 110 |
25 |
— |
|
или 150 |
20 |
||||
|
или 175 |
15 |
||||
|
Глифталевые ГФ-021, ГФ-0119 |
18 — 23 |
24 |
100 — 110 |
35 |
— |
|
При нанесении под перхлорвиниловые эмали: |
|||||
|
1-й слой |
— |
— |
100 — 110 |
35 |
— |
|
2-й слой |
18 — 23 |
0,5 — 2,0 |
— |
— |
— |
|
Пентафталевая ПФ-0142 |
18 — 23 |
4 |
60 |
45 |
— |
|
100 |
30 |
||||
|
Железный сурик густотертый на олифе |
18 — 23 |
24 |
100 — 110 |
60 |
Для лучшего высыхания в железный сурик добавляют 5% сиккатива 64 или 64П, или НФ-1 |
|
Эмали, лаки |
|||||
|
Перхлорвиниловые эмали |
|||||
|
ХВ-16 |
18 — 23 |
1,5 |
60 |
60 |
Защитные и механические свойства покрытий проявляются после выдержки при 18 — 23 °C в течение не менее 5 — 7 суток |
|
ХВ-113, ХВ-110 |
18 — 23 |
2 |
60 |
60 |
|
|
ХВ-1100 |
18 — 23 |
1 |
60 |
30 |
|
|
ХС-119 |
18 — 23 |
3 |
60 |
60 |
|
|
ХВ-124, ХВ-125 |
18 — 23 |
1 |
60 |
60 |
|
|
ХВ-785 и лак ХВ-784 |
18 — 23 |
1 |
60 |
30 |
|
|
ХС-759 и лак ХС-724 |
18 — 23 |
1 — 2 |
60 |
30 |
В эмаль добавляют отвердитель N 5 или 3 соответственно 2,8 или 3,0% |
|
Полиуретановая эмаль УРФ-1128 |
18 — 23 |
6 |
30 |
30 |
|
|
Пентафталевые и глифталевые эмали |
|||||
|
ПФ-133 |
18 — 23 |
24 |
80 |
90 |
|
|
в том числе: |
|||||
|
черная |
18 — 23 |
36 |
80 |
120 |
|
|
ПФ-115 |
18 — 23 |
24 |
100 — 110 |
60 |
|
|
ПФ-1126 |
18 — 23 |
8 |
60 |
50 |
|
|
ПФ-1189 |
18 — 23 |
4 |
— |
— |
|
|
ЭФ-1219 |
18 — 23 |
24 |
— |
— |
|
|
Масляные краски |
|||||
|
Цветные густотертые для наружных работ |
18 — 23 |
24 |
— |
— |
— |
|
Масляные и алкидные, готовые к применению для наружных работ |
|||||
|
Масляно-битумные: |
|||||
|
Краска БТ-177 |
18 — 23 |
16 |
100 |
20 |
|
|
Лак БТ-577 (бывш. N 177) |
18 — 23 |
24 |
100 |
30 |
|
|
Эпоксидные материалы: |
|||||
|
Эмаль ЭП-140 |
18 — 23 |
6 |
90 |
60 |
|
|
Шпатлевка ЭП-0010 |
|||||
|
Первый режим |
18 — 23 |
24 |
— |
— |
— |
|
Второй режим: |
|||||
|
1-я стадия |
18 — 23 |
2-3 |
— |
— |
|
|
2-я стадия |
— |
— |
60 — 70 |
240 |
|
|
Грунтовка ЭП-057 протекторная |
18 — 23 |
24 |
120 |
30 |
Перед нанесением к 100 г грунтовки добавляют 7 г отвердителя N 3 |
|
Органосиликатная краска ОС-12-03 (бывш. ВН-30) |
Окончательная выдержка на воздухе 72 ч Добавляют расчетное количество отвердителя ТБТ или ПБТ по отношению к сухому остатку краски |
||||
|
1-й слой |
18 — 35 |
1 |
|||
|
2-й слой |
24 |
В табл. 16 даны ускоренные режимы сушки систем лакокрасочных покрытий, применяемых при защите металлоконструкций на монтаже. К ним относятся пентафталевые эмали, двухслойное покрытие которых наносится сразу одно за другим, что исключает сушку или сокращает время сушки между слоями.
Таблица 16
Ускоренные режимы сушки систем лакокрасочных покрытий
(по недосушенному слою)
|
Системы покрытия |
Естественная сушка |
Искусственная сушка |
||
|
Температура, °C |
Время, ч (мин) |
Температура, °C |
Время, мин |
|
|
Грунтовка ГФ-021 |
18 — 22 |
16 |
100 |
35 |
|
Эмаль ПФ-115: |
||||
|
1-й слой |
18 — 22 |
24 |
18 — 22 |
10 |
|
2-й слой |
18 — 22 |
48 |
100 |
60 |
|
Грунтовка ГФ-021 |
18 — 22 |
12 |
90 |
5 |
|
Эмаль ПФ-115: |
||||
|
1-й слой |
18 — 22 |
(10) |
90 |
40 |
|
2-й слой |
18 — 22 |
48 |
90 |
40 |
|
Грунтовка ГФ-021 |
18 — 22 |
24 |
100 |
5 |
|
Эмаль ПФ-133: |
||||
|
1-й слой |
18 — 22 |
16 |
120 |
45 |
|
2-й слой |
18 — 22 |
24 |
120 |
60 |
|
Грунтовка ГФ-021 |
18 — 22 |
24 |
100 |
35 |
|
Эмаль ПФ-133: |
||||
|
1-й слой |
18 — 22 |
(10) |
18 — 22 |
5 |
|
2-й слой |
18 — 22 |
36 |
100 |
60 |
|
Эмаль ПФ-1189: |
||||
|
1-й слой |
18 — 22 |
(5) |
— |
— |
|
2-й слой |
18 — 22 |
4 |
— |
— |
8.4.4. При сушке перхлорвиниловых слоев окончательная выдержка всего покрытия — не менее 5 суток для полного отверждения покрытия и улучшения сцепления между слоями. Повышенная влажность при сушке перхлорвиниловых покрытий может вызвать побеление пленки и ее отслоение.
8.5. Контроль качества защитных покрытий
8.5.1. Для получения лакокрасочных покрытий высокого качества и обеспечения их эксплуатационной стойкости необходимо строго соблюдать технологические процессы окраски и учитывать технические требования, предъявляемые к выполнению основных операций:
подготовка поверхности к окраске;
грунтование;
нанесение покрывных лакокрасочных материалов;
сушка покрытия на всех стадиях технологического процесса, окраски.
8.5.2. Техническому контролю главным образом подвергаются:
материалы (лакокрасочные и вспомогательные);
параметры режимов технологического процесса подготовки и окраски;
последовательность выполнения основных операций технологического процесса.
8.5.3. Лакокрасочные материалы, применяемые для окраски, должны соответствовать требованиям ГОСТов и ТУ. При приготовлении рабочих лакокрасочных составов контролируются правильность применения растворителей и их рабочая вязкость.
8.5.4. Контроль основных операций технологического процесса проводят:
при подготовке поверхности перед окраской согласно ГОСТ 9.402-80 «Покрытия лакокрасочные. Подготовка металлических поверхностей перед окраской». Очистка поверхности металлоконструкций должна соответствовать III степени (для конструкций, эксплуатирующихся в неагрессивных и слабоагрессивных средах) и II степени (при эксплуатации конструкций в средне- и сильноагрессивных средах);
при нанесении и сушке лакокрасочных покрытий. Контролируют параметры технологических режимов и толщину покрытия по показателям, приведенным в табл. 14, продолжительность и степень высыхания — по ГОСТ 19007-73 и показателям в табл. 15 и 16.
8.5.5. Контроль внешнего вида окрашенных конструкций проводится визуально в соответствии с табл. 1 ГОСТ 9.032-74 по IV и V классам отделки.
9. ОРГАНИЗАЦИЯ КРАСКОЗАГОТОВИТЕЛЬНЫХ УЧАСТКОВ
НА МОНТАЖНЫХ ПЛОЩАДКАХ
9.1. Организация краскозаготовительных участков
9.1.1. Рабочие составы для окраски металлоконструкций необходимо приготовлять централизованно на краскозаготовительных участках.
9.1.2. Организация краскозаготовительных участков позволяет повысить уровень механизации процесса приготовления, улучшить качество антикоррозионных покрытий, достичь экономии и более рационального использования лакокрасочных материалов, а также улучшить санитарно-технические условия труда маляров.
9.1.3. Краскозаготовительный участок рационально организовать вблизи рабочих мест, в отдельном помещении или в специальном фургоне с несгораемыми ограждающими конструкциями.
9.1.4. Организация краскозаготовительных участков на монтажных площадках осложняется тем, что участки функционируют временно, тогда как механизация процесса приготовления большого количества лакокрасочных материалов требует стационарно установленного оборудования, связанного между собой системами трубопроводов.
9.1.5. В условиях строительных площадок целесообразно создавать передвижные краскозаготовительные участки с установкой оборудования в специальных фургонах-прицепах, фургонах на салазках или в инвентарных металлических домиках.
9.1.6. Такие прицепы или домики следует устанавливать в удобных для работы местах, рядом со складом лакокрасочных материалов или окрасочными участками. К прицепам или домикам необходимо устраивать подъезды для машин или тележек, на которых доставляют бидоны и бочки с лакокрасочными материалами и растворителями и затем отправляют готовые растворы к рабочим местам.
9.1.7. По правилам техники безопасности фургоны-прицепы должны иметь два выхода, используемые для приема лакокрасочных материалов и выдачи готовых растворов, а также один-два оконных проема с фрамугами для проветривания помещения. Кроме того, фургон должен быть оборудован вентиляционными устройствами, устанавливаемыми отдельно от основного помещения.
9.1.8. В помещениях краскозаготовительных участков должна быть обеспечена общеобменная приточно-вытяжная вентиляция с 10 — 15-кратным воздухообменом. Следует предусматривать удаление воздуха из зон наибольшего загрязнения парами растворителя.
9.1.9. Поды помещений краскозаготовительных участков должны быть маслобензостойкими и выполненными из несгораемых материалов, обеспечивающих легкую очистку и не дающих искр при ударе (бетонные с гранитным наполнением, цементно-песчаные, ксилолитовые и др.).
9.2. Оборудование краскозаготовительных участков
9.2.1. Краскозаготовительные участки должны быть оснащены:
смесителями (краскомешалками) для перемешивания эмалей, красок и грунтовок с растворителями;
баками-мерниками для растворителей;
насосом для перекачивания лакокрасочных материалов;
десятичными и техническими весами;
вискозиметром ВЗ-4 для определения вязкости лакокрасочных материалов;
секундомером;
шкафами или ящиками для хранения малярного инструмента, шлангов и обтирочного материала.
9.2.2. Примерные схемы размещения оборудования в фургонах-прицепах на краскозаготовительных участках производительностью 200 — 300 л/ч на площади 12 и 15 м2 приведены на рис. 3.
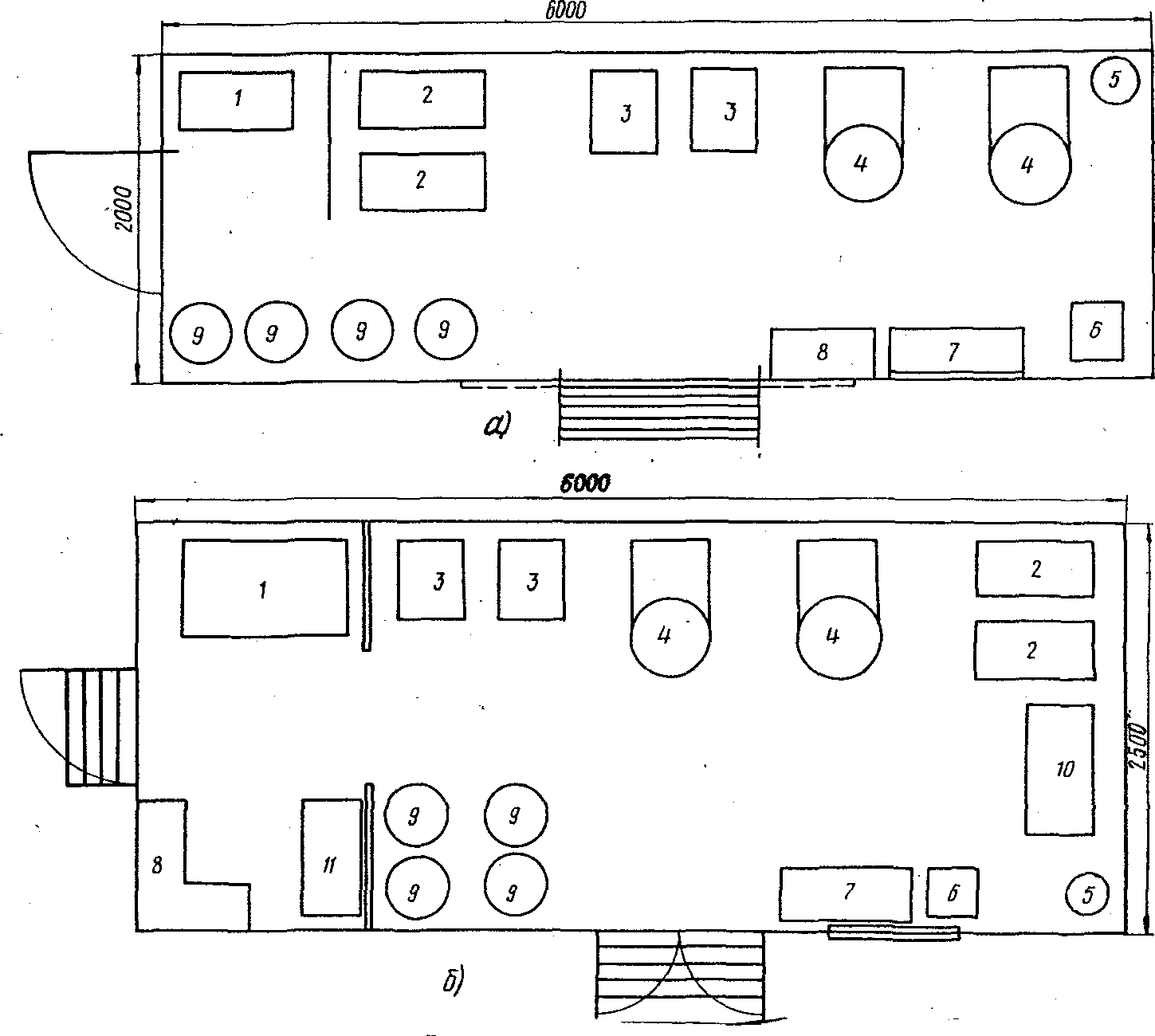
Рис. 3. Схема технологической планировки
краскозаготовительного участка производительностью
200 — 300 л/ч площадью 12 м2 (а) и 15 м2 (б):
1 — вентилятор N 2,5 или 3 (алюминиевое исполнение);
2 — насос РЗ-3а; 3 — баки-мерники вместимостью 75 л;
4 — краскомешалка вместимостью 100 л; 5 — баллон
с инертным газом; 6 — весы десятичные; 7 — стол-стеллаж;
8 — шкаф для одежды; 9 — бидоны и емкости
для лакокрасочных материалов; 10 — краскотерка
типа 0-10А; 11 — шкаф для инструментов
Производительность краскозаготовительных участков зависит от дневной потребности в лакокрасочных материалах, т.е. от объема окрасочных работ.
Часть оборудования (баки-мерники и емкости для лакокрасочных материалов различных габаритов) изготовляется в мастерских СМУ по чертежам ПИ НПО «Лакокраспокрытие» (Ленинград).
Краскомешалки можно заменить красконагнетательными баками с пневмомешалками СО-13А на 60 л (см. табл. 12).
9.2.3. Перечень основного оборудования краскозаготовительных участков приведен в табл. 17.
Таблица 17
Оборудование краскозаготовительного участка
|
Оборудование |
Показатель |
Значение показателя |
|
Краскомешалка |
Емкость, л |
100 |
|
Диаметр, мм |
500 |
|
|
Бак-мерник |
Емкость, л |
75 |
|
Размеры (в плане), мм |
500 x 400 |
|
|
Насос шестеренчатый, агрегатированный РЗ-3а с электрооборудованием КОМ-21-4 |
Мощность, кВт |
1,7 |
|
Частота вращения, об/мин |
1420 |
|
|
Размеры (в плане), мм |
700 x 350 |
|
|
Вентилятор Ц-9-57 N 3 или Ц-4-70 N 2,5 |
Исполнение |
Алюминиевое |
|
Размеры (в плане), мм |
940 x 550 или 850 x 540 |
|
|
Краскотерка жерновная СО-116 |
Размеры (в плане), мм |
650 x 370 |
|
Весы десятичные ВЛТ-1 |
Грузоподъемность, кг |
300 |
|
Тележки с подъемной платформой для перевозки лакокрасочных материалов |
Грузоподъемность, кг |
300 |
|
Бидоны и емкости для готовых лакокрасочных материалов |
Емкость, л |
30 |
|
Размеры (в плане), мм |
330 x 400 |
|
|
Установка УП-1,4 для перемешивания лакокрасочных материалов в бочках |
Мощность, кВт |
1,5 |
|
Производительность, м3/ч |
1,4 |
|
|
Размеры (в плане), мм |
1100 x 620 |
9.2.4. На краскозаготовительном участке необходимо иметь компрессор, выпускаемый Вильнюсским заводом строительно-отделочных машин, для обслуживания сжатым воздухом пневматических ручных краскомешалок. Компрессор устанавливают на площадке около фургона.
9.2.5. Для очистки воздуха от влаги и масла применяется воздухоочиститель СО-15А.
9.2.6. Систему трубопроводов собирают из цельнотянутых труб диаметрами 25 — 40 мм, соединяя их на сварке. В отдельных, особенно часто засоряемых местах труб, для облегчения разборки необходимо выполнять фланцевые соединения. Засорение труб происходит при подаче с небольшой скоростью красок, склонных к расслаиванию (например, грунтовки ГФ-021 и земляных масляных красок).
9.2.7. При перекачивании по трубопроводам готовых растворов лакокрасочных материалов из смесителей в баки скорость движения должна составлять 0,8 — 1 м/с.
Перед сливом готового лакокрасочного материала в баки устанавливают пластинчатый фильтр тонкой очистки.
9.2.8. При остановке работ на несколько дней или смене красок систему трубопроводов продувают инертным газом или воздухом (для удаления остатков краски) и промывают растворителем.
9.2.9. На краскозаготовительном участке следует хранить лакокрасочные материалы (запас, не превышающий двухсуточной потребности), малярный инструмент (кисти, краскораспылители), обтирочный материал (ветошь, салфетки) и рабочую посуду.
Малярный инструмент, шланги, ветошь и салфетки необходимо хранить в шкафах или ящиках из несгораемого материала.
9.2.10. Лакокрасочные материалы следует хранить в специальной кладовой при краскозаготовительном участке, отделенной от основного помещения несгораемыми стенками.
Кладовая должна иметь наружный выход для приема лакокрасочных материалов.
9.2.11. Краскозаготовительное отделение должно быть обеспечено необходимым количеством противней, кружек, ведер, бачков с крышками, деревянных мешалок, металлических или тканевых сит.
9.2.12. Помещение краскозаготовительного отделения следует содержать в чистоте; убирать помещение и рабочие места необходимо мокрым способом не реже одного раза в смену.
9.3. Приготовление рабочих составов
9.3.1. Приготовление рабочих составов состоит из следующих операций:
предварительное размешивание лакокрасочных материалов до однородной консистенции;
смешивание двух- и трехкомпонентных систем (фосфатирующих, ингибирующих и органосиликатных материалов);
разбавление лакокрасочных материалов;
размешивание лакокрасочных материалов;
фильтрование лакокрасочных материалов;
определение рабочей вязкости.
9.3.2. Приготовлять рабочие составы должен специально выделенный и прошедший обучение работник.
9.3.3. В небольших количествах рабочие составы приготовляют вручную в чистой таре.
9.3.4. Все лакокрасочные материалы, применяемые для приготовления рабочих составов, должны по своим качествам соответствовать требованиям ГОСТов и ТУ.
9.3.5. Зимой лакокрасочные материалы необходимо доставлять со склада заблаговременно и выдерживать в помещении до достижения ими температуры 20 °C.
9.3.6. Для предотвращения загрязнения лакокрасочных материалов и растворителей, находящихся в таре, ее отверстие и поверхность перед вскрытием необходимо тщательно очистить от грязи и пыли.
9.3.7. Если после вскрытия тары обнаружится пленка, ее следует осторожно удалить, не смешивая со всем лакокрасочным материалом.
9.3.8. Пигментированные лакокрасочные материалы (грунты, эмали и краски) перед разведением необходимо тщательно перемешать механизированным способом с помощью переносной пневмомешалки либо вручную чистой деревянной мешалкой до получения однородной консистенции без малейшего осадка на дне тары.
9.3.9. Для перемешивания лакокрасочных материалов в бочках применяется специальная установка УП-1,4 (см. табл. 12), которая после перемешивания до однородной массы, перекачивает лакокрасочный материал в любую емкость.
9.3.10. Разведенный лакокрасочный материал необходимо профильтровать через сетку N 056 (ГОСТ 3584-73).
9.3.11. Вязкость определяется по вискозиметру ВЗ-4 при температуре материала 20 °C в такой последовательности:
устанавливают воронку вискозиметра (ГОСТ 9070-75) в вертикальное положение;
закрывают отверстие сопла и заполняют вискозиметр в уровень с краями испытуемым материалом;
открывают отверстие сопла над тарой с краской и одновременно с этим включают секундомер. Останавливают его в момент прекращения поступления сплошной струи лакокрасочного материала из сопла воронки.
Время (в секундах) вытекания из вискозиметра лакокрасочного материала является его условной вязкостью.
Описание и техническая характеристика вискозиметра ВЗ-4 приведены в приложении 2.
10. ХРАНЕНИЕ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
НА МОНТАЖНЫХ ПЛОЩАДКАХ
10.1. Организация складов и хранение лакокрасочных материалов. Техника безопасности
10.1.1. Лакокрасочные материалы относятся к категории легковоспламеняющихся горючих жидкостей из-за наличия в них большого процента легколетучих растворителей.
10.1.2. Хранение лакокрасочных материалов и растворителей должно быть организовано с учетом этих особенностей, в соответствии с правилами и нормами техники безопасности и пожарной охраны.
10.1.3. Лакокрасочные материалы необходимо хранить на предназначенных для горючих и легковоспламеняющихся жидкостей складах в отдельно расположенных зданиях, отвечающих противопожарным и санитарным нормам строительного проектирования промышленных зданий согласно СНиП II-М2-72 «Производственные здания промышленных предприятий» (п. 4.12, примеч. 2, 3).
10.1.4. На монтажных площадках лакокрасочные материалы следует хранить на складах в помещениях временного типа, построенных из огнестойких или полуогнестойких материалов с легкими перекрытиями, а также в погребах или землянках, отвечающих противопожарным и санитарным нормам.
10.1.5. Помещение склада должно быть обеспечено искусственной или естественной вентиляцией с 10 — 12-кратным обменом воздуха, насыщенного парами растворителей. Отверстия вытяжных вентиляционных труб и каналов необходимо располагать на высоте 0,2 — 0,5 м от пола.
10.1.6. Допускается только электрическое (со взрывобезопасной арматурой) освещение склада или наружное — через герметически остекленные окна.
Выключатели, рубильники и предохранительные щитки должны быть смонтированы вне помещения, при входе на склад.
10.1.7. Запрещается пользоваться на складе светильниками с открытым огнем, фонарями и переносными электролампами.
10.1.8. Температура на складе должна быть не ниже 5 и не выше 20 °C.
10.1.9. Материалы в большой таре (бочках, флягах, бидонах) необходимо размещать на полу, в мелкой таре (банках) — на стеллажах не более чем в два ряда.
10.1.10. Полы должны быть выполнены из несгораемых материалов, обеспечивающих легкую очистку и не дающих искр при ударе (бетонные с гранитным наполнителем, цементно-песчаные и др.).
10.1.11. Лакокрасочные материалы и растворители следует хранить в плотно закрытой таре.
При хранении материалов в плохо закрытой таре они могут засориться и загустеть. В этом случае для доведения их до рабочего состояния требуются дополнительный расход растворителей, затраты рабочего времени на размешивание, фильтрование и другие операции.
При хранении материала в плохо закрытой таре на открытом воздухе или в сыром помещении возможно попадание воды в тару, в результате чего материал приходит в негодность.
10.1.12. Запрещается:
закрывать отверстия металлических бочек деревянными пробками или тряпками;
вынимать или отвинчивать пробки металлическими или твердыми предметами с металлическими наконечниками;
пользоваться железными ломами при перекатывании бочек.
От удара металлическим предметом может образоваться искра, а в результате этого — возникнуть пожар.
Для открывания и закрывания бочек следует пользоваться специальным инструментом из цветных металлов, не дающих искры при ударе.
10.1.13. На таре должны быть этикетки или бирки с указанием материала, номера партии, даты изготовления, завода-изготовителя, массы нетто и брутто.
10.1.14. Перед вскрытием тары и наливом красок, эмалей, лаков и других лакокрасочных материалов с поверхности и отверстия тары необходимо тщательно удалить грязь и влагу с целью предотвращения возможности загрязнения материалов.
Лакокрасочный материал следует опускать в чистую металлическую тару.
10.1.15. При наличии пленки на поверхности лакокрасочного материала перед его выдачей необходимо осторожно удалить эту пленку.
Пигментированные лакокрасочные материалы (грунты, эмали, краски) перед выдачей следует тщательно перемешивать чистым деревянным веслом или механической пневмомешалкой.
Непигментированные лакокрасочные материалы (лаки, олифы) перемешивать не рекомендуется.
10.1.16. Нельзя сливать остатки красок и эмалей из кружек и ведер обратно в емкость, в которой хранятся материалы.
Остатки следует сливать в специальный бачок для отходов.
Запрещается (даже временно) оставлять порожнюю тару на складе или около него.
10.1.17. Порожнюю тару (бочки, бидоны) следует хранить на специальных площадках, удаленных от склада и производственных зданий не менее чем на 20 м.
10.1.18. Порожняя тара должна быть постоянно закрыта пробками.
10.1.19. На складе и на площадке хранения порожней тары, а также в радиусе не менее 20 м от них запрещается выполнять работы, связанные с применением открытого огня. На видных местах должны быть развешены плакаты с текстом: «Курение и применение открытого огня воспрещаются».
10.1.20. Пролитые на пол лакокрасочные материалы и растворители следует немедленно убирать.
10.1.21. Тряпки и ветошь, промасленные и пропитанные лакокрасочными материалами, необходимо складывать в специально предназначенные для этого металлические ящики с плотно закрывающимися крышками и ежедневно выносить.
10.1.22. Склад должен быть оборудован внутренними пожарными кранами, пенными и углекислотными огнетушителями, ящиками с песком, асбестовыми одеялами, лопатой и другим противопожарным инвентарем в соответствии с действующими «Нормами первичных средств пожаротушения для производственных, складских, общественных и жилых помещений» (М.: УПО МВД СССР, 1950).
10.1.23. Работники склада должны уметь пользоваться огнетушителями.
10.1.24. Помещение склада запрещается оставлять без надзора и незапертым.
10.2. Организация и технологическая планировка склада лакокрасочных материалов
10.2.1. Расчет потребности в лакокрасочных материалах
Склад лакокрасочных материалов предназначен для хранения 40-дневного запаса грунтов, эмалей и растворителей.
Пример.
Годовой объем монтажа металлоконструкций составляет 14 тыс. т (1 т = 25 м2), или 25 x 14000 = 350000 м2 окрашиваемой поверхности.
Окраску металлоконструкций ведут по следующей схеме: 1 слой грунта и 2 слоя эмали.
Расход грунта и эмали на 2 слоя составляет 222 г/м2; а растворителя — 15% массы грунта и эмали. Годовая потребность в лакокрасочных материалах будет составлять: 27,3 т грунта, 50,4 т эмали и 11,5 т растворителя.
40-дневный запас материалов на складе будет равен 3,0 т грунта, 5,5 т эмали и 1,3 т растворителя.
При окраске на монтажной площадке могут быть использованы следующие лакокрасочные материалы: эмали и грунты — перхлорвиниловые, пентафталевые или глифталевые, масляные, эпоксидные; растворители: — уайт-спирит, сольвент, ксилол, Р-4, Р-5 и олифа.
10.2.2. Организация хранения на складе лакокрасочных материалов
Растворители поступают на склад в бочках по 300 кг. Одновременно на складе может храниться 4 бочки. Глифталевый грунт (3 т) также может поступать на склад в бочках (всего 10 бочек). Эмаль (5,5 т) хранят в бидонах вместимостью по 40 кг (всего 138 бидонов).
Бидоны устанавливают по 6 штук на деревянные поддоны (ГОСТ 9557-73) размерами 800 x 1200 мм. Поддоны размещают в три яруса, бочки — в один-два.
Масса поддона с бидонами составляет 250 кг. Всего на складе 23 поддона.
Разгрузку, укладку в ярусы и отгрузку со склада лакокрасочных материалов осуществляют погрузчиками ЭПВ-1 или ЭПВ-104 во взрывобезопасном исполнении (рис. 4).
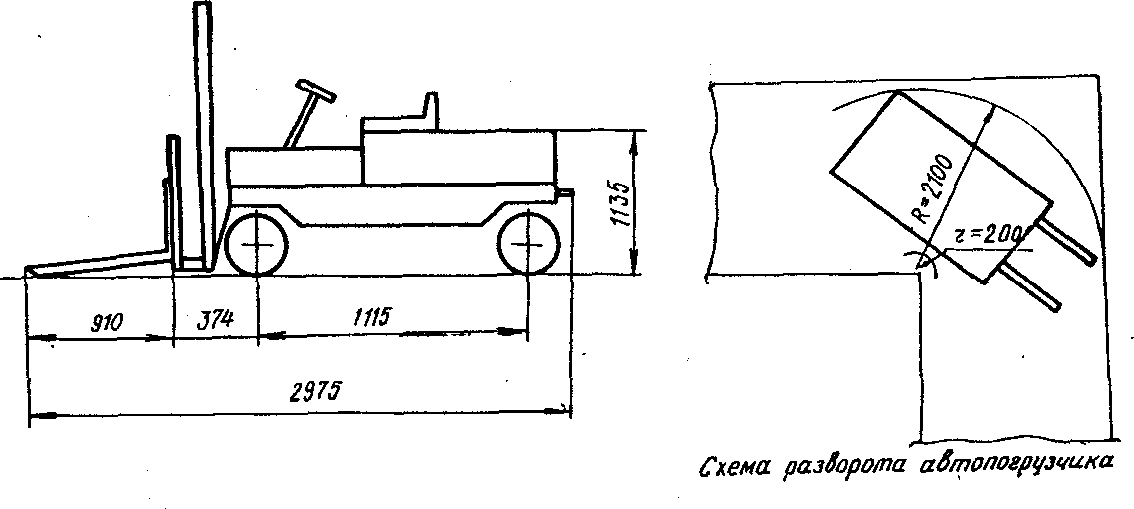
Рис. 4. Схема автопогрузчика ЭПВ-104
Техническая характеристика автопогрузчика
|
Тип |
ЭПВ-104 |
ЭПВ-1 |
|
Грузоподъемность, кг |
750 |
1000 |
|
Высота подъема грузов, м |
1,8 |
1,8 |
|
Скорость передвижения, км/ч: |
||
|
с грузом |
5,5 |
5,5 |
|
без груза |
6,5 |
6,5 |
|
Масса, кг |
2350 |
3100 |
|
Цена, руб. |
6200 |
4660 |
|
Аккумулятор батареи |
27ТЖН |
300ВМ |
10.2.3. Техническая планировка склада
Склад лакокрасочных материалов (рис. 5) должен находиться в одноэтажном здании площадью 108 м2 с несгораемыми стенами. Ширина дверных проемов должна быть не менее 2,1 м, высота — не менее 2,4 м. Для стока жидкости пол должен иметь уклон к специальным приямкам. Высота помещения 3,6 м. Проход для разворота автопогрузчика должен быть не менее 3,6 м. Склад должен иметь подъезд с твердым покрытием.
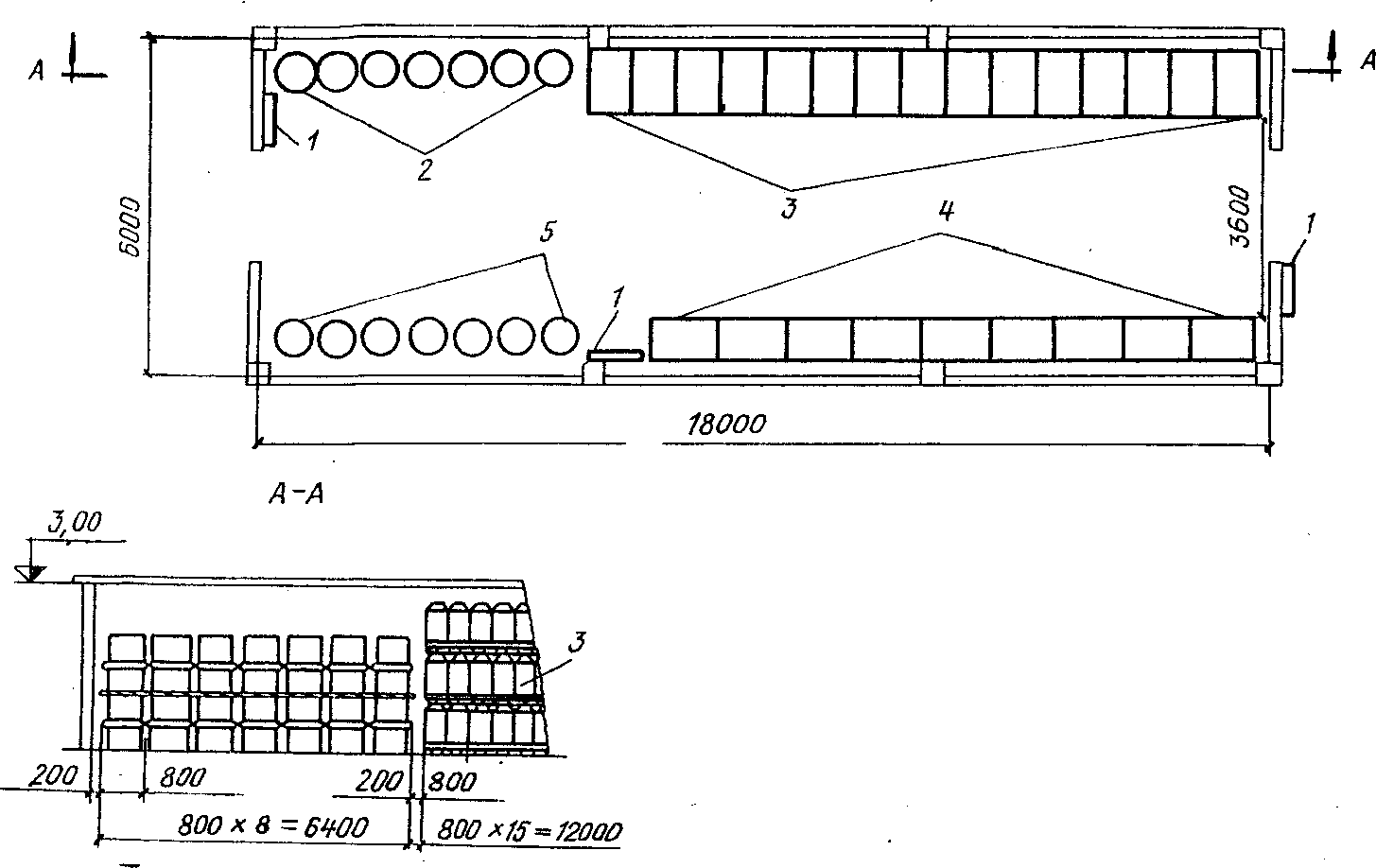
Рис. 5. Схема склада лакокрасочных материалов:
1 — щит системы пожаротушения; 2 — бочки
с растворителем; 3 — поддоны с эмалью;
4 — поддоны с грунтом; 5 — бочки с грунтом
11. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПРОИЗВОДСТВЕ
ОКРАСОЧНЫХ РАБОТ НА МОНТАЖЕ
11.1. Окрасочные работы относятся к категории вредных. Растворители, входящие в состав лакокрасочных материалов, вредно действуют на организм человека при вдыхании им паров растворителей или при непосредственном соприкосновении с кожным покровом. Поэтому все лица, работающие с лакокрасочными материалами, согласно приказу Министерства здравоохранения СССР N 400 от 30.05.1969, должны проходить обязательное предварительное освидетельствование перед приемом на работу, а в дальнейшем — периодический медосмотр.
11.2. Окраска металлоконструкций на открытом воздухе не требует приточно-вытяжной вентиляции, но не исключает средств индивидуальной защиты в соответствии с требованиями ГОСТ 12.4.011-75.
11.3. Рабочие, производящие окраску металлоконструкций внизу или на высоте, и вспомогательные рабочие должны быть обеспечены защитной спецодеждой согласно действующим нормам.
Рабочие должны быть снабжены респираторами или противогазами и другими средствами индивидуальной защиты (табл. 18).
Таблица 18
Основная номенклатура средств индивидуальной защиты
|
Средства индивидуальной защиты |
Применение |
|
Для защиты органов дыхания и глаз |
|
|
Изолирующий противогаз типов ПШ-1, ПШ-2-57 |
Для защиты от газов, пыли и паров растворителей |
|
Респираторы РМП-62, ПФ-62 со сменным фильтром |
Для защиты от красочного тумана и пыли при окраске на открытом воздухе |
|
Универсальный респиратор РУ-60М со сменными фильтрующимися патронами |
От пыли и паров органических растворителей при окраске большого количества конструкций |
|
Респиратор противогазный РПГ-67А |
От паров органических растворителей при приготовлении рабочих составов и обезжиривании поверхностей |
|
Очки «Моноблок» |
От пыли, брызг сварки и краски |
11.4. Для защиты кожных покровов от кислот и органических растворителей маляры должны пользоваться (в зависимости от условий работы) рукавицами и нарукавниками из хлорвиниловой ткани, резиновыми перчатками, а также защитными мазями, кремами и пастами или защищать руки составами («биологическими перчатками»), образующими сплошную нерастворимую пленку (табл. 19).
Таблица 19
Средства индивидуальной защиты для рук
|
Наименование пасты |
Назначение |
Состав, % |
Примечание |
|
|
Паста ПМ-1 (фурацилиновая) |
Защита кожного покрова рук от воздействия нефтепродуктов, органических растворителей, лаков, красок и т.д. |
Крахмал (картофельный) |
14,1 |
Небольшое количество пасты наносят на руки и растирают равномерно по всей поверхности, а затем дают подсохнуть до образования тонкой пленки. После работы пасту смывают водой, после чего моют руки водой с мылом |
|
Вода |
43,6 |
|||
|
Белая глина (каолин) |
10,1 |
|||
|
Тальк |
8,1 |
|||
|
Желатин |
2,0 |
|||
|
Глицерин |
12,6 |
|||
|
Вазелиновое масло |
7,5 |
|||
|
Салициловая кислота |
0,3 |
|||
|
Этиловый спирт 90%-ный гидролизный |
1,7 |
|||
|
«Биологические перчатки» |
То же |
Казеин |
19,7 |
Казеин замачивают в 3 — 4-кратном количестве воды и оставляют для набухания на 12 — 20 ч. Затем казеин отжимают и нагревают с глицерином, спиртом и аммиаком до растворения. Полученный раствор фильтруют |
|
Этиловый спирт (90%-ный гидролизный) |
58,7 |
|||
|
Глицерин |
19,7 |
|||
|
Аммиак (25%-ный) |
1,9 |
|||
|
Паста ИЭР-1 (паста Института гигиены им. Эрисмана) |
« |
Глицерин |
10,0 |
— |
|
Каолин |
40,0 |
|||
|
Вода |
38,0 |
|||
|
Мыло натриевое, строго нейтральное |
12,0 |
|||
|
Мыло МДМ |
Для мытья рук |
Глицерин |
5,0 |
— |
|
Спирт этиловый 90°-ный (гидролизный) |
5,0 |
|||
|
Пемза |
45,0 |
|||
|
Мыло жидкое |
45,0 |
11.5. В отдельных случаях при работе в зоне образования красочного тумана маляры-пульверизаторщики должны пользоваться масками (в которые подается очищенный в специальном фильтре воздух, а зимой — и подогретый воздух) или респираторами <*>, обеспечивающими защиту органов дыхания от красочного тумана и паров растворителей (см. табл. 18).
———————————
<*> Заявки на приобретение респираторов и других защитных средств направляют в Союзспецодежду по адресу: Москва, 1-21, Оболенский пер., 10.
11.6. Чистоту воздуха, подаваемого в маску или скафандр, необходимо контролировать не реже одного раза в 10 дней.
11.7. Рабочие, получающие индивидуальные защитные приспособления (респираторы и очки), должны пройти специальный инструктаж по применению простейших способов проверки исправности этих приспособлений.
11.8. К работам по подготовке, окраске конструкций и приготовлению лакокрасочных растворов допускаются рабочие не моложе 18 лет, прошедшие обучение правилам техники безопасности при работе с лакокрасочными материалами и знакомые с правилами безопасного обращения с соответствующей аппаратурой.
11.9. К работам в краскозаготовительном отделении, к работам по механической обработке поверхности (нестандартным и шлифовальным аппаратам) и по распылению красок рабочий может быть допущен только после сдачи техминимума с обязательным изучением общих правил техники безопасности, охраны труда и противопожарных мероприятий.
11.10. Проверка знаний по технике безопасности должна производиться не реже 1 раза в 12 мес.
Знания рабочих должен проверить мастер или прораб, после чего сделать запись в специальном журнале.
11.11. Перед началом работы маляры, независимо от курсового обучения и общего инструктажа по технике безопасности, должны быть проинструктированы мастером непосредственно на рабочем месте об опасности курения в неразрешенных местах, о недопустимости искрообразования и источников огня в местах проведения окрасочных работ, о порядке хранения применяемых материалов, о соблюдении чистоты рабочего места, о правилах пользования огнетушителями, внутренними пожарными кранами и другими средствами тушения пожара.
