Утвержден
на пятьдесят втором заседании
Совета по железнодорожному транспорту
14 мая 2010 года
Согласовано
Комиссией Совета по железнодорожному транспорту
полномочных специалистов вагонного хозяйства
железнодорожных администраций
Протокол
от 27 — 29 января 2010 г.
РУКОВОДЯЩИЙ ДОКУМЕНТ
РЕМОНТ ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ МОДЕЛИ 18-100
С УСТАНОВКОЙ ИЗНОСОСТОЙКИХ ЭЛЕМЕНТОВ В УЗЛАХ ТРЕНИЯ
РД 32 ЦВ 072-2009
Предисловие
1. Разработан Проектно-конструкторским бюро вагонного хозяйства (ПКБ ЦВ) филиал ОАО «РЖД»
Ответственный за выпуск: Пашарин С.И.
Внесен Дирекцией Совета по железнодорожному транспорту государств-участников Содружества.
2. Принят Комиссией Совета по железнодорожному транспорту полномочных специалистов вагонного хозяйства железнодорожных администраций Протокол от 27 — 29 января 2010 г.
3. Введен в действие 1 июля 2010 года.
4. Взамен РД 32 ЦВ 072-2004 Руководящий документ «Инструкция по ремонту тележек грузовых вагонов модели 18-100 с установкой износостойких элементов в узлах трения».
Настоящий Руководящий документ не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания на территории Российской Федерации без разрешения ОАО «РЖД».
1. Общие положения
1.1. Настоящее «Руководство по ремонту тележек грузовых вагонов модели 18-100 с установкой износостойких элементов в узлах трения» (далее — Руководство) предназначено для применения при плановых видах ремонта на вагоноремонтных предприятиях в части ремонта и восстановления надрессорных балок, боковых рам, фрикционного узла гасителей колебаний, корпусов букс.
Техническое обслуживание и ремонт тележек должны производиться на вагоноремонтных предприятиях, имеющих соответствующее оборудование, квалифицированный персонал и имеющих право на проведение указанных работ.
На железных дорогах стран СНГ, Латвии, Литвы, Эстонии технологии обслуживания и ремонта тележек на вагоноремонтных предприятиях устанавливаются компетентными органами железнодорожных администраций. Изготовление и сборка тележки и ее узлов регламентируется технологическими процессами этих предприятий, техническими требованиями, предъявляемыми к тележкам при изготовлении и другой действующей нормативной документацией.
1.2. Руководство определяет нормы и требования, которым должны удовлетворять тележки с увеличенным межремонтным пробегом, с установленными износостойкими элементами по проекту М 1698 ПКБ ЦВ или восстановленные износостойкой наплавкой по технологическим инструкциям, разработанным или согласованным ВНИИЖТ и утвержденным в установленном порядке при выпуске вагонов из капитального и деповского ремонтов.
1.3. Износостойкие элементы по проекту М 1698 ПКБ ЦВ, применяемые при ремонте тележек с увеличенным пробегом: клин фрикционный чугунный чертеж М 1698.00.002; планка фрикционная неподвижная толщиной 10 мм чертеж М 1698.02.001; планка подвижная толщиной 6 мм чертеж М 1698.02.004; прокладка в подпятник чертеж М 1698.01.005; прокладка сменная чертеж М 1698.02.100 СБ на опорную поверхность буксового проема боковой рамы (чертеж 100.00.002-1 или чертеж 100.00.002.-2) прокладка сменная чертеж М 1698.03.100 СБ на опорную поверхность буксового проема боковой рамы (чертеж 100.00.002-3, 100.00.002-4 или чертеж N 578.00.019-0) — должны изготавливаться в соответствии с ТУ 32 ЦВ 2459-2007 ПКБ ЦВ ОАО «РЖД» «Износостойкие элементы для установки в узлы тележки типа 2 грузовых вагонов»; ТУ 3183-234-011124323-2007 «Клин фрикционный из серого чугуна для тележек грузовых вагонов».
1.4. Ремонт тележек с установкой износостойких элементов должен производиться одновременно на обеих тележках вагона.
1.5. На основании требований настоящего Руководства на всех вагоноремонтных предприятиях, производящих ремонт с установкой износостойких элементов, должен быть разработан местный технологический процесс.
1.6. Осмотр, освидетельствование и ремонт колесных пар производить в полном соответствии с требованиями «Инструкции по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар» ЦВ/3429.
1.7. Осмотр и ревизию буксовых узлов колесных пар производить в соответствии с требованиями «Инструктивных указаний по эксплуатации и ремонту вагонных букс с роликовыми подшипниками» 3-ЦВРК.
1.8. Отремонтированное тормозное оборудование должно соответствовать требованиям, изложенным в «Инструкции по ремонту тормозного оборудования вагонов» ЦВ-ЦЛ-945.
1.9. Тележка модели 18-100 комплексно модернизированная с установкой износостойких элементов компании «А. Стаки» США и колесных пар с ремонтным профилем ИТМ-73 по проекту С 03.04 Киевского ПКТБ по вагонам, ремонтируется в соответствии с «Инструкцией по деповскому ремонту и эксплуатации тележек грузовых вагонов модели 18-100, модернизированных с установкой элементов компании «A.STUSKI» и колесных пар с нелинейным (ремонтным) профилем колес ИТМ-73″ и «Инструкцией по комплексной модернизации тележек грузовых вагонов с использованием износостойких элементов и колес с ремонтным профилем ИТМ-73».
Смешанная установка износостойких элементов, изготовленных по проектам М 1698 и С 03.04 не допускается.
1.10. Настоящий Руководящий документ «Ремонт тележек грузовых вагонов модели 18-100 с установкой износостойких элементов в узлах трения» РД 32 ЦВ 072-2009 вводится взамен Руководящего документа «Инструкция по ремонту тележек грузовых вагонов модели 18-100 с установкой износостойких элементов в узлах трения» РД 32 ЦВ 072-2004.
2. Организация ремонтных работ
2.1. Настоящее Руководство предусматривает организацию работ, при которой обеспечивается высококачественный ремонт литых деталей и узлов тележки модели 18-100 с установкой износостойких элементов по проекту М 1698 ПКБ ЦВ.
2.2. Ремонту с установкой износостойких элементов или износостойкой наплавкой подлежат следующие узлы и детали:
— подпятник надрессорной балки;
— наклонные плоскости надрессорной балки;
— опорные и упорные поверхности буксовых проемов боковых рам тележки;
— фрикционный узел гасителя колебаний тележки: фрикционный клин и составная фрикционная планка;
— корпус буксы.
2.3. Надрессорные балки и боковые рамы тележки модели 18-100 после обмывки, очистки от загрязнений, остатков перевозимого груза и разборки тележки подлежат ремонту.
2.4. Ремонт с установкой износостойких элементов литых деталей тележки производится на специально оборудованном участке. Рекомендуемый Перечень технологической оснастки и оборудования приведен в Приложении А.
Вагоноремонтное предприятие может использовать сварочное и механообрабатывающее оборудование, из имеющегося в наличии, обеспечивающее выполнение технологических операций в полном объеме.
2.5. На участке ремонта должны быть выделены рабочие места для выполнения:
— дефектации неразрушающими методами контроля боковых рам и надрессорных балок тележки;
— сварочных и наплавочных работ на надрессорных балках и боковых рамах тележки;
— механической обработки на станочном оборудовании;
— клепальных работ при постановке фрикционных планок;
— слесарных работ.
2.6. На рабочих местах контроль выполненных работ осуществляется исполнителем, мастером, инспектором-приемщиком на вагоноремонтном заводе или приемщиком вагонов в вагонном депо.
2.7. На каждом рабочем месте на участке ремонта тележек модели 18-100 должна быть соответствующая выписка из Технологического процесса выполнения ремонтных работ.
2.8. Перечень нормативной и технической документации, используемой в Руководстве приведен в Приложении Б.
3. Охрана труда
3.1. Организация рабочих мест на участке ремонта тележек, выполнение всех видов работ, а также требования по охране труда исполнителей должны соответствовать «Правилам по охране труда при техническом обслуживании и ремонте грузовых вагонов и рефрижераторного подвижного состава ПОТ РО 32 ЦВ 400-96» в вагонных депо.
3.2. Для всех видов работ при ремонте тележки должны быть разработаны местные инструкции по охране труда с учетом ПОТ РО 32ЦВ-400-96, государственных стандартов, отраслевых стандартов и СНиПов. При ремонте тележек должны выполняться требования ГОСТ 12.3.002.
При техническом обслуживании и плановых видах ремонта тележек грузовых вагонов должны соблюдаться «Правила по охране труда при техническом обслуживании и ремонте грузовых вагонов в вагонном хозяйстве железных дорог» N 1063 р от 26.05.2006.
3.3. Проходы и транспортные проезды должны быть свободными и иметь полосы безопасности.
3.4. Мастера и бригадиры, ответственные за выполнение требований по охране труда, обязаны лично проводить очередной и внеочередной инструктажи работников участка по технике безопасности с показом безопасных приемов работы.
3.5. Запасные части и материалы доставлять на производственный участок в производственной таре, отвечающей требованиям ГОСТ 12.3.010, а перемещать грузы должны в соответствии с требованиями ГОСТ 12.3.020
3.6. Применяемые при ремонте приспособления, инструмент, механизмы должны быть исправны. При выполнении наплавочных и сварочных работ применять средства индивидуальной защиты ГОСТ 12.4.011, ГОСТ 27574 и ГОСТ 27575.
3.7. При выполнении наплавочных и сварочных работ должны соблюдаться требования ГОСТ 12.3.003, ГОСТ 12.1.004.
3.8. Приточно-вытяжная вентиляция, вентиляционные установки участка ремонта тележек должны соответствовать требованиям ГОСТ 12.4.021, а также состояние воздушной среды на производственных участках должно соответствовать требованиям ГОСТ 12.1.005.
3.9. Мероприятия по ограничению шума должны отвечать требованиям ГОСТ 12.1.003.
4. Ремонт надрессорной балки
4.1. Ремонт подпятника надрессорной балки.
4.1.1. После определения объема ремонта все дефекты подпятника надрессорной балки должны быть устранены.
При плановых видах ремонта разрешается заваривать трещины в подпятнике надрессорной балки. Суммарная длина трещин в подпятнике допускается не более 250 мм, если трещины кольцевые прерывистые, расположенные в разных секторах, на расстоянии от центра не ближе 80 мм.
Ранее установленные в подпятник износостойкие кольца (полукольца) удалить станочной обработкой.
Диаметр подпятника определять от верхней горизонтальной поверхности наружного бурта на глубине 10 мм с учетом конусности 1:12,5 (4 градуса 36 минут).
+1,5
Подпятник с диаметром 302,5 мм не требует ремонта.
Контроль диаметра подпятника надрессорной балки производить штангенциркулем ШЦ-III-400-0,1 ГОСТ 166-89.
Контроль глубины подпятника надрессорной балки производить штангеном подпятника проект Т914.06 ПКБ ЦВ рисунок 4.1.
4.1.2. У надрессорной балки, изготовленной до 1986 г. с глубиной
+1
подпятника 25 мм изношенные опорная поверхность, наружный и внутренний
-2
бурты подпятника восстанавливают согласно «Инструкции по сварке и наплавке
при ремонте грузовых вагонов» и разработанной ВНИИЖТ Инструкцией
ТИ-05-01-06/НБ износостойкой наплавкой с обеспечением твердости 240 … 300
НВ, с последующей станочной обработкой подпятника до чертежных размеров с
обеспечением конусности внутренней поверхности наружного бурта 1:12,5 и
+1,5
диаметром 302,5 мм на глубине 10 мм.
4.1.3. У надрессорной балки, изготовленной с 1986 г., с глубиной
+1
подпятника 30 мм с изношенными опорной поверхностью, наружным и
-2
внутренним буртами подпятника, наружный и внутренний бурты наплавляют
износостойкой наплавкой согласно «Инструкции по сварке и наплавке при
ремонте грузовых вагонов» и ТИ-05-01-06/НБ с обеспечением твердости 240 …
300 НВ.
Подпятник растачивается на глубину 36 +/- 1 мм с обеспечением
конусности внутренней поверхности наружного бурта 1:12,5 и диаметром
+1,5
302,5 мм на глубине 10 мм.
На станочно обработанную плоскую опорную поверхность подпятника
устанавливается прокладка по чертежу М 1698.01.005 диаметром 298 мм.
-1,3
4.1.4. При поступлении надрессорной балки с установленной ранее прокладкой, подпятник с глубиной 36 +/- 1 мм, имеющий износы на наружном и внутреннем буртах, выработки наружного бурта от прокладки, наплавляются согласно «Инструкции по сварке и наплавке при ремонте грузовых вагонов» и ТИ-05-01-06/НБ износостойкой наплавкой с обеспечением твердости 240 … 300 НВ с последующей станочной обработкой согласно чертежа М 1698.01000 СБ и обеспечением конусности внутренней поверхности наружного бурта 1:12,5 с последующей постановкой прокладки по чертежу М 1698.01.005.
Рисунок 4.1. Схема контроля глубины подпятника штангеном
подпятника Т 914.06000 ТУ 32 ЦВ 2022-95 <*>
———————————
<*> Рисунок не приводится.
┌───┬────────────────────┬───────────┬────────────┬───────────────────────┐
│ N │ Наименование │Обозначение│Нормативные │ Средство контроля │
│п/п│ параметра │ │ параметры │ │
├───┼────────────────────┼───────────┼────────────┼───────────────────────┤
│1 │Глубина подпятника, │м │ + 1 │Штанген подпятника │
│ │мм │ │ 25 │Т 914.06.000 │
│ │ │ │ — 2 │ТУ 32 ЦВ 2022-95 │
│ │ │ │ │ │
│ │ │ │ + 1 │ │
│ │ │ │ 30 │ │
│ │ │ │ — 2 │ │
├───┼────────────────────┼───────────┼────────────┼───────────────────────┤
│2 │Диаметр подпятника, │и │ + 1,5│Штангенциркуль │
│ │мм │ │ 302,5 │ШЦ-III-400-0,1 │
│ │(на глубине 10 мм) │ │ │ГОСТ166-89 │
├───┼────────────────────┼───────────┼────────────┼───────────────────────┤
│3 │Конусность упорной │ │ │Калибр для контроля │
│ │поверхности │ │ │конусности упорной │
│ │подпятника │ │ │поверхности подпятника │
│ │1:12,5 (уклон 1:25) │ │ │1:12,5 │
│ │ │ │ │Т 1352.001 ПС │
├───┼────────────────────┼───────────┼────────────┼───────────────────────┤
│4 │Наружный диаметр │к │ 77 │Штангенциркуль │
│ │внутреннего бурта, │ │ — 0,74│ШЦ-III-400-0,1; │
│ │мм │ │ │ШЦ-I-125-0,1 │
│ │ │ │ │ГОСТ166-89 │
└───┴────────────────────┴───────────┴────────────┴───────────────────────┘
4.1.5. Оставшаяся толщина опорной поверхности подпятника не менее 18 мм определяется ультразвуковыми толщиномерами типа УТ-93П, А 1207, А 1208, ТУЗ-1, ТУЗ-2 и других типов.
4.1.6. При станочной обработке подпятника в месте сопряжения наружного бурта с плоской опорной поверхностью подпятника должна быть обеспечена галтель радиусом 3… 4 мм. Отсутствие галтели не допускается.
4.1.7. Прокладка (диск) по чертежу М 1698.01.005 диаметром 298 мм
-1,3
свободно устанавливается фаской вниз на опорную поверхность подпятника
надрессорной балки, изготовленной после 1986 года и расточенной на глубину
36 +/- 1 мм. Допускается постановка прокладки с суммарным износом по
толщине до 2 мм, но не более 1,5 мм на сторону.
4.1.8. Внутренний бурт подпятника восстанавливается наплавкой до чертежных размеров. Разрешается производить ремонт отверстия подпятника под шкворень с восстановлением внутреннего бурта постановкой втулки с приваркой ее по наружному периметру сплошным швом в соответствии с требованиями ТК-231.
Верхняя кромка внутреннего бурта или втулки должна располагаться от плоской опорной поверхности на высоте:
+1 +1
— 5 мм у подпятника глубиной 25 или 30
-2 -2
— 11 мм у подпятника расточенного на глубину 36 +/- 1 мм.
4.1.9. За базовую поверхность надрессорной балки при установке на станок принимать опорные поверхности, которыми надрессорная балка опирается на пружины рессорных комплектов.
4.1.10. При подкатке тележки под вагон в подпятник закладывается весом до 100 г одна из смазок: графитовая ГОСТ 3333-80, солидол ГОСТ 1033-79 с добавкой графита смазочного ГОСТ 8295-73.
4.2. Ремонт наклонных плоскостей надрессорной балки.
4.2.1. Планки, ранее приваренные на наклонных плоскостях, удалить на станке. Наклонные плоскости с удаленными планками или изношенные восстанавливают износостойкой наплавкой с обеспечением твердости 240 … 300 НВ, согласно «Инструкции по сварке и наплавке при ремонте грузовых вагонов» и ТИ-05-01-06/НБ с последующей станочной обработкой до чертежных размеров. Износ наклонных плоскостей определяют шаблоном НП Т914.05 ПКБ ЦВ.
При всех видах ремонта разрешается:
— заварка трещин в углах между ограничительными буртами и наклонной плоскостью;
— наплавка изношенных буртов при оставшейся толщине не менее 10 мм;
— наплавка или приварка упорных ребер;
— заварка продольных трещин наклонной плоскости, не выходящих на ограничительные бурты.
4.2.2. Оставшаяся толщина наклонных поверхностей надрессорной балки не менее 7 мм определяется ультразвуковыми толщиномерами типа УТ-93П, А 1207, А 1208, ТУЗ-1, ТУЗ-2 и других типов.
4.3. Ремонт скользунов надрессорной балки.
4.3.1. Колпак скользуна снимают при ремонте. Неисправный прилив (опора)
для колпака скользуна согласно «Инструкции по сварке и наплавке при ремонте
грузовых вагонов» ремонтируют сваркой, а с изломами — приваркой новой
части. Изношенную поверхность прилива для колпака скользуна восстанавливают
наплавкой с последующей станочной обработкой до чертежных размеров. Высота
прилива (опоры) для колпака скользуна после станочной обработки
определяется расстоянием от нижней плоскости надрессорной балки до верхней
опорной поверхности скользуна, должна быть 315 мм.
-6
4.3.2. При капитальном ремонте устанавливают новые колпаки скользунов по чертежам ПКБ ЦВ ОАО «РЖД» М 1698.01.100 СБ с прокладкой М 1698.01.102 с твердостью 270 … 370 НВ.
При деповском ремонте допускается повторная установка колпаков скользунов по чертежу М 1698.01.100 СБ с неравномерным максимальным износом плоской опорной поверхности до 2 мм.
При износе более 2 мм колпак скользуна заменить новым.
5. Ремонт узла «Клин-фрикционная планка»
рессорного комплекта
5.1. Установка составных фрикционных планок.
5.1.1. Фрикционные планки толщиной 16 мм заменяют на составные, состоящие из планки неподвижной толщиной 10 мм чертеж М 1698.02.001 и планки подвижной толщиной 6 мм чертеж М 1698.02.004.
5.1.2. При установке и креплении планки неподвижной чертеж М
1698.02.001, отверстия в боковой раме под заклепки должны быть диаметром
+0,84
21 мм. Планки крепятся заклепками с потайной головкой диаметром 20 мм
по ГОСТ 10300-80. Для крепления фрикционной планки толщиной 10 мм длина
заклепки 58 мм. Усилие горячей клепки должно быть не менее 25 тс.
Температура нагрева заклепки должна быть в пределах 1050 … 1100 °С.
