Эксплуатация и ремонт поршневого компрессора
 Компрессор достаточно сложное техническое оборудование, по мере эксплуатации он имеет право изнашиваться и ломаться. В данной статье рассмотрим все методы обслуживания и эксплуатации для его максимального продления жизни. Выполнить ремонт компрессора своими руками, если он всё таки сломался, возможно.
Компрессор достаточно сложное техническое оборудование, по мере эксплуатации он имеет право изнашиваться и ломаться. В данной статье рассмотрим все методы обслуживания и эксплуатации для его максимального продления жизни. Выполнить ремонт компрессора своими руками, если он всё таки сломался, возможно.
Надёжность компрессорного оборудования во многом зависит от своевременного и качественного технического обслуживания. Большое число поломок поршневых компрессоров является следствием некачественной очистки сжимаемого воздуха (абразивной пыли, воды, и других включений). Применение и своевременная замена и очистка фильтрующих элементов, отсрочит ремонт компрессора на долгое время.
Основные причины по которым воздушный поршневой компрессор выходит из строя:
- Неблагоприятные условия эксплуатации
- Не производится плановое обслуживание
- Не грамотный обслуживающий персонал
Для обеспечения качественного технического обслуживания, эксплуатации и ремонта компрессора своими руками, необходимо решить все выше приведённые пункты.
Основное отличие технического обслуживания от ремонта компрессора заключается в том, что при ремонте производится принудительная замена определённых деталей, а при техническом обслуживании замена деталей производится по мере необходимости в зависимости от их фактического состояния.
Принцип работы и составные части
Компрессор это устройство для повышения давления и перемещения газа к требуемому источнику (краскопульт, шлифовальные машинки, гайковёрты, аэрографы и любому другому пневматическому оборудованию). Основным востребованным оборудованием в кузовном ремонте стал компрессор поршневого, масляного типа. В поршневых, объём рабочих камер изменяется с помощью поршней, совершающих возвратно-поступательное движение.
Имеют разное количество рабочих цилиндров и различают их по следующему конструктивному расположению:
- Горизонтальное
- Вертикальное
- Оппозитную
- Прямоугольную
- V и W образные
- Звездообразные
Перед тем как выполнять ремонт компрессора своими руками, необходимо изучить его техническое строение. На фото ниже схема одноступенчатого компрессора, поршневая группа.

- Коленчатый вал
- Корпус
- Шатун
- Палец поршня
- Поршень
- Цилиндр
- Клапана
- Головка цилиндра
- Клапанная плита
- Маховик
- Сальники
- Подшипники коленвала
На корпусе возле электро двигателя имеется блок автоматики называемый пресостат. При помощи него можно производить регулировку компрессора. Возможно понижать накачиваемое давление или повышать.
Неисправности поршневого компрессора
При обнаружении каких-либо дефектов (появления стуков, заеданий трущихся частей, сильного нагрева, повышенного расхода смазочного материала и д.р.), необходимо производить ремонт.
Определение вида и объёма ремонта важно установить на шаге диагностирования состояния объекта перед ремонтом. Неисправности компрессора можно разделить на две группы: технические неисправности (рабочая часть поршневая группа и неисправности электрооборудования). Ниже представлены наиболее распространенные поломки:
- Компрессор (электродвигатель) не запускается
- Электродвигатель гудит и не вращается
- Компрессор не набирает обороты
- Стук в цилиндро-поршневой группе
- Слишком сильно нагревается цилиндр
- Упала производительность
- Сильная вибрация

Компрессор (электродвигатель) не запускается
Компрессор не включается, самая распространённая неполадка. Основное и банальное, что может быть в этой поломке, это нет напряжения в сети. Первое что следует проверить, вилку и провод на обрыв, питающие электродвигатель. При помощи специальной «отвёртки тестера» проверьте подаётся ли напряжение на всех фазах. Проверьте предохранитель, если он имеется. Убедитесь в работоспособности пусковых конденсаторов (у однофазных компрессоров напряжение 220В).

Обратите внимание на уровень давления в баке (ресивере). Возможно давление достаточное и автоматика не запускает компрессор, как только давление упадёт до определённого уровня, электродвигатель запустится автоматически. Это не является поломкой, многие забывают про этот нюанс и переживают раньше времени.
Обратный клапан, также может стать проблемой если компрессор не включается. Также неисправный блок автоматики (пресостат), влияет на поломку(включения, выключения), возможно пришла в негодность кнопка на самом блоке.
Если электродвигатель не запускается гудит, жужжит не набирает нужные обороты или останавливается во время работы, это не всегда означает его поломку.
Основные неисправности электродвигателя которые могут мешать ему правильной бесперебойной работе:
- Низкое питание двигателя (недостаточное напряжение сети)
- Неплотные соединения, плохой контакт
- Вышел из строя обратный клапан (протекает), тем самым создающий обратное давление
- Неправильный запуск компрессора (смотрите инструкцию по эксплуатации)
- Заклинила поршневая группа (из-за недостатка уровня масла, перегрузка)
Если электро двигатель компрессора совсем не включается и не издаёт звуков, то это свидетельствует о следующем:
- Сработал предохранитель питания электрической сети
- Сработала защита от перегрузки
- Плохой контакт в электрической цепи (неполадки с электропроводкой)
- Самое плохое, сгорел электродвигатель (зачастую бывает характерный запах)
Стук и грохот в цилиндре и поршневой группе
 Одной из причин поломки компрессора является неисправная поршневая группа. Распознать дефект данной системы достаточно просто. Обычно они сопровождаются стуком, грохотом, скрежетом и другими звуками металлического характера. Если компрессор стучит, значит неисправна его нагнетательная часть, где много металлических деталей, которые взаимодействуют друг с другом. Из-за их трения и износа появляются посторонние шумы и неприятные звуки.
Одной из причин поломки компрессора является неисправная поршневая группа. Распознать дефект данной системы достаточно просто. Обычно они сопровождаются стуком, грохотом, скрежетом и другими звуками металлического характера. Если компрессор стучит, значит неисправна его нагнетательная часть, где много металлических деталей, которые взаимодействуют друг с другом. Из-за их трения и износа появляются посторонние шумы и неприятные звуки.
Не стоит запускать с такой поломкой, по возможности необходимо устранить, как только вы услышали первые признаки их проявления. Основные неисправности если компрессор начал стучать и громко работать, чем прежде:
- Разбились износились подшипники, втулки шатуна
- Вышли из строя подшипники на коленчатом вале.
- Износился поршень, кольца, палец на поршне
- Изношен цилиндр
- Ослабли болты крепления цилиндра и головки
- Попала твёрдая частица в цилиндр
- Охлаждающая крыльчатка разболталась на шкиву
Чтобы отремонтировать данные поломки, в простых случаях достаточно протянуть все болты и гайки. Если износились поршень, цилиндр коленвал или шатун, то здесь необходим комплексный капитальный ремонта. При ремонте поршневой группы возможно придётся растачивать цилиндр, если он сильно изношен и имеет внешние дефекты, подбирать по новым размерам ремонтный поршень. Ниже приведены возможные дефекты поршневой системы:
- Изменение диаметра поршня, цилиндра
- Искажение формы формы зеркала цилиндра
- Риски, царапины, задиры на стенках цилиндра
- Трещины основной рабочей части
- Трещины и поломки фланцев
При длительной эксплуатации вследствие износа появляются риски на зеркале цилиндра, увеличивается внутренний диаметр втулки под эксцентриковый вал. При ремонте цилиндры восстанавливают путём запрессовки в них гильз. Изношенные втулки под эксцентриковый вал заменяют. Данный ремонт достаточно сложно выполнить своими руками без необходимого инструмента и оборудования. Так как наиболее трудоёмким и ответственным этапом является восстановление цилиндра. Растачивание выполняется на вертикально-расточном станке с использованием специального приспособления.
Это, что касалось цилиндра, ниже рассмотрим основные неисправности картера компрессора.
- Трещины в стенках полостей блока картера
- Отклонения размеров и формы посадочных площадок
- Коробление посадочных мест
- Разбились посадочные места под подшипники коленчатого вала
При износе данных узлов, они подлежат замене на новые. Отверстие под подшипники растачивают на горизонтально-расточном станке под больший диаметр подшипников или под запрессовку втулки с последующей расточкой запрессованной втулки под необходимый диаметр. Ремонт компрессора такой сложности стоит выполнять квалифицированными специалистами.
Ниже, запчасти «ремкомплект» для проведения капитального ремонта компрессора, поршневой группы.

