- Открыть в новой вкладке
8.2.3 Если РС, по согласованию с заказчиком, не выпускается в виде самостоятельного документа, то оно может быть помещено в РК отдельным разделом (или приложением) и использовано для изложения особенностей технологии среднего ремонта со ссылкой на другие темы РК [из 8.2.3 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.5 РС должно состоять из следующих тем:
- «Общие сведения» (информационные коды 000-042);
- «Организация ремонта» (информационные коды 600, 607, 610-670, 685);
- «Разборка» (информационные коды 501-530);
- «Очистка и промывка» (информационные коды 251-264);
- «Определение технического состояния (дефектация)» (информационные коды 310-312, 350-390, 681-684);
- «Ремонт» (информационные коды 401-500, 610-670);
- «Сборка и регулировка» (информационные коды 270-274, 710-712, 720, 730);
- «Посадки и соединения» (информационные коды 361, 369);
- «Испытания» (информационные коды 320-342, 344, 370);
- «Консервация и упаковка» (информационные коды 713, 810-820);
- «Транспортирование и хранение» (информационные коды 800, 830-890);
- «Перечень контрольно-проверочной и измерительной аппаратуры, технологического оборудования и инструмента» (информационные коды 060-066, 801-807, 901-907);
- «Стандартизованные технологические процессы и приложения» (информационные коды 663, 933).
В зависимости от сложности изделий и объема ремонтных работ допускается по согласованию с заказчиком объединять или исключать отдельные темы, издавать их в виде самостоятельных документов или помещать в приложениях к РС [из 8.2.5 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.6 Тема «Общие сведения» должна содержать:
- конструктивные варианты изделия (по годам выпуска, заводским номерам, модификациям и т.п.), на которые распространяется РС;
- характеристику изделия как объекта ремонта согласно 8.1.10;
- виды неисправностей и минимальный объем разборочных работ, необходимый для их устранения;
- перечень обязательных работ, а также работ по бюллетеням, которые должны проводиться при ремонте;
- перечень технических документов, которые используются совместно с РС, и перечень документов, аннулируемых в связи с изданием РС.
[из 8.2.6 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.7 В теме «Организация ремонта» должны быть приведены:
- рекомендации по организации различных видов ремонтных работ с учетом конструктивно-технологических особенностей изделия и условий ремонта;
- требования к организации рабочих мест;
- требования к составу и квалификации исполнителей;
- правила работы с грузоподъемными средствами, электротехническими устройствами, емкостями высокого давления, специальными жидкостями, источниками высокочастотных излучений, а также правила противопожарной безопасности;
- указания по использованию комплекта ЗИП, если они не приведены в инструкции по использованию ЗИП.
[из 8.2.7 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.8 В теме «Разборка» приводят:
- технологию частичной разборки систем, подсистем и изделий, не снятых с ВС;
- технологию частичной разборки самолета и систем, подсистем, изделий, снятых с ВС;
- порядок демонтажа неисправных СЧ, систем, подсистем и изделий с ВС;
- перечень СЧ, которые могут быть сняты для замены и ремонта без демонтажа систем, подсистем и изделий с ВС;
- перечень сборочных единиц (деталей компенсаторов, прецизионных пар и т.д.), влияющих на точность сборки и не подлежащих разукомплектованию.
Технология частичной разборки должна быть изложена в соответствии с требованиями 8.1.13 [из 8.2.8 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.9 Тема «Очистка и промывка» должна быть изложена в соответствии с требованиями 8.1.14 в объеме, необходимом для проведения среднего ремонта [из 8.2.9 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.10 Тема «Определение технического состояния (дефектация)» состоит из подтем: «Определение технического состояния изделия в собранном виде» и «Определение технического состояния разобранного изделия».
В теме должен быть приведен перечень дефектов, а также допустимые отклонения параметров, при которых возможна эксплуатация изделия до выработки ресурса.
В подтеме «Определение технического состояния изделия в собранном виде» приводят:
- содержание работ по непосредственной подготовке изделия к дефектации;
- технические требования, предъявляемые к изделию и его СЧ;
- методику отыскания неисправностей;
- описание видов контроля с указанием средств контроля и правил их использования.
Подтему «Определение технического состояния разобранного изделия» излагают в соответствии с требованиями 8.1.15 в объеме, необходимом для проведения среднего ремонта [из 8.2.10 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.11 В теме «Ремонт» приводят:
- технологию ремонта систем, подсистем и изделий непосредственно на ВС;
- технологию ремонта систем, подсистем и изделий, снятых с ВС.
Технология должна быть изложена в соответствии с требованиями 8.1.16 в объеме, необходимом для проведения среднего ремонта. В теме должны быть приведены указания по ремонту способом замены неисправных СЧ новыми и (или) снятыми с другого изделия, с изложением технологии подбора, подгонки, настройки и регулировки [из 8.2.11 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.12 В теме «Сборка и регулировка» приводят:
- технологию сборки систем, подсистем и изделий и их регулировку непосредственно на ВС;
- технологию сборки и регулировки СЧ и изделий, снятых с ВС.
Технология должна быть изложена в соответствии с требованиями 8.1.17 в объеме, необходимом для проведения среднего ремонта [из 8.2.12 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.13 Тема «Посадки и соединения» должна быть изложена в соответствии с требованиями 8.1.18 в объеме, необходимом для выполнения среднего ремонта. В теме должны быть приведены сведения о посадках и соединениях, а также допуски, которые имеют отличия от допусков, приведенных в РК [из 8.2.13 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.14 В теме «Испытания» должны быть приведены:
- технология испытания систем и изделий непосредственно на ВС;
- технология испытания систем и изделий с использованием стационарных и полевых средств контроля;
- программа испытаний ВС и изделий после замены или ремонта отдельных СЧ;
- летные испытания ВС, систем и изделий.
Тема должна быть изложена в соответствии с требованиями 8.1.19 в объеме, необходимом для проведения испытаний после среднего ремонта [из 8.2.14 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.15 В теме «Консервация и упаковка» должны быть изложены средства и способы наружной и внутренней консервации и расконсервации изделия и его СЧ для кратковременного хранения в различных условиях и их межоперационная защита на всех этапах ремонта, правила консервации и упаковки поврежденных и отремонтированных СЧ и изделий [из 8.2.15 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.16 Тема «Транспортирование и хранение» должна быть изложена в соответствии с требованиями 8.1.21 с учетом условий выполнения среднего ремонта [из 8.2.16 ГОСТ 18675-2012]
- Открыть в новой вкладке
8.2.18 В теме «Стандартизованные технологические процессы и приложения» приводят:
- инструкцию по выполнению типовых технологических процессов;
- перечень деталей и сборочных единиц, требующих индивидуальной подгонки и совместной обработки;
- перечень крепежных деталей;
- осциллограммы, карты сопротивления и напряжений с указанием их значений и допусков и другие справочные данные, необходимые для выполнения среднего ремонта.
[из 8.2.18 ГОСТ 18675-2012]
- Открыть в новой вкладке
- Из ГОСТ 18675-2012 Документация эксплуатационная и ремонтная на авиационную технику и покупные изделия для нее
В состав ремонтных
документов входят: общее руководство
по ремонту (среднему или капитальному);
руководства по среднему, капитальному
ремонту; общие технические условия на
капитальный и/или средний ремонт;
ремонтные чертежи; каталог деталей и
сборочных единиц; нормы расхода
запасных частей по каждому виду ремонта;
ведомость документов для ремонта.
Общее руководство
по ремонту составляют тогда, когда общие
указания по организации и технологии
ремонта, а также общие технические
требования к ремонту изделий данного
класса, подкласса или группы (например,
подъемников) целесообразно изложить в
отдельном документе, исключив
указанные сведения из руководства по
ремонту изделий данного конкретного
наименования.
Общее руководство
должно включать такие разделы, как:
— организация
ремонта;
— приемка в ремонт
и хранение ремонтного фонда;
— демонтаж и
последующая разборка;
— организация
дефектации;
— ремонт типовых
деталей, соединений и сборочных единиц;
— сборка, монтаж
и испытание изделия после его ремонта
на месте эксплуатации;
— защитные
покрытия, консервация; маркировка,
упаковка, транспортирование и хранение.
Руководства по
капитальному и/или среднему ремонту
изделий конкретного наименования
составляют в следующих случаях:
— когда технически
возможно и экономически целесообразно
предусматривать ремонт изделия;
— если структурой
ремонтного цикла эти виды ремонта
предусматриваются и когда в соответствии
с принятой на эксплуатирующем изделие
предприятии системой ремонта
предусматриваются ремонты этого
изделия.
Руководство по
капитальному ремонту должно включать
следующие разделы: организация
ремонта; приемка в ремонт и хранение
ремонтного фонда; демонтаж с объекта и
последующая разборка; подготовка к
дефектации и ремонту; технические
требования (условия) на дефектацию
и ремонт; ремонт деталей и неразъемных
составных частей:
— сборка составных
частей;
— модернизация;
— сборка,
регулирование и настройка изделия;
— испытания,
проверка и приемка после ремонта;
— монтаж и испытание
на объекте;
— покрытия, смазка
и консервация;
— маркировка,
упаковка, транспортирование и хранение.
Технические условия
на ремонт составляют в тех же случаях,
что и руководства по ремонту. Они должны
содержать такие разделы, как:
— общие технические
требования;
— специальные
требования к составным частям;
— модернизация;
— требования к
собранному изделию;
— контрольные
испытания;
— покрытия и
смазка, консервация;
— маркировка,
упаковка, транспортирование и хранение.
Ремонтные чертежи
разрабатываются в тех случаях, когда
ремонт заменой на основе взаимозаменяемости
изношенных составных частей новыми
(исправными) технически невозможен или
экономически нецелесообразен.
К ремонтным относят
чертежи, предназначенные для ремонта
деталей, сборочных единиц, сборки и
контроля отремонтированного изделия,
изготовления дополнительных ремонтных
деталей и деталей с ремонтными размерами.
Каталог деталей
и сборочных единиц составляют в случаях,
когда во время эксплуатации предусмотрены
неоднократные ремонты изделия и
связанные с ними заказы запасных частей,
дополненных к предусмотренным в
комплектах ЗИП.
Каталог должен
содержать перечень и иллюстрации всех
сборочных единиц и деталей, сведения о
расположении и количестве деталей и
сборочных единиц в изделии, сведения о
материале, из которого изготовлены
детали, сведения о взаимозаменяемости
и конструктивных особенностях деталей
и сборочных единиц.
Нормы расхода
запасных частей и материалов составляют
в виде ведомостей и на основе нормативов
или расчетов.
Оформление ремонтных
документов выполняется по требованиям
стандартов ЕСКД, ЕСТД, ЕСТПП.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Электродвигатель с насосом. Общее руководство по среднему ремонту. АДИГ.062511.001СО
Введение
Настоящее общее руководство по среднему ремонту предназначено для проведения ремонтно-восстановительных работ связанных с отказами, неудовлетворительной работой электродвигателя с насосом в условиях специализированных мастерских.
Электродвигатели с насосом выпускаются в соответствии с техническими условиями ТУ4573-019-24322961-99 и предназначены для обеспечения циркуляции рабочей жидкости в системе предпускового подогрева двигателей и отопления кабины и салона автомобилей в составе жидкостных подогревателей.
В настоящем общем руководстве по среднему ремонту приняты следующие сокращения:
—электродвигатель с насосом — электронасос;
—общее руководство по среднему ремонту — руководство;
—кольцо уплотнительное резиновое — кольцо;
—уплотнитель торцовый — уплотнитель;
—уплотнительная торцовая пара — торцовая пара.
Электронасос изготавливается в климатическом исполнении У2 по ГОСТ 15150-69, в едином исполнении для внутреннего рынка и экспорта, пригодном для эксплуатации в макроклиматических районах У-Т.
Номинальный режим работы электронасоса — продолжительный S1 по ГОСТ 3940-84.
Рабочая жидкость электронасоса — антифриз по ГОСТ 159-52 или тосол по ГОСТ 28084-89. В исключительных случаях допускается применение воды в условиях эксплуатации электронасоса при температуре окружающей среды выше0 °С.
Основные параметры электронасосов при нормальных значениях климатических факторов внешней среды по ГОСТ 15150-69 должны соответствовать параметрам, приведенным в Таблица 66.
Таблица 66
|
Наименование параметра |
Электронасос |
||
|
НО 47.3780 |
НО 471.3780 |
НО 472.3780 |
НО 473.3780 |
|
1 Номинальное напряжение литания В |
12±0,2 |
24±0,5 |
12±0,2 |
|
2 Перепад давления между входом и выходомэлектронасоса, МПа, не менее |
0,015 |
0,016 |
0,015 |
|
3 Производительность л/ч. не менее |
1600 |
1800 |
1600 |
|
4 Потребляемый ток А, не более |
4,0 |
1,9 |
4,0 |
|
5 Схема подсоединения двигателя |
однопроводная |
двухпроводная |
однопроводная |
|
6 Наружный диаметр патрубков, мм |
20 |
18,8 |
Электронасос должен сохранять работоспособность при предельных значениях напряжения питания и обеспечивать параметры, приведенные в Таблица 67
Таблица 67
|
Обозначение электронасоса |
Напряжение питания, В |
Производительность л/ч, не менее |
Потребляемый ток А, не более |
|
|
Мин |
Макс |
|||
|
НО 47 3780 НО 471 3780 НО 473 3780 |
10 |
1100 |
— |
|
|
15 |
— |
5,0 |
||
|
НО 472 3780 |
20 |
1100 |
— |
|
|
30 |
— |
25 |
||
|
— Электронасос должен быть герметичным при давлениирабочей жидкости 0,2 МПа в течение (5+0,2) минут |
Электронасосы могут отличаться в основном типами применяемых комплектующих электродвигателей, не ухудшающими качество изделия.
1 Организация ремонта
1.1Для изучения электронасосов в приложениях А и Б приведены: чертеж общего вида электронасосов, схема сборки и разборки электронасосов, перечень деталей и покупных изделий с учетом модификаций электронасосов.
1.2Дефектация электронасоса.
1.2.1 Дефектация электронасоса необходима для определения характера дефекта, возможности использования деталей для ремонта или отбраковки негодных деталей.
1.2.2Перед проведением дефектации электронасос очистить от грязи и смазки, промыть водой, продуть сжатым воздухом.
1.2.3При проведении дефектации обратить внимание на состояние поверхностей узлов и деталей электронасосов, наличие на них механических повреждений и разрушения защитного покрытия. Осмотреть питающие вывода на предмет наличия на них нарушения изоляции.
1.2.4При отсутствии внешних признаков дефектов установить электронасос на средство производственного контроля — СПК, произвести пробное включение электронасоса при напряжении питания 12В или 24В (в зависимости от исполнения электронасоса), обратив при этом внимание на наличие течи из насоса рабочей жидкости.
1.2.5Разобрать электронасос на составные части.
1.2.6Определить объем ремонтных работ и потребность в составных частях.
1.2.7Результаты дефектации внести в ведомость дефектов по форме, приведенной в Таблица 68
Таблица 68
|
Обозначение |
Дефект |
Метод установления |
Заключение и методы ремонта |
Требования после ремонта |
1.3 Указания по ремонту.
1.3.1Работы по ремонту электронасосов должны выполнять лица, прошедшие обучение. Разборка, сборка и проверка электронасоса должна производиться только квалифицированными специалистами в мастерской, располагающей необходимым инструментом и оборудованием.
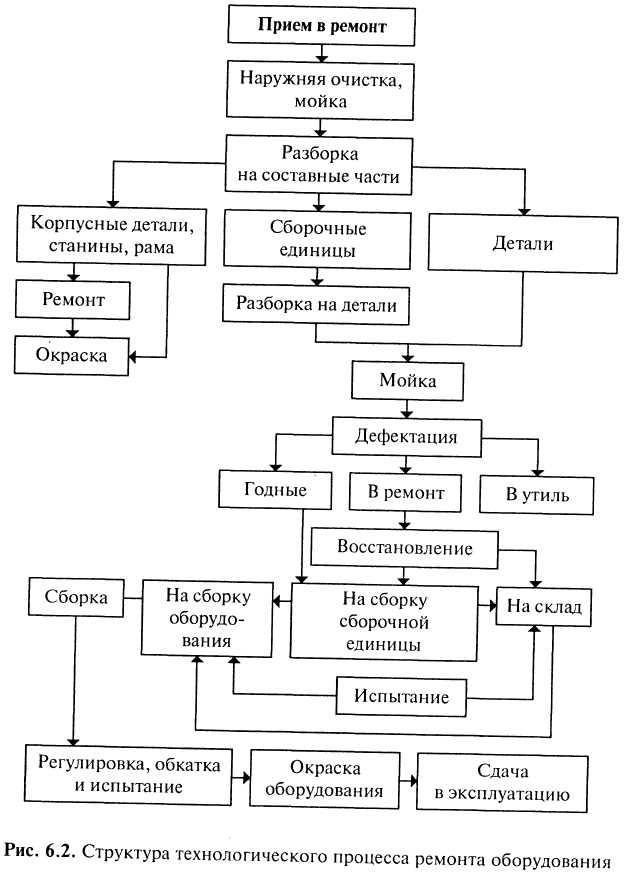
1.3.2Схема работ по ремонту электронасосов приведена на Рис. 319.

Рис.319
1.4. Мастерская по ремонту должна иметь монтажный стол, на котором выполняются ремонтно-восстановительные работы. К рабочему месту должна быть подведена сеть переменного тока напряжением 220 В частотой 50 Гц. Для проведения ремонтно-восстановительных работ необходимы средства измерения, оборудование и инструменты, приведенные в Таблица 69.
Таблица 69
|
Наименование |
Тип |
Кол |
Требуемые техническиехарактеристики |
При- меч |
|
Источник питания |
ЛИПС-35 |
1 |
Диапазон напряжения (0-36) В, ток — до 10 А,погрешность установки напряжения ±0,55 В. погрешность измерения по току±0,25 А |
|
|
Секундомер |
СДСпр-1 |
1 |
Диапазон измерения (0+2) мин, погрешность измерения±0,1 с |
|
|
Средство производственного контроля -СПК |
АСИР.306142.001 |
1 |
||
|
Стенд для проверку на герметичность |
АСИР.306142.008 |
1 |
||
|
Мегаомметр |
М 4100/3 |
1 |
500 В, диапазон измерения (0+10) МОм, погрешностьизмерения ±4% |
|
|
Отвертка |
7810-0966 ГОСТ 17199-88 |
1 |
||
|
Отвертка |
7810-0967 ГОСТ 17199-88 |
1 |
||
|
Ключ |
7811-0006 HD2 ГОСТ 2839-80 |
1 |
||
|
Ключ |
6910-0413 HDX9 ГОСТ 25787-83 |
1 |
||
|
Смазка |
Литол-24 ГОСТ 21150-87 |
|||
|
Ветошь |
Бязь арт. 142 ГОСТ29298-92 |
|||
|
Пинцет |
1 |
|||
|
Грунтовка |
Грунтовка АК-070 ОСТ 180023-80 |
|||
|
Примечание. Допускается применение других средствизмерений с характеристиками, не хуже приведённых |
2 Меры безопасности
2.1Ремонт электронасосов должен производиться лицами, имеющими допуск к работе с электроустановками напряжением до 1000В и имеющими группу по электробезопасности не ниже III.
2.2При проведении ремонтных работ электронасосов необходимо руководствоваться «Правилами технической эксплуатации электроустановок потребителей» и «Правилами техники безопасности при эксплуатации электроустановок потребителей», утвержденными в установленном порядке.
