ДЕФЕКТАЦИЯ И ТЕХНОЛОГИЯ РЕМОНТА ТУРБОКОМПРЕССОРОВ
Дефектация и ремонт турбокомпрессоров включают в себя разборочно-дефектовочные, ремонтно-восстановительные и сборочные работы, а также испытание собранных узлов и всего отремонтированного турбокомпрессора в целом.
Разборочно-дефектовочные работы имеют своей целью после полной или частичной разборки турбокомпрессора произвести дефектацию составных частей его узлов и деталей, в ходе, которой установить категорию ремонта и объем предстоящих ремонтно-восстановительных работ. Последние представляют собой ряд технологических приемов и операций по исправлению обнаруженных дефектов и восстановлению ремонтируемого узла или детали до номинального значения и работоспособного состояния.
По результатам дефектации и контроля на все ремонтные детали должны быть заполнены карты дефектации, являющиеся в последующем основным руководящим документом при ремонте турбокомпрессора.
§ 4. РАЗБОРКА И ДЕФЕКТАЦИЯ
По своей периодичности наиболее частые разборки турбокомпрессоров соответствуют текущему ремонту P2, и, как правило, они выполняются по окончании навигации опытными судовыми специалистами в условиях специализированного участка РЭБ или судоремонтного завода. Наряду с этим обращает на себя внимание тот факт, что частые разборки турбокомпрессора, и в особенности его ротора, нарушают установленные в соединениях зазоры и натяги, а также балансировочные данные, что приводит к недопустимым ненормальностям в работе системы газотурбинного наддува двигателя.
Демонтаж турбокомпрессора с двигателя начинается с отсоединения всех связанных с ним трубопроводов, газо-воздушного тракта, системы охлаждения и смазки, вентиляции картера двигателя и болтов крепления турбокомпрессора к кронштейну, установленному на блоке цилиндров двигателя. Перед снятием турбокомпрессора с двигателя все открытые его полости и отверстия, а также принадлежащие ему трубопроводы предохраняют заглушками от попадания грязи и посторонних предметов. Затем через проушины с помощью троса охватывают газо-выпускную часть корпуса турбокомпрессора и снимают последний с двигателя.
До начала разборки турбокомпрессор необходимо тщательно очистить от грязи и отметить (если таковые имеются) следы подтекания воды, масла, утечки газов или воздуха, а также проверить состояние корпусов на отсутствие в них следов перегрева. После этого через пробки нужно опустить масло из маслосборников и воду из полостей охлаждения турбокомпрессора. Поставив на место спускные пробки, тщательно очищают турбокомпрессор, обдувают его сжатым воздухом и насухо вытирают. На сопряженных деталях, взаимное положение которых регламентировано (фланцевые соединения в корпусе, диффузоре и т. д.), необходимо нанести керном контрольные метки для облегчения выполнения сборки турбокомпрессора после его ремонта.
Р а з б о р к а т у р б о к о м п р е с с о р а выполняется специальными инструментами и приспособлениями, при этом гаечные ключи и отвертки должны иметь рукоятки, обеспечивающие получение необходимого крутящего момента. Применять наставные трубки или молотки запрещается.
Типовой перечень инструментов и приспособлений для разборки турбокомпрессора представлен на рис. 19.
В процессе разборки турбокомпрессора следят за тем, чтобы не были повреждены распорные втулки, регулировочные шайбы, прокладки и другие детали ротора. В противном случае при сборке придется выполнять значительные дополнительные работы. Так, например, замена балансирных шайб или втулок требует проведения динамической балансировки ротора и других операций. Кроме того все прокладки (бумажные, паронитовые, из гибкого текстолита), оставшиеся в процессе разборки турбокомпрессора на месте в пригодном для дальнейшей работы состоянии, рекомендуется не снимать, чтобы не испортить при снятии.
Турбокомпрессоры по своей конструктивной компоновке однотипны и унифицированы, что позволяет ниже изложить последовательность их разборки и дефектации на примере наиболее распространенных из них.
Технология разборки турбокомпрессоров типа ТК-2 3 и PDH-35 с осевой газовой турбиной, отличающихся между собой конструкцией опорных подшипников, включает следующие операции.
l. Снятие концевых крышек опорных подшипников и глушителя шума (рис. 20).
ТК-23—вывернуть штуцеры подвода масла, отвернуть гайки (болты) крепления концевых крышек и снять последние. После этого навернуть на конец вала ротора со стороны газовой турбины предохранительный колпачок и произвести демонтаж глушителя шума. PDH-35—отвернуть болты и снять концевые крышки опорных подшипников, а также глушитель шума. Сняв концевые крышки опорных подшипников и глушитель шума, получают доступ к опорным подшипникам, демонтаж которых начинается с опорного подшипника, расположенного со стороны компрессора.

2. Демонтаж и разборка опорного подшипника со стороны компрессора (рис, 21).
ТК-23—турбокомпрессор установить компрессором вверх так, чтобы ось вала ротора занимала строго вертикальное положение. Затем отогнуть замочную пластину из паза гайки на конце вала ротора. Специальным торцовым ключом с воротком отвернуть концевые гайки с обоих концов вала ротора (рис. 21,а). После этого во избежание повреждения резьбы вала ротора на его конец необходимо навернуть колпачок и, пользуясь специальным съемником, вынуть целым опорно-упорный подшипник, который в последующем легко разбирается на составные части (корпус и втулку).
PDH-35—съемником снять маслоразбрызгивающий диск. Для этого съемник навинчивают на конец вала ротора до тех пор, пока его головка не зацепится за бурты маслоразбрызгивающего диска, и вращают вороток съемника. Перед демонтажем опорного подшипника отвинчивают болты крепления его к корпусу компрессора и, пользуясь специальным съемником, показанным на рис. 22,


снимают опорный подшипник в сборе с вала ротора, не допуская задевания за наружное кольцо, так как это может привести к повреждению его составных деталей и снижению его работоспособности.
Выемка шарикоподшипников из обоймы производится также специальным съемником, стержень которого вставляется и закрепляется во внутреннем кольце его (рис. 22).

При вращении стержня съемника шарикоподшипник легко вынимается из обоймы, а за ним и упругий элемент опорного подшипника, состоящий из набора стальных пластин или резиновых колец.
3. Демонтаж спиральной камеры и диффузора компрессора (рис. 23) начинается с отсоединения спиральной камеры с помощью отжимных болтов. В случае отсутствия резьбовых отверстий под отжимные болты применяют рычаг, который своим острием закладывается в выемки на фланце, и небольшим усилием обе части корпуса турбокомпрессора разъединяются друг от друга.
Спиральную камеру компрессора следует вынимать без перекосов и осторожно с тем, чтобы не повредить лабиринтовые уплотнения. После этого вынимают диффузор компрессора, отвертывают предохранительный колпачок и навинчивают его на противоположный резьбовой конец — вала ротора, а на освободившуюся резьбу навинчивают рым, необходимый для выполнения последующей операции разборки турбокомпрессора.
4. Демонтаж и разборка ротора (рис. 24). С помощью рыма навернутого на конец вала ротора, последний вместе с лабиринтовыми уплотнениями и теплоизоляционной вставкой осторожно поднимают вверх и извлекают его из корпуса турбокомпрессора.
Ротор в сборе до его разборки подвергается дефектации, при которой определяются:
нарушения установленных заводом-изготовителем посадок колеса компрессора на валу ротора,
лопаток турбины—на диске и т. п.;
величины прогиба по всей длине вала ротора, и в результате чего легко определяется сечение, имеющее .максимальную величину прогиба;
осевое биение диска газовой турбины и рабочего колеса компрессора, что позволяет с достаточной
точностью определить величины дефектации этих деталей турбокомпрессора;
выходные сечения межлопаточных каналов газовой турбины.


Такая дефектация ротора в сборе осуществляется на токарном станке, где он устанавливается в центры с применением обычных технических средств измерений в виде индикаторов и специальных шаблонов (рис. 25). Вращая ротор от руки, измеряют биения в нескольких сечениях по длине вала и на торцовых поверхностях в местах, обозначенных на рисунке буквами К и Т, а также отклонения шеек от правильной цилиндрической формы в каждом из принятых поясов замеров (1—V) по длине вала ротора.
Предельно допустимыми отклонениями по вышеназванным величинам являются: биения в местах установки лабиринтовых уплотнений до 0,06 мм; биения на поверхности опорных шеек до 0,03 мм; биения на торцовых поверхностях в местах К. и Т до 0,02—0,0.3 мм; конусность на рабочей длине опорной шейки до 0,015—0,025 мм; эллиптичность и бочкообразность (корсетность) опорной шейки до 0,02 мм.