Компрессор сильно греется
Если компрессор сильно греется, то это сигнализирует о его какой-то неисправности. Причин перегрева может быть несколько. Начиная с простой, это заблокирован обдув воздуха цилиндра и картера. Проверьте не закрыта ли крыльчатка посторонними предметами.
Одной из основных причин греющегося компрессора является недостаток уровня масла. Рабочие узлы работают на износ, создаётся высокое трение в следствие сильно греется. При дальнейшей такой работе оборудование быстро выйдет из строя. Проверьте уровень масла, если его недостаточно, необходимо долить до нужного уровня.
Неисправности клапанов, в результате карбонизированного загрязнения или их ослабления. Также могут быть забитые воздушные каналы.
Посмотрите уровень давления , возможно сломалась автоматика и компрессор «молотит» до большого давления, это и вызывает перегрев. Возможно требуется ремонт или замена предохранительного клапана.
Упала производительность
Падение производительности может быть связанно с несколькими причинами. Забит, засорён всасывающий воздушный фильтр. Снимите и прочистите фильтр сжатым воздухом или замените его. В основном в поршневых компрессорах он выполнен из обычного поролона.
Возможно, что где-то утечка воздуха. Обследуйте все подходящие и выходящие трубки и шланги. Также как и в предыдущем случае возможен износ и неправильная работа клапанов, это сильно влияет на производительность. При достаточно длительном использовании изнашиваются поршневые кольца, пропадает герметизация. В более серьезных случаях изношены цилиндр и поршни, поцарапаны или имеют другие внешние дефекты, что влечёт потерю компрессии и компрессор перестаёт накачивать воздух.
Стоит проверить силу натяжки ремня, соединяющий электро двигатель и коленвал поршневой системы. При ослаблении возможны проскальзывание и компрессор перестаёт качать воздух должным образом.
Масло попадает в рабочую камеру
Если масло попадает в рабочую камеру, достаточно плохие признаки, конечно полному выходу из строя компрессора это не приведёт, но принести вред покрасочным работам и возникновению дефектам при покраске, очень даже может. Основные причины попадания масла, туда куда ему не нужно: Залито масло низкой вязкости, то есть масло слишком жидкое, оно просачивается сквозь уплотнения и кольца. Уровень масла слишком высок. Из-за избытка масла оно с силой выдавливается и попадает в камеру. Используется несоответствующее масло. Заливайте только специальное компрессорное масло.
Износились поршня и кольца в блоке цилиндра. Также износ самого цилиндра влияет на попадания масла в рабочую камеру. Для устранения неисправности, требуется ремонт компрессора поршневой группы, которые описан выше.
Эксплуатация и обслуживание компрессора
Поршневой компрессор как и любое техническое оборудование требует определённого обслуживания. Правильная эксплуатация поможет продлить жизнь вашего компрессорного оборудования. Рассмотрим основные мероприятия по обслуживанию, ремонту и эксплуатации компрессора.
1. Замена и очистка воздушного фильтра. Фильтрующий элемент в основном сделан из нетканого материала, поролон или синтонин. Если компрессор стоит там же где осуществляется покраска автомобиля, то от сильно забивается (налипает) опылом от краски, лака и другого лакокрасочного материала. Фильтр предотвращает попадание абразивной пыли в цилиндр, поршень и цилиндр изнашиваются меньше. Как можно чаще меняёте и очищайте фильтр, так как это значительно увеличит ресурс и отсрочит ремонт компрессора.
 2. Замена масла, очень важный пункт. Следите за уровнем масла, на специальном индикаторе (окошке) в картере компрессора. Работа на малом уровне или без масла влечёт к серьезному капитальному ремонту. Доливайте до необходимого уровня, если его не хватает. Периодически необходимо полностью сливать и заливать новое. Используйте только специальное компрессорное масло. Масло для поршневого компрессора Mobil, Fubug, Shell VDL 100, КС 19, 46 или любое другое фирменное.
2. Замена масла, очень важный пункт. Следите за уровнем масла, на специальном индикаторе (окошке) в картере компрессора. Работа на малом уровне или без масла влечёт к серьезному капитальному ремонту. Доливайте до необходимого уровня, если его не хватает. Периодически необходимо полностью сливать и заливать новое. Используйте только специальное компрессорное масло. Масло для поршневого компрессора Mobil, Fubug, Shell VDL 100, КС 19, 46 или любое другое фирменное.
3. Слив конденсата. Важный пункт в обслуживании компрессора. Воздух насыщен влагой, она неизбежно попадает с всасываемым воздухом в ресивер. Со временем накапливается в большом количестве. При большом содержании конденсата возможен его выброс в воздушные шланги, что влечёт к дефектам при покраске. Так же из-за конденсата начинается коррозия внутри ресивера. Сливайте конденсат как можно чаще, минимум раз в неделю, особенно в жаркое и влажное время года.
4. Следите за общим состоянием, периодически продувайте от пыли и других загрязнений. Уделите особое внимание крыльчатке на электродвигателе, рёбрам цилиндра, воздушного радиатора, по мере эксплуатации на них налипает пыль и опыл от краски, что уменьшает охлаждающие способности.
5. Осматривайте на износ и натяжение ременной привод. При нажатие на ремень в средней точки он не должен прогинаться более чем на 12 -15 мм. Делайте протяжку всех болтов и гаек. Периодически проверяйте работоспособность предохранительного клапана, который служит для защиты от избыточного давления, из-за поломки строя реле давления.
Соблюдайте все выше перечисленные методы и ремонт компрессора Вы отсрочите на долгое время.
Источник
10.3. Технология ремонта поршневого компрессора
Технология ремонта поршневого компрессора включает остановку компрессора, разборку на узлы и детали, промывку, дефектацию, ремонт или замену деталей, сборку, обкатку.
Остановка компрессора на ремонт. Перед остановкой компрессора проверяют его фактическое состояние. По сменному журналу просматривают запись всех отказов, имевших место в межремонтный период. После остановки компрессора его освобождают от хладагента, масла и воды.
Во избежание аварийных ситуаций необходимо исключить возможность случайного пуска компрессора, находящегося в ремонте. Для этого удаляют плавкие вставки из щита компрессора, отключают провода от электродвигателя, соединяют их вместе и заземляют. На щите вывешивается табличка «Не включать».
От всасывающего и нагнетательного трубопроводов компрессор отсоединяется постановкой плоских стальных заглушек с хвостовиками, выступающими за пределы фланцев не менее, чем на 20 мм.
Вскрывать компрессор можно только через 20 мин после того, как давление в нем будет понижено до атмосферного и останется неизменным в течение этого времени.
Разборка компрессора, промывка и дефектация деталей. Перед разборкой компрессора следует подготовить стол для укладки деталей, инструмент, приспособления, выколотки из мягкого материала, ванну с керосином и щетку для мойки деталей.
Разборку компрессора производят с применением съемников, пользуясь выколотками из мягкого материала. Детали с различным коэффициентом объемного расширения нагревают в масле (например, разбирая шатунно-поршневую группу с поршнем из алюминиевого сплава). При разборке детали с индивидуальной сборочной подгонкой клеймят для установки при сборке на прежнее место. Промывают узлы и детали аммиачных компрессоров керосином, хладоновых — уайт-спиритом.
Дефектация деталей производится всеми доступными методами определения износов. Детали разделяются на годные, требующие ремонта, и негодные. На узлы и детали оборудования, подлежащие ремонту или замене новыми, составляется дефектная ведомость с кратким описанием неполадок и причин, которые их вызвали.
Ремонт блок-картера. Основные дефекты блок-картера: возникновение трещин, поломка лап, выдавливание заглушек водяной рубашки и ее засорение.
Трещины в блок-картере образуются вследствие нарушения технологии его изготовления либо в результате теплового износа. Заделка трещин в полости хладагента производится горячей или холодной сваркой. Возможна постановка заплат.
Трещины водяной рубашки могут образоваться вследствие замерзания в ней воды в зимнее время или при «влажном ходе» компрессора. Их. заделывают штифтова-нием. Для этого по всей длине трещины засверливают отверстия и нарезают в них резьбу Мб или М8. В отверстия вворачивают винты из меди или алюминия, смазанные герметизирующей смазкой. Между штифтами, с нахлестом на соседние, устанавливается еще один ряд штифтов, обмазанных герметикой.
Поломка лап компрессора происходит при неправильном монтаже, когда он неравномерно опирается на пакеты подкладок и клиньев. Ремонт производят методом горячей сварки, что не всегда дает хорошие результаты. Чаще блок-картер приходится заменять.
Выдавливание заглушек водяной рубашки происходит при замерзании в ней воды. Из листовой стали СТ 3 толщиной 1,0 мм с помощью пуансона и матрицы делают новые заглушки сферической формы. Посадочные отверстия блока смазывают герметиком и, выпрямляя заглушку ударами молотка, устанавливают ее на место. В некоторых компрессорах в водяной рубашке устанавливаются резьбовые пластмассовые заглушки. При выдавливании они заменяются новыми.
Очистка водяной рубашки от загрязнений производится химическим способом. Полость отделяется от системы постановкой заглушек и заполняется 10%-м раствором соляной кислоты с добавлением 0,5 % ингибитора ПБ-5 или уротропина. Очистка продолжается до прекращения реакции. Об этом судят по прекращению выхода из полости пузырьков углекислого газа. После удаления раствора рубашку нейтрализуют 1 %-м раствором каустической соды. Запрещается применение серной и неингибированной соляной кислот!
Очистка водяной рубашки может быть произведена также 10—12%-м раствором каустической соды или 3—5 %-м раствором тринатрийфосфата, нагретыми до температуры 60…80°С. Продолжительность щелочной обработки 10—12 ч. После обработки водяную рубашку промывают для удаления шлама.
Ремонт цилиндра. Основные дефекты цилиндра — это износ и повреждение зеркала цилиндра. Увеличение внутреннего диаметра и искажение правильности формы зеркала цилиндра являются следствием нормального эксплуатационного износа, вызванного истирающим действием поршневых колец (табл. 66).