2.3При проведении демонтажа, очистки от грязи, смазки и промывки электронасосов, использовать резиновые перчатки. После работы с рабочей жидкостью — тосолом — вымыть руки с мылом.
3 Требования на ремонт
3.1 Требования к отправляемым в ремонт изделиям.
Электронасос, отправляемый в ремонт, должен быть очищен от грязи и смазки, промыт водой и продут сжатым воздухом.
3 2 Требования к отремонтированным изделиям.
3.2.1Сопротивление изоляции токоведущих частей электродвигателя относительно корпуса до введения в эксплуатацию должно быть не менее:
—20 МОм — при практически холодном состоянии в н.к.у;
—2 МОм — при установившейся рабочей температуре обмоток;
-1 МОм — после воздействия влаги, транспортирования и хранения. На период эксплуатации в пределах наработки в практически холодном состоянии в н.к.у. — не менее 0,015 МОм.
3.2.2Основные параметры электронасосов после ремонта:
а)производительность электронасоса при номинальном напряжении питания не менее 1400 л/ч;
б)ток потребления при номинальном напряжении питания, не более:
—4,5 А для электронасосов с номинальным напряжением питания 12 В;
—2,2 А для электронасосов с номинальным напряжением питания 24 В.
в)подтекание рабочей жидкости из насоса не допускается.
3.3 Требования к приемке в ремонт и хранению ремонтного фонда.
3.31 Транспортирование ремонтного фонда, может производиться любым видом транспорта, обеспечивающим их сохранность от механических повреждений и атмосферных осадков в соответствии с .правилами перевозки грузов, действующими на данный вид транспорта.
3.3.2Условия хранения ремонтного фонда в части воздействия климатических факторов 2(C) в соответствии с ГОСТ 15150-69.
3.3.3Срок транспортирования ремонтного фонда от предприятия-изготовителя к потребителю и хранения на складах не должен превышать 6 месяцев с даты выпуска изделий.
3.4Требования к демонтажу с объекта и последующей разборке изделия:
—слить охлаждающую жидкость из системы автомобиля;
—отсоединить электронасос от жидкостной системы автомобиля, для этого слабить стяжные хомуты и снять резиновые рукава, при этом отверстия в них закрыть заглушками;
-открутить два болта крепления электронасоса и отсоединить его от автомобиля;
—монтаж производится в обратной последовательности. После установки электронасоса необходимо выпустить воздух из охлаждающего контура;
-проверить провода подвода питания к электродвигателю на целостность изоляции и отсутствия обрывов, при необходимости заменить.
3.5Требования на дефектацию.
3.5.1 Перечень возможных неисправностей и способы их устранения приведены в Таблица 70.
Таблица 70
|
Неисправность |
Вероятная причинанеисправностей |
Метод устранения |
|
1 Течь рабочей жидкости из насоса по торцу фланцаэлектродвигателя. |
1Поломка пружины4. 2Неплотное прилеганиеуплотнителя 8 в сборе с кольцом 9 к торцевой поверхности ложементакорпуса. 3Дефект кольца 7 иуплотнителя 8. 4Износ колец 6 и9. |
1Заменить пружину4. 2Произвести прижимуплотнителя 8 в сборе с кольцом 9 к торцевой поверхности ложемента корпуса2, обеспечив плотное прилегание. 3Заменить кольцо 7 иуплотнитель 8. 4Заменить кольца 6 и9. |
|
2 Течь рабочей жидкости по линии разъема крышки 1 икорпуса 2. |
1Плохо прижата крышка1 к корпусу 2 2Дефект кольца 21. 3Деформация крышки 1. |
1Произвести подтяжкучетырех винтовых соединений. 2Заменить кольцо 21.Заменить крышку 1. |
|
Неисправность |
Вероятная причина неисправностей |
Метод устранения |
|
3 Перекачка рабочей жидкостиотсутствует. |
1 Неисправен электродвигатель 12. |
1 Заменить электродвигатель12. |
3.6Перечень характеристик составных частей, при которых эти составные части не подлежат ремонту:
—покороблена крышка 1;
— следы повреждения колец 6, 9 и 21;
— деформирована пружина 4;
—деформация кольца 7 и уплотнителя 8;
—неисправность электродвигателя 12;
— нарушение изоляции выводов электродвигателя 12.
3.7Требования по выявлению последствий отказов и повреждений.
3.7.1 Перечень основных проверок технического состояния приведен в Таблица 71.
Таблица 71
|
Наименование и описание проверки |
Контрольные значения параметров(характеристик) |
Методика проверки |
|
1 Проверка внешнего вида. |
1 Общее состояние поверхностей электронасоса,питающих выводов. |
1 Визуально осмотреть: — поверхности узлов и деталей электронасосов напредмет наличия на них механических повреждений и разрушения защитногопокрытия; — питающие вывода на предмет наличия на них нарушенияизоляции. |
|
2 Проверка функционированияэлектронасоса. |
2 Соответствие основных параметров электронасосатехническим требованиям п. 3.2 настоящего руководства. |
2 Проверку проводить согласно: п.5.8 ТУ4573-019-24322961-99 и руководству по эксплуатации СПК АСИР.306142.001РЭ. |
|
3 Испытание электронасоса нагерметичность |
3 Электронасос должен быть герметичным при давлениирабочей жидкости 0,2 МПа в течение (5±0,2) мин. |
3 Проверку проводить согласно руководству поэксплуатации стенда АСИР.306142.008 РЭ. |
3.7.2 Порядок поиска и выявления отказов и повреждений.
3.7.2.1Электродвигатель 12.
Для определения работоспособности электродвигателя необходимо установить электронасос на СПК. Если после включения электронасоса при номинальном напряжении отсутствует перекачка рабочей жидкости и показания амперметра СПК равны нулю — электродвигатель неисправен. Электродвигатель заменить.
3.7.2.2Подтекание рабочей жидкости.
3.7.2.2.1Если при испытании электронасоса на СПК и стенде для проверки электронасосов на герметичность рабочая жидкость протекает по линии разъема корпуса и крышки, то возможной причиной протекания является деформация крышки. Необходима её замена.
Если подтекание рабочей жидкости не устраняется, вероятной причиной является дефект поверхности кольца 21. Необходима замена кольца.
3.7.2.2.2Если при испытании электронасоса на функционирование на СПК и стенде для проверки электронасосов на герметичность имеет место подтекание рабочей жидкости по торцу фланца электродвигателя, а после разборки электронасоса при визуальном рассмотрении колец 6 и 9 обнаружен дефект поверхности колец, то кольца не пригодны для пользования. Кольца заменить.
Также вероятной причиной подтекания рабочей жидкости по торцу фланца электродвигателя является дефект поверхности кольца 7 и уплотнителя 8. При обнаружении сильного износа рабочей поверхности кольца 7 и уплотнителя 8 необходима их замена.
Если при испытании электронасоса на функционирование на СПК и стенде для проверки электронасосов на герметичность продолжается подтекание рабочей жидкости по торцу фланца электродвигателя, то возможной причиной является деформация пружины 4. Пружину заменить.
4 Ремонт
4.1Ремонт электронасосов производится в специализированной мастерской с выполнением частичной разборки, заменой его деталей и проверкой электронасоса на основании согласования с заказчиком квитанции и ведомости дефектов.
4.2Детали, которые невозможно отремонтировать, заменяют новыми, поставленными заводом-изготовителем в комплекте запчастей.
4.3Работы по ремонту электронасоса должны выполнять лица, прошедшие обучение.
4.4Описание ремонтно-восстановительных работ и замена составных частей электронасоса приведены в Таблица 72 — технологической карте ремонта электронасосов.
Таблица 72 Технологическая карта ремонта электронасосов НО 47.3780, НО 4713780, НО 472.3780, НО 473.3780
|
№ операции |
Наименование операции |
№ перехода |
Содержание работ |
Оборудование, инструмент,материалы |
|
1 |
Замена крышки 1 |
1 2 |
Отвинтить четыре винта 14, снять шайбы 17 и 19 (рис.А1) Снять крышку поз 1 с кольцом 21 |
Отвертка 7810-0966 ГОСТ 17199-8S |
|
3 |
Удалить из паза крышки кольцо 21 |
Пинцет |
||
|
4 |
Заменить крышку 1 |
|||
|
5 |
Сборку производить в обратной последовательности, приэтом четыре гайки 16 стопорить грунтовкой |
Грунтовка АК-070 ОСТ 180023-80 |
||
|
2 |
Замена кольца 21 |
1 2 |
Отвинтить четыре винта 14, снять шайбы 17 и19 Снять крышку поз 1 с кольцом 21 |
Отвертка 7810 0966 ГОСТ17199-88 |
|
3 |
Удалить из паза крышки кольцо 21 |
Пинцет |
||
|
4 |
Заменить кольцо 21 |
|||
|
5 |
Сборку производить в обратной последовательности, приэтом четыре гайки 16 стопорить грунтовкой |
Грунтовка АК-070 ОСТ 180023-80 |
||
|
3 |
Замена пружины 4 |
1 2 3 4 5 6 7 |
Отвинтить четыре винта 14 Снять крышку поз 1 с шайбами 17 и 19 и с кольцом21. Отвинтить две гайки 13 на валу электродвигателя иснять шайбу 22. Снять колесо 3 Снять деформированную пружину 4 Заменить пружину 4. Сборку производить в обратной последовательности, приэтом четыре гайки 16 стопорить грунтовкой |
Отвертка 7810-0966 ГОСТ17199-88 Ключ 6910-0413 HDX9 ГОСТ 25787-83 Пинцет Пинцет Грунтовка АК-070 ОСТ 180023-80 |
|
4 |
Замена кольца 7, и уплотнителя 8 |
1 2 3 4 |
Отвинтить четыре винта 14 Снять крышку поз 1 с шайбами 17 и 19 и с кольцом21. Отвинтить две гайки 13 на валу электродвигателя иснять шайбу 22, колесо 3, пружину 4 и шайбу 5 с вала электродвигателя 12 Отвинтить две гайки 13 со шпилек электродвигателя 12и снять шайбы 18 и 20 |
Отвертка 7810-0966 ГОСТ17199-88 Ключ 6910-0413 HDX9 ГОСТ 25787-83, Пинцет Ключ 7811-0006 HD2 ГОСТ2839-80 |
|
№ операции |
Наименование операции |
№ перехода |
Содержание работ |
Оборудование, инструмент,материалы |
|
5 6 |
Снять корпус 2 в комплекте с уплотнителем 8 и кольцом9, одновременно сняв с вала электродвигателя кольцо 7 с кольцом 6,находящимся в ложементе кольца 7. Удалить из ложемента корпуса 2 уплотнитель 8 скольцом 9 |
|||
|
7 8 9 10 |
Снять с уплотнителя 8 кольцо 9 Удалить из ложемента кольца 7 кольцо 6 Заменить кольцо 7 и уплотнитель 8 Сборку производить в обратной последовательности, приэтом четыре гайки 16 стопорить грунтовкой |
Бязь арт 142 ГОСТ29298-92 Грунтовка АК-070 ОСТ 180023-80 |
||
|
5 |
Замена электродви- |
1 |
Отвинтить четыре винта 14. |
Отвертка 7810-0966 ГОСТ17199-88 |
|
гателя |
2 |
Снять крышку поз.1 с шайбами 17 и 19 и с кольцомрезиновым 21. |
||
|
3 |
Отвинтить две гайки 13 на валу электродвигателя иснять шайбу 22, колесо 3, пружину 4 и шайбу 5 с валаэлектродвигателя |
Ключ 6910-0413 HDX9 ГОСТ 25787-83,Пинцет |
||
|
4 |
Отвинтить две гайки 13 со шпилек электродвигателя 12и снять шайбы 18 и 20. |
Ключ 7811-0006HD2 ГОСТ 2839-80 |
||
|
5 |
Снять корпус 2 в комплекте с уплотнителем 8 и кольцом9, одновременно сняв с вала электродвигателя кольцо 7 с кольцом 6,находящимся в ложементе кольца 7. |
|||
|
6 |
Снять с вала электродвигателя 12 кольцо10. |
|||
|
7 |
Отвинтить гайку 13 с винта 15 на хомуте 11 и снятьшайбы 18 и 20. |
Отвертка 7810-0967 ГОСТ17199-88 Ключ 6910-0413 HDX9ГОСТ 25787-83 |
||
|
8 |
Снять хомут 11 с электродвигателя 12. |
|||
|
9 |
Заменить электродвигатель 12, смазать поверхностьвыходного вала электродвигателя смазкой. |
Литол-24 ГОСТ21150-87 |
||
|
10 |
Сборку производить в обратной последовательности, приэтом четыре гайки 16 стопорить грунтовкой. |
Грунтовка АК-070ОСТ 180023-80 |
5 Основные параметры отремонтированного электронасоса
5.1 Основные параметры электронасоса должны соответствовать техническим требованиям п. 3.2 настоящего руководства.
6 Испытания, проверка и приемка после ремонта
6 1 После ремонта электронасоса необходимо проверить его функционирование в соответствии с требованиями п 3 2 и Таблица 71 настоящего руководства.
6 2 Если при ремонте была произведена замена электродвигателя, то перед началом испытаний необходимо произвести обкатку электронасоса в течении не менее 20 мин
В процессе обкатки электронасос проверяют на отсутствие посторонних шумов и подтекания рабочей жидкости
6 3 Перечень оборудования, необходимого для проведения испытаний, приведен в Таблица 73.
Таблица 73
|
Наименование |
Тип |
Требуемые техническиехарактеристики. |
Примечание |
|
Источник питания |
ЛИПС-35 |
Диапазон напряжения (0-36) В, ток- до 10 А,погрешность установки напряжения ±0,55 В, погрешность измерения по току ±0,25 А |
|
|
Секундомер Средство производственного контроля СПК Стенд для проверки на герметичность |
СДСпр-1 АСИР.306142.001 АСИР.306142.008 |
Диапазон измерения (0-6) мин, погрешность измерения±0,1 с |
|
|
Примечание. Допускается применение других средствизмерений с характеристиками, не хуже приведённых |
6.4 Приемка отремонтированного электронасоса.
6.4.1Оформление результатов проверки отремонтированного электронасоса необходимо сопровождать записью в журнале.
6.4.2Электронасос считают отремонтированным, если получены положительные результаты по всем видам проверок в соответствии с Таблица 71.
