При сборке различных электротехнических и радиотехнических устройств популярна пайка. Она обеспечивает электропроводное соединение медных проводов и иных медных изделий друг с другом, с компонентами электрических схем и прочими металлическим деталями из чистой меди и медных сплавов, а также производить пайку алюминия. Пайка проста, очень гибка, позволяет получить низкое переходное сопротивление соединяемых компонентов.
Суть технологии пайки заключается в нагреве зоны контакта с последующей ее заливкой жидким металлическим легкоплавким припоем. После остывания расплав обеспечивает электрический контакт. Перед тем как припаять провода, обычно необходима дополнительная обработка соединяемых поверхностей (чаще всего т.н. лужение проводов), что гарантирует долговременную стабильность.
При отсутствии вибраций и ударных нагрузок для мелких деталей достигается неплохая прочность соединения. Во всех прочих случаях паяют с дополнительной фиксацией.
Что может понадобиться для пайки?
Для пайки требуется источник тепла. Можно паять с использованием открытого пламени, электрической спирали, а также луча лазера. Последний позволяет паять даже чистым металлом. Дома пользуются преимущественно электрическим паяльником. Он предназначен для:
- монтажа и ремонта различных электронных схем;
- конструирования и ремонта электротехнического оборудования;
- лужения слоем припоя различных металлических изделий.
Паяльник
Паяют ручным паяльником, который используют для:
- прогрева соединяемых компонентов;
- нагрева припоя до перехода его в жидкое состояние;
- нанесения жидкого припоя на соединяемые элементы.
Паяльник, который изображен на рисунке 1, содержит:
- изолированный слюдяной пленкой или стеклотканью спиральный нагреватель из нихромовой проволоки;
- медное жало, которое расположено внутри спирали;
- пластиковую или деревянную рукоятку;
- корпус для размещения жала паяльника и спирали.

Подключение к электрической сети производят кабелем длиной примерно 1 м, который через ограничитель радиуса изгиба выходит из задней части рукоятки.
Деревянная или пластиковая рукоятка имеет форму простой ручки. Электронные схемы паяют изделиями небольшой мощности, оборудованных пистолетными рукоятками с кнопкой-курком для быстрого разогрева жала. Один из вариантов такого инструмента показан на рисунке 2.

Бытовые паяльники предназначены для подключения к сети напряжением 12 и 220 В.
220 — вольтовые паяльники из соображений обеспечения электробезопасности должны комплектоваться 3-контактной вилкой, обеспечивающей надежное заземление. Для 12-вольтовой техники достаточно простой 2-контактной плоской вилки.
Припой
Паяют припоем – сплавом олова со свинцом, возможны добавки иных металлов. Припой имеет форму трубки или проволоки различного диаметра. Трубчатый припой заполнен внутри канифолью, паять с его помощью более удобно.
Свинец вводят в сплав для уменьшения стоимости. Его удельное содержание различно, что прямо отражается в марке. Например, ПОС-61 (очень популярный третник) означает:
- П — припой;
- ОС – оловянно-свинцовый;
- 61 – с 61-процентным содержанием олова.
В быту паяют сплавами с уменьшенным содержанием олова, лужение посуды целесообразно выполнять составом ПОС-90.
Кроме того, паяют мягкими и твердыми припоями. Мягкие составы имеют температуру плавления менее 450, остальные относят к твердым. Температура плавления припоя ПОС-61 составляет 190 – 192 °С. Из-за сложностей разогрева высокотемпературную пайку с привлечением твердых припоев электрическим инструментом не выполняют.
Составами с добавлением легкоплавких металлов: алюминия и кадмия – паяют алюминий. Из-за повышенной токсичности паять с их помощью можно только при отсутствии альтернативы.
Флюс
Паяют обязательно под флюсом — вспомогательным компонентом, обеспечивающим:
- растворение окисных пленок на поверхности соединяемых деталей;
- хорошее сцепления с ними паяльного сплава;
- улучшение условий растекания сплава по поверхности тончайшим слоем.
Обычно в этом качестве используют канифоль, а также составы на основе ее смеси со спиртом, глицерином и цинком. Канифоль имеет температуру размягчения чуть выше 50°С, при 200°С кипит. Химически канифоль довольно агрессивна по отношению к металлам и гигроскопична, при насыщении влагой быстро увеличивает проводимость. В зависимости от добавок и их концентрации демонстрирует свойства нейтральных или активных флюсов.

Канифольный флюс продается в виде порошка, кусками или раствора канифоли.
Серебро, нержавеющую сталь и некоторые другие металлы можно паять только с помощью специальных флюсов (известны как кислотные флюсы или паяльные кислоты).
Некоторые монтажники, которые паяют провода, для улучшения качества облуживания выполняют предварительный нагрев на таблетке аспирина, пары которого выполняют функции флюса.
Паяльные пасты
Паяльная паста это композиция из припоя и флюса. Ею паяют в труднодоступных местах, а также при установке безвыводных электронных элементов. Состав наносят на компонент, который затем просто прогревают жалом.
Пасту можно изготовить самостоятельно. Для этого оловянные опилки смешивают с жидким флюсом до гелеобразной консистенции. Хранят пасту в герметичной упаковке, срок годности из-за окисления олова не превышает шести месяцев.
Подставка для паяльника
Паяют жалом, нагретым до высокой температуры, поэтому в перерыве инструмент оставляют на подставке. Для мощных паяльников ее выполняют с двумя опорами: задняя для рукоятки, передняя – для корпуса. Опоры монтируют на фанерном основании, которое используют служит для:
- установки коробки с канифолью;
- хранения проволоки припоя (пример приведен на рисунке 3);
- чистки жала.
Рисунок 3 показывает, что подставка не требует дефицитных материалов, может быть изготовлена своими руками.