Неподвижные фрикционные планки в вертикальной плоскости должны быть не параллельны, расстояние между планками книзу должно увеличиваться, причем каждая фрикционная планка должна иметь отклонение книзу в пределах от 2 до 5 мм. Фрикционные планки, приклепанные к площадкам, должны быть плотно притянуты к ним, при этом допускается:
— между сопрягаемыми поверхностями (в промежутках между заклепками) местные неплотности не более 1 мм;
— в зоне головок заклепок местный зазор на 1/3 окружности головки заклепки, при проверке которого щуп 1 мм не должен доходить до стержня заклепки;
Заклепки не должны выступать за рабочую поверхность планки. При наличии выступа его следует зачистить заподлицо с поверхностью планки.
5.1.3. При деповском ремонте допускается установка неподвижных планок с износом 1,5 мм по толщине со стороны ее взаимодействия с подвижной планкой.
Не допускается постановка неподвижной планки, имеющей механические повреждения, трещины, отколы, изгибы.
Неподвижные фрикционные планки толщиной 10 мм с одной и более ослабленными заклепками переклепываются.
5.1.4. Подвижная планка толщиной 6 мм чертеж М 1698.02.004 или чертеж М 1698.02.003, имеющая механические повреждения, трещины, отколы, суммарный износ по толщине более 2 мм или более 1,5 мм на сторону, заменяется при ремонте на новую планку.
5.1.5. При капитальном ремонте неподвижные и подвижные планки заменяют на новые.
5.2. Фрикционные клинья устанавливают чугунные чертеж М 1698.00.002. При деповском ремонте допускаются суммарные износы наклонной и вертикальной плоскостей клина не более 3 мм или не более 2 мм одной из сторон. При капитальном ремонте клинья заменяют на новые.
6. Ремонт боковой рамы
6.1. Упорные поверхности боковой рамы в буксовом проеме подлежат восстановлению при плановых видах ремонта до чертежных размеров.
6.2. Не допускается ремонт боковой рамы, у которой в буксовом проеме опорная поверхность имеет местный, канавкообразный износ более 2 мм в тело рамы (максимальная ширина канавки 20 мм, максимальная длина канавки равна ширине опорной поверхности).
6.3. Изношенные вертикальные направляющие плоскости в буксовом проеме
(упорные поверхности) восстанавливаются износостойкой наплавкой с
обеспечением твердости 240 … 300 НВ с последующей станочной обработкой до
+3
чертежных размеров (335 мм).
+4
6.4. При комплектации тележек новыми боковыми рамами приливы на опорных плоскостях в буксовых проемах обработать на станке до остаточной высоты не более 3 мм. У ремонтируемых боковых рам приливы в буксовых проемах обработать на станке на максимальную величину износа. При этом остаточная высота приливов должна быть не более 3 мм. Проникновение инструмента в тело боковой рамы не допускается. Прокладки сменные установить в обоих буксовых проемах. На опорные поверхности с высотой приливов не более 3 мм в буксовые проемы боковой рамы черт. 100.00.002-1 или 100.00.002.-2 установить прокладки сменные черт. М 1698.02.100 СБ, а на боковую раму черт. 100.00.002-3, черт. 100.00.002.-4 или черт. N 578.00.019-0 установить прокладки сменные черт. М 1698.03.100 СБ.
6.5. При поступлении в ремонт боковых рам, на опорных поверхностях которых в буксовых проемах были установлены прокладки сменные по черт. М 1698.02.100 СБ или М 1698.03.100 СБ, прокладки снимают, боковые рамы дефектоскопируют. При деповском ремонте на исправные боковые рамы устанавливают прокладки сменные, не имеющие трещин, механических повреждений, отколов. Допускается постановка прокладки с износом пластины не более 2 мм. При капитальном ремонте на опорные поверхности устанавливают новые прокладки сменные по черт. М 1698.02.100 СБ или М 1698.03.100 СБ.
6.6. При поступлении в ремонт боковых рам, изготовленных по чертежам УВЗ 100.00.002-3 и 100.00.002-4 с приваренными планками на опорных поверхностях, планки удаляют на станке и после дефектоскопирования боковых рам на их опорные поверхности устанавливают сменные прокладки.
6.7. Неровности в переходе от обработанной поверхности к необработанной по радиусу 55 мм необходимо зачистить.
6.8. Для установки на боковую раму износостойкую прокладку плотно прижимают к опорной поверхности с помощью струбцины или специального приспособления. Более длинные лапки корпуса прокладки располагают против технологических отверстий на стенках боковой рамы. Указанные «лапки» сгибают на цилиндрической оправке (монтировке) и затем заправляют в технологические отверстия ударами молотка. Короткие «лапки» корпуса загибают по полке боковой рамы ударами молотка через оправку. После загиба «лапок» перемещения прокладки вдоль боковой рамы должны быть не более +/- 10 мм, а поперек боковой рамы не более +/- 5 мм.
6.9. При плановых ремонтах грузовых вагонов для инструментального обмера боковых рам тележек прокладки сменные, установленные в буксовых проемах рам, снимаются.
Повторная установка прокладок сменных не допускается при наличии:
— трещин на корпусе прокладки или на износостойкой пластине;
— отколов на износостойкой пластине;
— трещин сварного шва между износостойкой пластиной и корпусом прокладки;
— неравномерного износа опорной поверхности износостойкой пластины относительно неизношенной ее части поверхности более 2 мм;
6.10. Тележки, оборудованные износостойкими прокладками, должны взаимодействовать с корпусами букс, восстановленными до чертежных размеров.
6.11. Перед началом клепальных работ поверхность боковой рамы,
прилегающая к поверхности фрикционной планки, допускается зачистить
шлифовальной машинкой, для обеспечения плотного прилегания фрикционной
планки к привалочной поверхности. Обработанная поверхность должна
_______
соответствовать /Ra 12,5 и уширение в нижней части каждой привалочной
поверхности от 2 до 5 мм. Размеры проема в верхней части должны быть
668 мм.
-6
6.12. Комплектация тележек одного вагона, производится боковыми рамами со сменными прокладками во всех буксовых проемах при обработанной высоте прилива не более 3 мм.
6.13. При плановых видах ремонта в узел подвески тормозного башмака установить новые волокнитовые или фенопластовые втулки диаметром (45, 46 и 47 мм) в зависимости от внутреннего диаметра кронштейна на боковой раме.
7. Ремонт корпусов букс
7.1. Изношенные корпуса букс при плановых видах ремонта восстанавливаются согласно «Инструкции по сварке и наплавке при ремонте грузовых вагонов» и ТИ-05-02/01Б до чертежных размеров.
8. Измерение и определение размеров для выполнения
наплавочных работ и механической обработки
8.1. После ремонта тележек грузовых вагонов модели 18-100 с постановкой износостойких элементов производятся дополнительные измерения:
— корпуса буксы после ремонта;
— мест постановки износостойких деталей в подпятнике и на наклонных плоскостях надрессорной балки;
— мест постановки фрикционных планок;
— мест постановки прокладок сменных.
8.2. Для измерения подпятника надрессорной балки применяются штанген подпятника Т 914.06000 ТУ 32 ЦВ 2022-95, штангенциркуль ШЦ-III-400-0,1, ШЦ-I-125-0,1 ГОСТ166-89.
8.3. Контроль длины опорных поверхностей призмы надрессорной балки и контроль углов наклона боковых поверхностей призм выполняется шаблоном НП Т 914.05000 ТУ 32 ЦВ 2021-95.
8.4. Контроль размера между направляющими буртами призмы выполняется шаблоном Т 914.007 ТУ 32 ЦВ 2023-95 или штангенциркулем ШЦ-1-400-0,1 ГОСТ 166-89.
8.5. Проверка износов подвижных и неподвижных фрикционных планок рессорного комплекта производится на плите поверочной ГОСТ 10905-86, комплектом щупов ТУ 2-034-0221197-011-91, линейкой.
8.6. Контроль размера между фрикционными планками, уширения и износ неподвижных фрикционных планок определяется штангеном ФП Т 914.02000 ТУ 32 ЦВ 2019-95.
8.7. Плотность прилегания неподвижных фрикционных планок проверяется с помощью набора щупов N 4 ТУ 2-034-0221197-011-91.
8.8. Длина основания фрикционного клина определяется при помощи шаблона Т 914.09000 ТУ 32 ЦВ 2430-96. Этим же шаблоном определяется величина угла 45° наклонной плоскости.
8.9. Измерение высоты прилива и канавкообразный износ боковой рамы в буксовом проеме производится штангенциркулем ШЦ-1-125-0,1 ГОСТ 166-89.
8.10. Измерение наплавленных мест корпуса буксы до и после ремонта производится шаблоном Т 1328 ПКБ ЦВ.
8.11. Порядок проведения измерений узлов и деталей, на которые не установлены износостойкие элементы, изложен в РД 32 ЦВ 050-2005, допускаемые размеры узлов и деталей при ремонте тележек модели 18-100 с установкой износостойких элементов указаны в настоящем Руководстве.
9. Требования к выполнению наплавочных и сварочных работ
9.1. Сварочные и наплавочные работы на надрессорных балках, боковых рамах производят в соответствии с «Инструкцией по сварке и наплавке при ремонте грузовых вагонов», Инструкциями, разработанными ВНИИЖТ ТИ-05-01-06/НБ и ТИ-05-02/01Б на специальных сварочных позициях, оборудованных кантователями, электросварочным и газосварочным оборудованием и другими приспособлениями.
9.2. Наплавке подвергаются поверхности деталей для последующей станочной или механической обработки до чертежных размеров.
9.3. Наплавка восстанавливаемых поверхностей деталей тележки выполняется износостойкими сварочными материалами:
9.3.1. Износостойкая автоматическая наплавка под флюсом:
— сварочная проволока марки Св-10ХГ2СМФ ТУ 0805-001-18486807-99 или порошковая проволока марки ПП-АН 180МН ТУ 127400-002-70182818-05;
— флюс АН-348А или АН-60 ГОСТ 9087-69;
9.3.2. Механизированная или автоматическая наплавка в защитном газе:
— порошковая проволока марки ПП-АН180МН ТУ 127400-002-70182818-05 или сварочная проволока марки Св-10ХГ2СМФ ТУ 0805-001-18486807-99;
— двуокись углерода 1 сорта ГОСТ 8050-78.
9.3.3. Ручная наплавка обмазанными электродами:
— электроды марки АНП-13 ТУ 1272-035-01124328-96;
9.3.4. Допускается применение других марок наплавочных материалов обеспечивающих при наплавке твердость 240 … 300 НВ, если они предусмотрены нормативно-технической документацией, согласованной ВНИИЖТ и утвержденной в установленном порядке.
9.4. Для ремонта деталей сваркой и наплавкой без требований к износостойкости используются следующие сварочные материалы:
9.4.1. Ручная сварка:
— электроды типа Э-50 А ГОСТ 9467-75 (марки УОНИ-13/55 и другие).
9.4.2. Механизированная сварка:
— проволока сварочная марки Св-08Г2С ГОСТ 2246-70;
— двуокись углерода 1 сорта ГОСТ 8050-78.
9.5. Рабочие места производства наплавки и сварки должны быть оснащены кантователями, вращателями, грузоподъемным оборудованием и местной вытяжной вентиляцией.
10. Требования к деталям, устанавливаемым при ремонте
с установкой износостойких элементов тележки модели 18-100
10.1. При выпуске всех грузовых вагонов из плановых видов ремонта отремонтированные тележки должны быть укомплектованы надрессорными балками и боковыми рамами, обеспечивающими эксплуатацию вагона до следующего планового ремонта или его исключения из инвентаря по сроку службы. В соответствии с ОСТ 32.183-2001 срок службы боковых рам и надрессорных балок из сталей 20ГФЛ, 20ГЛ и 20ГТЛ (указанных на изделии) установлен 32 года, а для рам и балок из стали 20ХГНФТЛ — 35 лет.
Разрешается комплектование тележки с использованием литых деталей с продленным сроком службы и деталей в пределах назначенного срока службы.
Вагоноремонтным предприятиям при выпуске грузовых вагонов из ремонта допускается подкатывать под один вагон тележки, скомпонованные из деталей с продленными сроками службы и деталей в пределах назначенного срока службы.
При входном контроле проверяются геометрические размеры износостойких деталей (М 1698.01.005, М 1698.02.001, М 1698.02.003, М 1698.00.002, М 1698.02.100 СБ или М 1698.03.100 СБ) материалы, из которых они изготовлены, твердость на рабочих поверхностях и другие параметры на соответствие указанным в проекте М 1698 ПКБ ЦВ и настоящем Руководстве.
Твердость измеряется твердомером типа ТЭМП 3 по ГОСТ 9012-59 или ГОСТ 9013-59.
10.2. Износостойкие контактные пластины, накладки, закрепляемые электросваркой, изготавливаются из листового проката марки 20ХГСА ГОСТ 4543 с термообработкой до твердости 270 … 370 НВ.
Износостойкие контактные пластины, накладки, закрепляемые не электросваркой, должны изготавливаться из листового проката марки 30ХГСА ГОСТ 11269 с термообработкой до твердости 320 … 400 НВ.
10.3. Износостойкие элементы должны иметь клейма предприятия-изготовителя и даты изготовления. Клейма устанавливают в местах, не повреждаемых в эксплуатации или в местах, указанных в чертежах.
11. Контроль качества ремонта тележек с установкой
износостойких элементов и приемка тележек после ремонта
11.1. Контроль качества ремонта тележек с установкой износостойких элементов в узлах трения на литых деталях и тележки в целом осуществляется бригадиром, мастером, старшим мастером и другими должностными лицами в установленном порядке.
11.2. Периодический контроль за качеством ремонта тележек должны осуществлять руководители вагоноремонтных предприятий, технологи, которые также должны обеспечивать выполнение технологии ремонта тележек с установкой износостойких элементов в полном объеме.
11.3. Отремонтированные узлы и детали тележки должны соответствовать требованиям настоящего Руководства и комплекта документации М 1698.00000, требованиям «Ремонта тележек грузовых вагонов» РД 32 ЦВ 052-2009, «Руководящему документу по неразрушающему контролю деталей вагонов» РД 32 174-2001 г., «Руководящему документу по феррозондовому методу неразрушающего контроля деталей вагонов» РД 32 149-2000 г., «Руководящему документу по вихревому методу неразрушающего контроля деталей вагонов» РД 32 150-2000 г., «Руководящему документу по магнитно-порошковому методу неразрушающего контроля деталей грузовых и пассажирских вагонов» РД 32 159-2000 г., «Инструкции по неразрушающему контролю литых деталей тележек грузовых вагонов модели 18-100 при продлении срока службы» ТИ ЦДРВ-32-002-2008.
При выпуске грузовых вагонов из плановых видов ремонта с установкой износостойких элементов по проекту М 1698 на тележках модели 18-100, обеспечивающих межремонтный пробег, устанавливаемый в зависимости от типа вагона, производить подкатку колесных пар с толщиной обода колеса не менее 30 мм при капитальном ремонте и не менее 27 мм при деповском ремонте.
Качество ремонта определяется визуально и с применением шаблонов Т 914 ПКБ ЦВ «Альбом чертежей средств измерений и СДК параметров тележек грузовых вагонов».
11.4. Клейма и знаки маркировки должны быть нанесены на детали тележки после завершения ремонтных работ, приемки их руководителями участков и приемщиком вагонов в депо, работниками ОТК и инспектором приемщиком на заводе.
11.4.1. Клейма наносить на каждую надрессорную балку (с двух сторон) и боковую раму на участке от начала прилива выше приемочных клейм в соответствии с «Методикой постановки клейм принадлежности государству на составные части вагонов» 1995 г.
При продлении срока службы литых деталей тележек на надрессорной балке и боковой раме тележки в местах постановки клейм наносятся знаки: «ПСС», дата и условный номер вагоноремонтного предприятия, проводившего диагностирование этих деталей.
11.4.2. На тележках, признанных годными после ремонта с установкой износостойких элементов ставятся клейма букв «РМ», высотой 70 мм, которые наносятся белой краской в прямоугольник (100 x 100 мм) на верхнем поясе консольной части надрессорной балки рядом с клеймами о производстве плановых видов ремонта.
12. Гарантия ремонтных предприятий на ремонт тележки модели
18-100 с установкой износостойких элементов
12.1. Вагонные депо, вагоноремонтные заводы несут гарантийную ответственность за качество ремонта тележки модели 18-100 с установкой износостойких элементов в узлах трения, изготовленных по проекту М 1698.00000 и в соответствии с требованиями данного Руководства.
12.2. Безремонтная эксплуатация тележек с установленными износостойкими элементами в узлах трения должна обеспечивать пробег вагона в соответствии с «Положением о системе технического обслуживания и ремонта грузовых вагонов, допущенных к обращению на железнодорожные пути общего пользования в международном сообщении».
13. Выходной контроль тележек, отремонтированных
с установкой износостойких элементов
13.1. Выходной контроль отремонтированных тележек производить по окончании планового вида ремонта и после подкатки под вагон с обязательной записью в «Журнале приемки отремонтированных тележек грузовых вагонов формы ВУ-32».
Тележка должна быть укомплектована боковыми рамами, с разницей баз не более 2 мм.
13.2. При деповском ремонте допускается:
— установка неподвижной фрикционной планки с максимальным износом по толщине 1,5 мм;
— установка подвижной фрикционной планки с максимальным суммарным износом по толщине (с двух сторон) до 2 мм, но не более 1,5 мм с одной стороны;
— установка чугунного клина с суммарным износом (наклонная и вертикальная плоскости) до 3 мм, но не более 2 мм одной из сторон;
— установка износостойкой прокладки с механическим креплением к опорной поверхности в буксовом проеме боковой рамы с износостойкой пластиной с максимальным неравномерным износом опорной поверхности относительно неизношенной ее части до 2 мм;
— установка прокладки в подпятник фаской вниз с суммарным износом по толщине (с двух сторон) до 2 мм, но не более 1,5 мм с одной стороны.
13.3. При капитальном ремонте устанавливаются новые:
— составные фрикционные планки (подвижные и неподвижные);
— клинья чугунные;
— износостойкие прокладки.
13.4. Выходному контролю подвергают все тележки, на которые установлены износостойкие элементы. При этом проверяют:
— положение каждого клина относительно нижней опорной поверхности надрессорной балки. Клин должен плотно прилегать к подвижной планке и наклонной поверхности надрессорной балки. При деповском ремонте завышение клина не допускается, а занижение клина не более 12 мм. При капитальном ремонте клин должен быть занижен на 4 … 12 мм.
— прилегание неподвижной фрикционной планки к привалочной поверхности боковой рамы. Местные зазоры допускаются не более 1 мм;
— прилегание планки подвижной к неподвижной. Местные зазоры допускаются не более 1 мм;
— прилегание прокладки сменной на опорную поверхность буксы. Местные зазоры допускаются не более 1 мм;
— суммарный зазор в буксовом проеме вдоль тележки:
— при деповском ремонте — 5 … 14 мм;
— при капитальном ремонте — 5 … 12 мм;
— суммарный зазор в буксовом проеме поперек тележки:
— при деповском ремонте — 5 … 13 мм;
— при капитальном ремонте — 5 … 11 мм.