Увеличение диаметра цилиндра по сравнению с номинальным допускается в пределах 0,3—0,5 мм на 100 мм диаметра. Максимальное искажение формы цилиндра первоначально составляет половину допуска на диаметр, а предельное — не должно превышать первоначальную величину более чем в 3,5 раза.
В некоторых конструкциях компрессоров при ремонте предусмотрена замена поршня на новый ремонтного размера. Для этого предусматривается один или несколько типоразмеров запасных поршней.
Гильза цилиндра или цилиндр растачивается на станке с последующим хонингованием до шероховатости поверхности Rа = 0,63 — 0,16 мкм. Диаметр зеркала должен обеспечивать зазор между поршнем и гильзой, равный номинальному. Погрешность формы не должна превышать половины допуска на диаметр. В компрессорах серии П поршни ремонтных размеров не предусматриваются, поврежденные или изношенные гильзы заменяют новыми при капитальном ремонте.
Герметичность посадки гильз прямоточных компрессоров в блоке цилиндров обеспечивается установкой браслетных резиновых колец. Последние не выполняют своих функций, если они были скручены при установке гильзы. Гильза должна устанавливаться с натягом. Во избежание скручивания колец гильзу перед установкой следует охлаждать «сухим льдом», жидким азотом или углекислотой из баллона. Нагнетательные клапаны прямоточных компрессоров притерты к гильзе. Нарушение притирки может произойти при работе компрессора «влажным ходом», которое восстанавливается протачиванием гильзы и клапана с последующей притиркой. После этого обязательно регулирование мертвого пространства.
В непрямоточных компрессорах серии П гильза устанавливается по скользящей посадке. Верхняя ее плоскость служит седлом всасывающего клапана. Розетка клапана закреплена на блоке и удерживает гильзу. Уплотнение гильзы в блоке и розетки клапана на гильзе достигается установкой паронитовых прокладок.
Замена поршневых колец. При износе колец снижается коэффициент подачи компрессора, увеличивается температура конца сжатия хладагента. Прогрессирующий износ колец происходит вследствие их перегрева паром, прорывающимся из цилиндра в картер.
Замена колец производится при износе по радиальной толщине до 20 % от первоначального размера; в случае достижения предельных зазоров, приведенных в табл. 67; при плохом прилегании колец к зеркалу цилиндра, когда зазор превышает 0,03 мм (кольцо не прилегает на дуге > 45° более чем в двух местах или ближе 30° от замка) при заклинивании колец в канавках вследствие их коробления или потере упругости. Заостренные кромки колец опиливают.
Ориентировочный срок службы колец приведен в табл. 68.


Перед установкой нужно прокатить кольцо по канавке, замерить зазор в канавке и коробление. Новые кольца устанавливаются с помощью специальных клещей или пластин толщиной 0,5 мм. В процессе одного ремонта следует заменять не более половины колец для их постепенного прира-батывания. Увеличение срока службы поршневых колец достигается нанесением на их рабочую поверхность слоя пористого хрома, что увеличивает износоустойчивость кольца в 4 раза при одновременном уменьшении износа цилиндра. При отсутствии этого слоя рекомендуется заплавление канавок, проточенных на поверхности кольца, оловом, бронзой или оксидом железа. Применение колец из полиамида ТНК-2-Г5 и композиции на основе фторопласта Ф40С8Г дает возможность увеличить срок службы гильз в 2—5 раз, но сами кольца имеют недостатки: при температуре 170…190°С они расплавляются; вследствие высокого коэффициента объемного расширения пластмасс приходится устанавливать большой зазор в замке кольца; внедрение абразивных частиц в кольца приводит к повышенному износу цилиндра и поршня.
Для защиты пластмассовых колец от выплавления в случае поломки нагнетательного клапана в одном из цилиндров в компрессорах серии П устанавливается защита специальными выплавляемыми штуцерами, которые размещаются в каждом блоке цилиндров. Все штуцеры объединены вместе и соединены со стороной низкого давления реле контроля смазки (РКС). При температуре 183…185 °С припой ПОС-61, которым запаяны штуцеры, выплавляется, и воздействие давления нагнетания на верхний сильфон РКС останавливает компрессор.
Тепловые зазоры в замках пластмассовых колец представлены в табл. 69. Учитывая, что заметить наличие абразивных частиц трудно, рекомендуется менять кольца при каждом среднем ремонте через каждые 15 тыс. ч независимо от их износа.

Ремонт коленчатого вала. Следствием естественного износа коленчатого вала являются уменьшение диаметра, изменение формы и чистоты поверхности шеек и его поверхности в месте сальникового уплотнения.
Результатом аварийного износа могут быть изгиб вала, превышающий предел его упругой деформации, скручивание, возникновение трещин, изломов и сколов. В этих случаях вал заменяют новым. Иногда применяется правка погнутого коленчатого вала гидравлическим или механическим прессом.
Коренные шейки коленчатых валов современных бескрейцкопфных компрессоров в большинстве случаев установлены в подшипниках качения и практически не изнашиваются. Шатунные шейки, не утратившие размера и формы, но имеющие небольшие риски, задиры или вмятины от воздействия абразивных частиц, обрабатывают вручную с помощью хомута, под который подкладывают наждачное полотно из электрокорунда. Полирование производят пастой ГОИ.
При незначительном износе коленчатого вала, когда отклонение формы шеек достигает предельной, указанной в табл. 70, производится шлифование вала на станке. Перед шлифованием необходимо забить все отверстия масляных каналов деревянными заглушками.
При использовании толстостенных Вкладышей нижней головки шатуна шейки вала шлифуют до восстановления правильной цилиндрической формы и первоначальной чистоты поверхности. Диаметр шеек в этом случае не имеет существенного значения; дальнейшая подгонка вкладышей производится шабровкой, а зазор устанавливается изменением толщины прокладок в разъеме шатуна. Однако не рекомендуется, чтобы диаметр шеек отличался от номинального более чем на 0,05 мм.