Для устройств малой мощности часто применяют конусообразный держатель (обычный или спиральный, что показано также на рисунке 3), в которую инструмент вставляют жалом.
Старшие модели подставок снабжают регулятором рабочей температуры, ЖК дисплеем для индикации температуры жала, рисунок 4. Подобный паяльный инструмент часто называют паяльной станцией.

Оплетка для удаления припоя
С оплеткой паяют в тех случаях, когда необходимо удаление припоя с печатной платы при демонтаже деталей. Представляет собой плотную сетку из покрытых флюсом тонких медных проволок.
Принцип действия основан на поверхностном эффекте: сетка «впитывает» припой, расплавленный на печатной плате, за счет капиллярных сил.
Обычно ширина оплетки составляет около 5 мм, поставка рулонная в корпусе диаметром примерно 5 см.
Функции удаления припоя может выполнять внешняя оплетка старого гибкого коаксиального кабеля.
Меры безопасности
Соблюдение техники безопасности:
- способствует защите от термических ожогов;
- предотвращает возникновение пожара;
- защищает от поражения электрическим током.
Прежде чем начинать паять, следует убедиться в исправности кабеля питания. Жало не должно касаться поводов, а также прочих предметов. Паяльник необходимо всегда класть на подставку. Запрещается касаться его корпуса, брать инструмент можно только за ручку.
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.

Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
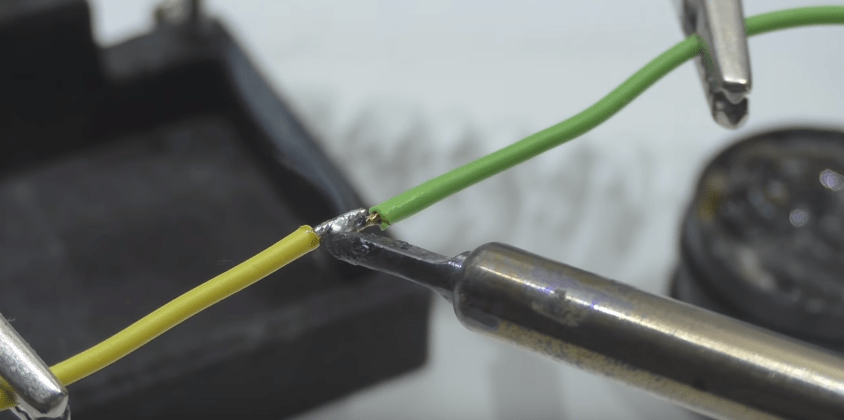
Пошаговая техника пайки проводов
Пайку проводов выполняют в такой последовательности:
- Снимают изоляцию на длине 3-5 см (на проводах большего диаметра длина удаляемого участка больше).
- При необходимости зачищают и обезжиривают соединяемые жилы.
- Формируют плотную скрутку проводов.
- Обрабатывают полученный сросток флюсом.
- Набирают на жало припой и паяют скрутку, прогрев продолжают до полного растекания; при необходимости повторяют несколько раз. Припой должен заполнить все полости сростка так, как это показано на рисунке 6.
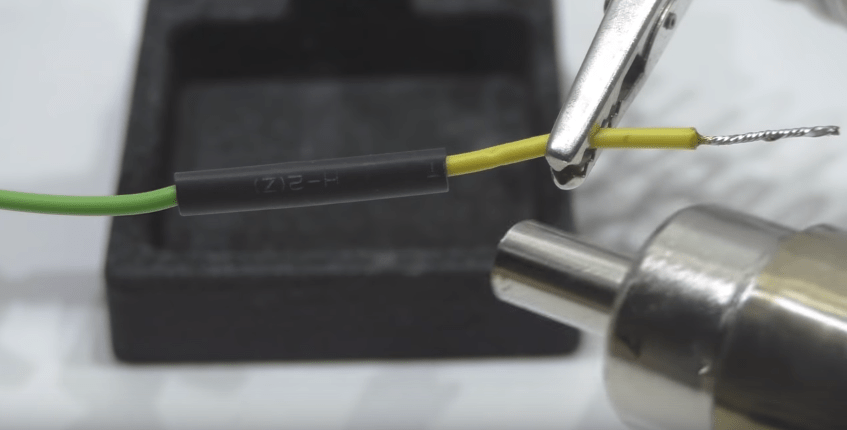
- Полученный сросток изолируют.

Пайка алюминиевых проводов друг с другом, а также с медными не имеет принципиальных отличий за исключением более сложной процедуры облуживания.
Пошаговая методика пайки радиодеталей на плату
Обычно радиодетали и заводские печатные платы имеют выводы и токоведущие дорожки, которые покрыты оловом. Их можно паять без предварительного облуживания. Платы лудят только при их самостоятельном изготовлении.
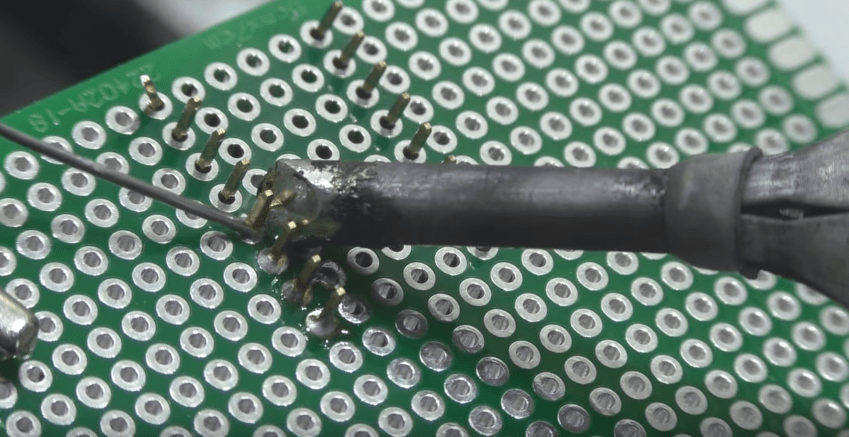
Процедура пайки включает такие шаги как:
- Пинцетом отгибают выводы под требуемым углом, затем их вставляют в отверстия платы.
- Фиксируют деталь пинцетом.
- Набирают припой на жало, погружают его в канифоль, приставляют к точке соединения вывода с платой так, как это показано на рисунке 7. После нагрева поверхностей припой перетекает на дорожки платы, вывод элемента, контакты микросхем, равномерно распределяясь по ним под действием сил поверхностного натяжения.
- Деталь удерживают в нужном положении пинцетом до застывания припоя.
- После завершения пайки следует обязательно промыть плату спиртом и/или ацетоном.
- Дополнительно контролируют отсутствие короткого замыкания компонентов платы, вызываемых каплями припоя.