11.12. Вновь принятый рабочий в первое время должен освоить техминимум по нанесению покрытий, а затем овладеть передовыми приемами работы и организации рабочего места.
11.13. Производственные и подсобные помещения, а также рабочие места необходимо содержать в чистоте и порядке:
электроаппаратуру и приспособления для окраски очищать не реже одного раза в неделю;
пролитые на пол лакокрасочные материалы и растворители немедленно убирать;
обтирочные концы, тряпки и ветошь после употребления складывать в железные ящики, закрываемые железными крышками;
ящики очищать в конце каждой смены. Обтирочный материал следует утилизировать, а при невозможности — сжигать в местах, отведенных пожарной охраной.
11.14. На окрасочных участках выход, рабочие проходы и проезды всегда должны оставаться свободными, незагроможденными.
При необходимости окрасочные участки должны быть снабжены специальными, легко передвигаемыми металлическими подмостями; их состояние технический персонал должен проверять ежедневно до начала работы.
11.15. При работе, связанной с подъемными механизмами, следует соблюдать специальные правила техники безопасности.
11.16. Верстаки, стеллажи, шкафы и прочие приспособления необходимо изготовлять из металла. Их чистку следует осуществлять инструментом, не дающим искр (медными или алюминиевыми щетками и т.п.).
11.17. В изолированных помещениях краскозаготовительных отделений должны быть установлены электродвигатели и пусковые аппараты во взрывобезопасном герметичном исполнении; силовая и осветительная проводки должны быть выполнены с водонепроницаемой изолирующей оболочкой в плотных трубах или освинцованными кабелями с надежной механической защитой. Пусковая аппаратура (рубильники и выключатели) должны иметь взрывобезопасное исполнение.
11.18. Электрооборудование, аппаратура, вращающиеся части машин и аналогичное оборудование окрасочных участков должны быть обязательно заземлены.
11.19. Переносное освещение должно быть выполнено способом, исключающим возможность искрообразования. Лампочки переносного освещения должны быть надежно ограждены от повреждений стеклянными колпаками с проволочной сеткой. Напряжение в сети переносного освещения не должно превышать 12 В.
11.20. Помещения краскозаготовительных отделений должны иметь наружное освещение и фонари с наружной электропроводкой. При недостаточном наружном освещении допускается установка внутри помещения взрывобезопасной арматуры.
11.21. Все помещения складов, краскозаготовительных отделений и окрасочные участки должны быть снабжены исправными огнетушителями, ящиками с песком, асбестовыми одеялами и оборудованы внутренним пожарным водопроводом. К пожарному инвентарю должен быть обеспечен свободный проход.
11.22. В целях пожарной и санитарной безопасности на окрасочных участках, в краскозаготовительных отделениях и на складах лакокрасочных материалов ЗАПРЕЩАЕТСЯ:
допускать искрение аппаратов, оборудования и инструмента;
хранить и принимать пищу, курить;
разливать лакокрасочные материалы;
выбивать крышки тары с лакокрасочными материалами;
хранить спецодежду и собственную одежду;
хранить лакокрасочный материал в открытых сосудах и недоброкачественной таре;
хранить пустую тару;
оставлять тряпки и другой обтирочный материал.
11.23. Не допускается хранение в рабочем помещении лакокрасочных материалов в количестве, превышающем суточную потребность.
11.24. Алюминиевую пудру следует хранить в сухом помещении, так как при повышенной влажности возможно ее самовозгорание.
11.25. Емкости с лакокрасочными материалами и алюминиевой пудрой должны герметически закрываться и иметь отчетливо написанные этикетки или бирки с названием материала.
11.26. К рабочему месту маляра лакокрасочные составы должны доставлять в готовом к употреблению виде в количестве, не превышающем потребность в смену.
11.27. Все оборудование, инструмент и рабочая посуда должны содержаться в чистоте и порядке.
11.28. Чистка оборудования должна производиться инструментом, не дающим искр (медные или алюминиевые щетки).
11.29. Очистка поверхностей изделий перед окраской должна быть механизирована. Ручная очистка допускается при незначительном объеме работ или тогда, когда по технологическим причинам применение механизированных средств невозможно или нецелесообразно.
11.30. При пользовании средствами механизации на малярных или подготовительных работах (шлифовке, удалении ржавчины) параметры шума и вибрации должны соответствовать предусмотренным действующими нормами и правилами.
11.31. Напряжение ручного электрифицированного инструмента не должно превышать 36 В.
11.32. Меры охраны труда при пневматической очистке конструкций сводятся к устройству хорошо действующей вентиляции и защите дыхательных путей, глаз и кожи рабочего от пыли с помощью соответствующей спецодежды и средств индивидуальной защиты.
Основной принадлежностью спецодежды рабочего является шлем-скафандр. При очистке поверхности ручным способом рабочие должны пользоваться предохранительными очками и брезентовыми рукавицами.
11.33. Окрасочная аппаратура, работающая под давлением (масловодоотделители, красконагнетательные баки и др.), должна быть снабжена редуктором для поступающего сжатого воздуха, а также проверенным и запломбированным манометром с давлениями через 0,1 кгс/см2 (1·104 Па). На циферблат манометра должна быть нанесена красная черта, отмечающая предельное рабочее давление. Исправность этой аппаратуры необходимо периодически проверять.
11.34. Воздушные шланги в местах соединений следует прочно закреплять хомутами во избежание срыва сжатым воздухом.
11.35. Красконагнетательные бачки, масловодоотделители и т.д. должны соответствовать требованиям «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением».
11.36. Все металлические детали оборудования и приспособления, используемые при окраске распылением (камеры распыления, пульверизаторы и т.п.), и установки безвоздушного распыления должны быть надежно заземлены.
11.37. При появлении в процессе работы малейших признаков отравления или при недомогании, головной боли, тошноте, сонливости рабочий должен немедленно прекратить работу и обратиться в медпункт.
11.38. По окончании смены рабочие обязаны:
очистить все механизмы от краски, промыть краскораспылители и красконагнетательные бачки и передать их сменщику или сдать в кладовую;
очистить от мусора и грязи рабочее место;
убрать с рабочего места (с лесов, подмостей) неиспользованные материалы, инструмент и сдать в кладовую;
принять душ и тщательно вымыть теплой водой с мылом лицо, руки и сменить одежду.
11.39. При подготовке поверхности перед окраской, нанесении лакокрасочных материалов и их сушке, а также при подготовке рабочих составов, мойке и чистке тары, рабочих емкостей необходимо соблюдать требования ГОСТ 12.3.005-75.
12. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ОКРАСКЕ
СМОНТИРОВАННЫХ МЕТАЛЛОКОНСТРУКЦИЙ
12.1. При выполнении окрасочных работ на высоте разрешается работать только с инвентарных лесов и подмостей (изготовленных по типовым проектам).
12.2. С наружной стороны ![]() должны иметь ограждения из досок или труб высотой не менее 1 м с бортовой доской для предупреждения падения с лесов материала, инструмента и приспособлений; ширина настила должна быть не менее 1 м.
должны иметь ограждения из досок или труб высотой не менее 1 м с бортовой доской для предупреждения падения с лесов материала, инструмента и приспособлений; ширина настила должна быть не менее 1 м.
12.3. Перед началом работы ![]() , подмости, подвесные площадки и люльки, принятые в эксплуатацию, должны быть осмотрены мастером. Без его разрешения рабочий не должен приступать к работе на них.
, подмости, подвесные площадки и люльки, принятые в эксплуатацию, должны быть осмотрены мастером. Без его разрешения рабочий не должен приступать к работе на них.
12.4. Подвесные люльки и площадки перед началом работ должны быть испытаны нагрузкой, вдвое превышающей массу люльки с полной рабочей нагрузкой. О результатах испытаний составляется акт.
12.5. Работающие на лесах, подмостях, подвесных площадках или люльках должны немедленно сообщать мастеру о всех замеченных ими недостатках этих устройств.
12.6. Подниматься на леса или подмости и опускаться с них разрешается только по лестнице.
12.7. Маляры должны надевать предохранительные пояса и надежно прикрепляться карабинами к устойчивым конструкциям (по указанию мастера), если их рабочие места расположены на высоте, но по какой-либо причине не могут иметь ограждение.
12.8. Пояса должны быть испытаны и иметь клеймо с указанием даты последнего испытания.
12.9. Мастер ежедневно перед подъемом люльки должен проверять надежность закрепления консолей и канатов. Консоли и блоки должны быть прикреплены к конструкциям болтовыми соединениями, исключающими возможность их сдвига; закрепление консолей скрутками из проволоки или троса запрещается.
12.10. Лебедка, применяемая для подъема и спуска люльки, должна быть снабжена безопасной рукояткой и иметь двойное тормозное устройство.
12.11. Лебедки с электрическим приводом разрешается применять такой конструкции, которая обеспечивает возможность спуска люльки вручную, причем ручной привод должен быть снабжен безопасной рукояткой.
12.12. Лебедка должна устанавливаться на раме (металлической или деревянной), загруженной балластом массой не менее двойной массы люльки с полной рабочей нагрузкой.
12.13. Выполнять работы одновременно на двух или более уровнях одной вертикали следует только при условии устройства защитных настилов.
12.14. При выполнении окрасочных работ разрешается применять только исправные и прочные приставные лестницы. Ступеньки лестниц должны быть врезаны в тетивы. Не разрешается пользоваться лестницами со ступеньками, прибитыми гвоздями к тетивам.
12.15. Приставные лестницы следует устанавливать приблизительно под углом 60°. При установке лестницы под большим углом ее необходимо в верхней части прикрепить к конструкциям.
12.16. Лестница, с которой производится окраска, должна быть достаточной высоты (но не более 5 м), чтобы обеспечить маляру возможность производить работу стоя на ступени, находящейся на расстоянии не менее 1 м от верхнего конца лестницы. Запрещается удлинять лестницы путем наращивания тетив.
12.17. Маляры, работающие с приставных лестниц на высоте более 4 м, должны пользоваться предохранительными поясами и привязываться с их помощью к конструкции, к которой прикреплена лестница.
12.18. На нижних концах лестниц должны быть наконечники (резиновые — для каменных и остроконечные — для деревянных поясов).
12.19. Подъем на высоту и опускание всевозможных материалов, краскораспылителей, бачков, шлангов и инструмента следует производить с помощью лебедки или блока и стального троса или прочной веревки.
12.20. Поднимать на высоту красочные составы разрешается только в бачках с плотно закрытыми крышками.
12.21. При работе на лесах или подмостях бачки или ведра необходимо ставить как можно дальше от края настила.
12.22. При складывании инструмента или бачков на металлоконструкции следует принять меры во избежание их падения (скольжения или сдувания ветром).
12.23. При окраске смонтированных металлоконструкций маляру ЗАПРЕЩАЕТСЯ:
при окраске с лесов и подмостей становиться на ящики, козлы и т.п.;
подъем и спуск по стойкам раскосов лесов и конструкциям;
при работе с подвесных люлек и площадок соединять их между собой переходными настилами;
находиться на участке, расположенном под местом производства малярных работ, не защищенном сверху;
работать с двух верхних ступенек приставных лестниц и раздвижных лестниц-стремянок;
устанавливать приставные лестницы на дополнительные опоры (ящики, бочки и т.д.);
работать с висячих лестниц и подобных приспособлений;
при спуске и подъеме с подвесных лестниц держать в руках материал;
поднимать открытые емкости, наполненные более чем на 3/4 лакокрасочным материалом;
ставить емкости с лакокрасочными материалами, а также механизмы, аппараты и инструменты на металлоконструкции, не имеющие специальных настилов.
13. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ
С ЛАКОКРАСОЧНЫМИ МАТЕРИАЛАМИ РАЗЛИЧНЫХ ТИПОВ
13.1. Лакокрасочные материалы наносят на поверхность изделий различными методами в зависимости от принятого типа, материала, конфигурации и габаритов изделия, возможностей производства, экономической целесообразности и т.д.
13.2. При пневматическом методе распыления лакокрасочных материалов необходимо строго соблюдать режим окраски во избежание увеличения туманообразования и расхода лакокрасочных материалов.
Рабочее давление сжатого воздуха, подаваемого на распыление, не должно превышать 5 кгс/см2 (5·105 Па). Оптимальные режимы работы основных типов краскораспылителей для нанесения лакокрасочных материалов приведены в настоящем Руководстве (см. табл. 12).
13.3. Во время окраски на открытом воздухе маляр должен находиться на рабочем месте в таком положении, чтобы струя лакокрасочного материала была направлена не против ветра.
13.4. Перед началом работы маляр должен проверять герметичность шлангов, исправность окрасочной аппаратуры и инструмента, а также надежность присоединения воздушных шлангов к краскораспылителю и воздушной сети.
13.5. При работе с установками безвоздушного распыления следует соблюдать требования, приведенные в технических описаниях и инструкциях по эксплуатации, которые прилагаются к каждой установке.
13.6. Работа маляра при окраске безвоздушными распылителями по физической нагрузке относится к средней. Масса распылителя без шлангов не должна превышать 600 г. Курок распылителя должен иметь приспособление, фиксирующее его в определенных положениях, и быть защищен от случайного включения.
13.7. Ручные установки должны быть оборудованы на легко передвигаемых тележках. Не рекомендуется работать с установкой на высоте.
13.8. При окраске необходимо строго соблюдать технологические режимы в соответствии с требованиями технологического регламента. Установка должна быть снабжена предупреждающей надписью «ОСТОРОЖНО! ВЫСОКОЕ ДАВЛЕНИЕ».
13.9. Запрещается оставлять рабочую установку без наблюдения.
13.10. При перегреве отдельных узлов установки, течи лакокрасочного материала в местах соединений и уплотнений, а также при других неисправностях работу следует немедленно прекратить до полного устранения дефектов.
13.11. Емкости для подачи лакокрасочного материала к установке без воздушного распыления должны иметь плотно закрывающиеся крышки.
13.12. Лакокрасочные материалы (грунтовки, шпатлевки, лаки и эмали) на основе алкидных, нитроцеллюлозных, перхлорвиниловых, эпоксидных и акрилатных пленкообразующих являются пожароопасными и токсичными.
13.13. Растворители, в различных соотношениях, входящие в состав этих лакокрасочных материалов, легко воспламеняются и обладают токсичными свойствами, они легко летучи и быстро создают повышенные концентрации в воздухе рабочих помещений.
Особой токсичностью обладают аэрозоли, образующиеся при нанесении лакокрасочных материалов методом распыления при наличии в их составе свинцовосодержащих пигментов; испаряющихся мономеров (фенол, формальдегид, стирол, ацетальдегид, изоцианаты), пластификаторов (трикрезилфосфат, савол, фосфатные пластификаторы групп А, Б и Г), а также аминов-отвердителей для эпоксидных лакокрасочных материалов.
13.14. Приготовление рабочих составов (размешивание, разбавление до рабочей вязкости, фильтрование и др.) следует производить в краскозаготовительном отделении, оборудованном вентиляцией и противопожарными средствами.
13.15. При перемешивании и переливании лакокрасочных материалов необходимо оберегать глаза от попадания брызг и пользоваться защитными очками.
13.16. Алкидные материалы широко применяются для окраски изделий, эксплуатируемых в различных условиях, и наносятся на поверхность металла любым из существующих методов (в данном случае — пневматическим, безвоздушным и кистью).
13.17. Токсичность алкидных лакокрасочных материалов обуславливается растворителями, входящими в летучую часть (толуол, ксилол, сольвент и др.), а также свинцовосодержащими пигментами.
Алкидные материалы до рабочей вязкости разводят ксилолом, сольвентом, скипидаром, уайт-спиритом и т.д. в соответствии с ГОСТами и ТУ.
13.18. При нанесении алкидных и алкидно-модифицированных лакокрасочных материалов методом распыления необходимо регулярно и тщательно очищать пол и все поверхности от накопившейся губчатой массы, обладающей способностью к самовозгоранию.
13.19. Лакокрасочные материалы на основе перхлорвиниловых смол имеют широкое распространение в промышленности и применяются для атмосферостойких и химически стойких покрытий.
13.20. Перхлорвиниловые лакокрасочные материалы обладают большей токсичностью (по сравнению с алкидными), которую вызывают входящие в их состав растворители Р-4 и Р-5, ароматические углеводороды, толуол, ксилол; пластификатор — трикрезилфосфат и для некоторых материалов — свинцовосодержащие пигменты.
13.21. Растворители, входящие в их состав, обладают сильным действием, раздражающим кожу, слизистую оболочку глаз и органов дыхания, поэтому необходимо строго соблюдать меры предосторожности, предусмотренные настоящими правилами.
13.22. Перхлорвиниловые лакокрасочные материалы наносят на поверхность методами пневматического и безвоздушного распыления.
13.23. При их нанесении на открытом воздухе без вентиляции рабочие должны обязательно пользоваться всеми средствами индивидуальной защиты (табл. 18, 19).
13.24. Перхлорвиниловые покрытия обладают специфическим неприятным запахом, который сохраняется долгое время и после высыхания покрытия.
13.25. Для защиты металла от воздействия агрессивных сред получили широкое распространение эпоксидные лакокрасочные материалы. Эпоксидные покрытия являются наиболее химически стойкой защитой поверхности от воздействия различных агрессивных сред с повышенной температурой.
13.26. В эпоксидные лакокрасочные материалы перед употреблением добавляют отвердители, которые являются ядовитыми веществами.
Отвердитель N 1 — 10%-ный раствор гексаметилендиамина (ГМД) в ксилоле, попадая на кожу, вызывает жжение, а затем — болезненные, долго незаживающие раны.
Высокая консистенция паров ГМД в воздухе вызывает раздражение слизистых оболочек глаза, а попадание ГМД в глаза — серьезные повреждения их.
13.27. Эпоксидные лакокрасочные материалы становятся ядовитыми после введения в них отвердителя N 1 и могут вызвать (хотя и в меньшей степени) те же признаки отравления. После высыхания покрытия теряют токсичность.
13.28. Действие эпоксидных лакокрасочных материалов с отвердителем на разных людей может быть различным.
13.29. При работе с эпоксидными материалами необходимо соблюдать следующие меры предосторожности:
к работе с эпоксидными материалами и отвердителями допускаются только работники, проходящие соответствующий, периодически повторяемый инструктаж;
перед приготовлением рабочих составов работник должен надеть резиновые перчатки и защитные очки;
все операции по взвешиванию и смешиванию с отвердителями, разбавлению растворителем и определению вязкости рабочих растворов необходимо производить или в помещении, оборудованном хорошей приточно-вытяжной вентиляцией, или на открытом воздухе при условии отсутствия поблизости источников открытого огня.
13.30. Во время работы необходимо избегать проливания продуктов, содержащих отвердитель.
При случайном разливе небольшого количества отвердителя на рабочий стол, на пол цеха или на какие-либо предметы необходимо немедленно и тщательно засыпать облитое место опилками, смоченными керосином, с последующей дегазацией 10%-ным раствором серной кислоты, а затем обязательно промыть их водой. Дегазацию осуществляют в резиновых перчатках.
13.31. Опилки, тряпки и прочий мусор, загрязненные отвердителем, или лакокрасочные материалы, содержащие этот отвердитель, следует собирать в специальные ведра, которые затем выносят в железный ящик, находящийся вне помещения, или закапывать в землю в отведенном для этой цели месте.
13.32. При употреблении керосина для удаления эпоксидных материалов необходимо помнить, что керосин лишь растворяет ядовитые продукты, не переводя их в нетоксичные соединения. Поэтому растворы после дегазации также токсичны — и их следует собирать в отдельную тару.
13.33. Загрязненный растворитель после ополаскивания посуды и продукты дегазации запрещается сливать в канализацию или реку. Они должны сливаться в специальную посуду.
13.34. Категорически запрещается прием пищи во время работы.
13.35. На месте работы следует принимать следующие меры срочной помощи:
в случае попадания отвердителя на кожу немедленно снять раствор протирочным материалом и тут же промыть кожу большим количеством воды с мылом;
при случайном попадании отвердителя или эпоксидных лакокрасочных материалов в глаза немедленно промыть их (в течение длительного времени) сначала большим количеством воды, а затем с помощью кусочка ваты — свежеприготовленным физиологическим раствором (0,6 — 0,9%-ным раствором хлористого натрия), после этого обязательно обратиться к врачу;
при любых кожных раздражениях немедленно обратиться к врачу;
при плохом самочувствии во время или после работы, а также в случае появления отечности век (припухлости вокруг глаз) обратиться к врачу;
в случае облива хлопчатобумажной спецодежды (халата или комбинезона) немедленно снять облитую одежду.
13.36. Органосиликатные материалы токсичны, так как содержат толуол. Они относятся к 3-й наиболее токсичной группе. Поэтому при работе с ними необходимо строго соблюдать правила техники безопасности.
13.37. При работе с органосиликатными материалами пары толуола могут вызвать стойкие изменения нервной и кроветворной систем.
13.38. Рабочие, применяющие органосиликатные материалы, должны проходить медицинский осмотр через каждые 6 месяцев согласно п. 41 приказа Минздрава СССР N 400 от 30.05.69.
13.39. На лиц, занятых приготовлением рабочих составов органосиликатных материалов и нанесением их на окрашиваемую поверхность, распространяется действие перечня профессий, приведенного в приложении 2 СНиП III.А-11-70.
13.40. При работе с перечисленными материалами помимо правил, указанных в разделе, следует руководствоваться требованиями следующих инструкций:
«Инструкция по санитарному содержанию помещений и оборудования производственных предприятий» (М.: Министерство здравоохранения СССР, 1977);
«Правила и нормы техники безопасности, пожарной безопасности и промышленной санитарии для окрасочных цехов» (М.: Министерство химического и нефтяного машиностроения СССР, 1974);
«Правила и нормы техники безопасности, пожарной безопасности и производственной санитарии для окрасочных цехов, заводов и предприятий по изготовлению металлоконструкций», утвержденные Минмонтажспецстроем СССР 31.12.75.
Приложение 1
КРАТКАЯ ИНСТРУКЦИЯ ПО ПРИМЕНЕНИЮ
ПРЕОБРАЗОВАТЕЛЕЙ РЖАВЧИНЫ ДЛЯ ПОДГОТОВКИ ПОВЕРХНОСТЕЙ
МЕТАЛЛОКОНСТРУКЦИЙ К ОКРАСКЕ
Подготовка металлических поверхностей под окраску заключается в удалении продуктов коррозии и является основной операцией, обеспечивающей необходимые качество и долговечность защитного покрытия.
Самой эффективной подготовкой поверхности является механический метод очистки песком или дробью с помощью песко-дробеструйных и других аппаратов. Однако эти методы требуют стационарных условий и специализированного оборудования, что на монтаже очень затруднено, а для смонтированных конструкций неприемлемо.
В таких случаях допускается применение преобразователей ржавчины, позволяющих окрашивать металлические поверхности без предварительного удаления продуктов коррозии.
Химические вещества, входящие в состав преобразователей ржавчины, вступают в реакцию со слоем ржавчины на металле, образовывая с продуктами коррозии нерастворимые вещества. При этом продукты коррозии превращаются в безвредный и частично — в защитный слой, на который можно наносить лакокрасочные покрытия.
Большинство преобразователей ржавчины содержит ортофосфорную кислоту, которая растворяет окислы железа, образуя фосфатную пленку, тормозящую процесс коррозии. Плотный слой окалины фосфорная кислота не растворяет.
Кроме преобразователей ржавчины промышленность выпускает грунтовки-преобразователи, содержащие в своем составе пленкообразующее (поливинилацетатную эмульсию) и являющиеся одновременно первым защитным лакокрасочным слоем.
Технологический процесс защиты металлоконструкций с применением преобразователей ржавчины состоит из следующих операций:
приготовление рабочего состава преобразователя ржавчины;
удаление отслаивающейся ржавчины и окалины (если она имеется);
нанесение преобразователя ржавчины на металлоконструкции;
выдержка или сушка поверхностей, обработанных преобразователем ржавчины;
окраска по выбранной технологии.
Составы преобразователей приготовляют заблаговременно (за сутки или раньше до начала работы в количестве, необходимом для выполнения намеченного объема работ) в кислотостойкой посуде (эмалированной, полиэтиленовой, стеклянной или имеющей внутреннее покрытие из свинца).
Рабочие составы преобразователей наносят пневматическим распылителем или кистью. Кистью рекомендуется обрабатывать сварные швы конструкций.
Наиболее широкое применение находят следующие преобразователи.
Грунтовка-преобразователь ЭВА-01 ГИСИ (ТУ 81-05-121-71)
Разработчик — Горьковский инженерно-строительный институт им. Чкалова.
Выпускается в виде двух компонентов — основы и отвердителя (см. табл. 11).
Рабочий состав преобразователя ржавчины приготовляют в краскозаготовительном отделении непосредственно перед применением, смешивая основу и отвердитель (70% ортофосфорная кислота) в соотношении 100:7, или 5 — 7% от массы основы. Приготовленный грунт можно хранить в закрытой таре 3 — 4 дня.
Разбавляют грунтовку-преобразователь дистиллированной водой, конденсатом или 1%-ым раствором неионогенного поверхностно-активного вещества ОП-7 или ОП-10.
Рабочая вязкость по ВЗ-4 при 20 +/- 0,5 °C: 20 — 35 с — для нанесения краскораспылителем, 50 — 70 с — кистью.
Грунтовка преобразует ржавчину толщиной 50 мкм.
Поверхность, обработанная грунтовкой-преобразователем, после ее реакции со ржавчиной должна иметь синий цвет. Перекрывать слой грунтовки лакокрасочными материалами следует не ранее чем через 24 ч. Покрытие грунтовки обладает антикоррозионными свойствами и может предохранять металл в течение 6 мес. Для полной защиты рекомендуется перекрывать преобразованный слой грунтовками ГФ-021, ФЛ-03К, эмалями ПФ-115, ПФ-133, ПХВ, ХВ-124, масляными красками и другими стойкими антикоррозионными лакокрасочными материалами.
Грунтовка-преобразователь ЭВА-0112 (ТУ 6-10-1234-79)
Разработчик — НПО «Лакокраспокрытие». Изготовитель — Загорский лакокрасочный завод.
Поставляется в виде двух компонентов (см. табл. 11): основы и кислотного отвердителя (85%-ого раствора ортофосфорной кислоты).
Рабочий состав преобразователя приготовляют непосредственно перед применением, смешивая основу и ортофосфорную кислоту. На каждые 100 г основы добавляют 3 мас. ч. ортофосфорной кислоты (85%) или 4 мас. ч. пищевой термической ортофосфорной кислоты. Грунтовку до рабочей вязкости разводят дистиллированной водой или конденсатом и наносят через 1 ч после приготовления на сухую или влажную поверхность кистью (при рабочей вязкости 50 — 60 с) или распылителем (при рабочей вязкости 28 — 30 с) по ВЗ-4 при 20 °C.
Срок хранения рабочего раствора не более одних суток. Время естественной сушки 24 ч. Поверхность, обработанная грунтовкой-преобразователем ЭВА-0112, должна быть темно-коричневого цвета. Он преобразует ржавчину толщиной до 50 мкм.
После обработки преобразователем можно наносить антикоррозионные грунтовки и эмали в соответствии с рекомендуемыми схемами.
Грунтовка-модификатор ржавчины ЭП-0180 (бывш. ГМР-1) ТУ 6-10-1858-82
Разработчики — НПО «Лакокраспокрытие» и Институт народного хозяйства АН Латвийской ССР. Изготовители — Загорский и Рижский лакокрасочные заводы.
Грунтовку ЭП-0180 поставляют в комплекте с отвердителем N 1, который добавляют за 30 мин до ее применения в количестве 7,5 г на 100 г грунтовки. Грунтовку наносят кистью или краскораспылителем.
До рабочей вязкости грунтовку разбавляют смесью растворителей: ацетон ГОСТ 2768-79, ксилол и этилцеллозольв ГОСТ 8313-76 соответственно в соотношении 3:4:3.
Процент разбавления — не более 20 от массы грунтовки. Допускается разводить грунтовку растворителем 646. Рабочая вязкость по ВЗ-4 при 20 +/- 0,5 °C: 18 — 22 с — для нанесения краскораспылителем; 30 — 60 с — кистью.
Перед применением грунтовку следует тщательно перемешать до полного удаления осадка на дне тары и профильтровать через два слоя марли.
Грунтовку рекомендуется наносить под химически стойкие покрытия при толщине слоя коррозии не более 100 мкм.
Наносят защитные покрытия по принятой технологии через 24 ч сушки грунтовки.
Приложение 2
ВЫПИСКА ИЗ ГОСТ 9070-75 «ВИСКОЗИМЕТР ВЗ-4»
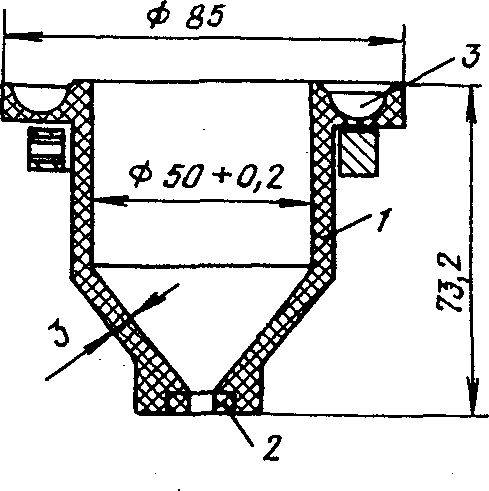
Вискозиметр ВЗ-4 (см. рисунок) представляет собой цилиндрический пластмассовый резервуар 1, переходящий в полный конус с соплом 2 диаметром 4 + 0,02 мм. Верхний край резервуара имеет желобок 3 для слива избытка испытуемого материала.
Вискозиметр закрепляют в штативе, который имеет два установочных винта.
Основные размеры вискозиметра ВЗ-4
Объем вискозиметра, мл 100 + 1
Высота сопла, мм 4 + 0,01
Диаметр отверстия сопла, мм 4 + 0,02
Сопло вискозиметра должно быть изготовлено из нержавеющей стали марки 1Х18Н9Т (ГОСТ 5949-54).
ЦЕНТРАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ
И ПРОЕКТНО-ЭКСПЕРИМЕНТАЛЬНЫЙ ИНСТИТУТ
ОРГАНИЗАЦИИ, МЕХАНИЗАЦИИ
И ТЕХНИЧЕСКОЙ ПОМОЩИ СТРОИТЕЛЬСТВУ
(ЦНИИОМТП) ГОССТРОЯ СССР
РУКОВОДСТВО
ПО ОКРАШИВАНИЮ ПОВЕРХНОСТЕЙ
СТРОИТЕЛЬНЫХ КОНСТРУКЦИИ
АГРЕГАТАМИ БЕЗВОЗДУШНОГО
РАСПЫЛЕНИЯ