Приложение А
(рекомендуемое)
ПЕРЕЧЕНЬ
ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ, ПРИМЕНЯЕМОЙ ПРИ РЕМОНТЕ ТЕЛЕЖКИ
С УСТАНОВКОЙ ИЗНОСОСТОЙКИХ ЭЛЕМЕНТОВ МОДЕЛИ 18-100
|
Наименование технологической операции |
Вид оборудования |
Наименование оборудования |
|
1. Мойка и разборка тележек |
Подъемно-транспортное |
Кран-балка расчетной грузоподъемности Конвеер перемещения тележек типа Т198М или Т44602М ПКБ ЦВ или 12.824 ГОСНИТИ Рязань Подъемно-поворотное устройство Устройство подачи тележек в моечную машину |
|
Моечное |
Моечная машина типа Т1285М ПКБ ЦВ; Т446.01М ПКБ ЦВ |
|
|
Разборочно-сборочное |
Стенд разборки тележки типа Т1308М ПКБ ЦВ |
|
|
2. Неразрушающий контроль, средства измерений и диагностики |
Средства измерения и диагностики |
Стенд для акустико — эмиссионного метода контроля боковых рам и надрессорных балок (ПКБ ЦВ) Стенд для измерения и сортировки пружин типа «Лазер-М» Автоматизированная установка контроля геометрических параметров фрикционных клиньев типа «КЛИН-М» Электронный твердомер Электронный толщиномер Стенд для выходного контроля параметров тележки в сборе после ремонта |
|
3. Клепка фрикционных планок |
Клепальное |
Установка для нагрева заклепок Гидравлическая скоба для клепки |
|
4. Сварка и наплавка |
Сварочно-наплавочное |
Установка для наплавки буксовых проемов боковых рам Кантователь боковых рам типа Т1285М ПКБ ЦВ Установка для наплавки надрессорных балок Кантователь надрессорных балок типа Т130806М ПКБ ЦВ Устройство для местного нагрева боковой рамы Устройство для нагрева подпятника Устройство для нагрева наклонных поверхностей надрессорной балки |
|
5. Механическая обработка |
Станочное |
Станки: для обработки наклонных поверхностей надрессорной балки для обработки подпятника для обработки буксового проема боковой рамы для обработки фрикционных клиньев Установка для запрессовки втулок в отверстия в боковых рамах |
|
6. Ремонт соединительных балок 8-ми осных цистерн |
Подъемно-транспортное |
Кран-балка расчетной грузоподъемности Кантователь Электрокар |
|
Электро-газосварочное |
Электросварочный пост Газосварочное оборудование |
|
|
7. Восстановление лакокрасочного покрытия |
Окрасочное |
Камеры для окраски деталей тележки |
|
8. Выходной контроль |
Контрольно — измерительные |
Стенд выходного контроля параметров тележки в сборе |
|
9. Управление производственным процессом и сдача — приемка тележек после ремонта |
Информационное |
АРМ оператора тележечного участка в составе АСУ ВЧД. |
Приложение Б
(справочное)
ПЕРЕЧЕНЬ
НОРМАТИВНОЙ И ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ
ИСПОЛЬЗУЕМОЙ В РУКОВОДСТВЕ
┌───────────────────────┬─────────────────────────────────────────────────┐
│ Обозначение │ Наименование │
├───────────────────────┼─────────────────────────────────────────────────┤
│ГОСТ 12.1.003-83 │Шум. Общие требования безопасности │
├───────────────────────┼─────────────────────────────────────────────────┤
│ГОСТ 12.1.004-91 │Пожарная безопасность. Общие требования │
├───────────────────────┼─────────────────────────────────────────────────┤
│ГОСТ 12.1.005-88 │Общие санитарно-гигиенические требования к │
│ │воздуху рабочей зоны │
├───────────────────────┼─────────────────────────────────────────────────┤
│ГОСТ 12.3.002-75 │Процессы производственные. Общие требования │
│ │безопасности │
├───────────────────────┼─────────────────────────────────────────────────┤
│ГОСТ 12.3.003-86 │Работы электросварочные. Требования безопасности │
├───────────────────────┼─────────────────────────────────────────────────┤
│ГОСТ 12.3.010-82 │Тара производственная. Требования безопасности │
│ │при эксплуатации │
├───────────────────────┼─────────────────────────────────────────────────┤
│ГОСТ 12.3.020-80 │Процессы перемещения грузов на предприятиях. │
│ │Общие требования безопасности │
├───────────────────────┼─────────────────────────────────────────────────┤
│ГОСТ 12.4.011-89 │Средства защиты работающих. Общие требования и │
│ │классификация │
├───────────────────────┼─────────────────────────────────────────────────┤
│ГОСТ 12.4.021-75 │Системы вентиляционные. Общие требования │
├───────────────────────┼─────────────────────────────────────────────────┤
│ГОСТ 166-89 │Штангенциркули. Технические условия │
├───────────────────────┼─────────────────────────────────────────────────┤
│ГОСТ 4543-71 │Прокат из легированной конструкционной стали. │
│ │Технические условия │
├───────────────────────┼─────────────────────────────────────────────────┤
│ГОСТ 10300-80 │Заклепки с потайной головкой классов точности В и│
│ │С. Технические условия │
├───────────────────────┼─────────────────────────────────────────────────┤
│ГОСТ 11269-76 │Прокат листовой и широкополосный универсальный, │
│ │специального назначения, из конструкционной │
│ │легированной высококачественной стали. │
│ │Технические условия │
├───────────────────────┼─────────────────────────────────────────────────┤
│ГОСТ 14771-76 │Дуговая сварка в защитном газе. Соединения │
│ │сварные. Основные типы, конструктивные элементы и│
│ │размеры │
├───────────────────────┼─────────────────────────────────────────────────┤
│ГОСТ 27574-87 │Костюмы женские от защиты от общих │
│ │производственных загрязнений. Технические условия│
├───────────────────────┼─────────────────────────────────────────────────┤
│ГОСТ 27575-87 │Костюмы мужские от защиты от общих │
│ │производственных загрязнений и механических │
│ │воздействий. Технические условия │
├───────────────────────┼─────────────────────────────────────────────────┤
│ТУ 2-034-0221197-011-91│Набор щупов N 4 │
├───────────────────────┼─────────────────────────────────────────────────┤
│ТУ 14-133-183-95 │Сталь толстолистовая и широкополосная │
│ │универсальная, конструкционная, легированная, │
│ │высококачественная специального назначения │
├───────────────────────┼─────────────────────────────────────────────────┤
│ГОСТ 166-89 │Штангенциркуль ШЦ-III-400-0,1; ШЦ-I-125-0,1 │
├───────────────────────┼─────────────────────────────────────────────────┤
│Т 914.02.000 │Штанген ФП │
│ТУ 32 ЦВ 2019-95 │ │
├───────────────────────┼─────────────────────────────────────────────────┤
│Т 914.05.000 │НП надрессорной балки │
│ТУ 32 ЦВ 2021-95 │ │
├───────────────────────┼─────────────────────────────────────────────────┤
│Т 914.06.000 │Штанген подпятника │
│ТУ 32 ЦВ 2022-95 │ │
├───────────────────────┼─────────────────────────────────────────────────┤
│Т 1328.00.000 │Приспособление для контроля размеров корпуса │
│ТУ 32 ЦВ 2503-2000 │буксы │
├───────────────────────┼─────────────────────────────────────────────────┤
│Т 914.004 │Шаблон буксового проема │
│ТУ 32 ЦВ 2023-95 │ │
├───────────────────────┼─────────────────────────────────────────────────┤
│Т 914.09.000 │Шаблон фрикционного клина │
│ТУ 32 ЦВ 2430-96 │ │
├───────────────────────┼─────────────────────────────────────────────────┤
│ТУ 32 ЦВ 2459-2007 │Износостойкие элементы для установки в узлы │
│ │тележки типа 2 грузовых вагонов │
├───────────────────────┼─────────────────────────────────────────────────┤
│РД 32 ЦВ 050-2005 │Методика выполнения измерений надрессорной │
│ │балки, боковых рам, пружин и рессорного комплекта│
│ │при проведении плановых видов ремонта тележек │
│ │модели 18-100 │
├───────────────────────┼─────────────────────────────────────────────────┤
│РД 32 ЦВ 052-2008 │Инструкция по ремонту тележек грузовых вагонов. │
│ │Руководящий документ │
├───────────────────────┼─────────────────────────────────────────────────┤
│М 1698.00.000 │Износостойкие элементы для установки в узлы │
│ │тележки типа 2 грузовых вагонов │
├───────────────────────┼─────────────────────────────────────────────────┤
│ПОТ РО 32 ЦВ-400-96 │Правила по охране труда при техническом │
│ │обслуживании и ремонте грузовых вагонов и │
│ │рефрижераторного подвижного состава │
├───────────────────────┼─────────────────────────────────────────────────┤
│ТИ-05-01-06/НБ │Унифицированная технологическая инструкция по │
│ВНИИЖТ │восстановлению износостойкой наплавкой │
│ │надрессорных балок грузовых вагонов. │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЦВ/3429 │Инструкция по осмотру, освидетельствованию, │
│Согласовано на │ремонту и формированию вагонных колесных пар │
│заседании вагонной │ │
│Комиссии (Протокол от │ │
│11 — 12.03.98, г. │ │
│Москва, п. 21) │ │
├───────────────────────┼─────────────────────────────────────────────────┤
│ЦВ — ЦЛ — 945 │Инструкция по ремонту тормозного оборудования │
│Согласовано на │вагонов │
│заседании вагонной │ │
│Комиссии (Протокол от │ │
│18 — 20.11.2003, г. │ │
│Москва, п. 8.1) │ │
├───────────────────────┼─────────────────────────────────────────────────┤
│3 — ЦВРК │Инструктивные указания по эксплуатации и ремонту │
│Согласовано на │вагонных букс с роликовыми подшипниками с │
│заседании вагонной │изменениями и дополнениями │
│Комиссии (Протокол от │ │
│15 — 16.01.2003, п. 12)│ │
├───────────────────────┼─────────────────────────────────────────────────┤
│ТИ ЦДРВ-32-002-2008 │Инструкции по неразрушающему контролю литых │
│Утверждена Советом по │деталей тележек грузовых вагонов модели 18-100 │
│железнодорожному │при продлении срока службы │
│транспорту │ │
│г. Худжанд (Республика │ │
│Таджикистан) 2008 г. │ │
├───────────────────────┼─────────────────────────────────────────────────┤
│Сорок восьмым │Инструкции по сварке и наплавке при ремонте │
│заседанием Совета по │грузовых вагонов │
│железнодорожному │ │
│транспорту (Протокол от│ │
│29 — 30 мая 2008 г., п.│ │
│9.5, направлена │ │
│железнодорожным │ │
│администрациям Письмом │ │
│ДЖ-543 от 08.04.2009) │ │
├───────────────────────┼─────────────────────────────────────────────────┤
│ТИ-05-02-01/Б │Технологическая инструкция по восстановлению │
│ВНИИЖТ │наплавкой изношенных поверхностей корпусов букс │
│ │грузовых вагонов │
├───────────────────────┼─────────────────────────────────────────────────┤
│РД 32.149-2000 ГУП │Феррозондовый метод неразрушающего контроля │
│ВНИИЖТ «Микроакустика» │деталей вагонов. Руководящий документ │
│Согласован на заседании│ │
│вагонной Комиссии │ │
│(Протокол от 05 — │ │
│07.04.2000, г. Москва, │ │
│п. 7.4) │ │
├───────────────────────┼─────────────────────────────────────────────────┤
│РД 32.150-2000 ГУП │Вихретоковый метод неразрушающего контроля │
│ВНИИЖТ «Микроакустика» │деталей вагонов. Руководящий документ │
│Согласован на заседании│ │
│вагонной Комиссии │ │
│(Протокол от 05 — │ │
│07.04.2000, г. Москва, │ │
│п. 7.4) │ │
├───────────────────────┼─────────────────────────────────────────────────┤
│РД 32.159-2000 ГУП │Магнито-порошковый метод неразрушающего контроля │
│ВНИИЖТ «Микроакустика» │деталей вагонов. Руководящий документ │
│Согласован на заседании│ │
│вагонной Комиссии │ │
│(Протокол от 05 — │ │
│07.04.2000, г. Москва, │ │
│п. 7.4) │ │
├───────────────────────┼─────────────────────────────────────────────────┤
│РД 32.174-01 ГУП ВНИИЖТ│Неразрушающий контроль деталей вагонов. Общие │
│»Микроакустика» │положения, Руководящий документ │
│Согласован на заседании│ │
│вагонной Комиссии │ │
│(Протокол от 05 — │ │
│07.04.2000, г. Москва, │ │
│п. 7.4) │ │
└───────────────────────┴─────────────────────────────────────────────────┘
┌───────────────────────────────────────────────────────────────────────────────────────────────┐
│ Лист регистрации изменений │
├─────┬──────────────────────────────────────────┬─────────┬──────┬─────────────────┬─────┬─────┤
│ Изм.│ Номера листов (страниц) │ Всего │ N │ Входящий N │Подп.│Дата │
│ ├──────────┬──────────┬─────┬──────────────┤ листов │докум.│сопроводительного│ │ │
│ │измененных│замененных│новых│аннулированных│(страниц)│ │ докум. и дата │ │ │
│ │ │ │ │ │в докум. │ │ │ │ │
├─────┼──────────┼──────────┼─────┼──────────────┼─────────┼──────┼─────────────────┼─────┼─────┤
│ │ │ │ │ │ │ │ │ │ │
├─────┼──────────┼──────────┼─────┼──────────────┼─────────┼──────┼─────────────────┼─────┼─────┤
│ │ │ │ │ │ │ │ │ │ │
├─────┼──────────┼──────────┼─────┼──────────────┼─────────┼──────┼─────────────────┼─────┼─────┤
│ │ │ │ │ │ │ │ │ │ │
├─────┼──────────┼──────────┼─────┼──────────────┼─────────┼──────┼─────────────────┼─────┼─────┤
│ │ │ │ │ │ │ │ │ │ │
├─────┼──────────┼──────────┼─────┼──────────────┼─────────┼──────┼─────────────────┼─────┼─────┤
│ │ │ │ │ │ │ │ │ │ │
├─────┼──────────┼──────────┼─────┼──────────────┼─────────┼──────┼─────────────────┼─────┼─────┤
│ │ │ │ │ │ │ │ │ │ │
├─────┼──────────┼──────────┼─────┼──────────────┼─────────┼──────┼─────────────────┼─────┼─────┤
│ │ │ │ │ │ │ │ │ │ │
├─────┼──────────┼──────────┼─────┼──────────────┼─────────┼──────┼─────────────────┼─────┼─────┤
│ │ │ │ │ │ │ │ │ │ │
├─────┼──────────┼──────────┼─────┼──────────────┼─────────┼──────┼─────────────────┼─────┼─────┤
│ │ │ │ │ │ │ │ │ │ │
┌─────┬───┼─────┼──────────┼──────────┼─────┼──────────────┼─────────┼──────┼─────────────────┼─────┼─────┤
│Подп.│ │ │ │ │ │ │ │ │ │ │ │
│и │ ├─────┼──────────┼──────────┼─────┼──────────────┼─────────┼──────┼─────────────────┼─────┼─────┤
│дата │ │ │ │ │ │ │ │ │ │ │ │
│ │ ├─────┼──────────┼──────────┼─────┼──────────────┼─────────┼──────┼─────────────────┼─────┼─────┤
│ │ │ │ │ │ │ │ │ │ │ │ │
├─────┼───┼─────┼──────────┼──────────┼─────┼──────────────┼─────────┼──────┼─────────────────┼─────┼─────┤
│Инв. │ │ │ │ │ │ │ │ │ │ │ │
│N │ ├─────┼──────────┼──────────┼─────┼──────────────┼─────────┼──────┼─────────────────┼─────┼─────┤
│дубл.│ │ │ │ │ │ │ │ │ │ │ │
│ │ ├─────┼──────────┼──────────┼─────┼──────────────┼─────────┼──────┼─────────────────┼─────┼─────┤
│ │ │ │ │ │ │ │ │ │ │ │ │
├─────┼───┼─────┼──────────┼──────────┼─────┼──────────────┼─────────┼──────┼─────────────────┼─────┼─────┤
│Взам.│ │ │ │ │ │ │ │ │ │ │ │
│инв. │ ├─────┼──────────┼──────────┼─────┼──────────────┼─────────┼──────┼─────────────────┼─────┼─────┤
│N │ │ │ │ │ │ │ │ │ │ │ │
│ │ ├─────┼──────────┼──────────┼─────┼──────────────┼─────────┼──────┼─────────────────┼─────┼─────┤
│ │ │ │ │ │ │ │ │ │ │ │ │
├─────┼───┼─────┼──────────┼──────────┼─────┼──────────────┼─────────┼──────┼─────────────────┼─────┼─────┤
│Подп.│ │ │ │ │ │ │ │ │ │ │ │
│и │ ├─────┼──────────┼──────────┼─────┼──────────────┼─────────┼──────┼─────────────────┼─────┼─────┤
│дата │ │ │ │ │ │ │ │ │ │ │ │
│ │ ├─────┼──────────┼──────────┼─────┼──────────────┼─────────┼──────┼─────────────────┼─────┼─────┤
│ │ │ │ │ │ │ │ │ │ │ │ │
├─────┼───┼─────┼──────────┼──────────┼─────┼──────────────┼─────────┼──────┼─────────────────┼─────┼─────┤
│Инв. │ │ │ │ │ │ │ │ │ │ │ │
│N │ ├─────┼─────┬────┴──┬─────┬─┴──┬──┴──────────────┴─────────┴──────┴─────────────────┴─────┴┬────┤
│подл.│ │ │ │ │ │ │ │Лист│
│ │ ├─────┼─────┼───────┼─────┼────┤ ├────┤
│ │ │ │ │ │ │ │РД 32 ЦВ 072 — 2009 │ 26 │
│ │ ├─────┼─────┼───────┼─────┼────┤ │ │
│ │ │Изм. │ Лист│ N │Подп.│Дата│ │ │
│ │ │ │ │ докум.│ │ │ │ │
└─────┴───┴─────┴─────┴───────┴─────┴────┴───────────────────────────────────────────────────────────┴────┘
Копировал Формат A4
Входной
контроль технического состояния узлов
тележек производится после постановки
вагонов на ремонтные позиции. Входной
контроль производится бригадиром
тележечного цеха для предварительного
определения объема ремонта.
При
этом проверяется (до подъемки вагона):
 —
—
положение деталей пружинно-фрикционного
рессорного комплекта: завышение опорной
поверхности фрикционного клина
относительно нижней опорной поверхности
надрессорной балки, наличие свободного
перемещения фрикционного клина и пружин
рессорного комплекта;
—
состояние деталей тормозной рычажной
передачи;
—
зазоры между скользунами тележки и рамы
вагона.
После
выкатки тележки проверяют состояние
узла пятник-подпятник и срок службы
литых деталей.
Если
вышеперечисленные узлы не удовлетворяют
установленным требованиям, то на них
наносится меловая разметка, с указанием
действительного размера, данные о
необходимости ремонта.
Результаты
обследования тележек оператором
вагоносборочного цеха (ВСЦ) заносятся
в дефектную ведомость формы ВУ-22 и
используются при ремонте деталей и
узлов, сборке и подкатке отремонтированной
тележки под вагон.
На
боковой раме тележки бригадиром наносится
меловая разметка о принадлежности
тележки к данному вагону, для ее
возвращения после ремонта на свое место.
Ремонт тележек
осуществляется на семи позициях:
Первая позиция
конвейера. Подача тележек на конвейер.
После проведения
входного контроля рама тележки снимается
с колесных пар при помощи монорельса и
подается на позицию накопления и 1-ю
позицию конвейера перед моечной машиной.
Рама тележки
подается бригадиром непосредственно
в моечную машину на II позицию по конвейеру
при помощи пульта управления.
Вторая
позиция конвейера. Обмывка тележки.
После
предварительного осмотра тележек,
стропальщик участка по ремонту тележек
производит снятие рамы тележки с колесных
пар с помощью монорельса, грузоподъемностью
Q=2,5тс и подает ее на вторую позицию
поточно-конвейерной линии. Допускается
снятие рамы тележки и передачу колесных
пар производить мостовым краном,
грузоподъемностью Q=5тс
Обмывка тележек
производится в моечной машине раствором,
содержащим 4-5% каустической соды при
температуре 70-80°С (средство моющее
техническое «О-БИС»). Время обмывки
одной рамы тележки не менее 10-15мин., в
зависимости от степени загрязнения.
Очистку моечной
машины производят один раз в неделю по
составленному старшим мастером графику
очистки.
После обмывки
слесарем по р.п.с. тележка подается при
помощи манипулятора на III позицию
конвейера, для разборки тормозной
рычажной передачи, разборки пружинного
комплекта.
Третья
позиция конвейера. Разборка
тормозной
рычажной передачи и разборка рессорного
комплекта.