Губки пинцета для лучшей фиксации целесообразно заточить или использовать специальный инструмент по типу показанного на рисунке 8.
Избыток выводов удаляют бокорезами.

На повторно используемых платах установочные отверстия очищают от остатков припоя деревянной зубочисткой.
При работе целесообразно соблюдать следующие правила:
- жало ориентируют параллельно плоскости платы;
- из-за опасности перегрева радиодеталей, а также отслаивания токоведущих дорожек из-за перегрева платы паяют не более 2 секунд;
- перед набором припоя жало следует очистить от окислов.
Возможные проблемы при пайке
При наличии определенного быстро нарабатываемого навыка пайка обеспечивает хороший контакт. Немногочисленные проблемы легко выявляют визуально. К таковым относятся:
- слабый прогрев соединяемых компонентов или т.н. холодная пайка – припой приобретает характерный тусклый цвет, механическая прочность контакта падает, он быстро разрушается;
- перегрев компонентов – припой вообще не покрывает поверхности, т.е. соединение фактически отсутствует;
- перемещение соединяемых компонентов до полного затвердевания припоя – видимый резкий разрыв в пленке затвердевшего припоя, соединение отсутствует.
Устранение этих дефектов осуществляют повторной пайкой.
Заключение
Соединение пайкой обеспечивает высокое качество в сочетании с технологичностью. Процедура проста в реализации (научиться паять можно за пару часов), но необходимо аккуратно выполнять нескольких последовательных операций, тщательно соблюдая технологию работы.
Правильно паять можно только при наличии исправного инструмента.
Возможные проблемы при пайке Паяют всегда со строгим соблюдением правил техники безопасности.
Видео уроки, как паять
Пайка для начинающих
Время на прочтение
6 мин
Количество просмотров 805K
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди…». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
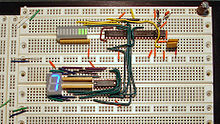
Так можно собрать весьма кучерявое устройство.

Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).

Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:

и припой c флюсом внутри:

ВСЕ!
Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.

Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Фаза 1
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
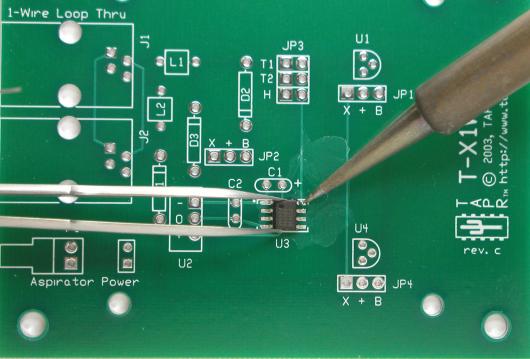
Фаза 2
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.

Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.


Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:

Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.



Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.

- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.


Успехов в пайке! Запах канифоли — это круто!
Пайка для начинающих
У начинающего мастера по ремонту электроники возникает огромное количество вопросов. Занимаясь паяльными работами, как SMD компонентов так и BGA микросхем, более 8-лет, мастера Bgacenter подготовили для вас исчерпывающий гайд по пайке. Вы также можете освоить пайку для начинающих под руководством специалистов, здесь профессиональная программа по пайке.

Пайка от А до Я
Процесс пайки bga микросхем, для удобства разделим на несколько последовательных шагов. Основные из которых:
- подготовка материнской платы к паяльным работам
- выпаивание микросхемы
- подготовка контактной площадки
- удаление компаунда
- реболлинг микросхемы
- припаивание микросхемы на плату
- проверка качества пайки
Для того чтобы получить представление о пайке bga, если ранее этим не занимались посмотрите видео-инструкцию. Как преподаватель Bgacenter выполняет процесс паяния
Подготовка платы
Перед выполнением паяльных работ внимательно осмотрите место предстоящей пайки. А именно: какие микросхемы расположены рядом, есть ли среди них те которые покрыты компаундом (размещаем на них теплоотводы), какие чипы находятся с обратной стороны материнской платы.
Если выпаиваете микросхемы, а с другой стороны находится CPU или BB_RF; старайтесь немного натягивать микросхему и не давать припою полностью расплавится под чипом. Это так называемая холодная пайка, позволяет не угревать микросхемы расположенные на обратной стороне. В этом случае рискуем оторвать пятаки на контактной площадке, но их потом можно восстановить. К тому же чаще отрываются пустышки – неиспользуемые контакты.
Важно учитывать температуру окружающей среды. То есть зимой если в помещении прохладно или есть сквозняки, температуру необходимо поднимать немного выше на 20-30 градусов Цельсия.