Приложение А (Обязательное)
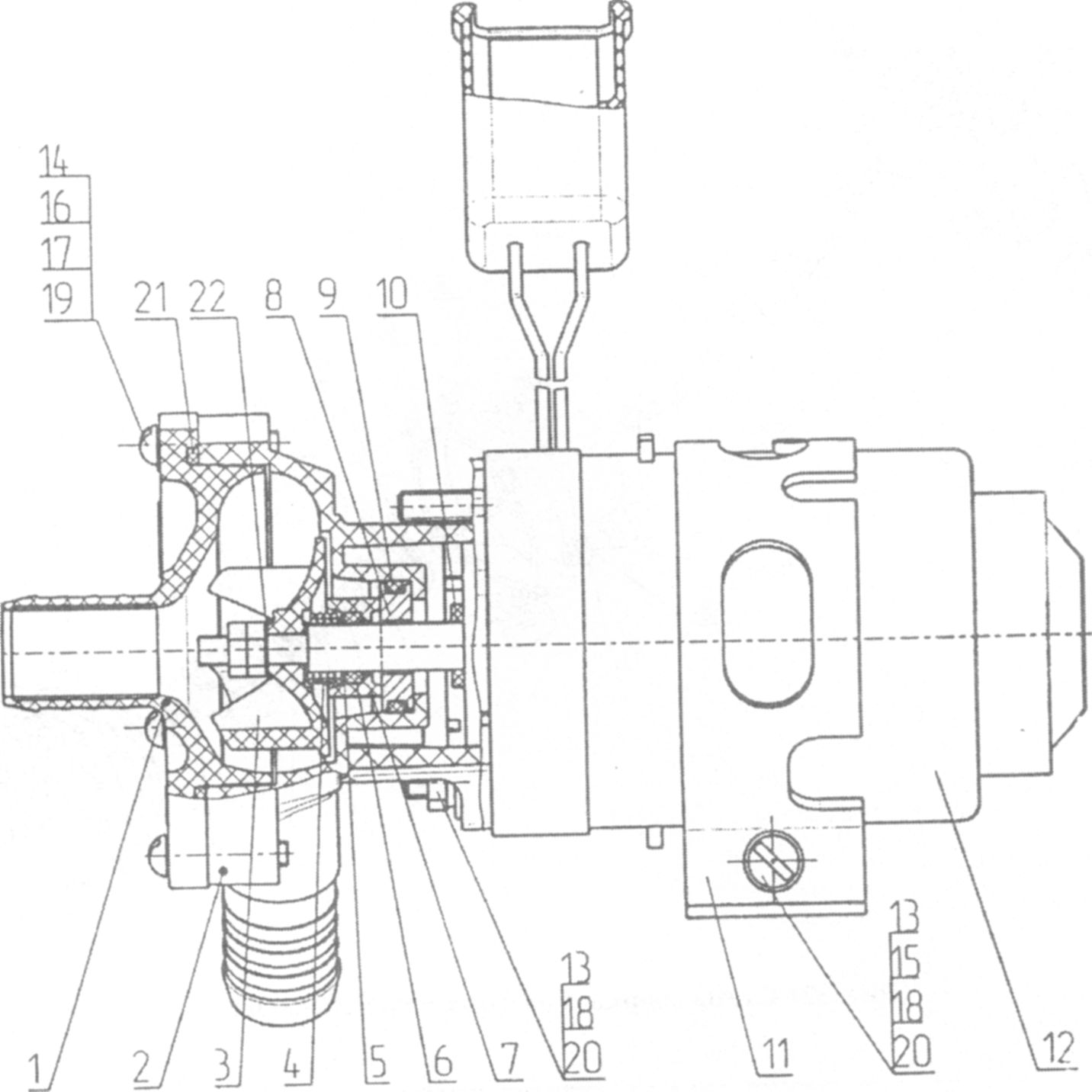
Рис. 320 Общий вид электронасосов
1 — крышка 2 — корпус, 3 — колесо, 4 — пружина, 5 — шайба, 6 — кольцо, 7 — кольцо, 8 — уплотнитель торговый, 9 — кольцо, 10 —кольцо,11 — хомут, 12 — электродвигатель, 13 — гайка, 14 — винт, 15 — винт, 16 — гайка. 17 — шайба, 18 — шайба, 19 — шайба, 20 — шайба, 21 — кольцо, 22 — шайба
Приложение Б (обязательное)
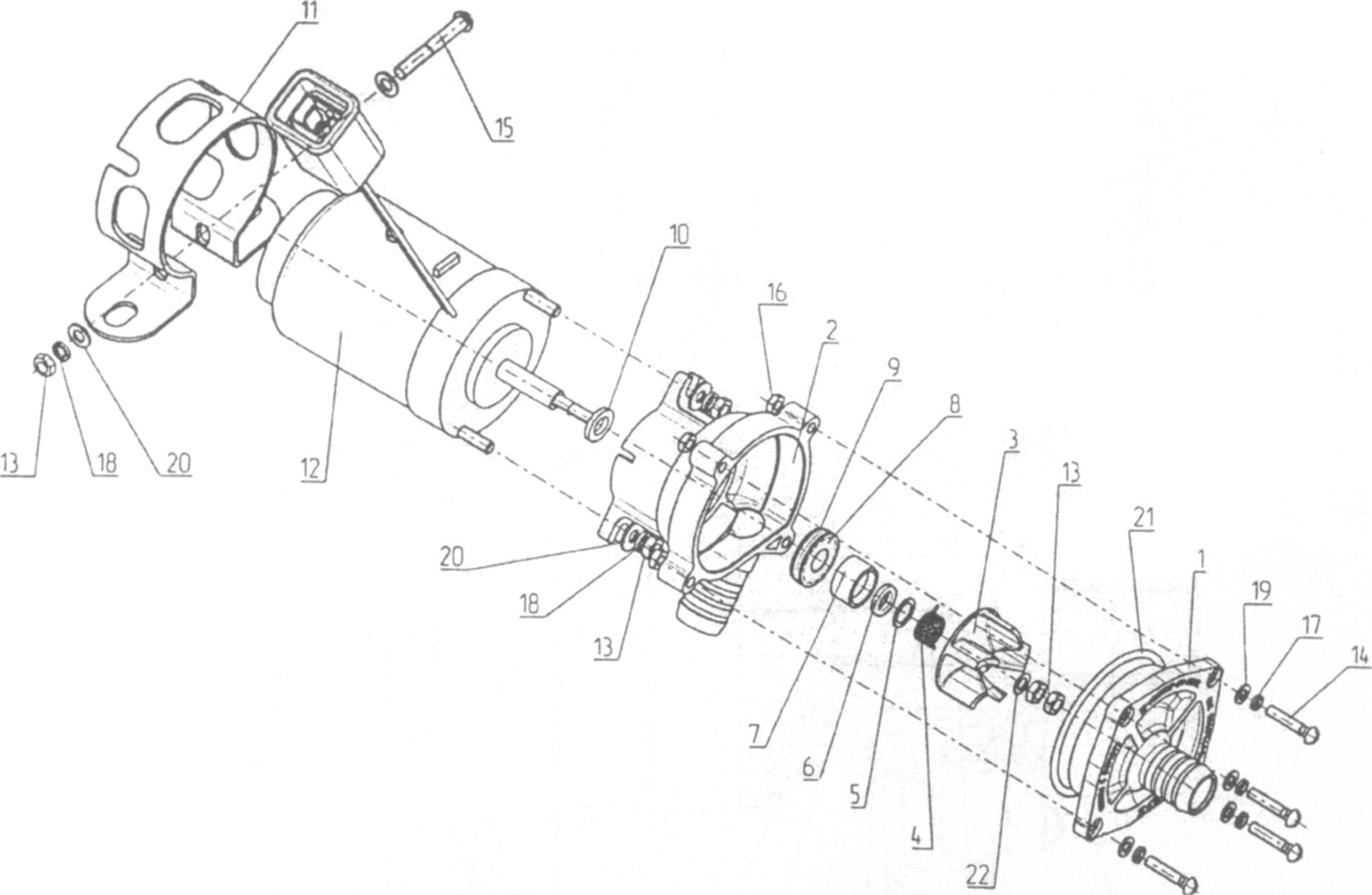
Рис. 321 Схема сборки и разборки электронасосов
Таблица 74
|
Номер пози ции |
Обозначение |
Наименование сборочных единиц, деталей |
Количество сборочных единиц, деталей дляэлектронасосов |
Сведения о возможности замены иремонта |
|||
|
НО 47.3780 |
НО 471.3780 |
НО 472.3780 |
НО 473.3780 |
||||
|
1 |
АДИГ.301116.004 |
Крышка |
1 |
Ремонту не подлежит, подлежит замене |
|||
|
-01 |
Крышка |
1 |
То же |
||||
|
-02 |
Крышка |
1 |
Тоже |
||||
|
-03 |
Крышка |
1 |
Тоже |
||||
|
2 |
АДИГ.301116.005 |
Корпус |
1 |
То же |
|||
|
-01 |
Корпус |
1 |
1 |
1 |
Тоже |
||
|
3 |
АДИГ.723521.003 |
Колесо |
1 |
— |
— |
— |
То же |
|
-01 |
Колесо |
1 |
1 |
1 |
То же |
||
|
4 |
АДИГ.753 572.003 |
Пружина |
1 |
1 |
1 |
1 |
Тоже |
|
5 |
АДИГ.711141.029 |
Шайба |
То же |
||||
|
6 |
АДИГ.754175.005 |
Кольцо |
1 |
1 |
1 |
1 |
Тоже |
|
7 |
АДИГ.713153.001 |
Кольцо |
1 |
1 |
1 |
1 |
То же |
|
8 |
АДИГ.757523.003 |
Уплотнитель торцовый |
1 |
1 |
1 |
1 |
Тоже |
|
9 |
АДИГ.754175.005-01 |
Кольцо |
1 |
1 |
1 |
1 |
Гоже |
|
10 |
АДИГ.711141.030 |
Кольцо |
1 |
1 |
1 |
1 |
Тоже |
|
11 |
АДИГ.745464.017 |
Хомут |
1 |
1 |
1 |
1 |
Ремонту не подлежит, подлежитзамене |
|
Номер позиции |
Обозначение |
Наименование сборочных единиц, деталей |
Количество сборочных единиц, деталей дляэлектронасосов |
Сведения о возможности замены иремонта |
|||
|
НО 47.3780 |
НО 471.3780 |
НО 472.3780 |
НО 473.3780 |
||||
|
12 |
Электродвигатель ДП63-20-4,0-12(1)ТУ4541-032-07511910-99 или Электродвигатель 32.3780 030 32 3780ОЗОТО |
1 |
— |
— |
1 |
Ремонту не подлежит, подлежит замене |
|
|
Электродвигатель ДП63-20-4,0- 12(П)ТУ4541-032-07511910-99 |
— |
1 |
— |
— |
То же |
||
|
Электродвигатель ДП63-20-4,0-24(11)ТУ4541-032-07511910-99 или Электродвигатель 321.3780 030 32 3780ОЗОТО |
— |
— |
1 |
— |
Тоже |
||
|
13 |
Гайка 5-Ц ОСТ 133033-80или Гайка 5-Ц ОСТ 133025-80 |
5 |
5 |
5 |
5 |
Ремонту не подлежит, подлежит замене |
|
|
14 |
Винт4-20-Ц ОСТ 131528-80 |
4 |
4 |
4 |
4 |
Тоже |
|
|
15 |
Винт 5-3 8-Ц ОСТ 131528-80 |
1 |
1 |
1 |
1 |
То же |
|
|
16 |
Гайка, М4.016 ГОСТ5916-70 |
4 |
4 |
4 |
4 |
То же |
|
|
17 |
Шайба 4-Ц ОСТ 111532-74 |
4 |
4 |
4 |
4 |
Тоже |
|
|
IS |
Шайба 5-Ц ОСТ 111532-74 |
3 |
3 |
3 |
3 |
Тоже |
|
|
19 |
Шайба 0,5-4-8-Ц ОСТ134505-80 |
4 |
4 |
4 |
4 |
То же |
|
|
20 |
Шайба 1,5-5-12-Ц ОСТ134505-80 |
4 |
4 |
4 |
4 |
Тоже |
|
|
21 |
АДИГ.754175.005-02 |
Кольцо |
1 |
1 |
1 |
1 |
Тоже |
|
22 |
Шайба 0.5-5-8 Хим Пас. ОСТ 134508-80 |
1 |
1 |
1 |
1 |
Тоже |
Содержание
- Электродвигатель с насосом. Общее руководство по среднему ремонту. АДИГ.062511.001СО
- Руководства по среднему ремонту
- ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ «Регионального Центра Инновационных Технологий» Руководство по среднему и капитальному ремонту электровозов 2ЭС4К ЦАРВ.050.06.00.000 РК
- Руководство по среднему и капитальному ремонту электровозов 2ЭС4К
- ЦАРВ.050.06.00.000 РК
- Введение
- 1. Организация ремонта
- 2. Меры безопасности
- 3. Требования на ремонт
- 4 Ремонт
- 5 Сборка, проверка и регулирование
- 6. Испытания, проверка и приемка после ремонта
- 7. Защитные покрытия и смазка
- 8. Маркировка и пломбирование
- 9. Комплектация и транспортирование
Электродвигатель с насосом. Общее руководство по среднему ремонту. АДИГ.062511.001СО
Электродвигатель с насосом. Общее руководство по среднему ремонту. АДИГ.062511.001СО
Настоящее общее руководство по среднему ремонту предназначено для проведения ремонтно-восстановительных работ связанных с отказами, неудовлетворительной работой электродвигателя с насосом в условиях специализированных мастерских.
Электродвигатели с насосом выпускаются в соответствии с техническими условиями ТУ4573-019-24322961-99 и предназначены для обеспечения циркуляции рабочей жидкости в системе предпускового подогрева двигателей и отопления кабины и салона автомобилей в составе жидкостных подогревателей.
В настоящем общем руководстве по среднему ремонту приняты следующие сокращения:
— электродвигатель с насосом — электронасос;
— общее руководство по среднему ремонту — руководство;
— кольцо уплотнительное резиновое — кольцо;
— уплотнитель торцовый — уплотнитель;
— уплотнительная торцовая пара — торцовая пара.
Электронасос изготавливается в климатическом исполнении У2 по ГОСТ 15150-69, в едином исполнении для внутреннего рынка и экспорта, пригодном для эксплуатации в макроклиматических районах У-Т.
Номинальный режим работы электронасоса — продолжительный S1 по ГОСТ 3940-84.
Рабочая жидкость электронасоса — антифриз по ГОСТ 159-52 или тосол по ГОСТ 28084-89. В исключительных случаях допускается применение воды в условиях эксплуатации электронасоса при температуре окружающей среды выше0 °С.
Основные параметры электронасосов при нормальных значениях климатических факторов внешней среды по ГОСТ 15150-69 должны соответствовать параметрам, приведенным в Таблица 66.
1 Номинальное напряжение литания В
2 Перепад давления между входом и выходомэлектронасоса, МПа, не менее
3 Производительность л/ч. не менее
4 Потребляемый ток А, не более
5 Схема подсоединения двигателя
6 Наружный диаметр патрубков, мм
Электронасос должен сохранять работоспособность при предельных значениях напряжения питания и обеспечивать параметры, приведенные в Таблица 67
Напряжение питания, В
Производительность л/ч, не менее
Потребляемый ток А, не более
— Электронасос должен быть герметичным при давлениирабочей жидкости 0,2 МПа в течение (5+0,2) минут
Электронасосы могут отличаться в основном типами применяемых комплектующих электродвигателей, не ухудшающими качество изделия.
1 Организация ремонта
1.1 Для изучения электронасосов в приложениях А и Б приведены: чертеж общего вида электронасосов, схема сборки и разборки электронасосов, перечень деталей и покупных изделий с учетом модификаций электронасосов.
1.2 Дефектация электронасоса.
1.2.1 Дефектация электронасоса необходима для определения характера дефекта, возможности использования деталей для ремонта или отбраковки негодных деталей.
1.2.2 Перед проведением дефектации электронасос очистить от грязи и смазки, промыть водой, продуть сжатым воздухом.
1.2.3 При проведении дефектации обратить внимание на состояние поверхностей узлов и деталей электронасосов, наличие на них механических повреждений и разрушения защитного покрытия. Осмотреть питающие вывода на предмет наличия на них нарушения изоляции.
1.2.4 При отсутствии внешних признаков дефектов установить электронасос на средство производственного контроля — СПК, произвести пробное включение электронасоса при напряжении питания 12В или 24В (в зависимости от исполнения электронасоса), обратив при этом внимание на наличие течи из насоса рабочей жидкости.
1.2.5 Разобрать электронасос на составные части.
1.2.6 Определить объем ремонтных работ и потребность в составных частях.
1.2.7 Результаты дефектации внести в ведомость дефектов по форме, приведенной в Таблица 68
Заключение и методы ремонта
Требования после ремонта
1.3 Указания по ремонту.
1.3.1 Работы по ремонту электронасосов должны выполнять лица, прошедшие обучение. Разборка, сборка и проверка электронасоса должна производиться только квалифицированными специалистами в мастерской, располагающей необходимым инструментом и оборудованием.
1.3.2 Схема работ по ремонту электронасосов приведена на Рис. 319.
1.4. Мастерская по ремонту должна иметь монтажный стол, на котором выполняются ремонтно-восстановительные работы. К рабочему месту должна быть подведена сеть переменного тока напряжением 220 В частотой 50 Гц. Для проведения ремонтно-восстановительных работ необходимы средства измерения, оборудование и инструменты, приведенные в Таблица 69.
Диапазон напряжения (0-36) В, ток — до 10 А,погрешность установки напряжения ±0,55 В. погрешность измерения по току±0,25 А
Диапазон измерения (0+2) мин, погрешность измерения±0,1 с
Средство производственного контроля -СПК
Стенд для проверку на герметичность
500 В, диапазон измерения (0+10) МОм, погрешностьизмерения ±4%
7810-0966 ГОСТ 17199-88
7810-0967 ГОСТ 17199-88
7811-0006 HD2 ГОСТ 2839-80
6910-0413 HDX9 ГОСТ 25787-83
Литол-24 ГОСТ 21150-87
Бязь арт. 142 ГОСТ29298-92
Грунтовка АК-070 ОСТ 180023-80
Примечание. Допускается применение других средствизмерений с характеристиками, не хуже приведённых
2 Меры безопасности
2.1 Ремонт электронасосов должен производиться лицами, имеющими допуск к работе с электроустановками напряжением до 1000В и имеющими группу по электробезопасности не ниже III.
2.2 При проведении ремонтных работ электронасосов необходимо руководствоваться «Правилами технической эксплуатации электроустановок потребителей» и «Правилами техники безопасности при эксплуатации электроустановок потребителей», утвержденными в установленном порядке.
2.3 При проведении демонтажа, очистки от грязи, смазки и промывки электронасосов, использовать резиновые перчатки. После работы с рабочей жидкостью — тосолом — вымыть руки с мылом.
3 Требования на ремонт
3.1 Требования к отправляемым в ремонт изделиям.
Электронасос, отправляемый в ремонт, должен быть очищен от грязи и смазки, промыт водой и продут сжатым воздухом.
3 2 Требования к отремонтированным изделиям.
3.2.1 Сопротивление изоляции токоведущих частей электродвигателя относительно корпуса до введения в эксплуатацию должно быть не менее:
— 20 МОм — при практически холодном состоянии в н.к.у;
— 2 МОм — при установившейся рабочей температуре обмоток;
-1 МОм — после воздействия влаги, транспортирования и хранения. На период эксплуатации в пределах наработки в практически холодном состоянии в н.к.у. — не менее 0,015 МОм.
3.2.2 Основные параметры электронасосов после ремонта:
а) производительность электронасоса при номинальном напряжении питания не менее 1400 л/ч;
б) ток потребления при номинальном напряжении питания, не более:
— 4,5 А для электронасосов с номинальным напряжением питания 12 В;
— 2,2 А для электронасосов с номинальным напряжением питания 24 В.
в) подтекание рабочей жидкости из насоса не допускается.
3.3 Требования к приемке в ремонт и хранению ремонтного фонда.
3.3 1 Транспортирование ремонтного фонда, может производиться любым видом транспорта, обеспечивающим их сохранность от механических повреждений и атмосферных осадков в соответствии с .правилами перевозки грузов, действующими на данный вид транспорта.
3.3.2 Условия хранения ремонтного фонда в части воздействия климатических факторов 2(C) в соответствии с ГОСТ 15150-69.
3.3.3 Срок транспортирования ремонтного фонда от предприятия-изготовителя к потребителю и хранения на складах не должен превышать 6 месяцев с даты выпуска изделий.
3.4 Требования к демонтажу с объекта и последующей разборке изделия:
— слить охлаждающую жидкость из системы автомобиля;
— отсоединить электронасос от жидкостной системы автомобиля, для этого слабить стяжные хомуты и снять резиновые рукава, при этом отверстия в них закрыть заглушками;
-открутить два болта крепления электронасоса и отсоединить его от автомобиля;
— монтаж производится в обратной последовательности. После установки электронасоса необходимо выпустить воздух из охлаждающего контура;
-проверить провода подвода питания к электродвигателю на целостность изоляции и отсутствия обрывов, при необходимости заменить.
3.5 Требования на дефектацию.
3.5.1 Перечень возможных неисправностей и способы их устранения приведены в Таблица 70.
1 Течь рабочей жидкости из насоса по торцу фланцаэлектродвигателя.
1 Поломка пружины4.
2 Неплотное прилеганиеуплотнителя 8 в сборе с кольцом 9 к торцевой поверхности ложементакорпуса.
3 Дефект кольца 7 иуплотнителя 8.
4 Износ колец 6 и9.
1 Заменить пружину4.
2 Произвести прижимуплотнителя 8 в сборе с кольцом 9 к торцевой поверхности ложемента корпуса2, обеспечив плотное прилегание.
3 Заменить кольцо 7 иуплотнитель 8.
4 Заменить кольца 6 и9.
2 Течь рабочей жидкости по линии разъема крышки 1 икорпуса 2.
1 Плохо прижата крышка1 к корпусу 2
2 Дефект кольца 21. 3Деформация крышки 1.
1 Произвести подтяжкучетырех винтовых соединений.
2 Заменить кольцо 21.Заменить крышку 1.
Вероятная причина неисправностей
3 Перекачка рабочей жидкостиотсутствует.
1 Неисправен электродвигатель 12.
1 Заменить электродвигатель12.
3.6 Перечень характеристик составных частей, при которых эти составные части не подлежат ремонту:
— покороблена крышка 1;
— следы повреждения колец 6, 9 и 21;
— деформирована пружина 4;
— деформация кольца 7 и уплотнителя 8;
— неисправность электродвигателя 12;
— нарушение изоляции выводов электродвигателя 12.
3.7 Требования по выявлению последствий отказов и повреждений.
3.7.1 Перечень основных проверок технического состояния приведен в Таблица 71.
Наименование и описание проверки
Контрольные значения параметров(характеристик)
1 Проверка внешнего вида.
1 Общее состояние поверхностей электронасоса,питающих выводов.
1 Визуально осмотреть:
— поверхности узлов и деталей электронасосов напредмет наличия на них механических повреждений и разрушения защитногопокрытия;
— питающие вывода на предмет наличия на них нарушенияизоляции.
2 Проверка функционированияэлектронасоса.
2 Соответствие основных параметров электронасосатехническим требованиям п. 3.2 настоящего руководства.
2 Проверку проводить согласно: п.5.8 ТУ4573-019-24322961-99 и руководству по эксплуатации СПК АСИР.306142.001РЭ.
3 Испытание электронасоса нагерметичность
3 Электронасос должен быть герметичным при давлениирабочей жидкости 0,2 МПа в течение (5±0,2) мин.
3 Проверку проводить согласно руководству поэксплуатации стенда АСИР.306142.008 РЭ.
3.7.2 Порядок поиска и выявления отказов и повреждений.
3.7.2.1 Электродвигатель 12.
Для определения работоспособности электродвигателя необходимо установить электронасос на СПК. Если после включения электронасоса при номинальном напряжении отсутствует перекачка рабочей жидкости и показания амперметра СПК равны нулю — электродвигатель неисправен. Электродвигатель заменить.
3.7.2.2 Подтекание рабочей жидкости.
3.7.2.2.1 Если при испытании электронасоса на СПК и стенде для проверки электронасосов на герметичность рабочая жидкость протекает по линии разъема корпуса и крышки, то возможной причиной протекания является деформация крышки. Необходима её замена.
Если подтекание рабочей жидкости не устраняется, вероятной причиной является дефект поверхности кольца 21. Необходима замена кольца.
