
Пользователи нашего ресурса уже знают, что такое ГБЦ и какую функцию она выполняет. Но не каждый автомобилист знает, в каких случаях необходим ремонт головки и что для этого нужно. Из этой статьи вы можете узнать, как происходит ремонт головки блока цилиндров и в каких случаях он производится.
В каких случаях ГБЦ нуждается в ремонте?
В принципе с головкой блока цилиндров может случиться все что угодно, начиная от поломки мелких деталей и заканчивая появлением трещин в самой структуре головки. Но все эти нюансы мы рассматривать не будем, а остановимся на самых характерных поломках крупных узлов и элементов.

Процесс шлифовки узла ГБЦ
Есть несколько причин, из-за которых происходит поломка и, соответственно, ремонт головки блока цилиндров.
Какие они:
- регулярная езда на перегретом моторе;
- нарушение работы и поломки в системе смазки ДВС (имеется в виду некачественная моторная жидкость, попадание антифриза или топлива в масло);
- износ компонентов в результате отработанного ресурса эксплуатации.
Извините, в настоящее время нет доступных опросов.
В каких же случаях необходим ремонт ГБЦ?
- Выход из строя распределительного вала или других компонентов, связанных с этим узлом.
- Выход из строя направляющих втулок.
- Поломка чугунных блоков цилиндров и появление трещин на головке. В данном случае процесс ремонта в домашних условиях осуществляется исключительно в том случае, когда у вас есть сварочное оборудование и вы умеете им пользоваться.
- Замена самих цилиндров. На них могут появиться задиры, трещины или цилиндры попросту могли уже «отжить» свой срок.
- Обрыв клапанов или шатуна. Такие поломки ГБЦ впоследствии могут стать причиной необходимости капитального ремонта мотора.
- Появление трещин в гильзе. Обычно такая проблема возникает в тех случаях, когда автомобилист или мастер на СТО неправильно затянул винты крепления головки.
- Пробитая прокладка. Также является одной из наиболее часто встречаемых поломок. Обычно изнашивается по причине отработанного ресурса эксплуатации.
Собственно, это только малая часть причин, по которым необходимо снятие головки блока цилиндров и ее ремонт. Более подробно о наиболее распространенных методах ремонта неисправностей мы расскажем ниже.
Руководство по ремонту
Любое руководство по ремонту данного узла подразумевает его демонтаж и установку. Если вы не знаете, как снять ГБЦ, то может более подробно почитать об этом в нашей статье. Обо всех остальных способах ремонта вы можете узнать ниже.
Замена клапанов ГБЦ
Процедура рассухаривания и замены клапанов по статистике чаще всего проводится на старых отечественных авто и иномарках. Но она является актуально и для более новых машин как российского, так и зарубежного производства. Для этого вы должны знать, как минимум, как происходит снятие и установка головки блока цилиндров. Чтобы заняться рассухариванием, следует купить специальный прибор, который так и называется — рассухариватель. Он может иметь разную конструкцию для определенной модели машины.
Если рассухаривателя у вас нет, то можно воспользоваться обычной металлической трубкой. Диаметр трубы должен составлять около 2 см. Под клапан следует подставить опору в камере сгорания. Головку БЦ поставьте на пол. Затем подставьте трубку на верхнюю часть клапана, ударьте по ней молотком. Ударив несколько раз, так называемые сухари рассыпятся и освободят пружинку. Пружинки демонтируются, после чего вынимаются сами клапаны. Их замена и установка происходит в обратной последовательности.
Замена втулок
Замена втулок осуществляется в том случае, когда эти элементы отработали свой ресурс эксплуатации. Для демонтажа следует использовать специальную оправку. Втулки без проблем демонтируются, мы рекомендуем покупать новые втулки диаметром на 0.05 см больше родных.
Для установки новых втулок вам потребуется:
- оправка для установки;
- смазка (можно использовать обычное моторное масло);
- молоток.
ГБЦ устанавливается на подставку, а втулки смазываются смазкой. ГБЦ желательно нагреть до 100 градусов, для этого можно использовать электрическую плитку. Чтобы втулки еще легче вошли, можно поместить их на тридцать минут в морозильную камеру (до того, как смазать маслом). Когда все втулке заменены, нужно подождать какое-то время, пока головка остынет. Необходимо, чтобы клапаны не болтались, но и не заедали, в противном случае ремонт ГБЦ будет бесполезным.
Притирка клапанов
Если вы уже знаете, как осуществляется снятие и установка головки блока цилиндров, то завершающим этапом ремонта будет притирка клапанов и проверка герметичности прокладки. После замены данных элементов их притирка делается с той целью, чтобы эти элементы наиболее плотно прилегали к седлам.
Вам необходимо будет приобрести притирочную пасту, затем этим веществом нужно обработать клапан со всех сторон. После этого клапан устанавливается в головку.
Затем клапан необходимо будет вращать, для этого можно воспользоваться одним из наиболее актуальных методов.
- Первый метод — дедовский. Можно использовать кусочек шланга, который должен подходить под диаметр клапана. Шланг зажимается между ладонями и вращается сначала в одну, потом в другую сторону, поочередно. Такой метод является не особо удобным, ведь он был актуален не менее 30 лет назад.
- Современный метод. Чтобы облегчить этот процесс, можно использовать специальное приспособление для притирки элемента, продается в любом автомобильном магазине. Таким образом притереть клапан будет гораздо легче.
Чтобы понять, что клапан достаточно притерся, необходимо оценить визуально поверхность места установки и торцевой части клапана. Она должна быть матовой и непрерывной.
Специалисты не рекомендуют делать такие вещи, если не знаете, как правильно, потому что можно притереть и собрать, а она не работает, и придется менять седла клапана. А при разборе оказывается, нужно было всего лишь прирезать и притереть.
Что касается герметичности ГБЦ, то после замены прокладки этому моменту также следует уделить внимание. Герметичность проверяется путем залива керосина или топлива во впускной и выпускной коллекторы. Если все сделано качественно, то в течении 5-7 минут из под клапанов ГБЦ не будет вытекать жидкость, это является показателем.
Видео «Замена прогоревшего клапана»
Более подробно о том, как осуществляется замена прогоревшего компонента головки блока цилиндров, вы можете узнать из этого видео.