Выпаивание bga микросхемы
После проведения визуального осмотра необходимо определиться с направлением потока горячего воздуха. Общее правило – направление фена от микросхем на компаунде. Затем устанавливаем теплоотводы микросхемы с компаундом. Пинцетом «примериться» к микросхеме. Как будет захватываться, с какой стороны заводиться лопатка (чипы на компаунде снимаем лопаткой). При необходимости снять часть обвязки, затем до припаивания U, обвязку восстановить.
Выставить температуру на фене 320 – 340 градусов Цельсия. Расход воздуха – индивидуальная величина для каждой термовоздушной паяльной станции.
Направить фен на плату, на 5-7 сек, (предварительно прогреть плату) поднять температуру места пайки. Для исключения тепловых деформаций motherboard. И для равномерности прогрева. Флюс растекается и равномерно распределяется по необходимому участку.
Поток воздуха. Это индивидуально. Много зависит от того насколько близко Вы паяете от элемента. Я паяю близко к элементу, почти вплотную. И на большом потоке. За счет этого уменьшается время воздействия горячего воздуха на плату. Поток необходимо подбирать индивидуально. Существует два критерия:
- отпаянные микросхемы и компоненты (обвязка) чтобы не сдувало с платы,
- не перегревать плату, это значит исключить продолжительное по времени воздействие высокой температуры. Почему это может быть критично для платы? Либо угреваются рядом стоящие микросхемы на компаунде, либо микросхемы установленные на другой стороне платы, особенно припаянные на легкосплавную пасту могут самопроизвольно отпаяться, в случае ранее выполнявшихся ремонтов. Это еще один очень важный момент, если плата к вам попала уже паяная, а это можно определить при внешнем осмотре; микросхемы могут быть припаяны на bga пасту с низкой температурой плавления. Поэтому перед выполнением работ по пайке, обязательно визуальный осмотр и согласование рисков с клиентом.
Нанести флюс по периметру микросхемы, так как плата горячая, он сразу растекается и затечет под микросхему. Флюс необходим для равномерного распределения температуры. Фен заводить как можно вертикальнее. И начинаем прогревать микросхему, постоянно делая круговые движения, для равномерного нагрева.
Момент снятия микросхемы. Можно ориентироваться по времени (раньше, лет 7 назад — я про себя отсчитывал секунды) или по рядом стоящему конденсатору. Если конденсатор свободно перемещается, ещё 5 секунд грею, затем небольшое смещение по горизонтали в сторону, и затем поднимаю. Если сразу поднимать вертикально вверх, возможен отрыв пятаков. Стараюсь не допускать продолжительности нагрева больше 20 секунд. Некоторые bga микросхемы имеют стеклянный корпус и важно не повредить его. Если при пайке появляется хотя бы небольшой скол или царапины на корпусе чипа, микросхему меняю, используя донорскую плату.

Подготовка контаткной площадки
Паяльником с тонким наконечником нанести сплав Розе на каждый вывод на контактной площадке. Это необходимо для понижения температуры заводского бессвинцового припоя. Если опасаетесь оторвать контакты (или когда мало опыта) при работе с паяльником, можно залудить оплетку сплавом Розе и уже оплеткой залуживать контакты на контактной площадке. При этом особое внимание на обвязку, очень легко и незаметно можно “убрать” радиокомпоненты и потом необходимо будет восстанавливать, перед установкой микросхемы.

На оплетку нанести флюс и не надавливая на плату (положил паяльник и потянул за оплетку) собрать остатки припоя с контактной площадки.
Ватной палочкой или зубной щеткой смоченной в техническом бензине БР-2 (или спирте) отмыть контактную площадку от остатков флюса. Перед отмывкой понизить температуру платы. Как я понимаю, когда уже можно мыть бензином? Палец положил на плату, и если палец терпит, то можно и бензином, для исключения повреждения платы.
Удаление компаунда
Выставить на фене температуру 240 – 250 градусов Цельсия. Специальной лопаткой или пинцетом убрать остатки компаунда с контактной площадки, из-под микросхемы и обязательно очистить периметр. Часто вокруг микросхем установлены компоненты очень маленьких размеров и залиты компаундом. Поэтому особое внимание при чистке компаунда на то чтобы не оторвать обвязку вместе с клеем. Для этого рекомендуется достаточное время прогревать плату, для размягчения клея. И снимать компаунд послойно, а не сразу на всю глубину. Финально отмыть место пайки.
При выполнении ремонта, в режиме диодной прозвонки измерить падение напряжения на каждом контакте. Обязательно даём плате остыть и только после этого выполняем замеры. Горячие конденсаторы могут показывать КЗ, а когда их температура понизиться, КЗ не покажут.

Реболлинг микросхемы
Расположить микросхему на специальном коврике, сверху на котором разместить салфетку или кусок джинсовой ткани.
Для восстановления шариковых выводов на микросхеме, необходимо удалить существующий припой. Паяльником залудить сплавом Розе все выводы на микросхеме (для больших микросхем NAND Flash или Wi-Fi, чипы малых размеров можно не залуживать Розе, а сразу собирать припой медной оплеткой). Будьте аккуратны со стеклянными корпусами, пины легко повреждаются и затем не залуживаются.
Нанести флюс на микросхему и оплеткой с паяльником собрать припой перемешанный с Roze. При необходимости удалить остатки компаунда с поверхности чипа. Отмыть микросхему ватной палочкой или зубной щеткой.
Подобрать трафарет. Предварительно под микроскопом оценить состояние трафарета (качество просечки, загрязненность пастой или флюсом), при необходимости отмыть трафарет бензином или заменить. Совместить трафарет с микросхемой и прижать пинцетом. Лопаткой нанести немного пасты на трафарет и затереть bga пасту в отверстия. Излишки пасты убрать лопаткой и ватной палочкой.
С этого момента и при последующей накатке не допускать горизонтальных и вертикальных смещений накатываемой микросхемы относительно трафарета.
Температуру на фене понизить примерно до 250 – 270 градусов Цельсия. Поток воздуха также можно уменьшить по сравнению с потоком при демонтаже. Направить фен на трафарет и прогревать по периметру, выполняя круговые движения. Выпарить флюс из пасты и окончательно сформировать выводы на чипе.
Стоматологическим зондом или пинцетом вытолкнуть микросхему из трафарета (толкнув в угловые контакты). Это необходимо выполнять, пока микросхема не остыла, иначе она застрянет в трафарете.
Дополнительно еще раз прогреть феном вновь сформированные контакты, для окончательного формирования шаров.

