Руководства по эксплуатации, обслуживанию и ремонту мотоциклов производства Киевского мотоциклетного завода

Руководство по эксплуатации и техническому обслуживанию мотоциклов МВ650М.
- Издательство: —
- Год издания: —
- Страниц: 108
- Формат: DjVu
- Размер: 10,1 Mb

Руководство по эксплуатации и техническому обслуживанию мотоциклов МВ-750.
- Издательство: —
- Год издания: —
- Страниц: 94
- Формат: PDF
- Размер: 14,5 Mb

Руководство по эксплуатации и техническому обслуживанию мотоциклов К-650 Днепр.
- Издательство: —
- Год издания: —
- Страниц: 93
- Формат: PDF
- Размер: 14,6 Mb

Руководство по эксплуатации и техническому обслуживанию мотоциклов Днепр МТ9.
- Издательство: Внешторгиздат
- Год издания: 1974
- Страниц: 105
- Формат: PDF
- Размер: 31,3 Mb

Руководство по эксплуатации и техническому обслуживанию мотоциклов Днепр МТ10-36.
- Издательство: Автоэкспорт
- Год издания: —
- Страниц: 101
- Формат: PDF
- Размер: 30,9 Mb

Руководство по эксплуатации и техническому обслуживанию мотоциклов Днепр-11.
- Издательство: Внешторгиздат
- Год издания: 1990
- Страниц: 49
- Формат: PDF
- Размер: 24,4 Mb

Руководство по эксплуатации и техническому обслуживанию мотоциклов Днепр-12.
- Издательство: Автоэкспорт
- Год издания: —
- Страниц: 91
- Формат: PDF
- Размер: 17,2 Mb

Описание устройства и руководство по эксплуатации, техническому обслуживанию и ремонту мотоциклов К-750.
- Издательство: Машгиз
- Год издания: —
- Страниц: 282
- Формат: PDF
- Размер: 13,7 Mb
Описание устройства и руководство по эксплуатации, техническому обслуживанию и ремонту тяжелых мотоциклов моделей М-61, М-62 и К-750.
- Издательство: Физкультура и спорт
- Год издания: 1962
- Страниц: 211
- Формат: PDF
- Размер: 13,5 Mb

Руководство по ремонту тяжелых мотоциклов моделей М-В-750 и К-750.
- Издательство: Военное издательство МО СССР
- Год издания: 1967
- Страниц: 90
- Формат: DjVu
- Размер: 20,3 Mb

Руководство по эксплуатации и техническому обслуживанию мотоциклов К-750М.
- Издательство: Автоэкспорт
- Год издания: —
- Страниц: 86
- Формат: PDF
- Размер: 4,1 Mb
Руководство по ремонту тяжелых мотоциклов моделей К-750М, Урал и Днепр.
- Издательство: Машиностроение
- Год издания: 1986
- Страниц: 305
- Формат: PDF
- Размер: 29,4 Mb
Руководство по ремонту тяжелых мотоциклов Урал и Днепр.
- Издательство: Россельхозиздат
- Год издания: 1987
- Страниц: 215
- Формат: PDF
- Размер: 27,0 Mb
Руководство по эксплуатации и ремонту тяжелых мотоциклов Урал и Днепр.
- Издательство: Ранок
- Год издания: 2001
- Страниц: 237
- Формат: PDF
- Размер: 41,3 Mb

Описание устройства и руководство по эксплуатации тяжелых мотоциклов производства Киевского мотоциклетного завода.
- Издательство: Воениздат
- Год издания: 1976
- Страниц: 155
- Формат: PDF
- Размер: 3,4 Mb

Каталог сервисного инструмента для ремонта мотоциклов Днепр МТ9 и МТ10.
- Издательство: Автоэкспорт
- Год издания: —
- Страниц: 14
- Формат: PDF
- Размер: 4,6 Mb

