Руководства по эксплуатации, обслуживанию и ремонту ХТЗ
В книге рассмотрено устройство самоходных шасси Т-16, Т-16М, Т-16МГ, дано описание конструкции узлов и агрегатов шасси, приведен перечень регламентных работ по техническому обслуживанию указанных машин. В качестве примера деталировки в конце книги помещен каталог деталей и сборочных единиц самоходного шасси Т-16М.
- Автор: —
- Издательство: Ранок
- Год издания: 2006
- Страниц: 189
- Формат: PDF
- Размер: 87,6 Mb
Ведущие специалисты Харьковского тракторного завода описывают в этой книге устройство и порядок эксплуатации тракторов ДТ-20. В ней подробно освешены вопросы ухода за машиной, даны рекомендации по наиболее рациональному использованию ее на различных работах.
- Автор: —
- Издательство: Колос
- Год издания: 1965
- Страниц: 254
- Формат: PDF
- Размер: 14,6 Mb
В руководстве описана конструкция трактора Т-25, приведены указания по наладке и агрегированию трактора для различных работ, по уходу за механизмами во время эксплуатации; правила профилактического обслуживания и смазки.
- Автор: —
- Издательство: Прапор
- Год издания: 1971
- Страниц: 210
- Формат: PDF
- Размер: 90,2 Mb
В книге даны устройство и порядок эксплуатации трактора Т-25. Подробно освещены вопросы ухода за машиной, приведены рекомендации по наиболее рациональному использованию трактора на всех работах, а также по агрегатированию его с различными с.-х. машинами и орудиями.
- Автор: —
- Издательство: Колос
- Год издания: 1972
- Страниц: 172
- Формат: PDF
- Размер: 19,7 Mb
В пособии практического пользования рассматриваются устройство, работа и общие способы и средства поддержания и восстановления (вне специализированных мастерских) работоспособности тракторов Т-25А, Т-40М, Т-40АМ, Т-40АНМ.
- Автор: —
- Издательство: Ранок
- Год издания: 2004
- Страниц: 122
- Формат: DjVu
- Размер: 12,4 Mb
В книге подробно описаны устройство и принцип действия двигателя, силовой передачи, ходовой части и рабочего оборудования трактора ДТ-54А. Особое внимание уделено регулировкам, которые можно выполнять в полевых условиях.
- Автор: А.М.Гуревич, В.И.Горожанкин
- Издательство: Колос
- Год издания: 1968
- Страниц: 245
- Формат: PDF
- Размер: 9,4 Mb
В руководстве описана конструкция гусеничного трактора Т-74 и его отдельных механизмов; приведены указания по уходу за механизмами во время эксплуатации, правила профилактического обслуживания, правила смазки и т. д.
- Автор: —
- Издательство: Прапор
- Год издания: 1965
- Страниц: 333
- Формат: PDF
- Размер: 10,0 Mb
В книге рассмотрена технология ремонта тракторов T-150 и T-150K, приведены данные об оборудовании и приспособлениях. Освещены достижения передовых ремонтных предприятий в области технологии ремонта тракторов этих марок.
- Автор: —
- Издательство: Колос
- Год издания: 1982
- Страниц: 223
- Формат: PDF
- Размер: 15,0 Mb
В справочнике содержатся основные технические данные о гусеничном тракторе Т-150 и колесном Т-150К (техническая характеристика, регулировочные параметры н др.). Приведено краткое описание конструкции и особенностей эксплуатации механизмов и агрегатов, изложены правила технического обслуживания, способы агрегатирования тракторов с сельскохозяйственными машинами и орудиями.
- Автор: —
- Издательство: Прапор
- Год издания: 1975
- Страниц: 402
- Формат: PDF
- Размер: 14,4 Mb
В инструкции по эксплуатации описана конструкции трактора Т-150К и его механизмов, приведены правила эксплуатации и обслуживание трактора, а также ухода за ним.
- Автор: —
- Издательство: Прапор
- Год издания: 1983
- Страниц: 312
- Формат: PDF
- Размер: 42,7 Mb
Учебное пособие с описанием конструкции и правилами эксплуатации колесного тягача Т-157
- Автор: —
- Издательство: Лесная промышленность
- Год издания: 1976
- Страниц: 89
- Формат: PDF
- Размер: 48,0 Mb

Подробно описаны конструкции, технические характеристики и схемы работы гидравлических навесных систем тракторов МТЗ-80, МТЗ-82, Т-150, Т-150К, К-700. Рассмотрены конструкции и принцип действия новых и модернизированных гидравлических усилителей руля, а также гидромеханизмов поворота гусеничных тракторов. Особое внимание уделено вопросам эксплуатации и обслуживания гидравлических навесных систем и гидромеханизмов управления современных колесных и гусеничных тракторов.
- Автор: —
- Издательство: Урожай
- Год издания: 1976
- Страниц: 150
- Формат: PDF
- Размер: 8,9 Mb

Для ремонта тракторов Т-150 и Т-150К с восстановлением их ресурса не ниже 80 % ресурса новых машин требуется выполнить в определенной последовательности трудоемкий и сложный комплекс очистных, разборочных, дефектовочных, ремонтно-восстановительных, комплектовочных, сборочных, обкаточно-испытательных, окрасочных и диагностических работ. В процессе очистных работ с тракторов, их агрегатов и деталей удаляют различного рода загрязнения. После разборки очищенные от загрязнений детали поступают на дефектацию, где их сортируют на три группы: 1) годные к дальнейшей эксплуатации без ремонта; 2) подлежащие ремонту (восстановлению); 3) негодные (неисправимый брак).
Дефекты, выявленные в деталях, устраняют в процессе их ремонта сваркой, наплавкой, механической обработкой, при помощи гальванических и полимерных покрытий и др. Часть деталей и агрегатов ремонтируется по кооперации с другими ремонтными предприятиями. Агрегаты и сборочные единицы при капитальном ремонте собирают из деталей, годных к дальнейшей эксплуатации без ремонта, восстановленных и новых (запасных). Поэтому при комплектовке их тщательно подбирают для обеспечения при сборке монтажных сопряжений, предусмотренных технической документацией. Собранные агрегаты обкатывают и испытывают. В процессе обкатки трущиеся поверхности деталей прирабатываются. Выявленные неисправности устраняют.
Обкатанные агрегаты окрашивают и направляют на сборку. Собранные из отремонтированных агрегатов тракторы обкатывают и подвергают послеремонтпому техническому диагностированию, в процессе которого проверяют выходные параметры, характеризующие качество сборки, регулировки и ремонта тракторов. После устранения выявленных в процессе послеремонтного диагностирования неисправностей тракторы доокрашивают и устанавливают на складе (площадке) готовой продукции.
Повышение ресурса отремонтированных тракторов до 80% их ресурса, новых машин при капитальном ремонте достигается благодаря внедрению в производство следующих основных организационно-технологических мероприятий:
наиболее полное удаление при очистке агрегатов и деталей всякого рода загрязнений;
предотвращение повреждаемости и разукомплектовки деталей при разборке;
повышение качества дефектовочно-комплектовочных работ и предотвращение при контроле и сортировке обезличивания приработанных деталей, а также деталей, имеющих метки спаренности;
обеспечение высокого качества восстановления деталей, лимитирующих ресурс основных агрегатов тракторов;
обеспечение высокой точности сборочных работ и модернизации тракторов в процессе их ремонта в соответствии с рекомендациями заводов-изготовителей;
полное соблюдение режимов обкатки агрегатов и тракторов с последующими их испытанием и технической послеремонтной диагностикой; повышение качества окрасочных работ.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС КАПИТАЛЬНОГО РЕМОНТА ТРАКТОРОВ Т-150 И Т-150К
Схема технологического процесса капитального ремонта тракторов Т-150 и Т-150К показана на рисунке 1.
Доставка и хранение ремонтного фонда. Тракторы Т-150 и Т-150К, предназначенные для капитального ремонта, необходимо доставлять из хозяйств, находящихся от специализированных мастерских на расстоянии не более 50…60 км, своим ходом, а свыше — автомобильным транспортом: автомобилями ЯАЗ-210Г, МАЗ-50Э или полуприцепами ММЗ-244Б, ОдАЗ-885 и А-741. Для погрузки и разгрузки тракторов в хозяйствах требуются автомобильные краны СМК-Ю, а на ремонтных предприятиях — козловые краны грузоподъемностью 10 т (БД 10-20 или ККУ-Ю).