3.7.2.2.2 Если при испытании электронасоса на функционирование на СПК и стенде для проверки электронасосов на герметичность имеет место подтекание рабочей жидкости по торцу фланца электродвигателя, а после разборки электронасоса при визуальном рассмотрении колец 6 и 9 обнаружен дефект поверхности колец, то кольца не пригодны для пользования. Кольца заменить.
Также вероятной причиной подтекания рабочей жидкости по торцу фланца электродвигателя является дефект поверхности кольца 7 и уплотнителя 8. При обнаружении сильного износа рабочей поверхности кольца 7 и уплотнителя 8 необходима их замена.
Если при испытании электронасоса на функционирование на СПК и стенде для проверки электронасосов на герметичность продолжается подтекание рабочей жидкости по торцу фланца электродвигателя, то возможной причиной является деформация пружины 4. Пружину заменить.
4.1 Ремонт электронасосов производится в специализированной мастерской с выполнением частичной разборки, заменой его деталей и проверкой электронасоса на основании согласования с заказчиком квитанции и ведомости дефектов.
4.2 Детали, которые невозможно отремонтировать, заменяют новыми, поставленными заводом-изготовителем в комплекте запчастей.
4.3 Работы по ремонту электронасоса должны выполнять лица, прошедшие обучение.
4.4 Описание ремонтно-восстановительных работ и замена составных частей электронасоса приведены в Таблица 72 — технологической карте ремонта электронасосов.
Таблица 72 Технологическая карта ремонта электронасосов НО 47.3780, НО 4713780, НО 472.3780, НО 473.3780
Источник
Руководства по среднему ремонту
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
«Регионального Центра Инновационных Технологий»
Руководство
по среднему и капитальному ремонту
электровозов 2ЭС4К
ЦАРВ.050.06.00.000 РК
СОГЛАСОВАНО
Вице-президент
ОАО «РЖД
А.В. Воротилкин
25.12.2013 г.
УТВЕРЖДЕНО
Первый вице-президент
ОАО «РЖД»
В.Н. Морозов
26.12.2013
И.о. генерального директора
ОАО «Желдорреммаш»
С.А. Дьяченков
16.12.2013 года
Руководство
по среднему и капитальному ремонту
электровозов 2ЭС4К
ЦАРВ.050.06.00.000 РК
| СОГЛАСОВАНО Заместитель начальник Дирекции тяги ОАО «РЖД» А.В. Бычков 14.11.2013 года |
СОГЛАСОВАНО Начальник Центра технического аудита ОАО «РЖД» С.Н. Гапеев 28.11.2013 года |
| Начальник Дирекции по ремонту тягового подвижного состава ОАО «РЖД» А.П. Акулов 06.12.2013 года |
Главный инженер ОАО «Желдорреммаш» В.А. Сорока 05.11.2013 года |
Начальник управления планирования
и нормирования материально
технических ресурсов АОА «РЖД»
А.В. Зверев
13.12.2013 года Директор Инжинирингового центра
филиала — ОАО «Желдорреммаш»
А.В. Васильев
28.10.2013 года
Введение
1 Организация ремонта
2 Меры безопасности
2.1 Техника безопасности и охрана труда.
3 Требования на ремонт
3.1 Общие требования.
3.2 Требования на дефектацию
3.3 Общие требования по сварке
4 Ремонт
4.1 Общие требования к креплению и гальваническому покрытию деталей.
4.2 Ремонт тележек
4.2.1 Рама тележки (средний ремонт)
4.2.2 Рама тележки (капитальный ремонт)
4.2.3 Гидродемпферы буксовой и кузовной (вертикальные и горизонтальные) ступеней подвешивания (средний и капитальный ремонт).
4.2.4 Система смазки гребней АГС-8 (средний и капитальный ремонт)
4.2.5 Пара колесная (средний и капитальный ремонт)
4.2.6 Рессорное подвешивание буксовой ступени (средний и капитальный ремонт)
4.2.7 Буксы (средний и капитальный ремонт)
4.2.8 Кожуха зубчатых передач (средний и капитальный ремонт)
4.2.9 Подвески тяговых электродвигателей (средний и капитальный ремонт)
4.2.10 Система тормозная (средний и капитальный ремонт)
4.2.11 Связи кузова с тележками
4.2.12 Узел наклонной тяги
4.2.13 Вертикальный упор
4.2.14 Горизонтальный упор
4.3 Ремонт кузовного оборудования
4.3.1 Рама кузова
4.3.2 Боковые стенки
4.3.3 Крыша
4.3.4 Поперечные рамки и каркасы
4.3.5 Песочницы
4.3.6 Путеочистители (средний и капитальный ремонт)
4.3.7 Ручной тормоз (средний и капитальный ремонт)
4.3.8 Кабина управления
4.3.9 Автосцепные устройства
4.3.10 Окна и двери
4.3.11 Высоковольтная камера, форкамера, защитные устройства
4.3.12 Воздуховоды вентиляционной системы (средний и капитальный ремонт)
4.3.13 Санитарный узел (средний и капитальный ремонт)
4.4 Тормозное и пневматическое оборудование
4.4.1 Общие требования
4.4.2 Компрессор ВУ-3,5/10-1450
4.4.3 Вспомогательный компрессор токоприѐмника ВВ 0,05/7-1000
4.4.4 Клапан аварийного экстренного торможения 130.30
4.4.5 Кран машиниста 395
4.4.6 Кран управления 215
4.4.7 Реле давления 404
4.4.8 Воздухораспределитель 483А
4.4.9 Пневмоэлектрический датчик 418
4.4.10 Клапан электропневматический 266-1
4.4.11 Редуктор 348-2
4.4.12 Сигнализаторы давления 115, 115А и 115Б.
4.4.13 Пневматические блокировки штор высоковольтных камер ПБ-3
4.4.14 Блокировка тормозов 367А
4.4.15 Манометры
4.4.16 Форсунки песочниц
4.4.17 Ревуны, свистки
4.4.18 Клапан КП-16
4.4.19 Клапан электропневматический КПЭ-9-03
4.4.20 Клапан разгрузочный КР-1-02
4.4.21 Клапан токоприѐмника КТ-20-03
4.4.22 Клапан электропневматический КП-8-02
4.4.23 Клапан продувки КП-29
4.4.24 Устройство пневматическое УПН-3-01
4.4.25 Воздушные резервуары
4.4.26 Тормозные цилиндры
4.4.27 Система вентиляции
4.5 Электрические машины
4.6 Электрические аппараты, оборудование, провода и шины.
4.6.1 Общие положения.
4.6.2 Токоприемники
4.6.3 Быстродействующие выключатели
4.6.4 Разъединители, переключатели ножевого типа, заземлители, заземляющие и отключающие штанги.
4.6.5 Переключатели
4.6.6 Электропневматические контакторы
4.6.7 Электромагнитные контакторы и пускатели.
4.6.8 Контакторы вакуумные КВ1-160-2, КВ1-160-3
4.6.9 Предохранители и автоматические выключатели
4.6.10 Релейная аппаратура
4.6.11 Регулятор давления типа ДЕМ
4.6.12 Датчики температуры и давления (сигнализаторы)
4.6.13 Выключатели, блок выключателей, тумблеры
4.6.14 Электропневматические клапаны
4.6.15 Вентиль защиты ВЗ-12
4.6.16 Пневматические выключатели (ПВУ-5)
4.6.17 Разъемные контактные соединения
4.6.18 Трансформаторы, датчики-трансформаторы тока
4.6.19 Электроизмерительные приборы
4.6.20 Помехоподавляющие дроссели и индуктивные шунты.
4.6.21 Калориферы, обогреватели, система кондиционирования
4.6.22 Система обогрева стекол
4.6.23 Резисторы ослабления возбуждения, балластные резисторы, блоки пуско-тормозных резисторов
4.6.24 Ограничители перенапряжений типа ОПН–3,3Э УХЛ1.
4.6.25 Аккумуляторная батарея
4.6.26 Контроллеры машиниста.
4.6.27 Осветительная аппаратура
4.6.28 Электроприводы
4.6.29 Провода и шины (средний ремонт)
4.6.30 Провода и шины (капитальный ремонт)
4.6.31 Локомотивные устройства безопасности движения и радиосвязи
4.7 Электронное оборудование
4.7.1 Общие требования по ремонту
4.7.2 Микропроцессорная система управления движением (МСУД)
4.7.3 Шкаф питания ШП-232
4.7.4 Панели диодов ПД–499, ПД–295, ПД–615 блоки диодов БД-007, БД-212, БД-376, БД-206, блок тиристора БТ-256, панель фильтра ПФ-585, панель резисторов ПР-159, шунтирующие устройства ШУ–131, ШУ–143, ШУ–144, ШУ–255
4.7.5 Блок питания БП-192
4.7.6 Блок питания подсветки БПП-254
4.7.7 Регулятор тока возбуждения РТВ-252
4.7.8 Преобразователь питания стеклоочистителя ППС-253
4.8 Установка пожарной сигнализации и системы пожаротушения
5 Сборка, проверка и регулирование
5.1 Общие требования по сборке:
5.2 Правила сборки электровоза и его сборочных единиц.
5.3 Сборка тележек
5.4 Порядок и методы регулирования электровоза
6 Испытания, проверка и приемка после ремонта
7 Защитные покрытия и смазка
8 Маркировка и пломбирование
9 Комплектация и транспортирование
ПРИЛОЖЕНИЕ А Нормы допусков и износов деталей и узлов механического оборудования
ПРИЛОЖЕНИЕ Б Нормы допусков и износов электрических аппаратов
ПРИЛОЖЕНИЕ В Нормы допусков и износов вспомогательных электрических машин электровозов 2ЭС4К
ПРИЛОЖЕНИЕ Г Нормы значений сопротивления изоляции и испытательного напряжения при проверке электрической прочности электрических цепей и оборудования электровозов 2ЭС4К
ПРИЛОЖЕНИЕ Д Перечень основной нормативной и технологической документации по ремонту электровозов 2ЭС4К
ПРИЛОЖЕНИЕ Е Перечень деталей электровозов 2ЭС4К подлежащих неразрушающему методу контроля, и периодичность его выполнения
ПРИЛОЖЕНИЕ Ж Сопротивления катушек аппаратов
ПРИЛОЖЕНИЕ И Уставки срабатывания аппаратов защиты и контроля
ПРИЛОЖЕНИЕ К Технические данные резисторов и нагревательных элементов (номинальное значение сопротивления при 20°С)
ПРИЛОЖЕНИЕ Л Перечень пломбируемого оборудования, аппаратов, устройств, приборов электровозов 2ЭС4К.
ПРИЛОЖЕНИЕ М Перечень устройств безопасности движения, устанавливаемых на локомотивы (ТПС), в зависимости от рода движения и состава локомотивной бригады
ПРИЛОЖЕНИЕ Н Перечень специализированного стендового оборудования и приспособлений для технического обслуживания в ремонта оборудования электровоза 2ЭС4К
ПРИЛОЖЕНИЕ О Перечень необходимого инструмента и инвентаря для следования электровоза в ремонт и из ремонта.
Введение
Настоящее ремонтное руководство определяет основные требования и устанавливает перечень, содержание и объем работ при средних и капитальных ремонтах электровозов магистральных постоянного тока (далее электровозов) серии 2ЭС4К на локомотиворемонтных предприятиях (далее заводах). Руководство по ремонту предназначено для обязательного изучения работниками заводов, связанными с ремонтом электровозов серии 2ЭС4К.
Требования Заказчика устанавливаются согласно ЦТ—ЦТВР—409 (п.3 приложения Д). В настоящем ремонтном Руководстве «объектом ремонта» считать электровозы серии 2ЭС4К.
Руководство по ремонту разработано на основе конструкторской, технологической документации, действующих государственных стандартов, Правил технической эксплуатации железных дорог, действующих инструкций, материалов исследования надежности электровозов, анализов износов и повреждений, а также обобщения опыта эксплуатации и ремонта электровозов.
При среднем и капитальном ремонтах исполнять требования документов, определяющих пожарную безопасность на электровозе также следует руководствоваться:
— инструкциями, руководствами по ремонту, указаниями, положениями и нормативно-технической документацией, определяющей требования к среднему и капитальному ремонту электровозов постоянного тока серии 2ЭС4К;
— ремонтной, конструкторской и технологической документацией по среднему и капитальному ремонтах оборудования, узлов и деталей электровозов постоянногоо тока серии 2ЭС4К.
В настоящем Руководстве приняты следующие определения и сокращения:
Дефектация. Комплекс операций или операция по выявлению дефектов (повреждений) деталей, проводников, подвижных и неподвижных соединений, изоляции и т.п. в собранных, частично или полностью разобранных сборочных единицах с применением соответствующих технологических средств измерительных инструментов и приборов, стендов, установок, приспособлений, дефектоскопов, средств технической диагностики, ЭВМ и т.д.).
Ремонт. Комплекс операций по восстановлению работоспособности электровоза (объекта ремонта) и восстановления ресурса электровоза или его составных частей. В ремонт могут входить операции по разборке, очистке, дефектации, восстановлению, сборке, смазке, испытанию и т.д. деталей и сборочных единиц. Содержание части операции ремонта может совпадать с содержанием некоторых операций дефектации. (ГОСТ 18322—78) (п. 65 приложения Д)
Исправная деталь. Деталь, состояние которой по результатам ревизии, проверки, испытания удовлетворяет требованиям настоящего Руководства по ремонту и пригодна для дальнейшей работы без какого-либо ремонта.
Неисправная деталь. Деталь, состояние которой по результатам ревизии, проверки не удовлетворяет требованиям настоящего Руководства по ремонту. После проведения ремонта может быть пригодна для дальнейшей работы.
Негодная деталь. Деталь, имеющая дефекты или износы, исправление которых невозможно.
Дефект. Каждое отдельное несоответствие объекта установленным требованиям. (ГОСТ 18322—78) (п. 65 приложения Д).
Средний ремонт. Ремонт, выполняемый для восстановления исправности и частичного восстановления ресурса изделий с заменой или восстановлением составных частей ограниченной номенклатуры и контролем технического состояния составных частей, выполняемой в объеме, установленной в нормативно-технической документации ГОСТ 18322-78 (п. 65 приложения Д).
Капитальный ремонт. Ремонт, выполняемый для восстановления исправности полного или близкого к полному восстановлению ресурса изделий с заменой или восстановлением любых его частей, включая базовые ГОСТ 18322-78 (п. 65 приложения Д).
ЦТ ОАО «РЖД» — Дирекция тяги ОАО «РЖД».
ЦТР ОАО «РЖД» — Дирекция по ремонту подвижного состава ОАО «РЖД».
ЦТА ОАО «РЖД» — Центр технического аудита ОАО «РЖД».
При капитальном и среднем ремонтах электровозов конструктивные изменения производить по проектам модернизации согласованным с ЦТ ОАО «РЖД».
Установленные на электровоз специальными указаниями ОАО «РЖД» опытные конструкции, приборы и приспособления должны быть оставлены на электровозе. При этом специальные указания ОАО «РЖД» об установке опытных конструкций, приборов и приспособлений должны быть распространены и на локомотиворемонтные предприятия.
При наличии опытных (нештатных) элементов конструкции и отсутствии разрешения ЦТ ОАО «РЖД» на их установку, либо отсутствия согласованных схем и чертежей упомянутых элементов, ремонтное предприятие восстанавливает схему, установленную для данного локомотива заводом-изготовителем.
Электровоз, требующий по своему состоянию среднего или капитального ремонта, но не достигший установленной нормы пробега, может быть направлен на ремонтный завод только с разрешения ЦТ ОАО «РЖД». Такое разрешение выдается дороге после представления в Дирекциях ОАО «РЖД» материала с указанием причин, вызвавших необходимость преждевременного направления электровоза на ремонтный завод, и принятых мер по предупреждению подобных случаев.
Подачу неисправных электровозов на средний или капитальный ремонт выполнять после согласования дорогой этого вопроса с ремонтным заводом. Ремонтный завод обязан по вызову железной дороги командировать своего представителя для осмотра поврежденного электровоза.
На отремонтированные узлы, агрегаты и детали, установить гарантийные сроки согласно ЦТ—ЦТВР—409 (п. 3 приложения Д).
На используемые при ремонте покупные агрегаты, детали поставляемые заводами промышленности, а также на новые узлы, агрегаты и детали, изготовляемые на заводах, гарантийные сроки устанавливать в соответствии с ГОСТ и техническими условиями заводов-изготовителей.
Назначенный срок службы до списания электровоза 33 года.
1. Организация ремонта
1.1 Взаимоотношения между Заказчиком и заводом по приемке электровозов в ремонт регулируются ЦТ — ЦТВР—409 (п. 3 приложения Д).
1.2 Транспортировку электровоза в ремонт на завод производить в соответствии с Распоряжением ОАО «РЖД» от 26.08.2011г. № 1873р (п. 14 приложения Д).
1.3 Ремонт электровозов производить на специализированных позициях оборудованных необходимыми подъемно—транспортными средствами, технологической оснасткой и инструментом.
1.4 Порядок и последовательность ремонта электровоза определять технологическими процессами и сетевыми графиками среднего и капитального ремонта с учетом оптимального количества работающих, средств механизации и приспособлений.
1.5 Оборудование, применяемое при ремонте подвижного состава, должно соответствовать требованиям ГОСТ 12.2.003 (п. 59 приложения Д).
1.6 Дефектацию и определение работ по ремонту узлов и деталей производить работниками отделов (бюро) по определению объема ремонта, мастерами и бригадирами ремонтных участков.
1.7 Неразрушающий контроль деталей электровоза на заводе производить в соответствии с РД—ЖДРМ—01—05 (п. 46 приложения Д).
1.8 Работы, выполняемые при среднем и капитальном ремонтах электровозов.
1.8.1 Средний и капитальный ремонт тележек:
— выкатка, очистка, разборка, проверка и ремонт рамы тележки со снятием всего оборудования;
— ремонт гидравлических гасителей колебаний;
— ремонт, сборка и обкатка колесно—моторного блока;
— полное освидетельствование и ремонт колесных пар в соответствии с действующей нормативно – технической документацией;
— ревизия, ремонт и сборка букс в соответствии с действующей нормативно—технической документацией и ремонтной конструкторской документацией;
— ремонт рессорного подвешивания с тарировкой цилиндрических пружин, заменой пружин, не удовлетворяющих требованиям чертежей и настоящему Руководству;
— ремонт или замена на новые деталей тормозной системы;
— замену на новые резинометаллических изделий, резиновых шайб подвесок тяговых двигателей, торцевых резинометаллических шайб, сайлент – блоков буксовых поводков;
— окраска рам тележек;
— сборка и проверка тележек;
— ремонт или замена на новые деталей узла смазки гребней.
1.8.2 Средний ремонт кузова
— ревизия и ремонт узла связи кузова с тележкой и боковых опор кузова, ремонт подвешивания типа «Флексикойл»;
— ремонт автосцепных устройств в соответствии с распоряжением ОАО «РЖД» № 2745р (п. 10 приложения Д);
— осмотр и проверка рамы кузова, стен, крыши, жалюзи, люков, дверей, лестниц, поручней, полов, каркасов под аппараты и другого оборудования с устранением дефектов;
1.8.3 Капитальный ремонт кузова
1.8.3.1 В дополнении к п.1.8.2 выполнить следующие работы:
— восстановление или замена изношенных частей рамы, каркасов и обшивки;
— полная разборка внутренней обшивки и полов кабин с заменой теплоизоляции и линолеума, ремонт оконных блоков и дверей кабин;
— полная очистка от старой краски и ржавчины наружной поверхности кузова;
— восстановление антикоррозийных покрытий всех элементов кузова.
| Виды обслуживания и ремонта | Межремонтный пробег |
| Средний ремонт (СР) | 1 000 000 км |
| Капитальный ремонт | 3 000 000 км |
1.12 На узлы, агрегаты, детали, отремонтированные на ремонтных заводах, устанавливаются гарантийные сроки согласно ЦТ–ЦТВР–409 (п. 3 приложения Д) и условиям договора.