 Перед разборкой
Перед разборкой
слесарь р.п.с. (по разборке тормозной
рычажной передачи) удаляет воду из
подпятника надрессорной балки и карманов
боковой рамы, с помощью пистолета
вакуумной установки для отсоса воды
после моечной машины. В случае выхода
из строя установки удалить воду из
подпятника мочальной кистью.
Разборка
тормозной рычажной передачи производится
в следующей последовательности:
— выбить чеки и
снять тормозные колодки, предохранительные
скобы;
— снять шплинты;
— снять шайбы,
выбить валики, снять вертикальные рычаги
и распорную тягу;
— выбить шплинты,
снять шайбу и валики, снять серьгу
мёртвой точки, после удаления шплинта,
шайбы и валика;
— вынуть проволоку
предохранительных шайб, снять шайбы;
— выбить шплинт
валика, опустить триангель на
предохранительные полочки боковин
рамы;
— снять подвески
тормозного башмака, снять триангель
(одновременно снять и второй триангель
и передать на позицию их ремонта).
Разборка балочки
авторежима (при ее наличии):
— удалить шплинт,
свинтить гайку с болта и вынуть его,
снять резинометаллическую прокладку,
балку опорную.
Все детали после
разборки укладываются в соответствующую
тару. Тормозные колодки толщиной 50 мм
и более, не имеющих трещин и металлических
включений на рабочей поверхности уложить
в отдельную тару, для дальнейшего
использования.
После подачи
тары с подвесками тормозного башмака
на позицию их неразрушающего контроля
слесарь р.п.с. (по разборке тормозной
рычажной передачи) производит с помощью
бородка и молотка удаление резиновых
втулок подвесок тормозного башмака,
независимо от их состояния, а после их
контроля, дефектоскопирования и
постановки клейм дефектоскопистом,
 производит
производит
постановку новых резиновых втулок с
помощью специального приспособления.
При зазоре по
диаметру в шарнирном соединении рычажной
передачи 3 мм и более сделать меловую
разметку «износ», соответственно на
вертикальном рычаге или распорной тяги,
для замены втулок на IV — позиции конвейера.
Валики подвесок
тормозных башмаков, изношенные по
диаметру более 1 мм заменить.
Данные по
состоянию тормозной рычажной передачи
оператор по описи тележек заносит в
журнал входного контроля тележек.
Триангели после
разборки рамы тележки подаются при
помощи крана-укосины на стол разборки
и испытания триангеля. Разборка, осмотр,
дефектация, испытание и сборка деталей
триангеля производится в на специальном
стенде слесарем по ремонту триангелей
имеющим 4 — 5 разряд. Детали триангеля
подлежащие ремонту в накопителях при
помощи крана передаются в отделение
восстановления и механической обработки
деталей триангеля.
Разборка
рессорного комплекта производится
слесарем по р.п.с. и газорезчиком. Пружины
при помощи специального приспособления
подаются к установке АЛИСП, после чего
перемещаются на VI-ю позицию конвейера
для контроля и сборки рессорного
комплекта.
На данной позиции
конвейера бригадир, также производит
отстукивание молотком заклепок
фрикционных планок, для выявления их
ослабления. Если выявлено ослабление
заклепок или несоответствие контролируемых
размеров фрикционных планок,
электрогазосварщик при помощи керосинореза
срезает ослабшие заклепки, а при
неисправностях фрикционных планок все
заклепки.
Испытание
распорных тяг на растяжение и
дефектоскопирование осуществляется
дефектоскопом ВД-113 (ВД-113.5), подвески
тормозного башмака контролируются
дефектоскопом МД-12. После дефекто-скопирования на всех
После дефекто-скопирования на всех
деталях ставится клеймо 600 и дата (месяц
и год) производства дефектоскопирования.
Далее раму
тележки слесарь по р.п.с. манипулятором
подается на IV-ю позицию конвейера.
Четвёртая
позиция конвейера. Неразрушающий
контроль надрессорной балки и боковых
рам тележек.
Неразрушающий
контроль (НК) боковых рам и надрессорной
балки производится дефектоскопистом
участка, имеющим 4-6 разряд и право на
выполнение данных работ.
НК производить
с помощью дефектоскопа — градиентометра
феррозондового ДФ-201.1А с намагничивающим
устройством МСН -10. При  выходе
выходе
из строя феррозондового дефектоскопа
ДФ-201.1А контроль производить вихретоковым
дефектоскопом ВД12 НФМ (ВД 12НФ).
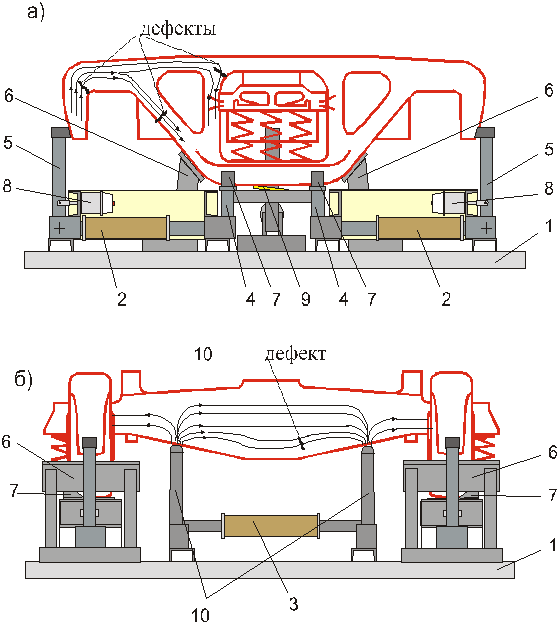
а) устройство
намагничивания боковой рамы; б) устройство
намагничивания надрессорной балки
1 — фундамент; 2 —
электромагниты для намагничивания
боковых рам;
3 — электромагнит для
намагничивания надрессорной балки; 4 —
полюс-опоры; 5 — подвижные замыкатели
магнитного потока; 6 — ловители, базирующие
тележку в продольном направлении; 7 —
ловители, базирующие тележку в поперечном
направлении; 8 — пневмоцилиндры; 9 —
концевой выключатель; 10 — стойки-полюса.
Рисунок 14 —
Устройство электромагнитное намагничивающее
МСН 10
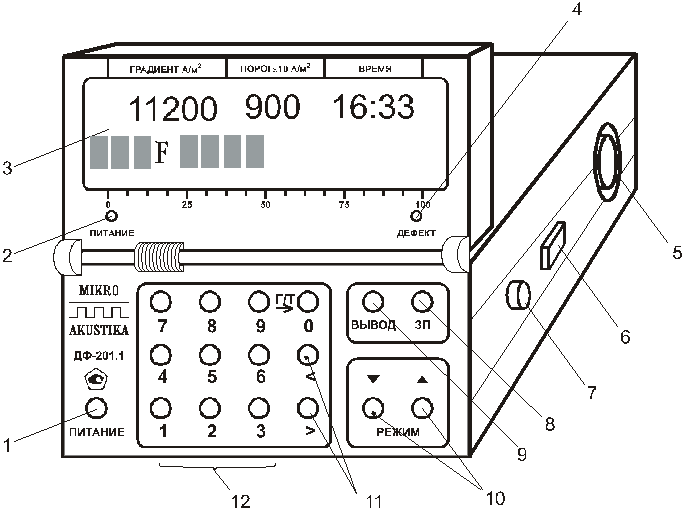
 1
1
— кнопка включения питания; 2 — индикатор
включения питания;
3 — дисплей; 4 —
световой индикатор; 5 — батарея
аккумуляторная;
6 — соединитель для
подключения ФП; 7 — соединитель для
подключения компьютера; 8 — кнопка
записи информации о дефекте; 9, 10, 11 —
кнопки переключения
состояний прибора; 12 — кнопки ввода
цифровой информации.
Рисунок 15 — Внешний
вид дефектоскопа-градиентометра ДФ‑201.1
Перед дефектоскопией
производится осмотр боковых рам с
обеих сторон, при этом особенно
тщательное внимание уделяют зонам
1 и 2 (рис. 16).
При дефектоскопии
боковых рам контролируются:
– опорные плоскости,
наружные и внутренние углы буксовых
проемов (при снятых износостойких
прокладках);
– кромки, полки и
ребра усиления буксовых проемов;
– наклонные пояса
с обеих сторон боковой рамы;
– кромки
технологических окон с обеих сторон
боковой рамы;
– кромки внутри
технологических окон с обеих сторон
боковой рамы.
По надрессорным
балкам проверяются:
– верхний пояс на
расстоянии 400–500 мм от центра подпятника;
– кромки
технологических отверстий в верхнем
поясе;
 –опорная поверхность
–опорная поверхность
подпятника (сканирование в радиальном
и круговом направлениях);
– кромки внутреннего
бурта;
– кромка наружного
бурта;
– переход от
наружного бурта к верхнему поясу в
радиальном и круговом направлениях;
– боковые стенки
на расстоянии 400–500 мм от центра
подпятника;
– нижний пояс на
расстоянии 400–500 мм от центра подпятника;
– кромки
технологических отверстий в нижнем
поясе;
– переходы от
верхнего пояса к опорам скользунов.
Рисунок 16 — Зоны
контроля боковой рамы:
1 − внутренний
угол буксового проема; 2 − наружный угол
буксового проема; 3 − наклонный пояс; 4
− полки и ребра над буксовым проемом;
5 − опорная часть над буксовым проемом;
6 − кромка технологического окна; 7 −
нижний угол рессорного проема; 8 −
верхний угол рессорного проема; 9 −
ребро усиления рессорного проема
При поступлении
в ремонт боковых рам с ранее наплавленной
опорной поверхностью буксового проема
производится обязательный контроль
феррозондовым, вихретоковым дефектоскопами,
а также акустико-эмиссионной установкой.
Признанные годными боковые рамы
допускаются к эксплуатации.
После неразрушающего
контроля, слесарем по р.п.с тележка
подается на следующую позицию конвейера
при помощи манипулятора.
Пятая позиция
конвейера. Дефектация литых деталей
тележек.
На данной
ремонтной позиции производится дефектация
литых деталей тележек с раздвижкой и
кантовкой относительно своей оси боковых
рам на 180° и надрессорной балки на 360°.
 Дефектоскопист
Дефектоскопист
осуществляет неразрушающий контроль
наклонных плоскостей, нижнего пояса
надрессорной балки и опорной поверхности
буксового проема боковой рамы литых
деталей.
Таблица 2.1. Перечень
дефектов, по которым боковые рамы тележки
подлежат браковке
|
Зона |
Характеристика |
Нормы |
|
1.Угол |
Трещины |
Независимо |
|
Раковины |
Независимо |
|
|
2.Кромка |
Трещины |
Независимо |
|
3.Угол |
Трещины |
Независимо |
|
Раковины |
Независимо от |
|
|
Продолжение |
||
|
4.Наклонный |
Трещины |
Независимо |
|
|
Независимо |
|
|
5.Кромка |
Трещины |
Независимо |
|
6.Угол |
Трещины |
Независимо |
|
Раковины |
Независимо |
|
|
7.Угол |
Трещины |
Независимо |
|
Раковины |
Независимо |
|
|
8.Ребро |
Трещины |
Выходящие |
 Раковины
Раковины
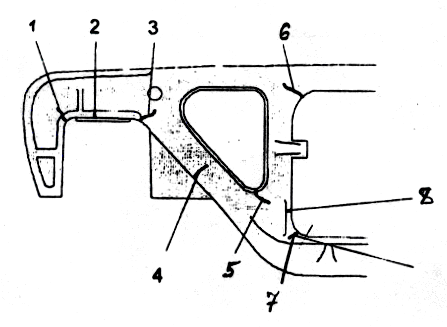
Рисунок 17 – Перечень
дефектов, по которым боковые рамы
подлежат браковке
 Таблица
Таблица
2.2 Перечень дефектов, по которым
надрессорные балки подлежат браковке
|
Зона |
Характеристика |
Нормы |
Принимаемые |
|
Эксплуатационные |
|||
|
1. |
Трещины |
Независимо |
Браковка |
|
2. |
Трещины |
Независимо |
Браковка |
|
3. |
Трещины |
Независимо |
Браковка |
|
4. |
Трещины |
Независимо |
Браковка |
|
4а. |
Трещины |
Менее |
Ремонт |
|
5. |
Трещины
Продольные |
Независимо
Суммарная |
Браковка Ремонт |
|
6. |
Трещины |
Независимо |
Браковка |
|
7. |
Любые |
Независимо |
Ремонт |
|
Продолжение |
|||
|
8. |
Трещины |
Независимо |
Браковка |
|
Трещины |
Независимо |
Ремонт |
|
|
Литейные |
|||
|
9. |
Раковины |
Независимо |
Браковка |
|
10. |
Раковины |
Длиной 30мм глуб. 30мм |
Ремонт Браковка |
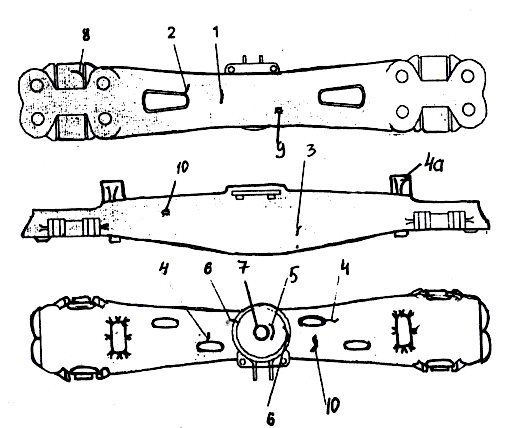
 Рисунок
Рисунок
18 – Дефекты, по которым надрессорные
балки подлежат браковке
Бригадир участка
производит инструментальный обмер и
размеловку боковых рам и надрессорной
балки подлежащих восстановлению.
Осмотр производить
с применением лупы 4-х кратного увеличения,
переносной лампы напряжением 36В,
металлической щетки.
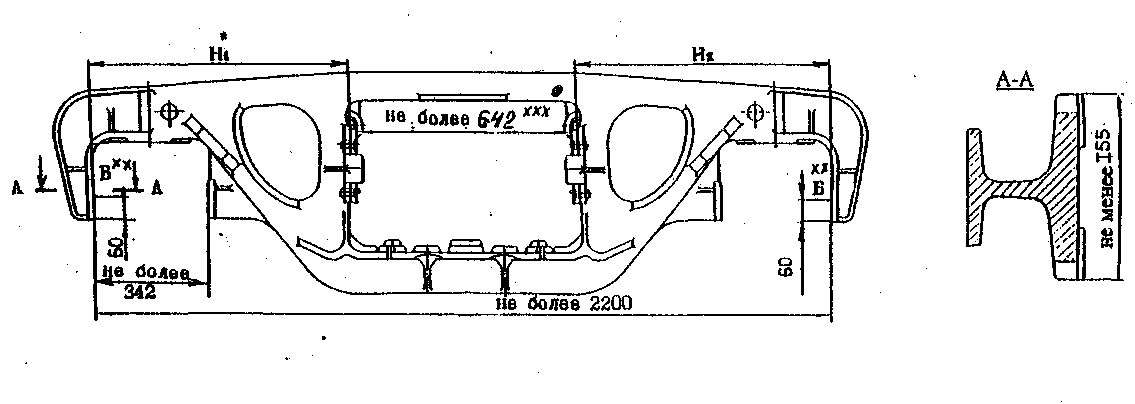 Рисунок
Рисунок
19 — Размеры боковых рам грузовых тележек
модели 18-100 при выпуске из деповского
ремонта
Если контролируемые
размеры выходят за пределы допускаемых,
но не выходят за пределы ремонтных
(размеры при которых возможно восстановление
сваркой, наплавкой или механической
обработкой), бригадир наносит меловую
разметку «Р» — ремонт и действительный
размер или значение износа, и после
раздвижки боковых рам на V позиции,
надрессорная балка или боковая рама
стропальщиком участка ремонта тележек
подается на позицию их восстановления.
Оставшуюся
толщину опорной поверхности подпятника
контролирует бригадир участка, которая
составляет не менее 18мм, определяется
ультразвуковым толщиномером типа УТ-80.
Если контролируемые
размеры выходят за пределы ремонтных
размеров, то бригадир наносит меловую
разметку «брак» с указанием дефекта.
Надрессорные
балки и боковые рамы с разметкой «брак»
отставляются для последующего исключения,
в соответствии с настоящей технологической
инструкции.
Если год
изготовления надрессорной балки или
боковой рамы от 28 и до 30 лет, и они отвечают
требованиям деповского ремонта, то их
направить на текущий отцепочный ремонт
эксплуатационного депо. Если срок службы
составляет от 28 до 33 лет на позицию
акустико-эмиссионного контроля, продление
срока службы.
 Максимальный
Максимальный
срок эксплуатации литых деталей тележки
при условии положительных результатов
проведенного диагностирования должен
составлять не более 35 лет.
Бригадир
контролирует не параллельность
фрикционной планки: расстояние между
ними не должно превышать более 640 мм при
деповском ремонте и не более 636 мм при
капитальном ремонте.
Надежность
крепления проводить остукиванием
головок всех заклепок молотком, при
этом звук не должен быть дребезжащим,
а положенный на другую головку палец
не должен ощущать сотрясений.
При ослаблении
заклепки мертвой точки надрессорной
балки электрогазосварщик срезает
заклепку мертвой точки, после чего
нагревает ее керосинорезом, и слесарь
по ремонту рессорного комплекта
производит клепку.
При поступлении
в ремонт боковых рам с приваренными на
опорную поверхность планками боковую
раму направить на позицию механической
обработки для удаления. Опорную
поверхность обработать на станке и
после дефектоскопирования на их опорные
поверхности устанавливают сменные
прокладки в зависимости от конструкции
боковой рамы. При комплектации тележек
новыми боковыми рамами приливы на
опорных плоскостях в буксовых проемах
обработать на станке до остаточной
высоты не более 3 мм. У ремонтируемых
боковых рам приливы в буксовых проемах
обработать на станке на максимальную
высоту износа. При этом остаточная
высота прилива не менее 0,5мм, но не более
3 мм. Проникновение инструмента в тело
боковой рамы не допускается. Прокладки
сменные устанавливаются на обоих
буксовых проемах. Износ опорной
поверхности допускается не более 2мм.
Износостойкие
прокладки не могут быть установлены на
боковую раму, у которой отсутствует
хотя бы одно технологическое отверстие
на стенках в районе буксовых проемов.
Если боковая
рама пришла в ремонт с ранее установленными
сменными прокладками, то их снимают
боковую раму дефектоскопируют. При
 плановых
плановых
видах ремонта грузовых вагонов для
инструментального обмера боковых рам
тележек прокладки сменные, установленные
в буксовых проемах рам, снимаются. При
деповском ремонте на исправные боковые
рамы устанавливают прокладки сменные,
не имеющие трещин, механических
механических
повреждений, отколов. Допускается
постановка прокладки с износом пластины
не более 2мм. При капитальном ремонте
на опорные поверхности устанавливают
новые сменные прокладки.
Тележки,
оборудованные износостойкими прокладками,
взаимодействуют с корпусами букс,
восстановленными до чертежных размеров.
При постановки
прокладки на боковую раму ответственность
за невидимую часть буксового проема,
закрытую прокладкой несет бригадир
участка.
После измерения
базы боковой рамы бригадир наносит
мелом две последние цифры действительного
размера «М», для последующего переноса
данных в журнал выходного контроля
формы ВУ-32.
Например: размер
«М» равен 2184мм — нанести «84».
После измерения
геометрических размеров подпятника
бригадир наносит мелом на поверхность
подпятника диаметр, замеренный в двух
диаметрально противоположных плоскостях
и размер глубины подпятникого места
для последующего переноса данных в
журнал выходного контроля тележек формы
ВУ-32.