МОСКВА СТРОЙИЗДAT 1981
Рекомендовано к изданию секцией технологии и механизации
строительного производства НТС ЦНИИОМТП Госстроя СССР.
Приведены описания конструкции и устройства отдельных узлов
агрегатов, правила их технической эксплуатации. Рассмотрены дефекты
окрашивания при работе агрегатов и методы их устранения, приемы
выполнения операций и процесса окрашивания в целом, применяемые
окрашивающие и вспомогательные материалы, а также
технико-экономические показатели. Особое внимание уделено вопросам
охраны труда и техники безопасности.
Для инженерно-технических работников проектных и строительных
организаций, занимающихся окрашиванием конструкций агрегатами 2600Н
и 7000Н.
Табл. 7, рис. 18.
ПРЕДИСЛОВИЕ
Увеличение объемов отделочных работ должно проводиться за счет
роста производительности труда без увеличения численности рабочих.
Большое место в отделочных работах занимают малярные работы. На
смену традиционным методам окрашивания — кистью, валиком,
пневматическим распылением — приходят новые высокопроизводительные
методы, одним из которых является метод безвоздушного
распыления.
В настоящее время Вильнюсским производственным объединением
строительно-отделочных машин Минстройдормаша СССР серийно
выпускаются агрегаты безвоздушного распыления 2600Н и
7000Н*.
_____________
* В паспорте заводов-изготовителей агрегаты
названы «агрегаты окрасочные высокого давления 2600Н и 7000Н. В
соответствии с ГОСТ 9.072-77 их следует называть «агрегаты
безвоздушного распыления 2600Н или 7000Н».
Несмотря на широкое применение этих агрегатов в строительстве,
ряд вопросов, связанных с технологией нанесения покрытий,
применяемыми материалами и их технологическими параметрами,
организацией малярных работ, технического обслуживания и ремонта
агрегатов, еще недостаточно освещен в технической литературе.
При составлении Руководства использован опыт работы треста
Мосотделстрой № 5, отделочных трестов Главмоспромстроя,
строительных организаций Минстроя Литовской ССР и др., а также
результаты экспериментальных работ ЦНИИОМТП.
Руководство направлено на повышение эффективности использования
агрегатов безвоздушного распыления 2600Н и 7000Н в строительных
организациях.
Разработано кандидатами техн. наук А.Н.
ПУЧКОВЫМ, Е.П. ГНИЦЕВИЧЕМ,
М.А. ЛАСТОВЦЕВЫМ, инж. А.Л.
СИРОТИНСКИМ (ЦНИИОМТП), инж. А.И.
КАДЖИСОМ (Минстрой Литовской ССР).
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Руководство разработано в качестве пособия по
использованию в строительстве агрегатов безвоздушного распыления
2600Н и 7000Н.
1.2. В дополнение к настоящему Руководству следует
пользоваться следующими документами:
Агрегаты окрасочные высокого давления 2600Н и 7000Н, паспорт ПС,
1980;
СНиП III-21-73 «Отделочные покрытия строительных конструкций»;
СНиП III-4-79 «Техника безопасности в строительстве».
2. ОКРАШИВАНИЕ БЕЗВОЗДУШНЫМ РАСПЫЛЕНИЕМ И ОБЛАСТЬ
ПРИМЕНЕНИЯ
2.1. Окрашивание безвоздушным распылением основано на
дроблении лакокрасочного материала при выходе его из сопла с
большой скоростью за счет перепада давления и осаждении распыленных
частиц материала на окрашиваемой поверхности.
2.2. По сравнению с пневматическим распылением метод
безвоздушного распыления позволяет:
снизить удельный расход лакокрасочного материала на 20 — 30 % за
счет уменьшения потерь на туманообразование;
уменьшись расход растворителей на 15 — 25 %, так как можно
распылять более вязкие материалы;
увеличить производительность труда в 1,5 — 2 раза в связи с
возможностью нанесения меньшего количества слоев покрытия;
улучшить санитарно-гигиенические условия труда, так как
уменьшается загрязнение окружающего воздуха вредными
веществами.
2.3. Метод безвоздушного распыления можно применять для
окрашивания строительных конструкций по бетону, штукатурке,
каменной и кирпичной кладке, металлу, дереву и другим материалам
как в построечных, так и заводских условиях.
2.4. Лакокрасочные материалы, содержащие цемент, каменную
муку, алюминиевый порошок, песок и большое количество мела,
непригодны для нанесения агрегатами безвоздушного распыления.
2.5. Перила, сетки, стержни, трубы малых диаметров,
оконные переплеты и другие узкие или решетчатые формы изделия
методом безвоздушного распыления окрашивать малоэффективно из-за
большой потери лакокрасочного материала.
2.6. Агрегатами безвоздушного распыления наносятся
грунтовки, жидкие шпаклевки, краски, эмали и лаки, имеющие для
агрегата 2600Н условную вязкость по ВЗ-4 до 200 с и крупность
твердых частиц до 0,08 мм и соответственно для агрегата 7000Н до
300 с и до 0,14 мм.
2.7. Для обеспечения нормальной работы агрегатов
безвоздушного распыления необходимо применять чистые лакокрасочные
материалы и тару, своевременно производить техническое обслуживание
и текущий ремонт агрегатов.
2.8. Годовой экономический эффект от внедрения одного
агрегата 2600Н — 2,85 тыс. руб. и 7000H — 5,34 тыс. руб. по
сравнению с УБРХ-1М.
3. АГРЕГАТЫ БЕЗВОЗДУШНОГО РАСПЫЛЕНИЯ 2600Н И 7000Н
Назначение, состав и принцип действия
3.1. Агрегаты предназначены для безвоздушного окрашивания
строительных конструкций и элементов из различных материалов в
построечных и заводских условиях.
3.2. Агрегаты 2600Н (рис. 1) и 7000Н (рис. 2) включают в
себя электродвигатель, защитно-отключающее устройство и насосный
узел с фильтром высокого давления, установленные на двухколесной
тележке со съемной рукояткой, всасывающую систему, рукав высокого
давления с пистолетом, электрокабель, инструменты и
принадлежности.
|
|
|
|
Рис. 1. Агрегат безвоздушного распыления 1 — электродвигатель; 2 — |
Рис. 2. Агрегат безвоздушного распыления 1 — насос; 2 — тележка со съемной |