Кроме того, при измерениях биения в местах К и Т необходимо установить надежность посадки рабочих колес газовой турбины (если они напрессованы на вал) и компрессора. С этой целью рабочее колесо покачивают в осевом направлении и по отклонению стрелки индикатора оценивают ослабление посадки того или иного колеса на валу ротора. В случае превышения предельно допустимых отклонений и наличия одного или нескольких дефектовочных признаков, из перечисленных в табл. 4, ротор турбокомпрессора подвергают разборке и дефектации его составных частей, как было описано выше.

Рабочее колесо компрессора спрессовывают с вала ротора с помощью специального съемника и переходной втулки, при этом, втулку навинчивают на ступицу колеса, а болты съемника ввертывают в резьбовые отверстия втулки (см. рис, 24, г). Вращая вороток съемника, снимают колесо компрессора, которое спрессовывается со своего посадочного места.
Упругие уплотнительные кольца с вала ротора снимают специальным съемником с разжимным устройством.
Рабочее колесо газовой турбины выполняется заодно целое с валом ротора и поэтому с последнего не снимается. В нем могут быть при ремонте демонтированы и заменены только лопатки газовой турбины.
В случае конструкции вала ротора с концевыми ступицами лабиринтовых уплотнений (турбокомпрессора Д-50) перед снятием колеса компрессора производится спрессовка с обеих сторон вала ротора этих ступиц и лабиринтовых уплотнений. Для облегчения спрессовки колеса компрессора при такой конструкции вала ротора применяется приспособление (рис. 26), при котором разбираемый ротор устанавливается в паз стола на опору, состоящую из двух полуколец (одно—съемное, а другое приварено к столу)
Затем на конец вала ротора устанавливают стакан, который одной стороны должен упираться в заплечье вала ротора, а другой он с помощью штифта соединен с винтом пресса. При спрессовке компрессора вращают вороток пресса и под давление стакана на вал ротора последний, опускаясь вниз, выходит из колеса компрессора.
5. Демонтаж корпуса и соплового аппарата газовой турбины (рис. 27).
Отвертывая гайки крепления газо-приемной части корпуса турбокомпрессора и газо-выпускной части, снимают проушину и с помощью отжимных болтов так же, как и во время операции демонтажа спиральной камеры, разъединяют их между собой.
После демонтажа корпуса газовой турбины удаляют шплинтовочную проволоку, отвертывают винты крепления и снимают сопловой аппарат. Если винты пригорели, то через прорези во фланце кожуха в резьбу нужно залить керосин и через 10—l5 мин приступить к вывертыванию винтов и снятию соплового аппарата.
6. Разборка теплоизоляционной вставки (рис. 28). Вставка демонтирована ранее совместно с ротором. Разъемная конструкция теплоизоляционной вставки (турбокомпрессор ТК-23 и др.) разбирается следующим образом: отвертывая болты, крепящие лабиринт диффузора, экран и теплоизоляционную вставку, снимают лабиринт и с помощью воротков повертывают экран относительно вставки на 90° до совмещения их разъемов. После этого разъединяют экран и вставку.
Демонтаж и разборка опорного подшипника со стороны газовой турбины в обоих типах турбокомпрессоров ТК-30 и PDH-35 выполняется так же, как и при демонтаже и разборке опарно-упорного подшипника со стороны компрессора, с применением тех же приспособлений и съемников.
Разборка турбокомпрессора типа TKP-L1 или ТКР-18 с центростремительной газовой турбиной в сравнении с вышеописанными турбокомпрессорами с осевой газовой турбиной протекает несколько легче и не столь трудоемка. Последовательность разборки турбокомпрессоров такого типа включает
следующие операции:
1. Снятие концевых деталей и глушителя шума (рис. 29) представляет «оголение» турбокомпрессора со стороны рабочих колес компрессора и газовой турбины и состоит из отвинчивания гаек крепления,

снятия в турбокомпрессоре ТКР-11 глушителя шума с патрубком, направляющего патрубка и фланца корпуса газовой турбины с прокладками. Последний, снимается с помощью простейшего съемника, состоящего из двух болтов, которые ввинчиваются в отверстия фланца корпуса подшипников. В турбокомпрессоре TKP-l8, не имеющем глушителя шума, демонтируется воздухо-впускной патрубок, присоединенный к компрессору, газо-выпускной патрубок газовой турбины и защитный экран.
На этой стадии разборки рекомендуется проверить наличие меток взаимного расположения корпусов газовой турбины компрессора и опорных подшипников. В случае отсутствия меток их следует поставить сразу — до продолжения дальнейшей разборки турбокомпрессора.
2. Демонтаж спиральной камеры и рабочего колеса компрессора (рис. 30) осуществляется при вертикальном положении вала ротора, для чего турбокомпрессор устанавливают вертикально на шпильки корпуса газовой турбины. Далее, отвернув гайки крепления с помощью отжимных винтов, устанавливаемых также в отверстие фланца корпуса подшипников, снимают спиральную камеру компрессора, а при наличии кольца и кольцо диффузора (в турбокомпрессорах TKP-11 снимают одну из свободных половин спиральной камеры).
Съемником спрессовывают с посадочного места рабочее колесо компрессора со втулкой и уплотнительным кольцом (если они имеются) и вынимают из пазов вала ротора соответствующие шпонки. Перед снятием колеса компрессора необходимо на нем и на валу ротора нанести метки и проверить наличие меток на уплотнительном кольце компрессора, которое имеется в турбокомпрессоре ТКР-18.
3. Демонтаж корпуса и соплового аппарата газовой турбины (рис. 31) осуществляется с помощью трех винтовых домкратов с предварительным отвинчиванием гаек или шпилек, скрепляющих корпус подшипника и корпус газовой турбины. После снятия корпуса газовой турбины снимают сопловой аппарат, а также регулировочные прокладки, которые имеются в конструкции турбокомпрессоров типа ТКР-11.
4. Демонтаж вала ротора (рис. 3.2) из корпуса подшипников производится при горизонтальном положении вала ротора турбокомпрессора с применением специального приспособления— направляющей штанги. Перед выполнением операции с турбокомпрессора снимают газо-выпускной патрубок со стороны газовой турбины, т. е. оголяют рабочее колесо газовой турбины, которое, как известно, в большинстве конструкций турбокомпрессоров типа ТКР изготовлено за одно целое с валом ротора. Затем на вал ротора со стороны компрессора устанавливают штангу и, нанося по ней легкие .удары, выбивают ротор из подшипников. При этом по мере выхода ротора его положение в шарикоподшипниках занимает штанга, которая остается до следующей операции разборки корпуса подшипников турбокомпрессора.
5. Разборка средней части корпуса и опорных подшипников (рис. 33) производится по-разному и определяется конструкцией опор ремонтируемого турбокомпрессора.
В турбокомпрессорах ТКР-11 после демонтажа корпуса газовой турбины вынимают штангу и приступают к демонтажу шарикоподшипников из корпуса и разборке лабиринтовых уплотнений, которые могут выполняться независимо друг от друга.
Ввертывая отжимные винты в нарезные отверстия в крышках, снимают крышки лабиринтов и маслоотражатели со стороны газовой турбины и компрессора, а также соответствующие прокладки.
Демонтаж опорных шарикоподшипников начинается с вывертывания болтов крепления масло уловителей, которые после этого легко снимаются. Затем вынимаются шарикоподшипники с кольцами, пружинные упругие обоймы и нажимные кольца из стальной ленты, установленные как со стороны газовой турбины, так и со стороны компрессора. Следует иметь в виду, что со стороны газовой турбины в данном турбокомпрессоре под нажимным кольцом установлены три осевые пружины.
В турбокомпрессорах ТКР-1.8 после выемки ротора отвинчивают винты и снимают с корпуса крышки уплотнения со стороны компрессора и газовой турбины, а затем из корпуса извлекают плавающие бронзовые опорные втулки. .
При отсутствии меток взаимного расположения опорных втулок в корпусе подшипников, их наносят на наружной цилиндрической поверхности упорного бурта, имеющегося на каждой втулке. Стальную втулку, запрессованную в корпус подшипников, заглушки и стопоры разрешается выпрессовывать только в случае обнаружения дефектов, не позволяющих их дальнейшую эксплуатацию.
Очистка и промывка составных частей деталей турбокомпрессора производится после его разборки, при этом особо тщательно очищают и промывают лабиринтовые уплотнения, колесо газовой турбины компрессора, масляные и воздушные каналы в корпусах подшипников. Перед промывкой имеющиеся на деффектуемой детали штуцера .и отверстия необходимо заглушить пробками.


Для отдельных частей турбокомпрессора рекомендуются нижеследующие, практически апробированные химические способы очистки и промывки от нагара, накипи и коррозии.