На используемые при ремонте покупные агрегаты и детали, а также на новые узлы, агрегаты и детали, гарантийные сроки устанавливаются в соответствии с ГОСТами и техническими условиями заводов–изготовителей.
1.13 После подписания акта о приемке локомотива в ремонт завод несет полную ответственность за его сохранность.
1.14 Детали и узлы снятые и предварительно очищенные хранить в специально оборудованных местах. Запасные части и материалы, а также отремонтированные узлы и детали в складских помещениях.
1.15 Материалы, применяемые при ремонте электровозов должны соответствовать конструкторской документации, а так же установленным стандартам и техническим условиям. Качество материалов и комплектующих изделий, применяемых при ремонте электровозов, подвергнуть входному контролю в соответствии с ГОСТ 24297 (п.88 приложения Д).
2. Меры безопасности
2.1 Техника безопасности и охрана труда.
2.1.1 При среднем и капитальном ремонтах электровозов необходимо соблюдать действующие «Правила по охране труда при ремонте подвижного состава и производстве запасных частей» и требования национальных стандартов системы стандартов безопасности труда (ГОСТ Р ССБТ). Вновь разрабатываемые и пересматриваемые технологические процессы и технологические инструкции, карты на ремонт отдельных узлов и агрегатов должны соответствовать в части требований безопасности ГОСТ 3.1120 (п.77 приложения Д).
2.1.2 Устройство, содержание помещений заводов, а также организация и ведение технологических процессов по ремонту подвижного состава должно соответствовать действующим Правилам пожарной безопасности в Российской Федерации и ЦУО–112 (п.33 приложения Д).
2.1.3 Передвижение электровоза по железнодорожным путям завода производить маневровым локомотивом. При этом двери кабин машинистов электровозов должны быть закрыты, а токоприемники опущены.
2.1.4 Машинисту электровоза не допускать высовывания из кабины в зоне ворот при вводе (выводе) подвижного состава в цех, а также при проследовании мест, где нарушен габарит приближения строений.
2.1.5 Электрооборудование, а также оборудование и механизмы, которые могут оказаться под напряжением (корпуса электродвигателей, защитные кожухи рубильников), должны иметь заземление.
2.1.6 При применении ручного пневматического и электрического инструмента выполнять требования санитарных норм при работе с инструментом, механизмами и оборудованием, создающим вибрацию передаваемую на руки работающих.
2.1.7 Работы с пневматическим инструментом выполнять в виброзащитных рукавицах и защитных очках. Подсоединение шланга к сети, инструменту и отсоединение производить при закрытом вентиле на воздушной магистрали. Работа пневмоинструментом с приставных лестниц запрещается.
2.1.8 Грузоподъемные механизмы, съемные грузозахватные приспособления эксплуатировать и испытывать в соответствии с Правилами устройств и безопасной эксплуатации грузоподъемных кранов (машин). На грузоподъемных кранах, машинах и механизмах должны быть нанесены регистрационные инвентарные номера, данные о грузоподъемности и даты испытаний.
2.1.9 Домкраты должны иметь паспорт и инструкцию по эксплуатации.
2.1.10 Домкраты для подъема кузова подвижного состава устанавливать на специальные бетонированные фундаменты. Высота подъема должна обеспечивать свободную выкатку тележек из под кузова. При подъеме кузова подвижного состава кранами он устанавливается на опоры, которые должны обеспечивать безопасность работы по низу кузова.
2.1.11 Для транспортирования узлов, деталей и материалов использовать подъемно—транспортные средства.
2.1.12 Погрузочно—разгрузочные работы и перемещение грузов на заводах должны проводиться в соответствии с Межотраслевыми правилами по охране труда при погрузочно—разгрузочных работах и размещении грузов, ГОСТ 12.3.009 (п. 62 приложения Д), ГОСТ 12.3.020 (п. 63 приложения Д), Правилами устройства и безопасной эксплуатации грузоподъемных кранов.
2.1.13 На местах производства погрузочно—разгрузочных работ с использованием грузоподъемных механизмов должны быть вывешены схемы строповки (способы обвязки, крепления и подвешивания груза к крюку грузоподъемной машины с помощью стропов, изготовленных из канатов, цепей и других материалов) и зацепки узлов и деталей при транспортировании их кранами, применения контейнеров, ящиков для транспортировки узлов и деталей.
2.1.14 Перемещение грузов кранами следует производить в зоне, в которой нет рабочих мест. Груз, перемещаемый над проходами, должен сопровождаться работником завода, аттестованным в установленном порядке на право проведения указанных работ. Нахождение людей под грузом не допускается.
2.1.15 При транспортировке не допускаются касания редуктора об вал и вала об ось. Для предотвращения повреждений в зазоры между полым валом и ступицей зубчатого колеса установить предохранительные прокладки. Прокладки должны сохраняться до окончательной сборки тележки и установки ее рамы в номинальное положение относительно колесных пар. Не допускается повреждение стропами поверхностей их прилегания.
2.1.16 Авто и электрокары должны иметь приспособления, предохраняющие транспортируемые грузы от падения.
2.1.17 Узлы, детали, переходные агрегаты, материалы и прочие грузы складировать и хранить на специально подготовленных для этого площадках, стеллажах и в шкафах. Складирование их в места, предназначенные для прохода людей и проезда транспортных средств, запрещается.
2.1.18 При укладке деталей и материалов в штабель необходимо применять стойки, упоры и прокладки. Способ и высота укладки штабелей должны определяться из условий устойчивости укладываемых предметов и удобства строповки при использовании грузоподъемных механизмов, указанных в технологических картах.
2.1.19 Складирование деталей и материалов вдоль железнодорожных путей завода разрешается производить не ближе двух метров от наружной головки рельса при высоте груза до 1,2 м, а при большей высоте не ближе 2,5 м.
2.1.20 На стеллажах и столах, предназначенных для складирования деталей и материалов, должны быть четко нанесены предельно допустимые нагрузки.
2.1.21 Стеллажи, столы, шкафы и подставки по прочности должны соответствовать массе укладываемых на них деталей и материалов.
2.1.22 Ширина проходов между стеллажами, шкафами и штабелями должна быть не менее 0,8 м.
2.1.23 Для складирования и транспортирования мелких деталей и заготовок должна быть предусмотрена специальная тара, обеспечивающая безопасную транспортировку и удобную строповку при перемещении кранами.
2.1.24 Транспортирование запасных частей и материалов по междупутьям производить только при отсутствии движущегося подвижного состава.
— при подаче электровоза в цех нахождение людей на железнодорожных путях, в смотровых канавах, в проемах ворот, внутри передвигаемого электровоза, на лестницах, подножках, а также на крышах передвигаемого локомотива запрещается;
— маневровые работы производить по установленному технологическому процессу, обеспечивающему безопасность работников и сохранность подвижного состава.
— скорость движения при маневровых работах по железнодорожным путям 10 км/ч, через технологические проезды и на подъездах к цехам – 3 км/ч, в цехах – не более 2 км/ч.
— во время ввода (вывода) подвижного состава в цех створки (шторы) ворот цеха должны быть надежно закреплены в открытом положении.
— при вводе в здание цеха завода электровоз должен полностью поместиться внутри здания;
— расстановка локомотивов в цехе должна обеспечивать безопасную выкатку тележек.
2.1.33.2 Требование безопасности при разборке электровоза:
— разборку подвижного состава производить в последовательности, предусмотренной утвержденным на заводе технологическим процессом.
— перед началом разборки подвижного состава пришедшего в ремонт в действующем состоянии необходимо снять с него аккумуляторные батареи и выпустить воздух из резервуаров и воздухопроводов. Смотровые люки в полу подвижного состава закрыть.
— работы, выполняемые на кузове и крыше подвижного состава производить с технологических передвижных или стационарных боковых платформ.
— снятие узлов и деталей с подвижного состава следует производить специальными приспособлениями.
— перед снятием узлов проверить грузозахватные приспособления, правильность строповки и подготовленность узла для снятия, а также места для их установки.
— законсервированные составные части локомотивов расконсервировать с удалением средств временной противокоррозионной защиты по установленной технологии.
— все детали и узлы подвижного состава после разборки очистить. Очистку узлов и деталей электровоза рекомендуется производить двухстадийную: узел в сборе и затем детали после разборки. Очистку производить в моечных установках (машинах) с применением моющих средств и последующим ополаскиванием водой.
Моющие средства не должны вызывать коррозию металлов.
— пневматическое оборудование (кран машиниста, компрессор, кран вспомогательного тормоза, клапаны и др.) защитить от попадания посторонних предметов. Все отверстия воздухопровода, узлов и механизмов пневматического оборудования, поставляемых на сборку электровоза, на время перерывов в монтаже, закрывать пробками или заглушками для предотвращения попадания внутрь посторонних предметов, грязи.
— для снятия внутренних колец роликовых подшипников с вала тягового двигателя применять съемники. Для нагрева колец при снятии использовать индукционные нагреватели.
— смену деталей рессорного подвешивания производить механизированным способом.
— при выкатке подвижного состава из цеха экипажную часть и автосцепку подвижного состава полностью собрать.
— при продувке магистрали во избежание удара соединительным тормозным рукавом необходимо использовать кронштейн для подвески соединительного тормозного рукава или придерживать его рукой у соединительной головки.
— выемку и установку поршня тормозного цилиндра производить при помощи специального приспособления.
— для разборки поршня после извлечения его из тормозного цилиндра необходимо крышкой цилиндра сжать пружину настолько, чтобы можно было выбить штифт головки штока и снять крышку, постепенно отпуская пружину до ее полного разжатия.
— обстукивание корпуса поглощающего аппарата с заклинившимися деталями допускается производить только, если поглощающий аппарат находится в тяговом хомуте с упорной плитой.
— перед свинчиванием двух последних (расположенных по диагонали) гаек со стяжных болтов нижней поддерживающей планки, для снятия с подвижного состава поглощающего аппарата, под планку должен быть подставлен специальный подъемник или другие грузоподъемные механизмы.
— разборку и сборку поглощающего аппарата производить на специальном стенде.
— при сборке деталей механизма автосцепки для постановки замка на место, нажатие на нижнее плечо собачки для поднятия и направления верхнего плеча производить специальным приспособлением.
— при выемке якоря в вертикальном положении применять рым—болт.
— для установки якорей из вертикального положения в горизонтальное (или наоборот) следует применять специальные кантователи.
— применение стального ударного инструмента при снятии и установке подшипников качения не допускается.
— выпрессовку подшипника с вала производить с помощью специальных съемников и прессов.
— разборку кузова локомотива начинать с крыши, дверей, оконных рам кабины машиниста, поручней, затем стены и пол.
— перед снятием узлов проверить грузозахватные приспособления, правильность строповки и подготовленность узла для снятия, а также места для их установки;
— продувку электрических машин и тяговых электродвигателей электровоза производить в специальных камерах, оборудованных местным отсосом. Нахождение работников в специальной камере во время продувки запрещается;
— выкатку тележек, колесно—моторного блока подъемку кузова, электровоза производить под руководством ответственного лица (бригадира, мастера);
— при выкатывании колесно—моторного блока запрещается находиться смотровой канаве.
2.1.33.3 Требования безопасности при ремонте экипажной части подвижного состава:
— работами по подъему (опусканию) кузовов локомотива должен руководить мастер или бригадир, ответственный за безопасное производство работ домкратами;
— перед подъемом отцентрировать домкраты по опорам. На опорные поверхности домкратов установить деревянные прокладки толщиной 25 — 30 мм, совпадающие по площади с опорами;
— при использовании для подъема мостовых кранов соблюдать требования п. 2.1.12-2.1.14;
— необходимо наблюдать при подъеме (опускании) кузова за работой домкратов и горизонтальным положением кузова с каждой стороны, работу домкратов осуществлять синхронно;
— при подъеме кузова подвижного состава вначале его поднять на 50 — 100 мм и осмотреть тележечное оборудование;
— запрещается находиться в кузове, на крыше и под кузовом подвижного состава при их подъеме (опускании) и выкатке (подкатке) тележек;
— если в процессе подъема необходимо выполнить работы по отсоединению отдельных деталей на тележке под кузовом, то подъем приостановить, подвести тумбы под кузов при использовании домкратов без предохранительных гаек и осуществить необходимые операции. После их выполнения произвести окончательный подъем кузова подвижного состава;
— колесные пары в сборе с тележками и колесные пары, стоящие на железнодорожных путях в цехе, закрепить тормозными башмаками или деревянными клиньями.
— перед перемещением подвижного состава прекратить работы по ремонту экипажной части на крыше, в кузове, в смотровой канаве. Запретить нахождение работников в смотровой канаве;
— при выкатке локомотива из цеха экипажную часть и автосцепку подвижного состава полностью собрать;
— не допускается оставлять инструмент на крыше кузова локомотива.
2.1.33.4 Требования безопасности при ремонте автосцепных устройств локомотива:
— снятие автосцепных устройств с подвижного состава и их постановку производить с помощью специальных подъемников или грузоподъемными кранами, оборудованными специальными приспособлениями.
2.1.33.5 Требование безопасности при ремонте и испытании электрооборудования:
— испытания на электрическую прочность изоляции электровозов (электропробой) проводить в соответствии с Межотраслевыми правилами по охране труда (правилами безопасности) при эксплуатации электроустановок, Правилами технической эксплуатации электроустановок потребителей, ГОСТ 12.3.019 (п. 60 приложения Д), методиками, программами испытаний;
— испытуемые электровозы на испытательной станции электровозов установить и надежно зафиксировать на специально отведенных местах встречно установленными тормозными башмаками;
— производство работ по испытанию и опробованию электрооборудования электровоза под высоким напряжением осуществлять по специально разработанной на заводе инструкции, учитывающей особенности проведения испытания.
— при выполнении работ по проверке и регулировке аппаратов обслуживающий персонал должен стоять на резиновом коврике. Все приборы, используемые при проведении ремонтно–наладочных работ, необходимо располагать на резиновых подставках или ковриках. Обслуживающий персонал должен использовать поверенные приборы.
— работы по наладке электровоза, находящегося под контактным проводом, производить при наличии на нем средств пожаротушения.
— при поднятом и находящемся под напряжением токоприемнике не допускается:
1) подниматься на крышу электровоза;
2) снимать ограждающие защитные приспособления (щиты, кожухи, крышки коллекторных люков машин и прочие ограждения);
3) производить вскрытие, ремонт, регулировку приборов и аппаратов, за исключением случаев, специально оговоренных в инструкции;
4) осматривать и ремонтировать электрическое, механическое и пневматическое оборудование под кузовами, а также прикасаться к кожухам и ящикам подкузовного оборудования, к электрическим аппаратам и вспомогательным машинам в кузове электровоза.
2.1.33.6 Требования безопасности при выполнении сварочных работ:
— баллоны со сжатыми газами, их эксплуатация, транспортирование и хранение должны соответствовать требованиям Правил устройства и безопасной эксплуатации сосудов, работающих под давлением;
— сварочные работы выполнять сварщиками, выдержавшими испытания в соответствии с Правилами аттестации сварщиков, имеющими удостоверение установленного образца.
— при выполнении сварочных работ сварщики и работники, производящие работы с ними обязаны быть в спецодежде, спецобуви и применять другие средства индивидуальной защиты и предохранительные приспособления (защитные очки, щитки) в зависимости от вида сварки и условий ее применения;
— не допускать производство сварочных работы вблизи легковоспламеняющихся и огнеопасных материалов, а также на расстоянии менее 5 м от свежеокрашенных мест на локомотиве;
— не допускать хранение на сварочном участке керосина, бензина и других легковоспламеняющихся материалов;
— сварочные провода от источника тока до рабочего места сварщика защитить от механических повреждений. Запрещено использовать в качестве обратного провода рельс;
— заземлить корпус стационарной или передвижной сварочной машины, трансформатора, а также свариваемую деталь во все время выполнения сварочных работ;
— для предупреждения воздействия сварочной дуги на другие рабочие места, места выполнения сварки оградить переносными ширмами, щитами или специальными шторами высотой не менее 1,8 м;
2.1.33.7 Требования безопасности при выполнении окрасочных работ:
— все производственные процессы, связанные с окраской локомотива и его деталей, выполнять с соблюдением Правил техники безопасности и производственной санитарии для окрасочных цехов и участков предприятий железнодорожного транспорта, Межотраслевых правил по охране труда при окрасочных работах, Правил пожарной безопасности на железнодорожном транспорте, Правил пожарной безопасности в Российской Федерации и ГОСТ 12.3.005 (п. 64 приложения Д);
— работы, связанные с окраской локомотива, производить в малярных участках или отделениях, а в случае их отсутствия – на позициях, оборудованных приточно—вытяжной вентиляцией и противопожарными устройствами или на открытом воздухе при температуре не ниже плюс 5 °С;
— окраску локомотива распылителем производить в малярном участке или отделении, изолированном от соседних помещений завода сплошными несгораемыми перегородками и оборудованном вентиляцией, обеспечивающей на рабочих местах допустимые концентрации паров растворителей и красочной пыли в воздухе, а при отсутствии малярного участка или отделения – на открытом воздухе;
— очистку поверхности ручным или механизированным инструментом следует производить в местах, оборудованных местной вытяжной вентиляцией;
— операции снятия старой краски, сухой очистки поверхностей, подлежащих окраске (дробеструйная, ручным пневмоинструментом) осуществлять в помещении завода, изолированном от общего окрасочного цеха, оборудованном эффективной приточно—вытяжной вентиляцией;
— для очистки и окраски локомотива применять специальные подмости (площадки) стационарного или передвижного типа. Применение в качестве подмостей стремянок с укрепленными на них досками, служащими как настил, запрещается;
— нанесение трафаретов допускается производить с приставных лестниц;
2.1.33.8 Требования безопасности при работе на крыше
— при работах на крыше электровоза выполнять меры безопасности, указанные в разделе 1 Руководства по эксплуатации 3ТС.000.003РЭ8 (п. 26 приложения Д). Если электровоз стоит под контактным проводом, то находиться на крыше электровоза можно только в случае, когда напряжение в контактном проводе отсутствует и этот провод надежно заземлен с обеих сторон. При работе на крыше принять меры, предотвращающие падение с крыши.
— перед началом работы убедиться, что из главных резервуаров и из цепей управления выпущен сжатый воздух, а их краны перекрыты. Однако, во избежание всяких случайностей и связанных с этим травм, стараться не находиться в зоне действия подвижных частей токоприѐмников и разъединителей. При работе непосредственно с этими аппаратами предпринять дополнительные меры безопасности, например, повесить предупреждающий плакат «НЕ ВКЛЮЧАТЬ! РАБОТАЮТ ЛЮДИ!» на краны, перекрывающие доступ воздуха к токоприѐмникам.