В случае применения тонкостенных вкладышей при шлифовании восстанавливаются не только форма и чистота поверхности, но и размер, соответствующий ближайшему ремонтному размеру вкладышей. Таким образом достигается установление необходимого зазора, поскольку любая подгонка вкладышей и установка прокладок в разъеме шатуна запрещены. По окончании шлифования зенкуют отверстия масляных каналов, а затем полируют шейки пастой ГОИ.
Удалив заглушки из масляных каналов, их (каналы) прочищают ершом, промывают керосином и продувают сжатым воздухом. При постановке заглушек на место их смазывают мастикой из свинцового глета и глицерина и раскернивают.
При износе вала в месте сальникового уплотнения сальник становится негерметичным. Предпочтителен метод ремонта хромированием поверхности с предварительным ее шлифованием. При этом значительно увеличивается срок службы всего узла. При невозможности применить хромирование вал восстанавливают постановкой втулки.
Наиболее вероятным местом возникновения трещин являются галтели шеек вала и шпоночные пазы. Поэтому при шлифовании шеек не допускается уменьшение радиуса галтелей.
Призматические и сегментные шпонки устанавливаются в пазу вала по неподвижной посадке, а в пазу охватывающей детали — по подвижной. Основным признаком нарушения узла является выпадение шпонки из паза вала. Эксплуатация узла без ремонта недопустима. Новую шпонку изготавливают из стали Ст 5. При необходимости паз вала фрезеруют, вручную подгоняют шпонку по пазу вала, паз охватывающей детали подгоняют по размеру шпонки. Не рекомендуется изготавливать ступенчатую шпонку ввиду сложности ремонта и уменьшения надежности узла.
Ремонт подшипников. В поршневых компрессорах находят применение подшипники-втулки, разъемные подшипники-вкладыши и подшипники качения.
Подшипники-втулки устанавливаются в верхней головке шатуна из бронзы, в аммиачных компрессорах — из фосфористой бронзы. В компрессорах серии П устанавливаются втулки бронзо-графитовые, изготовленные методом порошковой металлургии.
При износе рабочей поверхности втулок или при их проворачивании в головке шатуна они заменяются новыми. При этом или шатун нагревают в масле до 80… 100 °С, или охлаждают втулку. После этого втулку обрабатывают разверткой с последующей шабровкой до достижения зазора между втулкой и пальцем 0,02—0,05 мм.
В случае отсутствия новой втулки или материала для ее изготовления рекомендуется охлаждение изношенной в жидком азоте и запрессовывание ее в стальную втулку. После выравнивания температур производится обработка изношенной втулки на токарном станке и развертывание ее рабочей поверхности.
Подшипники-вкладыши применяются как толстостенные, так и тонкостенные.
Толстостенные вкладыши имеют баббитовый антифрикционный слой с припуском на шабровку 0,1—0,15 мм. Они подгоняются шабрением вручную, по краске, наносимой на шейку коленчатого вала. Зазор между вкладышем и шейкой регулируется набором прокладок в разъеме шатуна.
Тонкостенные вкладыши изготавливаются в виде ряда типоразмеров. Ремонтные вкладыши отличаются от номинальных только толщиной основы. В качестве антифрикционного слоя используется сплав АСМ или оловосодержащий сплав АО-20-1. При ремонте номинальный зазор устанавливается только шлифованием шеек коленчатого вала. Не допускаются подпиливание вкладышей и разъема шатуна, подкладывание прокладок, фольги и бумаги, шабровка и другая подгонка вкладышей.
Вкладыши должны быть подобраны по группам селекции. На внутренней поверхности фиксирующего усика ставится знак « + » или « — ». Вкладыши, не имеющие знака селекции, комплектуются друг с другом. В случае маркировки одного из вкладышей « + » парный к нему должен иметь « — ».
Тонкостенные вкладыши заимствованы из автотракторной промышленности. В холодильных компрессорах находят применение вкладыши автомобилей «Москвич-401», ГАЗ-51А, М-21. Вкладыши компрессоров П-110 и П-220 имеют одинаковую конструкцию с вкладышами тракторных двигателей Д108, Д130 и Д180 и отличаются от них только меньшей шириной. Размеры вкладышей приведены в табл. 71.

Масляные зазоры между шейкой вала и вкладышами замеряют щупом или свинцовой проволокой диаметром 0,5 — 1,0 мм. Для толстостенных вкладышей размер зазора составляет 0,0010 — 0,0012 от размера диаметра вала. Для тонкостенных вкладышей этот зазор принимается больших размеров. Данные приведены в табл. 72.

Подшипники качения чаще всего применяются в качестве коренных подшипников. Наибольшее распространение нашли сферические двухрядные роликоподшипники. Признаком износа подшипников является возникновение прерывистого шума при работе. Основными дефектами, при которых подшипники заменяют, являются пятна коррозии на телах вращения, беговых дорожках и посадочных поверхностях; царапины, вмятины, сколы и трещины, осповид-ное разрушение поверхности тел вращения и обойм; повреждение или погнутость сепараторов.
Новый подшипник устанавливают на вал с предварительным нагревом в масле в течение 15 — 20 мин до температуры 115 °С. В корпус подшипник ставится по переходной посадке, что обеспечивает постепеннее проворачивание наружной обоймы с целью уменьшения износа ее беговой дорожки.
Ремонт клапанов. Всасывающие и нагнетательные клапаны компрессоров работают в условиях знакопеременных механических и тепловых нагрузок. Основные дефекты клапанов: износ и поломка пластин, деформация и поломка пружин, неплотное прилегание пластин к седлу.
В компрессорах серии П применяются клапаны с подпружиненными кольцевыми пластинами. Всасывающие клапаны имеют газовый демпфер — углубление в розетке для смягчения удара поднимающейся пластины при открытии клапана. Пластины клапанов изготавливаются из стали ЗОХГСА-СШ. Они подпружинены пружинами из проволоки диаметром 0,6 мм со свободной длиной 19 мм у всасывающих клапанов, а у нагнетательных — из проволоки диаметром 0,8 мм и свободной длиной 21,6 мм.
Поломка пластин клапанов приводит к уменьшению производительности компрессора. При поломке пластины всасывающего клапана понижается температура крышки цилиндра и увеличивается температура всасывающей полости. Поломка нагнетательного клапана приводит к повышению температуры нагнетания и при отсутствии поблочной защиты может привести к выплавлению пластмассовых поршневых колец.
При осмотрах и ремонтах заменяют пластины клапанов, если имеется кольцевая выработка на глубину 0,20—0,25 мм. Перед установкой кольцевые пластины притирают по плите. Пластины, прошедшие в заводских условиях мокрую галтовку, притирки не требуют. Долговечность пластин всасывающих клапанов зависит от высоты их подъема, которая регулируется при сборке.
Пружины заменяют комплектно и селективно, подбирая по высоте при отклонении не более 1,0—1,5 мм в случае их поломки или уменьшения длины более чем на 20 %.
Ремонт системы смазки. В систему смазки входят фильтры грубой и тонкой очистки, масляный насос, редукционный клапан, сальник, сверление в коленчатом вале.
Очистка масляных фильтров. Засорение фильтров грубой и тонкой очистки приводит к уменьшению разности давления в системе смазки. Это может привести к повреждению подшипников-вкладышей. Особенно чувствительны к недостаточной смазке тонкостенные вкладыши.
Фильтры промывают в керосине и продувают сжатым воздухом после пуска компрессора в эксплуатацию: первый раз — через 75—100 ч; второй — через 200—300 ч; третий — через 500 ч; все последующие — не реже чем через каждые 1000 ч.
Масляный насос. Основные дефекты насоса: износ торцовых крышек, радиальный и осевой износы шестерен. Оптимальные значения радиальных и осевых зазоров составляют 0,10—0,15 мм. При увеличении осевого зазора за счет износа крышек и торцов шестерен до 0,5 мм зазор регулируют опиловкой, или фрезерованием крышек, или уменьшением толщины прокладок между ними и корпусом. При диаметральном износе шестерен свыше 0,5 мм они подлежат замене.
Сальник. В современных бескрейцкопфных компрессорах наибольшее применение находят пружинные сальники с графитовыми кольцами. При насосной смазке применяется двухсторонний сальник.
Основные дефекты сальника: задир или износ графитовых и сопрягаемых с ними стальных колец, износ резиновых колец, потеря упругости или поломка пружин.
Поврежденные стальные и графитовые кольца притирают, а при значительном износе — заменяют новыми. Стальные кольца притирают по чугунной плите пастой, содержащей порошок карбида бора зернистостью М5 и пастой ГОИ. Графитовые кольца притирают без применения абразивных материалов, которые, внедряясь в графит, приводят узел к быстрому износу. В качестве смазки при притирке графитового кольца применяется керосин.
Изношенные резиновые кольца заменяют новыми.
Замена пружин разжимного устройства производится комплектно, с селективным подбором по высоте.
Масляный канал коленчатого вала подлежит обязательной очистке. Резьбовые заглушки перед пуском компрессора в эксплуатацию и при каждом ремонте, связанным с полной разборкой компрессора, должны удаляться.
Сборка компрессора. Сборку компрессора ведут в соответствии с инструкцией завода-изготовителя. Применяется узловой метод сборки, комплектование узлов производится с учетом клеймения деталей. Детали, не подлежащие замене, устанавливаются на место, занимаемое до разборки. Соединение деталей с натягом осуществляется с использованием разности температур: охлаждения охватываемой детали или нагрева охватывающей.
Соединение деталей компрессора уплотняют вальцованным паронитом ПМБ или маслобензостойкой резиной марок ИРП-1068-1 или С-571 ПРТУ. Для обеспечения герметичности и лучшего отсоединения от металлических деталей паронит пропитывают маслом в течение часа для аммиачных компрессоров, а для хладоновых — в глицерине в течение 4—5 ч при температуре 60…70°С.
После установки гильз в блок цилиндров проверяют герметичность их уплотнения давлением воздуха 0,5 МПа.
При установке коленчатого вала в сборе с подшипниками в картер особое внимание нужно обратить на ориентацию шатунных шеек относительно оси цилиндра. Положение вала в картере регулируют, изменяя толщину прокладок между фланцем корпуса подшипника и передней стенкой картера. Окончательная проверка узла производится замером зазоров между поршнем и гильзой в плоскости вала, в верхней и нижней мертвых точках поршня.
В сальнике проверяют качество его сборки, нажимая рукой на подвижное кольцо до соприкосновения витков пружин. Освобожденное от усилия подвижное кольцо должно переместиться по валу на 8—12 мм.
В процессе установки клапанов проверяют величину линейного мертвого пространства, а в компрессорах серии П и высоту подъема пластин всасывающих клапанов.
Величина мертвого пространства прямоточных компрессоров измеряется свинцовыми выжимками из пластин толщиной 1—2 мм между всасывающим и нагнетательным клапанами и регулируется изменением толщины паро-нитовой прокладки между поршнем и всасывающим клапаном. Установка прокладок между нагнетательным клапаном и гильзой запрещается из любого материала. Герметичность достигается притиркой клапана.
Величину линейного мертвого пространства компрессоров серии П устанавливают одновременно с регулированием высоты подъема пластин всасывающих клапанов.
Высота подъема пластины всасывающего клапана замеряется выжимками из пластилиновых шариков диаметром 5—6 мм, которые помещают между розеткой клапана и пластиной. Регулирование высоты подъема пластин производится изменением толщины паронитовой прокладки между розеткой всасывающего клапана и гильзой для аммиачных компрессоров типа П110 в пределах 0,9—1,5 мм, а для хла-доновых — 2,0—2,4 мм. Одновременно происходит изменение величины линейного мертвого пространства. Для установления его оптимальной величины пластилиновыми или свинцовыми выжимками определяют действительное значение линейного мертвого зазора. Изменяя толщину паронитовой прокладки между гильзой и блоком цилиндра, устанавливают зазор, рекомендуемый заводом.
Оптимальная величина линейного мертвого пространства для различных компрессоров следующая:

В пределах рекомендуемых величин целесообразно устанавливать меньшие значения высоты подъема пластин клапанов и величины линейного мертвого пространства.
Упругость буферных пружин компрессоров типа П110 контролируют по величине щели между крышкой цилиндров и блоком при отпущенных гайках. Она должна составлять 9–12 мм для аммиачных компрессоров и (4 ± 1) мм — для хладоновых. При потере упругости буферные пружины аммиачных компрессоров заменяют, а в хладоновых увеличивают высоту распорной втулки.
Источник
Для обеспечения долговечной и надежной работы поршневого компрессора необходимо следовать правилам эксплуатации агрегата и проводить своевременное техническое обслуживание. Однако со временем любое устройство придется ремонтировать. Некоторые неисправности можно устранить самостоятельно и быстро привести компрессор в рабочее состояние.
На сегодняшний день широкое распространение как в промышленности, так и в быту получили устройства, позволяющие сжимать и перемещать под давлением газообразные среды.
Такие агрегаты называются компрессорами. Простота, компактность и относительно невысокая стоимость сделали устройство поршневого типа одним из самых приобретаемых.
Если компрессор эксплуатируется бережно – согласно инструкции, необходимость в проведении ремонтных работ возникает редко. Однако полностью избежать процедуры ремонта не получится, поскольку любому устройству свойственно ломаться со временем.
Ремонт и обслуживание поршневого компрессора
Производитель обычно указывает в инструкции, какие неисправности в работе поршневого компрессора могут возникнуть и как их устранить.

Рис. 1. Ремонт поршневого компрессора
Если повредилась или износилась цилиндропоршневая группа, придется обратиться за помощью к специалисту. Самостоятельно решить можно следующие проблемы:
- Давление в ресивере упало – проверьте все соединения с помощью мыльного раствора, создав в ресивере максимальное давление. В месте утечки будут образовываться пузыри. При их обнаружении уплотните соединение. Очистите воздушный фильтр (замените при необходимости).
- Устройство не запускается – подождите 5 минут, возможно, перегрелся двигатель, и сработала его защита. Проверьте кабель питания и предохранители.
- Перегревается электродвигатель – проверьте уровень и качество масла. Дайте агрегату остыть и обеспечьте необходимую вентиляцию в помещении. Снизьте нагрузку на компрессор.
Для надежной работы поршневого устройства следуйте рекомендациям:
- Проверьте болты крепления после первых 48 часов работы агрегата (при необходимости замените)
- Ежедневно следите за уровнем масла, очищайте устройство от загрязнений, сливайте конденсат из ресивера, проверяйте плотность соединения воздухопроводов
- Каждый месяц очищайте фильтрующий элемент (проводите его замену не реже одного раза в год)
- Замените масло после первых 100 часов работы, затем делайте это после каждых 500 часов
- Контролируйте и регулируйте натяжение ремней, очищайте их от загрязнений – после первых 48 часов работы, затем – каждые 300 часов
Ремонт интенсивно изнашивающихся деталей поршневого компрессора. Как увеличить их ресурс?
Рабочие детали поршневых компрессоров постоянно взаимодействуют друг с другом – поршень совершает возвратно-поступательные движения внутри цилиндра. Элементы устройства подвержены усиленному износу из-за трения, возникающего между ними.
Металлические стуки при работе компрессора свидетельствуют об износе цилиндропоршневой группы. Если необходимые для ее ремонта знания отсутствуют, лучше не экспериментировать и обратиться в сервисный центр.
Для восстановления заводского покрытия часто применяются хромовые покрытия из-за их способности снижать износ и противостоять коррозии. Но процедура хромирования длительная и сложная, да и стоит недешево.
Более простым способом восстановить защитное покрытие является применение антифрикционных твердосмазочных покрытий. Для юбок поршней компрессоров подойдет покрытие MODENGY Для деталей ДВС от российской компании «Моденжи».

MODENGY Для деталей ДВС эффективно снижает трение соприкасающихся элементов и предотвращает образование задиров за счет создания гладкой полимерной пленки на поверхностях деталей. Средство обеспечивает плавное скольжение поршня внутри цилиндра, в результате чего значительно снижается износ элементов.
Наносить материал можно самостоятельно. Он выпускается в аэрозольном баллоне и отверждается при комнатной температуре за 12 часов.
В процессе эксплуатации агрегата может деформироваться и смещаться картер, принимающий на себя усилие от давления газа и сил трения. Данный элемент очищается и возвращается в правильное положение, а неглубокие повреждения устраняются.
Часто изнашиваются трущиеся шейки вала. На них появляются задиры и трещины – незначительные шлифуются.
Износ цилиндра происходит из-за применения некачественных смазочных материалов, попадания абразива и теплового перенапряжения. Элемент растачивается, заменяются поврежденные детали, устраняются забоины и отступ на зеркале цилиндра, очищаются водяные полости.

Рис. 3. Ремонт цилиндропоршневой группы компрессора
Поршневые кольца необходимо заменять при каждом проведении капитального ремонта, сам поршень – при возникновении его овальности, серьезных дефектах поверхности, увеличении зазора между данной деталью и цилиндром.
Ремонт компрессора своими руками: неисправности и способы их устранения
Ремонт компрессора своими руками: неисправности и способы их устранения
Компрессоры для покраски автомобиля, накачки шин или пневмоинструмента нуждаются в регулярном осмотре, обслуживании, а иногда и ремонте. Особенно это касается поршневых компрессоров, в которых частой замены требуют поршни, кольца и другие детали. Об основных неполадках и способах их устранения мы и поговорим.
Причинами неисправностей компрессора могут послужить форсированная эксплуатация, пренебрежение сроками обслуживания, пороки конструкции, естественный износ работающего оборудования. Чтобы сломанный агрегат не тормозил работу, попробуем разобраться в причинах отказа и исправить ситуацию, выполнив ремонт своими руками.
Ремонт поршневого компрессора своими руками и в сервисном центре
Некоторые неисправности поршневого компрессора можно устранить своими руками:
- при проскальзывании ремня натянуть его и очистить от загрязнений;
- при попадании воздуха из ресивера в воздухопровод надо выкрутить головку клапана, очистить седло, очистить или заменить прокладку;
- при недостаточном уровне масла долить необходимое количество;
- некачественное масло заменить на новое;
- при остановке компрессора проверить цепь питания.