🔧 Ремонт головки блока цилиндров двигателя
Головка блока современного двигателя — это сложный комплекс узлов и механизмов. И когда речь идет о капитальном ремонте мотора, то полноценное восстановление этих механизмов едва ли не сложнее традиционных операций — расточки цилиндров и шлифовки коленчатого вала — вместе взятых. В данной статье мы поговорим, как произвести ремонт головки блока цилиндра двигателя: снятие и разборка, а также дефектовка головки блока.
🔎 Снимаем головку блока цилиндров
Если установлено, что головка блока нуждается в ремонте, ее в подавляющем большинстве случаев приходится снимать с двигателя. Исключение составляют только работы по замене некоторых уплотнений — например, маслосъемных колпачков. А раз так, то перед началом работы стоит обзавестись запчастями, без которых потом все равно не обойтись. Для этого используют наборы, включающие прокладку головки и все прокладки и сальники, расположенные выше нее. У дизелей в такой набор прокладка головки обычно не входит, и ее приходится приобретать отдельно.
Перед демонтажом желательно проверить взаимное положение коленчатого и распределительного валов, совместив соответствующие метки. Для отечественных двигателей такая операция не обязательна, но у некоторых иностранных моторов с достаточно сложной установкой фаз газораспределения иногда полезно даже нанести дополнительные метки.
Обычно технология демонтажа головки достаточно подробно излагается в руководствах по ремонту автомобилей конкретных моделей. Но есть и некоторые общие приемы, среди которых стоит отметить следующие. При отворачивании болтов крепления головки их сначала поочередно ослабляют их на 0,5—1 оборот, начиная со средних, и только затем выворачивают полностью. Это исключает коробление головки из-за неравномерных усилий, когда один из соседних болтов полностью затянут, а другой совсем отпущен.
У большинства иностранных машин к головке блока подходит множество вакуумных трубок. Если нет схемы вакуумных соединений данной модели, то все разъединяемые магистрали надо пометить или зарисовать. Не стоит полагаться на память, даже если трубок мало: ошибка при сборке может привести к большой потере времени.
🔎 Разборка головки блока цилиндров
После снятия головку необходимо полностью разобрать и вынуть клапаны. Для снятия пружин клапанов используют приспособления рычажного типа: на снятой головке удобнее те из них, которые одновременно с нажатием на тарелку и пружины толкают клапан в противоположную сторону. При отсутствии таковых можно пользоваться традиционными съемниками.
Некоторые “умельцы” разбирают головку сильным ударом молотка по тарелке пружины через стальную трубу. Этого делать нельзя, особенно если предполагается использовать старые клапаны. После “ударной” разборки на стержне клапана всегда остаются засечки от тарелки пружины, и как раз в том месте, где ходит маслосъемный колпачок. Легко также погнуть клапан, особенно если он с тонким стержнем. Да и сухари при такой разборке имеют привычку улетать в неизвестном направлении.
Разобранную головку следует полностью очистить от остатков старых прокладок и вымыть. Далее приступают к измерениям и проверкам, позволяющим определить объем необходимых работ.
🔎 Проверка и дефектовка головки блока цилиндров
Нижняя плоскость головки. Тут понадобятся специальная лекальная линейка длиной от 350 мм, а также набор щупов. Линейку поочередно кладут на плоскость по диагоналям головки и подбирают щуп, свободно проходящий в зазор между линейкой и плоскостью в средней зоне. Максимально допустимая толщина этого щупа составляет 0,05—0,06 мм, в противном случае плоскость придется обрабатывать.
Износ опорных шеек кулачкового вала и его подшипников. Диаметры шеек измеряют микрометром, а отверстий подшипников — нутромером с точностью 0,01 мм. Разность полученных размеров дает зазор в подшипнике, который не должен превышать 0,10 мм. При этом контролируемые поверхности не должны иметь явно выраженных следов износа — круговых канавок, выступов, задиров и т. д. В противном случае распределительный вал заменяют, а головку ремонтируют.
Износ стержней клапанов и направляющих втулок. Микрометром измеряют диаметр стержня в верхней части, непосредственно под канавкой для сухарей, а затем в нижней части рабочей поверхности. Поскольку изношенный стержень может быть овальным, замеры надо делать в нескольких точках по окружности. Износ, то есть разница диаметров в верхней и нижней части стержня, не должен превышать 0,02—0,03 мм, иначе клапан подлежит замене.
Изношенность направляющих втулок определяют специальным нутромером, но допустима и косвенная оценка по люфту нового клапана во втулке, для чего понадобится стойка с индикатором часового типа. Поскольку максимальный износ наблюдается в нижней части втулки, то, измерив боковой люфт тарелки клапана, установленного во втулку, нетрудно по результату определить зазор именно в этом месте. Если зазор превышает 0,07—0,08 мм, втулку необходимо заменить (в крайнем случае — отремонтировать).
Износ седел, толкателей, рычагов, коромысел, кулачков определяется в основном визуально. Износ фасок клапанов можно оценить, приложив к фаске линейку и посмотрев на яркий свет. Если середина фаски “провалена”, а стержень не изношен, то можно обработать фаску и использовать такой клапан вновь. У коромысел помимо состояния поверхностей, контактирующих с клапаном и кулачком, необходимо проверить зазор с осью — он не должен превышать 0,06—0,07 мм. В противном случае двигатель после ремонта головки останется таким же шумным, как был до него.
Различные дефекты местного характера также определяются визуально. Здесь необходимо уделить внимание состоянию поверхности головки, соприкасающейся с окантовкой прокладки: засечки, заусенцы и прочие дефекты обычно приводят к негерметичности соединения головки с блоком цилиндров. Иногда также удается разглядеть трещины в стенках камеры сгорания. Если трещина сквозная (в рубашку охлаждения), то нагара на стенках не будет либо около трещины, либо по всей камере.
🔎 Проверка головки блока цилиндров на герметичность
Когда есть подозрение, что появилась трещина в камере сгорания, либо ее стенки повреждены обломками деталей, то перед началом ремонта головку надо обязательно проверить на герметичность, иначе весь ремонт может быть впустую. Организовать такую проверку в условиях мастерской непросто, поскольку требуется специальное оборудование.
Чтобы опрессовать головку блока, надо герметично заглушить все окна рубашки охлаждения, выходящие на нижнюю плоскость, а также все фланцы и патрубки на боковых поверхностях, кроме одного, через который будет поступать жидкость. Опрессовывают головку водой, подаваемой специальным ручным плунжерным насосом под давлением 0,6—0,8 МПа. Трещины выявляются по падению давления в течение контрольного времени (от четверти часа до двух часов) и появлению капель воды или течи.
Менее сложна проверка керосином, хотя она требует изготовления герметичных заглушек на седла клапанов. Головку переворачивают камерами сгорания вверх, вворачивают в нее свечи, после чего в подозрительную камеру наливают керосин. Имея очень высокую текучесть, керосин способен проникать в очень малые трещины. При этом его уровень в камере сгорания уменьшается (контрольное время обычно составляет 1—3 часа).
Если трещина обнаружена, головку блока лучше заменить. В принципе, существуют способы ремонта трещин, но обеспечить высокую надежность отремонтированной головки пока не удается из-за несовершенства ремонтных технологий.
Спасибо, что прочитали статью до конца 👍
Удачи на дорогах 😉