Чугунные части турбокомпрессора (части корпуса газовой турбины, корпуса опорных подшипников) до очистки предварительно обезжиривают в растворе тринатрийфосфата (30—50 г на 1 л воды) с добавкой эмульгатора ОП-7 в количестве 5—7 г на 1 л в течение 15—90 мин в зависимости от размеров корпусов. Затем эти обезжиренные чугунные детали очищаются и промываются .в растворах:
а) алкилсульфата (250—300 е на 1 л воды) при температуре 70—100°С, который заливается в очищаемые полости и выдерживается в них в течение 15—90 мин. Раствор сливается, а очищаемые полости промываются в горячей и холодной воде. Затем эти детали подвергаются осветлению в 5—10%-ном растворе соляной кислоты и вновь промываются водой. Естественно, что при работе с раствором соляной кислоты принимаются все меры предосторо.жности, необходимые в этом случае;
б) 5%-ной соляной кислоты с добавкой 2% столярного клея, который защищает чугун от воздействия соляной кислоты. Такой раствор заливается в очищаемые полости корпусов на период от 2 до 6 ч, что зависит от степени их загрязненности. По истечении этого времени раствор удаляют, а очищаемые полости промывают нейтрализующим раствором.
Алюминиевые части турбокомпрессоров (части корпуса компрессора, диффузор, рабочее колесо компрессора) обезжиривают в растворе кальцинированной соды (.1,5—2,5 г на 1 л воды), хромпика (0,5—1,0 г на 1 л воды) и эмульгатора ОП-7 или ОП-10 (1,0—2,0 г на 1 л воды).
После обезжиривания алюминиевые детали подвергаются очистке и промывке одним из растворов: фосфорной кислоты (удельный вес 1,7) в количестве 200 мл на 1 л воды; хромового ангидрида в количестве 80 г на 1 л воды; едкого натра 40—60 г на 1 л воды при температуре 50—60° С в течение не более 2 мин.
После обработки одним из таких растворов детали промываются водой, а затем осветляются в азотной кислоте с удельным весом 1,41 и концентрацией 180 мг/л или в растворе, состоящем из 100 г хромового ангидрида и серной кислоты (удельный вес 1,84) с концентрацией 10 мг/л при температуре раствора 23— 28° С.
В случае слабо загрязненных алюминиевых частей корпуса компрессора с диффузором ограничиваются их промывкой керосином, очисткой механическим путем и протиркой насухо.
Стальные части турбокомпрессора (сопловой аппарат, диффузор и т. д.) обезжириваются в растворе тринатрийфосфата или в авиационном бензине Б-70, а затем после промывки холодной водой обрабатываются раствором, состоящим из фосфорной кислоты (550 мл}, бутилового спирта (15—20 мл), этилового спирта (5 мл), гидрохина (10 г) и воды (240 мл). Очищенные детали выдерживаются в этом растворе при комнатной температуре до 1 ч. После обмывки деталей они консервируются в растворе хромпика (30—50 г на 1 л воды) или кальцинированной соды (2—3 г на 1 л воды).
Ротор очищается и промывается до металлического блеска в специальной ванне, наполненной горячей водой с температурой 80° С, или химическим способом с применением одного из упомянутых растворов.
При текущем ремонте турбокомпрессора, когда не требуется полной его разборки, очистка лопаток рабочего колеса газовой турбины может быть произведена паром, а промывка — в ванне с горячей водой (рис. 34).
Для этой цели снимают газо-впускную часть корпуса газовой турбины и вместо нее на эти же болты устанавливают щит с фальшопорой для свободного конца вала ротора. В образованную ванну наливают горячую воду, а затем медленно проворачивают ротор до растворения и выпадения слоев нагара.
Очистка ротора механическим путем является наиболее эффективной в том случае, когда она осуществляется струёй сжатого воздуха, смешанного с косточковой крошкой. В других случаях, во избежание повреждений лопаток рабочего колеса газовой турбины и других частей ротора, очистку производят неметаллическими скребками.

Опорные подшипники промывают в ванне смесью керосина (80%) и дизельного масла (20°/о) или в специальной моечной машине эмульсией, состоящей из воды с добавлением 8—Ю% отработанной турбинной смазки марок «Т» или «Л». Температура эмульсии должна быть равна 90—l00° С.
Поверхности экранов теплоизоляционной вставки очищают от нагара с обеих сторон щетками и протирают чистой ветошью, смоченной в бензине Б-70.
Дефекта ц и я. После промывки и очистки все детали обдувают чистым сухим сжатым воздухом и направляют на дефектацию, которая имеет своей целью определение технического состояния и категории ремонта каждой обследуемой детали турбокомпрессора, т. е. при дефектации выявляется износ или разрушение обследуемой детали, устанавливается фактическая их величина и характер, а также определяются сроки и виды ремонтных работ по устранению выявленных дефектов.
Для осмотра деталей рекомендуется пользоваться лупой с 5-, 10-кратным увеличением, с помощью которой значительно облегчается проведение визуального обследования той или иной деффектуемой детали турбокомпрессора.
При дефектации составных частей турбокомпрессора обращается особое внимание на степень нагарообразования, коррозионного и эрозионного разрушения и нарушений плоскостей в разъемах и соединениях статорных его частей между собой. Отклонения плоскостей проверяются с помощью линейки, прикладываемой к проверяемой плоскости, и щупа, вставляемого между плоскостью и линейкой.
На основании опыта эксплуатации и ревизий турбокомпрессоров судовых двигателей установлено, что на ряде судов по истечении 25—30 тыс. ч их работы на проточных частях газовой турбины появляются отложения сухого нагара толщиной слоя в отдельных местах до 0,2—0,3 aim, а в компрессоре образуется незначительный масляный налет.
При неполном горении и длительной работе двигателя на сернистых сортах топлива и других условиях эксплуатации нагар и осадки могут достигать в отдельных местах ротора, и особенно у основания рабочих лопаток газовой турбины, 3—5 мм.
Износ антифрикционного металла опорных и упорных подшипников скольжения в турбокомпрессорах, замеренный через 15—20 тыс. ч работы, в среднем не превышает 0,03—0,05 мм. При этом рабочие шейки вала ротора не теряют заводской чистоты обработки.
Предельно допустимыми отклонениями шеек опорных подшипников скольжения и посадочных мест подшипников качения являются: конусность до 0,015—0,025 мм на рабочей длине шейки, эллиптичность и бочкообразность (или корсетность) до 0,02 мм.
Уплотнительные устройства дефектуются внешним осмотром с целью обнаружения помятых или разорванных уплотнительных гребешков.
Лабиринты, имеющие износ внутренней поверхности, вызванный изгибом вала ротора, а также трещины, искривления и другие неисправности, заменяются новыми. Величина износа канавок под уплотнительные кольца в комбинированном уплотнении характеризуется следующим: после 2750 ч работы турбокомпрессора ТК-34М величина износа некоторых канавок составляла от 0,1 до 0,05 мм.
Дефектация роторов турбокомпрессоров включает в первую очередь проверку технического состояния лопаток рабочего колеса газовой турбины и затем проверку шеек опорных и упорных подшипников (для подшипников скольжения) или посадочных мест под подшипники качения, измерение величины прогиба вала ротора и проверку его динамической уравновешенности.
Лопатки рабочего колеса газовой турбины должны быть тщательно продефектованы, при этом поверхностные дефекты выявляются люминесцентным способом или цветной дефектоскопией, а внутренние дефекты—рентгеноскопией. Наряду с этим лопатки рабочего колеса газовой турбины могут быть продефектованы так называемым резонансньим методом, основанным на том, что каждый типоразмер лопаток имеет свою собственную частоту колебаний, которая заранее рассчитана и указана в рабочем чертеже.
При этом методе (рис. 35) проверяемую лопатку устанавливают хвостовой частью в зажим и с помощью вибратора (или другим способом) приводят ее в колебательное движение. Затем, изменяя:
частоту колебаний лопатки в зажиме, добиваются резонанса, т. е. положения, при котором частота вынужденных колебаний, создаваемых вибратором, становится равной частоте собственных колебаний лопатки.

Резонанс устанавливается на слух с помощью микрофона или стеклянной палочки, которые подносят к верхней части пера проверяемой лопатки. Если при этом методе контроля резонанс наступает при совпадении частоты собственных колебаний лопаток с частотой вынужденных колебаний от возмущающих сил, чем в данном случае является вибратор, то можно с уверенностью считать, что лопатки дефектов не имеют. Если резонанса не наблюдается, то возможны дефекты в виде трещин или нарушения сплошности материала, которые и являются причиной изменения частоты собственных колебаний лопатки против расчетного значения, указанного в чертеже.
При дефектации составных частей и деталей турбокомпрессора наиболее часто встречающиеся дефекты приведены в табл. 4.