При более серьезных сбоях в работе поршневого компрессора рекомендуется ремонтировать его в сервисном центре по ремонту компрессоров или в специализированной мастерской.
Если не заводится поршневой компрессор, или имеются другие неисправности, обращайтесь с сервисный центр по ремонту садового и строительного оборудования Альфа-Рост.
Самостоятельный ремонт и перенастройка сложных узлов поршневого компрессора могут привести к более сложным поломкам оборудования.
Неисправности поршневого компрессора
При обнаружении каких-либо дефектов (появления стуков, заеданий трущихся частей, сильного нагрева, повышенного расхода смазочного материала и д.р.), необходимо производить ремонт.
Определение вида и объёма ремонта важно установить на шаге диагностирования состояния объекта перед ремонтом. Неисправности компрессора можно разделить на две группы: технические неисправности (рабочая часть поршневая группа и неисправности электрооборудования). Ниже представлены наиболее распространенные поломки:
- Компрессор (электродвигатель) не запускается
- Электродвигатель гудит и не вращается
- Компрессор не набирает обороты
- Стук в цилиндро-поршневой группе
- Слишком сильно нагревается цилиндр
- Упала производительность
- Сильная вибрация
Плановое ТО-1
Цикл обслуживания состоит из определенной последовательности операций.
Слив масла, промывка картера компрессорной головки и пробки. Заливка нового масла.
Компрессор прогревается и останавливается. Под картер подставляется пустая емкость. Сливная пробка выворачивается, техническая жидкость полностью сливается (как правило, достаточно 5-10 минут). Для полного удаления масла головка наклоняется к сливному отверстию.
Промывка. Внутренние полости картера промываются маслом маловязких марок. Подходит Индустриальное 20 (30). В заливное отверстие устанавливается воронка с мелкой сеткой. Промывочная жидкость заливается до верхней отметки щупа. Поршневый компрессор запускается и 5-10 минут работает на холостом ходу. Затем отработка полностью сливается.
Важно! Следует обращать внимание на марку используемой технической жидкости. Если соединить минеральное масло и синтетику, произойдет сворачивание. Смазка не будет соответствовать заявленным техническим характеристикам. Из-за повышенных нагрузок заклинит поршневую группу.

При смене марки с синтетики на минеральное масло или обратном порядке необходимо двойное промывание полостей картера.
Проверка воздушного фильтра. Оценивается состояние сменного фильтрующего элемента из стекловолокон. Загрязненные и поврежденные комплектующие заменяются на новые детали.
Удаление конденсата. Открывается коллектор низкого давления, расположенный на головке компрессора. После выворачивания сливной пробки сливается конденсат.
Проверка затяжки шатунных болтов. Сервисная процедура выполняется через 5-6 часов после полной остановки оборудования.
Проверка и перетяжка соединений. Проводится контроль состояния гаек крепления маховика; соединения картера с блоком цилиндров; ГБЦ; трубопроводов, коллекторов; крышек картера.
Перечень регламентных процедур приводится в таблицах 2 и 3 .
Таблица 2. Моменты затяжки контролируемых резьбовых соединений при сборке компрессорной головки модель С415М
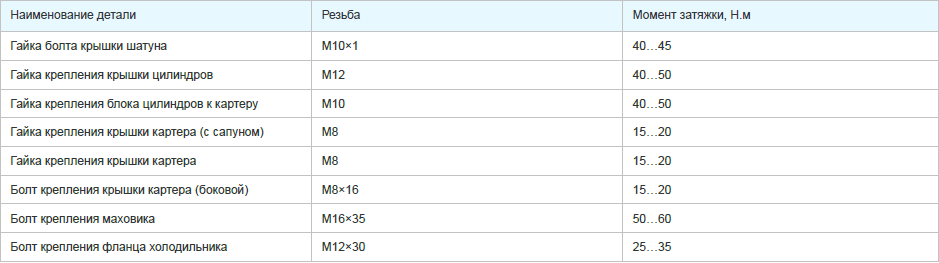
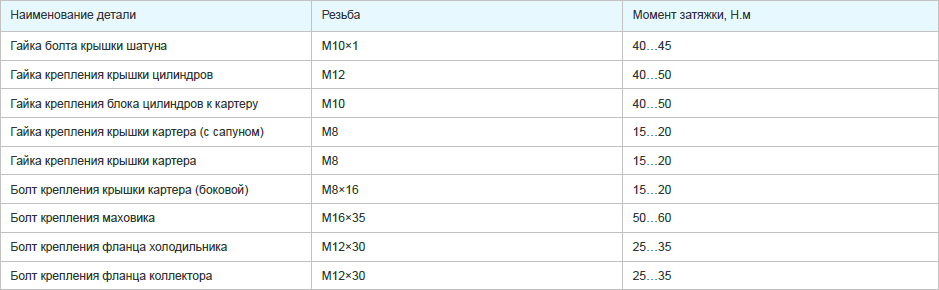
Таблица 3. Моменты затяжки контролируемых резьбовых соединений при сборке компрессорной головки модель С416М
Инструменты
Простота конструкции поршневых компрессоров способствовала их популяризации и распространению. Сегодня компрессоры поршневые нашли широчайшее применение в разных сферах человеческой деятельности, начиная от аэрации аквариумов и заканчивая промышленным машиностроением. Гениальное, по своей простоте, изобретение обладает массой достоинств и высокой функциональностью. Например, подача воздуха или газа под давлением более чем в 20 атмосфер – задача, с которой не могли справиться даже более сложные приспособления. Однако самые совершенные механизмы нуждаются в своевременной профилактике неисправностей и грамотном ремонте.
Оглавление:
- Разновидности компрессоров
- Разновидности поршневых компрессоров
- Технические параметры поршневых компрессоров
- Устранение неполадок поршневого компрессора
- Обслуживание поршневых компрессоров
Разновидности компрессоров
Компрессоры используют не только на нагнетании воздуха, к примеру, в химической промышленности и в геологии – они перекачивают под давлением различные газы: хлор, азот, кислород, водород, гелий, этилен и некоторые смеси. В промышленности и других сферах человеческой деятельности используются компрессорные станции и турбокомпрессоры, компрессоры низкого и высокого давления – поршневые, и эти механизмы сегодня наиболее распространены.
Современные компрессоры отличаются от многих других механизмов своей лаконичной простотой, да и сама конструкция гарантирует почти бесперебойную их работу на долгий период, включая обеспечение недорогого обслуживания и ремонта.
Подача воздуха под давлением – принцип работы большинства компрессоров, многие из которых способны работать в сложных климатических условиях, а также с подачей загрязненных газовых смесей без риска повреждения механизма. Однако для продления срока эксплуатации поршневых компрессоров все же стоит позаботиться о вполне приемлемых условиях для их работы.
Загрязненный воздух или смеси, перекачиваемые в цилиндры компрессоров, в том числе и поршневых, несут дополнительную нагрузку на все узлы комплектующие, и это ведет к их износу. Некоторые типы компрессоров способны подавать очищенный воздух (газ) без масляных примесей, а их корпус дает минимальный уровень шума. Большинство современных компрессоров периодически нуждаются в замене запчастей для их бесперебойного функционирования, а при поломке лучше всего обратиться за техобслуживанием в ближайший сервисный центр.
Разновидности поршневых компрессоров
Механизмы для перекачки воздуха под давлением отличаются по движку, например, есть электро- и парокомпрессоры, работающие на паровом приводе, и есть работающие на двигателе внутреннего сгорания.
Компрессорные механизмы имеют разную производительность, которая условно оценивается по объему прохождения газа под давлением за единицу времени:
- Мини-компрессоры используют в медицине, приборостроении, аквариумистике – производительность до 3*10ˉ² м³/с.
- Лабораторные мини-компрессоры и транспортные агрегаты с перекачиванием воздуха с 3*10ˉ² до 0,01 м³/с.
- Аппараты средней производительности – в пределах 0,1 до 1 м³/с применяют компрессорные станции шахт, фабрик, заводов и рудников.
- Высокопроизводительные компрессоры с давлением более 1 м³/с – это химкомбинаты и компрессорные станции.
Компрессоры, работающие на летучих соединениях и легких инертных газах, дополнительно уплотняются. В техническом обслуживании нуждаются многие другие механизмы, в том числе и поршневые компрессоры. Простота конструкции поршневых компрессоров вовсе не означает отсутствия затрат на ремонт поршневого компрессора. А их относительная дешевизна не отменяет потребности в покупке запчастей для поршневого компрессора или его сервисного обслуживания.