Уважаемые читатели. Все книги, размещённые в разделе Библиотека, найдены нами в интернете либо сканированы самостоятельно. Некоторые сканы присланы трудолюбивым и благодарными читателями. Основу Библиотеки составляет историческая и техническая литература середины ХХ века. Мы не можем отследить по каждой из книг то, насколько она попадает под защиту закона Об авторском праве и смежных правах. Поэтому не выкладываем литературу относительно недавних годов выпуска, которую ещё можно встретить в магазинах. Наша Библиотека – это именно библиотека, в ней собраны редкие экземпляры, к которым мы относимся (простите уж) не как к предмету чужого бизнеса, а как информационному достоянию человечества. Что, конечно, не исключает нашей готовности немедленно удалить конкретные книги из общего доступа, если на то поступит сколько-нибудь обоснованное требование со стороны владельца тех самых авторских прав. Мы сделаем это безропотно и немедленно, только скажите.

МТ10-36. Мотоцикл Днепр. Инструкция.
Скачано: 7419
К-750, К-650, МТ9, МТ10, МТ10-36, Днепр-11, Днепр-12, Днепр-16, М72, М61
- Цитата
Сообщение doom » 16 апр 2015, 06:46
Руководство по эксплуатации, техобслуживанию и ремонту мотоциклов К-750, К-650, МТ9, МТ10, МТ10-36, Днепр-11, Днепр-12, Днепр-16, М72, М61
 16967 просмотров")
Язык: Русский
Формат: PDF
Размер: 42,2 Мб
Скачать документацию К-750/К-650/МТ9/МТ10/МТ10-36/Днепр-11/Днепр-12/Днепр-16/М72/М61
Пароль для распаковки архива: avtoproblem-net.ru
| Статистика |
|
Онлайн всего: 5 Онлайн гостей: 5 Онлайн пользователей: 0 |
27. Сборка двигателя
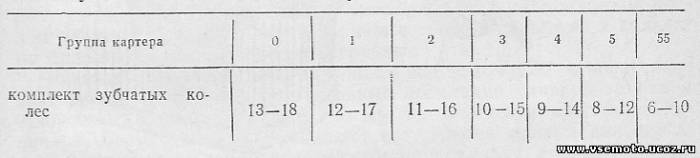
| Собирать узлы и детали мотоциклов «Днепр» К-650, МТ-9 и МТ-10-36 следует в следующем порядке. Запрессовывают внутреннюю обойму роликоподшипника 420209 на короткий хвостовик коленчатого вала до упора. Разукомплектовка подшипника не допускается. Устанавливают подсобранный картер, вставляют в него коленчатый вал кверху длинным хвостовиком, накладывают корпус переднего подшипника в сборе с масляным насосом, совмещают крепежные отверстия корпуса с отверстиями в картере и запрессовывают корпус до упора. Затем накладывают на крепежные отверстия корпуса стопорные шайбы, «наживляют» болты М8Х18 и постепенно все диаметрально расположенные болты затягивают. Законтривают болты отгибом замочных шайб. Устанавливают подсобранный картер плоскостью крепления передней крышки вниз, на хвостовик коленчатого вала устанавливают распорную и отражательную шайбы, кладут на отверстие диаметром 85 мм сальник в сборе и запрессовывают заподлицо с торцом отверстия картера. Измеряют межцентровое расстояние между коленчатым валом и посадочными отверстиями под распределительный вал с отметкой на картере размера в сотых долях миллиметра плюса или минуса от номинала для подбора комплекта зубчатых колес. Допускается замена одного какого-либо зубчатого колеса с последующей проверкой бокового зазора в зацеплении. Для установки должного зазора зубчатые колеса подбирают по межцентровому расстоянию между коленчатым и распределительными валами в картере двигателя. Для мотоциклов «Днепр» отклонение межцентрового расстояния (в сотых долях миллиметра) составляет:
Для мотоциклов «Урал» на заводе на верху картера справа от генератора выбивают индекс группы картера, а на торцовой поверхности зубчатых колес — индексы зубчатых колес:
Согласно межцентровому расстоянию берут комплект зубчатых колес распределения и напрессовывают ведомое зубчатое колесо на распределительный вал. Предварительно смазывают подшипники маслом для двигателя и запрессовывают распределительный вал на место, совместив отверстия корпуса с резьбовыми отверстиями в картере, «наживляют» винты и затем затягивают их.
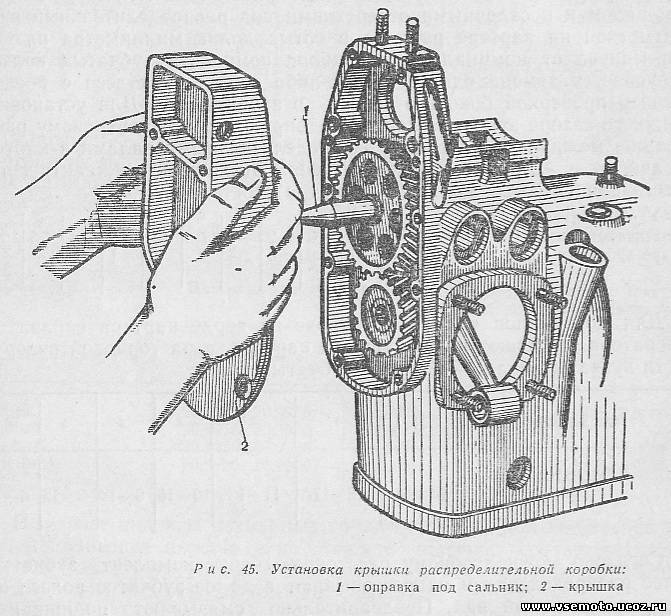
Устанавливают на хвостовик распределительного вала специальную оправку для предохранения сальника от повреждения (рис. 45) и накладывают крышку распределительной коробки на картер: заворачивают болты М6Х40 и М6Х55, предварительно надев на них шайбы диаметром 6 мм. Заворачивают заборную трубку в корпус смазочного насоса и контрят гайкой. Устанавливают приемник масла в сборе, закрепив его болтами М6Х16, предварительно надев на них шайбы диаметром 6 мм. Берут поддон в сборе, накладывают прокладку и прикрепляют его болтами М6Х16 с шайбами 252143-П2 к картеру. Заворачивают в картер пробку заливного отверстия в сборе, положив под нее прокладку. Устанавливают в резьбовые отверстия картера: шпильки М8Х40 крепления коробки передач, шпильки М8Х14 крепления упора генератора, шпильки М8Х14 крепления к раме мотоцикла и последовательно заворачивают их до упора.
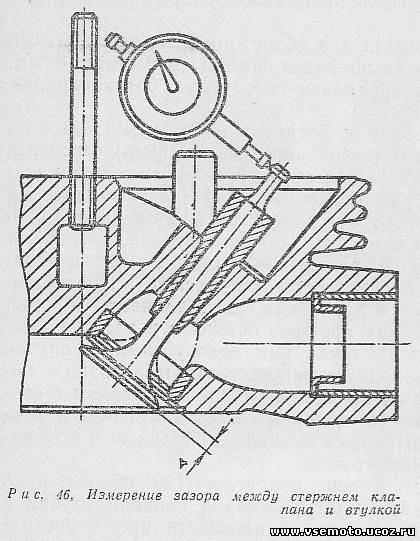
Для установки правой головки цилиндра в гнезда картера устанавливают толкатели, предварительно смазав их маслом. Зазор между клапаном и направляющей втулкой должен быть 0,035…0,083 мм. На рисунке 46 показано, как измерять боковой зазор между стержнем клапана и втулкой. После этого вставляют в кожухи штанги в сборе и надевают уплотнительные колпачки. Устанавливают подсобранную головку на шпильки, совместив кожухи штанг с уплотнительными колпачками и дренажную трубку с отверстием в картере. Подложив шайбы, закрепляют головку цилиндра специальными гайками. Гайки затягивают постепенно крест-накрест так, чтобы головка устанавливалась на торец цилиндра без перекоса. Аналогично устанавливают головки левого цилиндра.
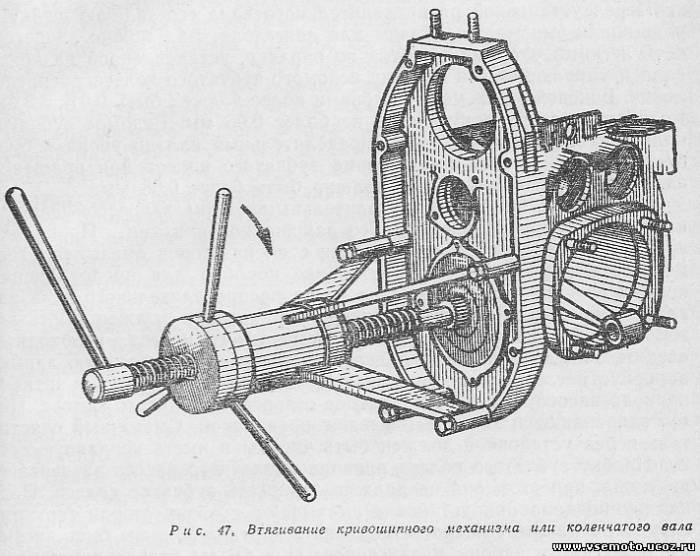
Смазывают герметизирующим лаком (бакелитовый лак или лак «Герметик») заднюю плоскость картера, накладывают на задний корпус подшипника также смазанную прокладку и запрессовывают его в картер, сцентрировав болтами по отношению к отверстиям крепления картера. Закрепляют корпус заднего подшипника болтами, затягивая их крест-накрест. Зашплинтовывают болты крепления переднего и заднего корпусов подшипников круглой проволокой. Вставляют сегментную шпонку в задний конец коленчатого вала. |
| Категория: Ремонт мотиков Днепр и Урал | Добавил: vsemoto (11.02.2011) |
| Просмотров: 25714 | Комментарии: 3 | Рейтинг: 4.5/4 | |