3.3. В транспортном положении всасывающая система, рукав
высокого давления и электрокабель укладываются на тележке.
В отдельной упаковке перевозятся пистолет, фильтр высокого
давления и принадлежности.
Инструменты агрегата 7000Н хранятся в инструментальном
ящике.
Принцип действия
3.4. Вращение электродвигателя (рис. 3, а и б) передается
на эксцентрик (агрегат 2600Н) или через соединительную муфту на
диск-маховик агрегата 7000Н и преобразуется в
возвратно-поступательное движение поршня.
Под действием пружины поршень постоянно прижат к эксцентрику или
диску-маховику.
3.5. Всасывание лакокрасочного материала происходит
следующим образом.
При движении поршня в сторону мембраны жидкость прогибает
мембрану и вытесняет воздух из полости «Краски».
При этом всасывающий клапан закрыт. При обратном движении поршня
в полости «Краски» происходит всасывание лакокрасочного материала.
При этом всасывающий клапан открыт.


Рис. 3. Гидравлические схемы агрегатов
а — 2600Н; б — 7000Н; 1 — насос с
гидропередачей; 2 — электродвигатель; 3 —
защитно-отключающее устройство с выключателем; 4 —
эксцентрик (2600Н) или диск-маховик (7000Н); 5 — поршень;
6 — маслофильтрующая пробка; 7 — пружины поршня;
8 — мембрана; 9 — всасывающий клапан; 10 —
емкость с краской; 11 — всасывающий рукав с фильтром;
12 — перепускной рукав; 13 — нагнетательный клапан;
14 — перепускной клапан; 15 — рукав высокого
давления; 16 — пистолет; 17 — фильтр высокого
давления; 18 — регулятор давления; 19 — подшипник
3.6. Нагнетание лакокрасочного материала происходит при
частично или полностью закрытом клапане регулятора давления и
движении поршня в сторону мембраны. Жидкость (масло) давит на
мембрану, которая прогибается, всасывающий клапан закрывается — и
происходит нагнетание (выдавливание) лакокрасочного материала через
открытый нагнетательный клапан в фильтр высокого давления и далее
по рукаву высокого давления через пистолет на окрашиваемую
поверхность. Перепускной клапан при этом закрыт.
3.7. Перекачка лакокрасочного материала «на себя», т.е.
из приемной емкости через полость краски и опять в приемную
емкость, происходит при закрытом клапане пистолета и открытом
перепускном клапане.
3.8. При закрытом запорном клапане пистолета и открытом
клапане регулятора давления мембрана находится в неподвижном
положении, а гидравлическая жидкость (масло) под действием поршня
при работающем электродвигателе перепускает масло из цилиндра
поршневого насоса в полость коробки эксцентрика
(диска-маховика).
3.9. Технические характеристики агрегатов представлены в
табл. 1.
Общие виды агрегатов даны на рис. 4 и 5.


Рис. 4. Общий вид агрегата 2600Н
а — вид сбоку; б — вид спереди;
1 — корпус ступени краски; 2 — перепускной
клапан; 3 — мембрана; 4 — вкладыш полиамидный;
5 — поршень; 6 — корпус масляной ступени; 7 —
роликоподшипник с ограничительным кольцом; 8 —
роликоподшипник; 9 — маслозаливочная пробка; 10 —
крыльчатка; 11 — электродвигатель; 12 — съемная
рукоятка; 13 — конденсатор; 14 — резервуар для
фильтра; 15 — болт с внутренним шестигранником; 16 —
патрубок; 17 — перепускной рукав; 18 — всасывающий
рукав; 19 — регулятор давления; 20 — штепсельный
разъем; 21 — тележка; 22 — фильтр; 23 —
наконечник всасывающего рукава; 24 — наконечник перепускного
рукава; 25 — нагнетательный клапан; 26 — фильтр
высокого давления; 27 — защитно-отключающее устройство с
выключателем; 28 — пистолет; 29 — сопло; 30 —
маслофильтрующая пробка; 31 — болт с внутренним
шестигранником; 32 — крюк


Рис. 5. Общий вид агрегата 7000Н
а — вид сбоку; б — вид спереди;
1 — корпус ступени краски; 2 — вставка полиамидная;
3 — рукав высокого давления; 4 — клапан всасывающий;
5 — нагнетательный клапан; 6 — фильтр высокого
давления; 7 — мембрана; 8 — регулятор давления;
9 — роликовый упорный подшипник; 10 — маховик;
11 — подшипник игольчатый; 12 — роликовый упорный
подшипник; 13 — корпус масляной ступени; 14 —
шарикоподшипник; 15 — ящик для инструмента; 16 —
сопло; 17 — пистолет; 18 — съемная рукоятка;
19 — защитно-отключающее устройство с выключателем;
20 — электродвигатель; 21 — тележка; 22 — вал
электродвигателя; 23 — муфта; 24 — корпус; 25
— болт; 26 — пробка маслофильтрующая; 27 — поршень;
28 — вставка; 29 — подшипник игольчатый; 30 —
рукав высокого давления; 31 — соединитель резьбовой для
рукава высокого давления; 32 — перепускной клапан; 33
— маслозаливочная пробка; 34 — соединитель резьбовой для
перепускного рукава; 35 — перепускной рукав; 36 —
болты крепления
Таблица 1
|
Показатель |
Единица измерения |
Агрегаты |
|
|
2600Н |
7000Н |
||
|
1. Производительность насоса при свободном истечении |
л/мин |
3,6 |
5,6 |
|
2. Давление нагнетания без подачи (при закрытом клапане |
МПа (кгс/см2) |
23,5 ± 0,5 (240 ± 5) |
24 ± 5 (245 ± 5) |
|
3. Давление нагнетания и подача насоса (на воде) при диаметре |
|||
|
0,66 |
МПа (кгс/см2) |
13,7 ± 0,5 (140 ± 5) |
— |
|
л/мин |
2,45 |
15,7 ± 0,5 (160 ± 5) |
|
|
0,79 |
» |
— |
4,1 |
|
4. Высота всасывания |
м |
4 |
4,7 |
|
5. Мощность электродвигателя |
кВт |
1 |
2 |
|
6. Напряжение |
В |
220 |
380 |
|
7. Род тока |
— |
Однофазный |
Трехфазный |
|
8. Сила тока |
А |
6,3 |
4,5 |
|
9. Частота |
Гц |
50 |
50 |
|
10. Частота вращения электродвигателя |
об/мин |
1350 |
1410 |
|
11. Вязкость распыляемого материала по ВЗ-4 |
с |
До 200 |
До 300 |
|
12. Размер твердых частиц в материале |
мм |
До 0,08 |
0,14 |
|
13. Высота подачи при распылении |
м |
40 |
90 |
|
14. Нагнетательный рукав: |
|||
|
тип |
— |
Полимерный |
|
|
внутренний диаметр |
мм |
6 |
6 |
|
длина* |
м |
10 |
10 |
|
15. Габариты агрегата |
мм |
845?435?705 |
976?500?610 |
|
16. Масса |
кг |
50 |
80 |
_____________
* По заявкам потребителей завод-изготовитель
поставляет дополнительно два рукава по 10 м с соответствующими
соединениями.
Устройство агрегатов
3.10. Электропривод и электрооборудование включают в себя
электродвигатель, защитноотключающее устройство и
электрокабель.
3.11. Электродвигатель выполнен во взрывобезопасном
исполнении. На корпусе электродвигателя размещены
защитно-отключающее устройство и клемма «Земля».
3.12. Защитно-отключающее устройство предохраняет
электродвигатель от перегрузок и автоматически отключает его от
электросети при перегреве электродвигателя. На корпусе устройства
расположен выключатель электродвигателя. Защитно-отключающее
устройство и выключатель взрывобезопасны.
3.13. Электрокабель служит для подключения агрегатов к
источнику тока, оснащен невзрывозащищенными полумуфтами
штепсельного разъема. Длина кабеля 6 м, диаметр 16 мм, сечение жил
для агрегата 2600H — 4 мм2, 7000Н — 2,5
мм2.
3.14. Муфта сцепления агрегата 7000Н служит для передачи
вращения от электродвигателя к диску-маховику насосного узла.
3.15. Насосный узел состоит из поршневого насоса с
гидравлической передачей и мембранного красконагнетательного
насоса.
3.16. Поршневой насос включает в себя эксцентрик (агрегат
2600Н) или диск-маховик (агрегат 7000Н), цилиндр и подпружиненный
поршень, размещенные в корпусе, заполненном маслом.

Рис. 6. Регуляторы давления в сборе
а — агрегата 2600Н; б — агрегата
7000Н; 1 — ручка в сборе; 2 — винт установочный;
3 — винт регулятора с хвостовиком; 4 — пружина;
5 — втулка упорная; 6 — скоба; 7 — кольцо
уплотнительное; 8 — пружина регулятора; 9 — кольцо
уплотнительное; 10 — корпус регулятора в сборе; 11 —
держатель иглы клапана агрегата 2600Н; толкатель агрегата 7000Н;
12 — шарик O 4; 13 — игла; 14 — седло клапана;
15 — зажимное кольцо
На корпусе размещены регулятор давления (рис. 6),
маслозаливочная и маслофильтрующая пробки, а также глазок для
проверки уровня масла.

Рис. 7. Мембраны в сборе
а — агрегата 2600Н; б — агрегата
7000Н; 1 — гайка; 2 — пружина; 3 — шайба
опорная; 4 — мембрана
|
|
|
|
Рис. 8. Всасывающий клапан агрегата 2600Н и 1 — втулка; 2 — корпус; 3 — |
Рис. 9. Нагнетательный клапан в сборе а — агрегата 2600Н; б — агрегата |


3.17. Мембранный красконагнетательный насос включает в
себя мембрану (рис. 7), расположенную между корпусами поршневого и
мембранного насосов, всасывающий (рис. 8), нагнетательный (рис. 9)
и перепускной (рис. 10) клапаны.
На корпусе насоса имеются штуцеры для присоединения всасывающего
и перепускного рукавов.
3.18. К корпусу красконагнетательного насоса присоединен
распределитель, служащий для пропуска лакокрасочного материала из
насоса через фильтр высокого давления в нагнетательный рукав. На
корпусе распределителя имеются штуцер для нагнетательного рукава и
две заглушки, вместо которых может присоединяться второй
нагнетательный рукав. Распределитель прикреплен к корпусу насоса
пустотелым винтом, по которому краска поступает в фильтр.
|
|
|
|
Рис. 10. Перепускной клапан 1 — ручка в сборе; 2 — штифт; |
Рис. 11. Фильтр высокого давления Справа — вставной фильтр с сеткой в сборе: |


3.19. Фильтр высокого давления (рис. 11) устанавливается
на патрубок распределителя и закрепляется накидной гайкой. В
корпусе фильтра размещены штифт с опорной пружиной и сменный
сетчатый фильтр.
3.20. Всасывающая система (рис. 12) включает в себя
всасывающий рукав, обратного слива и сменные фильтрующие узлы для
красок и лаков (барабанный с металлической сеткой или колпачковый с
плоскими капроновыми сетками).
3.21. Нагнетательный рукав выполнен из полиэтилена.
Состоит из внутренней и наружной оболочек и навивок из капроновой
нити с токопроводящими жилами. На концах рукав имеет
арматуру для присоединения к агрегату и пистолету.