 Франтишек КЕПКА,
Франтишек КЕПКА,
инженер по техническому обслуживанию компании Federal Mogul (США)
 Юрий ЧАПЛЯ,
Юрий ЧАПЛЯ,
ведущий эксперт компании «Механика»
Автомобильные двигатели — бензиновые и дизельные — год от года становятся все более мощными, экономичными и удовлетворяют все более жестким экологическим нормам. Эти характеристики определяются, прежде всего, эффективностью сгорания топлива в цилиндрах, которая, в свою очередь, во многом зависит от конструкции и параметров головки блока цилиндров (ГБЦ), от исправности и слаженной работы входящих в нее элементов газораспределительного механизма. Рано или поздно наступает необходимость в ремонте этого важного узла двигателя.
Существует большое разнообразие конструктивных решений ГБЦ, и в каждом случае алгоритм снятия агрегата с двигателя и его разборки имеет свои особенности. Однако есть и некоторые общие правила.
Перед разборкой головки блока цилиндров
Перед разборкой ГБЦ необходимо:
- Снять все держатели, датчики и другое навесное электрооборудование. Если вы имеете дело с ГБЦ дизельного двигателя с электромагнитными форсунками, их также нужно демонтировать (насос-форсунки снимать необязательно).
- Перед снятием головки с блока необходимо обеспечить видимость меток, используемых для настройки газораспределительного механизма. Если это невозможно, следует соответствующим образом пометить детали газораспределительного механизма.
Дальнейшие действия описаны на примере ГБЦ с верхним расположением распределительного вала (OHC):
- Ослабить крепежные болты крышки головки блока в порядке, аналогичном порядку их затяжки при монтаже. Снять ГБЦ.
- Обозначить крышки подшипников (если применяются) распределительного вала для определения их правильной позиции при сборке.
- Снять крышки подшипников распределительного вала, слегка поворачивая их.
- Снять распределительный вал и подшипники.
- Снять гидрокомпенсаторы и толкатели (в зависимости от конструкции головки блока). Если предполагается в дальнейшем их использовать, то отметить рабочие места каждого.
- При помощи соответствующего приспособления сжать пружины клапанов и вынуть сухари, тарелки пружины и сами пружины. Положить детали в порядке их демонтажа.
- Снять маслоотражательные колпачки со стержней клапанов (если установлены).
- Перевернуть головку, снять клапаны, отмечая места, на которых они были установлены.
- Сохранять все компоненты, пока не будет точно установлено соответствие размеров всех новых и заменяемых деталей.
Затем следует провести очистку головки блока цилиндров. Сборку нужно проводить в обратном порядке.
Очистка
Для очистки головки блока могут быть использованы следующие способы:
- пескоструйная обработка;
- «холодная» промывка;
- «горячая» промывка;
- очистка при помощи ультразвука.
Чаще других применяется мойка агрегата в воде с использованием специальных моющих средств. Надо следить, чтобы моющие средства не содержали химических элементов, способных повредить детали ГБЦ. Особого внимания требует очистка компонентов алюминиевой головки блока цилиндров.
В ходе очистки с использованием абразивных компонентов с поверхностей деталей головки снимается слой материала, поэтому необходимо соблюдать осторожность — чрезмерно интенсивное или длительное воздействие может привести к их повреждению.
Наиболее частые дефекты
К числу наиболее часто встречающихся дефектов деталей головки блока цилиндров относятся:
- прогар клапана в результате несоответствия формы (материала) седла и клапана либо сильного износа седла;
- повреждения на внутренней поверхности цилиндров, поршнях, поршневых кольцах и подшипниках двигателя, вызванные детонационным сгоранием или преждевременным зажиганием топливной смеси;
- деформация и прогары привалочной плоскости ГБЦ в результате утечки выхлопных газов или охлаждающей жидкости из-за воздействия температуры выше максимально допустимой, нарушения нормального режима работы камеры сгорания или циркуляции охлаждающей жидкости;
- повреждение прокладки ГБЦ в результате ее неправильной установки, в том числе из-за применения несоответствующих моментов или нарушения порядка затяжки болтов;
- некачественная механическая обработка привалочных плоскостей головки и блока цилиндров двигателя перед заменой прокладки;
- повреждение поверхности деталей в результате электролиза или химических реакций, в результате применения абразивного материала;
- разрушение материала деталей по причине дефекта системы впрыска.
Методы поиска дефектов ГБЦ
Многие дефекты можно определить визуально и принять решение о дальнейшем ремонте, не прибегая к дорогой диагностике. Внимательно осмотрите узел на предмет прогаров, трещин между седлами. На дизельных двигателях по условиям эксплуатации допускаются неглубокие трещины между седлами, не нарушающие герметичность. Если планируется использовать прежние кулачки, направляющие, гидротолкатели и другие детали, то рекомендуется пометить места их установки на двигателе.
Для точной и быстрой диагностики ГБЦ применяется несколько несложных, но надежных способов. Один из них — магнитно-порошковая дефектоскопия (только для чугунных ГБЦ). Суть его в следующем.
С разных сторон ГБЦ устанавливают магниты и на поверхность головки насыпают железный порошок. Частицы порошка под действием магнитного поля расположатся в трещинах, раковинах и других повреждениях с большей плотностью, сделав их легко заметными.
Обнаружить трещины и в чугунной, и в алюминиевой ГБЦ можно при помощи красящей жидкости. На тщательно очищенную поверхность головки блока цилиндров нужно нанести красящую жидкость и подождать примерно пять минут. После удаления излишков «краски» трещины (если, они есть) станут видны невооруженным глазом. В качестве «проявителя» дефектов также можно использовать мел.
Метод проверки давлением предназначен для определения трещин в системе охлаждения/смазки ГБЦ. Он может быть реализован двумя способами: с погружением и без погружения агрегата в воду.
В первом варианте головку блока устанавливают в приспособление, герметично закрыв все каналы контура проверяемой системы — системы охлаждающей жидкости либо системы смазки. Затем в этот контур подается воздух, а на поверхность агрегата — мыльный водный раствор. По воздушным пузырькам определяется место, где имеется трещина. При необходимости аналогично проверяется герметичность каналов контура другой системы. Этот способ не является абсолютно надежным, так как в некоторых случаях трещины проявляются только после установки головки на блок цилиндров.
Во втором варианте ГБЦ с герметично закрытыми каналами контура охлаждающей жидкости/масла погружается в сосуд с горячей водой. В контур подается сжатый воздух и по воздушным пузырькам определяют место, где есть трещина. При необходимости аналогично проверяют герметичность каналов контура другой системы. Преимущество этого способа в том, что он дает возможность проверки ГБЦ в условиях различных температур. Однако и он не является абсолютно надежным, так как в некоторых случаях дефекты дают знать о себе только после установки головки на блок цилиндров.
Относительно быстрый способ обнаружения трещин в ГБЦ — при помощи вакуум-тестера. Метод позволяет выявить наличие трещины, но не дает возможности определить конкретное место дефекта.
Помимо отсутствия механических повреждений необходимо проверить геометрию и чистоту привалочной плоскости ГБЦ и блока цилиндров: прямолинейность в продольном и поперечном направлениях, шероховатость и волнистость. При незначительном отклонении от нормы, если производитель предполагает механическую обработку плоскости, дефект устраняется путем фрезерования или шлифования. Если прогиб ГБЦ больше допустимого заводом, производят замену детали.
Дефекты деталей клапанного механизма
После визуального осмотра и описанных выше проверок ГБЦ для диагностики неисправностей клапанного механизма контролируется диаметр отверстий и высота направляющих втулок, биение торцевой стороны тарелки клапанов, высота установленных клапанов, высота стержня клапанов.
Наиболее частые дефекты клапанов (их вероятные причины):
- дефекты опорной поверхности (слишком большое прижимное усилие пружины клапана, превышение максимально допустимой частоты вращения коленчатого вала, перегрев двигателя, применение деталей из материалов, не совместимых с неэтилированным бензином);
- образование «чашки» на головке клапана (перегрев двигателя наряду с чрезмерно сильным прижимным усилием пружины клапана или высокой скоростью посадки головки клапана в седло);
- заклинивание стержня в направляющей клапана (слишком малый зазор между стержнем клапана и направляющей втулкой; чрезмерное загрязнение масла; перегрев двигателя; неправильная настройка выпускного клапана);
- поломка стержня клапана (сильный износ направляющей и, как следствие, неравномерная посадка клапана в седле; чрезмерный износ направляющей втулки приводит также к повышенному расходу масла, росту объема вредных эмиссий, что увеличивает опасность повреждения седла);
- механическое повреждение (контакт с поршнем или другим компонентом клапанного механизма; слишком большое прижимное усилие пружины клапана; сильный износ направляющей втулки);
- облом торца клапана (неправильная настройка клапанного механизма в результате установки изношенных сухарей и других компонентов);
- нагар на головке клапана (слишком раннее зажигание, попадание масла в камеру сгорания).
Со временем в процессе эксплуатации материал клапана вырабатывается, в результате изменяется геометрическая форма детали, что приводит к различным нарушениям нормальной работы клапанного механизма. Последствия незначительного износа устраняют шлифованием клапана. Сильно изношенную деталь заменяют.
При осмотре пружин клапанов проверяются следующие параметры:
- отклонение от перпендикулярности (не должно превышать 1,0 мм на каждые 25, 4 мм. длины пружины);
- максимальное отклонение свободной длины пружин в наборе (не должно превышать 1,5 мм).
Пружины клапанов не должны иметь повреждений, следов коррозии, обрыва или общих признаков износа. Притертые концы пружины указывают на работу с вибрацией или вращением в результате ее малой длины или недостаточной жесткости. Такую пружину следует заменить.
Наиболее частые дефекты седел клапанов — отклонение от определенных заводом-изготовителем величин углов и ширины кромок. От этих параметров, в первую очередь, зависят угол посадки, площадь контакта и, в конечном итоге, плотность прилегания головки клапана. Направляющая втулка клапана напрямую влияет на точность посадки головки клапана в седле.
Обязательным условием эффективной работы клапанной системы является обеспечение концентричности (соосности) четырех ее элементов — головки и стержня клапана, седла и направляющей втулки.
Дефекты распределительного вала
Неисправности распределительного вала (наиболее вероятные причины):
- Нагар на кулачке вала и коромысле (слишком сильный нагрев деталей в результате недостаточной подачи масла или блокировки масляных каналов).
- Сильный износ кулачка (загрязненное масло, слишком малый зазор толкателя или слишком сильное прижимное усилие пружины клапана).
- Преждевременный износ одного или нескольких кулачков и толкателей, вогнутая контактная поверхность, поврежденные края (несоответствие геометрии контактной поверхности кулачка и толкателя, например, из-за установки новых толкателей вместе со «старым» распределительным валом (или наоборот), а также недостаточная смазка из-за блокировки каналов или снижения давления масла.
- Обрыв распределительного вала (деформация корпуса распределительного вала или головки цилиндров, в том числе в результате неправильной последовательности или превышения допустимого момента затяжки болтов крепления).
- Обрыв коромысла (превышение нагрузки в результате заклинивания поршня, контакта поршня с клапаном; недостаточный прижим распределительным валом; слабая пружина клапана, слишком высокая нагрузка гидрокомпенсаторов, неправильная установка колпачка клапана, обрыв ремня газораспределительного механизма, неверная настройка клапанного механизма).
- Синяя окраска кулачков распределительного вала, подшипников и коромысел комплектно (перегрев двигателя).
- Забоины на поверхности кулачков, подшипников и толкателей (слишком высокое осевое перемещение в результате износа деталей, неверно установленные фазы газораспределения).
- Механическое повреждение подшипников распределительного вала (твердые частицы в системе смазки двигателя).
Дефекты гидрокомпенсаторов
Самая частая «болезнь» гидрокомпенсаторов — чрезмерный натяг, который может привести к контакту поршня и клапана. Причиной дефекта, как правило, является усталость или обрыв пружины клапана либо засорение предохранительного клапана частицами грязи, находящимися в машинном масле.
В большинстве случаев гидрокомпенсаторы не требуют замены, устанавливать их надо строго на те места, с которых они были демонтированы. При осмотре гидрокомпенсаторов следует убедиться в отсутствии повреждений (в случае использования подвижных гидрокомпенсаторов). При необходимости надо провести механическую обработку опорной поверхности компенсатора, не нарушая ее твердость. Затем детали требуется тщательно очистить, собрать и выполнить проверку жесткости гидрокомпенсатора на основе данных изготовителя. При отсутствии таких данных нормой можно считать время возвращения плунжера в исходную точку после сжатия на 3,0 мм в пределах 10-60 с.
Выбор прокладки ГБЦ
В заключение несколько слов о выборе прокладки головки блока цилиндров. Этот на первый взгляд простой вопрос приобретает особую важность, когда в результате механической обработки ГБЦ произошло заметное изменение степени сжатия. Если все оставить, как было, то есть поставить старую прокладку или такую же новую, это может нарушить нормальный процесс сгорания топлива в цилиндрах, а значит — ухудшаться тяговые и мощностные характеристики двигателя, возрастет содержание вредных веществ в отработавших газах. Для восстановления изначальной величины степени сжатия можно использовать более толстую прокладку головки блока цилиндров или шайбы, однако в продаже есть прокладки не для всех типов двигателей и только определенного диапазона толщины. Поэтому убедиться в доступности желаемой прокладки лучше до принятия решения о механической обработке.
Нужную толщину прокладки или шайб легко рассчитать, зная размер ГБЦ перед обработкой и после нее. Если в двигателе установлены «утопленные» клапаны (например, как на автомобиле Peugeot XUD7), надо учесть объем выступа клапана и в каталоге найти соответствующее значение толщины прокладки головки блока цилиндров.
Содержание
- Процесс ремонта гбц
- Демонтаж
- Рассухаривание клапанов
- Замена направляющих
- Зенковка
- Притирка
- Проверка герметичности
- Замена маслосъемных колпачков
- Замена прокладки гбц
- Сборка гбц ваз
- Монтаж на блок цилиндров
- Замена седел клапанов
- Ремонт постели гбц
- Особенности ремонта головки блока цилиндров лада гранта
- Нужно ли шлифовать гбц при замене прокладки
- Надо ли протягивать гбц после замены прокладки
- Обкатка после замены клапанов
- Неисправности после ремонта гбц или замены прокладки
- Машина не заводится
- Двигатель троит
- Двигатель дымит
- После замены клапанов жрет масло
- После замены клапанов нет компрессии
- Ремонт головки автомобиля Ока
Проведение ремонта головки
блока цилиндров (ГБЦ)
вынужденная мера, связанная с неисправностью ДВС.
Симптомы неисправности:
- Дымит
- Жрет масло
- Заводится не с
первой прокрутки стартером - Мотор не заводится
- Из-за обрыва клапана
Ремонт
ГБЦ осуществляется после точной установки причины неисправности, которую
можно установить методом диагностики, как на карбюраторном
двигателе, так и на инжекторе.
На автомобиле одна и та же неисправность может быть вызвана разными причинами. Например, двигатель стал работать с перебоями или троит, то это еще не значит, что виновником неисправности является головка блока. Ремонт является дорогостоящей операцией и поэтому в первую очередь необходимо определить:
- правильно ли работают свечи, высоковольтные
провода и катушка зажигания; - исправность топливных форсунок;
- наличие коммутационного сигнала на разъемах
форсунок и катушки зажигания; - обеспечивает ли бензонасос необходимое давление
топлива в рампе.
При отсутствии неисправностей в
системе управления инжекторным двигателем можно
приступить к ремонту ГБЦ.
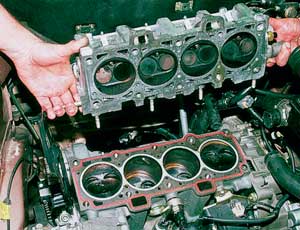
Далее рассмотрим на примере 8 клапанного двигателя автомобилей семейства ВАЗ: 2108, 2109, 2110, 2111, 2113, 2114, 2115, гранта, калина, приора основы ремонта головки блока цилиндров.
Процесс ремонта гбц
Демонтаж
На автомобилях с 8 кл двигателем головки блока однотипные и взаимозаменяемые. Соответственно, вся механика действий проводится независимо от модели автомобиля по единой технологии ремонта. Приступая к демонтажу ГБЦ
проводится общая подготовка автомобиля и инструмента. Первое необходимое
действие – это отключение бортовой электрической сети от аккумуляторной
батареи. Для этого достаточно снять минусовую клемму с АКБ. Второе действие направлено
на производство работ, в части касающихся слива охлаждающей жидкости из блока
цилиндров, вывернув пробку, находящуюся между третьим и четвертым цилиндрами. Необходимость
слива жидкости из радиатора отсутствует.