Для измерения
глубины опорной поверхности подпятника
штанген подпятника Т 914.06.000 устанавливается
на наружные борта подпятника и вертикальный
движок перемещается на место проведения
измерения. Планка движка опускается до
соприкосновения с опорной поверхностью
подпятника. Глубина опорной поверхности
подпятника будет равна величине базового
размера 25, алгебраически сложенной с
показаниями движка.
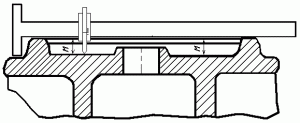
 Рисунок
Рисунок
20 –Измерение глубины подпятника
Измерение толщины
опорной поверхности подпятника
производится ультразвуковым толщиномером
типа ТУЗ-2. Остаточная толщина должна
быть не менее 18 мм. После ремонта контроль
толщины также производится ультразвуковым
толщиномером, толщина должна быть не
менее 30 мм.
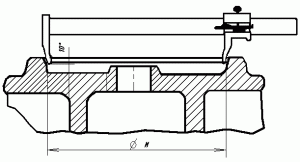
Рисунок 21 –Измерение
диаметра подпятника
Предельно допустимый
диаметр подпятника, не требующий
восстановления при выпуске из ремонта:
< 302,5+1,5мм – для
балок, изготовленных до 1986 г.
< 302,5+1,5мм – для
балок изготовленных после 1986 г.
При выпуске из
капитального ремонта:
= 302,5+1,5 мм – для
балок, изготовленных до и после 1986 г.
Для измерения
диаметра подпятника используется
штангенциркуль ШЦ-Ш-400-0,1 ГОСТ 166-89. При
измерении диаметра подпятника
штангенциркуль устанавливается упорами
измерительных поверхностей на  наружные
наружные
борта подпятника на высоте 10 мм от
вершины наружного бурта и прижимается
к упорной поверхности. Контроль
производится в 2-х взаимно перпендикулярных
плоскостях. За действительный размер
принимается наибольший.
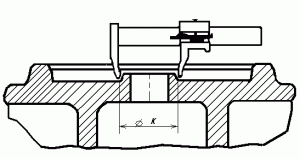
Рисунок 22 –
Измерение диаметра шкворневого отверстия
Предельно допустимый
диаметр отверстия под шкворень, не
требующий восстановления при выпуске
из деповского ремонта < 60 мм. Для
измерения диаметра отверстия под
шкворень используется штангенциркуль
ШЦ-I-125-0,1 ГОСТ 166-89. Измерения провести
в двух взаимно перпендикулярных
плоскостях. За действительное
значение принимается. Далее тележка
перемещается на шестую позицию по
конвейеру.
Шестая позиция
— сборка тележки после ремонта
Подборку
боковых рам и надрессорной балки в
тележку производить по возрастным
группам:
— нулевая группа
— постройка с 1997 г.
— первая группа
— постройка с 1985 г. по 1996 г.
— вторая группа
— постройка с 1974 г. по 1984 г.
-третья группа
— постройка до 1974 г.
Разрешается в
каждой группе подбирать элементы из
других прочностных групп, при этом номер
возрастной группы тележки должен
устанавливаться по элементу, имеющему
самый ранний период изготовления.
Подбор рессорного
комплекта производит слесарь по р.п.с.
(по ремонту рессорного комплекта).
В один рессорный
комплект подбирать пружины по высоте
с разницей не более 4 мм. Под фрикционные
клинья устанавливаются пружины, из
числа подобранных пружин для рессорного
комплекта, имеющие наибольшую высоту.
На одну из пружин (в зоне видимости)
устанавливается бирка о производственном
испытании, с указанием условного номера
предприятия, месяца и года (например:
600.10.05г.).
Запрещается
установка стальных фрикционных клиньев.
Устанавливаемые чугунные клинья должны
быть изготовлены по чертежу М 1698.00.002
(это нанесено на горизонтальной
поверхности клина) с усиленными упорными
ребрами и удлиненной вертикальной
поверхностью.
Крепление
колпака скользуна производит бригадир,
болтом M l2 с гайкой и шплинтом. Под гайку
устанавливается граверная шайба
диаметром 12 мм, шплинт разводится под
углом не менее 90°С. Колпак скользуна
снимают при ремонте.  При
При
деповском ремонте допускается установка
колпаков скользунов с неравномерным
максимальным износом наружной поверхности
до 3 мм, а при износе 3 мм и более — заменяют
новыми.
Для регулирования
зазоров между скользунами вагона и
тележки устанавливаются ровные стальные
регулировочные прокладки размером 210±
2 х 95 ± 2 мм, в количестве не более 4 штук,
толщиной 1,5-5 мм.
Нанесение
трафарета о принадлежности тележки к
кузову вагона после вышеперечисленных
работ, производится маляром (или
лаборантом) колесного участка.
Разрешается
в каждой группе подбирать элементы из
других прочностных групп, при этом номер
возрастной группы тележки должен
устанавливаться по элементу, имеющему
самый ранний период изготовления.
Подбор рессорного
комплекта производит слесарь по р.п.с.
(по ремонту рессорного комплекта).
В один рессорный
комплект подбирать пружины по высоте
с разницей не более 4 мм. Под фрикционные
клинья устанавливаются пружины, из
числа подобранных пружин для рессорного
комплекта, имеющие наибольшую высоту.
На одну из пружин (в зоне видимости)
устанавливается бирка о производственном
испытании, с указанием условного номера
предприятия, месяца и года (например:
600.10.05г.).
Запрещается
установка стальных фрикционных клиньев.
Устанавливаемые чугунные клинья должны
быть изготовлены по чертежу М 1698.00.002
(это нанесено на горизонтальной
поверхности клина) с усиленными упорными
ребрами и удлиненной вертикальной
поверхностью.
Крепление
колпака скользуна производит бригадир,
болтом Ml2 с гайкой и шплинтом. Под гайку
устанавливается граверная шайба
диаметром 12 мм, шплинт разводится под
углом не менее 90°С. Колпак скользуна
снимают при ремонте.
 При деповском
При деповском
ремонте допускается установка колпаков
скользунов с неравномерным максимальным
износом наружной поверхности до 3 мм, а
при износе 3 мм и более — заменяют новыми.
Для регулирования
зазоров между скользунами вагона и
тележки устанавливаются ровные стальные
регулировочные прокладки размером
210+2 х 95 ±2 мм, в количестве не более 4 штук,
толщиной 1,5-5 мм.
Нанесение
трафарета о принадлежности тележки к
кузову вагона после вышеперечисленных
работ, производится маляром (или
лаборантом) колесного участка.
Далее тележка
перемещается на седьмую позицию по
конвейеру.
Седьмая позиция
конвейера. Сборка тормозной рычажной
передач,, проверка качества ремонта,
нанесение клейм принадлежности
государству РФ и клейм о производстве
ремонта.
Сборка тормозной
рычажной передачи производится 2-мя
слесарями по р.п.с.
Рычажную
передачу тележки после постановки новых
колодок устанавливать в зависимости
от диаметра колес подбором величин «С»
и «Р».
Для предотвращения
западания серьги мертвой точки при
эксплуатации вагонов с тележками модели
18-100 при ремонте тележек устанавливается
модернизация в соответствии с ТИ
600.25100.00002, настоящего технологического
процесса.
После сборки
рама тележки краном снимается с конвейера
и подается на позицию выкатки.
После сборки
тележки производится клеймение боковых
рам и надрессорных балок.
Бригадир наносит
клеймо принадлежности государству РФ
(«20» шрифт № 10 в рамке 20х15 мм, с обрамлением
белилами). Клеймо ставят на боковых
рамах — на участке от начала прилива
выше приемочных клейм; на  надрессорной
надрессорной
балке — на видимой части верхней
горизонтальной плоскости на расстоянии
20 мм от края.
Место постановки
клейм отмечается металлической чертилкой
и зачищается шлифовальной машинкой с
абразивным кругом шириной 20 мм.
Маляр (лаборант)
колесного участка на литые детали
тележек (боковые рамы, надрессорные
балки) наносит трафарет белой краской
о принадлежности тележки к кузову
вагона:
при ДР — первая
и три последние цифры номера вагона;
при КР — год
проведения капитального ремонта, номер
вагоноремонтного предприятия, первая
и три последние цифры номера вагона.
При капитальном ремонте тележка
окрашивается черной краской ГОСТ 6586.
При производстве
тележки капитального ремонта, полная
окраска и нанесение трафаретов о
принадлежности к вагону производится
в покрасочной камере. Подача тележки в
покрасочную камеру производится с VII-й
позиции конвейера мостовым краном,
через транспортную тележку. После
окраски, в обратном порядке, тележка
устанавливается на подобранные колесные
пары.
На отремонтированную
и проверенную тележку бригадир тележечного
участка наносит клеймо шрифтом № 6:
условный номер пункта, проводившего
ремонт тележек, месяц (двумя цифрами),
две последние цифры года.
Образцы надписи
трафарета, наносимый масляной краской:
1. Трафарет, наносимый
при капитальном ремонте вагона.
05-600-5-546
05 — год проведения
капитального ремонта или год постройки
вагона; 600 — номер вагоноремонтного
предприятия или завода-изготовителя
вагона;
5 — первая цифра
номера вагона; 546 — три последние цифры
номера вагона.
2. Трафарет, наносимый
при деповском ремонте вагона
4-563
 4
4
— первая цифра номера вагона; 563 — три
последние цифры номера вагона.
Клейма и знаки
маркировки должны быть нанесены на
детали тележек после завершения ремонтных
работ, приемки их руководителями участка
и приемщиком вагонов в депо, начальником
ОТК.
После производства
диагностирования боковых рам и
надрессорных балок направленных на
продление срока службы, с помощью АЭ
установки. На детали в местах постановки
клейм бригадир по АЭ выбивает «ПСС»,
дату и условный номер предприятия
(например: ПСС 600 08 06)
На тележках,
признанных годными после ремонта,
ставятся клейма букв «РМ», высотой 70мм,
которые наносятся белой краской в
прямоугольник (100×100мм) на верхнем поясе
консольной части надрессорной балки
рядом с клеймами о производстве плановых
видов ремонта и на верхнем поясе боковой
рамы над правым буксовым проемом.
Если
тара вагона больше 25 тонн проверку
завышения, занижения фрикционных клиньев
производить непосредственно под вагоном.
Произвести
замер занижения, завышения фрикционных
клиньев под каждым клином
При подкатке
тележки под вагон в подпятник закладывается
смазка весом до 100г. типа КТСМ для опор
скольжения железнодорожного подвижного
состава.
 После этого
После этого
стропальщиком вагоносборочного участка,
с помощью крана, тележка подается в ВСУ
и в соответствии с меловой разметкой
на боковой раме по принадлежности
тележки к вагону устанавливается под
вагон.
Бригадир по
описи тележек заносит в журнал формы
ВУ-32 порядковый номер тележки под вагоном
и расположение боковых рам (правая или
левая). Отсчет порядкового номера тележки
под вагоном ведется от торца вагона со
стороны выхода штока тормозного цилиндра.
Содержание
1. Введение
…………………………………………………………………………………. 8
2. Назначение
и состав тележечного отделения ………………………………………….. 8
3.
Расчет численности работников
тележечного участка ……………………………….. 10
4.
Расчет оборудования участка
…………………………………………………………… 12
5.
Ремонт тележек
…………………………………………………………………………… 13
5.1. Входной контроль тележек …………………………………………………………. 13
5.2. Порядок разборки и обмывки ………………………………………………………. 13
5.3. Неразрушающий контроль составных частей и деталей
тележки ……….………. 14
5.4. Разборка тележки …………………………………………………………………… 15
5.5. Дефектация
составных частей и деталей тележек ………………………………… 18
5.6. Ремонт боковых рам ……………………………………………………………….. 21
5.7. Ремонт
надрессорной балки ……………………………………………………….. 25
5.8. Скользуны тележек ………………………………………………………………… 30
5.9. Требования к пружинному комплекту
…………………………………………….. 31
5.10. Ремонт фрикционного клина ……………………………………………………… 33
5.11. Сборка тележек после ремонта
……………………………………………………. 35
5.12. Проверка
качества ремонта………………………………………………………… 35
5.13. Нанесение клейм, знаков маркировки после
ремонта……………………………. 36
5.14. Окраска тележек…………………………………………………………………….. 37
5.15. Трафареты, наносимые масляной
краской……………………………………….. 39
5.16. Контроль тележек при выходе из
ремонта……………………………………….. 39
5.17. Ведение учетной документации
………………………………………………….. 40
5.18. Модернизация вертикального рычага тормозной
рычажной передачи…………. 47
6. Модернизация
узлов тележки …………………………………………………………… 51
6.1. Общие положения
………………………………………………………………….. 51
6.2. Модернизация
узла фрикционный клин и планка рессорного комплекта ……… 51
6.3. Модернизация
подпятникового узла надрессорной балки ………………………. 54
6.4. Модернизация
наклонных плоскостей надрессорной балки …..………………… 55
6.5. Модернизация
боковой рамы………………………………………………………. 55
6.6. Замена колпаков
надрессорной балки …………………………………………… 57
6.7. Требования к
выполнению наплавочных и электросварочных работ …………. 58
6.8. Контроль и
оценка качества деталей после сварки и наплавки………………….. 58
6.9. Требования к
квалификации персонала……………………………………………. 58
6.10. Выходной контроль тележек,
отремонтированных с установкой
износостойких
элементов………………………………………………………….. 59
7. Меры
безопасности при работе в тележечном отделении ……………………………… 60
ПРИЛОЖЕНИЯ
Приложение 1.
Схема размещения оборудования тележечного отделения..…………….. 72
Приложение 2. Перечень
оборудования тележечного отделения …………..……………….. 74
Приложение 3.
Перечень средств неразрушающего контроля, применяемых в
тележечном
отделении …..…………………………………………………. 75
Приложение 4.
Перечень измерительного инструмента и технологических
приспособлений…………..…………………………………………………… 76
Приложение 5.
Неснижаемый запас основных запасных частей и материалов,
применяемых при
ремонте вагонов ……………….………………………….. 79
Приложение 6.
Журнал приемки отремонтированных тележек грузовых
вагонов ф. ВУ-32
………………..………………………………………….. 80
Приложение 7.
Журналы учета поступления в ремонт и браковки боковых
рам и надрессорных
балок тележек грузовых вагонов …………………… 81
Приложение 8.
Сводная ведомость браковки боковых рам тележек
грузовых вагонов
………………………………………………………….. 82
Приложение 9.
Сводная ведомость браковки надрессорных балок
тележек грузовых
вагонов …………………………………………………. 83
Лист регистрации
изменений …………………………………………………………………….. 185
1. ВВЕДЕНИЕ.
1.1. Настоящая технологическая инструкция
распространяется на деповской и капиталь- ный ремонт двухосных тележек модели
18-100 в вагонном ремонтном депо Шахунья Горьковской Дирекции по ремонту
вагонов – филиала ОАО »РЖД».
1.2. Настоящий
технологический процесс ремонта тележек разработан на основе »Инструкции по
ремонту тележек грузовых вагонов» РД 32 ЦВ 052-2002, »Инструкции по ремонту
тележек грузовых вагонов модели 18-100 с установкой износостойких элементов в узлах
трения» РД 32 ЦВ 072-2005, руководящего документа »Методика выполнения
измерений надрессорных балок, боковых рам, пружин и рессорного комплекта при
проведении плановых видов ремонта тележек 18-100» РД 32 ЦВ 050-2005,
»Инструкции по ремонту тормозного оборудования вагонов» ЦВ-ЦЛ-945,
руководящих документов по неразрушающему контролю РД 32.174-2001, РД
32.149-2000, РД 32.150-2000, РД 32.159-2000, Инструкции по сварке и наплавке при
ремонте грузовых вагонов ЦВ-201-98, Методики испытания на растяжение деталей
грузовых и пассажирских вагонов № 656-2000 ПКБ ЦВ, Руководства по ремонту
триангелей Р 001 ПКБ ЦВ – 97 РК, Методики АЭК боковых рам и надрессорных балок
№ 682 – 2005 ПКБ ЦВ.
2.
ОБЩИЕ ПОЛОЖЕНИЯ.
2.1.
Настоящий комплект документов устанавливает:
—
организацию ремонта тележек;
—
технику безопасности при ремонте тележек;
—
способы ремонта и контроля деталей тележек;
—
нормы и требования, которым должны удовлетворять тележки при выпуске из
деповского и капитального ремонтов;
—
порядок выполнения транспортных операций;
—
порядок и места нанесения клейм;
—
учет и ведение отчетных форм, установленных на ремонт тележек.
2.2.
Ремонт производится по способу замены неисправных узлов и деталей заранее
отремонтированными или новыми соответствующего типа, отвечающими техническим
требованиям.
2.3.
Работой смены руководит бригадир тележечного участка, который подчиняется
мастеру цеха и заместителю начальника депо по ремонту.
Бригадир
осуществляет контроль за деятельностью работников смены. Он является
ответственным за своевременное и качественное выполнение ремонта тележек и
обеспечение безопасных условий труда.
Работы
по дефектации и клеймению деталей и узлов тележек выполняет бригадир
тележечного участка, который прошел обучение, сдал экзамены установленным
порядком и имеет навыки практической работы.
Результаты контроля технического состояния тележки учитываются в
журнале формы ВУ-32.
2.4.
Обеспечение рабочих мест инструментом, приспособлениями осуществляется через
инструментальное отделение.
2.5.
Обеспечение рабочих мест запасными частями осуществляется через кладовую, где
создается их необходимый запас непосредственно из вспомогательных участков и
складов НХ. Проверку оборотного запаса материалов и деталей осуществляют
бригадиры и мастер ремонтно-заготовительного цеха.
2.6.
Доставка деталей и материалов производится по заявке бригадира (мастера)
транспортным рабочим при помощи электрокары, или непосредственно исполнителями.
Технология ремонта тележек модели 18-100
КУРСОВОЙ
ПРОЕКТ
по
дисциплине «Технология производства и ремонта вагонов»
на
тему
Технология
ремонта тележек модели 18-100
Содержание
1.
Анализ конструкции тележки типа КВЗ-ЦНИИ
.
Анализ повреждаемости тележек грузовых вагонов
.
Пути повышения надежности и долговечности
.
Технологический процесс ремонта грузовой тележки
.
Расчет технических норм времени по организации технологического процесса сварки
.
Расчет параметров производственного участка и технико-экономическое обоснование
спроектированного технологического процесса
Список
используемой литературы
1. Анализ конструкции тележки типа 18-100
(ЦНИИ-ХЗ)
ремонт тележка надежность
долговечность
Тележка модели 18-100 является основным типом
тележек грузовых вагонов.
Рисунок 1.1.
Тележка (рис.1.1) состоит из двух колесных пар
1, двух литых боковых рам 2, четырех клиновых гасителей колебаний 3,четырех
буксовых узлов с роликовыми подшипниками 4, шкворня 5, надрессорной балки 6,
двух комплектов центрального рессорного подвешивания 7, двух триангелей с
системой рычагов тормозной передачи 8 и двух вертикальных скользунов 9.
Боковая рама тележки (рис. 1.2.) выполнена в
виде стальной отливки из стали марки 20ГФЛ (низколегированная марганцовисто-ванадиевая
сталь), имеющей следующий химический состав: углерода — 0,17-0,25%; марганца —
1,2-1,5%; кремния — 0,2-0,5%, ванадия — 0,06-0,13%; хрома — не более 0,3%,
никеля, меди, серы и фосфора — не боле 0,04%.
Боковая рама тележки
Рисунок 1.2
Эта сталь обладает временным сопротивлением 539
Мпа, пределом текучести — 392 Мпа, относительным удлинением не менее 18%,
относительным сужением не менее 25% и ударной вязкостью 490 кДж/м2 при
температуре +20°С и 245 кДж/м2 при температуре -60°С.
В средней части боковой рамы располагается проем
для пружинного комплекта, а по концам — проемы для букс. В верхней части
буксовых проемов имеются кольцевые приливы 7, которыми боковые рамы опираются
на корпуса букс, а по бокам располагаются буксовые челюсти 8.