| Всего комментариев: 3 | |
|
Порядок вывода комментариев: |
|
Езжу я значит себе на днепре, тарахчу почуть. Но состояние двигателя меня настораживает. Масло капает из под крышек, на горячую правый цилиндр может отказать. И что-то лязгает в правом цилиндре на холостых оборотах. Решился сделать дефектовку двигателя. Разбирал и плакал. Самое интересное, когда покупал, продавец (парень 25 лет примерно) уверял, что зимой перебирал двигатель, распредвал новый, новые карбюраторы, и что он сам механик ни в рот е…ца. Дааа механик еще тот, потом вот такие механики чинят ваши авто в сервисах.
Причина лязга в правом цилиндре. Поршни стояли второго ремонта. А цилиндры 3++ (4 не бывает). Между поршнем и цилиндром можно спичку просунуть. Пока кольца новые, компрессия есть. Но юбка поршня бьет о цилиндр, и юбка уже погнута. Поехал на авторынок, купил точеные поршни второго ремонта и поршня к ним, плюс кольца и пальцы.
Сам двигатель в ужасном состоянии. Прокладок нет, все посажено на красный герметик, намазан с избытком. В крышке грм отломано 3 болта. Много грязи. В сальниках нет пружинок. В следствие чего масло с грязью в районе маховика.

Задний подшипник коленвала 42209 в раковинках. Его под замену. Купил в подшипникру.
Вот так выглядит двигатель в разобранном виде.






Обломленные болты выкрутил из картера с помощью дрели и экстракторов.

Вымыл блок и крышку грм


Заменил задний подшипник коленвала.



Отмыл масляный насос и центрифугу.




.