Снять корпус воздушного фильтра с резиновым патрубком, открутив хомут на дроссельном узле. Отсоединить топливные магистрали от рампы форсунок.
Отсоединить тросик привода управления дроссельной заслонкой от дроссельного узла.
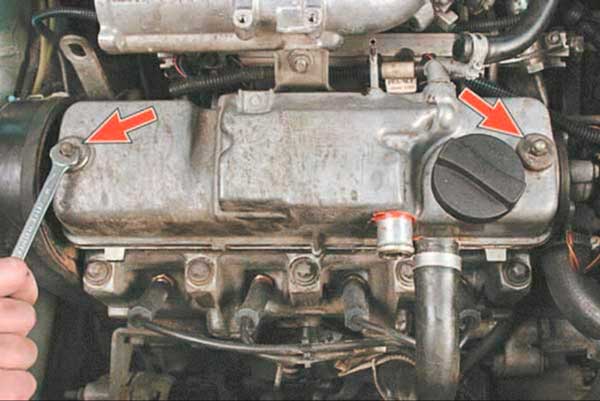
Открутить две гайки клапанной крышки и снять ее. Прокладку крышки
клапанов при сборке необходимо заменить на новую.
После проведения общих подготовительных работ приступаем непосредственно к разборке деталей и узлов, препятствующих окончательному подъему головки от блока цилиндров.
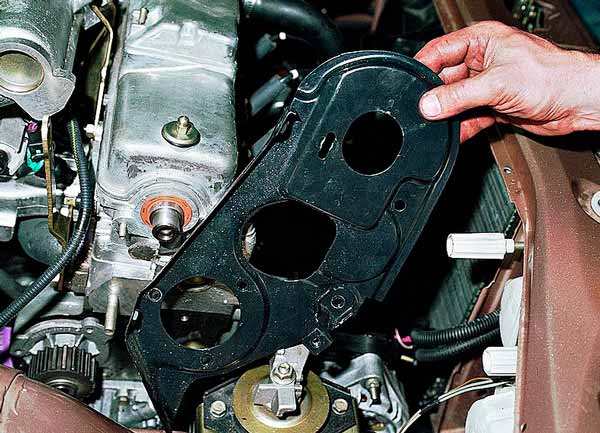
Открутить три болта защитной
крышки механизма ремня ГРМ и снять крышку.
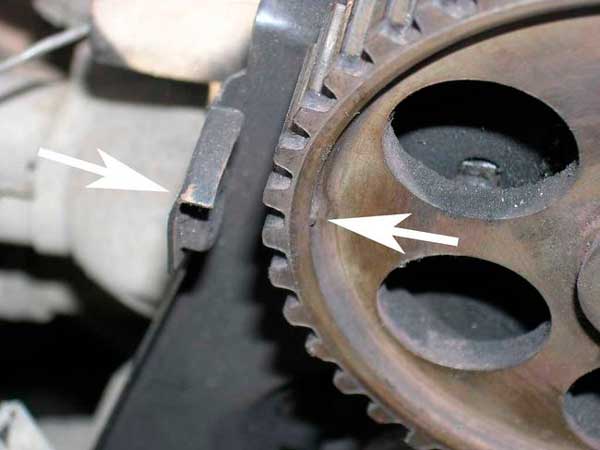
Установить поршень первого
цилиндра в положение верхней мертвой точки, при этом метка на шестерне
распредвала должна расположиться напротив загнутой скобы корпуса крышки.

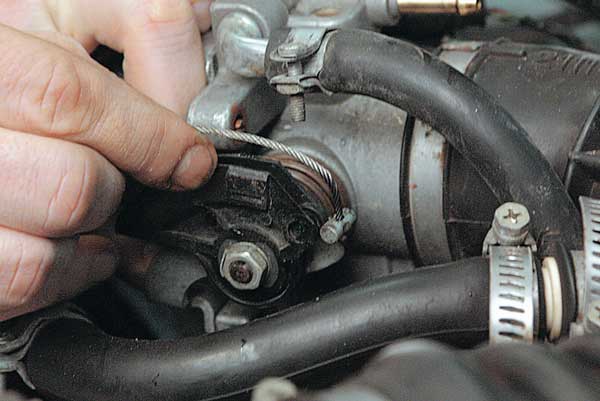
Зафиксировать положение
коленчатого вала специальной гребенкой через смотровое отверстие на корпусе
маховика.