Сечения наклонных элементов (поясов) и
вертикальных колонок боковой рамы имеют корытообразную форму с некоторым
загибом внутрь концов полок.
Горизонтальный участок нижнего пояса имеет
замкнутое коробчатое сечение. Балки с таким профилем хорошо сопротивляются
изгибу и кручению.
По бокам среднего проема в верхней части боковой
рамы расположены направляющие для ограничения поперечного перемещения
фрикционных клиньев.
Верхняя поверхность нижнего пояса 1, является
опорной поверхностью для установки пружин, положение которых фиксируется
специальными центровыми приливами 4.
С внутренней стороны к нижнему поясу примыкает
полка, являющаяся опорной для наконечника триангеля в случаи обрыва
подвески, которой триангель подвешен к
кронштейну 5 боковой рамы.
В местах расположения клиньев на колонках рамы
имеются направляющие 6, ограничивающие поперечное перемещение фрикционных
клиньев, между которыми с помощью заклепок 3 крепятся фрикционные иланки2.
Надрессорная балка тележки (рис. 1.3.) отливается
также из стали 20 ГФЛ в виде бруса равного сопротивления изгибу. Она имеет
замкнутое коробчатое сечение и изготавливается заодно с подпятником 3, опорами
для размещения скользунов 4, гнездами с наклонными плоскостями для фрикционных
клиньев 1 и полкой 5 для крепления кронштейна мертвой точки рычажной передачи
тормоза.
Рессорное подвешивание тележки модели 18-100
состоит их двух комплектов пяти, шести или семи двухрядных пружин,
расположенных под каждым концом надрессорной балки.
Надрессорная балка
Рисунок 1.3.
Пять пружин ставят в тележки, подкатываемые под
вагон грузоподъемностью до 50 т., шесть — до 60 т. и семь — более 60 т. Крайние
боковые пружины комплекта поддерживают клинья гасителей колебаний (см. рис. 1.1).
Клинья (рис. 1.4.) отливаются из стали 45. Снизу клинья имеют кольцевые
выступы, не допускающие смещение их относительно пружин в горизонтальной
плоскости.
Клинья располагаются в гнездах надрессорной
балки, упираясь в ее наклонные плоскости и прижимаясь вертикальной стенкой к
стальной фрикционной планке.
Фрикционный клин
Рисунок 1.4.
В тележке фрикционные клинья при взаимодействии
с фрикционными планками, надрессорной балкой и пружинами за счет работы сил
трения осуществляют одну из главных своих функций — гашение колебаний
обрессоренных масс вагона. Эту функцию клинья выполняют только в процессе
перемещения относительно фрикционных планок. Кроме того, на выполнение этой
функции существенную роль играет положение клиньев относительно надрессорной
балки.
При постройке новых вагонов положение клиньев
контролируется величиной Dγ (рис.1.5.),
равной среднему значению двух размеров Dγ`
и Dγ«,
которые равны расстоянию от опорной поверхности надрессорной балки до опорных
поверхностей левого и правого клиньев соответственно, т.е.
Dγ = (Dγ` + Dγ«)/2
Положение клиньев выше уровня надрессорной балки
Рисунок 1.5.
Для новых тележек величина предусматривается в
пределах минус 4-8 мм, т.е. опорные поверхности клиньев должны находиться ниже
уровня опорной поверхности надрессорной балки на 4 -8 мм.
. Анализ повреждаемости тележек грузовых вагонов
Анализ данных отцепок вагонов в текущий
неплановый ремонт показывает, что около 12 % вагонов поступают с отказами
сборочных единиц тележек.
Нагрузки, действующие на тележки, носят
случайный характер и зависят от полезной нагрузки, скорости движения, состояния
пути и ряда других факторов. Поэтому и отказы также носят случайный характер.
Все дефекты боковых рам тележек можно разбить на
две основные группы: дефекты усталостного происхождения и износы трущихся
поверхностей.
Характерное расположение всех этих дефектов
представлено на рис. 2.1.
Продольные трещины 3 в зонах сопряжения
надбуксовой полки с вертикальной стенкой двутавра образуются в основном из-за
наличия скрытых дефектов литейного происхождения — рыхлот, усадочных раковин.
Трещины 2, 4, 7 носят усталостный характер.
Трещины 2 зарождаются в углах буксового проема. Причем, если на внешний угол
приходится 46 % всех усталостных разрушений, то на внутренний угол буксового
проема приходится уже 34 % всех трещин по раме. Любой угол является зоной
концентрации напряжений, они трудны для качественной формовки и заливки при
изготовлении боковых рам и с учетом того, что зона буксового проема
неподрессоренной боковой рамы является наиболее нагруженной зоной рамы, поэтому
здесь и возникают наиболее часто усталостные разрушения. Кроме того, причиной
образования трещин в зоне наружного угла буксового проема могут быть продольные
силы, возникающие при торможении вагона горочными замедлителями и при
соударении вагонов с повышенными скоростями.
Рис. 2.1. Дефекты боковых рам
В наклонных поясах боковой рамы, которые
представляют собой незамкнутые оболочки, трещины 7, 4 обычно зарождаются от
внутренних буртов сечения.
Трещина 6 в углу рессорного проема начинается от
залива окна или от ребра жесткости. Трещины такого типа появляются в результате
действия на нижний пояс боковой рамы усилий от пружин, которые приводят к
раскрытию угла рессорного проема.
Трещины 2, 4, 7 являются поперечными трещинами,
угрожают безопасности движения и поэтому боковые рамы с такими дефектами не
восстанавливаются, а подлежат выбраковке.
Выявляются трещины в эксплуатации визуально, а
при плановых ремонтах методами цветной, вихретоковой или феррозондовой
дефектоскопии.
Другой большой группой дефектов боковых рам
являются износы трущихся поверхностей. Износ поверхностей направляющих букс 1
происходит от взаимодействия с корпусом буксы. Эти износы влияют на зазоры
между боковой рамой и корпусом буксы.
Отклонения величин зазоров в эксплуатации
существенно отражаются на изменении геометрии тележек в горизонтальной
плоскости, что приводит к интенсификации извилистого движения, росту рамных
усилий и горизонтальных ускорений кузова, увеличению перекосов и углов
набегания колесных пар по кругу катания и гребню, а также заклиниванию и
разрушениям роликовых подшипников.
Чтобы не допустить этих недостатков при ремонте,
производится измерение ширины буксового проема (рис. 2.2), который при выпуске
из деповского ремонта должен быть не более 342 мм (при капитальном
соответствовать чертежным размерам). Этот размер определяется специальным
шаблоном.
До постановки фрикционных планок проверяется
расстояние между стенками проема боковины и наружными челюстями буксовых
проемов (размеры Н1 и Н2) штангенциркулем базового размера. Разница между ними
не должна превышать 3 мм при деповском ремонте и 2 мм при капитальном. При
большей разнице соответствующие буксовые челюсти подвергают наплавке с
последующей механической обработкой.
Износ каждой из направляющих челюстей по ширине
допускается не более 4 мм при деповском ремонте. При больших износах
производится восстановление наплавкой с последующей механической обработкой.
При капитальном ремонте износы не допускаются, и производится восстановление до
размеров новой боковой рамы.
Рис. 2.2. Размеры боковых рам тележек модели
18-100 при выпуске из капитального ремонта
Наиболее часто в боковых рамах тележек модели
18-100 возникают износы в стенках отверстий кронштейнов (рис. 2.3) для валиков
2 подвесок тормозных башмаков 3. Эти износы в виде овализации отверстий в
вертикальной плоскости приводят к существенному росту динамических нагрузок и,
соответственно, интенсифицируют темпы дальнейшего нарастания износов трущихся
деталей.
Восстановление разработанных отверстий по
диаметру свыше 3 мм производят предварительной расточкой отверстия до диаметра
45+0.62 мм с последующей постановкой сменной волокнитовой втулки 4 (рис. 2.3).
Укрепление втулки в отверстие кронштейна производится эпоксидным клеем.
Если отверстие в кронштейне разработано до
диаметра более 45,62 мм, то его рассверливают до диаметра 50,62 мм для постановки
втулки, изготовленной из стали Ст.З с внутренним диаметром 45 мм. Втулка
запрессовывается с натягом 0,025…0,075 мм, после чего ее обваривают по
периметру. Боковые рамы тележек модели 18-100 на вертикальной стойке рессорного
проема имеют фрикционные планки, которые крепят с помощью заклепок.

Рис. 2.3. Схема восстановления кронштейна:
— кронштейн для валика подвески башмака; 2 —
валик подвески; 3 — подвеска башмака; 4 — втулка волокнитовая; 5-втулка
резиновая
Рис. 2.4. Возможные положения фрикционных
клиньев в тележке
При перемещении клина относительно фрикционной
планки развиваются силы трения, приводящие к износу трущихся поверхностей 8
(см. рис. 2.1). Конструкцией предусмотрено, чтобы при перемещении клиньев вниз
сила трения была меньшей, чем при перемещении вверх. Это условие обеспечивается
таким расположением фрикционных планок, чтобы расстояние между ними понизу было
на 4… 10 мм больше, чем поверху (см. рис. 2.2).
В результате износа поверхностей фрикционной
планки, клина и надрессорной балки изменяется положение фрикционного клина
относительно надрессорной балки, т.е. клин перемещается вверх, и опорные
плоскости его устанавливаются выше опорных поверхностей надрессорной балки. В
эксплуатации величина разности уровня клиньев и надрессорной балки тележки
колеблется в значительных пределах от -10 до +20 мм (рис. 2.4).
Проведенные расчеты показали, что при завышении
клина на 12 мм сила трения гасителя колебаний уменьшается на 30…35 % у
груженого вагона, а у порожнего происходит полная разгрузка клиньев. Это
приводит к ухудшению процесса гашения вертикальных колебаний, росту амплитуды
колебаний, а следовательно, и напряжений в элементах кузова.
Это происходит потому, что при завышении клина
прогиб подклиновых пружин становится меньше прогиба основных пружин комплекта,
и нагрузки на подклиновые пружины и клинья уменьшаются, а значит и сила трения
между клином и планкой уменьшается.
Завышение клиньев особенно у порожних вагонов
опасно из-за возможности выпадения подклиновых пружин и клиньев.
При занижении клина на 12 мм происходит
увеличение силы трения гасителя колебаний в 2 раза, что может привести к
заклиниванию клина и выключению из работы рессорного подвешивания.
В этом случае силы трения увеличиваются
вследствие того, что подклиновые пружины сжаты больше, чем основные, нагрузка
на них больше и соответственно больше сила трения на трущихся поверхностях
планки, клина и надрессорной балки.
Положение клиньев определяется расстоянием А
(рис. 2.4) между поверхностями трения фрикционных планок, а также размерами
клиньев «а» и размером «b»
надрессорной балки. Тогда положение опорной поверхности клина относительно
опорной поверхности надрессорной балки будет определяться выражением
= 0,5[А — (2а + b)] tga
С целью продления срока службы гасителя для
новых тележек или вышедших из ремонта целесообразно подбирать клинья и балку с
большей полнотой. Это можно выполнить, подбирая клинья и надрессорные балки
так, чтобы соблюдалось неравенство
а + b > A
или по специальным таблицам Инструкции РД 32
ЦВ052-99.
Исходя из этого, длина основания (полнота) клина
должна быть, например, не менее 227 мм при выпуске из деповского ремонта одной
разновидности клиньев.
Поэтому при сборке тележек модели 18-100 при
деповском ремонте допускается завышение хотя бы одного фрикционного клина
относительно нижней опорной поверхности надрессорной балки не более 3 мм, а
занижение не более 8 мм. При капитальном ремонте фрикционные клинья должны быть
занижены до 4… 12 мм.
Повреждаемость фрикционных планок
В эксплуатации в результате перемещения клина
происходит износ фрикционной планки и на ее трущейся поверхности образуется
углубление (рис. 2.5).
Рис. 2.5. Износ фрикционной планки
Буртики, образующиеся при износе, ограничивают
перемещение клина при больших величинах возмущающих сил со стороны пути и
вызывают жесткие удары фрикционного клина в нижнюю кромку углубления. Это часто
приводит к ослаблению и обрыву заклепок фрикционной планки. Поэтому допускаемая
величина износа планок должна быть ограничена.
Износ фрикционных планок при деповском ремонте
допускается не более 3 мм, а при капитальном — они заменяются новыми. Планки,
имеющие больший износ, заменяются новыми или отремонтированными. Наплавка
разрешена при износе до 8 мм.
Неисправные фрикционные планки могут
наплавляться специальными электродами марки ЭН-18Г4-35 или ЭН-15ГЗ-25 с
последующей механической и термической обработкой. Твердость после
термообработки должна быть не ниже 286 НВ.
В случае обнаружения ослабших заклепок крепления
фрикционной планки к боковой раме эти заклепки необходимо срезать и ставить
новые. Запрещается выпускать из ремонта боковые рамы, у которых ослабшие
заклепки заварены, подтянуты или подчеканены.
Также запрещается выпускать из ремонта боковины
с приваренными электросваркой фрикционными планками, так как оба эти метода не
обеспечивают прочности крепления планок.
Повреждаемость фрикционных клиньев
Фрикционные клинья изнашиваются по вертикальной
плоскости о фрикционную планку, а наклонные плоскости о надрессорную балку. Обе
плоскости изнашиваются неравномерно.
Вертикальная плоскость больше изнашивается по
краям и меньше в середине. Это происходит в результате взаимного забегания
боковых рам тележки при движении вагона. Наклонная плоскость изнашивается менее
интенсивно, но также неравномерно. Анализ показывает, что интенсивность износа
фрикционных клиньев с течением времени увеличивается.
Фрикционные клинья, имеющие износы вертикальной
и наклонной поверхностей более 3 мм при деповском ремонте, должны
ремонтироваться наплавкой с последующей механической обработкой или заменяться
новыми. Наплавка разрешена при условии, что толщина оставшейся части стенок не
менее 5 мм. При капитальном ремонте необходимо устанавливать новые клинья.
Вертикальные плоскости фрикционных клиньев
допускается ремонтировать приваркой планок с последующей механической
обработкой. Для этого производят обработку вертикальной стенки на фрезерном или
строгальном станке до толщины 6 мм. В нижней части вертикальной стенки
выполняют фаску под углом 45°.
После подготовительных работ к вертикальной
стенке устанавливают планку из листовой стали Ст.З или низколегированной стали
толщиной 10 мм. В планке должны быть просверлены 5 отверстий в шахматном
порядке по всей плоскости. После плотного прижатия планки завариваются
электрозаклепками по отверстиям, а затем планка приваривается к клину по
периметру. Приварку проводят электродами Э46 или Э42А диаметром 4…5 мм. Катет
швов должен быть 8…10 мм.
Повреждаемость надрессорных балок
В настоящее время эксплуатация вагонного парка
происходит в условиях повышенного использования грузоподъемности вагона и
высоких скоростей движения. В результате даже при движении по прямолинейным
участкам с V=11 м/с сила инерции достигает значений, достаточных для отрыва
пятников от плоской поверхности подпятника.
Рис. 2.6. Износы и повреждения надрессорных
балок
В результате возможно краевое опирание пятника и
перераспределение нагрузок по подпятнику и, как следствие, повышенная
повреждаемость в зоне подпятников. На рис. 2.6 представлены наиболее
характерные усталостные повреждения подпятника.
Трещина 1 опорной колонки является следствием
дефектов литейного происхождения. Эти трещины в соответствии с инструкцией
разрешается заваривать при условии, что трещина расположена в нижней части
колонки (h < 250 мм), доступна для разделки и длина ее составляет не более
половины длины периметра сечения колонки в данном месте. Выявляют эти трещины
через технологические окна верхнего и нижнего поясов с подсветкой. Кольцевые
трещины 2 являются следствием краевого опирания пятника на подпятник особенно
при дополнительном воздействии центробежных и ветровых нагрузок на кузов
вагона. Как правило, эти трещины зарождаются в зонах подпятников, расположенных
по поперечной оси вагона. Заваривать кольцевые трещины разрешается при условии,
что длина ее не превышает 250 мм и не переходит через наружный борт на
плоскость верхнего пояса.
На образование кольцевой трещины вблизи прилива
для шкворня влияет также действие крутящего момента, образующегося при
продольном смещении пятника по подпятнику, особенно при наличии значительных
износов борта подпятника и упорных поверхностей пятника. В этом случае возможно
образование трещин вокруг всего прилива для шкворня с последующим выламыванием
этого прилива и падением его внутрь объема надрессорной балки.
Трещины наружного борта 3 образуются чаще в
сечениях борта по продольной оси вагона при значительных износах внутренних
поверхностей от взаимодействия с пятником. При деповском ремонте разрешается
эти трещины заваривать при условии, что длина двух трещин не превышает 120 мм.
При капитальном ремонте заварка трещин не допускается.
При обследованиях надрессорных балок установлено,
что глубина износов опорных поверхностей подпятников 4, упорных поверхностей
наружных 5 и внутренних 6 буртов резко возросли. Это происходит из-за
увеличения интенсивности перемещений пятника по подпятнику.
Перемещение пятника по подпятнику при дополнительном
воздействии кромочного опирания пятника на подпятник и поворот пятника
относительно подпятника при прохождении кривых приводят к износам опорной
поверхности подпятника с максимальной глубиной износа возле наружного борта по
поперечной оси вагона. Интенсивность этого износа составляет примерно 0,3…0,4
мм в год.
Наплавка изношенной опорной поверхности 4
разрешается электродами с повышенной износоустойчивостью металла, при условии,
что глубина износа лежит в пределах от 3 до 7 мм.
Так как в последние годы эти износы имеют
тенденцию к повышению интенсивности, ВНИИЖТом предлагались методы повышения
износостойкости и технологичности устранения этих износов с помощью сменных
вставок, устанавливаемых в подпятник, или по методу ГПИН.
Износы наружного 5 и внутреннего борта 6 имеют
ярко выраженную ориентацию по продольной оси вагона и серповидную форму.
Разрешается устранять износы бортов, если
оставшаяся толщина стенки наружного борта не менее 11 мм, а внутреннего не
менее 7 мм.
Отколы борта также имеют ориентацию по
продольной оси вагона и образуются под действием продольных сил при условии
существенного износа борта.
Износы отверстия для шкворня 7 разрешается
устранять обычным способом. Если износ отверстия превышает 2 мм на сторону или,
если имеется откол внутреннего борта более половины периметра, борт
восстанавливается путем вварки точечной втулки.
Продольные трещины 5 верхнего пояса, идущие от
технологического окна, разрешается устранять при суммарной длине их не более
250 мм и не переходящих на наружный борт подпятника.
Надрессорная балка опирается наклонными
поверхностями, расположенными под углом 45°, на фрикционные клинья. В процессе
движения вагона надрессорные балки и клинья взаимно перемещаются вдоль и
поперек вагона, что приводит к износу их наклонных поверхностей. Поэтому при
всех видах ремонта производится измерение износов наклонных поверхностей с
помощью шаблона.
Наклонные поверхности 9 восстанавливаются при
износе более 3 мм на сторону при деповском ремонте и не допускаются при
капитальном ремонте. Восстановление наклонных поверхностей производится либо
наплавкой, либо путем приварки накладок из Ст.45.
Установка стальных накладок допускается после
механической обработки наклонной поверхности. Оставшаяся толщина металла
наклонной поверхности перед наплавкой должна быть не менее 7 мм.
После наплавки или установки износостойких
накладок должна обеспечиваться симметричность надрессорной балки.
Существенное влияние на динамику вагона и на
напряженное состояние деталей имеют зазоры в горизонтальных скользунах. При
уменьшении суммарных зазоров между скользунами с 20 до 6 мм коэффициент
динамики уменьшается примерно в 2…3 раза. Но одновременно увеличиваются
горизонтальные поперечные силы при движении по кривым участкам, т.е. происходит
рост направляющих усилий на 0,5… 1 т, что ухудшает вписывание в кривые и
может привести к сходу вагонов с рельсов.