РИС. №1
Тракторы необходимо хранить на площадке для ремонтного фонда на специальных подставках. На площадке создают рабочие места для снятия колес (гусениц) и оборудуют эстакаду для слива отработанных масел и остатков топлива, пропаривания и промывки масляных емкостей.
Площадку рассчитывают так, чтобы на ней хранился полуторамесячный запас продукции, ее огораживают металлической сеткой.
Очистка. Полное удаление загрязнений является необходимым условием для повышения межремонтного ресурса тракторов и всей культуры ремонтного производства. Хорошая очистка достигается на основе многостадийности моечных операций. Типовые технологические процессы очистки при капитальном ремонте включают в себя три стадии: 1) мойку тракторов и их агрегатов перед разборкой; 2) мойку деталей после разборки; 3) мойку в процессе ремонта и перед сборкой. При этом предусматривают, чтобы основную массу загрязнений можно было удалить с тракторов, агрегатов и деталей на возможно ранней стадии ремонтного цикла. Для этого тракторы в процессе приема в ремонт подвергают наружной мойке, а из баков и картеров перед постановкой на площадку ремонтного фонда сливают масло и остатки топлива.
Моют тракторы в струйных механизированных моечных машинах типа ОМ-8ОЗ6М. Трактор при помощи крана устанавливают на транспортную тележку и подают на поворотный круг моечной камеры. После закрытия дверей камеры включают насос подачи моющей жидкости, поворотный круг и душевое устройство. Наиболее загрязненные места промывают при помощи гидромонитора, которым управляет оператор-мойщик, находящийся вне камеры. Машина снабжена циклонными устройствами, которые позволяют очищать моющий раствор от грязи и остатков нефтепродуктов.
Вместимость топливных баков тракторов Т-150 и Т-150К превышает 300 л, а масляных — 160 л. Поэтому при сливе отработанного масла и остатков топлива нужно предусматривать не только их экономию, но и необходимость обеспечения нормальных санитарно-гигиенических условий для ремонтных рабочих.  Эстакада представляет собой платформу с подставками 9 (рис. 2) и системой сливных лотков и корыта. Под эстакадой располагаются три емкости: I — для топлива, II — для масел и III — для масел с остатками конденсата. Эстакада оснащена насосной станцией. В ее состав входят два насоса НШ-46У, которые приводятся в действие электродвигателями. От осадков насосная станция, сливные лотки и корыто защищены крышками. Цистерны монтируют на площадке, оснащенной люком и лестницей. К эстакаде от котельной подводят пар, который используют для пропаривания картеров агрегатов тракторов. В зимнее время пар применяют, кроме того, для подогрева масел в картерах и системах тракторов и масел в емкости I I I . Для этого емкость III оборудуют обогревающим регистром, состоящим из гребенки 11 и заслонки. Для стока конденсата паропровод устанавливают относительно поверхности площадки под углом 15 ° и оснащают в нижней части вентилем для слива конденсата. К картерам пар подают при помощи паропроводов, снабженных вентилями и присоединительными шлангами. Для слива из емкостей масел и топлива трактор устанавливают на подставки 9. Топливный бак при помощи шланга соединяют с патрубком 5. В результате этого отработанное масло из картеров и систем
Эстакада представляет собой платформу с подставками 9 (рис. 2) и системой сливных лотков и корыта. Под эстакадой располагаются три емкости: I — для топлива, II — для масел и III — для масел с остатками конденсата. Эстакада оснащена насосной станцией. В ее состав входят два насоса НШ-46У, которые приводятся в действие электродвигателями. От осадков насосная станция, сливные лотки и корыто защищены крышками. Цистерны монтируют на площадке, оснащенной люком и лестницей. К эстакаде от котельной подводят пар, который используют для пропаривания картеров агрегатов тракторов. В зимнее время пар применяют, кроме того, для подогрева масел в картерах и системах тракторов и масел в емкости I I I . Для этого емкость III оборудуют обогревающим регистром, состоящим из гребенки 11 и заслонки. Для стока конденсата паропровод устанавливают относительно поверхности площадки под углом 15 ° и оснащают в нижней части вентилем для слива конденсата. К картерам пар подают при помощи паропроводов, снабженных вентилями и присоединительными шлангами. Для слива из емкостей масел и топлива трактор устанавливают на подставки 9. Топливный бак при помощи шланга соединяют с патрубком 5. В результате этого отработанное масло из картеров и систем
стекает в лотки 13 и по трубопроводам поступает в корыто 8. Из корыта масло по трубопроводу 21 при помощи заслонки 23, установленной в положение Л, направляется в емкость / / , а топливо по трубопроводу 5 стекает в емкость I. Из емкостей масло и топливо перекачиваются насосами в цистерны 18 и 19. После предварительной фильтрации топливо из цистерны 19 поступает на пост заправки тракторов, вышед-
ших из ремонта. После слива отработанного масла картеры основных агрегатов тракторов пропаривают, а затем промывают при помощи установки ОМ-2879А. Остатки масла после пропаривания и промывки через систему сливных лотков поступают в корыто и при помощи заслонки, установленной в положение Б, направляются в емкость III. Из емкости III масло, всплывающее на поверхность конденсата, перекачивают в цистерну 18у а конденсат откачивают в автомобили цистерны и вывозят за пределы мастерской. По мере наполнения цистерны 18 масло направляют на регенерацию. После слива топлива и масла трактор козловым краном снимают с эстакады, устанавливают на конвейер, подают в мастерскую и повторно моют горячей водой в моечной машине ОМ-8ОЗ6М. Перед мойкой с трактора снимают облицовку, крылья кабины, электрооборудование, приборы, сиденья, водяной и масляный радиаторы. Назначение этой мойки — наиболее полно удалить дорожно-почвенные загрязнения из труднодоступныхмест и прогреть зимой трактор перед разборкой.
После повторной наружной мойки с рамы трактора снимают двигатель и сборочные единицы шасси. Двигатель и часть агрегатов шасси направляют в ремонт по кооперации, а оставшееся подвергают очистке перед разборкой на детали в погружных ваннах. Агрегаты и сборочные единицы трансмиссии и ходовой системы (коробка передач с раздаточной коробкой, ВОМ, ведущий мост, рессоры, навесная система, балансиры и направляющие колеса) вываривают в ваннах ОМ-3996. Сборочные единицы устанавливают в ванну в контейнерах или подвешивают на кронштейнах. После очистки в погружных ваннах
и разборки основную массу деталей (корпуса коробки передач, ведущего моста и ВОМ, валы, шестерни и др.) моют в струйных машинах ОМ-4267.
Отдельные детали и сборочные единицы (рамы, подшипники, радиаторы, топливные баки, кабины, оперение и др.) необходимо под-
вергать специальной очистке. Для очистки рам от загрязнений целесообразно использовать выварочную ванну ОМ-9462. От ванны ОМ-3996 она отличается лишь наличием колеблющейся (или вращающейся) платформы, на которую и крепят перед мойкой раму трактора. Для удаления грязевых пробок в проушинах звеньев гусениц применяют стенд ОР-7743, накипи в радиаторах — установку 2024, пропаривания и промывки топливных баков — установку 2030.
Подшипники качения очищают в струйной установке 2005, а метизы — в установке барабанного типа ОМ-6О68М.
Старую краску с кабин, оперенья и крыльев снимают в трехсекционной установке АКТБ-142.
Для расконсервации запасных частей и восстановленных деталей используют машины ОМ-5287 и ОМ-5288.
Перед сборкой детали очищают в машине ОМ-4267.
На специализированных ремонтных предприятиях из картеров двигателей перед ремонтом сливают остатки масла. Двигатели подвергают наружной мойке в струйных машинах ОМ-837Г, ОМ-11501 или ОМ-22602.
Машина ОМ-11501 предназначена для предприятий с программой ремонта не менее 7 тыс. двигателей в год, а ОМ-22602—15 тыс.