Открутить гайку, удерживающую
ролик натяжителя ремня ГРМ и снять его с комплектом шайб.
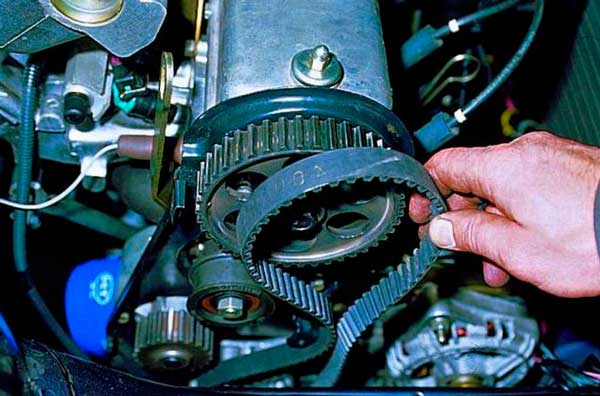
Снять ремень с шестерни
распределительного вала и помпы, отвести его в сторону.

Удерживая распределительный вал
открутить болт от шестерни снять ее.
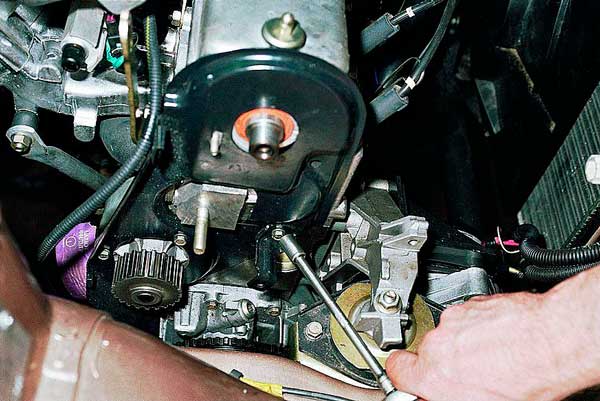
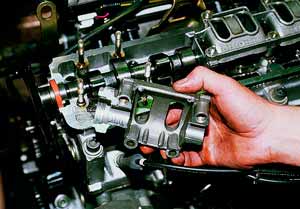
Открутить болты, крепящие
отражатель к корпусу ГБЦ и блоку цилиндров и снять его вместе с помпой.

Далее необходимо открутить две
гайки и болт от боковой крышки распредвала и снять ее, а также снять корпус
термостата, крепящегося на шпильках.
Открутить гайки крепления
верхних крышек постели распредвала. Снять крышки и рапредвал.
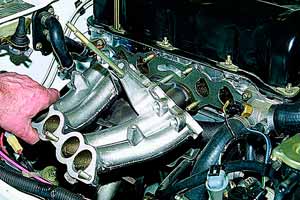
Открутить все гайки крепления выпускного и впускного коллекторов и отделить их от
головки в сторону лобового стекла.

Болты крепления ГБЦ чаще всего
изготовлены под ключ торкс (Torx External).
Головка такого болта имеет форму шестилучевой звезды и его применение основано
с целью уменьшения ее размеров.
Рассухаривание клапанов

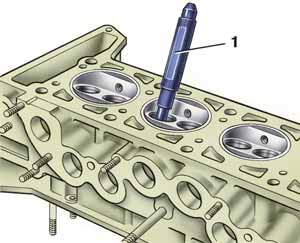
Конструктивно в ГБЦ стержень клапана проходит через направляющую,
запрессованную в тело головки. Работу механизма клапана
обеспечивают последовательно собранные детали: нижнее седло пружины, маслосъемный
колпачок, пружина внешняя, пружина внутренняя, верхнее конусное седло,
сухари-фиксаторы.
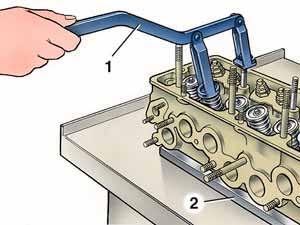
Для дальнейшей работы, связанную с заменой клапана или седла, выпрессовки направляющей втулки узел подлежит разборке. Выполнить операцию разборки не сложно, имея в наличии приспособление «рассухариватель», представляющий собой систему рычагов. Конечная точка рычага крепится к опорной поверхности, а средняя часть упирается кольцом на верхнее седло пружины. Оказывая рычагом давление на седло пружины, открывается доступ к конуснообразным сухарям, которые снимаются пинцетом.
В случае выполнения рассухаривания своими руками и не имея в наличии приспособления, такое действие можно выполнить ударом молотка, предварительно подобрав оправку под размер верхнего седла пружины.
Замена направляющих
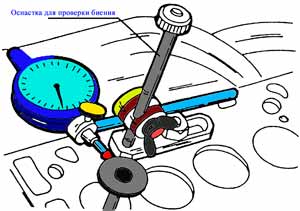
Направляющие клапанов подлежат замене в случае превышения допустимого биения, составляющая для выпускных клапанов не более 0,6 мм, а для впускных не более 0,4 мм.
Биение проверяется специальной оснасткой, состоящей из массивной плиты, которая крепится на уже подготовленной на фрезерном станке поверхности головки. Штатив позволяет удерживать микрометр в нужном положении, перемещая его вертикально и горизонтально. Отклонив клапан, вставленный в направляющую по направлению движения штока до упора, подводят рабочую головку микрометра до касания с тарелкой клапана. Стрелку на микрометре устанавливают на ноль вращая шкалу и отклоняют клапан навстречу движения штока микрометра. Показания стрелки не должно превышать 40 делений для впускного клапана и 60 делений для выпускного.
В случае превышения допустимых норм, направляющая специальной выколоткой выпрессовывается и так же запрессовывается новая. Затем обрабатывается развертками.
Следует иметь ввиду, что направляющая для выпускного клапана на внутренней поверхности имеет теплоотводящую нарезку по всей ее длине, а впускного только до половины длины.
Зенковка
При установке новой направляющей клапана его осевая линия в большинстве
случаев не будет совпадать с центральной осью седла. Для восстановления соосности
и плотного прилегания тарелки клапана к седлу проводится обработка его кромок
специальными фрезами, имеющими три угла наклона фасок:
- верхний коррекционный угол – 300
- угол седла клапана — 450
- нижний коррекционный угол — 600

Комплект фрез для проведения зенковки впускных и выпускных клапанов и оправкой к
ним приобретается в специализированных торговых сетях.
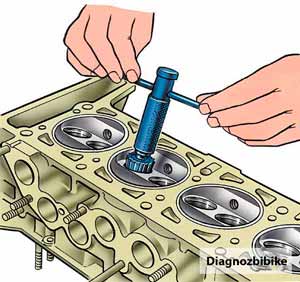
Притирка
Притирка пары седла-клапан
выполняется для получения герметичного уплотнения. Притирку осуществляют,
используя дрель, ручной цанговый рычаг, оснащенный пружиной возврата, или
пневматическим приспособлением с набором присосок разных размеров. В качестве
абразива применяют состав из шлифовального порошка и моторного масла или
используют готовые притирочные пасты.
Перед притиркой нужно смазать стержень клапана маслом и установить клапан в направляющую. Затем подготовить приспособление и приподняв тарелку клапана над седлом уложить по кромке тарелки притирочную пасту.

Совершая вращательные движения
вокруг оси клапана в сочетании с возвратно-поступательными осуществляется
притирка клапана к седлу. Появление на фаске седла матового серого пояска
свидетельствует о качестве притираемых поверхностей.
Проверка герметичности

По завершению притирочной
операции окончательно проверить качество уплотнения керосином при закрытых
клапанах. Если течь керосина, при выдержке продолжительностью 2-3 часа не
обнаруживается, то можно окончательно собирать ГБЦ. При выявлении течи,
операцию по притирке следует повторить.
Замена маслосъемных колпачков
Замена маслосъемных колпачков производится в обязательном порядке при ремонте ГБЦ. В течении эксплуатации двигателя возможны варианты, когда дефектный маслосъемный колпачок (сальник) слетает с верхней части направляющей клапана и свободно перемещается по его стержню. Симптомом неисправности, связанной с маслосъемным колпачком, является появление дыма из глушителя при перегазовке и незначительное падение уровня масла в картере. При появлении неисправности во время эксплуатации двигателя маслосъемные колпачки можно заменить, не снимая ГБЦ с двигателя. Достаточно разобрать клапанную крышку и снять распределительный вал.

Рассухарить клапанный узел,
убрать пружины и специальным инструментом (клещи-съемники,
ударная цанга) снять поврежденные колпачки.

Новые колпачки смазать маслом и
легкими ударами молотка через специальную оправку запрессовать на верхнюю часть
направляющей.

Собрать в обратном порядке
клапанный узел, распределительный вал и отрегулировать тепловые зазоры
клапанов.
Замена прокладки гбц
При ремонте или в случае повреждения прокладки ГБЦ необходимо снять головку с двигателя. Рабочую часть поверхности необходимо выровнять шлифовкой (выполняется эффективнее на фрезерном станке). Очистить от следов старой прокладки сопрягаемую поверхность блока цилиндров, продуть воздухом от частиц и пыли, а также резьбовые колодцы для болтов, крепящих головку.