Припаивание микросхемы на плату
Если при подъеме микросхемы сместили обвязку, сначала восстановить обвязку, только потом работаем с микросхемой. На фене выставить Т = 280 – 320 градусов Цельсия (в зависимости от используемой пасты) и уменьшить поток воздуха, по сравнению с потоком при выпаивании.
Нанести флюс небольшое количество на контактную площадку. если флюса будет много, микросхема будет плавать в нем.
Выставить микросхему по зазорам и по ключу:
- точка или другой знак на корпусе микросхемы
- контакт А1, смотреть в ZXW или Wuxinji
Направить поток горячего воздуха на припаиваемую микросхему. Если микросхему сдувает с платы, заводите фен сверху. В этом случае воздухом микросхему придавит и она не будет смещаться. А ещё может сдувать микросхему, потому-что мастер забыл добавить флюс — . Ни в коем случае нельзя надавливать на микросхему сверху.
Как понять что микросхема припаялась:
- Когда прекращаются пульсации флюса выходящего из под припаиваемой микросхемы
- Зондом или пинцетом толкнуть микросхему горизонтально, для того чтобы убедиться что микросхема припаялась. За счет поверхностного натяжения припоя микросхема переместиться обратно. Я всегда толкаю, за много лет выработалась такая привычка. Даже центральный процессор, когда “перекидку” делаю тоже толкаю, для уверенности.
Отмыть флюс с материнской платы.

Проверка качества пайки
Перед проверкой понизить температуру платы. Нельзя подключать к ЛБП и подавать питание на горячую плату сразу после пайки. Так как существуют линии, чаще всего это основные питающие линии процессора и оперативной памяти,у которых низкое сопротивление. И при подаче напряжения на горячую плату – ЛБП может регистрировать КЗ. Подключить плату к лабораторнику и подать напряжение, начиная с 0 вольт плавно довести до рабочего 3,8 Вольт. Если пайка выполнена качественно, то потребления тока на блоке не покажет.

Схемы для пайки для начинающих
Программное обеспечение которым пользуются мастера Bgacenter:
- Wuxinji,
- JCID,
- Xinjijao,
- ZXWsoft.
У каждого софта есть свои преимущества и недостатки. Основной источник схем для пайки это Wuxinji.

Пайка для начинающих видео
Набор для пайки для начинающих
Необходимый и достаточный набор оборудования и расходных материалов, для выполнения самостоятельных ремонтов материнских плат телефонов, планшетов и ноутбуков.
Паяльник 
Термовоздушная паяльная станция

Микроскоп

Лабораторный блок питания

Мультиметр

Держатели плат

Пинцеты

Трафареты

Стоматологический зонд

Силиконовый жаростойкий коврик

BGA паста

Флюс для пайки Martin (Германия) не требующий смывки

Припой

Оплетка для удаления припоя 1,5 и 2,0 мм

Ультрафиолетовый лак

Ватные палочки

Итог
Пайка для начинающего мастера – увлекательный процесс. Самостоятельное освоение которого потребует не только значительных материальных, а и финансовых вложений. Понятно, что опыт приходит с практикой. И чем больше этой самой практики, тем более профессиональным становится мастер по пайке.
Но есть одно но — – начинать лучше под руководством опытных мастеров. Которые имея большой бэкграунд, готовы поделиться знаниями и опытом с другими.
Вы уже прочитали с десяток «умных» книг по пайке, купили свой первый электрический паяльник и, возможно, даже раздобыли на барахолке старые печатные платы. В общем, подготовились к работе основательно.

Но что делать дальше?
Теоретически все мы знаем, как нужно паять. Но вот с тонкостями пайки знакомы немногие. Тем более если вы начинающий радиолюбитель. Опыт приходит со временем.
Однако вовсе необязательно набираться уму-разуму методом проб и ошибок. Некоторые советы и хитрости вы можете почерпнуть из этой статьи.
Содержание
- Припой
- Толщина проволоки
- Какой припой покупать
- Совет для новичков
- Флюс
- Какие бывают флюсы
- Канифоль
- ЛТИ-120
- Канифоль-гель
- Глицерин-гидразин
- ФСГЛ
- Ф-34А
- Как правильно паять
- Пайка полупроводников: транзисторов и диодов
- Пайка проводов
- Пайка проволокой припоя
- Как паять провода в лаковой изоляции
- «Третья рука» — незаменимый помощник при пайке
- Губка
- Техника безопасности
- Видео по теме
Припой
Без этого сплава нормально паять не получится. Поэтому, приобретая в магазине электропаяльник, не забудьте затариться и припоем.
Самый распространенный припой среди радиолюбителей — это 60/40 Alloy, он же ПОС-61.
В данном сплаве содержится 60% олова и 40% свинца. Плавится при температуре порядка 180-220 град.
Обратите внимание: лучше всего приобретать проволочный припой, который намотан на катушку. Работать с ним намного удобнее.

Толщина проволоки
Для пайки мелких радиодеталей предпочтительно использовать тонкую проволоку. Чем меньше будет диаметр — тем проще дозировать.
На рабочем месте всегда должны быть катушки с разной толщиной проволоки. Для пайки в домашних условиях обычно за глаза хватает припоя толщиной 0,3—0,6 мм.