Чувствительность различных методов дефектоскопии и область их применения в зависимости от предполагаемого дефекта и материалов проверяемой детали представлены в табл. 5.
По результатам дефектации и соответствующих обмеров составляются дефектные ведомости, являющиеся в дальнейшем основным руководящим документом для ремонта турбокомпрессора.
| Таблица 4 | ||
| Деталь или составная часть турбокомпрессора | Метод дефектации | Дефектов очные признаки |
| Составные части корпуса турбокомпрессора | Визуальный, простукивание, керосиновая проба | Трещины, свищи, следы местных подтеков и перегрева |
| Корпуса-обоймы опорных подшипников | Визуальный, гидро проба | Трещины, течи между водяной и масляной полостями. Корпуса, имеющие трещины и течь, заменяются на новые |
| Диффузор | Проверка на контрольной плите | Коробление стыковой поверхности |
| Сопловой аппарат газовой турбины | Отстукивание, проверка на контрольной плите | Трещины и следы коррозионного разрушения лопаток; забоины или следы касания; коробление стыковой поверхности |
| Колесо компрессора | Визуальный с простукиванием | Трещины лопаток, обрывы и трещины на их кромках; следы касания о корпус; погнутость уплотнительных колец, расположенных на боковой поверхности |
| Вал ротора с диском колеса газовой турбины | Люминесцентный, магнитный, технические измерения (индикатор); проведение динамической балансировки | Механическое повреждение вала, наличие трещин и прогиба; следы коррозионного разрушения поверхностей вала и следы касания других вращающихся деталей (например, уплотнительных колец); наличие концентричных рисок и цветов побежалости, особенно на рабочих шейках и посадочных местах под опорные подшипники; динамический дисбаланс |
| Лабиринтовые осевые уплотнения | Визуальный | Трещины, искривления и погнутость; смятие и обрыв ножей или кромок |
| Кольца контактного уплотнения | Визуальный с обмером, проверка в калиброванной втулке | Трещины, искривления; износ торцевых поверхностей; потеря упругости, коробление |
| Плавающие втулки ротора | Микрометрический обмер | Наличие износа; трещины, задиры и прижоги |
| Лопатки газовой турбины | Люминесцентный, магнитный, резонансный | Механическое повреждение (надломы, согнут ость, забоины и риски на входных кромках и т. п.); усталостные трещины в корневом сечении лопаток; следы коррозионного разрушения; износ лопаток и ослабление посадки в замке. Лопатки с трещинами заменяются на новые |
| Продолжение табл. 4 | ||
| Деталь или составная часть турбокомпрессора | Метод дефектации | Дефектов очные признаки |
| Подшипники скольжения | Техническое измерение (индикатор, микрометр и др.), ультразвуковая дефектоскопия | Износ антифрикционного металла и отслоение его от вкладышей; наличие вспучивания концентрических и осевых рисок на поверхности антифрикционного металла; износ бронзовых вкладышей более 0,05—0,1 мм, уменьшение скоса в неподвижных упорных подушках |
| Подшипники качения | Визуальный с помощью лупы, проверка на легкость и точность вращения; измерение радиальных и боковых биений с помощью индикатора, пластинчатого щупа и других специальных приспособлений | Механические повреждения (сколы, трещины, изломы); наличие цветов побежалости, раковин, шелушения и коррозии на поверхностях качения; износ торцов колец более 0,02 мм; зазоры между сепаратором и кольцом менее 0,2 мм; сверхдопустимые радиальные и боковые биения; ослабление посадки по наружной обойме |
| Таблица 5 | |||
| Метод дефектоскопии | Минимальная глубина дефекта, мм | Минимальное раскрытие дефекта, мм | Область применения |
| Ультразвуковой | 0,1 | 0,001 | Внутренние объемные дефекты на деталях из магнитных и немагнитных материалов с чистотой поверхности не ниже V5 в контактном и не ниже |
| Электроиндуктивный | 0,5 | 0,001 | V3 в иммерсионном варианте Поверхностные дефекты на деталях из магнитных и не |
| Рентгенодефек-тоскопия | 2% от толщины контролируемой детали | магнитных материалов Внутренние объемные дефекты, а также дефекты типа трещин, вытянутых в лучевом направлении на деталях толщиной до 200 мм | |
| Гамма дефектоскопия | То же, 3% | То же | |
| Магнитно-порошковый | 0,010—0,005 | 0,001 | Наружные и под поверхностные дефекты на магнитных материалах |
| Магнитнолюми-несцентный | 0,005 | 0,0001 | То же |
| Люминесцентный | 0,043 | 0,003 | Поверхностные дефекты на деталях из любых материалов |
| Люминесцентно-вакуумный | 0,004 | 0,001 | То же |
| Метод красок | 0,02 | 0,005 | » |
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
«РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ»
ПРОЕКТНО-КОНСТРУКТОРСКОЕ БЮРО
ЛОКОМОТИВНОГО ХОЗЯЙСТВА
(ПКБ ЦТ ОАО «РЖД»)
ТУРБОКОМПРЕССОР ТК33Н-01(02)
Руководство
по текущему и среднему ремонтам
ПКБ ЦТ.06.0099
Содержание
Введение
.
1.
Общие положения
.
2.
Указания мер безопасности
3.
Конструктивные особенности турбокомпрессора
4.
Виды, периодичность и содержание работ при техническом
обслуживании и ремонте
5.
Порядок проведения технического обслуживания и ремонта
5.1. Объем работ, выполняемых при ТО 2
5.2. Объем работ, выполняемых при ТО 3
5.3. Объем работ, выполняемых при ТР 1
5.4. Объем работ, выполняемых при ТР 2 и ТР 3
6.
Требования на ремонт
6.1. Требования к деталям и узлам
6.2. Условия и оборудование, необходимые для
ремонта
6.3. Требования к составу и квалификации
обслуживающего персонала
6.4. Требования к демонтажу турбокомпрессора
6.5. Требования к разборке турбокомпрессора
6.6. Требования к дефектации узлов и деталей
6.7. Очистка и мойка
7.
Ремонт узлов и деталей турбокомпрессора
7.1. Ротор
7.2. Колесо компрессора
7.3. Колесо турбины
7.4. Подшипники
7.5. Корпус компрессора
7.6. Выпускной корпус
7.7. Газоприемный корпус 90
7.8. Сопловой аппарат
7.9. Выпускной корпус
7.10. Газоприемный корпус
7.11. Сопловой аппарат
7.12. Диффузор
7.13. Вставка диффузора
7.14. Лабиринт колеса компрессора
7.15. Кожух теплоизоляционный ротора
7.16. Кронштейн
8.
Динамическая балансировка
9.
Сборка турбокомпрессора
10.
Испытания
11.
Упаковка, консервация и хранение
12.
Транспортирование
ПРИЛОЖЕНИЯИЯ
Приложение А.
Нормы допускаемых размеров и зазоров
при ремонте турбокомпрессора
Приложение Б.
Комплект специального инструмента и
приспособлений, применяемый при ремонте турбокомпрессора
Приложение В.
Метрологическое обеспечение
Приложение Г.
Руководство по восстановление
лабиринтных уплотнений ротора
Приложение Д.
Руководство по измерению площади
проходного сечения соплового аппарата
Приложение Е.
Рекомендации по восстановлению
алюминиевых деталей турбокомпрессора сваркой
Приложение Ж.
Рекомендации по восстановлению
чугунных деталей турбокомпрессора сваркой
Приложение И.
Техника безопасности при
восстановлении корпусных деталей
Приложение К.
Нормы расхода материалов и запасных
частей на ремонт турбокомпрессора
РИСУНКИ К РУКОВОДСТВУ
ВВЕДЕНИЕ
Настоящее руководство является ремонтным документом, выполнение требований которого обязательно при ремонте турбокомпрессора ТК33, изготовляемого ОАО «СКБТ» (г. Пенза).
Настоящее руководство устанавливает методы ремонта и технические требования к узлам и деталям турбокомпрессоров после проведения ремонта, выполнение которых является обязательным.
При разработке руководства учтены требования конструкторской документации, предписаний и руководств изготовителя турбокомпрессоров ОАО «СКБТ», обобщения практического опыта, накопленного в локомотивных депо и на тепловозоремонтных заводах по техническому обслуживанию и техническому ремонту турбокомпрессоров.
1. Общие положения
В процессе длительной эксплуатации турбокомпрессора может иметь место:
— загрязнение проточной части компрессора частицами, взвешенными во всасываемом воздухе;
— загрязнение дренажных каналов и отверстий, подводящих воздух к уплотнениям;
— отложение нагара на деталях турбины и в местах уплотнений;
— увеличение зазоров в уплотнениях и подшипниках вследствие износа трущихся поверхностей;
— повреждение лопаток колеса компрессора и диффузора посторонними предметами, занесенными потоком воздуха;
— повреждение лопаток соплового венца и колеса турбины посторонними предметами, занесенными потоком газов.