Уложить на поверхность блока цилиндров новую прокладку и произвести монтаж в обратной последовательности.
Сборка гбц ваз
Сборку головки блока цилиндров
необходимо начинать после тщательной продувки поверхности от сторонних
предметов и частиц. Особенно обратить внимание на чистоту внутренних
поверхностей направляющих клапанов и каналов
подвода масла на постелях рапредвала. Смазать моторным маслом посадочные места и сальник распредвала, стержни клапанов, толкатели и маслосъемные колпачки.
Вставить клапаны в направляющие (каждый клапан после притирки строго
принадлежит соответствующему цилиндру). Ориентировать на столе ГБЦ для сборки
клапанных узлов и уложить нижние шайбы пружин. Специальной ударной оправкой
запрессовать маслосъемные колпачки и продолжить сборку внешней и внутренней
пружин. Уложить верхние конические шайбы на пружины и специальным инструментом
– рассухаривателем установить сухари — фиксаторы.
Следующим этапом сборки является установка толкателей, которые так же, как и клапаны вставляются в строгом соответствии с соответствующим цилиндром. Окончательной операцией сборки ГБЦ является установка распредвала. Распредвал вместе с сальником укладывается на постель и сверху накидываются крышки. Предварительно на крайних точках контакта с поверхностью ГБЦ наносится тонким слоем герметик. Крышки затягиваются гайками и головка готова к монтажу на двигатель.
Нужен ли герметик для сальника распредвала? Такой вопрос задают начинающие мотористы. Резинотехнические детали, при их хорошем качестве исполнения не нуждаются в дополнительном использовании герметика.
Монтаж на блок цилиндров

Перед
проведением монтажа необходимо почистить и
продуть сжатым воздухом поверхность блока цилиндров от инородных частиц, пыли,
капель масла и тосола.
Уложить
прокладку ГБЦ на поверхность блока цилиндров и аккуратно установить головку,
контролируя ее положение по фиксирующим втулкам.
Далее устанавливаются болты крепления
головки и делаются 4 этапа протяжки динамометрическим ключом:
- 20 Н*м.
- 85,7 Н*м
- 90°
- 90°
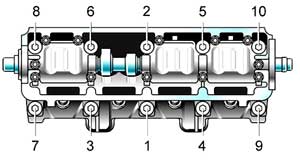
Схема протяжки
Следующие этапы монтажа выполняются согласно схемы технологического процесса в обратном порядке разборки, описанные выше.
Замена седел клапанов
При прогаре седел и их разрушении, а также если сильно утоплены в
тело головки («просажены») или подвергались неоднократной зенковке требуется их
замена. Замена седел производится на фрезерном станке. Дефектное седло растачивается фрезой и удаляется из гнезда. Затем головку, согласно технологии, помещают в термопечь и нагревают до 120-150 градусов. Заготовки седел в виде колец помещают в жидкий азот для снижения их температуры до минус 40 град. Щипцами укладывают охлажденные кольца будущих седел в гнезда и легким постукиванием запрессовывают в тело головки. Дальнейшие операции по обработке фасок седел выполняются на специальном фрезерном станке или вручную набором фрез.
Ремонт постели гбц

При наличии люфта распредвала в постели ГБЦ,
превышающим допустимую норму необходимо произвести ремонт постели или напыление
шеек распредвала с последующей механической его обработкой. Данные операции
доступны в механических мастерских со специализированным оборудованием.
Особенности ремонта головки блока цилиндров лада гранта
Двигатель автомобиля лада Гранта имеет различия с мотором Калины. Головка блока, в сравнении с «калиновской» увеличина по высоте на 1,2 мм. Это связано с изменением камеры сгорания. Установлены облегченные поршня. Ремень ГРМ фирмы «Гейтс» доработан, работает в диапазоне температур от минус 40 до плюс 40 градусов. Заявленный пробег ремня до 200 тысяч километров.

Основной
особенностью ремонта ГБЦ гранты является применение металлокерамических седел.
На автомобиле Калина, 2114 и т.д. применены чугунные седла, которые возможно
обработать вручную, используя комплект отечественных шарошек.

Обработка металлокерамических седел требует износоустойчивого режущего инструмента. С целью успешной их обработки, головку устанавливают на станок NEWENContour—BB, разработанный специально для оперативной обработки седел и направляющих клапанов с цифровым управлением или вручную инструментом Neway.
Нужно ли шлифовать гбц при замене прокладки
Обязательно ли шлифовать поверхность головки при замене прокладки? Если прокладка ГБЦ получила повреждение, то поверхность рабочей поверхности головки необходимо подвернуть шлифовке. Повреждение прокладки не произойдет без причины, следовательно, возможно произошел перегрев головки и ее «повело» из-за локальных температурных перепадов, не соблюдался рекомендуемый порядок затяжки болтов. Шлифовать поверхность головки рекомендуется.
Надо ли протягивать гбц после замены прокладки
Протягивание ГБЦ производится в четыре этапа динамометрическим ключом, с перерывами на 30 минут между этапами. Первая затяжка выполняется усилием в 20 Н*м вторая – 85,7 Н*м, третья – поворот ключа на 900 и четвертая – поворот ключа на 900. Повторно протягивать после определенного пробега, как практикуется на двигателях УМЗ, не требуется.
Обкатка после замены клапанов
После замены клапанов и сглаживания микроскопических неровностей на трущихся деталях (если еще и произведена дополнительно замена направляющих) обкатка проводится на протяжении 500 км пробега. Во время обкатки важно не нагружать двигатель и контролировать его температуру. Резкие увеличения максимальных оборотов, особенно на холостом ходу не допустимы. После проведения обкатки необходимо повторно отрегулировать тепловые зазоры клапанов и проверить натяжение ремня ГРМ и генератора.
Неисправности после ремонта гбц или замены прокладки
Машина не заводится
В случае отсутствия запуска машины после замены прокладки необходимо проверить наличие искры на свечах зажигания, давление топлива в рампе. Убедиться в отсутствии подсоса воздуха через штуцер на ресивере, предназначенный для трубки вакуумного усилителя тормозов.
Двигатель троит
Также, как и при капитальном ремонте головки, замена
прокладки ГБЦ сопряжена с снятием головки и, соответственно,
разъединением с датчиков разъемов, снятием высоковольтных проводов, трубок,
подключаемых к впускному коллектору (ресиверу) от вакуумного усилителя
тормозов, адсорбера, регулятора давления топлива.
Если двигатель троит после монтажа ГБЦ необходимо проверить все
электрические соединения и наличие подсоса воздуха, а также тепловые зазоры клапанов ГРМ. Реабилитация
после замены клапанов обычно длится на протяжении 500 км пробега, но
возможны случаи, когда после первого запуска необходимо корректировать тепловые
зазоры.
Неисправность, связанная с троением двигателя после ремонта может носить и временный характер, так как свечи зажигания могут быть мокрыми и после нескольких запусков, благодаря продувке и прокалке двигатель начинает работать ровно.
Двигатель дымит
После замены прокладки двигатель с увеличением температуры дымит. Такая ситуация является вполне нормальной. Сливается тосол, при разборке на поверхность двигателя попадает моторное масло и в процессе нагрева двигателя все эти жидкости испаряются, вызывая задымление.
После замены клапанов жрет масло
Заменили маслосъемные колпачки без снятия ГБЦ. Возможно установлены дефектные маслосъемные колпачки или произошло их повреждение во время запрессовки неисправной оправкой.
После замены клапанов нет компрессии
После замены клапанов рекомендуется прогреть ДВС и произвести измерение компрессии. В случае выявления низкой компрессии в одном или нескольких цилиндрах проверить и отрегулировать тепловые зазоры клапанов. Если нет компрессии во всех цилиндрах, и она равна нулю, то необходимо снять ГБЦ с целью ревизии целостности деталей газораспределительного механизма и при необходимости произвести комплексный ремонт двигателя.
Ремонт головки автомобиля Ока
Двигатель автомобиля Ока – это в буквальном смысле половина двигателя
ВАЗ-2114, имеет всего два цилиндра. Все операции по ремонту ГБЦ мотора этой
машины осуществляются идентично полноценному четырехцилиндровому двигателю. Особенностью ремонта головки является уменьшение норма
— часов почти в два раза.
Головка блока цилиндров (или сокращенно ГБЦ) является важной составляющей конструкции любого двигателя внутреннего сгорания (ДВС). Это целый технологический комплекс, состоящий из нескольких отдельных узлов, деталей и механизмов. Половина всей нагрузки приходится как раз на головку. Поэтому важно регулярно проверять техническое состояние этого комплекса, проведя диагностику. Ремонт головки блока цилиндров если и требуется, то обычно на сроке от 250 до 500 тысяч км пробега. В связи с чем, неисправности обычно устраняются вместе с ремонтом двигателя. Но что представляет собой этот элемент?