Рис. 12. Всасывающая система в сборе
А — всасывающий рукав с ниппелем, втулкой,
накидной гайкой и переходником; Б — рукав обратного слива с
ниппелем, втулкой, накидной гайкой и переходником; В —
фильтрующий узел для дисперсий; Г — фильтрующий узел для
лаков; 1 — стакан под фильтр; 2 — фильтрующий цилиндр
с размером ячеек сетки 0,8 мм; 3 — днище фильтра; 4 —
переходной штуцер; 5 — колпачок фильтра; 6 — фильтр
тонкой очистки с размером ячеек сетки 0,2 мм; 7 — фильтр
грубой очистки с размером ячеек сетки 0,4 мм; 8 — стопорное
кольцо

Рис. 13. Пистолет Г-10-1
А — сборочные детали пистолета; Б —
ключ комбинированный; В — скоба пусковая в сборе; Г —
шарнирное соединение в разрезе; 1 — накидная гайка; 2
— сопло; 3 — уплотнение; 4 — проставка в сборе с седлом;
5 — скоба защитная; 6 — стержень клапана в сборе с
шариком и шарикодержателем; 7 — нажимной штифт; 8 —
корпус; 9 — тарельчатая пружина; 10 — втулка
нажимная; 11 — манжета уплотнительная; 12 — винт
поджимной; 13 — пластина нажимная; 14 — пружина
нажимная; 15 — винт регулировочный; 16 — уплотнение
ручки; 17 — фильтр вставной сменный; 18 — ручка;
19 — пружина; 20 — кольцо уплотнительное; 21 —
шарнирное соединение; 22 — штифт; 23 — рычаг
поворотный; 24 — шайба тормозная; 25 — палец;
26 — цилиндрический штифт; 27 — скоба пусковая;
28 — штуцер поворотный; 29 — винт пустотелый;
30 — кольцо сальника; 31 — шайба; 32 — пружина
тарельчатая; 33 — кольцо уплотнительное; 34 — штуцер
соединительный

Рис. 14. Сопло
а — стандартное; б —
быстрозаменяемое; 1 — оправа сопла; 2 — сопло
распылительное; 3 — уплотнение полиамидное; 4 —
втулка