Если нужно паять массивные детали, то тут разумно использовать припой потолще. Толщины 1—1,5 мм будет вполне достаточно.
Какой припой покупать
Даже если вы убежденный патриот, лучше все-таки отдать предпочтение зарубежным производителям. Отечественные продукты пока очень слабенькие в плане качества.
При выборе припоя можно ориентироваться на цену. Одна катушка не должно стоить меньше 200 рублей.
Знаете пословицу: «Скупой платит дважды»? Не повторяйте ошибок прошлого. Лучше один раз переплатить за качественный продукт, чем потом вспоминать словарный запас слесаря-сантехника, когда ничего не будет получаться.
Тем более что одной катушки вам должно хватить минимум на 6—12 месяцев.
Совет для новичков
Кроме стандартного припоя, рекомендуем приобрести сплав Розе. Это тот же припой, но с очень малой температурой плавления (в районе 100 град.). Этот сплав может пригодиться при демонтаже деталей с печатной платы.
Флюс
При нагреве некоторые материалы могут окисляться, в результате чего при нанесении на них припоя он будет скатываться в шарики. Это касается не только пайки алюминия.
Чтобы избежать подобной проблемы, во время паяльных работ применяют различные флюсы — это смесь, состоящая из органических и неорганических веществ, которые разрушают оксидную пленку.

Какие бывают флюсы
Канифоль
Кто не в курсе, это самая обычная (правда, предварительно очищенная) смола сосны. Дешевая, но уже проверенная временем вещь!
В процессе пайки в первую очередь на жало электропаяльника набирают немного припоя, потом окунают разогретый стержень в емкость с канифолью и быстро паяют. Быстро — чтобы канифоль не испарилась.
Впрочем, можно сделать иначе.
Канифоль сначала растворяется в этиловом спирте. Затем готовый раствор с помощью кисти наносится на детали, которые нужно спаять, и можно приступать к пайке. Так намного удобнее.

Главное преимущество сосновой смолы заключается в том, что ее не надо удалять с места пайки. А еще канифоль является прекрасным диэлектриком.
ЛТИ-120
Это жидкость рыжеватого цвета, в которой содержится сосновая смола и дополнительные присадки.
Наносится на деталь с помощью кисточки, как и канифоль, растворенная в этиловом спирте. Но если состав очень жидкий, то его можно нанести только тонким слоем, который очень быстро испаряется.
Чтобы избежать данной проблемы, необходимо предварительно дать составу загустеть: наливаем в крышку и даем ему постоять несколько дней. Состав должен загустеть до консистенции жидкого мёда. С помощью зубочистки наносим его на место пайки.

Если состав загустеет очень сильно, то его всегда можно разбавить, подлив небольшое количество жидкого флюса и тщательно перемешав.
Поскольку в ЛТИ-120 присутствуют присадки, то его нужно смывать. Для этого используется кисть, смоченная в спирте.
Канифоль-гель
Густая пастообразная масса (как правило, имеет коричневый цвет), изготовленная на основе сосновой смолы.
В качестве тары используется не баночка, а шприц — это упрощает нанесение состава. Важно, что при использовании канифоль-гели не образуется нагар на рабочей части жала электрического паяльника.
После завершения паяльных работ данный состав очень легко смыть этиловым спиртом. Впрочем, вы можете попробовать даже обычной водой.
Глицерин-гидразин
Хороший флюс, однако работать с ним нужно только в хорошо проветриваемом помещении, поскольку пары могут быть токсичны.
Также этот флюс обязательно нужно смывать. В противном случае через 1—2 года дорожки на печатной плате могут «выйти из строя».
ФСГЛ
Данный состав содержит в себе глицерин (около 90%), салициловую кислоту и воду. Однако он вызывает определенные опасения в плане безопасности для здоровья. Да и в свободной продаже найти этот флюс довольно проблематично.
Ф-34А
С одной стороны этот флюс представляет собой «ядреную смесь», которая справится абсолютно с любой задачей. С другой, очень токсичная смесь. Тут даже проветривание помещения не особо поможет. Нужна очень мощная вытяжка.

Как правильно паять
Рассмотрим самые основные нюансы, которые должен знать каждый, кто берет в руки электропаяльник и собирается паять.
Первым делом необходимо будет облудить детали. Кто-то скажет, что это необязательно делать, но лучше перестраховаться.
Единственный момент: лужение можно не делать, если вы паяете выводы микросхем и радиодеталей, так как за вас это уже сделал завод-изготовитель.
Обязательно обращайте внимание на консистенцию припоя — он должен быть жидким, чтобы хорошо смачивать детали. Чтобы выполнить это условие, нужно использовать качественный припой и следить за температурой паяльника: он не должен быть еле теплым или чрезмерно горячим.
Например, если вы используете припой ПОС-40, желательно паять при температуре не ниже 220 и не выше 280 градусов.
При лужении дорожек на печатной плате важно не перегревать текстолит. Самый надежный вариант: сначала смазать дорожки флюсом ЛТИ-120, а потом быстро провести по каждой из них плоским жалом паяльника с каплей припоя.

Для лужения больших плат можно воспользоваться следующим способом: берем мощный паяльник (к примеру, советский на 60 Вт) и обматываем его жало экранирующей оплеткой — ее можно извлечь из старого кабеля для TV. Затем пропитываем оплетку сплавом Розе и лудим платы в одно касание. Очень простой и эффективный способ.
Пайка полупроводников: транзисторов и диодов
Полупроводники очень чувствительны к высокой температуре. Если их перегреть, то они приходят в негодность.
Чтобы этого избежать, рекомендуем не превышать порог в 230 градусов. Это адекватная температура, которую микросхема вместе с полупроводниками способна без вреда для себя воспринимать довольно длительное время.
Если у вас под рукой паяльник без терморегулятора, то у них температура около 350-400 градусов, поэтому паять нужно в одно касание.
На каждую ножку транзистора или диода выделяйте времени не больше одной секунды и желательно после этого сделать «перекур» на 15 секунд. Как вариант, можно удерживать ножку пинцетом, который будет отводить тепло.
Пайка проводов
Концы проводов, которые нужно спаять вместе, желательно залудить каждый по отдельности — так будет надежнее.