После снятия магнето, топливного насоса, гидронасоса, воздухоочистителя, крышек головки цилиндров и картера сцепления двигатель подвергают погружной очистке в машине ОМ-5299 с последующим ополаскиванием в машине ОМ-5300. Затем двигатель разбирают на сборочные единицы, которые очищают в струйной камерной машине ОМ-4267.
После разборки сборочных единиц детали комплектуют в отдельные группы и подвергают очистке с учетом специфики их загрязнения. Масляные каналы блоков цилиндров и коленчатых валов очищают в моечной машине ОМ-36ОО. От смолистых отложений детали очищают в машинах ОМ-5287 и ОМ-5288. Как и при ремонте шасси, нормали двигателя моют в машине ОМ-6О68М. Продукты коррозии и накипь блока цилиндров удаляют промывкой в машине ОМ-9788А. Остальные детали двигателя очищают от накипи, нагара и ржавчины в установках ОМ-4944 или ОМ-5458, используя в качестве очищающих сред расплавы солей.
Фильтрующие элементы очищают от загрязнений, а запасные части и восстановленные детали от консервирующих смазок — в машинах ОМ-5287 и ОМ-5288.
Перед сборкой детали двигателя промывают в машине ОМ-4267, масляные каналы — в машине ОМ-ЗбОО, а головки блоков цилиндров—в машине ОМ-46Ю.
Полностью удалить загрязнения при ремонте можно лишь при использовании соответствующих моющих средств и строгом соблюдении технологических режимов очистки. Технологические режимы очистки шасси тракторов Т-150 и Т-150К и их двигателей, рекомендованные ГОСНИТИ, приведены соответственно в таблицах 1 и 2.
Разборка. В процесс разборки при капитальном ремонте тракторов входят наиболее трудоемкие операции. При неправильной организации и несоблюдении требований технологии в процессе разборки можно повредить (разрушить) ответственные и дорогостоящие детали. Поэтому разбирать тракторы следует при помощи специального ремонтно-технологического оборудования и оснастки и в той
последовательности, которая указана в технической документации (маршрутных картах на капитальный ремонт тракторов Т-150 и Т-150 К).
Рабочие места по разборке и сборке тракторов оснащают подъемно-транспортными устройствами, стендами, приспособлениями и инструментом. Для снятия (установки) и транспортировки агрегатов, сборочных единиц и тяжелых деталей используют электрифицированные краны, подвесные консольные поворотные краны и монорельсы.
При снятии агрегатов и сборочных единиц пользуются гибкими захватами (рис. 3)-. Трактор разбирают на агрегаты в следующем порядке. Колеса (гусеницы) снимают с трактора на площадке хранения ремфонда.
После подачи трактора на участок подразборки с него демонтируют кабину, облицовку, топливные баки, масляный и водяной радиаторы и агрегаты электрооборудования, которые после очистки транспортируют на соответствующее участки.
Захват для снятия и установки кабины (конструкции Харьковского тракторного завода).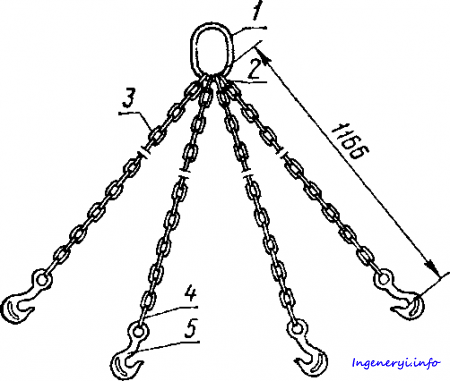
После повторной мойки подразобранный трактор подают на конвейер, где с него снимают силовой агрегат (двигатель с коробкой передач), ВОМ и ведущие мосты. Ведущие мосты трактора Т-150К с рессорами снимают с рамы на стенде-кантователе ОР-6297. Он состоит из неподвижного каркаса и кантователя. При разборке раму в сборе с мостами устанавливают на неподвижный каркас. На нем размещены восемь роликов. У четырех из них оси расположены под углом 90 ° к продольной, а у других четырех — вдоль общей оси стенда. В результате этого при разъединении (соединении) полурам обеспечивается их легкое перемещение одной относительно другой в продольном и поперечном направлениях. Стенд-кантователь оснащен гидроамортизатором, предназначенным для уменьшения динамических нагрузок на кран-балку в процессе кантования.
После снятия с рамы силовой агрегат и ведущие мосты разъединяют: от двигателя отсоединяют коробку передач с раздаточной коробкой на стенде ОР-6273, а от корпусов ведущих мостов — главные передачи, рессоры и конечные редукторы. Стенд представляет собой раму, по которой на направляющих перемещается тележка — манипулятор. Его ориентируют в пространстве с установленной на нем коробкой передач 6 при помощи винтовых пар.
Двигатель устанавливают на посадочные места рамы. Верхняя плита тележки-манипулятора сменная для каждого типа коробки передач. Стенд снабжен съемником для снятия стакана вала привода ВОМ.
Для разъединения коробки передач с раздаточной коробкой используют стенд ОР-6299. Он представляет собой сваренную из швеллеров раму 1 (рис. 6), на которой жестко закреплен механизм установки
и ориентирования коробки передач. Раздаточная коробка установлена подвижно на салазках, соединенных с гидроцилиндром 2. Правильная ориентация коробки передач и раздаточной коробки при соединении и разъединении обеспечивается при помощи клинового и реечного механизмов.
Гидроцилиндр приводится в действие от станции 3, вмонтированной в стенд. Он состоит из шестеренного насоса с приводом от электродвигателя А02-32-4, масляного бака, распределителя и электроаппаратуры.
Главные передачи, рессоры, конечные редукторы снимают с корпусов ведущих мостов на стенде ОР-6280. Он состоит из рамы, люльки и фиксатора. Корпус ведущего моста устанавливают на посадочные места люльки и крепят винтами. Конические подшипники на оси задних мостов трактора Т-150 спрессовывают съемником, а колесные редукторы тракторов Т-150К снимают гидроскобой.
Запрещается разукомплектовывать при разборке детали, которые при изготовлении обрабатываются в сборе (крышки шатунов с шатунами, крышки коренных подшипников с блоком, крышки подшипников корпуса главной передачи и др.). Такие детали имеют метки спаренности. Кроме того, не рекомендуется разукомплектовывать детали, приработанные в процессе эксплуатации. Для этого при разборке агрегатов и сборочных единиц используют оборотно-комплектовочные контейнеры.
Контейнер представляет собой пирамиду с ячейками и завесами для укладки деталей. Каждый завес и ячейка предназначены для определенной детали. Мелкие детали (болты, гайки, шайбы, шплинты и др.) укладывают в легкоснимаемые с контейнера ящики. Оборотно-комплектовочные контейнеры используют после разборки по маршруту: разборка, мойка, дефектация, склад деталей, ожидающих ремонта, сборка, разборка.
Внедрение в производство сборотно-комплектовочных контейнеров позволяет устранить обезличивание деталей основных агрегатов тракторов, уменьшить повреждаемость деталей, повысить качество мойки, снизить затраты труда при дефектации, комплектовании деталей и сборке агрегатов. Рекомендуется транспортировать контейнеры при помощи напольно-щелевого конвейера, проходящего через моечную машину ОМ-4267. В этом случае до минимума сокращаются перевалочные и погрузочно-разгрузочные работы.
 Дефектация. Дефектация деталей при капитальном ремонте определяет не только качество отремонтированных машин, но и эффективность всего ремонтного производства. Детали, поступающие в ремонт, имеют различные дефекты, связанные с искажением их геометрической формы и размеров, изменением физико-механических свойств материалов, а также нарушением целостности и сплошности.
Дефектация. Дефектация деталей при капитальном ремонте определяет не только качество отремонтированных машин, но и эффективность всего ремонтного производства. Детали, поступающие в ремонт, имеют различные дефекты, связанные с искажением их геометрической формы и размеров, изменением физико-механических свойств материалов, а также нарушением целостности и сплошности.