2.1.33.9 Требования безопасности при обслуживании аккумуляторных батарей:
— при транспортировке ящиков с элементами аккумуляторной батареи применять грузозахватное приспособление, обеспечивающее надежный захват;
— пробки заливочных отверстий аккумуляторных банок при транспортировке должны быть завернуты;
— необходимо соблюдать осторожность во время крепления перемычек аккумуляторных батарей торцовыми ключами; ручки торцовых ключей изолировать; класть инструмент и металлические детали на батареи запрещается;
— при соединении перемычек и осмотре аккумуляторной батареи непосредственно на локомотиве применять переносные электрические светильники напряжением не выше 12 В, оборудованные неметаллической арматурой. Подводящие провода заключить в резиновые шланги.
2.1.33.10 Требования безопасности при обкатке локомотивов:
— локомотив на обкаточные испытания отправляется полностью отремонтированным, проверенным и удовлетворяющим Правилам технической эксплуатации железных дорог Российской Федерации;
— обкаточные испытания локомотивов проводить работниками, имеющие право управления локомотивом и прошедшие проверку знаний в соответствии с приказом МПС России от 17 ноября 2000 г. N 28Ц;
— лица, не причастные к обкаточным испытаниям, на локомотивы не допускаются;
— прежде чем привести в движение локомотив, машинист должен убедиться, что его помощник и лица, присутствующие при обкатке локомотива, находятся на локомотиве и железнодорожный путь следования свободен;
— при движении запрещается находиться на крыше, подножках и других наружных частях, входить и выходить на ходу локомотива;
— приступать к осмотру ходовых частей экипажной части локомотивов в период обкатки следует только после полной его остановки, убедившись в том, что локомотив заторможен. При осмотре локомотива запрещается выходить за пределы середины междупутья;
— при порче в пути каких—либо приборов, находящихся под давлением, изломе кранов, разрыве трубок необходимо немедленно отключить неисправный прибор от источника питания сжатым воздухом;
2.1.34 Меры безопасности при ремонтах ходовой части и тяговых двигателей:
— работы производить при закрепленном от перемещения электровозе. При ремонте (осмотре) не находиться в опасной близости от колес электровоза. При смене тормозных накладок необходимо закрепить электровоз тормозными накаточными башмаками и перекрыть разобщительными кранами магистрали тормозных цилиндров тех тележек, на которых производится ремонт.
3. Требования на ремонт
3.1 Общие требования.
3.1.1 При выполнении капитального ремонта локомотивов заменить оборудование с истекшим сроком службы на новое. Допускается установка аналогичного оборудования других типов и марок с улучшенными техническими характеристиками и утвержденного к применению на подвижном составе Дирекцией тяги ОАО «РЖД» при условии выполнения требований инструкции ЦТ–ЦТВР–409 (п. 3 приложения Д).
3.1.2 При испытании локомотивы должны проходить обкатку в действующем состоянии на магистральных путях железной дороги, узлы и агрегаты проверить и испытать на испытательном оборудовании (стендах). Результаты испытаний зафиксировать в протоколах испытаний и журналах установленной формы.
3.1.3 Локомотивы на обкатку разрешается отправлять только после окончания ремонта, при этом они должны удовлетворять требованиям Правил технической эксплуатации железных дорог Российской Федерации и иметь внутризаводской паспорт ремонта, оформленный по всем операциям, предшествующим обкатке.
3.1.4 Объекты ремонта считать отремонтированными только после устранения всех дефектов, обнаруженных при обкатке на магистральных путях или приемо—сдаточных испытаниях на заводе (для узлов и агрегатов), полного укомплектования их всеми частями и деталями, после заполнения технических и электронных паспортов и оформления акта приемки объекта из ремонта.
3.1.5 При отсутствии у завода условий для обкатки локомотивов в действующем состоянии на магистральных путях, их обкатку производить в депо приписки по договору, заключенному между депо приписки отремонтированного подвижного состава и заводом на весь ремонтируемый подвижной состав по годовому плану ремонта.
3.1.6 При выпуске электровозов из среднего и капитального ремонта в зимнее время, они должны быть оборудованы снегозащитными устройствами и заправлены зимними смазками.
3.1.7 Требования к транспортировке электровоза.
3.1.7.1 Перед отправкой на ремонтный завод в недействующем состоянии с электровоза снимаются и хранятся в локомотивном депо: аккумуляторные батареи, аптечка, радиостанция, дополнительные устройства безопасности, бытовой холодильник, электрические плитки.
В действующем состоянии (с аккумуляторными батареями, радиостанцией и дополнительными устройствами безопасности) пересылка электровоза допускается – в пределах железной дороги, на которой находится завод, а также со смежных железных дорог, примыкающих к железной дороге, где расположен ремонтный завод, при условии, что электровоз не ограничивается состоянием пути и искусственными сооружениями. Перечень основных и дополнительных устройств безопасности, устанавливаемых на локомотивы приведен в Приложении М настоящего Руководства.
3.1.7.2 Электровоз, сдаваемый в ремонт, должен быть укомплектован всеми частями и деталями, предусмотренными конструкцией (в соответствии с конструкторской документацией), а также необходимым инструментом и инвентарем для его следования в ремонт и из ремонта (приложение О), комплектом заряженных огнетушителей, сопроводительной и технической документацией.
3.1.7.3 При отправке электровоза в ремонт запрещается снимать и подменять узлы, агрегаты и детали. Исключение составляют тяговые двигатели и вспомогательные электрические машины, не требующие среднего или капитального ремонта, которые могут заменяться депо на другие электрические машины того же типа и подлежащие среднему или капитальному ремонту. Замена на электрические машины, требующие исключения из инвентаря, запрещается.
3.1.7.4 По согласованию с заводом депо может снять с электровозов, отправляемых в ремонт отдельные узлы, агрегаты, детали и аппараты, подлежащие замене на заводе другими в связи с модернизацией или в соответствии с настоящим руководством, но годные для дальнейшего использования.
3.1.7.5 Электровоз, направляемый в ремонт, перед отправкой на завод должен быть очищен от грязи, кабины машиниста и машинные помещения убраны, санитарные узлы промыты и продезинфицированны (подвергнуты санитарной обработке).
3.1.7.6 После транспортировки электровоза в действующем состоянии трубопроводы продуть сжатым воздухом, бункера песочниц освободить от песка.
3.1.7.7 Инструмент, инвентарь, в том числе ключи от замков дверей кабины, сигнальные принадлежности и оборудование для проводников (печи, топчаны и т.п.), прибывшие с локомотивом, сохраняются и возвращаются при выпуске подвижного состава из ремонта в том же количестве, в каком они были сданы на завод.
3.1.7.8 Неисправный инструмент, инвентарь, сигнальные принадлежности, завод обязан восстановить, а недостающий инвентарь и инструмент доукомплектовать новым при наличии письменной заявки заказчика.
3.1.7.9 Порядок сдачи и приемки локомотивов, поступивших на ремонт на завод, определяется ЦТ–ЦТВР–409 (п. 3 приложения Д).
3.1.7.10 Сдачу и прием электровоза в ремонт производить на путях завода.
3.1.7.11 На каждый прибывший и принятый в ремонт локомотив составлять приемочный акт.
3.1.7.12 Началом ремонта электровоза считать дату подписания заводом акта о приемке локомотива в ремонт.
3.2 Требования на дефектацию
3.2.1 Дефектацию электровоза в сборе и определение объема работ по ремонту узлов и деталей производить работниками отделов (бюро) по определению объема ремонта.
3.2.2 В зависимости от габаритов узлов и деталей, материала, предполагаемого места расположения дефектов, для их обнаружения рекомендуется применять следующие методы неразрушающего контроля:
— визуально-оптический;
— магнитопорошковый;
— вихретоковый (трансформаторный, параметрический);
— цветной;
— отраженного излучения;
— акустический;
— капиллярный.
3.2.3 Громоздкие детали (рама кузова, рама тележки стены и крыша кузова и т.п.) дефектируют непосредственно на рабочих местах их ремонта.
3.2.4 Работники заводов, выполняющие дефектацию узлов и деталей должны выявлять состояние узлов, деталей и сопряжений путем сравнения фактических показателей с данными настоящего Руководства, конструкторской и технической документации, где приведены нормальные, допустимые и предельные значения размеров и параметров узлов и деталей.
3.2.5 При дефектации рекомендуется сортировать детали на пять групп и маркировать краской соответствующего цвета:
— годные – зеленой;
— годные при сопряжении с новыми или восстановленными до номинальных размеров – желтой;
— подлежащие восстановлению на данном предприятии – белой;
— подлежащие восстановлению на специализированных предприятиях – синей;
— негодные или выбракованные – красной.
3.2.6 После сортировки годные детали, не вышедшие из допустимых параметров состояния, отправлять в комплектовочное отделение; детали, подлежащие восстановлению, транспортировать на склад деталей, ожидающих ремонта или непосредственно к месту ремонта.
3.2.7 В результате дефектации узлов, деталей и сопряжений рекомендуется составлять ведомость дефектов, которая является основным документом для дальнейшего проведения ремонтных работ, восстановительных операций, выявления потребности в запасных частях и ремонтных материалах, определяющих стоимость ремонта электровоза.
3.2.8 По результатам дефектации выявляют возможность последующего использования узлов и деталей без восстановления, с восстановлением или необходимость замены новыми.
3.2.9 Перечень деталей, подлежащих неразрушающему методу контроля (ультразвуковой, магнитопорошковый, вихретоковый, капиллярный) приведен в приложении Е настоящего Руководства.
3.3 Общие требования по сварке
3.3.1 Подготовка к выполнению сварочных работ и их производство должны соответствовать требованиям ЦТ–336 (п. 13 приложения Д) и СТО РЖД 13.003- 2012 (п.102 приложения Д).
3.3.2 Ремонтируемые наплавкой детали электровозов доводить до чертежных размеров или размеров указанных в настоящем Руководстве, если не имеется других указаний.
3.3.3 Сварочные работы в местах, имеющих не огнестойкую термоизоляцию и электроизоляцию или деревянные детали, выполнять с обязательной разборкой и удалением этих деталей для исключения их соприкосновения с нагретым металлом, электродом и попадания на них искр и брызг расплавленного металла.
3.3.4 Чисто обработанные поверхности, электрические и неогнестойкие детали электровозов, расположенные вблизи места сварки, при ее выполнении закрывать асбестовым листом или другим подобным материалом во избежание попадания на них брызг расплавленного металла или касания электродом.
3.3.5 При проведении ответственных сварочных работ по заварке трещин, вварке вставок и приварке усиливающих накладок на рамах тележек, раме кузова, центрах колѐсных пар, остовах электрических машин, воздушных резервуарах детали после подготовки к сварке должны быть осмотрены работником ОТК и после сварки окончательно приняты.
3.3.6 Выполнение указанных работ регистрировать в технических паспортах электровозов.
4 Ремонт
4.1 Общие требования к креплению и гальваническому покрытию деталей.
4.1.1 При креплении деталей электровоза запрещается оставлять или устанавливать болты и гайки, имеющие разработанную резьбу или забитые грани, а также ставить болты, не соответствующие размерам отверстий в соединяемых деталях.
4.1.2 В болтовых соединениях гайку стопорить шплинтом, контргайкой, упругой или отгибной шайбой в соответствии с чертежом. Затяжку гаек болтов производить согласно регламента, установленного чертежом или технологическим процессом сборки.
4.1.3 Резьбу болтового соединения перед его сборкой смазать. Марки смазок должны соответствовать инструкции 01ДК.421457.001И (п.11 приложения Д).
4.1.4 Болты и валики ставят таким образом, чтобы фиксирующие их гайки и шплинты были с наружной стороны, за исключением тех, иная постановка которых предусмотрена конструкцией.
4.1.5 Заклепки должны заполнять отверстия и плотно сжимать соединяемые детали. Головки заклепок должны быть полномерными, без зарубок и вмятин, плотно прилегать к соединяемым деталям и располагаться центрально по отношению к оси стержня. Головки потайных заклепок не должны выступать от поверхности листа более чем на 1 мм. Заклепки подлежат замене при наличии признаков ослабления (дребезжание при остукивании молотком), трещин в головках и других дефектов.
4.1.6 Гальваническое покрытие деталей путем хромирования, меднения, осталивания, никелирования, цинкования, кадмирования, оксидирования и др. выполнять в соответствии с требованиями действующей нормативно—технической документации.
4.2 Ремонт тележек
4.2.1 Рама тележки (средний ремонт)
4.2.1.1 Осмотреть предварительно обмытую раму тележки на предмет обнаружения трещин, изломов, выработки в раме, боковинах средних и концевых балках, кронштейнах буксовых, опорах кузова, фланцах крепления гидродемпферов, кронштейнах крепления тяговых двигателей, кронштейнах тормозной системы, кронштейна тягового.
4.2.1.2 При осмотре рамы особое внимание уделить состоянию сварных швов, которые зачистить до чистого металла и проверить на отсутствие трещин методом неразрушающего контроля согласно требованиям чертежа 5ТС.085.045.
4.2.1.3 Разделку и заварку трещин и надрывов в раме тележки, а также приварку усиливающих накладок выполнить в соответствии с требованиями ЦТ–336 (п.13 приложения Д), утвержденными чертежами и технологическими процессами.
4.2.1.4 Сварочные работы должны выполняться сварщиками, сдавшими периодические испытания согласно действующим Правилам аттестации сварщиков и специалистов сварочного производства и имеющими квалификационный разряд, соответствующий разряду работ.
4.2.1.5 Сварные швы не должны иметь трещин, несплавлений по кромкам, наплывов, прожогов, кратеров.
4.2.1.6 В паспорте электровоза делать обязательные записи о выполнении ра- бот по заварке трещин, усилении накладками и замене частей рамы тележки с приложением эскизов, указывающих места на которых выполнены работы.
4.2.1.7 Рамные боковины, имеющие прогиб на всей длине более допустимого (вертикальный от 6 до 15 мм) выправлять с подогревом мест, имеющих прогиб.
4.2.1.8 Расстояние между внутренними плоскостями проемов буксовых кронштейнов правой и левой боковин (перпендикулярно продольной оси тележки), должны соответствовать требованиям настоящего Руководства.(Приложение А)
4.2.1.9 Расстояние между внутренними плоскостями проемов для поводков в буксовых кронштейнах и смещение паза для валиков поводков буксовых кронштейнов должны соответствовать требованиям настоящего Руководства. (Приложение А)
4.2.1.10 Проверку параметров рам тележек выполнять с помощью лазерных, оптических, аналоговых приборов и других систем контроля, обеспечивающих необходимую точность измерения, предусмотренных технологическими процессами. Отклонения в размерах должны быть в пределах норм допусков и износов и приложения А настоящего Руководства.
4.2.1.11 Местные износы и вмятины рам глубиной более 5 и менее 15 мм восстановить электронаплавкой с последующей зачисткой заподлицо с основным металлом.
4.2.1.12 Изношенные поверхности кронштейнов крепления тяговых двигателей, восстановить электронаплавкой с последующей механической обработкой по чертежу.
4.2.1.13 Поверхности под продольные балансиры восстановить приваркой накладок с последующей механической обработкой.
4.2.1.14 Накладки под горизонтальные и вертикальные упоры при износе до 2 мм восстановить электронаплавкой с последующей зачисткой заподлицо с основным металлом.
4.2.1.15 Проверить калибром размеры всех отверстий рамы тележки. В случае выработки отверстий более чертежных восстановить сменой втулок. Отверстия под втулки рессорного подвешивания и тормозной рычажной передачи расточить с увеличением диаметра не более чем на 1,5 мм от чертежного размера с градациями через 0,2 мм. Новые втулки изготовить из материала предусматриваемого чертежами.
4.2.1.16 Кронштейны крепления тягового двигателя и тормозной рычажной передачи при наличии трещин срезать и приварить новые. Проверить калибром отверстия под посадку втулок. Овальность отверстий под втулки в кронштейнах рам тележек допускается не более 0,2 мм. Отверстия с большей овальностью восстановить до чертежных размеров: до 1 мм – расточкой под запрессовку увеличенной втулки; более 1 мм – наплавкой с последующей механической обработкой до чертежных размеров.
4.2.1.17 Клиновые пазы в кронштейнах рамы под буксовые тяги проверить шаблоном. Зазор между дном паза и узкой гранью клинового шаблона (при прилегании шаблона к стенке паза не менее 50 %) должен быть не менее 1 мм. Изношенные клиновые пазы кронштейнов под буксовые поводки восстановить наплавкой до чертежных размеров. Наплавку выполнить в соответствии с требованиями ЦТ—336 (п.13 приложения Д).
4.2.1.18 Ремонт и замену элементов рамы тележки производить согласно ЦТ–336 (п. 13 приложения Д), чертежам и технологической документации.
4.2.1.19 При ремонте рамы тележки запрещается заваривать:
— трещины повторно;
— трещины в кронштейнах тормозных цилиндров;
— трещины в ранее поставленных усилениях рам;
— трещины в буксовых кронштейнах;
— трещины в тяговом кронштейне;
— трещины в местах крепления гасителей фрикционных колебаний.
При наличии перечисленных дефектов рама подлежит списанию в установленном порядке.
4.2.1.20 После ремонта рама тележки должна соответствовать требованиям конструкторской документации и приложения А настоящего Руководства.
4.2.2 Рама тележки (капитальный ремонт)
4.2.2.1 Выполнить требования пунктов 4.2.1-4.2.1.20.
4.2.2.2 Отверстия под втулки в раме тележки имеющие износ более 0,5 мм заварить с последующей механической обработкой.
4.2.2.3 Накладки под горизонтальные и вертикальные упоры второй ступени подвешивания при износе более 1 мм заменить.
4.2.3 Гидродемпферы буксовой и кузовной (вертикальные и горизонтальные) ступеней подвешивания (средний и капитальный ремонт).
4.2.3.1 Предварительно очищенные гидравлические гасители колебаний полностью разобрать. Детали очистить, промыть в керосине или мыльной эмульсии. Затем все детали обдуть сжатым воздухом, протереть насухо и осмотреть.
4.2.3.2 У деталей гидродемпфера не допускаются задиры, вмятины, выбоины, трещины, риски, коррозия, ступенчатая выработка, срыв и смятие резьбы, течь по сварному шву, перекос защитного кожуха относительно корпуса и износ валиков в головках гасителей.
4.2.3.3 Все резиновые и пластмассовые детали заменить новыми.
4.2.3.4 Гайки – скребки накернить, гайки корпуса застопорить, гайки крепления затянуть и застопорить, штифтовые отверстия накернить в проушинах с двух сторон.
4.2.3.5 После сборки в гидродемпфер через металлическую сетку залить масло, произвести прокачку для заполнения маслом рабочего цилиндра, удаления воздуха и проверки герметичности сальников уплотнения. Шток в рабочем цилиндре должен плавно, без заеданий перемещаться по всей длине хода.
4.2.3.6 Объективный контроль работоспособности гидрогасителей производить на ежегодно аттестованных стендах методом гармонических колебаний с записью рабочей (диссипативной) диаграммы. По диаграмме определить параметр сопротивления, его соответствие нормативным значениям, усилия сопротивления, их симметричность на ходах сжатия-растяжения и предельные значения в клапанном режиме. Диаграммы вложить в паспорт электровоза.
4.2.3.7 Проверить гидродемпферы на течь масла при снятом верхнем кожухе, путем выдерживания их в горизонтальном положении в течение двух часов. Течь масла не допускается.
4.2.3.8 После завершения испытаний и окончательной сборки, на видимой поверхности нижней головки гидродемпфера нанести четкое клеймо с указанием месяца и года ремонта, а также наименование предприятия, проводившего ремонт.