Поддержание турбокомпрессора в технически исправном и работоспособном состоянии обеспечивается за счет проведения технических обслуживаний и ремонтов в соответствующие межремонтные периоды эксплуатации.
Объёмы обязательных работ, предназначенных для предупреждения неисправностей и отказов технических средств, устанавливаются настоящим Руководством.
При обслуживании и ремонте турбокомпрессоров рекомендуется к использованию нормативно-техническая документация, регламентирующая применение специальных технологических процессов по восстановлению деталей, их магнитному контролю, предписания завода-изготовителя. Перечень документации приведен в таблице 1.1.
Таблица 1.1 перечень нормативно-технической документации
|
Наименование документов |
Обозначение документов |
Год издания |
Кем разработан |
|
1. Инструкция по сварочным и наплавочным работам при ремонте тепловозов, электровозов, электропоездов и дизель-поездов. |
ЦТ-336 |
1996 |
ЦТ МПС, ВНИИЖТ г. Москва |
|
2. Восстановление деталей тепловозов методом осталивания. |
Р 633 Ин раздел 5 |
1980 |
ПКБ ЦТ МПС, г. Москва |
|
3. Инструкция по магнитному контролю ответственных деталей локомотивов и моторвагонного подвижного состава в депо и на заводах. |
ЦТ/2303 |
1977 |
ЦТ МПС, г. Москва |
|
Инструкция по неразрушающему контролю деталей и узлов локомотивов и моторвагонного подвижного состава. Магнитопорошковый метод. |
ЦТт/18/1 |
1999 |
ЦТ, ВНИИЖТ, г. Москва |
|
5. Восстановление корпусов из алюминиевых сплавов турбокомпрессоров и нагнетателей II-ой ступени сваркой. |
105.25200.00283 |
1983 |
ВНИИЖТ, МПС г. Москва |
|
Технологическая инструкция по применению технических моющих средств в локомотивных и моторвагонных депо. 6. |
ТИ-690-1 |
1990 |
ВНИИЖТ, г. Москва |
|
7. Руководство по эксплуатации турбокомпрессоров ТК33Н. |
ТК 063 РЭ |
1995 |
ОАО «СКБТ», г. Пенза |
|
8. Турбокомпрессор ТК33Н-01(02). Технические условия ТУ24.06.1039-98 |
|
1998 |
ОАО «СКБТ», г. Пенза |
2. Указания мер безопасности
2.1. При текущем ремонте турбокомпрессоров работники должны знать и выполнять требования данного раздела руководства, а также требования, сформулированные в следующих документах:
— «Правила по охране труда при техническом обслуживании и текущем ремонте локомотивов ОАО «РЖД» ПОТ РЖД-4100612-ЦТР-034-2012;
— «Инструкция по охране труда для слесаря по ремонту тепловозов в ОАО «РЖД» ИОТ РЖД-4100612-ЦТР-20-2012.
2.2. К работам, связанным с техническим обслуживанием и ремонтом оборудования тепловоза допускаются работники не моложе 18 лет, имеющие профессиональное обучение, соответствующее характеру работы, прошедшие обязательный предварительный (при поступлении на работу) медицинский осмотр, инструктажи по охране труда и пожарной безопасности, стажировку и проверку знаний требований охраны труда в объеме, соответствующем выполняемым обязанностям, а также проверку знаний норм и правил работы на электроустановках.
2.3. Уровень шума на рабочих местах не должен превышать предельно-допустимых норм, установленных ГОСТ 12.1.003 «ССБТ. Шум. Общие требования безопасности».
2.4. Уровень вибрации на рабочих местах не должен превышать предельно-допустимых норм установленных ГОСТ 12.1.012 «ССБТ. Вибрационная безопасность. Общие требования». Уровень вибрации ручного пневматического и электрического инструмента должен соответствовать ГОСТ 17770 «Машины ручные. Требования к вибрационным характеристикам».
2.5. Освещенность рабочих мест в помещениях и на открытых площадках должна соответствовать требованиям СНиП 23-05-95, ОСТ 32.120-98.
2.6. Показатели микроклимата на рабочих местах должны соответствовать требованиям СНиП 41-01-2003, СНиП 31-03-2001, СанПиН 2.2.4.548-96, СП 2.5.1334-03.
2.7. Содержание вредных веществ в воздухе рабочей зоны в рабочих помещениях не должно превышать предельно допустимых концентраций и уровней воздействия, установленных ГОСТ 12.1.005.
2.8. Помещения производственных участков должны быть оборудованы отоплением и вентиляцией в соответствии с требованиями СНиП 2.04.05-91, СНиП 31-03-2001. Вентиляционные установки должны соответствовать требованиям ГОСТ 12.4.021.
2.9. На производственных участках должны соблюдаться требования пожарной безопасности в соответствии с Федеральным законом Российской Федерации от 22 июля 2008 года № 123-ФЗ «Технический регламент о требованиях пожарной безопасности».
2.10. Погрузочно-разгрузочные работы должны выполняться в соответствии с требованиями «Правил безопасности опасных производственных объектов, на которых используются подъемные сооружения», утвержденных приказом Федеральной службы по экологическому, технологическому и атомному надзору от 12 ноября 2013 года № 533 и других нормативных документов, соблюдение которых обеспечивает безопасность работ.
2.11. Организация безопасного обслуживания электроустановок в депо должна осуществляться в соответствии с «Правилами по охране труда при эксплуатации электроустановок», утвержденными приказом Министерства труда и социальной защиты РФ от 24 июля 2013 года № 328н, «Правилами устройства электроустановок (ПУЭ)», «Правилами технической эксплуатации электроустановок потребителей (ПТЭЭП)», стандарта ОАО «РЖД» «Система управления охраной труда в ОАО «РЖД». Электрическая безопасность. Общие положения».
2.12. Снятие узлов производить, применяя специальные приспособления, обеспечивающие безопасность работ.
2.13. Разборку, ремонт и сборку турбокомпрессоров производить на специальном типовом оборудовании с соблюдением мер безопасности, оговоренных в пояснительных записках, паспортах, руководствах по эксплуатации.
2.14. Все эксплуатируемое оборудование должно находиться в полной исправности. Ограждения или защитные устройства должны быть установлены на место и соответствующим образом закреплены.
2.15. Работа на неисправном оборудовании и при отсутствии или неисправности ограждений запрещается.
2.16. Работа неисправным и изношенным инструментом запрещается. Неисправный и не соответствующий условиям работы инструмент подлежит немедленному изъятию и замене.
2.17. При пользовании всеми видами электроинструмента запрещается работать без его заземления, если рабочее напряжение превышает 36 В. Не разрешается оставлять без надзора электроинструмент, присоединенный к электросети.
2.18. Окраску деталей и узлов производить в соответствии с «Межотраслевыми правилами по охране труда при окрасочных работах» ПОТ Р М-017-2001.
2.19. При выполнении работ по наплавке, сварке и обработке деталей необходимо строго соблюдать «Межотраслевые правила по охране труда при электро- и газосварочных работах» ПОТ РМ-020-2001.
Следить, чтобы оборудование и приборы, находящиеся под высоким напряжением, были заземлены, закрыты кожухами, и подводы к ним надежно изолированы. Рабочее место для наплавки оборудовать вентиляцией, обеспечивающей обмен воздуха по нормам, предусмотренным для сварочных работ. Пол в помещении, где выполняется наплавка, должен быть сухой. При ручной наплавке порошковой проволокой открытой дугой необходимо пользоваться исправным щитком с темными стеклами, не имеющими трещин, отколов или повреждений покрывного стекла.
2.20. Слесари по ремонту оборудования тепловоза должны быть обеспечены спецодеждой, спецобувью и другими средствами индивидуальной защиты в соответствии с «Типовыми нормами бесплатной выдачи сертифицированных специальной одежды, специальной обуви и других средств индивидуальной защиты работникам железнодорожного транспорта Российской Федерации, занятых на работах, выполняемых в особых температурных условиях или связанных с загрязнением».
Слесари, имеющие контакты с вредными и опасными химическими веществами, должны применять смывающие, защитные и обезвреживающие средства в соответствии с «Нормами бесплатной выдачи работникам смывающих и обезвреживающих средств».
2.21. Все работники, связанные с ремонтом турбокомпрессоров, должны соблюдать правила личной гигиены: не мыть руки в масле, керосине, эмульсии и не вытирать их концами, загрязненными стружкой; не хранить личной одежды на рабочем месте; не принимать пищи на рабочем месте.
2.22. По окончанию работы детали, материалы и инструменты должны быть убраны, рабочее место приведено в порядок.