Методика, приемы и средства измерений деталей тракторов Т-150 и Т-150К подробно освещены в технической документации, разработанной Государственным всесоюзным научно-исследовательским технологическим институтом ремонта и эксплуатации машинно-тракторного парка (ГОСНИТИ).
Для дефектации деталей используется более 500 наименований контрольно-измерительных средств, из них жесткие калибры — 53 % и микрометрические приборы — 2 0 % . В результате использования калибров достигается высокая точность измерений, отпадает необходимость в их настройке и переналадке средств измерений, благодаря чему снижаются продолжительность и трудоемкость дефектовочных операций.
Геометрические параметры деталей контролируют преимущественно микрометрическими инструментами. Особое значение при ремонте придают контролю физико-механических свойств (твердости, упругости и намагниченности) ответственных деталей и обнаружению в них скрытых дефектов.
Твердость термически не обработанных деталей из чугуна и цветных металлов определяют твердомером TLLI-2, а термически обработанных стальных деталей — ТЕердомером ТК-2М. Для проверки намагни-
ченности роторов магнето применяют магнитометры МД-4.
Для выявления трещин в деталях из черных металлов рекомендуется использовать стационарные (М-217) или передвижные (ДМП-2) магнитные, а цветных — соответственно люминесцентные (ЛДА-3 или ЛДА-2) дефектоскопы.
Для обнаружения раковин, пор и пустот в деталях, восстанавливаемых сваркой, пайкой и полимерными композициями, применяют ультразвуковые дефектоскопы. Из них предпочтение следует отдавать ультразвуковым дефектоскопам УЗД-7Н, используемым с приспособлением для определения глубины расположения дефектов.
Порядок дефектовочных операций определяется их целесообразной последовательностью, сокращением до минимума подготовительно заключительного времени, затрачиваемого контролером на отыскание и ознакомление с данными, содержащимися в технических требованиях на ремонт, выбором измерительных средств и оформлением сопроводительной документации по результатам дефектации.
Рекомендуется следующий порядок дефектовки деталей.
В первую очередь выявляют дефекты, по которым детали подлежат выбраковке. При обнаружении таких дефектов детали выбраковывают и другие параметры уже не контролируют.
Выбраковочные дефекты определяют в зависимости от их характера следующими способами:
осмотром (обломы, изломы, трещины, повреждения);
промером (предельные геометрические параметры и значения физико-механических свойств);
дефектоскопией, гидравлическим и пневматическим испытанием (трещины, раковины в деталях, негерметичность корпусных деталей и емкостей).
Для дефектации деталей тракторов Т-150К разработаны технологические карты. Их целесообразно использовать в комплекте с автоматической справочной установкой АСУ-50.
Каждая карта состоит из двух частей. В одной части карты расположен эскиз детали и допустимые при ремонте значения ее основных технических параметров. В другой части карты показан рисунок, иллюстрирующий порядок, приемы и средства контроля ее параметров.
Для получения нужной информации по какой-либо детали дефектовщику достаточно нажать соответствующую кнопку-включатель справочной установки.
Сокращает затраты времени на дефектацию деталей применение дефектовочно-комплектовочной ведомости, которую составляют для каждого агрегата и прикладывают к оборотно-комплектовочным контейнерам. В нее записывают следующие сведения: количество деталей, выбракованных в процессе дефектации, подлежащих ремонту и восстановлению по кооперации, непосредственно в своей мастерской, а также стоимость использованных при ремонте данного агрегата различного рода деталей. Такие ведомости издаются типографским способом, в них дан полный перечень наименовании деталей по каждому агрегату. Это не только освобождает дефектовщика от трудоемкой оформительной работы, но и облегчает работу комплектовщика, работников склада и бухгалтерии по учету запасных частей и материалов, расходуемых на ремонт тракторов.
На участках дефектации применяют и входной контроль запасных частей и деталей, восстановленных на смежных предприятиях по кооперации.
В результате этого устраняется возможность поступления на сборку некондиционных запасных частей и деталей.
Восстановление деталей. Восстановление деталей является важнейшим резервом снижения затрат на ремонт.
Номенклатура деталей двигателей и шасси тракторов, подлежащих восстановлению, приведена в таблице 3. На указанные в номенклатуре детали в ГОСНИТИ разработаны ремонтные чертежи, а по наиболее сложным из них — маршрутные операционные процессы, а также технологическая оснастка к ним.

 Основную часть деталей тракторов Т-150 и Т-150К изготовляют из сталей и чугунов, легированных хромом, никелем, марганцем, ванадием. У большинства деталей несущие поверхности термически обработаны и имеют твердость HRC 50 и выше. Поэтому при ремонте тракторов наряду с восстановлением первоначальных размеров, формы и взаимного расположения несущих поверхностей деталей необходимо добиваться требуемой твердости и других физико-механических свойств.
Основную часть деталей тракторов Т-150 и Т-150К изготовляют из сталей и чугунов, легированных хромом, никелем, марганцем, ванадием. У большинства деталей несущие поверхности термически обработаны и имеют твердость HRC 50 и выше. Поэтому при ремонте тракторов наряду с восстановлением первоначальных размеров, формы и взаимного расположения несущих поверхностей деталей необходимо добиваться требуемой твердости и других физико-механических свойств.
Для восстановления таких деталей рекомендуются прогрессивные способы устранения дефектов: сварка и наплавка вибродуговым способом, в среде углекислого газа и под слоем флюса, газопламенное напыление, электроконтактная приварка ленты и др. Для сварки и наплавки деталей применяют легированную проволоку марок Св-18Г2С, Св-18ХГСА, Нп-ЗОХГСА, порошковую проволоку марок 35Х5Г2М-0, ПП-У30Х14СМФ-О, а также твердосплавные порошки ПГ-ХН8СР и другие износостойкие материалы.
Большую часть деталей тракторов составляют детали типа «вал». Основными дефектами для деталей этого типа являются износ посадочных мест под подшипники и уплотнения, износ шлицов, срыв и повреждения резьб. Исследования показали, что износ посадочных мест под подшипники качения у валов тракторов Т-150 и Т- 150К составляет в среднем 0,03 мм, а под уплотнения — 1,0 мм. Такие износы могут быть устранены вибродуговой наплавкой или контактной приваркой стальной ленты. Вибродуговую наплавку посадочных мест валов выполняют при помощи головки 0КС-1252 высокоуглеродистой проволокой 1,6Нп-80 в среде охлаждающей жидкости (в 3…4%-ном водном растворе кальцинированной соды) с последующим шлифованием под номинальный размер. Режим наплавки: напряжение 14… 18 В, ток 140… 150 А, скорость подачи проволоки 0,93… 1,65 м/мин, скорость сварки 0,5…..0,7 м/мин, подача охлаждающей жидкости 0,3…0,7 л/мин.
Исследования показывают, что для восстановления посадочных мест валов, изношенных до 0,3…0,5 мм на диаметр, целесообразно применять способ контактной приварки стальной ленты. Ее приваривают к посадочному месту на токарном станке, оснащенном специальными установками ГОСНИТИ (ОКС-9862 или ОКС-5350). Стальную ленту прижимают к детали сварочными роликами и приваривают к изношенной поверхности при помощи регулируемых им пульсов тока. При подаче в зону приварки охлаждающей жидкости можно одновременно не нагревать детали и закаливать сварной слой. Для этого используют стальную ленту соответствующих марок. Для придания высокой твердости (до HRC 64) восстанавливаемой поверхности применяют ленту из стали 50 толщиной 0,3…0,5 мм, а средней и низкой твердости — из стали 10…20. Режим наварки: амплитуда и импульсы сварочного тока 14 500…15 900 А, длительность импульса тока 0,008…0,009 с, давление на сварочный ролик 0,4…0,5 МПа (4…5 кгс/см2).
Для восстановления крупногабаритных и металлоемких деталей типа трубы горизонтального шарнира, у которых износ посадочных мест по диаметру превышает 2 мм и более, целесообразно применять наплавку под слоем легирующего флюса АН-348А с добавкой 2 % графита марки КЛГ-2 и 2 % феррохрома проволокой 1,6Нп-80 с по-
следующим шлифованием.