4.2.3.9 Ремонт гидродемпферов выполнить в соответствии с ЦТтр-10 (п.38 приложения Д).
4.2.4 Система смазки гребней АГС-8 (средний и капитальный ремонт)
4.2.4.1 Произвести демонтаж, очистку и ремонт, проверить наличие и внешнюю целостность деталей и узлов системы. Кронштейны, подвергшиеся деформации выправить, трещины заварить. Кронштейны, не подлежащие ремонту заменить новыми. Маслопроводы, гибкие шланги, форсунки и муфты очистить, промыть керосином и продуть сжатым воздухом. Резиновые рукава при наличии трещин, потертостей, расслоений заменить. Бак объемом 15 дм3 для смазки «ПУМА-МГ» промыть керосином, провести гидравлические испытания давлением 1,4 МПа в течение 5 минут, обратив внимание на целостность прокладки пробки (в противном случае заменить ее). Масляный фильтр снять, разобрать, промыть керосином, собрать.
4.2.4.2 Ремонт автоматического гребнесмазывателя производить в соответствии с АГС8 Э5К.00.00РЭ. Отремонтированный гребнесмазыватель должен соответствовать ТУ32 Цт 2194-93 (п.73 приложения Д).
4.2.4.3 После окончательного монтажа системы гребнесмазывателей на электровозе, проверить работоспособность согласно ИДМБ.661141.004ПМ (3ТС.000.003ПМ) (п.9 приложения Д).
4.2.5 Пара колесная (средний и капитальный ремонт)
4.2.5.1 Производить полное освидетельствование колесных пар в соответствии с требованиями ЦТ-329 (п.50 приложения Д).
4.2.5.2 Элементы каждой колесной пары проверить магнитопорошковым, вихретоковым и ультразвуковым методами контроля в соответствии с ЦТт-18/1 (п. 34 приложения Д), ЦТт-18/2 (п. 35 приложения Д), ЦТт-18/3 (п. 36 приложения Д).
4.2.5.3 Ремонт и новое формирование колесных пар выполнить в соответствии с требованиями инструкции ЦТ—329 (п. 50 приложения Д). Элементы колесной пары с истекшим сроком службы подлежат обязательной замене. Колесные пары после ремонта должны соответствовать требованиям конструкторской документации 5ТС.224.065, либо быть в пределах допусков установленных в Приложении А настоящего Руководства.
4.2.6 Рессорное подвешивание буксовой ступени (средний и капитальный ремонт)
4.2.6.1 Детали рессорного подвешивания снять, очистить и осмотреть. Опоры пружин рессорного подвешивания заменить при наличии трещин, изломов. Трещины в сварных швах разделать и заварить. Износ опорных поверхностей под пружины свыше 1 мм устранить наплавкой и обработкой по чертежу.
4.2.6.2 Изношенные втулки заменить новыми или восстановить наплавкой с последующей обработкой по чертежу.
4.2.6.3 Пружины проверить магнитным дефектоскопом, дефекты обнаруженные в пределах чувствительности по ГОСТ 21105 (п.67 приложения Д) не допускаются.
4.2.6.4 Пружины, имеющие трещины, сколы, изломы витков, волосовины, выработку и коррозионное повреждение более 10 % площади сечения витка – заменить.
4.2.6.5 Высота пружин в свободном состоянии должна быть в пределах от 350,5 до 356,5 мм. Пружину заменить новой при высоте в свободном состоянии менее 342 мм.
Пружины просевшие, имеющие перекос, неплоскостность опорных витков допускается восстанавливать согласно РД.103.11.896–82 (п.15 приложения Д).
4.2.6.6 На механически обработанных опорных поверхностях пружин допускаются отдельные пологие черновины глубиной не более 1,0 мм общей площадью не более 30 % опорной поверхности.
4.2.6.7 Касание витков пружины между собой, кроме концевых не допускается.
4.2.6.8 Разница прогибов пружин под тарировочной нагрузкой в пределах одной тележки не более 2 мм.
4.2.6.9 Нормы допусков и износов на рессорное подвешивание приведены в разделе 7 приложения А.
4.2.7 Буксы (средний и капитальный ремонт)
5 Сборка, проверка и регулирование
5.1 Общие требования по сборке:
— детали и узлы электровоза, поступающие на сборку должны удовлетворять требованиям чертежей и настоящего Руководства;
— пружины, рессорного подвешивания, противоотносных устройств, пружины опоры кузова «Флексикойл», томозно—рычажной передачи и другие ответственные пружины, устанавливаемые на электровоз должны удовлетворять требованиям чертежей, настоящего Руководства и быть тарированными соответствующими тарировочными нагрузками, согласно конструкторской документации;
— все детали и узлы, ранее работавшие на электровозе установить по прежним местам;
— особое внимание следует обратить на тщательное выполнение требований по затяжке крепежа;
— все гайки застопорить согласно конструкторской документации. На узлах и деталях, которые при неисправности могут упасть на путь, установить предохранительные устройства;
— опломбировать аппараты и оборудование, согласно перечня пломбируемых аппаратов и оборудования электровозов приведенного в приложении Л;
— сборку электровоза производить в соответствии с техническими требованиями чертежей, технологическим процессом на сборку электровоза и настоящим Руководством
5.2 Правила сборки электровоза и его сборочных единиц.
5.2.1 Тяговые двигатели, устанавливаемые на электровоз, должны удовлетворять требованиям, изложенным в РД 103.11.320—2004 (п.6 приложения Д), и иметь различия скоростных характеристик не более 3 %. Перед сборкой колесно— моторных блоков подбираются колесные пары к тяговым двигателям таким образом, чтобы разность характеристик колѐсно-моторных блоков одного электровоза не превышала 3 % при вращении как в одну, так и в другую сторону (характеристика колесно—моторного блока представляет собой произведение диаметров бандажей колесной пары на частоту вращения тягового двигателя при часовом режиме).
5.2.2 Вкладыши моторно-осевых подшипников установить новые, с приточкой и пригонкой их по диаметру расточки горловины остова и букс с допуском не более 0,1 мм. Местный зазор на 1/3 длины окружности допускается до 0,2 мм.
5.2.3 Набивку букс моторно-осевых подшипников заменить новой. Набивку осуществлять косами, плетенными из шерстяной пряжи.
5.2.4 Вкладыши моторно-осевых подшипников, установленные в горловины тягового двигателя, растачивать с одной установки в соответствии с обеспечением зазора, соблюдая соосность и с учетом натяга с моторно-осевыми шейками колесных пар в соответствии с требованиями 5ТН.263.022 СБ.
5.2.5 Разность централей по обоим концам вала якоря тягового двигателя, собранного с моторно-осевыми подшипниками, должна быть не более 0,25 мм.
5.2.6 Допускается сборка ранее работавших передач при сохранении спаренности колеса и шестерни. Допускается сборка колесно-моторных блоков с новыми или бывшими в эксплуатации зубчатыми колесами, новыми или бывшими в эксплуатации шестернями, если износ зубьев не превышает установленных норм. При КР шестерни заменить новыми.
5.2.7 На притирочной поверхности конусного отверстия шестерни не должно быть трещин, а также не зачищенных задиров и вмятин.
5.2.8 Проверить калибрами до посадки шестерен на вал якоря конические поверхности отверстий, шестерен и концов вала на соответствие конусности и прямолинейности конусов по образующей.
5.2.9 Притереть шестерни к конусам вала. Площадь прилегания конуса шестерни к конусу вала должна быть не менее 85 % общей площади. Пятна краски при проверке прилегания должны распределяться равномерно. Нагрев шестерни выполнять индукционным способом до температуры в пределах от 150 до 180 ºС. Нагрев в масле не допускается. Поверхности сопряжения должны быть обезжирены. Расстояние от торца шестерни до торца вала при плотной посадке остывшей шестерни должно соответствовать требованиям чертежей.
5.2.10 Собранная зубчатая передача должна удовлетворять следующим требованиям:
— боковой зазор зубчатой передачи должен соответствовать п. 5 приложения А, а разность боковых зазоров шестерен одной колесной пары не более 0,4 мм;
— радиальные зазоры между вершинами и впадинами зубьев должны соответствовать п. 5.2 приложения А;
— свисание шестерен относительно колес зубчатой передачи должно соответствовать п.5.3 приложения А.
5.2.11 Разбег тягового двигателя на оси колесной пары должен соответствовать чертежному размеру.
5.2.12 Проверить соосность заправочной горловины и отверстия в перегородке между рабочей и запасной камерами буксы моторно-осевого подшипника.
Уплотнения крышек буксы моторно-осевого подшипника заменить новыми.
5.2.13 Проверить качество сборки тяговой зубчатой передачи колесномоторного блока измерением боковых и радиальных зазоров не менее чем в четырех диаметрально противоположных точках зацепления. Проверить работу зубчатой передачи и моторно-осевых подшипников при закрепленных буксах вращением колесной пары в обоих направлениях не менее чем по 20 мин в каждую сторону с частотой вращения 150—200 об/мин. При этом работа зубчатой передачи должна быть плавной, без толчков, стуков и металлического скрежета. Нагрев моторно-осевого подшипника допускается не более 70 ºC.
5.2.14 Для колесно-моторного блока тягового электродвигателя посадочные поверхности остова, оси колесной пары, крышки восстановить до чертежных размеров, подшипник заменить новым или отремонтированными на специализированном предприятии.
5.2.15 Измерение зазоров зацепления, проверку работы зубчатых передач и подшипников производить на специальном стенде при нормальном рабочем положении колесно-моторного блока.
5.2.16 После сборки проверяют установку кожухов путем вращения зубчатых передач в обоих направлениях на стенде.
5.2.17 Зазор между закрепленным кожухом и торцовой поверхностью зубчатого колеса и шестерни при крайнем их положении должен быть не менее 7 мм. Регулировку положения кожуха разрешается производить постановкой шайб на крепящие болты между остовом двигателя и кожухом.
5.3 Сборка тележек
5.3.1 Установить новые тормозные колодки и регулировать положение башмаков так, чтобы при отпущенном тормозе был обеспечен относительно равномерный зазор между колодкой и бандажом, который измерить в средней части колодки; поверхность трения колодки должна располагаться параллельно поверхности катания бандажа с разницей в зазорах в верхней и нижней части не более 5 мм; тормозные колодки не должны сползать с наружной грани бандажа. Установочный выход штока тормозных цилиндров должен быть в пределах от 70 до 85 мм.
5.3.2 Предохранительные устройства закрепить и регулировать так, чтобы они не касались тормозных тяг, деталей экипажной части тележки.
5.3.3 Затяжку болтов крышки буксы и тяг резинометаллических валиков производить моментом от 171,7 до 196,2 Н·м (от 17,5 до 20кг·м).
5.3.4 Прилегание клина валика в пазу кронштейна проверить щупом. Местные неприлегания не должны превышать более 0,1 мм.
5.3.5 Натяг торцовых шайб резинометаллических блоков поводковых тяг в проемах буксы и кронштейна рамы должен быть в пределах 3 мм на обе шайбы.
5.3.6 Зазор между узкой клиновой частью валика поводка и дном паза в щеке кронштейна буксы и в кронштейне на раме должен быть в пределах значения параметров п.6 приложения А.
5.3.7 Установка кузова на тележки
5.3.8 Перед подкаткой тележек убедиться в отсутствии посторонних предметов в вентиляционных каналах кузова.
5.3.9 Отремонтированный кузов опустить на тележки.
5.3.10 На электровоз устанавливать гасители колебаний согласно требованиям чертежа 6ТС.031.516.
5.3.11 Сборку горизонтальных и вертикальных упоров выполнить в соответствии с чертежом 6ТС.031.516.
5.3.12 На электровозах установку противоотносного устройства производить в соответствии с чертежом 6ТС.031.516.
5.3.13 Горизонтальный зазор между корпусом бокового ограничителя и боковой поверхностью рамы тележки должен быть (40-2 )мм. Зазор выдержать путем набора прокладок изготовленных по чертежам 8ТС.155.122 и 8ТС.155.123. Вертикальный зазор между упором ограничителя и верхней плоскостью рамы должен быть (25+5 ) мм. Зазор регулировать планкой изготовленной по чертежу 8ТС.152.653 и прокладками 8ТС.155.124 и 8ТС.155.125.
5.3.14 Регулировку рессорного подвешивания выполнить на выверенном горизонтальном и прямом участке пути. При сборке и регулировке рессорного подвешивания должны выполняться следующие условия:
— вертикальный зазор между верхней частью буксы и рамой тележки должен соответствовать требованиям конструкторской документации;
— в комплект одной тележки устанавливать пружины с разницей прогибов не более 2 мм.
5.3.15 Высота нижней кромки путеочистителя от головок рельсов на прямом участке пути быть в пределах от 135 до 150 мм. Приемные катушки АЛСН установить выше нижней кромки путеочистителя не менее чем на 5 мм.
5.3.16 Высота оси автосцепки от головки рельса должна соответствовать Инструкции по ремонту и обслуживания автосцепного устройства подвижного состава железных дорог (п.10 приложения Д).
5.3.17 Головка автосцепки должна иметь свободное поперечное перемещение от руки.
5.3.18 Длина цепочек расцепных механизмов регулируется при проверке работы автосцепки от привода.
5.3.19 Не допускать перекос кузова более 20 мм. Перекос измерять по вертикали на уровне нижней кромки по концам рамы кузова после регулировки нагрузки боковых опор и рессорного подвешивания. Запретить выпуск электровозов из ремонта с установкой предохранительных скоб и тросиков не соответствующих требованиям нормативно—технической документации.
5.3.20 После сборки выполнить смазку узлов согласно приложению А Руководства по эксплуатации 3ТС.001.012 РЭ8 (п.26 приложения Д).
5.3.21 Проверку качества сборки электровоза выполнять в соответствии с требованиями конструкторской и технологической документацией, настоящего Руководства.
5.3.22 После окончания сборки электровоза проверить:
— габариты электровоза. Габариты должны соответствовать требованиям габарита 1—Т ГОСТ 9238 (п.57 приложения Д);
— работу автосцепки. Убедиться, что при присоединении к автосцепкам другой секции, вспомогательного локомотива или вагона сигнальный отросток замка, расположенный на нижней части головы автосцепки, если смотреть со стороны центрирующей балочки, полностью утоплен;
— плотность прилегания съѐмных крыш кузова к крышевым проѐмам на свет. Просвечивание по сопрягаемым поверхностям недопустимо;
— электровоз на течь при помощи установки (камеры) дождевального типа. Перед проверкой на течь необходимо закрыть жалюзи кондиционера от попадания в воздуховоды воды;
— работу рычажной передачи тормозной системы, для чего произвести пяти –шести кратное затормаживание и отпуск, обратив внимание на отход колодок от бандажей и на отсутствие заеданий в шарнирных узлах;
— работу ручного тормоза. Для проверки произвести торможение вращением штурвала колонки ручного тормоза по часовой стрелке до упора. Тормозные колодки первой от кабины тележки должны быть прижаты к бандажам колесных пар;
— электровоз на соответствие требованиям безопасности (надежность работы механических, пневматических блокировок);
— наличие знаков безопасности.
5.3.23 Величины зазоров и размеры механической части должны быть в пределах:
— зазор между буксой и рамой тележки не менее 30 мм;
— выход штока тормозных цилиндров от 70 до 150 мм;
— высота от уровня верха головок рельсов до оси автосцепки от 1040 до 1080 мм;
5.4 Порядок и методы регулирования электровоза
5.4.1 Для обеспечения равенства давления на рельс производить развеску электровоза, как по сторонам, так и по осям.
Определение нагрузки от колесных пар электровоза на рельсы производить при помощи системы по определению нагрузки на рельсы или устройства определения нагрузки от колес колесных пар локомотивов.
5.4.2 Характеристики нагрузки от колесной пары на рельсы приведены в таблице 6.
Характеристика нагрузки Значение, кН (тс) Нагрузка от колесной пары на рельсы, 235±5 (24,0±0,5) Разность нагрузок по колесам колесной пары, не более 4,9 (0,5)
Разность нагрузок от колесной пары на рельсы в пределах одного электровоза, не более 9,8 (1,0)
5.4.3 Регулировку развески электровоза производить:
— по рессорному подвешиванию — согласно чертежа 5ТС.285.005 СБ, прокладками 8ТС.950.181. Количество добавленных прокладок под пружины на одной буксе должно быть равным, высота пакета не более 20 мм;
— в подвешивании «Флексикойл» согласно п.5.3.13.
5.4.4 Регулировку зазоров по упорам производить прокладками на горизонтальном нивелированном участке пути.
5.4.5 Развеску локомотива производить до и после его обкатки. В случае отклонения показаний нагрузок «до обкатки» и «после обкатки» за пределы допустимых, разрешается за окончательный результат развески принимать среднее арифметическое значение нескольких развесок (две—три) после обкаток.
5.4.6 После регулирования развески должны быть выполнены нижеследующие требования:
— разность нагрузок по колесам колесной пары должна быть не более 4 %;
— разность нагрузок по осям в одной тележке должна быть не более 3 %;
— разность нагрузок по сторонам локомотива должна быть не более 3 %;
— отклонение действительного значения массы электровоза от проектного значения не должно быть более 3 %.
5.4.7 Регулировку выхода штоков тормозных цилиндров производить по ТИ103.25200.60018 (п.61 приложения Д) согласно пунктам 6.6 – 6.12.
5.4.8 Подрессоренные части тележки должны вписываться в габариты согласно чертежа 3ТС.000.003ТЧ.
5.4.9 Проверить положение форсунок АГС относительно гребней бандажей колесных пар.
5.4.10 Отрегулировать длину предохранительных тросиков наклонной тяги, которые должны быть в пределах от 15 до 20 мм больше расстояния между точками их крепления.
5.4.11 Используемые методы и средства контроля сборки и технического состояния электровоза в целом и его узлов должны обеспечить объективную оценку качества работ по среднему и капитальному ремонту и исключить возможность выдачи в эксплуатацию неисправных электровозов.
5.4.12 После проверки, регулировки, испытания и приемки электровоза его характеристики должны соответствовать требованиям конструкторской и технологической документации, настоящему Руководству. Электровоз должен быть готов к транспортированию и соответствовать требованиям ввода в эксплуатацию.
5.4.13 При выполнении среднего и капитального ремонта электровозов рекомендуется применять средства оснащения сборки и регулировки согласно приложения Н.
5.4.14 Перед сборкой локомотива все внутренние полости очистить от посторонних предметов, грязи, коррозийного налета, обдуть воздухом и нанести антикоррозионное покрытие согласно технологическому процессу на сборку локомотива. Перед постановкой локомотива под контактный провод визуально осмотреть кузов и особенно высоковольтные камеры на наличие в них посторонних предметов и инструмента.
5.4.15 Порядок комплексного осмотра собранного локомотива включает:
— осмотр секций электровоза на наличие посторонних предметов, монтажных и технологических материалов;
— осмотр через коллекторные люки щеточного аппарата, убедиться в отсутствии в двигателях посторонних предметов, проверить крепление кронштейнов, а так же состояние рабочей поверхности коллектора. Чистота обработки поверхности коллектора должна соответствовать чертежу;
— проверку заправки моторно—осевых подшипников смазкой, контролируемой по указателю;
— проверку заправки компрессоров смазкой;
— осмотр рычажной и тормозной системы;
— проверку заправки кожухов зубчатых передач маслом.
— заправку кожухов зубчатой передачи проверить щупом перед опуском, уровень масла должен быть между наибольшим и наименьшим уровнем масломерной трубки;
— проверку внешним осмотром установки и крепления труб, соединений пневматической системы;
— проверку отсутствия повреждений на всех фарфоровых изоляторах. Не допускаются трещины, сколы, следы перебросов дуги и другие повреждения.