По окончанию смены сообщить сменщику и мастеру обо всех недостатках, обнаруженных в оборудовании или инструменте.
3. Конструктивные особенности турбокомпрессора
Турбокомпрессоры ТК33Н представляют собой сочетание радиального компрессора и осевой турбины, смонтированных на общем валу и приводимых во вращение энергией выхлопных газов дизеля.
Основными частями турбокомпрессора (
рис. 3.1
,
рис. 3.2
) являются:
— остов, состоящий из трех корпусных деталей: газоприемного корпуса 15, выпускного 12 и корпуса компрессора 1;
— ротор 9, представляющий собой жесткий вал с расположенными на нем колесом турбины 11 и колесом компрессора 4 с вращающимся направляющим аппаратом 23;
— сопловой аппарат, состоящий из соплового венца 14 и кожуха соплового аппарата 10;
— теплоизоляционный кожух, состоящий из непосредственно кожуха ротора 19 и экрана 20;
— диффузор 6;
— подшипники ротора 16 и 25.
Диск и лопатки колеса турбины изготовлены из специальных жаропрочных сталей. Лопатки 11 колеса турбины соединены с диском с помощью «елочных замков», что позволяет заменять отдельные лопатки в случае их повреждения.
Колесо компрессора 4 и вращающийся направляющий аппарат 23 (ВНА) представляют собой отливки из алюминиевого сплава. Колесо компрессора установлено на валу с натягом, а ВНА – с зазором на шлицах, что фиксирует его (и спаренное с ним колесо компрессора) от проворота. От осевого смещения колесо компрессора и ВНА фиксируются гайкой.
Вал ротора по концам имеет закаленные цапфы, работающие в подшипниках скольжения 16 и 25. Масло к подшипникам подается из системы смазки двигателя по штуцерам 18. Снаружи полости подшипников закрыты крышками 17. Подшипник 16 расположенный со стороны турбины, является опорным и состоит из стального корпуса и втулки из высокооловянистой бронзы.
Корпус подшипника имеет резьбовые отверстия для съемника, а также отверстия для подвода и отвода смазки. В корпусе подшипника установлена с радиальным и осевым зазорами втулка, которая фиксируется от проворота двумя плоскими боковыми поверхностями, входящими с зазором в паз на корпусе подшипника. От осевого перемещения втулка фиксируется стопором, который крепится двумя болтами к корпусу подшипника.
Подшипник 25, расположенный со стороны компрессора, является опорно-упорным и воспринимает как радиальные, так и осевые усилия. Он состоит из стального корпуса 4 (
рис. 3.3
), втулки 2 из высокооловянистой бронзы, упругой опоры 8 и подпятника 9.
Осевые усилия, действующие на ротор в направлении от турбины к компрессору, передаются на подпятник 9 подшипника 25 через пяту 1, имеющую закаленную рабочую поверхность. На наружной цилиндрической поверхности пяты выполнена левая резьба, которая используется для навертывания съемника при снятии и установке пяты. Шайба 7, закрепленная гайкой 5, ограничивает осевое перемещение (люфт) ротора в подшипнике. Шайба зафиксирована от проворота штифтом.
Гайка 5 застопорена замочной пластиной 6, один конец которой расположен в пазу шайбы 7, другой – в пазу гайки.
Корпус подшипника имеет фланец с отверстиями для крепления, резьбовые отверстия для съемника, а также отверстия для подвода и отвода смазки.
В корпусе подшипника установлена с радиальным зазором втулка 2, которая фиксируется от проворота двумя плоскими боковыми поверхностями, входящими с зазором в паз на корпусе подшипника. Радиальный зазор между втулкой и корпусом подшипника в опорно-упорном и опорном подшипниках, при работе заполняется маслом и служит для демпфирования колебаний ротора. Упорной частью подшипника является подпятник 9 из высокооловянистой бронзы и упругая опора 8. Подпятник зафиксирован от проворота штифтом 11.
Упругая опора 8 состоит из пакета тонких металлических пластин, между которыми во время работы закачивается масло. Упругая опора компенсирует перекосы упорных торцов подпятника и пяты, возникающие при монтаже и работе. Для улучшения подачи смазки к упорной поверхности подшипника, во втулке выполнена продольная канавка. Под фланец корпуса подшипника установлен компенсатор 3 – кольцо определенной толщины, обеспечивающее заданный осевой зазор между колесом компрессора и вставкой (зазор «М»).
От внутренних полостей компрессора и турбины полости подшипников отделяют уплотнения. Уплотнения отделяют масляные полости подшипников от газовых и воздушных полостей.
Уплотнение турбины (
рис. 3.1
,
3.2
) препятствует прорыву горячих газов из турбины в полость подшипника и предотвращает попадание масла из полости подшипника в турбину. Оно состоит из двух упругих уплотнительных колец и гребешков, завальцованных на валу ротора. Воздух из корпуса компрессора через трубку в выхлопном корпусе по сверлению в газоприёмном корпусе подводится в промежуток между двумя группами гребешков и противодействует перетеканию горячих газов из турбины в сторону подшипника.
Уплотнение компрессора (
рис. 3.4
) препятствует уносу масла из полости опорно-упорного подшипника в компрессор и состоит из двух упругих уплотнительных колец 1 и пластинчатых гребешков 2, завальцованных на валу ротора.
В промежуток между кольцами и гребешками подводится воздух из ресивера дизеля под избыточным давлением, которое компенсирует разрежение, возникающее на входе в колесо компрессора. В качестве дополнительной меры для предотвращения уноса масла из полости подшипника применяется импеллер 3.
Сопловой аппарат является элементом проточной части турбины и состоит из соплового венца 14 (
рис. 3.1
,
3.2
), несущего неподвижные лопатки, и охватывающего его кожуха 10.
Горячие газы, проходя неподвижные направляющие лопатки соплового аппарата , попадают на лопатки колеса турбины.
Диффузор 6 является элементом проточной части компрессора и представляет собой диск с лопатками, образующими решетку. При прохождении воздуха по расширяющимся каналам между лопатками диффузора кинетическая энергия воздуха (скорость) преобразуется в давление.
Резиновое кольцо 7 компенсирует зазоры между диффузором и профильной вставкой 3, а так же выполняет роль уплотнительной прокладки.
Теплоизоляционный кожух защищает вал ротора от горячих газов и изолирует полости компрессора от горячих полостей турбины. Кожух состоит из обечайки 8, фланца 19 и экрана 20, соединенных болтами между собой и с лабиринтом 22.
4. Виды, периодичность и содержание работ
при техническом обслуживании и ремонте
Периодические осмотры, обслуживания и ремонты турбокомпрессоров ТК33Н необходимо проводить в сроки, установленные распоряжением ОАО «РЖД» от 17.01.2005 г № 3р «О системе технического обслуживания и ремонта локомотивов ОАО «РЖД».
Технические обслуживания ТО 2 и ТО 3 являются периодическими и предназначены для контроля технического состояния узлов и систем локомотивов в целях предупреждения отказов в эксплуатации. При проведении технических обслуживаний в объеме ТО 2 и ТО 3 демонтаж турбокомпрессора с дизеля не производится.
Текущие ремонты предназначены для восстановления основных характеристик и работоспособности турбокомпрессора в соответствующие межремонтные периоды эксплуатации тепловоза путем ревизии, ремонта или замены отдельных деталей и узлов, регулировки и испытания.
Средние нормы периодичности технического обслуживания и ремонта тепловозов ЧМЭ3 с дизель генераторами K6S310DR составляют:
— ТО 2 (техническое обслуживание) – не более 120 часов;
— ТО 3 (техническое обслуживание) – 40 суток;
— ТР 1 (текущий ремонт) – 9 месяцев;
— ТР 2 (текущий ремонт) – 18 месяцев;
— ТР 3 (текущий ремонт) – 36 месяцев.
Содержание работ по каждому виду технического обслуживания и ремонта турбокомпрессора приведено в таблице 4.1.
Таблица 4.1- Содержание работ по видам технических обслуживаний
|
№ п/п |
Наименование работ |
Виды технических обслуживаний и ремонтов |
||||
|
ТО-2 |
ТО-3 |
ТР-1 |
ТР-2 |
ТР-3 |
||
|
1 |
Проверить надежность крепления турбокомпрессора к кронштейну дизеля |
+ |
+ |
|
|
|
|
2 |
Проверить герметичность подсоединения всех систем к турбокомпрессору, отсутствие течи воды и масла в трубопроводах и через стыки корпусов |
+ |
+ |
|
|
|
|
3 |
Замерить осевой люфт ротора |
|
+ |
+ |
+ |
+ |
|
4 |
Турбокомпрессор демонтировать с дизеля, разобрать, очистить, собрать и установить на дизель |
|
|
+ |
+ |
|
|
5 |
Турбокомпрессор демонтировать с дизеля, разобрать, очистить, отремонтировать, собрать и установить на дизель |
|
|
|
|
+ |
Несоблюдение установленной периодичности, низкое качество технических осмотров и ремонтов, значительно уменьшают ресурс турбокомпрессора, что приводит к увеличению отказов, росту трудовых и материальных затрат на его эксплуатацию.