Установлено, что шлицы валов имеют преимущественно односторонний износ, среднее значение которого достигает 0,32 мм. Этот дефект целесообразно устранять путем наплавки шлицов в среде углекислого газа проволокой Нп-ЗОХГСА по винтовой линии с последующими токарной и фрезерной обработками, закалкой токами высокой частоты и шлифованием под номинальный размер (режимы наплавки следует подбирать такие, чтобы можно было наплавлять шлицы с припуском на дальнейшую обработку).
Изношенные и поврежденные резьбы на валах восстанавливают наплавкой в среде углекислого газа проволокой Св-08Г2С диаметром 1, 2 . . . 1,6 мм с последующей обточкой и нарезанием новой резьбы.
Режимы наплавки: напряжение 17..Л8 В, ток 70…90 А, скорость подачи проволоки 1,8…2,3 м/мин, скорость сварки 0,35…0,50 м/мин.
Резьбовые участки валов во многих случаях имеют диаметры менее 30 мм, что затрудняет их наплавку электродуговым способом.
Поэтому резьбу рекомендуется восстанавливать на токарных станках, оснащенных установками ОР-14137. В качестве электрода используют малоуглеродистую проволоку. При этом диаметр привариваемой проволоки должен быть равен шагу резьбы или быть больше его на 5…10 %.
Резьбовые участки перед приваркой проволоки очищают от грязиметаллической щеткой, обезжиривают бензином и уайт-спиритом. После приварки наплавленные поверхности обтачивают до требуемого размера, нарезают резцом резьбу, а затем калибруют плашкой.
Наиболее дорогостоящими деталями, определяющими в конечном итоге ресурс основных агрегатов тракторов, являются корпусные.
У тракторов Т-150 и Т-150К, поступающих в ремонт, корпусные детали имеют различные дефекты, основными из которых являются изломы, трещины, износ посадочных мест (отверстий) под подшипники, износ и повреждения резьбовых соединений.
Изломы и трещины в чугунных корпусных деталях устраняют заваркой холодным способом, применяя для этого шланговый полуавтомат А-825М. В качестве электродов используют самозащитную проволоку ПАП4-11 диаметром 1,0…1,2 мм, которая устраняет отбеливание чугуна и обеспечивает высокое качество сварки.
Перед заваркой трещины разделывают пальчиковой фрезой или шлифовальным камнем. Ширина разделки кромок у вершины должна составлять 3,6…4,2 мм; при этом 1,5…2 мм глубины кромки не обрабатывают. Заварку ведут участками длиной 30…50 мм обратноступенчатым способом. Режим заварки: полярность тока прямая, напряжение 16… 18 В, ток 100… 120 А, вылет электрода 15…20 мм с тщательной проковкой молотком наплавленного шва.
Изломы и трещины в алюминиевом корпусе редуктора ВОМ целесообразно заваривать при помощи установки УДАР-300 неплавким вольфрамовым электродом ВЛ-10 диаметром 5 мм в газовой среде аргона на переменном токе, используя в качестве присадочного материала силумин.
Перед сваркой трещины разделывают под углом 70…90 ° с притуплением вершины конуса радиусом 2 мм. Поверхность на расстоянии 15…20 мм от трещины зачищают до металлического блеска. На концах трещины сверлят отверстия диаметром 2…3 мм. Режим сварки: напряжение 20 В, сварочный ток 280…320 А, диаметр присадочной проволоки 4…5 мм, расход аргона 11…12 л/мин. Перед сваркой корпус нагревают до 250…300 °С.
Изношенную и поврежденную резьбу отверстий в корпусных деталях рекомендуется восстанавливать при помощи резьбовых вставок.
Способ восстановления геометрических параметров гнезд под подшипники в корпусных деталях выбирают в зависимости от оснащенности ремонтных предприятий технологическим оборудованием:
постановкой ремонтных втулок, приваркой стальной ленты, газотермическим нанесением металлических порошков, местным осталиванием с последующей обработкой под номинальный размер.
Технологический процесс постановки ремонтных втулок включает следующие операции: расточку отверстия в детали под ремонтную втулку (кольцо), изготовление ремонтной втулки и установку ее в корпус.
Для расточки гнезд корпусных деталей (корпусов коробки передач, ВОМ, промежуточной опоры и др.) во Всесоюзном научно-исследовательском институте восстановления изношенных деталей (ВНИИВИД) разработаны приспособления.
Ремонтные втулки изготовляют из стали 40 и устанавливают в корпуса с зазором 0,05 мм (на сторону) на жидком компаунде в массовых частях: смола ЭД-6—100, дибутилфталат— 12, железный порошок — 120, полиэтиленполиамин — 8.
После отверждения компаунда ремонтные втулки в корпусах растачивают под номинальный размер.
Гнезда корпусных деталей восстанавливают приваркой металлической ленты в таком порядке: подготовка отверстия и заготовка ленты, приварка ленты, обработка отверстия под номинальный размер.
Сначала изношенное отверстие растачивают до диаметра, превышающего номинальный на 1…2 мм. Ленту изготовляют из стали 20.
Ширина ее должна соответствовать глубине отверстия, а длина должна быть меньше длины окружности отверстий на 1…2 мм. Требуемую форму ленте придают при помощи валиков. Для восстановления разъемных гнезд ленту изготовляют из двух половин. С поверхности ленты удаляют следы коррозии механическим или химическим способом и устанавливают ее в расточенное отвер-
стие так, чтобы концы ленты не перекрывались. Затем корпус устанавливают на стол станка (радиально-сверлильного, радиально-расточного) и приваривают ленту при помощи головки ОКС-5338, смонтированной на шпинделе станка, в такой последовательности. Электроды сварочной головки пневмоприводом прижимают к поверхности восстанавливаемого отверстия с усилием 2000…2500 Н (200…250 кгс), отступив от стыка ленты на 5… 10 мм, включают привод станка. Пройдя один оборот, выключают ток и переставляют головку на другой шов. Расстояние между швами выдерживают в пре-
делах 1…3 мм. Перекрытие швов не допускается, так как в этом случае наблюдается явление «выплеска» чугуна детали на поверхность ленты, что делает ее необрабатываемой. Режимы сварки: ширина электрода 8… 10 мм, диаметр электрода 40…80 мм, материал электрода — бронза НБГ, сварочныйток 7500.. .8500А, длительность сварочных импульсов 0,16…0,26 с, длительность паузы между сварочными импульсами 0,04…0,08 с, охлаждение электрода — вода в количестве 0,5… 1 л/мин, скорость сварки 0,5… 1,0 мм.
Отверстия в корпусах рекомендуется растачивать, используя приспособления (кондукторы), разработанные Украинским филиалом ГОСНИТИ, на станке РР-4А, а в постелях для блоков двигателей — на станке РД-60. Приваренную ленту растачивают резцами, оснащенными пластинами из твердого сплава ВК10М, Т-5КЮ. Наилучшие результаты достигаются при обработке ленты резцами, оснащенными пластинами «Гексанит-Р». Посадочные места под подшипники в корпусных деталях восстанавливают местным осталиванием в следующем порядке: механическая обработка перед покрытием, обезжиривание в растворе каустической
соды, промывка в воде, осталивание, промывка в воде, механическая обработка посадочного места под номинальный размер. Режим осталивания: содержание хлористого железа в электролите 600…680 г/л, 1…2,5 г/л соляной кислоты; плотность электролита 1,35…1,40 г/см3; в качестве анодов используют нерастворимые прутки из стали Ст.З диаметром, соответствующим 0,3…0,5 диаметра осталиваемого отверстия; плотность тока 10… 15 А/дм2; скорость осаждения железа на сторону 3…5 мкм/мин. Твердость покрытия по Бринелю достигает НВ 200…250.
Изношенную или поврежденную резьбу в корпусных деталях рекомендуется восстанавливать при помощи резьбовых вставок. Основным дефектом вилок переключения рядов заднего хода, переключения переднего моста и ВОМ является износ щек по толщине.