Если вам надо припаять конец провода к печатной плате, желательно сначала высверлить отверстие под диаметр провода, потом завести его с обратной стороны и паять.
Пайка проволокой припоя
Данным способом чаще всего паяют микросхемы. Принцип работ следующий: сначала необходимо прихватить микросхему по диагонали за крайние выводы. Затем смазываем все контакты флюсом и быстро запаиваем ножки.
У новичков с первого раза может не получиться, поэтому желательно немного попрактиковаться на старых деталях, которые не жалко испортить.
Как паять провода в лаковой изоляции
Для начала нужно удалить слой лака. Если провод толстый, можно обжечь лаком пламенем зажигалки или над газовой конфоркой. Оставшийся нагар счищается обычной картонкой.
В случае с тонким проводом соскабливаем лак лезвием для бритвы или скальпелем.
Также можно взять таблетку аспирина: укладываем на нее провод и проводим по нему туда-сюда горячим жалом паяльника. При нагреве из аспирина выделяется вещество, которое «разъедает» лак — в результате провод останется чистым.
«Третья рука» — незаменимый помощник при пайке
Удерживать одной рукой горячий паяльник, а второй пытаться позиционировать две детали — это очень неудобно, да и небезопасно.
Чтобы не мучиться и не рисковать почем зря, лучше заранее приобрести себе настольного «помощника», которого в народе прозвали «третьей рукой». Очень удобная и полезная штуковина.

Губка
Чтобы быстро очистить жало электропаяльника от нагара, который будет периодически образовываться в процессе работы, рекомендуем использовать специальную губку. Она обычно желтого цвета и идет уже в комплекте вместе с подставками.
Эта губка должна всегда находиться во влажном состоянии. Поэтому ее регулярно необходимо смачивать водой и отжимать.
Однако есть маленькая хитрость, о которой начинающие радиолюбители даже не догадываются: если пропитать губку глицерином, она вообще не будет пересыхать. Проверено. Берите данный совет себе на заметку!

Техника безопасности
На рабочем месте все должно находиться в «шаговой доступности» — то есть под рукой. Вы не должны тянуться через весь стол, чтобы взять припой или флюс.
Следите также за тем, чтобы жало паяльника не касалось шнура. В лучшем случае отделаетесь только коротким замыканием и легким испугом, в худшем — можно получить удар током или даже спровоцировать пожар в помещении.
Не нужно оставлять электропаяльник включенным без присмотра. Если нужно выйти даже на минутку — выключайте прибор.
При работе в непроветриваемом помещении (например, зимой) желательно использовать вытяжку. Если нет возможности установить вытяжку, используйте вентилятор. Подойдет даже обычный кулер от компьютера, который используется для охлаждения процессора или для обдува внутренней части корпуса.
Видео по теме
 ВСЁ О ПАЙКЕ. Типичные ошибки новичков. Полезные советы и лайфхаки.
ВСЁ О ПАЙКЕ. Типичные ошибки новичков. Полезные советы и лайфхаки.
Помогла ли вам статья?
Точность и аккуратность приходят с опытом, но получить крепкое соединение между двумя элементами с помощью пайки можно быстро. Надо только правильно подобрать инструменты и немного постараться.
Выбор паяльника
Для первого опыта подойдёт старый советский паяльник, который отлично справится с большинством задач. У него несъемное медное жало, которому можно придать любую форму с помощью напильника. Оно быстро выгорает и деформируется, поэтому поправлять его придётся довольно часто, но при редкой пайке никаких проблем это не доставит.
На следующем уровне, когда пайка уже становится частым занятием, можно смотреть в сторону паяльников с необгораемыми сменными жалами. Их нельзя поправлять напильником, да и необходимости такой нет — достаточно просто поменять насадку.
Профессионалы используют паяльные станции. Это самое дорогое решение. Одно из преимуществ — поддержка заданной температуры, полезная для пайки чувствительных элементов. На станциях тоже используются сменные жала, а ещё есть фен. Но задумываться о покупке станции следует только в том случае, если вы серьёзно занялись пайкой, а не просто решили соединить два провода.

При выборе паяльника также нужно обращать внимание на его мощность:
- Для электронных компонентов — 40-60 Вт.
- Для деталей толщиной до 1 мм — 80-100 Вт.
- Для элементов толщиной 2 мм и более — от 100 Вт.
Как правило, у мастеров есть два паяльника, малой и средней мощности. Приобретение паяльной станции избавляет от необходимости иметь дополнительные инструменты.
Выбор расходного материала
Для пайки обязательно понадобится:
- Припой.
- Флюс.
- Губка для чистки жала.
Также стоит добавить в список паяльную кислоту, которая поможет соединить сложные элементы — например, провод и разнообразные разъёмы: «тюльпан», «крокодил» и прочие.
Для первого опыта рекомендуем использовать классический набор: припой ПОС 61 и канифоль.
Смачиваем губку водой, чтобы она впитала её и раздулась. Всё необходимое лежит на столе – можно включать паяльник и приступать к первому опыту пайки.
Подготовка паяльника
Чтобы пайка была комфортной и качественной, нужно залудить жало паяльника.
- Разогреваем паяльник до рабочей температуры.
- Окунаем жало в канифоль.
- Добавляем каплю припоя на жало.