Технические параметры поршневых компрессоров
Поршневые компрессоры, принцип работы которых основан на нагнетании и перекачивании газов или воздуха под высоким давлением, способны менять параметры объёма газа. Все разновидности компрессоров функционируют на основе принципа движения поршня между клапанами по возвратно-поступательной схеме.
Устройство каждого типа данного приспособления продиктовано условиями применения, функциональностью и сферой их использования. Например, компрессоры угловые – наиболее распространённый тип компрессорных агрегатов, поскольку они имеют сравнительно малый вес и компактные габариты, их можно монтировать на небольших площадях. Цилиндры могут размещаться по обе стороны основания или же только с одной стороны. У вертикального типа поршневых компрессоров схема та же, что и у горизонтальных, которые рассчитаны на более высокую нагрузку, но они имеют меньшие размеры и иную производительность.
Есть несколько типов конструктивных решений устройства компрессоров, которые условно объединяют в подгруппы.
1. Горизонтальные, вертикальные и угловые.
2. Многоступенчатые, 1-ступенчатые и 2-ступенчатые.
3. Компрессоры одинарного и двойного действия.
4. Многоцилиндровые, 1-цилиндровые и 2-цилиндровые компрессоры.
5. Крейцкопфные компрессоры (с головкой) или без крейцкопфа.
По типу размещению цилиндров относительно оси агрегата, устройство поршневого компрессора углового типа бывают V-образные, прямоугольные и W-образные. Каждая разновидность такого типа компрессора конструктивно имеют много общего – они состоят из основных узлов, как это показано на схеме поршневого компрессора, рисунок:
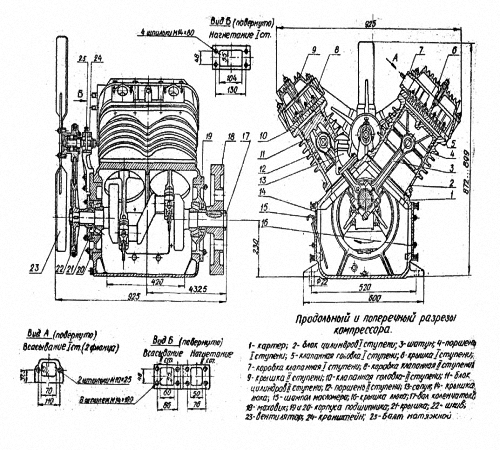
- узлы цилиндров и поршней, уплотнительные элементы,
- механизмы движения – картер компрессора, коренной вал, шатуны и крейцкопфы,
- вспомогательные комплектующее – фильтры, охладители, ресиверы, смазочные узлы, влаго- и маслоотделители, системы защиты и регулировки.
Схематически принцип работы вертикального поршневого компрессора выполняется в 2 этапа:
1. Воздух или газ, находящийся в увеличивающейся полости цилиндра, постепенно расширяется во время движения поршня вдоль оси от крышки цилиндра. При этом внутри цилиндра давление воздуха уменьшается относительно внешних параметров, и это ведет к его порционному всасыванию через клапан.
2. Далее происходит сжатие или нагнетание воздуха (газа) во время движения поршня, которое производится в обратном направлении – в цилиндре давлении растет, пропорционально его сжатию, после чего через нагнетательный клапан сжатый воздух с силой выпускается.
Схема поршневого компрессора у большинства конструкций принципиально одинакова – это цилиндр, поршень, клапана (всасывающий и нагнетательный), кривошипно-шатунный механизм (крейцкопф, кривошип и шатун) и шток. Компрессоры также оцениваются по таким параметрам как сила поршня, амплитуда и мощность, частота вращения вала, объем перекачки воздуха и другим.
Схема работы поршневого компрессора связана с изменениями температуры газа (воздуха), возникновением вибраций, поэтому нуждаются в охлаждении и надежной опоре, что уже заложено в их конструкции. Однако при длительной работе и обслуживании поршневых компрессоров возникают поломки, снижение продуктивности и засорение.

Устранение неполадок поршневого компрессора
Рассмотрим подробно причины неполадок и возможные способы их устранения. Например, если не проворачивается маховик, то между основанием поршня и клапанной доской производят больший зазор, в пределах 0,2-0,6 мм. Причина неполадки– упор поршня в плоскость клапана.
При пропускании воздуха через влагоудалитель – промыть или заменить клапан. Возможные причины – разрушение или засорение клапана. Если обнаружен пропуск воздуха в трубке сброса после остановки – надо прочистить клапан, скорее всего, там засорен обратный клапан.
При повышении нагрева компрессорной головки необходимо сделать затяжку по норме, заменить поршневые кольца с обнаруженным дефектом, зачистить загрязненные поверхности, сменить масло на то, которое обозначено в технической документации. Вероятные причины перегрева – применение масла, не соответствующего указанному в техпаспорте, недостаточные сроки для его охлаждения; возможна просроченная замена масла. Могут быть перетянуты шатунные болты, которые затрудняют доступ масла к вкладышам или тепловой зазор на стыке поршневых колец слишком мал, важно проверить и ослабление шпилек крепления.
При медленном наборе оборотов, или когда механизм не запускается под давлением – сменить клапан, произвести притирку корпуса и сделать ревизию ремней. Возможные причины – ослабление натяжения приводных ремней или засорение обратного клапана.
При обнаружении протечки масла по коленвалу из картера нужно заменить сальник и прочистить зазор сапуна. Возможная причина – засорение отверстия сапуна и общий износ сальника.
При снижении производительности поршневого компрессора нужно промыть или заменить фильтр, сменить изношенные поршневые кольца, выявить место утечки для его устранения, прочистить и сменить дефективные пластины клапана или выровнять плоскость прилегания прямоточного клапана. Наиболее вероятные причины снижения продуктивности работы поршня – зависание или поломка пластин клапана, утечка воздуха из-за неплотного соединения или его разгерметизации, а также засорение воздушного фильтра или общая изношенность поршневых колец.
При стуке цилиндра необходимо заменить масло, сменить дефектные поршневые кольца и изношенные детали, цилиндр расточить или заменить поршень. Наиболее вероятные причины появления стука – поломка поршневых колец или заедание из-за нагара и неподходящего масла, а также общая изношенность поршня или его цилиндра, втулки верхней головки шатуна или поршневого пальца.
При избыточном образовании нагара производится очистка всех комплектующих от нагара, смена масла, важно далее следить, чтобы не было избытка масла в картере. Вероятная причина – использование низкокачественного масла и появление его излишка в картере.
При возникновении стука в картере необходимо сделать ревизию и подтяжку шатунных болтов, сменить подшипники или под ремонтный размер обработать шатунные шейки вала, а вкладыши заменить. Вероятные причины – изношены подшипники коленвала, шатунные шейки и вкладыши, ослаблено крепление шатунных болтов.
При снижении давления в ресивере и раздаточном клапане необходимо прочистить обратный клапан, поскольку наиболее вероятная причина – поломка или засорение обратного клапана.
Лучшим решением приведения компрессора в рабочую норму будет обращение к специалистам местного сервисного центра. Однако до ремонта любого технического узла или агрегата важно сделать полную диагностику, чтобы выявить точную причину сбоя в работе, тогда ремонт и замена расходных материалов будет проведена наиболее эффективно. Компетентные специалисты при диагностике поршневых компрессоров не только найдут причину сбоя в работе или дефекты, но и устранят все его недочеты и причины поломки.
Обслуживание поршневых компрессоров
При любой амортизации, незначительной или усиленной, любое оборудование изнашивается, а сжатый воздух или газовая смесь, нагнетаемая поршневым компрессором, имеет примеси, масла и взвесь. Зачастую именно это ведет к снижению производительности основных его узлов или даже разгерметизации клапанов. Поршневые компрессоры, как любые другие технические приспособления, периодически нуждаются в профилактическом осмотре всех его узлов, а также смене расходных материалов и изношенных комплектующих.
Иногда возможен заводской брак, нарушение правил эксплуатации или его чрезмерная нагрузка, из-за чего случается снижение эффективности работы и возникает потребность в ремонте поршневых компрессоров. Очень важно не пропустить тот момент, когда было бы вполне достаточно вовремя заменить детали или произвести их подгонку, чтобы не доводить до полной поломки компрессора.
Нередко персонал сервисных центров сталкивается не столько с явной поломкой приспособлений для нагнетания воздуха, сколько с их ненадежностью или нестабильной работой, небольших дефектов, а при устранении этих причин компрессоры снова работают бесперебойно.
Причины могут быть разные, например, частый перегрев, стук, избыточный нагар, снижение эффективности его работы и др. Некоторые симптомы говорят о необходимости замены комплектующих, другие ведут к его неизбежной поломке. Есть несколько симптомов, когда поршневой компрессор необходимо остановить ещё до его полной или частичной поломки и остановки.