Изношенные щеки наплавляют электродом Т-590 и шлифуют на плоскошлифовальном станке при помощи приспособления, которое обеспечивает перпендикулярность плоскости щек к оси отверстий под валики. Износ отверстий устраняют постановкой ремонтных втулок. Такие детали, как разжимной кулак тормоза, перешлифовывают под ремонтный размер на копировально-шлифовальном станке при помощи приспособления. Барабан центрального тормоза и тормозной барабан растачивают на токарном станке. Для расточки разжимного кулака и барабанов применяют специальные приспособления.
При износе отверстий под крепежные болты до диаметра более 16,4 мм при помощи кондуктора сверлят новые, предварительно сместив их относительно старых на 45
Основными дефектами рам являются: ослабление заклепок, срыв резьбы и трещины в лонжеронах. Лонжероны с трещинами заменяют новыми.
Для удаления разбитых заклепок, сорванных болтов, шпилек и винтов и восстановления резьб рекомендуется использовать радиально-сверлильный станок. Для нагрева заклепок применяют установку АТЛ-10, а для клепки —универсальный комплект оборудования УК-50.
Комплектовка деталей. От организации работ по комплектовке деталей зависят не только производительность труда ремонтных рабочих, длительность производственного цикла, но и качество ремонта агрегатов. Следует иметь в виду, что обеспечить повышенный ресурс таких сложных машин, какими являются тракторы Т-150 и Т-150К, при полном обезличивании их деталей не представляется возможным. Поэтому их ремонтируют при минимальном обезличивании деталей. Для этого используют оборотно-комплектовочные контейнеры, передвигающиеся по круговому маршруту: разборка — очистка —дефектация—восстановление — комплектовка — сборка и вновь разборка.
При разборке деталь агрегата укладывают в отведенное для нее в контейнере определенное место (ячейку). После очистки детали в контейнерах поступают на дефектацию, где их сортируют на соответствующие группы. При этом в контейнерах остаются не только годные к дальнейшей работе без ремонта детали, но и детали, подлежащие ремонту (восстановлению). После дефектации контейнеры поступают на склад деталей, ожидающих ремонта (ДОР), а затем на участок восстановления изношенных деталей.
В ДОР из контейнеров изымают детали, требующие восстановления на специализированных предприятиях. Для этих целей склад ДОР оборудуют подставками и механизированными стеллажами с ячейками для деталей. Детали, требующие ремонта в мастерской, по мере продвижения контейнеров подвергают наплавке, механической и другими видам обработки. После выполнения каждого вида ремонтных операций деталь укладывают в контейнер на свое место. В комплектовочном отделении, руководствуясь дефектовочно-комплектовочной ведомостью, доукомплектовывают контейнер новыми (запасными частями) или восстановленными деталями. Опыт Калиновской мастерской Винницкой области показывает, что при использовании оборотно-комплектовочных контейнеров ремонт основных агрегатов можно осуществить с минимальной степенью разукомплектовки деталей. Перечень деталей тракторов Т-150 и Т-150К, разукомплектовывать которые не рекомендуется, приведен в таблице 4.
По номенклатуре детали подбирают, используя дефектовочно-комплектовочные ведомости, прикладываемые к контейнерам. По размерным группам в двигателях СМД-60 и СМД-62 подбирают гильзы и поршневые пальцы, по массе — шатуны, по размерам и массе — поршни и по физико-механическим свойствам — пружины. Для хранения необходимого запаса деталей участки комплектовки желательно оснащать механизированными стеллажами. На ячейках механизированных стеллажей указывают номера хранящихся в них деталей.
Сборка — наиболее ответственная и трудоемкая операция. Высококачественную сборку агрегатов можно обеспечить лишь при использовании специальных (нестандартизированных) ремонтно-технологического оборудования и оснастки.
Одним из важнейших мероприятий, повышающих качество сборки двигателей и карданных передач, является балансировка вращающихся деталей. Известно, что повышенная вибрация двигателя вызывается неуравновешенностью его вращающихся частей: коленчатого вала, маховика, детален сцепления, ротора центрифуги, турбокомпрессора, а трансмиссии — деталей карданной передачи. В результате этого наблюдаются повышенный износ и разрушение деталей (поломка коленчатого вала, обрыв маховика со сцеплением в сборе, преждевременный выход из строя карданных передач и др.). Повышенная вибрация двигателя порождает много отказов, связанных с течью радиатора, нарушением герметичности воздушного тракта, обрывом масляных трубок, креплений масляного насоса, стоек коромысел и др.
Следует иметь в виду, что повышенный уровень вибрации двигателей неблагоприятно сказывается и на состоянии здоровья механизаторов. В этой связи при ремонте двигателей СМД-60, СМД-62 и СМД-64 необходимо создать рабочие места по балансировке коленчатых валов, маховиков, хикивов, вентиляторов, деталей роторов центрифуг, турбокомпрессора, сцепления, карданных передач и двигателей в сборе.
В тракторах Т-150 и Т-150К используют прокладки из паронита (ПОН-1, ГОСТ 481—71, ТУМХП164-54Р), ПМ-606 (ГОСТ 481—71) и картона (марки А и Б, ГОСТ 9347—60). Если нет картона рекомендованных марок, для изготовления прокладок используют обычный картон с пропиткой его в моторном масле, нагретом до 80…85 °С, в течение 30 мин и последующей просушкой.
Прокладки и поверхности деталей покрывают герметиками непосредственно перед сборкой, перед нанесением герметиков поверхности деталей очищают от грязи, пыли, ржавчины и масла.
Для герметизации стыков и разъемных соединений Кироваканским государственным институтом полимерных клеев (ГИПК) разработана жидкая уплотняющая прокладка ГИПК-244. Ее изготовляют на основе бутадиена крилонитрильного каучука и целевых добавок. ГИПК-244 предназначена для разъемных соединений, эксплуатируемых в средах маслобензопродуктов, пара, воды, воздуха, инертных газов и др. Жидкую уплотняющую прокладку ГИПК-244 равномерно наносят на соприкасающиеся поверхности шпателем или шприц-пистолетом. Затем уплотняемые поверхности затягивают болтами, шпильками и винтами. Предварительная обработка поверхностей не тре-
буется. Особенно повышается долговечность и герметичность стыков при постановке прокладок и обработке их ГИПК-244 непосредственно перед установкой между сопряженными деталями.
Использование уплотняющих невысыхающих паст при ремонте позволяет устранить дефекты, связанные с подтеканием топлива и масла, а также предотвратить проникновение абразивных частиц почвы к трущимся поверхностям и сопряжениям тракторов.
Для регулировки зазоров в главной передаче используют набор приспособлений КИ-6262, КИ-6263, КИ-6264, КИ-6265, КИ-6266, КИ-6269 и КИ-6279, а осевых зазоров подшипников опорных катков — КИ-6263.32
Горизонтальный шарнир рамы следует собирать в таком порядке. Перед установкой задней опоры 2 (рис.  ее трущиеся поверхности смазывают солидолом.После установки корпуса 1 бугель 5 крепят к раме при помощи специальных гаек 6. При этом величина осевого смещения корпуса не должна превышать 2 мм. Если величина осевого смещения оказывается большей, то между корпусом и бугелем устанавливают кольцо 4 требуемой толщины. Корпус должен проворачиваться вокруг трубы горизонтального шарнира с усилием 150 Н (15 кгс), прикладываемым на плече 1 м.
ее трущиеся поверхности смазывают солидолом.После установки корпуса 1 бугель 5 крепят к раме при помощи специальных гаек 6. При этом величина осевого смещения корпуса не должна превышать 2 мм. Если величина осевого смещения оказывается большей, то между корпусом и бугелем устанавливают кольцо 4 требуемой толщины. Корпус должен проворачиваться вокруг трубы горизонтального шарнира с усилием 150 Н (15 кгс), прикладываемым на плече 1 м.
При сборке двигателя необходимо правильно расположить корпус сцепления относительно оси гнезд коренных подшипников блок-картера, иначе невозможно обеспечить надежную работу сцепления. Для этого используют приспособление, состоящее из индикаторной оправки и кондуктора, в таком порядке. На картер маховика устанавливают корпус сцепления, а индикаторную оправку крепят в ступицах ведущих дисков сцепления. При проворачивании коленчатого вала корпус сцепления, укрепленный предварительно тремя болтами, ударами молотка центрируют относительно оправки так, чтобы величина биения не превышала 0,15 мм. После этого устанавливают и затягивают остальные болты. При помощи кондуктора в картере маховика и корпусе сцепления сверлят одновременно два отверстия и устанавливают в них штифты. Таким образом блок-картер, картер маховика и корпус сцепления не будут обезличены.