Содержание
- 1 Общие сведения
- 2 Когда нужно задуматься о восстановлении
- 3 Предварительный этап
- 3.1 Разборка
- 4 Запланированный ремонт
- 5 Свечная резьба
- 5.1 Разработка с опорным фланцем
- 5.2 Спиралевидная деталь
- 5.3 Самонарезная технология
- 5.4 Вставка с фиксирующим пояском
- 5.5 Заплавление
- 6 Прокладка
- 7 Микротрещины
- 7.1 Восстановление
- 8 Стоимость работ
Общие сведения
Важная составляющая располагается сверху основного блока двигателя с цилиндрами. Внутри находится распределительный вал, который управляет фазами газораспределения. У некоторых моделей автомобилей их предусмотрено 2. Корпус выполнен в виде цельнометаллической конструкции из нескольких сплавов алюминия.
Это позволяет получить высокую прочность. Также это достигнуто благодаря ребрам жесткости, которые пересекают всю площадь поверхности. Клапанные механизмы снаружи прикрыты легкой крышкой, оснащенной резиновой прокладкой.
Все устройство представлено несколькими элементами:
- впускными и выпускными клапанами;
- направляющими втулками;
- пружинами клапанов;
- сухарями;
- маслосъемными колпачками;
- толкателями;
- седлами.
Практически у любого современного двигателя распредвал располагается сверху и по этой причине предусмотрено посадочное место для него, называемое постелью. Сами клапана выполняют сугубо свои задачи:
- Впускные — через них в камеру сгорания поступает топливовоздушная смесь.
- Выпускные — благодаря им отработанные газы выводятся в выхлопную систему.
Их поднятие и опускание ведется кулачками, закрепленными на распределительном валу. Их движение осуществляется по направляющим.
Маслосъемные колпачки нужны, чтобы уплотнить соединения. Также они позволяют предотвратить попадание масла в камеру сгорания. Под тарелками есть седла, присутствие которых не стоит недооценивать. Когда клапан находится в закрытом состоянии, благодаря седлу обеспечивается полная герметизация в головке блока цилиндров, что не мешает топливу сгорать в камере.
Когда нужно задуматься о восстановлении

Любой автомобильный силовой агрегат (к сожалению) не вечен и через какое-то время появляется та или иная поломка. И это в лучшем случае, в худшем — нельзя исключать смерть двигателя.
Ломаться важный элемент может по-разному, однако на перечисление всех неисправностей (от мелких до больших) можно составить целый роман, сопоставимый с мировой эпопеей — «Война и мир». Поэтому в данном материале стоит ограничиться лишь самыми распространенными случаями (раздел приведен ниже).
Когда же следует задуматься о ремонте головки блока цилиндров? Поводов для этого несколько:
- Прогоревшие клапана.
- Выраженная деформация, что обычно бывает при перегреве.
- Трещина в гильзе.
- Износ седел, включая направляющие втулки.
- Обрыв шатуна.
Случаи обрыва крайне редки, зачастую поводом для восстановления становится перегрев. Нельзя также исключать и банального человеческого фактора — неправильная сборка двигателя после проведения соответствующих процедур.
Предварительный этап
Выполнить все необходимые операции прямо на автомобиле при открытом капоте не представляется возможным, за редким исключением. И как раз заменить, к примеру, маслосъемные колпачки можно прямо на месте.
Стоит заметить, что большую часть технологического процесса ремонта головки блока цилиндров автолюбители способны выполнить самостоятельно и без привлечения со стороны профессионалов. При этом все зависит от того насколько сложно устроен силовой агрегат, а также навыком и умений самого ремонтника.
До того как снимать ГБЦ, нужно для начала заняться сверкой положение обоих валов — коленчатого и распределительного по соответствующим меткам. И если в отношении автомобилей российского производства такую процедуру можно опустить. Однако в отношении некоторых зарубежных силовых агрегатов желательно даже нанести несколько дополнительных меток.
Сама технология демонтажа во всех подробностях приведена в руководстве по ремонту каждого конкретного автомобиля. Однако можно привести ряд общих примеров. До того как начинать отворачивать болты крепления, их нужно предварительно поочередно ослабить на пол или целый оборот, начиная с середины. И только после этого вывернуть полностью. Это обусловлено тем, что может возникнуть коробление ГБЦ по причине неравномерного усилия, когда одно из креплений затянуто сильно, а другой слабо.
У большинства двигателей зарубежного производства к головке подключено несколько вакуумных трубок. Если нет конкретной схемы, какая из них куда ведет, следует все магистрали разметить, схематично разрисовать либо сфотографировать. Главное не полагаться на собственную память даже при минимальном количестве трубок. Хоть и многие уверены в ней ведь она имеет свойство подводить в самые неподходящие моменты. Если будет допущена ошибка, то ремонт затянется на неопределенный срок.
Разборка
После того как механизм будет снята с блока двигателя ее саму нужно разобрать, вынуть клапаны. Чтобы снять пружины удобнее воспользоваться приспособлением рычажного типа. Они позволяют нажимать на тарелку с пружинами и одновременно толкать закрывающий и открывающий шток в другом направлении. Однако, когда таковых нет в наличии, подойдет традиционный съемник.
Ряд «мастеров» приноровились разбирать ГБЦ сугубо «народной» методикой — сильный удар через стальную трубу по тарелке. Только так делать ни в коем случае не стоит! Особенно в тех случаях, когда шток не планируется менять. «Ударная» разборка оставляет засечки на стержнях клапанов от тарелок. А ведь именно в этом месте двигается маслосъемный колпачок.
К тому же легко просто согнуть шток, в особенности те, у которых тонкий стержень. Да и сухари в ходе такой манипуляции разлетаются в разные стороны, и их вряд ли потом отыщешь. А после того, как узел будет разобран, его нужно очистить и хорошо промыть. После этого стоит переходить к анализу объема предстоящих работ.
Запланированный ремонт
Столь важный элемент всего двигателя в лице ГБЦ нуждается в квалифицированной диагностике с привлечением опытных мастеров и соответствующего оборудования. Во избежание непреднамеренных повреждений браться за работу следует людям, прекрасно знающим свое дело.