Рис. 15. Приспособление для быстрой смены
сопел Квик-Чейндж с быстрозаменяемым соплом
1 — сопло быстрозаменяемое (сменное);
2 — оправа сопла; 3 — переходник; 4 — кольцо
уплотнительное; 5 — пружина; 6 — кольцо
уплотнительное; 7 — держатель; 8 — гайка накидная (от
пистолета); 9 — уплотнение; 10 — кольцо
уплотнительное; 11 — втулка уплотнения; 12 —
уплотнение
3.22. Пистолет (рис. 13) предназначен для распыления
лакокрасочного материала на окрашиваемую поверхность. Включает в
себя корпус с запорным клапаном и пусковую скобу с фиксатором,
рукоятку, сменный вставной фильтр, защитную скобу и шарнирное
соединение.
Пистолет присоединяется к нагнетательному рукаву через шарнирное
соединение рукоятки.
3.23. В комплекте агрегатов также имеются сопла (рис. 14)
стандартные и быстрозаменяемые, приспособление для смены сопел
Квик-Чейндж (рис. 15), заземлитель, запасные части и
инструмент.
Подготовка агрегатов к работе
3.24. При
получении агрегатов с завода-изготовителя необходимо к раме тележки
агрегата 2600Н прикрепить штифтами съемную рукоятку, а съемную
рукоятку агрегата 7000Н присоединить к его инструментальному ящику
откидным винтом с барашком.
3.25. На распределитель насосного узла агрегата закрепить
фильтр высокого давления.
3.26. К насосному узлу агрегата присоединить всасывающую
систему и рукав обратного слива, к распределителю — рукав высокого
давления. Вместо заглушки на распределителе можно к нему
присоединить второй рукав высокого давления.
3.27. Раскатать бухту рукава высокого давления, не
допуская его закручивания, смятия и резких перегибов, и
присоединить к нему пистолет.
3.28. Подключить электрокабель к распределительному щиту
электропитания. Распределительный щит должен иметь выключатель
тока, плавкие вставки и заземление.
Первое подключение агрегата к электрической сети
соответствующего напряжения должен производить
специалист-электрик.
3.29. В холодное
время года для предотвращения загустевания масла в гидросистеме
необходимо не менее 30 мин выдержать агрегат в теплом помещении
либо прогреть корпус поршневого насоса, но без применения открытого
огня. Разжижать гидравлическое масло растворителями не
допускается.
Запуск и работа агрегатов
3.30. Запуск и
работа .агрегатов производятся при их расконсервации и нанесении
лакокрасочных покрытий.
Для расконсервации агрегата, полученного с завода-изготовителя,
необходимо приготовить не менее 3 л растворителя, например,
уайт-спирита и залить его в расходную емкость (ведро, бидон и др.).
Затем выполнить следующие операции:
а) опустить фильтрующий узел всасывающего рукава в расходную
емкость, при этом патрубок рукава обратного слива также должен быть
направлен в эту емкость;
б) установить выключатель электродвигателя в положении «0»
(«Выключено»), при этом выключатель на электрощите должен быть в
положении «Выключено»;
в) регулятор давления поворотом влево на два оборота (до отказа)
установить в положение подачи с минимальным давлением;
г) перепускной клапан установить в положение «1-1»
(«Открыто»);
д) отвести пусковую скобу пистолета вперед в положение «Закрыто»
и зафиксировать фиксатором, установив его в положение «Назад», т.е.
в сторону рукоятки;
е) включить подачу тока на распределительном щите, а также
электродвигатель агрегата поворотом ручки выключателя в положение
«1»; повернуть регулятор давления вправо на
1/2 оборота и прокачать через агрегат
растворитель в течение 1 — 2 мин;
ж) направить выходное отверстие пистолета (без сопла) в
расходную емкость с растворителем, закрыть перепускной клапан,
установив его в положение «0-0», и медленно повернуть ручку
регулятора давления вправо, открыть клапан пистолета пусковой
скобой, установив фиксатор в положение «Вниз», и через пистолет
прокачать растворитель 1 — 2 мин, после чего пистолет направить в
другую емкость, освободить агрегат от растворителя и выключить
его.
3.31. Перед нанесением лакокрасочного покрытия на
пистолет установить стандартное сопло. Для этого вставить его с
уплотнительной прокладкой в накидную гайку. Гайку навернуть на
проставку пистолета и затянуть ключом. При этом большую ось
эллипсного отверстия сопла установить перпендикулярно или
параллельно оси рукоятки пистолета.
3.32. При использовании быстрозаменяемого сопла вместо
стандартного необходимо накидную гайку от пистолета соединить с
держателем приспособления для быстрой смены сопел Квик-Чейндж (см.
рис. 14) и навернуть ее на проставку пистолета. После этого
вставить в приспособление быстрозаменяемое сопло распылительным
отверстием наружу и повернуть сопло в прорези приспособления до
отказа вниз.
3.33. Лакокрасочный материал залить в расходную емкость,
выполнить операции, изложенные в п. 3.30 (а — е), и после появления
лакокрасочного материала из патрубка рукава обратного слива
установить ручку регулятора давления поворотом влево на минимальное
давление. Закрыть перепускной клапан, установив его ручку в
положение «0-0», установить пусковую скобу пистолета в положение
«Вниз» (открыто) и постепенно повышая давление поворотом ручки
регулятора давления вправо произвести пробное окрашивание.
Остановка агрегатов
3.34. Для
кратковременного прекращения окрасочных работ отпустить пусковую
скобу пистолета в положение «Закрыто» и установить ее на фиксатор,
повернув его в положение «Назад» (в сторону рукоятки).
3.35. Для остановки агрегата (дополнительно к п. 3.34)
установить ручку регулятора давления поворотом влево на минимальное
давление, выключить электродвигатель, установив его выключатель в
положение «1», и открыть перепускной клапан поворотом его ручки в
положение «1-1».
3.36. Для
экстренной остановки агрегата выключить электродвигатель
выключателем на электродвигателе или на распределительном щите
электропитания и открыть перепускной клапан.
4. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ПРОЦЕССА ОКРАШИВАНИЯ
Материалы и технологические параметры
4.1. Лакокрасочные материалы должны, как правило,
поступать на строительный объект в готовом к употреблению виде. Для
их содержания необходимо использовать только чистую тару.
4.2. Перед употреблением красок, эмалей и жидких
шпаклевок промышленного изготовления нужно удалить пленку с их
поверхности, тщательно перемешать и профильтровать через сетку с
900 отверстиями на 1 см2 или через марлю в 2 — 3
слоя.
4.3. Размеры твердых частиц в лакокрасочном материале
должны быть в 1,5 — 2 раза меньше размера малой оси эллипсного
отверстия сопла.
4.4. Для доведения лакокрасочных материалов до рабочей
консистенции необходимо использовать разбавители и
растворители.
4.5. Условную вязкость большинства лакокрасочных
материалов определяют вискозиметром ВЗ-4 в секундах, а тиксотропных
материалов — в пуазах (П) по ротационному вискозиметру при
градиенте скорости 180 с-1.
Масляные и алкидные краски
4.6. Масляные и
алкидные краски (МА, ГФ, ПФ, КС по ГОСТ 9825-73) применяют для
наружного и внутреннего или только для внутреннего окрашивания
поверхностей по различным материалам.
4.7. В качестве разбавителя (связующего) используют
различные олифы (масляные, глифталевые, пентафталевые, ксифталевые,
комбинированные).
Для доведения красок до рабочей консистенции применяют
уайт-спирит, скипидар, ксилол и другие растворителя в количестве до
5 % массы краски.
Для ускорения сушки покрытия в краски вводят сиккативы (ГОСТ
1003-73) в количестве 3 — 5 % массы краски.
Рабочая вязкость красок при нанесении агрегатами 2600Н и 7000Н
должна быть 45 — 70 с по ВЗ-4, при окрашивании вертикальных
плоскостей металлоконструкций — до 50 с.
4.8. Масляные и алкидные краски применяют при влажности
бетонных и оштукатуренных поверхностей до 8 % и деревянных до 12 %.
Белила титановые МА-21, МА-25 могут наноситься при большей
влажности поверхностей.
Ориентировочный расход красок на 1 м2 поверхности при
однослойном покрытии 120 — 160 г.
4.9. В качестве грунтовок применяют различные олифы
вязкостью 16 — 30 с и разбавленные растворителем (уайт-спиритом,
скипидаром, сольвентом каменноугольным) масляные и алкидные краски
до вязкости 20 — 30 с. Для подцвечивания в олифы может вводиться
небольшое количество пигментов (6 — 8 % по массе).
4.10. Время полного высыхания красок и грунтовок при
t = 18 — 23 °С — 24 ч. Наносить краску после грунтовки или
второй слой краски можно через 12 ч. Время полного высыхания красок
24 ч.
4.11. Для выравнивания поверхности под масляные и
алкидные краски рекомендуется применять шпатлевки:
остаточно-ксилосольвентную ОКС, безолифную незагнивающую БНШ и др.
(приложение к ГОСТ 22844-77). Эти шпатлевки должны иметь вязкость
по стандартному конусу при нанесении шпателем 6 — 8 см, средствами
механизации (СО-21А и др.) — 12 — 16 см.
Водоэмульсионные краски
4.12. Водоэмульсионные краски предназначены для
окрашивания всех видов поверхностей, в том числе и пористых
(картона), снаружи и внутри или только внутри помещений.
Стиролбутадиеновые (каучуковые) не рекомендуются для окрашивания по
дереву. Водоэмульсионные краски хорошо наносятся по старым
масляным, эмалевым и водоэмульсионным покрытиям.
4.13. Промышленность выпускает поливинилацетатные (Э-ВА),
каучуковые (Э-КЧ), полиакриловые (Э-АК), сополимервинилацетатные
(Э-ВС) и другие водоэмульсионные краски.
4.14. Водоэмульсионные краски Э-ВА-27, Э-ВА-27А, Э-КЧ-26,
Э-КЧ-26А, Э-АК-111, Э-ВА-17, Э-ВС-17 устойчивы к замораживанию (до
минус 40 °С) и оттаиванию. Краски Э-ХВ-28, Э-КЧ-112 и Э-ВС-114 не
устойчивы к замораживанию. Краски пожаро- и взрывобезопасны,
нетоксичны.
4.15. Доведение красок до рабочей консистенции производят
водой жесткостью не более 3 мг/экв. Вязкость красок для нанесения
агрегатами безвоздушного распыления 60 — 80 с по ВЗ-4.
Перед употреблением краску процеживают через два слоя марли.
4.16. Краски наносят по штукатурным и бетонным
поверхностям влажностью не более 8 %, по дереву — не более 12 %.
При отрицательной температуре окрашивать не рекомендуется.
Время полного высыхания красок при t = 18 — 23 °С — 2 ч.
Второй слой краски можно наносить через 0,5 — 1 ч.
Ориентировочный расход краски для однослойного покрытия
составляет 118 — 180 г/м2.
4.17. Для грунтования поверхностей применяют разведенные
водой водоэмульсионные краски до вязкости 20 — 30 с по ВЗ-4. Время
высыхания грунтовки перед нанесением покровного слоя краски 15 — 20
мин.
При окрашивании металлических конструкций грунтование следует
производить масляными и эмалевыми составами вязкостью 20 — 30 с по
ВЗ-4.
4.18. Для выравнивания поверхностей применяют те же
шпатлевки, что и при работе с масляными и алкидными красками, а
также эмульсионную и поливинилацетатную (приложение к ГОСТ
22753-77).
Тиксотропные каучуковые эмали
4.19. Тиксотропные эмали КЧТС-1 и КЧ-771 предназначены
для окрашивания внутренних и наружных поверхностей по бетону,
металлу, асбестоцементу и другим материалам с получением химически
стойкого однослойного покрытия большой толщины (85 — 120 мкм). Эти
эмали не стекают с вертикальных поверхностей.
4.20. Разведение тиксотропных эмалей до рабочей вязкости
(5 — 7 пуаз по ротационному вискозиметру при градиенте скорости 180
с-1), если это требуется, производят ксилолом в
количестве не более 5 % массы эмали.
4.21. Перед окрашиванием влажность бетонных и
оштукатуренных поверхностей не должна превышать 8 %, деревянных —
12 %. Эмали можно наносить при отрицательной температуре
воздуха.
Время полного высыхания эмалей 24 ч, ориентировочный расход на
однослойное покрытие 350 г/м2.
4.22. Для грунтования поверхностей следует применять лак
КЧ вязкостью 20 — 25 с по ВЗ-4. Время полного высыхания лака при
t = 18 — 23 °С — 1 ч.
Битумные материалы
4.23. Битумные материалы предназначены для внутреннего и
наружного окрашивания по металлу и бетону.
4.24. Холодные битумные краски готовят в
краскозаготовительных цехах. Краски представляют собой раствор
битума марки III или IV в уайт-спирите или керосине в соотношении
от 1:3 до 1:1,5.
Время полного высыхания битумных красок при t = 18 — 23
°С — 12 ч. Вязкость красок для нанесения агрегатами 2600Н и 7000Н
должна быть 40 — 50 с.
4.25. Битумный лак БТ-577 выпускается промышленностью в
готовом к применению виде.
Вязкость лака должна быть 35 — 40 с по ВЗ-4. Растворители для
битумного лака — уайт-спирит, ксилол, сольвент, скипидар.
Время полного высыхания лака 24 ч, ориентировочный расход на
однослойное покрытие 68 г/м2.
Битумный лак можно использовать в качестве основного покрытия
или грунтовки вязкостью 20 — 25 с по ВЗ-4 под битумные краски.
4.26. Перед окрашиванием влажность бетонных поверхностей
должна быть не более 8 %. Битумные материалы можно наносить при
отрицательной температуре воздуха.
Сополимервинилхлоридные материалы
4.27. Сополимервинилхлоридные материалы (ХС) применяют
для окрашивания внутренних и наружных поверхностей по металлу,
бетону и дереву.
4.28. Для распыления агрегатами 2600Н и 7000Н применяют
грунтовки ХС-077 (ТУ 6-10-803-75), ХС-068 (ТУ 6-10-820-75) и др.,
лаки ХС-76, ХС-784 и др., эмали ХС-781, ХС-710 (ГОСТ 9355-60),
ХС-759 (ТУ 6-10-115-75) и др.
4.29. В качестве растворителей сополимервинилхлоридных
материалов применяют растворитель Р-4, ацетон, ксилол и др.
4.30. Лаки и эмали применяют для окрашивания бетонных
поверхностей влажностью до 8 %, деревянных — до 12 %.
4.31. Сополимервинилхлоридные материалы можно наносить
при отрицательной температуре воздуха.
4.32. Время полного высыхания грунтовок, лаков и эмалей
при t = 18 — 23 °С марки ХС 1 — 3 ч. Вязкость для нанесения
агрегатами безвоздушного распыления: грунтовок 20 — 40 с по ВЗ-4,
эмалей 50 — 60 с по ВЗ-4, лаков, используемых в качестве грунтовок,
— 15 — 20 с по ВЗ-4, в качестве основного слоя — 30 — 40 с по
ВЗ-4.
4.33. Сополимервинилхлоридные материалы могут наноситься
по окрашиваемым поверхностям без предварительного их
грунтования.
4.34. Ориентировочный расход лакокрасочного материала «а
однослойное покрытие составит, г/м2:
для грунтовок
ХС-077…………………………………………………….
110
ХС-068…………………………………………………..
162
» лаков ХС-76,
ХС-784………………………………………. 152
» эмалей
ХС-781…………………………………………………..
105
ХС-710…………………………………………………..
150
Перхлорвиниловые и поливинилхлоридные
материалы
4.35. Перхлорвиниловые и поливинилхлоридные материалы
(ХВ) применяют для окрашивания наружных поверхностей по бетону,
штукатурке, кирпично-каменной кладке, дереву и металлу.
4.36. Для доведения лакокрасочных материалов до рабочей
консистенции применяют растворители Р-4, Р-5, ксилол, сольвент.
4.37. В качестве грунтовок под эмали и краски применяют
лаки ХВ-148 (МРТУ 6-10-668-69), ХВ-784 (ГОСТ 7313-75), грунтовки
ХС-010 (ГОСТ 9355-60), ХС-068 (ТУ 6-10-934-70), ХВ-050 (МРТУ
6-10-934-70).
Вязкость их должна быть от 15 — 20 с — для ХВ-148, до 30 — 40 с
по ВЗ-4 — для ХС-010, ХС-068.
4.38. Для покровных слоев применяют краску ХВ-161
фасадную, эмали ХВ-16, ХВ-785, ХВ-124 (ГОСТ 10144-74) и др. Эмаль
ХВ-125 применять не рекомендуется, так как в ее составе имеется
алюминиевая пудра.
4.39. Перхлорвиниловые и поливинилхлоридные материалы
необходимо применять при влажности бетона и штукатурки не более 8
%, дерева — 12 %. Возможно окрашивание поверхностей при
отрицательной температуре воздуха.
4.40. Вязкость краски и эмалей по ВЗ-4 должна быть,
с:
для
ХВ-161……………………………………………………….
50 — 65
»
ХВ-16………………………………………………………..
30 — 40
»
ХВ-785………………………………………………………
35 — 45
»
ХВ-124………………………………………………………
50 — 60
4.41. Время практического высыхания при t = 18 —
23 °С составляет, ч:
для эмалей
ХВ-16……………………………………………………….
1 — 1,5
» » ХВ-124 и
ХВ-785……………………………………… 2
» краски
ХВ-161……………………………………………………..
4
» грунтовок ХС-010, ХС-068 и
ХВ-050………………………… 1
» лака
ХВ-148……………………………………………………..
4
4.42. Ориентировочный расход материалов на однослойное
покрытие составляет, г/м2:
для краски
ХВ-161……………………………………………………….
125
» эмалей
ХВ-16…………………………………………………………
180
ХВ-124……………………………………………………….
207
ХВ-785……………………………………………………….
150
» грунтовок
ХС-010……………………………………………………….
110
ХС-068……………………………………………………..
162
ХВ-050……………………………………………………..
219
4.43. Для выравнивания поверхности под перхлорвиниловые и
поливинилхлоридные материалы агрегатами безвоздушного распыления
могут наноситься шпаклевки промышленного изготовления ХВ-00-04,
ХВ-00-05, МС-006.
Масляно- и алкидностирольные материалы
4.44. Масляно- и алкидностирольные материалы (МС)
предназначены для окрашивания наружных или внутренних поверхностей
по металлу, дереву и пористым материалам.
4.45. Промышленность выпускает готовые к применению эмали
МС-17 (ТУ 6-10-1012-75), МС-226, лак МС-25 (ТУ 6-10-1403-73),
грунтовку МС-067 (МРТУ 6-10-789-68) и шпаклевку МС-006 (ГОСТ
10277-76).
4.46. Алкидностирольные материалы применяют при влажности
деревянных поверхностей до 12 %, пористых — до 8 % при
положительной температуре воздуха.
4.47. В качестве растворителей для доведения материалов
до рабочей консистенции используют ксилол (МС-Г7, МС-067, МС-006),
ксилол или сольвент (МС-226), ксилол или скипидар (МС-25).
4.48. При нанесении лакокрасочных материалов агрегатами
безвоздушного распыления рабочая вязкость по ВЗ-4 должна быть,
с:
для эмалей
МС-17…………………………………………………….
35 — 40
МС-226…………………………………………………..
40 — 50
» грунтовки
МС-067…………………………………………………..
30 — 40
» лака
МС-25…………………………………………………….
25 — 35
» шпаклевки
МС-006…………………………………………………..
30 — 35
4.49. Время практического высыхания масляно- и
алкидностирольных материалов при t = 18 — 23 °С — 0,25 — 1
ч.
4.50. В качестве сиккатива, вводимого в лакокрасочные
материалы на строительной площадке, применяют для лака МС-25
экстрат № 1 или № 2 в количестве 1 — 2 % массы, эмалей МС-226 —
сиккатив № 63 в количестве 2 — 5 % массы и МС-17 — сиккатив № 63
или № 64 в количестве 1,5 — 2 % массы эмали.
Нитроцеллюлозные материалы
4.51. Нитроцеллюлозные материалы (НЦ) предназначены для
внутреннего и внешнего окрашивания металлических и деревянных
поверхностей.
4.52. Нитроцеллюлозные материалы (эмали, лаки, грунтовки,
шпаклевки) выпускаются промышленностью в готовом, для применения
виде.
Материалы следует применять при окрашивании деревянных
конструкций влажностью до 12 %, допускается производство окрасочных
работ при отрицательной температуре воздуха.
4.53. Для доведения нитроцеллюлозных материалов до
рабочей консистенции применяют растворители № 648, № 649, ксилол,
сольвент, ацетон.
4.54. Вязкость материалов по ВЗ-4 для окрашивания
агрегатами безвоздушного распыления должна быть, с:
для эмали
НЦ-132………………………………………………………………….
60 — 70
» лака НЦ-134 (ТУ
6-10-1291-72)…………………………………….. 30 —
35
» грунтовки НЦ-081 (ТУ
6-10-902-75)………………………………………. 20 —
30
» шпаклевок НЦ-00-7, НЦ-00-8 и НЦ-00-9 (ГОСТ
10247-76)……… 35 — 40
4.55. При многослойном покрытии последующие слои можно
наносить после грунтовки НЦ-081, лака НЦ-134 и шпаклевки НЦ-00-7
через 1 ч, эмали НЦ-132 и шпаклевок НЦ-00-8 и НЦ-00-9 через 2 — 3,5
ч.
4.56. Эмаль и лак НЦ хорошо сочетаются с грунтовками
ГФ-020, ФЛ-03 и др.
4.57. Ориентировочный расход лакокрасочных материалов на
однослойное покрытие составляет, г/м2:
для эмали
НЦ-132…………………………………………………..
150
» лака
НЦ-134…………………………………………………..
170
» шпаклевки
НЦ-00-8………………………………………………….
102
Пентафталевые материалы
4.58. Пентафталевые материалы (ПФ), в основе которых
пентафталевая смола, предназначены для окрашивания поверхностей по
металлу, дереву, штукатурке и другим пористым материалам.
4.59. Промышленность выпускает готовые к применению
пентафталевые грунтовки, эмали и шпатлевки.
Применять материалы при влажности бетонных поверхностей больше 8
%, деревянных конструкций больше 12 % и при отрицательной
температуре воздуха не рекомендуется.
4.60. Для доведения пентафталевых материалов до рабочей
вязкости применяют ксилол, сольвент, уайт-спирит, скипидар.
Вязкость .материалов по ВЗ-4 для окрашивания агрегатами 2600Н и
7000Н должна быть, с:
для грунтовки ПФ-020 (ГОСТ
18186-79)…………………….. 30 — 35
» лаков
ПФ-170………………………………………………… 35
— 40
ПФ-171 (ГОСТ
15907-70)…………………….. 45 — 50
» эмалей ПФ-115, ПФ-133 (ГОСТ 926-63*)
и ПФ-1105 (ТУ
6-10-1402-73)………………. 60 — 70
для шпаклевки ПФ-002 (ГОСТ 10277-76)……………………..
35
4.61. Минимально необходимое время высыхания
лакокрасочных материалов при t = 18 — 23 °С для возможности
нанесения последующего слоя в системе покрытия составляет, ч:
для эмалей ПФ-115, ПФ-133 и
ПФ-1105………………… 12
» лаков
ПФ-170…………………………………………………
8
ПФ-171…………………………………………………
5
Время-полного высыхания, ч:
для эмалей
ПФ-115…………………………………………………..
48
ПФ-133 и
ПФ-1105………………………………… 36
» лаков
ПФ-170…………………………………………………..
72
ПФ-171…………………………………………………..
48
» грунтовки
ПФ-020…………………………………………………..
5
4.62. Ориентировочный расход лакокрасочных материалов на
однослойное покрытие составляет, г/м2:
для эмалей ПФ-115 и
ПФ-133………………………………….. 122
» лаков ПФ-170 и
ПФ;171…………………………………… 85
» грунтовки
ПФ-020…………………………………………………..
84
» шпаклевки
ПФ-002…………………………………………………..
84
4.63. Пентафталевые эмали сочетаются с грунтовками ГФ-020 (ГОСТ
4056-63*), ФЛ-03 (ГОСТ 9109-76), шпаклевками МС-006, масляными и
другими составами.
Хлорированные полиэтиленовые материалы
4.64. Хлорированные полиэтиленовые материалы (ХП)
предназначены для окрашивания внутренних и наружных поверхностей по
бетону и другим пористым материалам с получением химически стойкого
покрытия.
4.65. На строительные объекты поступают готовыми к
применению эмаль ХП-799 и лак ХП-734. Применяют эти материалы при
влажности штукатурных и бетонных поверхностей до 8 %. Возможно
окрашивание при отрицательной температуре воздуха.
4.66. В качестве растворителя для этих материалов
применяют сольвент, ксилол и смесь ксилола (30 %) и сольвента (70
%).
4.67. Вязкость материалов для нанесения агрегатами
безвоздушного распыления должна быть для эмали ХП-799 180 — 240 с и
лака ХП-734 20 — 40 с по ВЗ-4.
4.68. Лак ХП-734 применяют в качестве грунтовки под эмаль
ХП-799 или в качестве покровного слоя.
Время практического высыхания эмали 3 ч, лака — 2 ч.
4.69. Ориентировочный расход лакокрасочных материалов на
однослойное покрытие составляет для эмали ХП-799 280
г/м2, лака ХП-734 — 300 г/м2.
Эпоксидные материалы
4.70. Эпоксидные материалы (ЭП) применяют для внутреннего
и наружного окрашивания по бетону и металлу.
Промышленность выпускает эпоксидные материалы в виде двух
компонентов — основы и отвердителя.
В качестве основы эпоксидных материалов в строительном
производстве применяют лаки ЭП-55 (ВТУ ГИПИ 4-4031-64), ЭП-540
(МРТУ 6-10-626-66), ЭП-741 (ТУ 6-10-1148-71), эмали ЭП-56, ЭП-255
(МРТУ 6-10-676-74), ЭП-773 (ТУ 6-10-1152-71) и др., шпаклевки
ЭП-0010 (ГОСТ 10277-76) и ЭП-0020 (ТУ 6-10-1398-73).
4.71. Перед нанесением лакокрасочных материалов на
поверхность необходимо на 100 г основы ввести отвердитель № 1 (ТУ
6-10-1263-72) в количестве, г:
для ЭП-55, ЭП-773 и
ЭП-56………………………………………… 3,5
»
ЭП-741………………………………………………………………….
8
»
ЭП-255………………………………………………………………….
5
» ЭП-0010 и
ЭП-0020……………………………………………….
8,5
а на 100 г ЭП-540 — 5 г отвердителя полиэтиленполиамина (ПЭПА) —
ТУ 6-02-594-70.
Жизнеспособность этих материалов после введения отвердителя при
t = 18 — 23 °С составит, ч:
для
лаков……………………………………………………………………….
1,5 — 3
» эмалей
ЭП-56…………………………………………………
7
ЭП-255………………………………………………. 5
ЭП-773……………………………………………….
24
» шпаклевок
ЭП-0010…………………………………………….. 3 —
4
ЭП-0020……………………………………………..
1,5
4.72. Для доведения материалов до рабочей консистенции
следует применять для ЭП-55, ЭП-741, ЭП-56, ЭП-255 растворитель
Р-5, для ЭП-773, ЭП-0010, ЭП-0020 — растворитель № 646.
Рабочая вязкость по ВЗ-4 для нанесения агрегатами безвоздушного
распыления должна быть для эмалей 50 — 60 с, лаков — 30 — 40 с,
шпатлевок — 35 — 40 с.
4.73. В качестве грунтовок применяют лаки, а покровных
слоев — эмали. Шпатлевки применяют не только для выравнивания
поверхностей перед окрашиванием, но и в качестве одного из
элементов лакокрасочного покрытия.
4.74. Эпоксидные материалы наносят на бетонные
поверхности влажностью более 8 %. При отрицательной температуре
воздуха окрашивание эпоксидными материалами не производят.
Время высыхания большинства эпоксидных материалов при t =
18 — 23 °С составляет 24 ч, эмали ЭП-255 — 6 ч.
4.75. Ориентировочный расход эпоксидных материалов на
однослойное покрытие составляет, г/м2:
для
лаков…………………………………………………………………….
135
»
эмалей…………………………………………………………………..
150
» шпаклевок
ЭП-0010……………………………………………..
165
ЭП-0020……………………………………………..
179
Кремнийорганические материалы
4.76. Кремнийорганические материалы (КО) применяют для
окрашивания наружных поверхностей по бетону, штукатурке,
асбестоцементу, пластмассам, дереву и металлу.
4.77. Для отделочных работ в строительстве промышленность
выпускает эмали КО-174 и КО-198 (ТУ 6-02-841-74).
Эмали применяют при влажности бетонных и штукатурных
поверхностей до 8 %, деревянных — до 12 %. Окрашивание можно
производить при отрицательной температуре воздуха.
4.78. Доведение кремнийорганических материалов до рабочей
консистенции производят ксилолом, сольвентом, толуолом.
Для грунтования поверхностей агрегатами 2600Н и 7000Н эмали
разводят до вязкости 13 — 15 с, для покровных слоев вязкость эмалей
должна быть 50 — 60 с по ВЗ-4.
4.79. Время межслойной сушки эмалей при t = 18 —
23 °С составляет 15 — 20 мин.
4.80.
Ориентировочный расход материалов на однослойное покрытие: на
гладкую поверхность — 150 г/м2, на рельефную поверхность
типа «шуба» — 200 — 350 г/м2.
4.81. Основные технологические параметры окрашивания
агрегатами безвоздушного распыления 2600Н и 7000Н применительно к
некоторым лакокрасочным материалам приведены в табл. 2.
Подготовка поверхностей под
окрашивание
4.82. Подготовка
поверхностей строительных конструкций к окрашиванию предписывается
ГОСТ 22753-77 и СНиП III-21-73*, где указаны требования к
материалам и поверхностям, последовательность выполнения операций,
методы контроля и составы шпатлевок.
4.83. В соответствии с требованиями стандартов и
практики к началу отделочных процессов должны быть полностью
закончены все монтажные и общестроительные работы, газовые и
канализационные сети, опрессованы и опробованы отопительная и
водопроводная сети.
4.84. Малярные работы в крупнопанельных домах следует
начинать с верхних этажей с перемещением вниз. Подготовительные
работы в ряде случаев допускается вести и с нижних при
условии обеспечения над отделываемыми помещениями не менее трех
смонтированных перекрытий, отсутствия монтажных работ над
отделываемой секцией (захваткой), обеспечения защиты от промокания
и от повреждения отделки.
4.85. В помещениях, сдаваемых под отделку в холодное
время года, должны быть обеспечены температура не менее 8 °С и
относительная влажность воздуха не более 70 %.
4.86. Для избежания неравномерной сушки и ухудшения
качества малярной отделки необходимо принимать меры по устранению
сквозняков (остекление окон и балконных дверей, фонарей и световых
проемов цехов либо защита их щитами с полиэтиленовой пленкой
и другие меры).
4.87. Освещенность поверхностей во время работы должна
быть не менее 50 лк при простом окрашивании и не менее 100 лк — при
улучшенном и высококачественном.
4.88. Малярные составы, доставляемые на объект из
централизованных цехов и малярных мастерских, должны иметь паспорт,
в котором указывают наименование, цвет (колер), состав (рецепт),
назначение и способ доведения состава до рабочей вязкости. Эти же
требования распространяются на импортные составы и краски.
Допускается доставка отдельных компонентов и полуфабрикатов при
наличии малярной станции, способной на высококачественную их
переработку.
Таблица 2
|
Внешний слой |
Рекомендуемые грунтовки |
Область применения |
|||||||||||||
|
наименование |
ГОСТ, ТУ |
вязкость по ВЗ-4, с |
сопло |
расстояние сопла от окрашиваемой поверхности, |
толщина одного слоя, мкм |
допустимые условия применения |
ориентировочный расход материала на 1 |
время высыхания при 18 — 23 °С, ч |
растворитель (разбавитель) |
наименование |
вязкость по ВЗ-4, с |
время высыхания при 18 — 23 °С, ч |
|||
|
влажность поверхности |
при отрицательной температуре |
||||||||||||||
|
до 8 % по бетону и штукатурке или до 12 % по |
свыше 8 или 12 % |
||||||||||||||
|
Масляное (МА) и |
|||||||||||||||
|
Белила цинковые (краски): |
|||||||||||||||
|
МА-11, МА-15 |
ГОСТ 10503-71*, изменение № 2 |
60 — 70 |
618 R, 621 R |
300 — 400 |
40 — 45 |
+1 |
—1 |
— |
132 |
24 |
Уайт-спирит (олифа) |
Олифа, олифа комбинированная |
16 — 25 |
24 |
Для окрашивания наружных поверхностей по бетону, штукатурке, |
|
ГФ-13, ПФ-14 |
ГОСТ 10503-71*, изменение № 2 |
60 — 70 |
618 R, 621 R |
300 — 400 |
40 — 45 |
+ |
— |
— |
132 |
24 |
Уайт-спирит (олифа глифталевая, пентафталевая) |
Олифа, глифталевая, пентафталевая |
20 — 30 |
24 |
Для окрашивания поверхностей по бетону штукатурке, |
|
МА-22 |
ГОСТ 10503-71*, изменение № 2 |
60 — 70 |
618 R, 621 R |
300 — 400 |
40 — 45 |
+ |
— |
— |
125 |
24 |
Уайт-спирит (олифа) |
Олифа-оксоль |
20 — 25 |
24 |
Для окрашивания внутренних поверхностей по всем видам |
|
Белила литопонные (краски): |
|||||||||||||||
|
МА-21, МА-22, МА-25 |
ГОСТ 10503-71*, изменение № 2 |
60 — 70 |
618 R, 621 R |
300 — 400 |
35 — 40 |
+ |
— |
— |
120 |
24 |
То же |
Олифа, натуральная оксоль, комбинированная |
16 — 25 |
24 |
Для окрашивания внутренних поверхностей по всем видам |
|
Белила титановые (краски): МА-21, МА-25 |
ТУ 6-10-1368-73 |
50 — 60 |
618 R, 621 R |
300 — 350 |
25 — 35 |
+ |
+ |
— |
120 |
24 |
» |
Олифа, натуральная комбинированная |
16 — 25 |
24 |
Для окрашивания внутренних поверхностей по дереву и металлу |
|
Краски цветные: МА-11, МА-15 |
ГОСТ 10503- 71*, изменение № 2 |
45 — 55 |
618 R, 621 R |
300 — 350 |
25 — 35 |
+ |
— |
— |
100 — 140 |
24 |
Уайт-спирит (олифа) |
Олифа натуральная комбинированная |
16 — 25 |
24 |
Для окрашивания наружных поверхностей по бетону, штукатурке, |
|
ГФ-13, ПФ-14 |
ГОСТ 10503-71*, изменение № 2 |
45 -55 |
618 R, 621 R |
300 — 350 |
25 — 35 |
+ |
— |
— |
100 — 140 |
24 |
Уайт-спирит (олифа глифталевая, пентафталевая) |
Олифа глифталевая, пентафталевая |
20 — 30 |
24 |
Для окрашивания наружных поверхностей по бетону, штукатурке, |
|
МА-21, МА-22, МА-25 |
То же |
50 — 65 |
618 R, 621 R |
300 — 350 |
30 — 35 |
+ |
— |
— |
100 — 140 |
24 |
Уайт-спирит (олифа) |
Олифа натуральная оксоль комбинированная |
16 — 25 |
24 |
Для окрашивания внутренних поверхностей по бетону, штукатурке, |
|
КС-29 |
» |
50 — 65 |
618 R, 621 R |
300 — 350 |
30 — 35 |
+ |
— |
— |
120 |
24 |
Уайт-спирит (олифа ксифталевая) |
Олифа ксифталевая |
25 — 30 |
24 |
То же |
|
Сурик железный (краски): |
|||||||||||||||
|
МА-11, МА-15 |
» |
55 — 65 |
618 R, 621 R |
300 — 400 |
35 — 40 |
+ |
— |
— |
160 |
24 |
Уайт-спирит (олифа) |
Олифа натуральная комбинированная |
16 — 25 |
24 |
Для окрашивания наружных поверхностей по дереву и металлу |
|
ГФ-13, ПФ-14 |
ГОСТ 10503- 71*, изменение № 2 |
55 — 65 |
618 R, 621 R |
300 — 400 |
35 — 40 |
+ |
— |
— |
160 |
24 |
Уайт-спирит (олифа глифталевая, пентафталевая) |
Олифа глифталевая, пентафталевая |
20 — 30 |
24 |
Для окрашивания наружных поверхностей по дереву и металлу |
|
Мумия (краски): |
|||||||||||||||
|
МА-11, МА-15 |
То же |
45 — 55 |
618 R, 621 R |
300 — 350 |
30 — 35 |
+ |
— |
— |
125 |
24 |
Уайт-спирит (олифа) |
Олифа натуральная комбинированная |
16 — 25 |
24 |
Для окрашивания наружных поверхностей по бетону, штукатурке, |
|
ГФ-13, ПФ-14 |
То же |
45 — 55 |
618 R, 621 R |
300 — 350 |
30 — 35 |
+ |
— |
— |
124 |
24 |
Уайт-спирит (олифа глифталевая, пентафталевая) |
Олифа глифталевая, пентафталевая |
20 — 30 |
24 |
То же |
|
Охра (краски): |
|||||||||||||||
|
МА-11, МА-15 |
То же |
60 — 70 |
618 R, 62.1 R |
300 — 400 |
40 — 45 |
+ |
— |
— |
134 |
24 |
Уайт-спирит (олифа) |
Олифа натуральная комбинированная |
16 — 25 |
24 |
Для окрашивания наружных поверхностей по бетону, штукатурке, |
|
ГФ-13, ПФ-14 |
ГОСТ 10503-71*, изменение № 2 |
60 — 70 |
618 R, 621 R |
300 — 400 |
40 — 45 |
+ |
— |
— |
134 |
24 |
Уайт-спирит (олифа глифталевая, пентафталевая) |
Олифа глифталевая, пентафталевая |
20 — 30 |
24 |
Для окрашивания наружных поверхностей по бетону, штукатурке, |
|
Каучуковое (КЧ) |
|||||||||||||||
|
Эмаль КЧТС-1 |
ВТУ НИЖБ-72 |
5 — 7П |
621 R |
300 — 350 |
90 — 110 |
+ |
— |
+ |
350 |
24 |
Ксилол |
Лак КЧ |
20 — 25 |
1 |
Для окрашивания внутренних и наружных поверхностей по бетону и |
|
Эмаль КЧ-771 |
ВТУ НЧ-2208-69 |
5 — 6П |
621 R |
300 — 350 |
90 — 110 |
+ |
— |
+ |
350 |
24 |
То же |
То же |
20 — 25 |
1 |
|
|
Битумное (БТ) |
|||||||||||||||
|
Лак БТ-577 |
ГОСТ 5631-70* |
35 |
613 ТС |
250 — 350 |
20 — 30 |
+ |
— |
+ |
68 |
24 |
Уайт-спирит, скипидар |
— |
— |
— |
Для окрашивания внутренних и наружных поверхностей по бетону и |
|
Сополимервинилхлоридное (ХС) |
|||||||||||||||
|
Эмаль ХС-781 |
МРТУ 6-10-951-70 |
50 — 60 |
618 R |
300 — 400 |
40 — 45 |
+ |
— |
+ |
105 |
2 |
Р-4 |
Лак ХС-76 |
15 — 20 |
3 |
Для окрашивания внутренних и наружных поверхностей по дереву и |
|
Водоэмульсионные краски |
|||||||||||||||
|
Поливинилацетатное (ВА) |
|||||||||||||||
|
Э-ВА-17 |
ГОСТ 20833-75 |
60 — 80 |
618 R, 621 R |
350 — 400 |
35 — 45 |
+ |
+ |
— |
1/7 |
2 |
Вода |
Э-ВА-17 |
20 |
0,3 |
Для окрашивания наружных поверхностей по бетону, кирпичу, |
|
Э-ВА-27, Э-ВА-27А |
ГОСТ 19214-73* |
60 — 80 |
618 R, 621 R |
350 — 400 |
35 — 45 |
+ |
+ |
— |
177 |
2 |
Вода |
Э-ВА-27, Э-ВА-27А |
20 — 30 |
0,3 — 0,5 |
Для окрашивания внутренних поверхностей по бетону, кирпичу, |
|
Каучуковое (КЧ) |
|||||||||||||||
|
Э-КЧ-112 |
ГОСТ 20833-75 |
60 — 80 |
618 R, 621 R |
350 — 400 |
35 — 45 |
+ |
+ |
— |
118 |
2 |
Вода |
Э-КЧ-112 |
20 — 30 |
0,3 — 0,5 |
Для окрашивания наружных поверхностей по бетону, кирпичу, |
|
Э-КЧ-26, Э-КЧ-26А |
ГОСТ 19214-73* |
60 — 80 |
618 R, 621 R |
350 — 400 |
35 — 45 |
+ |
+ |
— |
118 |
2 |
То же |
Э-КЧ-26, Э-КЧ-26А |
20 — 30 |
0,3 — 0,5 |
Для окрашивания внутренних поверхностей по всем строительным |
|
Полиакриловое (АК) |
|||||||||||||||
|
Э-АК-111 |
ГОСТ 19214-73* |
60 — 80 |
618 R, 621 R |
350 — 400 |
35 — 45 |
+ |
+ |
— |
— |
2 |
» |
Э-АК-111 |
20 — 30 |
0,3 — 0,5 |
Для окрашивания наружных поверхностей по всем строительным |
|
Перхлорвиниловое и |
|||||||||||||||
|
Э-ХВ-28 |
ГОСТ 19214-73* |
60 — 80 |
618 R, 621 R |
350 — 400 |
40 — 45 |
+ |
+ |
— |
180 |
2 |
Вода |
Э-ХВ-28 |
20 — 30 |
0,3 — 0,5 |
Для окрашивания внутренних поверхностей по всем строительным |
|
Сополимервинилацетатное (ВС) |
|||||||||||||||
|
Э-ВС-17; Э-ВС-114 |
ГОСТ 20833-75 |
60 — 80 |
618 R, 621 R |
350 — 400 |
35 — 45 |
+ |
+ |
— |
— |
2 |
» |
Э-ВС-17, Э-ВС-114 |
20 — 30 |
0,3 — 0,5 |
Для окрашивания наружных поверхностей по всем строительным |
|
Пентафталевое (ПФ) |
|||||||||||||||
|
Эмаль ПФ-115 |
ГОСТ 6465-76 |
60 — 70 |
618 R, 621 R |
350 — 400 |
45 — 60 |
+ |
— |
— |
122 |
24 |
Уайт-спирит, скипидар, ксилол |
Глифталевая ГФ-020 |
20 — 25 |
48 |
Для окрашивания наружных поверхностей по дереву, металлу и |
|
Нитроцеллюлозное (НЦ) |
|||||||||||||||
|
Эмаль НЦ-132 |
ГОСТ 6631-74 |
60 — 70 |
618 R, 621 R |
300 — 400 |
40 — 50 |
+ |
— |
+ |
150 |
2 |
№ 648, ацетон |
Лак НЦ-134 |
30 — 35 |
1 |
Для окрашивания наружных поверхностей по металлу и дереву |
|
Масляное алкидно—стирольное |
|||||||||||||||
|
Эмаль МС-226 |
ТУ 6-10-9913-70 |
40 — 50 |
618 R |
300 — 350 |
40 — 45 |
+ |
— |
+ |
125 |
3 |
Ксилол, сольвент |
Лак МС-25 |
25 — 35 |
1 |
Для окрашивания внутренних поверхностей по металлу и дереву |
|
Хлорированное полиэтиленовое |
|||||||||||||||
|
Эмаль ХП-799 |
ТУ 84-618-75 |
180 — 240 |
621 R |
350 — 450 |
45 — 60 |
+ |
— |
+ |
280 |
3 |
Сольвент, ксилол |
Лак ХП-734 |
40 |
2 |
Для окрашивания внутренних поверхностей и наружных по бетону и |
|
Лак ХП-734 (б. ХСПЭ) |
ТУ 02-13-47-77 |
40 |
613 ТС |
300 — 400 |
30 — 35 |
+ |
— |
+ |
300 |
2 |
Ксилол (30 %) + сольвент (70 %) |
Лак ХП-734 |
20 — 25 |
2 |
То же |
|
Перхлорвиниловое и |
|||||||||||||||
|
Эмаль ХВ-16 |
ТУ 6-10-1301-72 |
30 — 40 |
613 ТС |
300 — 350 |
30 — 35 |
+ |
— |
+ |
180 |
1 |
Р-4 |
Грунтовка ХС-068 |
30 — 40 |
1 |
Для окрашивания наружных поверхностей по металлу, дереву и |
|
Эмаль ХВ-785 |
ГОСТ 7313-75* |
35 — 45 |
618 R |
300 — 350 |
30 — 35 |
+ |
— |
+ |
150 |
2 |
Р-4 |
Грунтовка ХС-010 |
30 — 35 |
1 |
Для окрашивания наружных поверхностей по бетону, штукатурке, |
|
Краска ХВ-161 фасадная |
ТУ 6-10-908-75, изменение № 1 |
50 — 65 |
618 R |
350 — 400 |
35 — 45 |
+ |
— |
+ |
125 |
4 |
Ксилол, сольвент |
Лак ХВ-148 |
15 — 20 |
4 |
Для окрашивания наружных поверхностей (фасадов зданий) по |
|
Эпоксидное (ЭП) |
|||||||||||||||
|
Эмаль ЭП-56 |
ТУ 6-10-1243-72 |
50 — 60 |
618 R, 621 R |
350 — 400 |
40 — 45 |
+ |
+ |
— |
150 |
24 |
Р-5 |
Лак ЭП-540 |
30 — 35 |
24 |
Для окрашивания внутренних и наружных поверхностей по бетону и |
|
Кремний—органическое |
|||||||||||||||
|
Эмаль КО-174 |
ТУ 6-02-576-70 |
50 — 60 |
621 R |
300 — 350 |
40 — 45 |
+ |
— |
+ |
150 |
0,5 |
Ксилол |
Эмаль КО-174 |
13 — 15 |
0,5 |
Для окрашивания наружных поверхностей по бетону, штукатурке, |
_____________
1 «+» — допускается; «-» — не допускается.
2 Вязкость тиксотропных материалов указана в пуазах
по ротационному вискозиметру при градиенте скорости 180
с-1.
4.89. Вид малярной отделки, как правило, указывают в
проекте, но в ряде случаев допускается их выполнение по пробным
образцам выкрасок и рисунков с утверждением технадзором.
4.90. Перед окрашиванием влажность штукатурных и бетонных
поверхностей, как правило, должна быть не более 8 %, деревянных —
12 %.
Влажность определяют в лаборатории по образцам. Готовность
штукатурки к окрашиванию можно определять при смачивании ее 1 %-ным
раствором фенолфталеина. Появление малиново-красного пятна на
смоченном листе показывает, что влажность штукатурки более 8 %.
4.91. Подготовка наружных поверхностей (фасадов) к
окрашиванию включает в себя очистку, поверхности, грунтование и
шпатлевание. При подготовке к улучшенному и высококачественному
окрашиванию внутренних поверхностей выполняют очистку поверхности,
заполнение трещин и раковин шпатлевками, пастами или подмазками,
грунтование и шлифование. При простом виде окрашивания производят
только грунтование.
4.92. При подготовке наружной поверхности к окрашиванию в
зимнее время с нее предварительно удаляют снег и наледь и протирают
ветошью.
4.93. Очистку от пыли, брызг раствора, подтеков и
подсушивание сырых мест выполняют стальными шпателями, скребками,
стальными щетками, ветошью, пылесосом, воздушной струей от
компрессора. Очистку открытых металлоконструкций и некоторых
фасадных поверхностей осуществляют пескоструйным аппаратом
эжекционного типа. К этим же операциям относится и устранение
жирных пятен, высолов, ржавчины, окалины.
4.94. Для удаления маслянистых пятен поверхности
промывают 5 %-ным раствором тринатрийфосфата или кальцинированной
содой с разведением их в воде при t = 30 — 40 °С с помощью
ветоши, щетки или кисти. Через 0,5 — 1 ч поверхность нейтрализуют 5
%-ным раствором соляной кислоты. Качество нейтрализации проверяют
стандартным раствором фенолфталеина. При более сложном случае,
когда такие пятна выступают после окрашивания, следует снять весь
окрашивающий слой со шпатлевкой, выполнить указанную процедуру и
произвести окрашивание.
4.95. Ржавые пятна на оштукатуриваемой поверхности
промывают водой и огрунтовывают 10 %-ным раствором медного
купороса.
4.96. При появлении на оштукатуриваемой поверхности
смолистых веществ штукатурку заменяют полностью.
4.97. При наличии пятен растительных и минеральных жиров,
ржавчины применяют различные пасты, которые наносят на пятна слоем
3 — 5 мм и после высыхания очищают шпателем и промывают водой.
4.98. Масляные пятна удаляют пастой из жженой магнезии,
затворенной бензином, толуолом или бензолом.
4.99. Нефтяные пятна удаляют пастой, состоящей из 2
частей соды, 1 части извести-пушонки и 1 части порошка пемзы (по
массе).
4.100. Ржавые пятна удаляют пастой, состоящей из 1 части
лимоннокислого натрия, растворенного в 6 частях воды, и
затворенного мела с добавкой глицерина (по массе).
4.101. Пятна медной окиси удаляют пастой, состоящей из 1
части хлорида алюминия и 4 частей пылевидного талька,
предварительно смешанных в сухом состоянии и затворенных аммиачной
водой (по массе).
4.102. Пятна невысыхающих масел удаляют с помощью жирной
глины слоем 3 — 4 мм, наносимой на пятно. После высыхания промывают
водой.
Высолы удаляют металлическими щетками, промывая поверхности
слабым раствором соляной кислоты (1 часть 30 %-ной кислоты на 50 г
воды) с последующей промывкой чистой водой и высушиванием.
4.103. При подготовке под окрашивание водоэмульсионными
составами ранее окрашенных поверхностей старые набелы удаляют при
нарушении их связей с основанием или сильном загрязнении, а также
при значительной толщине. Клеевую краску смывают теплой водой, а
известковую, казеиновую, силикатную и многослойную клеевую
предварительно смачивают водой и соскабливают, накрывочный слой
штукатурки перетирают заново известковым раствором на мелком
песке.
При больших повреждениях или загрязнениях штукатурку
целесообразно заменить полностью.
4.104. При ремонте или восстановлении поверхностей, ранее
окрашенных масляным или неводным составом, отстающие слои следует
убрать. Если старая краска держится прочно, ее не соскабливают, а
прочищают шкуркой. Загрязненные поверхности промывают теплой
мыльной водой, а при значительных загрязнениях — растворителями
(скипидаром, керосином, уайт-спиритом, бензином). Удаление масляной
краски производят механическим или химическим путем. Составы для
удаления старой масляной краски готовят в виде пасты, которая в
нанесенном виде способна удерживаться на вертикальных поверхностях
и на потолках.
Рекомендуются следующие составы паст для размягчения и снятия
масляной краски:
1-й состав:
известковое тесто………………………………… 0,5
кг
мел просеянный…………………………………… 0,5
»
каустическая сода (20 %-ный раствор)….. до пастообразного
состояния
2-й состав:
мел просеянный…………………………………… 0,5
кг
асбестовая пыль…………………………………… 0,5
»
каустическая сода (20 %-ный раствор)….. до пастообразного
состояния
Поверхность покрывают одной из паст, после чего размягченный
слой счищают скребками или шпателем. Затем промывают 2 %-ным
раствором уксусной кислоты, чистой водой, протирают ветошью и
просушивают.
4.105. Вторая операция подготовки основания —
грунтование. Необходимость ее вызвана тем, что основание (обычно
пористое) должно быть пропитано составом, аналогичным
окрашивающему, так как нанесение шпатлевок и окрашивающих составов
без одного слоя вызовет неравномерность высыхания, пятна, слабую
адгезию и другие дефекты.
4.106. Грунтовочный состав выбирают в соответствии со
связующим покровного слоя, чаще всего применяют сильно разбавленный
окрашивающий состав.
4.107. Грунтовочные составы наносят механизированным
способом — агрегатами безвоздушного распыления, а также ручными и
электрокраскопультами, различными краскораспылителями и удочками,
шпатлевочными агрегатами и другими имеющимися средствами, а при
небольших объемах работ — вручную — макловицами или маховыми
кистями, валиками.
4.108. Следующая операция — заполнение трещин и раковин
шпатлевками, пастами или подмазками — необходима для придания
поверхности гладкости и однородности. Большие трещины
предварительно расшивают ножом, расчищают и обеспыливают.
Заполнение трещин шпатлевкой должно быть на глубину не менее 2 мм,
а раковины и неровности необходимо заполнять и сглаживать. После
этого еще раз очищают и обеспыливают. Следующую операцию —
частичное подмазывание неровностей на поверхности и шлифование —
выполняют только для улучшенного и высококачественного окрашивания.
В отдельных случаях выполняют сплошное шпатлевание с последующим
шлифованием.
4.109. Шлифование
выполняют различными шлифовально-затирочными машинами, выпускаемыми
как серийно, так и ведомственно: СО-86, СО-112, «Киянка», СО-54,
ИЭ-2101А и др.
Производство малярных работ
4.110. Наиболее целесообразно эксплуатировать агрегаты
2600Н и 7000Н силами специализированных участков малой механизации,
входящих в состав управлений механизации отделочных работ или в
состав строительно-отделочных трестов, управлений.
Наиболее эффективно использование агрегатов силами
специализированных звеньев УМОР или УММ, выполняющих малярные
работы по подряду при наличии соответствующего фронта (не менее 500
м2).
4.111. В качестве обслуживающего персонала за агрегатом
должен быть закреплен (приказом по предприятию УММ, УМОР) машинист
СОМ 5-го разряда, прошедший специальную подготовку по техническому
использованию и обслуживанию машины и несущий ответственность за ее
техническое состояние и сохранность. В процессе производства
малярных работ машинист агрегата включается в состав звена,
выполняющего комплекс технологических операций по нанесению
малярных составов на обрабатываемые поверхности с помощью агрегатов
7000Н и 2600Н.
4.112. Работа по нанесению покрытий агрегатами
безвоздушного распыления включает следующие этапы:
подготовку агрегатов к работе;
подготовку лакокрасочных материалов;
подготовку поверхностей строительных конструкций и изделий к
окрашиванию;
окрашивание.
4.113. Работы выполняет звено из 4 человек в составе
машиниста-оператора 5-го разряда (M1),
выделяемого участком или управлением механизации отделочных работ,
и маляра-оператора 3-го разряда (М2), а также
двух маляров 3 и 4-го разрядов (M3 и
М4), в функции которых входит подготовка
поверхностей к окрашиванию, за исключением работ по
механизированному нанесению грунтовок и жидких шпатлевок.
4.114. В подготовку агрегатов к работе входят сборка и
расконсервация агрегатов при получении их с завода, а также
подготовка агрегатов к нанесению лакокрасочных покрытий. Сборку и
расконсервацию агрегатов следует производить машинисту
M1 и маляру М2 в соответствии с
рекомендациями, изложенными в пп. 3.24 — 3.29.
4.115. После уточнения состава лакокрасочного покрытия по
данным проекта машинист M1 и маляр
М2 производят подготовку агрегата к нанесению
лакокрасочного покрытия с учетом выполнения работы по нанесению
грунтовки или жидкой шпатлевки в период подготовки поверхности к
окрашиванию.
4.116. При отсутствии указаний в проекте состава
лакокрасочного покрытия инженерно-технические работники совместно с
малярами по виду поверхности и назначению покрытия определяют
состав, последовательность нанесения элементов покрытия и время
межслойной сушки. Для этого используются данные табл. 2 и
материалы, приведенные в пп. 4.6 — 4.80.
4.117. После выбора материалов лакокрасочного покрытия в
соответствии с данными табл. 2 и пп. 4.6 — 4.80 применительно к
каждому элементу покрытия выбирают сопло для пистолета.
4.118. В табл. 3 приведены рекомендации по выбору
распылительных сопел и сеток фильтров для всасывающей системы,
фильтра высокого давления и пистолета, входящих в комплект
агрегатов.
В соответствии с табл. 3 отбирают фильтры для
пистолета-распылителя, фильтры высокого давления и всасывающей
системы с учетом вязкости и тонкости перетира материала.
При работе с водоэмульсионными красками сетку фильтра высокого
давления не устанавливают.
4.119. Для ориентировочного определения максимальной
производительности конкретного сопла можно пользоваться значениями,
приведенными на рис. 16, где представлены графики зависимости
производительности от давления для агрегатов 2600Н и 7000Н,
построенные для максимального значения давления. На этих же
графиках даны характеристики сопел. Зависимости построены для
частоты колебаний мембраны 1400 с-1, в качестве рабочей
жидкости применялась вода. Точка пересечения характеристики насоса
агрегата и сопла определяет технологический режим нанесения, т.е.
наибольшие производительность и давление насоса, работающего вместе
с соплом.
Из графика видно, что максимум производительности для всех сопел
соответствует области давлений в интервале 12 — 23 МПа (120 — 230
кгс/см2).
4.120. Отобранные для работы сопло и фильтры
устанавливают в пистолет-распылитель, на всасывающую систему и в
фильтре высокого давления. При этом большую ось эллипсного
отверстия сопла располагают перпендикулярно или параллельно оси
рукоятки пистолета.