В процессе эксплуатации двигателей СМД-60 и СМД-62 их корпусные детали подвергаются изменениям. Так, в картере маховика, корпусе сцепления изнашиваются отверстия под подшипники и штифты. В результате этого при ремонте возникает необходимость в восстановлении изношенных поверхностей и повторном их центрировании.
Следует иметь в виду, что у значительной части картеров маховиков и корпусов сцепления в процессе эксплуатации образуются трещины. Особенно часто они возникают в местах отверстий под болты. Такие дефекты устраняют при помощи газовой сварки, используя в качестве присадочного материала чугунные прутки (картер маховика и корпус сцепления изготовлены из серого чугуна СЧ-21-40). После сварки отверстия под болты и резьбы сверлят по кондукторам, а привалочные плоскости корпуса сцепления и картера маховика обрабатывают на плоскошлифовальных станках, снимая с них слой металла толщиной 0,4…0,9 мм. Поэтому при ремонте двигателей
СМД-60 и СМД-62 картер маховика и корпус сцепления следует подбирать один к другому так, чтобы их общая длина соответствовала размеру. Если их длина окажется менее указанного значения, то между ними или проста-вочным корпусом и корпусом сцепления устанавливают прокладку, компенсирующую снятый при шлифовании металл. Если этого не делать, то вал сцепления, длина которого остается постоянной, будет защемляться между торцами коленчатого вала двигателя и первичного вала коробки передач. В результате этого будут расплавляться упорные кольца коленчатого вала и произойдет его заклинивание.
При ремонте корпус сцепления центрируют непосредственно на конвейере при помощи ранее описанного приспособления. Перед сборкой эффективнее центрировать при помощи приспособления, разработанного кафедрой ремонта машин Украинской сельскохозяйственной академии. Такое приспособление состоит из скалки 4 (рис. ?) и центрирующей оправки 1. Корпус сцепления центрируют относительно гнезд коренных подшипников блок-картера в таком порядке.
Блок-картер устанавливают вертикально, а скалку упорными кольцами 3 и 5 укладывают в его первую и четвертую постель (упорные кольца скалки изготовлены под номинальный размер коренных опор 98 +0*025 мм). На блок-картер устанавливают проставочную пластину и картер маховика, которые крепят к нему тремя болтами. Затем на картер маховика устанавливают корпус сцепления, а на скалку — центрирующую оправку. Передвигая корпус сцепления, находят такое положение, при котором центрирующая оправка входит в отверстие под подшипник вала сцепления. В этом положении корпус сцепления крепят тремя болтами к картеру маховика. На радиальносверлильном станке сверлят отверстия под штифты увеличенного (ремонтного) размера. С блок-картера демонтируют корпус сцепления и картер маховика. Все три корпусные детали маркируют и подают на сборку (разукомплектовка их в последующем не допускается).
Главную передачу и конечные редукторы устанавливают на корпус мостов на стенде ОР-6280, а рессоры — на стенде ОР-6415.
Коробку передач с раздаточной коробкой соединяют на стенде ОР-6299, а с двигателем — на стенде ОР-6273.
Собирают трактор из агрегатов в следующем порядке. При помощи кантователя соединяют две полурамы трактора. На раму устанавливают передний и задний мосты. Кантователем раму с мостами поворачивают на 180° и устанавливают на конвейер. На раму монтируют двигатель с коробкой передач и раздаточной коробкой, ВОМ и другие агрегаты. Следует иметь в виду, что долговечность заднего моста и силового агрегата во многом зависит от правильного их расположения на раме, которое достигается при помощи приспособления, состоящего из подвижного 1 (рис. 10) и неподвижного 2 центроискателей. После укладки заднего моста в постели кронштейнов рамы подвижной центроискатель устанавливают на вал промежуточной опоры, а неподвижный болтами 3 крепят к фланцу главной передачи. Затем поочередно затягивают болты 5 и проверяют степень совпадения концов центроискателей. Их смещение в горизонтальной и вертикальной плоскостях не должно превышать 2 мм. Если смещение превышает указанную величину, то отвертывают болты 5, а затем вновь поочередно затягивая их, добиваются требуемого совмещения концов центроискателей.
Силовой агрегат крепят на раме тракторов Т-150 и Т-150К на четырех опорах (передней, двух боковых и задней). При ремонте необходимо правильно отрегулировать опоры силового агрегата. Если это не сделать, то в процессе эксплуатации корпусные детали силового агрегата (картер маховика, корпус сцепления, проставочный корпус, корпус коробки передач) разрушатся.
Регулируют опоры и устанавливают силовой агрегат на раму в следующем порядке. Опоры / и 7 (рис. 11) совместное амортизаторами
3 и защитными колпаками крепят к переднему и заднему щиту силового агрегата. Опору 7 присоединяют к заднему щиту так, чтобы его метка находилась на левой стороне по ходу трактора. После установки агрегата на раму затягивают его заднюю и боковые опоры. Опоры двигателя должны свободно устанавливаться на раму, а отверстия под болты крепления совмещаться без усилий. Образовавшийся зазор между опорными лапами передней опоры 1 и полкой рамы заполняют прокладками. Их толщина должна быть на 1,5…2,0 мм больше величины зазора. Если зазора между передними опорными лапами кронштейна и рамой нет, то следует отвернуть болты боковых опор 5 и между лапами 6 опоры и колпаками установить регулировочные прокладки до появления видимого зазора. После этого опоры регулируют, как указано ранее.
Обкатка агрегатов и тракторов. При ремонте с повышенным ресурсом обкатке, кроме двигателя, подвергают коробку передач с раздаточной коробкой, ведущие мосты, редукторы ВОМ и трактор.
Двигатель обкатывают на стенде КИ-5274 в соответствии с РТМ 70.0001.078—77 «Обкатка и испытание тракторных и комбайновых дизелей на ремонтных предприятиях Госкомсельхозтехники», М., 1977.
Для сокращения продолжительности обкатки и повышения качества приработки горячую обкатку двигателей СМД-60 и СМД-62 рекомендуется проводить с добавлением к топливу присадки АЛП-2. При сгорании присадка превращается в камере сгорания в твердые окислы алюминия с размерами частиц 2…3 мкм, которые, попадая между деталями цилиндро-поршневой группы, действуют как притирочная паста. В результате этого повышается качество приработки шатунно-поршневой группы, на 30% сокращается продолжительность обкатки, снижается угар картерной смазки.
Агрегаты шасси обкатывают без нагрузки. Коробку передач с раздаточной коробкой обкатывают на стенде КИ-6391, ведущие мосты — на стенде КИ-6390, а редукторы ВОМ — на стенде КИ-6392. Трактор Т-150К обкатывают на стенде КИ-6393, а трактор Т-150 — на стенде 92178.
На ремонтных заводах для лучшего качества обкатки двигателей СМД-60 и. СМД-62 при обкатке применяют проточноциркуляционную систему смазки, централизованные системы охлаждения и питания.
Качество обкатки агрегатов шасси будет также выше, если их подключить к системе централизованной заправки и очистки масла.
Система включает в себя масляный бак 1 (рис. 12), насос 2, фильтр 3, магнитный уловитель 4 продуктов износа и стружки, трубопроводы
5 и 6, обкаточный стенд 7, маслозаправочную колонку 8 и воронки 11. Для заправки масло насосом подается из бака по нагнетательному трубопроводу и фильтру, поступает в заправочную колонку, а затем в обкатываемый агрегат. После обкатки масло через воронки и сливной трубопровод направляется к магнитному фильтру, а из него поступает в бак.
Фильтр представляет собой три последовательно включенные центрифуги. Такая система полностью очищает масло от загрязнений, продуктов износа и стружки. В результате этого повышается качество обкатки, а срок службы масла увеличивается в 2,0…2,5 раза.