- Обтираем жало об губку или деревянную поверхность.
Поверхность жала должна стать блестящей. Это значит, что паяльник готов к работе.
Пайка различных элементов
В зависимости от того, какие детали вы соединяете, порядок пайки незначительно меняется. Рассмотрим наиболее распространённые примеры работ, чтобы немного набить руку.
Пайка проводов
Одна из самых популярных задач — соединение проводов. Сначала нужно их залудить:
- С помощью бокорезов или других инструментов убираем изоляцию.
- Скручиваем медные провода, чтобы жилки не торчали в стороны.
- Берём капельку припоя на кончик жала паяльника.
- Окунаем провод и жало в канифоль.
Операцию нужно повторить со всеми элементами, которые будут участвовать в пайке. С первого раза может не получиться, но немного практики, и провода начнут лудиться очень хорошо.
Чтобы соединить два подготовленных провода, достаточно прижать их друг к другу и поднести паяльник с капелькой припоя.
При пайке проводов нужно уделить внимание изоляции. Для этого нужно использовать термоусадочную трубку, которая уменьшается в диаметре при нагреве и обжимает место соединения. На паяльной станции для нагрева удобно использовать фен. Если его нет, то можно обойтись и обычной зажигалкой.
Пайка печатных плат
На печатных платах перед пайкой необходимо залудить медные токопроводящие дорожки. Самый простой способ — взять каплю припоя на жало, окунуть его в канифоль, а затем размазать вещество по плате. Другой вариант — нанести флюс (например, раствор канифоли в спирте) и растирать каплю припоя по нему.
После подготовки можно размещать на плате элементы. Для соединения есть два варианта: жидкий флюс или припой, внутри которого уже содержится канифоль. Самый удобный вариант — припой в виде проволоки.
- Касаемся кончиком жала вывода компонента.
- Подносим проволоку припоя, чтобы он равномерно растёкся по контакту и выводу компонента.
- Повторяем операцию для всех соединений.
Первое время капли могут получаться не очень ровными, но соединение будет крепким, если вы сделаете всё правильно.
Пайка разъёмов
Сложнее всего лудить различные разъемы: «тюльпаны», «крокодилы», «джеки». Припой к ним не пристаёт. Но эту проблему можно решить с помощью паяльной кислоты, которая наносится кисточкой. На обработанное место остаётся только приложить жало паяльника с припоем. Разъём залудится, так что при пайке не возникнет никаких проблем с соединением.
Чтобы припаять провод, достаточно приложить его к залуженному разъёму и прогреть паяльником. Если вы не обрабатывали разъём заранее, то нужно подсоединить провод, нанести паяльную кислоту и прогреть место спайки каплей припоя.
Как видите, ничего сложного в пайке нет. Эти простые советы помогут справиться с разными задачами, распространёнными в быту, даже если раньше такого опыта у вас не было.
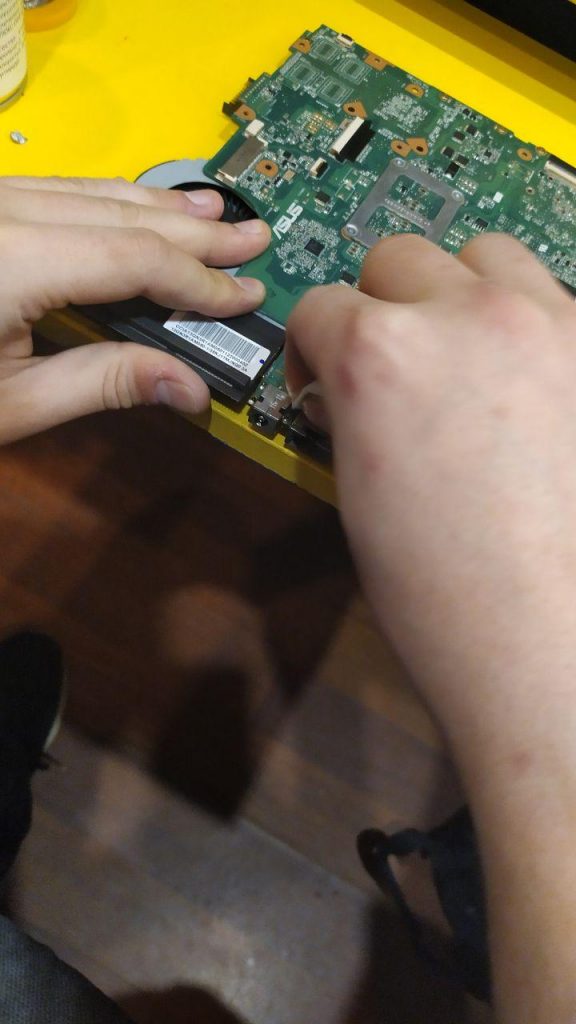
Пайка разъемов на материнской плате
С пайкой остальных элементов не должно возникнуть проблем, если вы справитесь с этой задачей. Для пайки без фена будем использовать сплав Розе. Температура его плавления составляет +94 °C.
- Наносим флюс на контакты разъема таким образом, чтобы все контакты были «влажные», и устанавливаем на один из них капельку сплава Розе.

- Затем нагреваем эту капельку паяльником. Нужно, чтобы тугоплавкий припой смешался с легкоплавким. Определить конечный результат можно легким надавливанием на контакт разъема – он должен чуть заметно покачиваться под давлением жала. До подобного результата проходимся по каждому контакту. Затем по доле секунды дотрагиваемся до каждого из контактов жалом паяльника, и разъем буквально отваливается сам.
- У сплава Розе есть один серьезный недостаток – он очень хрупкий, поэтому использовать его для соединений контактов нельзя, так что удаляем его с помощью оплетки. Смачиваем флюсом самый кончик оплетки.
- Через оплетку дотрагиваемся паяльником до контактных площадок на материнской плате, припой будет впитываться в оплетку. Через пару секунд можно убирать оплетку, а изменившийся участок оплетки обрезаем ножницами, наносим флюс и повторяем до полной чистоты контактных площадок.
- Устанавливаем разъем в паз и наносим немного флюса на каждый из контактов.
- Дотрагиваемся паяльником до контакта и подаем обычный припой до образования монолитного соединения.
- Удаляем флюс с мест пайки при помощи спрея Flux-Off и ткани. Это делать обязательно, иначе к флюсу будет прилипать грязь, а некоторые кислотосодержащие флюсы могут разрушить слои текстолита. Чтобы этого избежать, достаточно нанести Flux-Off на ткань и протереть следы пайки.









На этом все!
Post Views: 2 032