Рис. 16. График зависимости производительности
от давления для агрегатов 2600Н и 7000Н вместе с
соплами
Подготовку лакокрасочных материалов выполняют маляры
M1 и М2. В соответствии с
указаниями, изложенными в табл. 2 и пп. 4.6 — 4.80, маляры
определяют исходную вязкость материала и доводят ее до требуемой
вязкости растворителем. Вязкость определяют вискозиметром ВЗ-4 в
соответствии с ГОСТ 8420-74.
Лакокрасочный материал процеживают через сетку с 918 отверстиями
на 1 см2 или через 2 — 3 слоя марли.
M1 и М2 готовят
лакокрасочный материал в количестве, достаточном для работы на одну
смену.
Для определения количества разных видов лакокрасочных материалов
на одну смену следует пользоваться данными табл. 2 и
рекомендациями, изложенными в пп. 4.6 — 4.80.
4.121. Подготовку поверхности под окрашивание маляры
выполняют в соответствии с указаниями, изложенными в пп. 4.82 —
4.109, за исключением грунтования и нанесения жидких шпаклевок.
Контроль качества поверхности под окрашивание производится в
соответствии с требованиями ГОСТ 22753-77. При этом
М3 и М4 при необходимости
устраняют недостатки в подготовке поверхности.
Таблица 3
|
Обозначение |
Параметры сопла |
Размер ячеек сеток фильтров |
Основные характеристики лакокрасочных |
||||||||
|
стандартного |
быстрозаменяемого |
угол распыления, град |
длина отпечатка факела, мм |
условный диаметр отверстия Dy, |
расход, л/мин |
ширина выходного отверстия, мм |
на всасывающей системе, мм |
высокого давления, мм |
пистолета, мм |
вязкость по ВЗ-4 |
тонкость перетира |
|
613 ТС |
— |
60 |
255 |
0,33 |
0,57 |
|
0,2 0,4 |
0,08 0,16 |
0,08 0,16 |
Маловязкий (менее 50 с) То же |
Без пигмента или очень тонкий (до 30 мкм) Тонкий (80 мкм) |
|
— |
618 R |
60 |
300 |
0,45 |
1,14 |
0,26 |
0,8 |
0,16 |
0,16 |
Средневязкий (50 — 120 с) |
Более грубый (100 мкм) |
|
— |
621 R |
60 |
350 |
0,53 |
1,56 |
0,34 |
0,8 |
0,315 |
0,315 |
Высоковязкий (более 120 с) |
Грубый (120 мкм) |

Примечания: 1. Параметры сопел указаны
ориентировочно.
2. Расход сопла приведен при давлении распыления воды 110
кгс/см2.
4.122. Перед окрашиванием необходимо провести техническое
обслуживание агрегата в соответствии с указаниями, изложенными в
пп. 5.5.1; 5.5.6, а также выполнить пробное окрашивание для
уточнения параметров работы агрегата по его давлению, выбору сопла,
вязкости материала, расстоянию сопла от окрашиваемой поверхности
применительно к выбранному лакокрасочному материалу.
Давление на агрегате необходимо устанавливать минимальным, при
котором происходит качественное распыление материала в виде
мельчайших частиц, без «усов» по краям.
Повышенное давление распыления при окрашивании вызывает
ускоренный износ сопла и деталей агрегата, увеличивает запыленность
и загазованность окружающей среды и не повышает производительности
труда.
4.123. При подготовке поверхностей к окрашиванию процесс
нанесения грунтовок или жидких шпаклевок, а также окрашивание по
ним красками, эмалями или лаками агрегатами безвоздушного
распыления выполняют M1 и М2.
M1 управляет агрегатом и обслуживает его
М2, работает с пистолетом-распылителем.
4.124. М2 держит пистолет-распылитель
одной рукой, второй рукой придерживает рукав высокого давления и
наносит окрашивающий состав на поверхность.
Для получения покрытия одинаковой толщины необходимо:
равномерно перемещать пистолет параллельно окрашиваемой
поверхности на расстоянии 250 — 400 мм;
скорость перемещения пистолета должна быть 0,25 — 0,6 м/с;
ось факела выдерживать перпендикулярно окрашиваемой
поверхности;
включение и выключение пистолета в процессе окрашивания
производить только во время его движения.
4.125. На рис. 17 представлена организация рабочего места
при выполнении окраски внутренних поверхностей строительных
конструкций на небольшой высоте. Машинист-оператор
M1 управляет работой агрегата безвоздушного
распыления, производит дозаправку расходной емкости лакокрасочным
материалом, перемещение агрегата по фронту работ. Маляр-оператор
М2 с помощью пистолета-распылителя наносит
окрашивающий состав на верхнюю часть стены, стоя на универсальных
сборно-разборных подмостях.
4.126. На рис. 18 представлена организация рабочего места
при выполнении окраски фермы промышленного здания. Маляр-оператор
М2 наносит окрашивающий состав
пистолетом-распылителем, стоя на рабочей площадке телескопической
катучей вышки ВТК-12. Машинист-оператор M1
управляет работой агрегата безвоздушного распыления и производит
дозаправку расходной емкости.
4.127. На каждом рабочем месте необходимо иметь:
агрегат 2600Н или 7000Н — 1;
грунтовочные и окрашивающие составы из расчета работы на одну
смену;
вискозиметр ВЗ-4 — 1 шт.;
секундомер или часы с секундной стрелкой — 1 шт.;
тару для лакокрасочных материалов емкостью 40 — 50 л — 3
шт.;
электродрель с лопастной мешалкой — 1 шт.;
средство подмащивания — 1 шт.;
сетку или марлю для процеживания лакокрасочных материалов —
1;
респиратор типа «Лепесток» (в случае работы с токсичными
веществами) — 2 шт.;
масло индустриальное 20 — 0,6 л;
растворитель (для промывки агрегата) — 3 — 4 л;
ветошь — 0,5 кг.

Рис. 17. Организация рабочего места при
окраске внутренних поверхностей строительных конструкций на
небольшой высоте
1 — пистолет-распылитель; 2 —
сборно-разборный столик-подмости; 3 — агрегат безвоздушного
распыления; 4 — расходная емкость с лакокрасочным
материалом