Послеремонтная техническая диагностика. Диагностирование тракторов для проверки качества их ремонта — важная заключительная операция технологического процесса ремонта. В процессе диагностирования проверяют параметры и показатели, которые характеризуют качество ремонта: степень уравновешенности и вибрации механизмов, герметичность систем охлаждения, смазки, надежность крепления составных частей, правильность регулировок и функционирования органов управления, электрооборудования, звуковой сигнализации; контролируют параметры, характеризующие технические (паспортные) данные трактора: мощность, удельный расход топлива и др.
Диагностирование проводят в следующем порядке.
Внешним осмотром проверяют комплектность и общее состояние трактора. Манометром НИИАТ-458 контролируют давление в шинах, осмотром проверяют надежность крепления составных частей трактора на раме и герметичность уплотнений систем смазки, охлаждения, питания, гидросистем коробки передач, ВОМ и механизма навески.
Манометрами проверяют давление масла в главной магистрали двигателя, турбокомпрессора и коробки передач.
В процессе прогрева механизмов трактора контролируют температуру охлаждающей жидкости и масла. По общему уровню шума и вибраций оценивают правильность сборки трактора.
Проверяют техническое состояние и функционирование приборов освещения, звуковой сигнализации и электрооборудования.
Контролируют общее техническое состояние всережимного регулятора, тяговое усилие (эффективную мощность двигателя), массовый и удельный расход топлива, тормозные моменты и одновременность срабатывания тормозов, тяговое усилие на штоке гидроцилиндра механизма навески.
Контролируют эти показатели на стендах КИ-8927 (для трактора Т-150К) и КИ-4935 (для трактора Т-150).
Перед диагностированием трактор Т-150К устанавливают поочередно (задними, передними) колесами на приводной блок, который через редуктор соединен с электромашиной.
При определении мощностных и экономических показателей диагностируемого двигателя электромашина в стендах КИ-8927 и КИ-4935 работает в генераторном режиме, а при запуске, прокручивании и при скоростных режимах — в режиме двигателя.
После стендовых испытаний при помощи устройства КИ-4870 проверяют герметичность воздушного тракта двигателя, а секундомером и автостетоскопом — продолжительность вращения ротора центробежного насоса.
Укрупненная маршрутная технология послеремонтной диагностики тракторов Т-150 и Т-150К приведена в таблице 9.
Окраска. При ремонте машин окраска является заключительной операцией. Окраска защищает отремонтированные тракторы от воздействия внешней среды и придает им хороший товарный вид. Технологический процесс окраски тракторов включает в себя удаление с поверхности агрегатов и деталей различных загрязнений, в том числе старой краски и ржавчины, подготовку поверхностей под окраску, нанесение лакокрасочных покрытий и их сушку.
Загрязнения с поверхностей тракторов, их агрегатов и корпусных деталей удаляют в процессе очистки, а старую краску и ржавчину — вывариванием в машине АКТБ-142. Перед окраской подготовляют наружные поверхности агрегатов, кабин и оперения. Поверхности агрегатов и тракторов, подлежащие окраске, обезжиривают в окрасочной камере при помощи моечной машины ОМ-ЗЗбО или ОМ-5285.
Если требуется удалить старую краску лишь на отдельных участках, то для этого применяют химические препараты (смывки) АФТ-1 и СД, которые наносят на поверхности деталей и агрегатов пистолетами распылителями или щетками.
Ржавчину на отдельных участках удаляют металлическими щетками и шкурками илн раствором ортофосфорной кислоты.
Наиболее целесообразно для удаления ржавчины использовать ее преобразователи ПТ-1, ВА-0112, ВА-01-ГИСИ и ПТ-1.
Преобразователь ржавчины П-1Т применяют только для подготовки поверхностей под окраску, а грунты-преобразователи ВА-0112 и ВА-01-ГИСИ используют как для этих целей, так и в качестве первого грунтовочного слоя.
Неокрашиваемые поверхности изолируют при помощи заглушек, полиэтиленовых пленок и смазок. Изолируют перед окраской стекла кабин, дверей, фар, плафоны, фонари, щитки с приборами, штоки цилиндров и резьбовые части раскосов навески, фирменные н инструкционные таблички.
Наружные поверхности трактора рекомендуется окрашивать эмалью в два слоя по грунту, а расположенные под облицовкой — в один слой по грунту.
Перед окраской поверхности агрегатов, кабин и оперения грунтуют и сушат, а затем окрашивают синтетическими эмалями ПФ-133, ПФ-П5, ХВ-113, МЛ-12, АС-150 и др. (табл. 11).
Лакокрасочные материалы рекомендуется наносить при помощи аппарата безвоздушного распыления «Факел-3».
По сравнению с пневматическим безвоздушный способ не только повышает качество окраски, но позволяет экономить 30 % лакокрасочных материалов.
Для окраски агрегатов и тракторов в сборе используют окрасочные комплексы.
Комплекс для окраски агрегатов состоит из окрасочной (ПЛ-21375) и сушильной (ПЛ-10252) камер. Перемещают агрегаты через камеры подвесным конвейером ГН-160Р, который одновременно служит накопителем.
Окончательно окрашивают тракторы в сборе в другом комплексе, состоящем из окрасочной (ПЛ-21388) и сушильной (ПЛ-12142) камер. Трактор в камеры подают при помощи конвейера.
Источник: http://www.k700.biz
Обсудить на форуме
| Автор(ы): | Малахов В. С., Мудрук А. С., Кривенко П. М.
14.06.2011 |
| Год изд.: | 1982 |
| Описание: | В сельское хозяйство поступает все большее количество высокопроизводительных машин, в том числе гусеничных тракторов Т-150 и колесных Т-150К. В книге рассмотрена прогрессивная технология ремонта тракторов T-150 и T-150K, приведены данные об оборудовании и приспособлениях. Освещены достижения передовых ремонтных предприятий в области технологии ремонта тракторов этих марок. Книга предназначена для работников ремонтного производства и механизаторов сельского хозяйства. |
| Оглавление: |
Предисловие [3] |
| Формат: | djvu |
| Размер: | 3039884 байт |
| Язык: | РУС |
| Рейтинг: |
1198
|
 Книга: Ремонт коробки передач трактора Т-150К
Книга: Ремонт коробки передач трактора Т-150К
Автор: Макаренко Н. Г.
Год: 2003
Издательство: Украгрозапчасть
Страниц: 103
Язык: русский
Описание: Данное пособие содержит описание условий, необходимых для безотказной работы коробок передач тракторов серии Т-150К и перечень операций по обнаружению и устранению неисправностей во время их эксплуатации и при ремонте. Приводятся приемы пользования диагностическими приборами для определения технического состояния механизмов, узлов и агрегатов их гидравлических систем. Подробно описывается снятие силового агрегата с трактора, проведение разборочно-сборочных и регулировочных операций коробки передач. Дефектация деталей дополняется предельными зазорами или натягами между ними при установке новых или бывших в эксплуатации деталей. Кроме того, в издании приводится каталог деталей и сборочных единиц коробки передач и раздаточной коробки. Приведенные в этом пособии рекомендации по поддержанию исправного состояния коробок передач Т-150К позволяют значительно увеличить период их безотказной работы, а в случае возникновения какой-либо неисправности легко ее определить и быстро устранить, что в значительной степени сокращает период простоя трактора. Книга предназначена для всех трактористов и инженерно-технических работников, занимающихся эксплуатацией и обслуживанием тракторов серии Т-150К и их модификаций, а также может быть полезно при подготовке специалистов данной квалификации.

На нашем сайте вы можете скачать книгу «Ремонт коробки передач трактора Т-150К» Макаренко Н. Г. бесплатно и без регистрации, или купить книгу в интернет-магазине.
-
Год:
1983
-
Страниц:
311
-
Язык:
русский
-
Размер:
22,5 Мб
-
Категории:
ХТЗ Т-150К
Трактор ХТЗ Т-150К производился ТЗ Харькова некоторое время назад, сегодня он заменен моделью ХТЗ-17221, которая отличается нюансами кабины и характеристиками шин. Поэтом предлагаемое руководство, выпущенное в 1983 до сих пор актуально.