Все видимые дефекты можно выявить визуально в ходе осмотра снятой узла. Хорошо заметные такие поломки:
- износ седел;
- раковины от коррозии;
- обломанные шпильки;
- трещины.
Если же владелец личного транспортного средства чувствует, что ему не хватает каких-либо навыков, умений или просто испытывает опасения, то оптимальный вариант — обратиться в ближайший автосервис.
Свечная резьба
Устройства для поджигания рабочей смеси нельзя причислить к крепежным элементам, тем не менее для надежной фиксации свечи предусмотрена резьба. Самая распространенная проблема, которая случается — это срывание резьбы колодца. К такому повреждению могут привести несколько факторов:
- Применение свечного ключа, который не позволяет правильно закрепиться искровому устройству.
- Загрязнение резьбового соединения.
- Затяжка искрового устройства с более сильным усилием, нежели предназначено регламентом.
Касательно последнего — согласно стандарту 37.003.081.98 допустимый предел находится в диапазоне 30-45 Н·м (3-4,5 кгс·м). Это относится к тем свечам зажигания, у которых уплотнительное кольцо обладает толщиной 1,4-2 мм. Если у элементов конические уплотнения, то затягивать их следует с моментом равным от 20 до 25 Н·м (2-2,5 кгс·м).
Точное значение можно найти в руководстве к своей машине. При возникновении проблемы с резьбовым соединением она устраняется несколькими способами.
Разработка с опорным фланцем
Реализация этого способа в следующем:
- Узел ставится на расточный либо фрезерный станок.
- Сверлится отверстие и тем самым удаляется сорванное соединение.
- Формируется новое резьбовое соединение.
Деталь делается обычно из бронзы при помощи токарного станка. Внутри нарезается «орнамент» (при размерности М14×1,25 наружная делается М18×1,25, однако самая распространенная — М18×1,5). Это обусловлено тем, что если сделать меньше наружный диаметр, то бронзовая вставка не будет прочной.
Для лучшего отвода тепла деталь должна быть плотно зафиксирована. Поэтому наружная ее резьба отлична от номинала, причем в большую сторону. Нарезка обрабатывается бакелитовым лаком и свечой заворачивается в ГБЦ. Развальцовка края небольшой толщины детали по отношению к камере сгорания позволяет надежно закрепить элемент.
Несмотря на полезность, у способа имеются свои противопоказания:
- Положение свечи отличается от штатной позиции, что не подходит для деталей с коническими уплотнениями.
- Вставка из бронзы и алюминиевый корпус образуют между собой электрохимическую коррозию. А за счет воздействия раскаленных газов явление усиливается.
Стоит уяснить, что к этому способу стоит прибегать преимущественно владельцам старых машин. То есть стенки более толстые, а свечной колодец обладает подходящим диаметром.
Спиралевидная деталь
Данная методика может проводиться на месте (без демонтажа узла) либо на уже снятой головке. Подготовка отверстия для свечей в цилиндрах выполняется при помощи комбинированного метчика. При этом если работа делается непосредственно на двигателе, то в углубление метчика нужно закладывать пластичную смазку (литол или что-то подобное).
У самого метчика две размерности:
- М14×1,25 — для свечи.
- М16×1,25 — для спиральной вставки.
Метчик центрируется в поврежденном отверстии, резьба нарезается без перекоса. При этом и внутренний диаметр, и шаг спирали полностью совпадает с резьбой свечи. А вот наружный параметр превышает ремонтную размерность с целью более надежного крепления. То есть если габариты равны М14×1,25, то параметры наружного диаметра составляют 16,4 мм.
Технология здесь такова. Используя специальный ключ спиралевидная деталь вворачивается за технологический поводок. В результате спираль сжимается, наружный ее диаметр становится меньше, что позволяет «спирали» встать куда нужно.
Монтаж выполняется со стороны колодца свечи, причем делается это до того момента, пока наружный виток спирали не опустится под уплотнительное кольцо свечи зажигания на 0,5 мм. Далее поводок срубается при помощи специального инструмента. В том случае, когда ГБЦ не снята, излишки обламываются, удерживая длинногубцами, дабы они не попали внутрь цилиндра.
Самонарезная технология
Для данного способа механизм предварительно снимается с двигателя и в свечном колодце делается ремонтная резьба с использованием комбинированного метчика М14×1,25 и 5/8«, что близко к размерности М16×1,25. При этом инструмент заворачивается на определенную глубину, которой будет достаточно, чтобы срезать выступающую часть ремонтной резьбы.
Сама технология основывается на взаимном положении витков как внутренней, так и наружной резьбы. В результате можно сделать наружную резьбу меньшей, нежели в случае вставок с опорными фланцами, но сохраняя прочность.
Вставка устанавливается с использованием специального приспособления путем нарезания ею резьбы, за счет чего в итоге обеспечивается надежная фиксация. Термостойкий клей позволяет достигнуть хорошей герметичности. Состав следует нанести на вставку с наружной ее части до ее установки.
Направляющую втулку возможно убрать только с камеры сгорания. Как раз поэтому ГБЦ снимается, по-другому этого не сделать. Также стоит учесть, что способ пригоден для ремонта отверстий только тех свечей, у которых имеется уплотнительное кольцо.
Вставка с фиксирующим пояском
А вот здесь снимать весь комплекс необязательно — все манипуляции без проблем совершаются на месте. Только предварительно нужно выяснить положение клапанов и поршня (касательно ремонтируемого цилиндра), дабы определить место, куда вворачивать инструмент.
Новое резьбовое соединение формируется при помощи комбинированных метчиков — М14×1,25 и М17×1,25. Тело инструмента стоит наполнить пластичной смазкой, чтобы улавливать стружки в холе работы.
В ходе производства вставки внутренняя и наружная резьба делается по-особенному, дабы выступы и впадины профиля не совпадали. В результате достигается высокая прочность детали. Благодаря специальному приспособлению детали можно ставить в глубокие колодцы, а также с легкостью демонтируются с внешней стороны ГБЦ. Герметизация достигается благодаря термостойкому клею.
Данная методика актуальна по отношению к свечам, имеющие уплотнительные кольца. Также он пригодится и к остальным устройствам поджига смеси, у которых уплотнения конической формы.
Заплавление
Здесь восстановление проводится на снятой головке — отверстие с дефектов заплавляется. Для другого этапа потребуется специальный станок, и с помощью этого оборудования выполняется обработка углубления для свечи механическим способом. Также выполняется восстановление привалочных плоскостей.
В дальнейшем сверлится новое отверстие, а потом формируется резьба. Для соединения М14×1,25, диаметр отверстия нужно делать не менее 12,7 мм. На завершающем этапе выполняется опрессовка головки — то есть проверяется герметичность посредством избыточного давления непосредственно в ванне с водой с подогревом.
Стоит учитывать, что интенсивное нагревание зоны сварки приводит к появлению трещин там, где делался ремонт. По этой причине этот способ нужно использовать в тех ситуациях, когда другие методики не помогают. По крайней мере, он является единственно верным в следующих случаях:
- Нет возможности поставить резьбовую вставку по причине трещины.
- Возникает необходимость в замене дорогостоящего элемента.
- Тонкие стенки промеж свечных отверстий и охлаждающими каналами.
- Моторы, у которых имеются по 4-5 клапанов на каждый цилиндр.
Во всех остальных случаях лучше воспользоваться вставками.
Прокладка

Еще один распространенный случай — выход из строя прокладки, которая располагается между головкой и основным блоком двигателя. В некоторых случаях ее можно повредить на последнем этапе ремонта, просто не соблюдая порядок затяжки болтов крепления.
Как раз за счет прокладки достигается герметичность камеры сгорания и при наличии каких-либо дефектов мощность силового агрегата серьезно падает. При этом охлаждающая жидкость может просачиваться как наружу, так и в полость цилиндров. И она же начинает смешиваться с маслом.
Для замены прокладки головки блока цилиндров после выворачивания болтов их следует выбросить, поскольку повторно использовать их уже нельзя вместо них использовать новый крепеж.
До установки прокладки нужно хорошо зачистить обе поверхности, с которыми она контактирует. При наличии нагара в камерах сгорания, включая и тарелки клапанов, от него лучше сразу избавиться, проведя очистку. Далее продуть ГБЦ сжатым воздухом, дабы не осталось загрязнений.
Теперь можно постелить на блок двигателя прокладку и накрыть сверху головкой, после чего закрутить болты, в точности соблюдая схему. Она указывается всеми производителями в соответствующем руководстве.
Микротрещины
Все производители допускают образования трещин, что не следует воспринимать как неисправность, поскольку размеры ее очень малы и сами они неглубокие. Даже дизельные моторы, где промеж клапанов имеется трещина, допускаются к эксплуатации.
Отыскать все трещины даже для опытных мотористов становится непростой задачей. Однако имеются такие места, где обнаружение микротрещин в ГБЦ не составит труда:
- промеж клапанов;
- в пространстве, что между клапаном и свечой зажигания;
- от клапана в направлении форкамеры (актуально для дизельных моторов);
- ниже направляющей клапана.
Проверка ГБЦ напредмет трещин проводится опрессовкой — иными словами нужно закрыть все имеющиеся отверстия, опустить головку в ванную с водой и дать воздуха на каналы. С тех мест, где есть трещинки, пойдут пузырьки.
Восстановление
Ремонт трещин возможен только сваркой и никак иначе. Никакой клеящий состав не заделает дефект, как бы того не хотелось, ведь при нагревании трещина увеличивается. Иными словами устранить неисправность можно только тем же материалом, как и ГБЦ с теми же температурными параметрами. То есть сварка, и только сварка!
Для устранения трещин подходит газовая горелка вместе с присадочным материалом. Однако аргонно-дуговая сварка (TIG) обладает высокой эффективностью. Масса соединяется с головкой, а сама дуга горит в среде аргона, которую образуют вольфрамовый электрод и металлическая поверхность. В качестве присадочного материала используется алюминиевая проволока.
По завершению «операции» шов хорошо зачищается, после чего узел опрессовывается. Если проблем больше нет, поверхность (та, что соприкасается с блоком двигателя через прокладку) равняется (фрезеруется) для достижения идеально ровного состояния.
Стоимость работ
В большинстве случаев ремонт ГБЦ выполняется с использованием необходимого оборудования, стоимость которого может превышать цену самого автомобиля. По этой причине, чтобы устранить поломки автолюбители обращаются в автосервисы, где имеются соответствующие мастера с большим опытом.
Цена на ремонт головки блока цилиндров зависит от ряда факторов:
- Сложность транспортного средства, подлежащего ремонту.
- Расположение СТО.
- Уровень работников автосервиса.
- Сложность операций по отношению к ГБЦ.
Ремонт в специализированных автомастерских, где есть профессиональное современное оборудование, а также мастера высшей квалификации, обойдется дороже, нежели на других СТО.
Также читайте:
Способы как увеличить мощность, крутящий момент вашего двигателя
Двигатель компании Mercedes-Benz М102: Слабые места, устранение проблем
Принцип работы ДВС: Виды двигателей, Устройство двигателя, Рабочий цикл ДВС
Двигатель М274 : Технические характеристики, обслуживание, проблемы, Чип-Тюнинг
Проблемы с двигателем 276 серии: Металлический шум, натяжитель, обратные клапаны