— проверку внешним осмотром укладки пучков проводов. Провода должны быть надежно закреплены, изоляция проводов нигде не должна касаться острых углов, кромок и других деталей;
— проверку наличия пломб на защитной аппаратуре электровоза;
— проверку внешним осмотром блоков автоматики и блоков измерений на наличие видимых повреждений.
6. Испытания, проверка и приемка после ремонта
6.1 Все отремонтированные или вновь изготовленные детали, аппараты, машины, агрегаты перед постановкой на электровоз подвергаются диагностической проверке или испытаниям и принимаются ОТК. Отдел технического контроля завода обязан контролировать качество работ, соблюдение установленной технологии, требования настоящего Руководства, действующих инструкций и принимать в процессе ремонта, сборки и выпуска из ремонта в целом электровозы и следующие основные их узлы, аппараты, агрегаты и оборудование:
— тяговые двигатели, вспомогательные машины, компрессоры, электронное оборудование (включая их испытания);
— токоприемники, компрессоры для их подъема;
— электрическую аппаратуру, зарядные устройства, устройства поездной радиосвязи и систем безопасности;
— колесные пары, тяговые зубчатые передачи, устройства привода и собранные колесно—моторные блоки;
— тележки, их рамы, узел наклонной тяги, подвески тяговых двигателей, рессоры и элементы рессорного подвешивания, гидравлические амортизаторы, тормозная рычажная передача, ударно–сцепные устройства;
— буксы и собранные буксовые узлы, резинометаллические блоки буксовых поводков, роликовые подшипники, колесные пары (проверка расположения в тележках);
— опоры кузова, противоотносные устройства;
— приборы автоматического тормоза, автостопа, воздушных резервуаров, воздухопроводы и соединительные рукава (включая испытания тормозов);
— песочницы, звуковые сигналы;
Покупное оборудование подвергать обязательному входному контролю на заводе.
6.2 После произведенного ремонта и приемки отделом технического контроля каждый электровоз подвергается приемосдаточным испытаниям по программе и методике завода изготовителя электровоза.
6.2.1 После капитального ремонта провести измерения уровня звука и вибрации на рабочих местах локомотивных бригад в кабинах электровозов в соответствии с требованиями СН 2.2.4/2.1.8.562-96 и СН 2.2.4/2.1.8.566-96.
6.2.1.1 В кабинах электровозов измерения уровней звука и вибрации при обкаточных испытаниях следует проводить с максимально допустимой скоростью движения на данном участке в зависимости от конструкции железнодорожного пути и типа локомотива, но не более 2/3 конструкционной скорости.
6.2.1.2 Измерения уровней звука следует проводить при двух режимах эксплуатации: на стоянках и на обкаточных испытаниях.
6.2.1.3 Измерения производить шумомером, соответствующим 1-му классу точности и удовлетворяющим требованиям российских и международных стандартов: ГОСТ 17187-2010, ГОСТ Р 53188.1-2008 (МЭК 61672-1:2002) в кабине машиниста при размещении микрофона в центре кабины по прямой, перпендикулярной к полу, на высоте 1,6 м от уровня пола, мембрана и решетка микрофона должны быть обращены вниз.
6.2.1.4 Измерения не следует проводить при разговорах, а также при подаче различных звуковых сигналов (предупреждающих, информационных, телефонных звонков и т.д.) и при работе громкоговорящей связи.
6.2.1.5 Предельно допустимое значение эквивалентного уровня звука должно соответствовать требованиям СН 2.2.4/2.1.8.562-96.
6.2.1.6 Оценка непостоянной общей вибрации проводится методом интегральной оценки по эквивалентному уровню нормируемого параметра. При этом оценивают эквивалентный корректированный уровень виброскорости или виброускорения.
6.2.1.7 Предельно-допустимые эквивалентные значения виброскорости и виброускорения для горизонтального и вертикального направления должны соответствовать требованиям СН 2.2.4/2.1.8.566-96.
6.2.1.8 В локомотивах с двумя кабинами измерения шума и вибрации должны проводиться в обеих кабинах.
6.2.1.9 В случае отсутствия технической возможности проведения инструментальных измерений на локомотиве после заводского ремонта, допускается выполнять замеры в депо приписки, с устранением замечаний представителями завода.
6.3 При стационарных (стендовых) испытаниях на испытательной станции и диагностических проверках выполнить:
— проверку монтажа силовых и вспомогательных цепей, цепей управления электрических аппаратов и электронного оборудования;
— проверку сопротивления изоляции и диэлектрической прочности изоляции силовых и вспомогательных цепей, цепей управления;
— проверку работы и последовательности включения электрических аппаратов и электронного оборудования при номинальных значениях напряжения и давления воздуха в магистрали;
— проверку соответствия направления вращения тяговых двигателей, работы вспомогательных машин, освещения и другого оборудования;
— регулировку работы пневматической и тормозной систем с проверкой производительности мотор – компрессоров и плотности воздушных магистралей;
— проверку работы мотор – компрессоров для подъема токоприемников, звуковых сигналов;
— проверку распределения охлаждающего воздуха по тяговым двигателям и другому оборудованию согласно требованиям чертежей;
— проверку кузова на влагонепроницаемость согласно РД 32 ЦТВР 103.593.87 (п. 39 приложения Д);
— проверку работы приборов безопасности, АЛСН, радиосвязи и дополнительных устройств безопасности движения.
6.4 До проведения обкатки производить тщательный осмотр электровоза, обратить особое внимание на подвеску и крепление аппаратов, узлов, блоков и кассет электронного оборудования, электрических машин, состояние тормозной системы, автосцепного устройства, узлов заземления.
6.5 Контрольно—обкаточные испытания производить в соответствии с действующей инструкцией по обкаточным испытаниям электровозов.
6.6 Во время обкатки проверить работу всего электрического, электронного, механического, пневматического и тормозного оборудования электровозов из обеих кабин управления на всех режимах работы.
6.7 После обкаточных испытаний электровоз осмотреть, все дефекты и неисправности, обнаруженные при обкатке и осмотре, устранить. При осмотре проверить:
— нагрев буксовых, моторно—осевых и якорных подшипников, состояние аппаратов, электрических машин и токоведущих частей;
— состояние крепления деталей ходовых частей, внутрикузовного оборудования;
— плотность соединения кожухов зубчатой передачи, узла наклонной тяги, боковых опор кузова и отсутствие течи смазки;
— регулировку рессорного подвешивания, опор кузова;
— перекос кузова, зазоры в рессорном подвешивании и ходовой части и при необходимости отрегулировать.
Результаты испытаний занести во внутризаводской паспорт с указанием всех величин, замеренных в процессе испытаний.
После устранения всех дефектов, электровоз в целом предъявить инспектору Центра технического аудита (ЦТА) завода.
Для обеспечения диагностической проверки и испытаний указанных агрегатов и узлов ремонтные предприятия должны иметь соответствующие стенды, приборы и инструмент. Измерительные приборы, инструмент, устройства и шаблоны, применяемые для проверки и испытания деталей, узлов и агрегатов, должны быть в исправности и подвергаться периодической поверке (калибровке) в установленные сроки, аккредитованными метрологическими службами. Используемые методы и средства контроля технического состояния электровозов, их узлов и деталей должны обеспечивать объективную оценку качества работ по ремонту электровозов и исключить возможность выдачи в эксплуатацию неисправных электровозов.
Сдачу электровозов после ремонта и их отправку производить в соответствии с ЦТ—ЦТВР—409 (п.3 приложения Д).
7. Защитные покрытия и смазка
7.1 Покрытия защитные и декоративные лакокрасочные на электровозе применяют для защиты металлических деталей от коррозии.
7.1.1 Последовательность операций нанесения защитных и декоративных лакокрасочных покрытий определять технической документацией и нормативными документами на применяемые материалы.
7.1.2 Окраску электровоза производить в соответствии с требованиями ОСТ 32.190—2002 «Покрытия защитные и декоративные лакокрасочные локомотивов при капитальном ремонте» и проектам, утвержденным ОАО «РЖД», «Техническими требованиями на получение лакокрасочных покрытий на наружных поверхностях кузовов локомотивов» (ВНИИЖТ 2010 г), «Перечнем лакокрасочных материалов для окрашивания и технических моющих средств для обмывки локомотивов» (распоряжение №893р. от 12.04.2010 г), ГОСТ 31365–2008 (п.76 приложения Д), конструкторской и технологической документацией.
7.1.3 При среднем ремонте расчистить поврежденные места окраски, ржавчину удалить. Поврежденные места загрунтовать, зашпаклевать, шлифовать и окрасить в соответствии с действующей технической документацией.
7.1.4 При капитальном ремонте производить полную наружную и внутреннюю окраску с предварительным полным удалением старого покрытия.
7.1.5 Окраску колесной пары производить согласно ЦТ 329 (п.50 приложения Д).
7.1.6 Покрытие наружного механического, электрического, пневматического оборудования, знаки безопасности в соответствии с действующими требованиями, конструкторской документацией и ГОСТ Р 12.4.026 (п.87 приложения Д).
7.1.7 Систему автоматической идентификации ТПС перед покраской снять и установить после покраски. Номер единой системы нумерации локомотивов наносить на обе стороны локомотива согласно конструкторской документации.
7.1.8 При разработке технологических процессов окрашивания, а также в процессе окрашивания соблюдать общие требования безопасности ПОТ—РМ— 017—2001 (п. 58 приложения Д), а также требования инструкции ЦТВР—4665 (п. 32 приложения Д).
7.1.9 При среднем и капитальном ремонте производить полную смену смазочных материалов в соответствии с текущим сезоном.
7.1.10 Оборудование и приспособления для закладки (заправки) смазочных материалов должны быть в исправном состоянии, исключать утечки смазки, загрязнения производственных помещений и окружающей среды, а также попадания грязи в смазочные материалы. При заправке (закладке) смазки должны быть использованы, где это целесообразно дозаторы смазки.
7.1.11 Контроль и расход смазочных материалов осуществлять согласно 01ДК.421457.001 И (п.11 приложения Д).
8. Маркировка и пломбирование
8.1 В соответствии с требованиями Правил технической эксплуатации железных дорог РФ, от 21 декабря 2010 г. № 286 электровоз должен иметь следующие отличительные, четкие знаки и надписи:
— технический знак принадлежности к железнодорожному транспорту Российской Федерации;
— наименование владельца железнодорожного подвижного состава;
— номер, табличку завода–изготовителя с указанием даты и места постройки;
— идентификационные номера и приемочные клейма на составных частях в местах, установленных нормами и правилами;
— дату и место производства установленных видов ремонта.
Кроме того, должны быть нанесены следующие надписи:
— конструкционная скорость;
— серия и бортовой номер;
— наименование места приписки;
— таблички и надписи об освидетельствовании резервуаров.
Установку других знаков отличительных регламентировать причастной конструкторской документацией.
8.2 Комплектующее оборудование электровоза должно иметь таблички предприятий–изготовителей.
8.3 Перечень пломбируемых аппаратов и оборудования электровоза приведѐн в приложении Л настоящего Руководства.
9. Комплектация и транспортирование
9.1 Электровоз, выпускаемый из ремонта, должен быть укомплектован инструментом и инвентарем для его следования в ремонт и из ремонта, комплектом заряженных огнетушителей, сопроводительной и технической документацией.
Транспортировка из ремонта должна производиться в соответствии с Распоряжением № 1873р от 26 августа 2011г (п. 14 приложения Д).
Руководство по среднему и капитальному ремонту электровозов 2ЭС4К
ЦАРВ.050.06.00.000 РК
Источник
ОАО «РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ»
РАСПОРЯЖЕНИЕ
от 28 мая 2012 г. N 1036р
О ВВЕДЕНИИ В ДЕЙСТВИЕ РУКОВОДСТВА ПО СРЕДНЕМУ И КАПИТАЛЬНОМУ РЕМОНТУ ЭЛЕКТРОВОЗОВ ЭП2К
В целях уточнения требований на производство среднего и капитального ремонта локомотивов:
1. Ввести в действие с 1 июня 2012 г. Руководство по среднему и капитальному ремонту электровозов ЭП2К ЦАРВ.068.00.00.000 РК.
2. Начальникам причастных департаментов, управлений, филиалов ОАО «РЖД», ОАО «Желдорреммаш» (по согласованию) обеспечить исполнение требований вышеуказанных документов в установленном порядке.
Первый вице-президент ОАО «РЖД»
В.Н.Морозов
УТВЕРЖДЕНО
распоряжением ОАО «РЖД»
от 28.05.2012 N 1036р
РУКОВОДСТВО
ПО СРЕДНЕМУ И КАПИТАЛЬНОМУ РЕМОНТУ ЭЛЕКТРОВОЗОВ ЭП2К
ЦАРВ.068.00.00.000 РК
Введение
Настоящее Руководство является обязательным документом для всех работников предприятий связанных со средним и капитальным ремонтами электровозов ЭП2К.
Руководство определяет основные требования и устанавливает перечень и содержание работ при среднем и капитальном ремонтах электровоза ЭП2К на локомотиворемонтных предприятиях (заводах) выполняющих ремонт электровозов в соответствии с заключенными договорами. Порядок подачи электровозов на средний или капитальный ремонты определен «Основными условиями ремонта и модернизации тягового подвижного состава, узлов и агрегатов на ремонтных заводах МПС России» (п. 5 приложения Г).
Электровоз, требующий по своему состоянию среднего или капитального ремонта, но не достигший установленной нормы пробега, может быть направлен на ремонтный завод только с разрешения Дирекцией тяги — филиал ОАО «РЖД или Дирекции по ремонту тягового подвижного состава — филиал ОАО «РЖД». Такое разрешение выдается Дороге после представления в Дирекциях ОАО «РЖД» материала с указанием причин, вызвавших необходимость преждевременного направления электровоза на ремонтный завод, и принятых мер по предупреждению подобных случаев.
Подачу неисправных электровозов на средний или капитальный ремонт выполнять после согласования Дорогой этого вопроса с ремонтным заводом. Ремонтный завод обязан по вызову Дороги командировать своего представителя для осмотра поврежденного электровоза.
Настоящее Руководство разработано на основе конструкторской, технологической документации, действующих государственных стандартов, «Правил технической эксплуатации железных дорог Российской Федерации» (п. 2 приложения Г), действующих инструкций, материалов исследования надежности электровозов, анализа износов и повреждений, а также обобщения опыта эксплуатации и всех видов капитального и текущего ремонта электровозов.
При среднем и капитальном ремонтах необходимо соблюдать требования документов, определяющих пожарную безопасность на электровозе.
При среднем и капитальном ремонтах штатного оборудования электровоза ЭП2К следует также руководствоваться:
— инструкциями, указаниями, положениями нормативной и технической документации, определяющей требования к среднему и капитальному ремонтам электровоза ЭП2К;
— ремонтной конструкторской и технологической документацией по среднему и капитальному ремонтам оборудования, узлов и деталей электровоза ЭП2К.
При среднем и капитальном ремонтах электровоза запрещается производить конструктивные изменения узлов, агрегатов и схем электровоза, снятие и постановку какого-либо оборудования, если это не предусмотрено проектами выполненных ранее модернизаций или не согласовано с Дирекцией тяги — филиал ОАО «РЖД» и Дирекции по ремонту тягового подвижного состава — филиал ОАО «РЖД».
Установленные на электровозе по специальным указаниям ОАО «РЖД» опытные конструкции, приборы и приспособления должны быть сохранены в исправном состоянии.
При наличии опытных (нештатных) элементов конструкции и отсутствии разрешения Дирекции тяги — филиал ОАО «РЖД» и Дирекции по ремонту тягового подвижного состава — филиал ОАО «РЖД» на их установку, либо отсутствия согласованных Дирекцией тяги и Дирекцией по ремонту тягового подвижного состава схем и чертежей упомянутых элементов, ремонтное предприятие должно восстановить схему, установленную для электровоза ЭП2К заводом — изготовителем.
На узлы, агрегаты, детали, отремонтированные на ремонтных заводах, устанавливаются гарантийные сроки согласно «Основным условиям ремонта и модернизации тягового подвижного состава, узлов и агрегатов на ремонтных заводах МПС России» (п. 5 приложения Г).
На используемые при ремонте покупные агрегаты и детали, а также на новые узлы, агрегаты и детали, гарантийные сроки устанавливаются в соответствии с ГОСТами и техническими условиями заводов-изготовителей.
Если ремонт узлов электровоза при среднем и капитальном ремонте не отличается по объему, то в описании соответствующих подразделов настоящего Руководства вид ремонта не оговаривается. В случае отличия этих объемов в подразделе сначала приводятся требования к среднему ремонту данного узла, а затем дополнительные работы, предусмотренные капитальным ремонтом.
Если требования на ремонт узлов электровоза не отличаются, в зависимости от проекта проведенных модернизаций, то в описании соответствующих подразделов настоящего Руководства тип проекта не оговаривается.
В настоящем Руководстве приняты следующие определения:
Дефектация. Комплекс операций или операция по выявлению дефектов (повреждений) деталей, проводников, подвижных и неподвижных соединений, изоляции и т.п. в собранных, частично или полностью разобранных сборочных единицах с применением соответствующих технологических средств (измерительных инструментов и приборов, стендов, установок, приспособлений, дефектоскопов, средств технической диагностики, ЭВМ и т.д.).
Ремонт. Комплекс операций по восстановлению исправности или работоспособности электровоза (объекта ремонта) и восстановления ресурса электровоза или его составных частей ГОСТ 18322 (п. 27 приложения Г). В ремонт могут входить операции по проверке, дефектации, ревизии, разборке, очистке, восстановлению, сборке, смазке, испытанию и т.д. деталей и сборочных единиц. Содержание части операции ремонта может совпадать с содержанием некоторых операций дефектации.
Исправная деталь. Деталь, состояние которой по результатам ревизии, проверки, испытания удовлетворяет требованиям настоящего Руководства по ремонту и пригодна для дальнейшей эксплуатации без ремонта.
Неисправная деталь. Деталь, состояние которой по результатам ревизии, проверки не удовлетворяет требованиям настоящего Руководства по ремонту. После проведения ремонта деталь должна быть пригодна для дальнейшей эксплуатации.
Негодная деталь. Деталь, имеющая дефекты или износы, исправление которых невозможно.
Дефект. Каждое отдельное несоответствие объекта установленным требованиям ГОСТ 18322 (п. 27 приложения Г).
Средний ремонт. Ремонт, выполняемый для восстановления исправности и частичного восстановления ресурса изделий с заменой или восстановлением составных частей ограниченной номенклатуры и контролем технического состояния составных частей, выполняемой в объеме, установленной в нормативно-технической документации ГОСТ 18322 (п. 27 приложения Г).
Капитальный ремонт. Ремонт, выполняемый для восстановления исправности полного или близкого к полному восстановлению ресурса изделий с заменой или восстановлением любых его частей, включая базовые ГОСТ 18322 (п. 27 приложения Г).
В настоящем Руководстве приняты следующие обозначения и сокращения:
— ЦТ ОАО «РЖД» — Дирекция тяги — филиал ОАО «РЖД»;
— ЦТР ОАО «РЖД» — Дирекция по ремонту тягового подвижного состава -филиал ОАО «РЖД»;
— ЦТА ОАО «РЖД» — Центр технического аудита — филиал ОАО «РЖД»;
— СР — Средний ремонт;
— КР — Капитальный ремонт.