5. Порядок проведения технического обслуживания и ремонта
5.1. Объем работ, выполняемых при ТО 2
5.1.1. На работающем дизеле проверить ритмичность работы турбокомпрессора, отсутствие посторонних шумов и стуков, задевания колес компрессора и турбины о неподвижные детали турбокомпрессора.
5.1.2. Проверить и при необходимости устранить неплотности и утечки в соединениях водяной, масляной, воздушной и выпускной систем турбокомпрессора.
5.1.3. Проверить и при необходимости подтянуть крепление турбокомпрессора к кронштейну дизеля.
5.2. Объем работ, выполняемых при ТО 3
Выполнить все работы в объеме ТО 2, кроме того на остановленном дизеле:
5.2.1. Вывернуть (при цельнолитом варианте корпуса компрессора) пробку 2 (
рис. 3.2.
) из корпуса компрессора, продуть сжатым воздухом (через отверстие под дроссель) канал в корпусе компрессора, предназначенный для прохода воздуха в уплотнение.
5.2.2. Установить на место дроссель, ввернуть пробку.
5.2.3. Измерить осевой люфт ротора (
рис. 5.1
), для чего:
— отсоединить трубки подвода и отвода масла опорного подшипника (концы трубок предохранить от загрязнения);
— вывернуть штуцер 18 (
рис. 3.1, 3.2
) подвода масла к опорному подшипнику;
— отвернуть гайки и снять крышку 17 со стороны турбины;
— на хвостовик вала ротора со стороны турбины навернуть рым (поз. 3, Приложение Б);
на одной из шпилек крепления крышки опорного подшипника закрепить приспособление с индикатором (поз. 10, Приложение Б);
— переместить ротор вдоль оси в сторону компрессора до упора пяты ротора в подпятник опорно-упорного подшипника;
— установить индикатор так, чтобы его ножка упиралась в торец гайки рыма с натягом 2…3 мм; установить стрелку индикатора на нуль шкалы;
— переместить ротор в сторону турбины до упора;
— зафиксировать показания индикатора;
— повторить замеры 3…4 раза, определить величину осевого люфта ротора как среднее арифметическое этих замеров. Величина люфта должна соответствовать значению, указанному в Приложении А.
5.2.4. Проверить плавность вращения ротора от руки за гайку. Ротор должен вращаться легко, без заеданий.
5.2.5. Осмотреть шейку вала ротора со стороны опорно-упорного подшипника и масляную полость подшипника. Появление цветов побежалости или наволакивание бронзы на шейке вала ротора, а также наличие стальной или бронзовой стружки в масляной полости подшипника не допускается.
5.2.6. Проверить и при необходимости устранить неплотности в соединениях на подводе охлаждающей воды и масла, в соединениях турбокомпрессора с выпускным и наддувочным коллекторами.
5.2.7. О выполненных работах и измерениях произвести запись в формуляре турбокомпрессора.
5.3. Объем работ, выполняемых при ТР 1
5.3.1. Снять турбокомпрессор с дизеля, для чего:
— отсоединить трубопроводы воды и масла, воздушный и выпускной коллекторы, выпускной трубопровод, трубу вентиляции картера (если она имеется);
— отвернуть болты крепления турбокомпрессора к дизелю.
5.3.2. Установить турбокомпрессор на место его разборки.
5.3.3. Проверить осевой люфт ротора, пользуясь приспособлениями из комплекта инструмента и принадлежностей в соответствие с Приложением Б.
5.3.4. Разобрать турбокомпрессор (порядок разборки описан в разделе 6.5 настоящего Руководства);
5.3.5. Очистить проточные части турбины и компрессора, а также уплотнения от загрязнения и нагара. Промыть детали дизельным топливом и просушить сжатым воздухом или чистой ветошью;
5.3.6. Произвести проверку технического состояния узлов и деталей согласно таблице 5.1.
5.3.7. Собрать турбокомпрессор (порядок сборки описан в главе 5 настоящего Руководства) и установить его на дизель.
5.3.8. О выполненных работах, замене деталей и результатах измерений произвести запись в формуляре турбокомпрессора.
5.4. Объем работ, выполняемых при ТР 2 и ТР 3
Турбокомпрессор отремонтировать в соответствие с требованиями настоящего Руководства.
Таблица 5.1 – Проверка технического состояния узлов и деталей
|
Что проверяется, методика проверки |
Технические требования |
|
1. Каналы для подвода воздуха к уплотнениям. Проверить визуально. |
Наличие масла, топлива, воды и отложения сажи, грязи не допускается. При необходимости каналы очистить и продуть сжатым воздухом. |
|
2. Полости водяных рубашек газоприемного и выпускного корпусов. Проверить визуально, вскрыв лючки на входе и выходе воды. |
Отложения накипи на стенках водяных полостей не допускаются. При обнаружении накипи удалить ее слабым раствором соляной кислоты с последующей промывкой водой (либо использовать методику очистки, описанную в настоящем Руководстве, раздел 6.7.3). |
|
3. Поверхности, омываемые газами и воздухом. |
Нагар и другие отложения не допускаются. |
|
4. Лопатки турбины и колеса компрессора. Проверить каждую лопатку визуально и капиллярным методом неразрушающего контроля.. |
При обнаружении повреждений действовать согласно указаниям настоящего Руководства разделы 7.2 и 7.3. Трещины не допускаются. |
|
5. Зазоры между торцами канавок и уплотнительными кольцами. Проверить щупом, а также визуально убедиться в отсутствии следов интенсивного износа. |
Зазоры должны находиться в пределах, указанных в Приложении А. При увеличении зазоров и обнаружении следов интенсивного износа детали заменить. Трещины не допускаются. |
|
6. Поверхности цапф вала ротора. Проверить визуально и магнитопорошковым и капиллярным методами неразрушающего контроля. |
Цапфы вала ротора должны иметь ровную матовую поверхность. Допускаются отдельные мелкие риски от частиц, взвешенных в смазочном масле. Местные натиры, глубокие риски, выбоины или налет бронзы на цапфах не допускаются, при их обнаружении действовать согласно указаниям настоящего Руководства разделы 7.1.5…7.1.10. |
|
7. Рабочая поверхность упорной пяты. Проверить визуально и магнитопорошковым методом неразрушающего контроля |
Пята должна иметь ровную матовую поверхность. При наличии кольцевых насветлений, отдельных неглубоких круговых рисок пяту притереть по плите, При наличии на рабочей поверхности трещин, задиров, прижогов пяту заменить. |
|
8. Рабочие поверхности подшипников. Проверить визуально. |
Рабочие поверхности подшипников должны иметь ровные матовые поверхности. Допускаются отдельные мелкие риски от частиц, взвешенных в смазочном масле. При обнаружении на рабочих поверхностях задиров, трещин, прижогов, а также при достижении предельных зазоров (Приложение А) за счет износа, подшипники отремонтировать или заменять. |
|
9. Лопатки соплового венца. Проверить визуально каждую лопатку. |
Видимые деформации лопаток не допускаются. Мелкие забоины зачистить со скруглением острых кромок, нагар удалить. Трещины не допускаются. |
|
10. Кожух соплового аппарата. Проверить визуально. |
Трещины не допускаются. |
6. Требования на ремонт
6.1. Требования к деталям и узлам
6.1.1. Допускаемые износы деталей турбокомпрессора при выпуске из текущего ремонта регламентируются соответствующими нормами допускаемых зазоров в собранном турбокомпрессоре. Величины допускаемых зазоров, а также браковочные размеры приведены в
Приложении А
.
6.1.2. Чистота поверхностей и точность обработки деталей, устанавливаемых при сборке, должны отвечать требованиям чертежей и рисунков настоящего Руководства.
6.1.3. Заусенцы на деталях должны быть удалены, острые кромки притуплены, за исключением специально оговоренных случаев.
6.1.4. Детали с резьбой, имеющие сорванную или забитую резьбу в количестве более двух ниток, подлежат замене или восстановлению с использованием наплавки и нарезания резьбы вновь. В отдельных, специально оговоренных случаях, допускается в корпусных деталях переход на следующий (больший) размер резьбы с соответствующим изменением резьбы сопрягаемых крепежных деталей.
6.1.5. Длина части болтов и шпилек, выступающей из гаек, должна быть в пределах от одной до трех ниток резьбы.