В соответствии с действующими инструкциями,
зазоры в скользунах при выпуске из деповского ремонта должны быть в пределах
6… 16 мм, а в эксплуатации 2…20 мм.
Увеличение зазора происходит за счет износа
плоскости трения съемного колпака скользуна 10 (см. рис.2.6).
Эти износы восстанавливают при величине более 3
мм обычной наплавкой с последующей механической обработкой до чертежных
размеров или постановкой накладки с обваркой по всему периметру.
Регулирование зазора между скользунами тележки и
рамы производится путем постановки под колпак сменных прокладок 11 различной
толщины.
. Пути повышения надежности и долговечности
Требования по установке, демонтажу и ремонту
износостойких прокладок
Опорные и упорные поверхности боковой рамы в
буксовом проеме подлежат ремонту в соответствии с инструкцией РД 32 ЦВ
052-2002.
Не допускается ремонт боковой рамы, у которой в
буксовом проеме опорная поверхность имеет местный канавкообразный износ в тело
рамы. Изношенные вертикальные направляющие плоскости в буксовом проеме (упорные
поверхности) восстанавливаются износостойкой наплавкой с обеспечением твердости
240 — 300 НВ с последующей станочной обработкой до чертежных размеров.
Изношенные приливы опорных поверхностей в
буксовых проемах боковых рам под корпусом буксы обрабатывают на станке по всей
плоскости прилива на максимальную величину износа. При остаточной высоте
прилива 3 мм и менее на обработанную на станке плоскость установить сменные
прокладки. При обработке прилива проникновение инструмента в тело боковых рам
не допускается.
При поступлении в ремонт боковых рам, на опорных
поверхностях которых в буксовых проемах были установлены прокладки сменные,
прокладки снимают, боковые рамы дефектоскопируют. При деповском ремонте на
исправные боковые рамы устанавливают сменные прокладки, не имеющие трещин,
механических повреждений, отколов. Допускается постановка с износом пластины не
более 2 мм. При капитальном ремонте на опорные поверхности устанавливают новые
прокладки.
На боковые рамы, не имеющие технологического
отверстия под буксовыми проемами, сменные прокладки не устанавливаются.
При поступлении в ремонт боковых рам с
приваренными накладками на опорных поверхностях, планки удаляют на станке по
технологии ВНИИЖТа и после дефектоскопирования на опорные поверхности боковых
рам устанавливают сменные накладки.
По указанию ОАО «РЖД» допускается ремонт опорных
поверхностей в буксовых проемах боковых рам с износом до 4 мм. На
отремонтированную поверхность устанавливаются сменные прокладки, разработанные
ИЦ «Сплав».
После станочной обработки опорных мест в
буксовых проемах боковой рамы допускается непараллельность опорных поверхностей
не более 1 мм.
Неровности в переходе от обработанной
поверхности к необработанной по радиусу 55 мм необходимо зачистить.
Сменные износостойкие прокладки устанавливаются
при плановых ремонтах вагонов во всех буксовых проемах всех боковых рам одного
вагона.
Для установки на боковую раму износостойкой
прокладки, ее плотно прижимают к опорной поверхности с помощью струбцины. Более
длинные «лапки» корпуса прокладки располагают против технологических отверстий
на стенках боковой рамы. Указанные «лапки» сгибают на цилиндрической оправке и
затем заправляют в технологические отверстия ударами молотка через оправку.
После загиба «лапок», перемещения прокладки вдоль боковой рамы должны быть не
более ± 10 мм, а поперек — не более ± 5 мм.
При плановых ремонтах грузовых вагонов с
выкаткой и разборкой тележек, износостойкие прокладки снимаются с боковых рам
для полного освидетельствования боковой рамы в буксовых проемах. Для этого
отгибаются «лапки» корпуса прокладки с наружной стороны боковой рамы.
Установка сменных прокладок не допускается при
наличии:
трещин на корпусе прокладки или пластине;
отколов на износостойкой пластине;
трещин сварного шва между износостойкой
пластиной и корпусом прокладки.
неравномерного износа опорной поверхности
износостойкой пластины относительно неизношенной части поверхности более 2 мм.
Тележки, оборудованные износостойкими
прокладками, должны взаимодействовать с корпусами букс, восстановленными до
чертежных размеров.
Метод ГПИН
Установка прокладки вышеописанным образом имеет
некоторые недостатки: постановка износостойкой прокладки происходит не прочно,
вследствие чего в отверстие попадает влага и продукты истирания. Это является
причиной возникновения различного рода дефектов.
Таким образом, ВНИИЖТом к настоящему времени
разработан комплекс технологий для проведения укрупненного ремонта боковых рам
методом горячей посадки износостойких накладок (ГПИН) и упрочнение
трещиноопасных зон упругопластическим деформированием (УПД).
По методу ГПИН на механически обработанную
опорную поверхность устанавливается износостойкий элемент, выполненный по форме
опорной поверхности. Его закрепление происходит за счет натяга, обусловленного
разностью температур сопряженных поверхностей. Нагрев износостойкой накладки
(ИН) производился до температуры закалки (для стали марки 65Г — 840 °С), после
чего накладка размещалась на надбуксовой плоскости боковой рамы и осаживалась в
вертикальном направлении с загибом напусков гидроскобой за надбуксовую стенку.
Вследствие ускоренного охлаждения ИН происходит ее закалка с самоотпуском,
обеспечивающая высокую твердость поверхности ИН, достигающую 300 НВ. Этого
достаточно для обеспечения работоспособности боковой рамы до следующего
капитального ремонта.
. Анализ существующих методов ремонта тележки
типа 18-100
В практике работы вагоноремонтных предприятий
применяется ряд технологических процессов ремонта тележек. Прежде всего, они
разделяются на стационарный и поточный методы.
Ремонт тележек стационарным методом
осуществляется практически во многих депо одинаково. Этот метод мало эффективен
и поэтому в передовых депо и на ВРЗ применяют поточный метод, но с различными
особенностями, зависящими от местных условий.
Ремонт тележек в вагонном депо поточном методом
Выкаченные из-под вагонов тележки по поперечному
пути либо с помощью трансбордера, либо мостового крана подаются на путь приема
тележек в ремонт.
Если это возможно по местным условиям каркас
тележки снимают с колесных пар мостовым краном и передается на первую позицию
поточно-конвейерной линии ремонта тележек (ПКЛ), а колесные пары прокатываются
дальше по поперечному пути в колесно-роликовый участок.
На позиции 1
мостовым краном снятый каркас тележки устанавливаются нижней частью
надрессорной балки на каретку ПКЛ и начинается процесс разработки тележки.
Здесь производится снятие шкворня, отворачиваются или срезаются болты, крепящие
колпаки скользунов, снимаются колпаки с прокладками, разбираются комплекты
пружин и фрикционных клиньев.
По окончании этих работ каркас тележки
транспортирующим органом перемещается в моечную машину (позиция 2), где
производится очистка и обмывка тележек.
На позиции 3
производится разборка рычажной передачи и снятие триангелей. Для этого
удаляются валики вертикальных рычагов, что позволяет удалить сами вертикальные
рычаги, подосную тягу, а затем триангель вместе с башмаками и колодками.
На позиции 4
специальным устройством раздвигают боковые рамы с надрессорной балки и
укладывают на дефектоскопную установку.
В настоящее время наиболее эффективными методами
неразрушающего контроля являются вихретоковый метод контроля дефектоскопом
ВД-12НФ и феррозондовый.
Феррозондовый способ лучше вписывается в
поточно-конвейерный метод ремонта.
С помощью этих методов выявляются все
усталостные дефекты в виде трещин в боковых рамах и надрессорных балках.
Кроме того, на данной позиции производится
осмотр боковых рам, надрессорных балок с целью выявления отколов, ослабления
заклепок фрикционных планок и измерения размеров тележек в изнашиваемых зонах в
соответствии с рис.3.2; 3.3; 3.10; 3.11; 3.12.
Сборочные единицы с трещинами бракуются в
соответствии с требованиями раздела 3, а детали со сверх допустимыми износами
снимаются с ПКЛ и передаются в соответствующие технологические участки, где
производится наплавка и механическая обработка этих поверхностей, а также смена
фрикционных планок и втулок кронштейнов для валиков подвески башмаков.
После выполнения перечисленных работ боковые
рамы и надрессорные балки передаются на позицию 5.
Позиция 5
— это позиция начала сборочных работ На опору каретки конвейера устанавливают
надрессорную балку, на концы которой навешивают боковые рамы. На нижний пояс
рессорного проема устанавливают пружины и фрикционные клинья.
Позиция 6
— предназначена для сборки рычажной передачи. Здесь производится установка
триангелей, заводят подвески в гнезда башмаков, устанавливают валики в отверстия
подвесок и кронштейнов боковых рам, устанавливают тормозные колодки,
вертикальные рычаги, которые соединяются распорной тягой.
Позиция 7
— производится соединение установленных на 6 позиции сборочных единиц рычажной
передачи с помощью валиков серьги с державкой мертвой точки и вертикальными
рычагами, соединяют вертикальные рычаги между собой, с триангелем и другими
деталями со смазкой всех шарнирных соединений.
Позиция 8
— предназначена для установки колпаков скользунов. шкворней, сдачи каркаса
тележки приемщику и установки каркаса тележки на колесные пары.
Позиция 9 и 10
— производится соответственно окраска и сушка тележек.
Операция окраски в депо производится в основном
вручную, а сушка непосредственно в цехе. На ВРЗ имеются специальные
окрасочно-сушильные агрегаты.
5. Технологический процесс ремонта тележек
модели 18-100 (ЦНИИ-Х3)
рис. 5 Схема участка по ремонту тележек
Ремонт тележек будем производить по способу
замены неисправных частей и деталей заранее отремонтированными или новыми
соответствующего типа.
I позиция:
начинается разборка двухосной тележки перед моечной машиной, рама тележки
снимается с колесных пар кран-балкой, а колесные пары поочередно передаются в
колесно-роликовый участок для ремонта.
После снятия рамы с колесных пар она помещается
на позицию накопления тележек (1, рис.5)
II позиция:
производится очистка тележек (2, рис.5), рама очищается и перемещается на
поточную линию для дальнейшей обмывки в моечной машине (3, рис.5), откуда
поступает на позицию ремонта тележек (4, рис.5).
III позиция:
Разборка рамы двухосной тележки производить в следующей последовательности:
выбить чеки и снять тормозные колодки 17,
предохранительные скобы 4;
снять шплинты 7, 10;
снять шайбы 9, выбить валики 8, снять вертикальные
рычаги 5 и распорную тягу 2;
выбить шплинты 15, снять шайбу и валики 14,
снять серьгу мертвой точки 6, после удаления шплинта 11, шайбы 12 и валика 13;
вынуть проволоку предохранительных шайб, снять
шайбы;
выбить шплинт 13 валика 16, валики 16, опустить
триангель 1 на предохранительные папочки боковин рамы;
снять подвески 3 тормозного башмака, снять
триангель 1 (одно временно снимают и второй триангель и передают на позицию их
ремонта);
вынуть шкворень 18, приподняв краном или
пневматическим подъемником с кантователем надрессорную балку 19, снять клинья
фрикционные 20, снять пружинные комплекты 21;
удалить шплинт 23, свинтить гайку 24 с болта 25
и вынуть его, снять резинометаллический комплект 26, балку опорную 34;
снять контактную планку 27, регулировочную
планку 28;
удалить шплинт, свинтить гайку 29, снять шайбу
31, болт 32, снять колпаки 33;
боковины рамы тележки при помощи подъемников с
кантователями снимаются с надрессорной балки;
надрессорная балка остается на подъемнике —
кантователе.
IV
позиция: производится контроль сборочных единиц и
диагностика.
Триангели рычажной передачи тележек испытывают
на растяжение на стенде ОР-12921 после производства их ремонта.
Детали тележек подвергаются неразрушающему
контролю магнитопорошковым, вихретоковым, феррозондовым методами.
Перечень деталей тележек, подвергаемых
неразрушающему контролю:
боковая рама тележки, вихретоковый контроль,
феррозондовый контроль, при всех видах планового ремонта вагонов, до и после
ремонта боковых рам сваркой.
При поступлении в ремонт и выпуске из ремонта
боковых рам с наплавленными опорными поверхностями установить порядок контроля
восстановленной опорной поверхности двумя видами дефектоскопов под контролем
ВПВ;
надрессорная балка, вихретоковый, феррозондовый,
при всех видах планового ремонта вагонов, до и после ремонта надрессорных балок
сваркой;
шкворень, МПК, при всех видах планового ремонта
вагонов;
подвеска тормозного башмака грузовых вагонов,
МПК, при всех видах планового ремонта вагонов;
тяга тормозная, МПК, при капитальном ремонте
вагонов, при изготовлении и ремонте деталей сваркой.
Дефектация составных частей и деталей тележек
грузовых вагонов должна производиться после проведения неразрушающего контроля.
Дефектацию проводят визуальным и
инструментальным способами. Наличие трещин во всех деталях тележек не
допускается, помимо трещин, которые устраняются при плановых видах ремонтов в
соответствии с действующей документацией.
Литые детали тележек, имеющие износы,
превышающие допустимые, подлежат ремонту сваркой и наплавкой с последующей
механической обработкой до чертежных размеров (кроме опорных поверхностей
буксовых проемов боковой рамы).
Нетиповые чеки крепления тормозных колодок,
шайбы крепления рычажной передачи тележек заменяют типовыми, а шплинты —
новыми. Шарнирные соединения рычажной передачи смазывают в соответствии с
требованиями, изложенными в «Инструкции по ремонту тормозного оборудования
вагонов», ЦВ-ЦЛ-292.
Зазор в шарнирном соединении в рычагах рычажной
передачи допускается не более 3 мм при деповском и 1,3 мм при капитальном
ремонтах. При текущем отцепочном ремонте и в эксплуатации этот зазор не
проверяется.
Шкворни, имеющие трещины, подлежат замене. Износ
шкворней по диаметру допускается не более 3 мм, а изгиб не допускается.
Разница баз боковых рам допускается не более 2
мм.
V
позиция: позиция начала сборочных работ.
На сборку поступают отремонтированные и
скомплектованные узлы и детали тележек, проверенные бригадирами, мастерами,
ВПВ.
Сборка рамы тележки производится в обратной
последовательности:
Надрессорная балка устанавливается на подъемник
— кантователь, боковины надвигают, на балку; при помощи специальных
приспособлений или при помощи кран-балки навешивают на концы надрессорной
балки. Устанавливают на боковины рамы скомплектованные пружины, фрикционные
клинья на наиболее высокие пружины, опускают надрессорную балку на
пружинно-фрикционный рессорный комплект.
VI
позиция: производится сборка рычажной передачи.
В пазы тормозных башмаков необходимо установить
отремонтированные или новые подвески, подвесить триангели на раму тележки.
Устанавливаются скобы, ставятся валики, на них шайбы, валики зашплинтовываются
шплинтами, концы шплинтов разводятся под углом 90о. Устанавливаются
вертикальные рычаги, тормозные колодки, распорная тяга.
VII
позиция: производится соединение сборочных единиц.
Соединить вертикальные рычаги с триангелями,
валиками, шайбами и шплинтами. Соединить вертикальные рычаги с серьгой мертвой
точки, вставив валик и установив шайбу и шплинт. Соединить вертикальные рычаги
с распорной тягой.
Произвести смазку всех шарнирных соединений.
VIII
позиция: производится установка колпаков скользунов,
шкворней. Каркас тележки сдается приемщику, подкатываются колесные пары.
Производится проверка качества ремонта. Проверке
подвергаются:
колесные пары (выполняют руководители колесного
участка, цеха);
буксовые узлы колесных пар (выполняют
руководители участка ремонта и комплектовки букс с роликовыми подшипниками);
надрессорные балки;
боковые рамы тележки с фрикционными планками;
фрикционные клинья
пружины и их комплектование;
детали тормозной рычажной передачи.
IX
и Х позиция: производится соответственно
окраска и сушка тележек.
. Расчет технических норм времени по организации
технологического процесса сварки
Выбор типа и марки электрода
Тип электрода при выполнении сварочных работ
выбирается в зависимости от нескольких факторов: главным фактором
является получение требуемых механических свойств основного и наплавленного
металла. При сварке низколегированной стали необходимо подбирать электроды с
расчетом на то, что за счет основного металла прочность металла шва повысится,
т.е. следует применять типы электродов, дающих наплавленный металл несколько
менее прочный, но зато более пластичный, чем основной металл. Исходя из этого
требования, для заварки продольной трещины в зоне сопряжения надбуксовой полки
с вертикальной стенкой двутавра возможно применять следующие марки электродов:
АНО-5, АНО-1, ОЗС-12, ОЗС-6.
Вторым фактором,
которому в настоящее время уделяется большое внимание, является повышение
производительности труда. С учетом этого требования ниже перечисленные марки
электродов имеют существенные отличия по коэффициенту наплавки Кн,
характеризующему электроды по количеству металла, расплавляемого в единицу
времени. Чем больше коэффициент наплавки, тем производительнее процесс ремонта.
Этому требованию наиболее удовлетворяют такие марки электродов, как: АНО-1,
ОЗС-12.
Третьим фактором
являются химико-технологические свойства электродов.
ОЗС-12 наиболее предпочтительнее, нежели
электрод марки АНО-1 имеющий рудно-кислое покрытие, т.к. большими недостатками
при сварке электродов данного вида является повышенное разбрызгивание
наплавленного металла и неудовлетворительные гигиенические характеристики, что
связано с обильным выделением сварочного аэрозоля (мельчайших пылинок окислов
марганца и кремнезема) и с высоким содержанием в нем вредных веществ.
Электрод марки ОЗС-12 относят к электродам с
рутиловым покрытием.
В качестве основной шлакообразующей части
содержится от 30 до 50% рутила (двуокись титана TiO2) с добавками
шлакообразующих элементов (полевого шпата, магнезита и др.). Для создания
газовой защиты дуги в покрытие вводят от 2 до 8% органических веществ: целлюлозы,
декстрина и от 15 до 25% карбонатов (мрамор, мел, магнезит), а для раскисления
10-15% ферросплавов (ферромарганца, ферросилиция). Для повышения коэффициента
наплавки в эти покрытия иногда вводят железный порошок.
Рутиловые покрытия обеспечивают устойчивое
горение дуги на переменном токе, малочувствительны к изменению длины дуги,
наличию окалины и ржавчины; они не токсичны, т.к. почти не выделяют при сварке
газов.
Исходя из выше перечисленных факторов, выбираем
электрод типа Э-46, марки ОЗС-12.
Выбор диаметра электрода
Основным фактором, влияющим на величину
сварочного тока, а значит, и на производительность сварки, является диаметр
электрода. Если сила тока для данного диаметра электрода велика, то через
некоторое время после зажигания дуги электрод нагревается по всей рабочей длине
до красного каления и быстро сплавляется. При этом образуется излишнее
количество расплавленного электродного металла, уменьшается устойчивость дуги,
валик принимает неправильную форму и возможен непровар, а следовательно, и низкое
качество сварки.
Исходя из требований инструкций, в соответствии
с которыми ведутся все электросварочные работы, принимаем диаметр электрода
4мм, положение в котором будет производиться заварка трещины — нижнее
горизонтальное.
Определение площади поперечного сечения
наплавленного металла и числа проходов
Дефект — продольная трещина в зоне сопряжения
надбуксовой полки с вертикальной стенкой двутавра, после разделки длина l = 70
мм, толщина — 8 мм, глубина — 3,5 мм.
Электрод имеет следующие характеристики:
Тип — Э-46;
Марка — ОЗС-12;
Коэффициент наплавки, Кн = 11 г/Ач;
Расход на 1 кг наплавленного металла Кр=1,6 кг;
Род тока — переменный, постоянный прямой
полярности;
Пространственное положение — все положения;
Род покрытия — рутиловое.