Рис. 18. Организация рабочего места при
выполнении окраски фермы промышленного здания
1 — пистолет-распылитель; 2 —
окрашиваемая металлоконструкция; 3 — телескопическая катучая
вышка ВТК-12; 4 — расходная емкость с лакокрасочным
материалом; 5 — агрегат безвоздушного распыления
4.128. По окончании окрашивания или в экстренных случаях
остановку агрегата следует производить в соответствии с указаниями
пп. 3.34 — 3.36.
4.129. Возможные дефекты окрашивания и способы их
устранения приведены в табл. 4.
4.130. В конце рабочей смены в обязательном порядке
необходимо провести техническое обслуживание агрегатов 2600Н и
7000Н, порядок которого указан далее в п. 5.5 в — е.
Таблица 4
|
Внешний вид |
Возможная причина |
Способ устранения |
|
По краям факела сгущения в виде «усов», а на окрашенной |
Давление недостаточно |
Увеличить давление. Прочистить и промыть фильтры. Применить |
|
Большое сопротивление в рукавах высокого давления |
Уменьшить общую длину шлангов |
|
|
Факел сужен в центре в виде «уса» |
Сопло изношено. Большая вязкость лакокрасочного материала |
Сопло заменить. Понизить вязкость лакокрасочного материала |
|
Факел имеет неравномерное сужение или несимметричен |
Сопло засорено. Сопло повреждено или изношено |
Сопло прочистить. Сопло заменить |
|
В факеле сгущения в виде «блуждающих усов», а окрашенная |
Лакокрасочный материал имеет крупные включения мягкого |
Лакокрасочный материал профильтровать или перетереть |
|
В машине есть остатки старой краски |
Расходную емкость и полости насоса, рукавов и пистолета промыть |
|
|
Факел сильно «пылит», в окружающем воздухе «туман» или «нити» в |
Давление лакокрасочного материала очень большое, а расход через |
Уменьшить давление. Применить сопло с меньшим расходом |
|
Слишком большое расстояние от пистолета до окрашиваемой |
Приблизить пистолет к окрашиваемой поверхности |
|
|
В процессе работы угол распыления постепенно уменьшается, |
Фильтры засорились. Сетки фильтров не соответствуют расходу |
Прочистить и промыть фильтры Заменить сетки фильтров. Лакокрасочный материал профильтровать |
|
При работе на водоэмульсионных красках фильтры удалить |
||
|
В окрашенной поверхности наблюдаются потеки и оплывание |
Большая толщина красочной пленки. |
Увеличить скорость перемещения пистолета. Применить сопло с |
|
Большая текучесть пленки |
Применить сопло с меньшим расходом. Покрытие наносить в |
|
|
В факеле пульсация, а на поверхности сопла потеки в виде |
Недостаточное давление краски. Сопло засорилось. Засорились |
Давление краски повысить. Сопло прочистить. Фильтры прочистить. |
|
На окрашенной поверхности параллельные полосы (сопло |
Большое или недостаточное перекрытие проходов. Задержки в |
При окраске соблюдать равномерность перекрытия проходов. |
5. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ, РЕМОНТ И ХРАНЕНИЕ АГРЕГАТОВ
5.1. Техническое обслуживание и
планово-предупредительные, а также внеплановые (аварийные) и
текущие ремонты агрегатов 7000Н и 2600Н должны производиться
централизованно силами ремонтных служб участков и управлений
механизации отделочных работ в соответствии с утвержденным графиком
планово-предупредительных ремонтов, а в случае необходимости — по
заявке машиниста агрегата.
Ремонты должны производиться агрегатно-узловым методом.
5.2. При составлении графиков планово-предупредительных
ремонтов агрегатов 2600Н и 7000Н должно быть предусмотрено
выполнение ежесменного (ЕО), периодических (ТО) технических
обслуживании и капитального (К) ремонтов.
5.3. Опыт эксплуатации агрегатов 2600Н и 7000Н при
производстве малярных работ в строительно-отделочных предприятиях
Главмоспромстроя, Минмонтажспецстроя СССР и ряде других, а также
паспортные данные агрегатов позволяют рекомендовать следующую
периодичность технических обслуживании и ремонтов (табл. 5).
Производство внеплановых — текущего и аварийных — ремонтов
целесообразно совмещать с выполнением ТО.
Таблица 5
|
Механизм |
Виды технических обслуживаний и ремонтов |
Периодичность выполнения |
Исполнители |
|
Агрегаты безвоздушного распыления 2600Н и 7000Н |
ЕО |
В начале и в конце рабочей смены |
Машинист |
|
ТО |
Первое — через 100 маш.-ч, последующие — через 200 маш.-ч |
Бригада передвижной ремонтной мастерской и машинист |
|
|
К |
Через 1400 ч |
Ремонтный персонал стационарных ремонтных мастерских и |
5.4. На каждый агрегат безвоздушного распыления должен
быть заведен журнал учета технических обслуживаний и ремонтов.
Примерная форма такого журнала и порядок заполнения рекомендуются в
табл. 6.
5.5. При
проведении ежесменного технического обслуживания в начале и в конце
рабочей смены необходимо:
а) проверить комплектность агрегата и исправность его
частей;
б) проверить машину на функционирование и на герметичность
стыков при наибольшем давлении нагнетания насоса.
После работы следует в обязательном порядке:
в) промыть сетки сменных вставных фильтров пистолета, фильтра
высокого давления и всасывающей системы;
г) прочистить и промыть распылительное сопло;
д) очистить поверхности агрегата ветошью, а полости машины,
пистолет и сопла промыть растворителем;
е) нажимные штифты пистолета смазать жидким минеральным маслом,
из насоса и рукавов удалить лакокрасочный материал и
растворитель.
Таблица 6
Журнал учета проведения технических осмотров,
обслуживаний и ремонтов агрегата безвоздушного распыления
2600Н
Инвентарный заводской № ___________ машинист
_______________________
(ф. и. о.)
|
Дата |
Техническое состояние машины |
Подпись машиниста |
Дата проведения ТО или ремонта |
Выполненная работа |
Ф.И.О., должность и подпись исполнителя |
Ф.И.О., должность и подпись принявшего работы |
|
28.02.80 |
Замечаний нет |
3.03.80 |
3.03.80 |
Текущий ремонт с разборкой нагнетательного клапана и заменой |
||
|
1.03.80 |
Замечаний нет |
|||||
|
2.03.80 |
Обратный пропуск материала через нагнетательный клапан |
|||||
|
3.03.80 |
Текущий ремонт |
|||||
|
4.03.80 |
Замечаний нет |
15.06.80 |
Выполнены работы в объеме ТО |
ж) Ежесменное техническое обслуживание проводит машинист
агрегата непосредственно на стройобъекте.
5.6. Периодическое техническое обслуживание (ТО) включает
в себя следующие работы:
а) работы, перечень которых приведен в п. 5.5;
б) проверку рукавов высокого давления на электропроводность.
Рукава, электрическое сопротивление 1 м которых больше 100 кОм, к
работе со взрывоопасными материалами не допускаются. Проверка
электросопротивления производится омметром;
в) промывку кратера гидросистемы и сетку фильтра-пробки. В
картер залить масло индустриальное марки 20;
г) расход масла для заполнения гидросистемы агрегата 2600H — 0,5
л, агрегата 7000H — 0,53 л;
д) проверку и при необходимости регулировку регулятора давления
на большее давление нагнетания насоса;
е) после смены масла, а также при отказе работы насоса после
перевозки или длительного хранения из полости поршня гидросистемы
необходимо удалить воздух. Для этого необходимо агрегат включить на
холостом ходу на 10 — 15 мин или вывернуть регулятор давления из
корпуса насоса на 2 — 4 оборота;
ж) смазка подвижных частей машины не предусматривается. Нажимные
шрифты пистолета после промывки смазывать жидким маслом;
з) техническое обслуживание производят специализированные
ремонтные бригады при участии и под контролем машиниста агрегата с
последующей соответствующей записью в журнале учета.
5.7. Текущий и аварийный ремонты агрегата и устранение
неисправностей выполняют в стационарных мастерских под контролем
ответственного инженерно-технического работника с последующей
соответствующей записью в журнале учета.
5.8. Хранить агрегаты 2600Н и 7000Н следует в закрытом
помещении, в чистом виде, с отсоединенными шлангами и
пистолетом.
Предохранитель пусковой скобы пистолета должен быть освобожден,
а сопло снято и должно храниться отдельно. Допуск посторонних к
агрегату запрещается.
5.9. При перевозке с объекта на объект агрегат следует
устанавливать в ящик либо обеспечить надежное закрепление и
исключить возможность механических повреждений, опрокидывания и
длительного воздействия влаги. Рукава должны быть свернуты в бухты
и прочно закреплены в этом положении.
5.10. Возможные неисправности, возникающие при работе
агрегатов безвоздушного распыления и способы их устранения,
приведены в табл. 7.
Таблица 7
|
Неисправность |
Возможная причина |
Способ устранения |
|
Электродвигатель не работает |
Напряжение в питающей сети отсутствует |
В месте включения агрегата проверить наличие и значение |
|
Неисправность электрического кабеля агрегата или удлинителя |
Устранить неисправность электрического кабеля и несоответствие |
|
|
Неисправны электродвигатель, выключатель или защитно-отключающее |
Эти неисправности устранять только в специализированной |
|
|
При включении пускового устройства двигатель не развивает |
Наличие в насосе давления перекачиваемого лакокрасочного |
Открыть перепускной клапан |
|
Загустевание масла в гидравлической передаче (в холодную |
Выдержать агрегат в теплом помещении либо прогреть корпус |
|
|
Пониженное напряжение в электрической сети или падение |
Проверить напряжение в сети по вольтметру до пуска и в момент |
|
|
Самопроизвольное отключение электродвигателя во время работы |
Срабатывание защитно-отключающего устройства из-за перегревания |
Повторное включение электродвигателя производить после 2 — |
|
Предохранители на распределительном щите не выдерживают |
В распределительном щите установить исправные предохранители с |
|
|
Сечение токоведущих жил кабеля-удлинителя недостаточно |
Удлинитель заменить |
|
|
Неисправность в защитно-отключающем устройстве |
Эту неисправность устранять только в специализированной |
|
|
Насос не засасывает лакокрасочный материал, но электродвигатель |
Наличие воздуха во всасывающей системе или в полости |
Открыть перепускной клапан Удалить воздух из полости гидропередачи для чего включить |
|
Подсосы воздуха во всасывающей системе |
Прочистить и плотно затянуть соединения штуцера и фильтра. |
|
|
Засорение и закупорка фильтра всасывающей системы |
Очистить и промыть сетку фильтра. Промыть клапан |
|
|
Неисправен всасывающий клапан насоса |
При необходимости заменить уплотнение или заменить клапан |
|
|
Неисправен нагнетательный клапан |
Промыть клапан растворителем. При необходимости заменить |
|
|
Вязкость лакокрасочного материала велика |
Применять менее вязкие составы В холодное время применять подогретые составы |
|
|
Недостаточно масла в гидропередаче |
Залить масло в гидросистему до верхнего уровня для агрегата |
|
|
Электродвигатель работает, но давление жидкости недостаточное |
Регулятор давления установлен на минимум |
Повернуть рукоятку регулятора по часовой стрелке |
|
Разрегулирован регулятор давления |
Регулятор давления заменить или отрегулировать |
|
|
Подсосы воздуха во всасывающей системе. |
Способ устранения см. выше |
|
|
Протечка лакокрасочного материала через перепускной клапан |
Устранить протечку лакокрасочного материала 3- или 4-кратным |
|
|
Недостаточно масла в гидропередаче |
Способ устранения см. выше |
|
|
Мембрана насоса повреждена (наличие трещин) |
Поврежденную мембрану заменить |
|
|
Обратная протечка лакокрасочного материала через всасывающий, |
Неисправный клапан заменить |
|
|
Фильтр гидросистемы засорился |
Прочистить фильтр и заменить масло |
|
|
Протечка масла или лакокрасочного материала через опорную |
Крепление корпуса насоса ослаблено |
Болты корпуса насоса затянуть |
|
Пистолет не включает или не выключает подачу лакокрасочного |
Разрегулирован клапан или изношен передаточный механизм |
Ввернуть регулировочный винт пистолета до отказа. Заменить |
|
Снятие и разрыв сетки фильтрующего элемента |
Засорение сетки фильтра |
Своевременно прочищать сетки фильтров. Фильтр с разорванной |
|
Протечка лакокрасочного материала в тыльной части пистолета или |
Износ уплотнений хвостовика клапана или поворотного шарнира |
Винт уплотнения ввернуть до отказа. Заменить изношенные |
|
Блокировка пусковой скобы в положении «Закрыто» затруднена |
Износ передаточного механизма и предохранителя пусковой |
Заменить изношенные детали |
6. ТРЕБОВАНИЯ ПРАВИЛ ТЕХНИКИ БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ
АГРЕГАТОВ БЕЗВОЗДУШНОГО РАСПЫЛЕНИЯ
6.1. При работе с агрегатами безвоздушного распыления
необходимо руководствоваться указаниями главы СНиП III-4-79
«Техника безопасности в строительстве», инструкциями по технике
безопасности и паспортом на каждый агрегат.
6.2. К работе с агрегатами 2600Н и 7000Н допускаются лица
не моложе 18 лет, прошедшие специальную подготовку и изучившие
требования правил техники безопасности при эксплуатации агрегатов
безвоздушного распыления.
6.3. Администрация должна обеспечить рабочих
индивидуальными средствами защиты (очками, респираторами, защитными
кремами, шлемами, предохранительными поясами и т.д.) и
вспомогательным оборудованием (подмостями, вышками, люльками,
лестницами и т.д.).
6.4. При производстве работ лакокрасочными материалами,
имеющими в своем составе летучие пожароопасные, токсичные,
взрывоопасные компоненты, следует проявлять особую внимательность и
осторожность, строго соблюдать требования действующих правил
производства малярных работ, промышленной санитарии, личной гигиены
и техники безопасности.
6.5. Использование лакокрасочных материалов с токсичными
компонентами растворителей и пигментов допускается только при
наличии специального разрешения либо в помещениях с
приточно-вытяжной вентиляцией, обеспечивающей в рабочей зоне
кратность обмена воздуха по санитарным нормам, с обязательным
применением респираторов, противогазов, защитных кремов и других
средств индивидуальной защиты персонала.
6.6. При работе с лакокрасочными материалами, содержащими
взрывоопасные растворители, пистолет и расходная емкость с
жидкостью должны иметь отвод зарядов статического электричества
через насосный узел. Штепсельный разъем следует располагать за
пределами взрывоопасной зоны.
6.7. При замене или прочистке распылительных сопел
отверстие распылителя необходимо направлять вниз, а пусковую скобу
устанавливать на предохранитель.
6.8. При возникновении неисправности агрегата в процессе
работы (протечке жидкости, отказе клапана распылителя и т.д.)
следует немедленно остановить машину и открыть перепускной
клапан.
6.9. Перед началом работ необходимо проверять окрасочный
агрегат на работоспособность и герметичность при максимальном
давлении материала.
6.10. Категорически запрещается:
направлять выходное отверстие распылительного сопла пистолета на
людей;
прикладывать к отверстию сопла пальцы и кисти рук;
оставлять агрегат под давлением без присмотра;
допускать к работе— с агрегатами посторонних и
необученных лиц;
работать на неисправном агрегате;
снимать, резко изгибать или растягивать шланг высокого
давления;
работать с красками и растворителями неизвестного состава;
устранять любые неисправности при включенном
электродвигателе;
перемещать насосный агрегат и разъединять штепсельный разъем при
включенном электродвигателе;
распылять через сопло взрывоопасные растворители;
производить окрасочные работы взрывоопасными материалами при
наличии во взрывоопасной зоне открытого огня, невзрывозащищенного
оборудования, установок и осветительной арматуры, находящихся под
напряжением, накапливающих заряды статического электричества и
образующих искры;
применять для чистки частей агрегата и мытья рук этилированный
бензин, четыреххлористый углерод, толуол, метанол, ароматические
растворители и другие ядовитые или неизвестные жидкости.
СОДЕРЖАНИЕ
1. Общие положения. 2
2. Окрашивание безвоздушным распылением и область применения.
2
3. Агрегаты безвоздушного распыления 2600н и 7000н.. 3
4. Организация и технология процесса окрашивания. 16
5. Техническое обслуживание, ремонт и хранение агрегатов. 46
6. Требования правил техники безопасности при эксплуатации
агрегатов безвоздушного распыления. 50
1. Общие требования охраны труда при малярных работах
1.1. Настоящая инструкция содержит требования охраны труда при подготовке окрасочных материалов и поверхностей под окраску, нанесению лакокрасочных материалов (далее – ЛКМ) и порошковых полимерных красок, сушке и обработке поверхностей лакокрасочных покрытий на территории ДОУ (далее – окрасочные работы).
1.2. К окрасочным работам допускаются работники не имеющие противопоказаний по возрасту и полу, прошедшие медицинское освидетельствование, вводный инструктаж, первичный инструктаж, обучение и стажировку на рабочем месте при работе с вредными или опасными условиями труда, проверку знаний требований охраны труда.
1.3. Работник обязан:
- выполнять только ту работу, которая определена рабочей инструкцией;
- пользоваться только тем инструментом, приспособлениями, оборудованием, работе с которыми он обучен, проинструктирован по безопасным методам труда;
- выполнять правила внутреннего трудового распорядка;
- правильно применять средства индивидуальной и коллективной защиты;
- соблюдать требования охраны труда;
- немедленно извещать своего непосредственного или вышестоящего руководителя о любой ситуации, угрожающей жизни и здоровью людей, о каждом несчастном случае или об ухудшении состояния своего здоровья;
- проходить обучение безопасным методам и приемам выполнения работ и оказанию первой помощи пострадавшим, инструктаж по охране труда, проверку знаний требований охраны труда;
- проходить обязательные периодические (в течение трудовой деятельности) медицинские осмотры (обследования), а также проходить внеочередные медицинские осмотры (обследования) по направлению работодателя в случаях, предусмотренных Трудовым кодексом и иными федеральными законами;
- уметь оказывать первую помощь пострадавшим;
- уметь применять первичные средства пожаротушения.
1.4. При выполнении окрасочных работ на работников возможно воздействие вредных и (или) опасных производственных факторов, в том числе:
- движущихся машин и механизмов;
- незащищенных подвижных частей окрасочного оборудования;
- передвигающихся окрашиваемых изделий;
- повышенной запыленности и загазованности воздуха рабочей зоны;
- повышенной температуры лакокрасочных материалов (далее — ЛКМ), моющих и обезжиривающих жидкостей, паров и газов, поверхности оборудования и изделий;
- повышенной или пониженной температуры воздуха рабочей зоны;
- повышенных уровней шума, вибрации и ультразвука при подготовке поверхности изделий к окрашиванию;
- повышенных уровней ультрафиолетового, инфракрасного, гамма- и рентгеновского излучений, возникающих при работе сушильного оборудования;
- незащищенных токоведущих частей установок подготовки поверхности, электроосаждения, окрашивания в электростатическом поле и сушильных установок;
- повышенной ионизации воздуха на участках окрашивания в электростатическом поле;
- повышенной напряженности электрического поля и повышенного уровня статического электричества, возникающих при окрашивании изделий в электростатическом поле, а также при перемещении по трубопроводам, перемешивании, переливании (пересыпании) и распылении жидких и сыпучих материалов;
- струй ЛКМ, возникающих при нарушении герметичности окрасочной аппаратуры, работающей под давлением;
- вредных веществ (в том числе в ЛКМ), действующих на работников через дыхательные пути, пищеварительную систему, кожный покров и слизистые оболочки органов зрения и обоняния;
- замыкания электрических цепей через тело работника;
- недостаточной освещенности рабочей зоны;
- расположения рабочего места на значительной высоте относительно поверхности земли (пола).
1.5. В процессе проведения окрасочных работ работником должна быть использована спецодежда, маска-респиратор, специальные защитные очки, резиновые перчатки, удобная нескользкая обувь и другие средства индивидуальной защиты.
1.6. На местах работы с вредными веществами должны быть аптечки с набором медикаментов, включающих нейтрализующие растворы.
1.7. При работе с красками и растворителями работник должен выполнять требования по обеспечению пожаро- и взрывобезопасности.
1.8. При выполнении работы необходимо соблюдать правила личной гигиены. Не принимать пищу и питьё в помещениях, где проводятся окрасочные работы. Для питья пользоваться водой из специальных устройств (питьевые баки, фонтанчики и т.п.).
1.9. При проведении окрасочных работ с использованием лестниц и стремянок необходимо соблюдать требования инструкции по охране труда при работе на приставных лестницах и стремянках.
1.10. При проведении окрасочных работ с использованием ручного и электрифицированного инструмента необходимо соблюдать инструкцию по охране труда при работе с инструментом и приспособлениями.
1.11. Необходимо строго придерживаться правил и требований настоящей инструкции, а также инструкций от производителя по эксплуатации используемых инструментов, оборудования и расходных материалов.
1.12. Работник, допустивший невыполнение или нарушение данной инструкции, привлекается к дисциплинарной ответственности в соответствии с Правилами внутреннего трудового распорядка, трудовым договором, Трудовым Кодексом РФ и, при необходимости, подвергается внеочередной проверке знаний, норм и правил охраны труда.
2. Требования охраны труда перед началом выполнения окрасочных работ
2.1. Перед началом окрасочных работ работник обязан:
- надеть спецодежду и другие установленные для данного вида работ средства индивидуальной защиты. Одежда должна быть застегнута на все пуговицы и заправлена, брюки должны быть поверх обуви, обшлага рукавов застегнуты, волосы убраны под плотно облегающий головной убор;
- провести осмотр и подготовку рабочего места;
- подготовить к работе инструменты, приспособления, инвентарь, разместить их в установленном месте, в удобном и безопасном для пользования порядке;
- проверить надежность настила лесов, подмостей, лестниц, стремянок и т.д.;
- включить, при необходимости, местное освещение и проверить исправность вентиляции;
- проверить наличие противопожарного инвентаря и доступ к нему.
2.2. Для предохранения кожи рук от воздействия ЛКМ в зависимости от состава ЛКМ следует пользоваться дерматологическими средствами индивидуальной защиты гидрофильного, гидрофобного или универсального действия. Применение указанных средств осуществляется путем их нанесения на открытые участки кожи рук до начала работы.
2.3. Работник не должен приступать к выполнению работ при следующих нарушениях требований безопасности:
- неисправностях технологической оснастки, приспособлений, инвентаря, средств защиты работающих, средств подмащивания, механизированного инструмента и механизмов, указанных в инструкциях заводов-изготовителей, при которых не допускается их применение;
- отсутствии пломб на предохранительных клапанах и манометрах компрессоров;
- недостаточной освещенности и загроможденности рабочих мест и подходов к ним.
2.4. Обнаруженные нарушения требований безопасности должны быть устранены собственными силами, а при невозможности сделать это работники обязаны сообщить о них руководителю работ.
3. Требования охраны труда во время проведения окрасочных работ
3.1. При проведении окрасочных работ работник обязан в течение всего рабочего времени содержать в порядке и чистоте рабочее место, не загромождать его и проходы материалами.
3.2. Освободившуюся из-под растворителей и лакокрасочных материалов тару немедленно удалять с рабочего места в складское помещение.
3.3. Все внутренние окрасочные работы выполнять при открытых окнах или принудительной вентиляции.
3.4. Окраску деталей и штучных изделий необходимо производить на рабочих местах, оборудованных вытяжной или общеобменной вентиляцией, или на открытом воздухе.
3.5. Мойку и обезжиривание деталей и изделий перед окраской следует производить негорючими составами: щелочными растворами, кислотными составами, органо-щелочными эмульсиями, синтетическими моющими средствами, органическими трудногорючими и негорючими растворителями.
3.6. При приготовлении составов для обезжиривания или травления необходимо соблюдать следующие требования:
- перемешивать кислоты, щелочи и другие растворы необходимо в емкости с использованием приспособлений;
- при приготовлении кислотного раствора вначале наливать воду, а затем вливать кислоту;
- при приготовлении сложного раствора кислот, последнюю в емкость наливать серную кислоту;
- перемешивание кислоты, щелочи и т.п. растворов должно производиться только специальными приспособлениями и в исправной таре;
- кислоты и щелочи разбавляются небольшими порциями воды при непрерывном помешивании;
- при переливании кислоты из бутылей на горлышко необходимо надевать специальные насадки для предотвращения разбрызгивания кислоты.
3.7. Процессы приготовления свинцово-суриковых грунтовок, свинцовых белил, а также пересыпки, перемешивания и перетирки сухих свинцовых пигментов должны быть полностью герметизированы.
3.8. Перемешивание, разбавление и розлив ЛКМ в мелкую тару необходимо производить в местах, оборудованных местной (локальной) вытяжной вентиляцией, на поддонах с бортами высотой не менее 50 мм, изготовленных из неискрообразующего материала.
3.9. Перемешивание и разбавление лакокрасочных материалов производится в металлических емкостях (ведрах, бачках и т.д.) с помощью специальных мешалок.
3.10. При перемешивании, разбавлении или переливании ЛКМ и растворителей необходимо использовать средства индивидуальной защиты глаз и органов дыхания.
3.11. При подготовке поверхностей под окраску необходимо соблюдать следующие требования:
- работать только исправным ручным или механизированным инструментом;
- удаление разогретой или растворенной химическим способом старой окрасочной пленки производить шпателем (скребком) с длинной рукояткой;
- при очистке поверхностей от ржавчины, окалины, старой краски, при шлифовке очищаемой поверхности пользоваться средствами индивидуальной защиты рук, органов зрения и дыхания;
- производить выжигание старой масляной краски паяльными лампами внутри помещения при непрерывном сквозном проветривании (вентилировании) или на открытом воздухе.
3.12. К рабочему месту лакокрасочные материалы должны доставляться готовыми к употреблению в плотно закрытой таре и в количестве, не превышающем сменного расхода. Применение стеклянной тары не допускается.
3.13. Работу в зоне красящего аэрозоля разрешается выполнять только при защите органов дыхания.
3.14. Во время окраски поверхностей пульверизатором необходимо избегать излишнего разбрызгивания краски и чрезмерного ее распыления.
3.15. При нанесении краски распылителем необходимо следить за показаниями манометра. Повышать давление в краскораспылительном бачке выше рабочего не опускается.
3.16. Пролитые на поверхность пола ЛКМ следует немедленно убирать с применением опилок, песка или сорбирующих материалов и протереть ветошью, смоченной соответствующим ЛКМ растворителем. После этого очищенную поверхность необходимо обработать водой с моющим средством.
3.17. Для очищения кожи рук от ЛКМ необходимо применять очищающие пасты, кремы, гели, предназначенные для использования при работах, связанных с трудносмываемыми, устойчивыми загрязнениями. Не допускается замена специальных очищающих средств агрессивными для кожи рук средствами (органическими растворителями, абразивными веществами (песок, чистящие порошки), каустической содой).
3.18. При проведении окрасочных работ запрещается:
- принимать пишу на рабочем месте;
- подходить к открытому пламени в специальной одежде, сильно загрязненной растворителями или красителями;
- допускать на рабочее место посторонних лиц, перепоручать им выполнение своих должностных обязанностей;
- эксплуатировать неисправное оборудование или использовать его не по назначению;
- работать без средств индивидуальной защиты;
- приготавливать краски и производить окраску в помещениях, где отсутствует вентиляция или выполняются работы, связанные с нагреванием изделий или искрообразованием;
- применять лакокрасочные материалы неизвестного состава и не имеющих санитарно-гигиенической и пожарной характеристик;
- применять открытый огонь в местах приготовления краски, на рабочем месте и местах хранения тары;
- заменять менее токсичные растворители на более токсичные, применять бензол, пиробензол для обезжиривания деталей и изделий, а также в качестве растворителей и разбавителей для ЛКМ;
- содержать легковоспламеняющиеся жидкости в открытой таре.
3.19. Тару с материалами (лаки, нитрокраски), имеющими взрывопожароопасные пары, во время перерывов в работе следует закрывать соответствующими пробками или крышками и открывать для исключения искрообразования при помощи латунных молотка и зубила.
4. Требования охраны труда в случае аварийных ситуаций
4.1. При возникновении аварий и ситуаций, которые могут привести к авариям и несчастным случаям, необходимо:
- немедленно прекратить работы и известить руководителя работ;
- под руководством руководителя работ оперативно принять меры по устранению причин аварий или ситуаций, которые могут привести к авариям или несчастным случаям;
- при возникновении неполадок в работе механизированного инструмента работы следует приостановить, отключить инструмент от сети и доложить руководителю работ.
4.2. При плохом самочувствии (угар от краски) немедленно обратиться за медицинской помощью в ближайшее лечебное учреждение, сообщить о случившемся заведующему дошкольным образовательным учреждением.
4.3. Если возник пожар эвакуировать людей из помещения, немедленно сообщить о пожаре в пожарную часть и заведующему ДОУ, приступить к тушению очага возгорания с помощью первичных средств пожаротушения.
4.4. При несчастном случае:
- немедленно организовать первую помощь пострадавшему и при необходимости доставку его в медицинскую организацию;
- принять неотложные меры по предотвращению развития аварийной или иной чрезвычайной ситуации и воздействия травмирующих факторов на других лиц;
- сохранить до начала расследования несчастного случая обстановку, какой она была на момент происшествия, если это не угрожает жизни и здоровью других лиц и не ведет к катастрофе, аварии или возникновению иных чрезвычайных обстоятельств, а в случае невозможности ее сохранения – зафиксировать сложившуюся обстановку (составить схемы, провести другие мероприятия).
5. Требования охраны труда после окончания малярных работ
5.1. Привести рабочее место в порядок.
5.2. Инструмент и приспособления очистить и промыть с соблюдением мер предосторожности от остатков лакокрасочных материалов, сложить на место хранения, убрать отходы в предназначенную для этого тару.
5.3. Утилизировать пустые емкости из-под используемых красок, растворителей и т.п.
5.4. Снять спецодежду, осмотреть, вычистить и убрать в специально отведённое место.
5.5. По окончании работ с ЛКМ необходимо тщательно вымыть лицо и руки тёплой водой с мылом, нанести на кожу рук регенерирующие (восстанавливающие) кремы (эмульсии).
5.6. Помещения, в которых производились малярные работы, проветривать не менее двух часов.