1. Это показатель давления – его снижение в системе охлаждения или при обдуве двигателя, уменьшение давления газа при всасывании ниже нормы или при уменьшении давления в системе смазочной циркуляции компрессора.
2. Это температурные показатели – повышение температуры вкладышей коренного подшипника более 70°С или высокая температура выходящей воды.
3. Это самопроизвольное отключение двигателя смазки цилиндров и сальников, посторонний шум или другие сбои.
Среди дефектов при диагностике поршневого компрессора чаще всего обнаруживаются такие проблемы.
1. Изношенность: сальников или недостаточная их смазка, а также противовесов, втулок цилиндра высокого давления с возникновением трещин.
2. Коррозия любого элемента компрессора или его узлов в местах наибольшего напряжения, например, у цилиндров и крейцкопфов.
3. Неисправность предохранительного клапана и других узлов.
4. Загрязнение или утечка масла.
5. Обрыв шатунных болтов.
6. Неточность центровки штока или его изгиб, например, из-за однобокого нагрева в сальнике.
7. Выпадение в цилиндр заглушек литых поршней.
8. Ослабление на штоке посадки поршня.
9. Поломка или дефект поршневых колец, соединительной муфты, деталей коленвала, пружин клапанов или ограничителя подъема.
10. Дефект поверхности штока или появление трещин на шатунах от износа.
11. Чрезмерное натяжение болтов.
12. Перегрев кривошипа.
13. Повреждение крейцкопфа или соединений со штоком.
14. Выпадение болта или отвинчивание гайки.
15. Посторонние нехарактерные шумы – работа со стуком долгий период по причине нарушения зазоров шатунных подшипников.
16. Неточности укладки вала и прилегания головки болта и гайки к поверхности шатуна.
Основная область применения и назначение
Техника такого рода получила столь широкое распространение благодаря главной своей функции – продуцированию сжатого под довольно большим давлением воздуха. И сегодня компрессорное оборудование применяется практически в любой области. Но, конечно, основную потребность в такого рода технике испытывает промышленная область, медицина, автомобильное производство.
 В зависимости от модели для разных потребностей поршневое исполнение такого оборудования нередко используется и для решения более простых задач – в быту. При этом задействуются аппараты средней и малой производительности. Но, какой бы ни была область применения, ремонт компрессоров все равно рано или поздно придется выполнять, так как даже высокая степень надежности устройства не убережет его от поломки.
В зависимости от модели для разных потребностей поршневое исполнение такого оборудования нередко используется и для решения более простых задач – в быту. При этом задействуются аппараты средней и малой производительности. Но, какой бы ни была область применения, ремонт компрессоров все равно рано или поздно придется выполнять, так как даже высокая степень надежности устройства не убережет его от поломки.
Правила эксплуатации поршневого компрессора
Эксплуатация компрессорной установки допускается только при плюсовой температуре окружающего воздуха, от плюс 5 до плюс 40 °С, во избежание образования конденсата на электрических компонентах.
Ресивер компрессорной установки должен быть установлен на ровной горизонтальной площадке на колеса и амортизаторы, для снижения вибрации в процессе работы и ее негативного влияния на резьбовые соединения элементов компрессора.
Ограждения ременной передачи должны находиться на расстоянии не менее 1 метра от стены для обеспечения хорошей вентиляции и эффективного охлаждения электродвигателя и поршневой группы.
Уровень масла в картере поршневого блока должен находиться в пределах красной метки смотрового стекла. При необходимости масло необходимо долить.
При первом запуске, а также после длительного бездействия, рекомендуется на воздушный фильтр капнуть несколько капель компрессорного масла.
Компрессор должен быть надёжно соединен с потребителями сжатого воздуха, с использованием соответствующей пневмоарматуры и трубопроводов.
Напряжения питающей сети должно соответствовать требованию руководства по эксплуатации компрессора.
При электрическом подсоединении важно не перепутать последовательность фаз для обеспечения правильного направление вращения вала поршневого блока, оно должно соответствовать стрелке на корпусе электродвигателя. Даже небольшое время вращения двигателя в обратном направлении может привести к отказу компрессора.
По окончании работы компрессора следует полностью выпускать воздух из ресивера.
Немного об обслуживании
Чтобы оборудование работало так, как полагается, нужно периодически выполнять обслуживание. Так, масло рекомендуют менять через каждые 500 ч работы, но не реже 1 раза в год при условии применения качественной и рекомендуемой марки. В самодельных компрессорах можно не запаивать трубку заливки масла, это облегчит в дальнейшем его замену. Проверяйте уровень масла, возможны его утечки и выгорание. По мере загрязнения нужно демонтировать и очищать защитную решётку. Периодически проверяйте заземление во избежание несчастного случая и выхода оборудования из строя.
Также периодически нужно осматривать клапаны — очищать растворителем и полировать при необходимости.

Регулярно сливайте воду из ресивера, производите чистку предохранительного клапана и входного воздушного фильтра. Это защитит ваш компрессор от преждевременного износа. Ежедневно выполняя эти манипуляции, вы сами сможете установить оптимальную регулярность этих действий для ваших условий и объёма работ. Если компрессор продолжительное время простоял без дела, перед пуском рекомендуется выполнить очистку и смазку деталей. Выполнение этих профилактических мероприятий предотвратит или отсрочит поломку и ремонт установки, продлит срок его службы.
Выходная струя газа содержит много влаги
Такая ситуация возникает при следующих условиях:
- большое скопление влаги в ресивере;
- загрязнен воздухозаборный фильтр;
- влажность в помещении компрессорной установки повышена.
С влагой в выходной струе сжатого воздуха борются такими методами:
- регулярно сливают избыточную жидкость из баллона;
- очищают или заменяют фильтрующий элемент;
- переносят компрессорную установку в помещение с более сухим воздухом или устанавливают дополнительные фильтры-влагоотделители.
Вообще поршневым двигателям свойственна высокая вибрация. Но, если раньше относительно тихая компрессорная установка начинает грохотать, существует большая вероятность того, что ослабли винты крепления двигателя или сильно износился материал виброподушек.
Важное! Данная неисправность устраняется протягиванием всех креплений по кругу и заменой полимерных виброизоляторов.
Дефекты клапанов поршневых аммиачных компрессоров
Клапаны компрессорной установки работают в условиях резкого изменения (от низких до высоких) механических и тепловых нагрузок, поэтому происходит их быстрый износ. Регулярно производя техническое обслуживание и ремонт поршневого компрессора необходимо обратить внимание на такие основные дефекты клапанов:
- 1) износ и поломку подпружиненных кольцевых пластин;
- 2) деформацию и поломка пружин;
- 3) неплотное прилегание пластин к седлу.
Из-за поломки пластин клапанов происходит падение производительности компрессора, вызывающий неисправности холодильной машины:
- при поломке пластины всасывающего клапана снижается температура крышки цилиндра и поднимается температура всасывающей полости;
- при поломке пластины нагнетательного клапана повышается температура нагнетания, что может привести к выплавлению пластмассовых поршневых колец.
Замена клапанов при ремонте поршневых компрессоров
В ходе технического обслуживания поршневых компрессоров при обнаружении кольцевой выработки на глубину от 0,2 мм пластины клапанов заменяются на новые. Новые пластины, не прошедшие на заводе процедуру мокрой галтовки, притираются по плите. Пластины на всасывающих клапанах поднимают максимально высоко, повышая долговечность их работы. При поломке пружин, а также уменьшении их длины более чем на 20%, они заменяются все сразу или выборочно.
После завершения ремонта поврежденных и замены испорченных деталей новыми запчастями промышленного компрессора, сборку агрегата начинают в последовательности, обратной процессу разборки. После сборки всех узловых элементов поршневой компрессор обкатывается на холостом ходу, потом на хладагенте (на стенде или фундаменте), и после проведения всех испытаний сдается в эксплуатацию. Если вас интересуют запчасти к конденсаторам, наши консультанты могут вам помочь в подборе оптимальных деталей.
Пневмоинструмент
28 марта 2023
Сварочное оборудование
27 марта 2023
Лазерные уровни
23 ноября 2022
Лазерные уровни
28 октября 2022
Компрессоры
18 октября 2022
Садовое оборудование
14 сентября 2022
Садовое оборудование
26 августа 2022
Садовое оборудование
16 августа 2022
Садовое оборудование
25 июля 2022
Сварочное оборудование
28 февраля 2022
Компрессоры
18 февраля 2022
Советы покупателям
9 февраля 2022
Ремонт поршневого компрессора

Здравствуйте!
Досталась мне на днях как кот в мешке голова трехцилиндрового компрессора похожего на Remeza LB40-2 с болтанием коленвала, думал подшипник и все…
Разборка:
1. Сначала шкив, откручиваем болт с левой резьбой и стягиваем съемником
2. Цилиндры, я открутил сначала крышки чтоб не разбирать воздушную трубку, потом стянул цилиндры.
3. крышку коленвала, там есть отверстия под М6 для выдавливания.
4.Снимаем шатуны с колена, их держит стопорное кольцо.
Перед разборкой пометил все поршня, цилиндры на всякий случай.
В итоге кирдык подшипнику и разбило посадочное на коленвале, остальное вроде все цело.
Теперь думаю или покупать коленвал за 5т.р. плюс подшипник (новая такая голова стоит 20т.р.) или сдать все в металлом, т.к. качество деталей и надписи на китайском не внушают доверия.
На последнем фото мой восстановленный компрессор СО7б сделанный в СССР взятый из металлолома и перебраный, он нормально работает почти каждый день, раз в месяц ломается клапан, который вырезаю из раскладного метра походу из за большого давления чем предусматриволось изначально.
Всем спасибо, будем думать…
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.