Для определения числа проходов при заварке
необходимо рассчитать общую площадь поперечного сечения наплавленного металла
Fш по формуле:
![]()
где h — глубина проплавления;-
величина зазора в стыковом шве, b = 0,5- 1мм- высота усиления шва, q = 1 — 2
мм;
![]() — угол разделки кромок,
— угол разделки кромок, ![]() = 55 — 60°;
= 55 — 60°;
— толщина свариваемой детали, мм.
следовательно:
![]()
Число проходов определяется по
формуле:
Где ![]() — площадь поперечного сечения
— площадь поперечного сечения
первого (корневого) прохода,
![]() — площадь поперечного сечения
— площадь поперечного сечения
последующих проходов,
![]() = (6 — 8)*dэ = 8*4=32мм
= (6 — 8)*dэ = 8*4=32мм![]() ;
;
![]() = (8 — 12)*dэ =8*4=32мм
= (8 — 12)*dэ =8*4=32мм![]() ;
;
![]()
Форма шва и его размеры
Соотношения между основными
параметрами наплавленного слоя можно определить по формулам:- ширина шва, b
=(2-4)* dэ =4*4=16 мм;- толщина шва, h = (0,8-1,2)* dэ =1*4 = 4 мм;
с — величина перекрытия шва, с = b/3
= 16/3 = 5.33 мм;
Площадь наплавленного валика в этом
случае определяется по формуле:
![]() ,
,
где h — заданная толщина
наплавленного слоя;- шаг наплавки, мм, S = (2,5-4)×dэл; S = 2,5×4=10 мм-
коэффициент, учитывающий отклонения фактической площади сечения слоя от площади
прямоугольника, k1 = 0,6 — 0,7.
Объем наплавленного металла
определяется по формуле:
![]() ,
,
где 1 = 70 — длина шва, мм,-
количество швов с учетом шага наплавки; = 10; — количество слоев наплавки.
Количество слоев наплавки зависит от
величины износа деталей и толщины наплавляемого слоя с учетом припуска на
механическую обработку после наплавки, принимаемого равным 1,5 — 2 мм.
![]()
![]() — необходимая толщина слоя наплавки
— необходимая толщина слоя наплавки
с учетом припуска на мех. обработку, ![]() = 6
= 6
![]() ;
;
Тогда масса наплавленного металла
определяется по формуле:
![]()
γ — удельная масса
наплавленного металла;
γ = 0,0078 г/мм![]() ;
;
Расход электродов для сварки и наплавки
определяется по формуле:
![]()
Определение силы тока и напряжения
на дуге
Величина силы тока определяется из
выражения:
![]()
где k — опытный коэффициент,
принимаемый равным в пределах 26 — 60;
Напряжение дуги Uд при ручной
дуговой сварке изменяется в небольших пределах и выбирается по паспорту на
выбранную марку электрода. Вообще этот параметр колеблется в пределах Uд= 18-25
В.
Выбираем U = 20В.
Определение скорости сварки
Скорость сварки определяется по
формуле:

где КH — коэффициент
наплавки;
Определение погонной энергии
Погонная энергия определяется по
выражению

где Uд — напряжение на дуге;
![]() — коэффициент использования тепла
— коэффициент использования тепла
дуги (при ручной сварке ![]() = 0,7)
= 0,7)
Определение площади
упруго-пластической зоны
Площадь упруго-пластической зоны, в
пределах которой сосредоточены продольные пластические деформации укорочения
сварочного элемента, возникшие в результате выполнения одного прохода
продольного шва определяется по формуле:
для низколегированных сталей ![]() ;
;
Определение ширины распространения
упруго-пластической зоны в стороны от шва
Ширина распространения
упруго-пластической зоны в стороны от шва определяется из выражения:
где ![]() — сумма
— сумма
толщин, по которым распространяется тепло (![]() =2S ).
=2S ).
Определение суммы относительных
пластических продольных деформаций укорочения, вызванных продольным швом
Сумма относительных пластических
продольных деформаций укорочения, вызванных продольным швом, определяется по формуле:
![]()
m — (при одностороннем сплошном шве)
— коэффициент, учитывающий конструктивное оформление шва, m = 1
m
— расчетный коэффициент, зависящий от свойств свариваемых материалов; для
низколегированных сталей m = — 4,3*10-6
см3/кал.
Определение относительной продольной
деформации любого продольного волокна после наложения продольного шва
Относительная продольная деформация
любого продольного волокна после наложения продольного шва определяется по
формуле:

Определение остаточных продольных
сварочных напряжений
Остаточные продольные сварочные
напряжения определяются по формуле:

Техническое нормирование сварочных
работ
Норму штучного времени на электродуговую
сварку определяем по формуле:
![]()
где to — основное
время на 1 погонный метр, мин; В1 — вспомогательное время, связанное
с образованием шва, мин;- длина шва определенного размера, м;В2 —
вспомогательное время, связанное со свариваемым изделием и управлением
оборудованием, мин;
К2 — коэффициент,
учитывающий время на обслуживание рабочего места, перерывы, отдых и личные
нужды; Величины коэффициента К2 принимаются: при ручной сварке К2
= 1,11 — 1,13;
Основное время на 1 погонный метр
шва подсчитывается по следующей формуле при однопроходной сварке:
![]()
где γ = 7.8 г/см2;
Кн = 11 г/Ач;
![]()
Вспомогательное время, связанное с
образованием одного метра шва, определяем по формуле:
![]() ;
;
где t1 — время на
зачистку кромок под шов,1 = 0,5 мин/м;2 — время на смену
электродов, мин/м;
![]()
где tэo — время смены
одного электрода, tэo = 0,17 мин;
э — длина
электрода полная, мм, 1э=450мм;
Кр — коэффициент расхода
металла электрода в шов,
Кр = 1,6;3 —
время измерения и осмотра шва, t3 = 0,35 мин/м;4 — время
зачистки шва, t4 = (0,06 — 1,2)*(n — 1), мин/м;- количество
проходов; 4 = 0 мин/м,5 — переход сварщика и подтягивание
проводов,5 = 0,3 мин/м;6 — время на установку, кантовку и
снятие изделия, для боковой рамы t6 = 2.4 мин;7 — время на
установку клейма сварщика в одном месте, t7 = 0,3 мин.
![]()
![]()
Определение нормы выработки за смену
производится по формуле
![]()
где Fg1 — фонд времени
за смену, Fg1 = 480 мин;
Тпа —
подготовительно-заключительное время, требующееся на подготовку приспособлений,
рабочего места, сдачу работы и т.д.;
Тпа = 10 мин при работе,
не требующей подготовки приспособлений и ознакомления с чертежом или
технологиями;
Выбор сварочного оборудования и
наплавочного оборудования производят в соответствии с принятым методом и
параметрами восстановления детали с учетом технических характеристик
производимого сварочного оборудования. К сварочному оборудованию относят
источники питания дуги, а также автоматы и полуавтоматы при механизированной
наплавке.
Источниками питания дуги переменным
током являются сварочные трансформаторы, а постоянного тока — сварочные
генераторы (преобразователи) и выпрямители. Сварочные трансформаторы получили
большее распространение по сравнению с источниками постоянного тока, т.к. они
более дешевы в изготовлении, надежны в работе и экономичны.
Выбираем трансформатор ТД-500 с
характеристиками:
Напряжение холостого хода — 59 В;
Номинальная мощность — 32 кВт;
Рабочее напряжение при номинальной
нагрузке — 30В;
Пределы регулирования сварочного
тока — 110-560А;
КПД — 87%;
Внешняя характеристика — круто
падающая.
Выбираем сварочный выпрямитель
ВСС-300 с характеристиками:
Внешняя характеристика — круто
падающая;
Пределы регулирования тока — 35-330
А;
Номинальное рабочее напряжение — 30
В;
КПД — 70%;
Область применения — ручная дуговая
сварка (РДС).
Выбираем сварочный преобразователь
ПСО-300 с характеристиками:
Пределы регулирования тока — 115-315
А;
Номинальный сварочный ток — 315 А;
Внешняя характеристика — круто
падающая;
Область применения — РДС.
Расчет потребного количества
электросварочных аппаратов для ручной дуговой сварки производится по расходу
электродов в килограммах на одно изделие по следующей формуле:
![]()
где Nэ — заданная
программа восстановления деталей в год; Nэ = 20000
аэ — норма расхода
электродов на одно ремонтируемое изделие;
аэ = Qн/qэ
= 245/44,2 = 5.54;
э — масса
электрода, г , э = 44,2 гСВ — сварочный ток. А;
Кн — коэффициент наплавки, г/Ач:
ηИ —
коэффициент использования сварочного поста,
ηИ = 0,4;д
— годовой фонд времени работы поста в одну смену;д = 2075 ч.;- число смен
работы поста в сутки.
.Расчет параметров производственного
участка и технико-экономическое обоснование спроектированного технологического
процесса
Программа ремонтного участка: Nа
= 20000 шт.
Определение теоретического такта ПКЛ
![]()
где Fдо —
действительный фонд времени работы участка; ![]() а — заданная программа
а — заданная программа
ремонта.
Определение технологического такта
ПКЛ
![]()
где lТ — длина
тележки; LТ =2.9м;3 — расстояние между позициями на ПКЛ
по ремонту тележек; l3 =1.5м;p — скорость перемещения
конвейера; Vp =360 м/час
Проверка правильности выбора позиций
по плотности работ
![]()
где QТ — трудоёмкость
ремонта двухосной тележки; Т = 1.873 ч
Принимаем в соответствии с
технологическим процессом ремонта тележек ![]() = 5
= 5
Величина РП должна
находиться в пределах 1 < РП < 3.
Определение расчетного числа ПКЛ
![]()
Ка — количество деталей
на 1 позиции; Ка =1;
![]() — коэффициент использования
— коэффициент использования
рабочего времени;
![]() =0,95;
=0,95;
Определение фактической программы
ремонта тележки
![]()
Определение длины пути для тележек,
ожидающих ремонта
![]() м
м
т— длина
тележки; lт=2,9 м;
RПКТЛ —
теоретического такта ПКЛ; RПКТЛ = 12,48 мин
Определение длины конвейера для
ремонта тележек
![]() м
м
где θКТ —
количество позиций на ПКЛ по разборке/сборке тележек; θКТ = 5;
КТП — количество тележек
на одной позиции ПКЛ;
КТП = 1;3 — расстояние
между позициями на ПКЛ по ремонту тележек; l3 = 1,5 м; 1
— свободное расстояние перед и за ПКЛ по ремонту тележек; l1 = 2 м;
Определение длины пути для
отремонтированных тележек
![]() м
м
Определение длины участка разборки (сборки)
тележек
![]() м
м
Принимаем длину участка разборки
(сборки) тележек равной 84 м.
Определение ширины участка
![]() м
м
где bТ — ширина
тележки; bТ =2.1 м;3 — ширина рабочей зоны вдоль ПКЛ по
ремонту тележек; b3 =2 м;
Определение площади участка
![]() м
м
Определение объема здания
![]()
Нцт — высота цеха до низа
конструкции перекрытия;
Нцт =6 м;
Определение стоимости здания участка
![]()
где СУД — удельная
стоимость 1 м3 здания по ремонту тележек; СУД =
5000 руб.
Определение годовых амортизационных
отчислений от стоимости здания, приходящихся на одну отремонтированную тележку
![]()
где НГЦ — норма
годовых амортизационных отчислений от стоимости цеха; НГЦ =0,026;
Расчет количества производственных
рабочих
![]()
где QT —
трудоемкость ремонта тележки, чел. час;
QT = 1,873
чел. час;
FCП -годовой
фонд рабочего времени одного работника; FCП = 1800 час;
КН — коэффициент
выполнения норм, КН = 1,2;
η2 —
коэффициент, учитывающий потери времени из-за невыхода на работу; η2 = 0,9;
Определение годового фонда
заработной платы основных рабочих
![]()
где S1 — часовая
тарифная ставка рабочего сдельщика 1 разряда; S1 =43,3 руб.
Кср — средний тарифный
коэффициент работ на участке;

Определение годового фонда
дополнительной заработной платы
![]()
где b — коэффициент
дополнительной зарплаты; b = 0,2;
Определение начислений на социальное страхование
![]()
а — процент начислений на социальное
страхование;
а = 0,26.
Определение годового фонда
заработной платы основных рабочих
![]()
Определение количества ИТР и МОП
![]()
![]()
Где ПИТР — процент
инженерно-технических работников
ПИТР = 0.06
ПМОП — процент младшего
обслуживающего персонала
ПМОП = 0.03
Определение годового фонда основной
зарплаты ИТР и МОП
![]()
где Зmi —
среднемесячная зарплата ИТР, МОП.
Определение дополнительной зарплаты
ИТР и МОП
![]() руб.
руб.
Определение начислений на социальное
страхование ИТР и МОП
![]()
Определение годового фонда
заработной платы ИТР и МОП
![]()
Определение общего годового фонда
зарплаты по участку
![]() руб.
руб.
Определение общего годового фонда
заработной платы, приходящегося на отремонтированную тележку
![]()
Определение расходов на отопление
участка, приходящегося на одну отремонтированную тележку
![]()
где qT — удельный
расход тепла на отопление 1m3 здания; qT = 30
ккал/час;
ФОТ— количество часов в
отопительном сезоне;
ФОТ = 4800 часов;
i — теплота
испарения; i = 540
ккал/кг;n — стоимость 1 т пара; Sn = 1000 руб.
Определение количества моечных машин
m— время
обмывки одной тележки; tm = 10 мин;
ηм —
коэффициент использования моечных машин; ηм = 0,8;
Определение стоимости силовой энергии,
расходуемой моечными машинами
![]()
ММТ — мощность
электродвигателей моечных машин для тележек;ММТ =50 кВт;` —
стоимость 1 кВт силовой энергии; S` = 2 руб.
Определение количества мостовых
кранов
![]()
КР —
продолжительность циклов крановых операций;КР = 3 мин;гт
— количество перемещаемых грузов, приходящихся на одну тележку;гт =
1;ц — количество циклов на единицу груза; nц= 2;
Ккр — коэффициент
использования крана по времени;
Ккр = 0,75;
Определение стоимости силовой энергии,
расходуемой мостовыми кранами
![]()
МКТ — мощность
электродвигателя крана; NМКТ =11 кВт.
Определение стоимости силовой
энергии, расходуемой поворотными кругами
![]()
ПК — мощность
электродвигателя поворотного круга; ПК = 10 кВт.
nПК —
количество поворотных кругов на ПКЛ; nПК = 2вкл
— число циклов включения поворотного круга;вкл = 4;
tПОВ — время
поворота за 1 цикл; tПОВ = 1 мин.
ДР — количество рабочих
дней в году; ДР = 264
Определение потребного усилия
тягового конвейера
![]()
Где КТ — тяговое усилие
на каждую тонну массы тары тележки
КТ = 30 кгс
ТТР — масса тары тележки; ТТР
= 4.75 т
Определение мощности
электродвигателя конвейера при рабочем ходе
![]()
ηП — КПД
передачи конвейера; ηП = 0.6
Определение годового расхода
электроэнергии тяговыми конвейерами и ее стоимости
![]() кВт
кВт
![]() руб.
руб.
Определение расхода электроэнергии
на сварочные работы
![]()
где Iсв — сварочный
ток, Асв = 200 А;д — напряжение на дуге, В,д =
20 В;o — основное время, ч,o = 0,0795 ч;
η — коэффициент полезного
действия источника питания дуги,
η = 0.870 — мощность
холостого хода источника питания, кВт,0 = 0,3 кВт;
Т — полное время сварочного цикла,
ч, Т =0,083 ч.
Определение стоимости электроэнергии,
расходуемой на сварочные работы:
![]()
Определение стоимости
электроэнергии, расходуемой на освещение участка
![]()
qОСВ — норма
расхода электроэнергии на освещение 1м2 площади цеха за 1ч;
qОСВ = 0.02
кВт/час;
НОСВ — продолжительность
работы электроосвещения в год; НОСВ = 1800 час.;
q`ОСВ
— норма расхода электроэнергии на дежурное освещение;
q`ОСВ
=2.6 кВт;
S« — стоимость
1Квт/ч осветительной электроэнергии;
S« = 4 руб.
Определение годовой стоимости
израсходованной электроэнергии
![]()
Определение стоимости
электроэнергии, приходящейся на одну отремонтированную тележку
![]()
Определение стоимости расхода воды
на обмывку тележек
![]() Т1 — норма
Т1 — норма
расхода воды для обмывки тележки;Т1 =1,5 м3;«В —
стоимость 1м3 воды; S«В = 4 руб.
Определение расходов на нагрев воды
для обмывки тележек
![]()
П — норма
расхода пара на нагрев воды, расходуемой на 1 тележку; П =0,4
т;«П — стоимость 1м3 пара; S«П = 6,70
руб.
Определение стоимости сжатого
воздуха на ремонт тележки
![]()
СЖТ — норма
расхода сжатого воздуха; qСЖТ = 10 м3;СЖ —
стоимость 1м3 сжатого воздуха; SСЖ = 0.4 руб.
Определение общей стоимости
оборудования тележечного цеха
![]()
где стоимость моечной машины —
1239520 руб.
стоимость поворотного круга — 35000
руб.
стоимость крана мостового — 50000
руб.
стоимость конвейера — 1652000 руб.
стоимость сварочного трансформатора
— 156000 руб.
Определение суммарных годовых
амортизационных отчислений на оборудование, приходящееся на одну тележку
![]()
Определение суммарных расходов на
разборку (сборку) тележек
![]()
![]()
Себестоимость ремонта тележек
определяют по формуле
С = Сг + См +
Сэ + Са + Ст + Сц
С = 3984447 + 4434298 + 534701 +
3806667,54 + 589478,4 + 1567451,34 = 14917043,28 руб.
где Сг — заработная
плата производственных рабочих;
См — стоимость материалов
(электроды, проволока, флюсы, газы);
Сэ — стоимость
электроэнергии для технологических целей;
Са — затраты на
содержание и ремонт оборудования;
Ст — затраты на
обеспечение технологического процесса (отопление, освещение, уборка помещения);
Сц — цеховые накладные
расходы.
Определение стоимости
израсходованных материалов
Расход электродов определяется по
формуле:
![]()
где К — коэффициент массы
покрытия, К = 0,3;
φ — коэффициент, учитывающий
потери электродного металла на угар и разбрызгивание, φ = 0,1;
λ — отношение длины стержня
электрода обмазанной его части, λ = 1,1;н — масса
наплавленного металла, Qн = 245 г
Стоимость электродов марки ОЗС-12:
См =(G/mэп)*NФАК*Sэп
эп — стоимость
электродов; Sэп = 583000 руб. за 1т.; эп — масса
электродов марки ОЗС-12; mэп =1000 кг;
См = (0.3803/1000)*20000*583000 =
4434298 руб;
Определение стоимости электроэнергии
для технологических целей:
Сэ = Sмм + Sмк
+ Sпкт + Sткт + Sсвт
Сэ = 332800 + 68640 +
84480 + 34118 + 14663 = 534701руб.
Затраты на содержание и ремонт
оборудования:
Са = 170% * Зоснт
= 1,7* 2239216,2 = 3806667,54 руб.
Затраты на обеспечение
технологического процесса:
Ст =Sотт + Sосв
= 537600 + 51878,4 = 589478,4 руб.
Цеховые накладные расходы:
Сц = 70% *Зоснт
= 0,7* 2239216,2 = 1567451,34 руб.
Список используемой литературы
1.
Мотовилов К.В., Лукашук В.С., Криворудченко В.Ф., Петров А.А.; Под ред.
Мотовилова К.В. Технология производства и ремонта вагонов. — М.:Маршрут, 2003г.
.
Мотовилов К.В. Методические указания к практическим занятиям и курсовому
проекту: Выбор и обоснование режимов сварки и наплавки при ремонте сборочных
единиц вагонов. — М.:МИИТ, 2004г.
.
Мотовилов К.В. Методические указания к курсовому проекту и дипломному проекту:
Расчет и выбор параметров тележечного цеха ВРЗ или вагонного депо. —
М.:МИИТ,1991г.