6.1.6. Соединения с плотной, тугой посадкой разбирать при помощи специальных приспособлений или с использованием выколоток из красной меди, алюминия или дерева.
6.1.7. Поврежденное антикоррозионное покрытие деталей должно быть восстановлено.
6.1.8. Для правильной сборки узлов и сохранения балансировки вращающихся деталей, сборку узлов производить по маркировкам или меткам, поставленным при разборке.
6.1.9. Все детали, поступающие на сборку, должны быть чистыми, не иметь задиров, забоин, следов коррозии и других дефектов. Смазочные каналы должны быть прочищены латунной проволокой и продуты сухим сжатым воздухом.
6.1.10. Для предотвращения самоотворачивания болтов и гаек, должны быть поставлены все предусмотренные конструкцией турбокомпрессора стопорные крепления.
6.2. Условия и оборудование, необходимые для ремонта
6.2.1. Для проведения ремонта турбокомпрессоров необходимо хорошо освещенное, чистое, отапливаемое зимой помещение. В помещении, в котором производится ремонт, нельзя производить окрасочные работы, полностью должны отсутствовать источники абразивной пыли.
6.2.2. Все работы по демонтажу, разборке, ревизии, сборке, монтажу и испытаниям турбокомпрессоров производить, используя приспособления, стенды и специальный инструмент, указанный в
Приложении Б
, а также следующий стандартный инструмент:
— плоскогубцы;
— ключи гаечные: 12×13; 17×19; 22×24; 27×30;
— набор щупов;
— индикатор часового типа;
— отвертка с толщиной лезвия 2 мм.
6.2.3. Нельзя рядом с местом разборки и сборки турбокомпрессоров или их узлов производить механическую или слесарную обработку деталей. Детали и узлы, подготовленные к сборке, должны быть надежно защищены от пыли и грязи.
6.2.4. Оборудование необходимое для ремонта:
— кантователь для турбокомпрессоров;
— кантователь для роторов;
— сборочный стол (верстак) с гладким покрытием, исключающим повреждение деталей (фанера, пластмасса, алюминиевый лист);
— обмывочная камера и оборудование для мойки деталей и узлов турбокомпрессора;
— стеллаж (подставка) для роторов;
— тара для мелких и крепежных деталей;
— настилы (надставки) для складывания крупных деталей и узлов;
— грузоподъемные устройства необходимой мощности, грузоподъемностью не менее 1 т;
— оборудование для опрессовки корпусов турбокомпрессоров водой под давлением до 0,5 МПа;
— балансировочный станок МС 9716 или ДБ 50М;
— специальный инструмент и приспособления для ремонта данного типа турбокомпрессора (
Приложение Б
);
— магнитопорошковый дефектоскоп МД 12ПШ или МД 12ПЭ;
— исправный стандартный и мерительный инструмент (Приложение В);
— обкаточный стенд;
— источник сжатого воздуха;
— покрасочная камера.
6.2.5. Возможные виды работ с использованием производственного оборудования:
— токарные (токарно-карусельные);
— фрезерные (расточные);
— сверлильные;
— плоско (кругло) шлифовальные;
— прессовые;
— сварочные;
— термические;
— динамическая балансировка.
6.2.6. При запрессовке деталей, соединяющихся с парной деталью с натягом, рекомендуется применять охлаждение запрессовываемой детали в жидком азоте и соответствующее для этих целей оборудование.
6.2.7. При дефектации ответственных деталей и узлов турбокомпрессора рекомендуется применять следующие виды неразрушающего контроля:
— магнитную дефектоскопию – при ремонте вала ротора;
— ультразвуковой – при ремонте колеса компрессора;
— капиллярный метод: цветной или люминесцентный;
— гидравлические испытания;
— прибор для измерения твердости.
6.3. Требования к составу и квалификации обслуживающего персонала
6.3.1. Технические обслуживания и ремонт турбокомпрессоров должны проводится силами эксплуатационного персонала на местах эксплуатации, комплексными и специализированными бригадами в локомотивных депо и на заводах, после подробного изучения настоящего Руководства, конструкторской документации и Руководства по эксплуатации.
6.3.2. К работам по ремонту турбокомпрессоров допускаются лица, освоившие правила эксплуатации соответствующего оборудования и имеющие необходимую квалификацию слесаря по ремонту подвижного состава или механосборочных работ:
— 4…5 разряд – для работ по разборке и сборке турбокомпрессоров;
— 6 разряд – для работ по балансировке роторов.
6.3.3. Динамическая балансировка роторов может выполняться только высококвалифицированным балансировщиком, который прошел специальную подготовку и получил свидетельство на право проведения таких работ.
6.4. Требования к демонтажу турбокомпрессора
6.4.1. Снять секцию крыши тепловоза над турбокомпрессором.
6.4.2. Отсоединить от турбокомпрессора трубопроводы:
— подвода и слива масла;
— отвода и подвода воды, предварительно слив воду из системы охлаждения дизеля.
6.4.3. Отсоединить:
— выпускные трубы дизеля от корпуса турбины;
— выпускной патрубок турбины от фланца компенсатора глушителя;
— воздушный патрубок компрессора от фланца охладителя наддувочного воздуха.
6.4.4. Осторожно снять турбокомпрессор с дизеля, отвернув предварительно болты опорных кронштейнов, и передать краном или с помощью автокары на участок ремонта турбокомпрессоров.
6.4.5. Дальнейшую разборку турбокомпрессора производить на кантователе А 833.01.00 (
рис. 6.1
), предварительно отсоединив воздухоочиститель или всасывающий патрубок.
6.5. Требования к разборке турбокомпрессора
Разборку турбокомпрессора производить на кантователе (
рис. 6.1
) в следующем порядке:
6.5.1. Установить турбокомпрессор на кантователе так, чтобы ось ротора заняла горизонтальное положение.
6.5.2. Отсоединить трубки подвода масла к подшипникам и к масляному фильтру, предохранить концы трубок от загрязнения.
6.5.3. Снять масляный фильтр.
6.5.4. Отвернуть штуцера 18 (
рис. 3.1, 3.2
) подвода масла к подшипникам, предварительно ослабив обтяжку нажимных фланцев 26 сальниковых уплотнений штуцеров.
6.5.5. Отвернуть гайки и снять крышки 17 подшипников.
6.5.6. Навернуть на конец вала ротора со стороны турбины предохранительный колпак из набора специального инструмента и приспособлений (поз. 5,
Приложение Б
).
6.5.7. Повернуть турбокомпрессор в кантователе корпусом компрессора вверх таким образом, чтобы ось ротора заняла вертикальное положение.
6.5.8. Отогнуть замочную пластину (
рис. 6.2
) из паза гайки ротора, стараясь при этом не повредить гайку.
6.5.9. Отвернуть гайку ротора с помощью торцевого ключа и воротка (поз. 1 и 4,
Приложение Б
), как показано на рис. 6.2. Снять шайбу.
6.5.10. Отвернуть гайки крепления опорно-упорного подшипника 25 и, пользуясь съемником (поз. 9,
Приложение Б
) извлечь подшипник, как показано на
рис. 6.3
.
6.5.11. Извлечь компенсатор 24, установленный под фланцем подшипника.
6.5.12. Извлечь пяту съемником (поз. 8,
Приложение Б
), как показано на
рис. 6.4
.
6.5.13. Отвернуть гайки крепления корпуса компрессора 1 к выпускному корпусу 12 (
рис. 3.1, 3.2
), снять кронштейн 28 и проушину.
6.5.14. Отсоединить корпус компрессора от выпускного корпуса с помощью отжимных болтов (поз. 2,
Приложение Б
), ввертывая их в резьбовые отверстия фланца выпускного корпуса (
рис. 6.5
).
6.5.15. Снять корпус компрессора (в сборе с профильной 3, плоской 5 вставками диффузора и диффузором 6) перемещая его вдоль оси ротора без перекосов, не допуская деформации гребешков лабиринтного уплотнения ротора со стороны компрессора.
6.5.16. Отвернуть болты 27 крепления плоской вставки 5 диффузора к корпусу компрессора и извлечь ее (в сборе с профильной вставкой 3 и диффузором 6) из корпуса компрессора.
Отвернуть болты крепления плоской вставки диффузора к профильной вставке и гайки винтов крепления диффузора к плоской вставке.
6.5.17. Извлечь уплотнительное кольцо 7.
6.5.18. Вывернуть винты крепления лабиринта 22 к выпускному корпусу.
6.5.19. Навернуть на конец вала ротора рым (поз. 3,
Приложение Б
), извлечь ротор в сборе с лабиринтом и теплоизоляционным кожухом (
рис. 6.5
), не допуская деформации гребешков лабиринтного уплотнения ротора со стороны турбины, и установить ротор на подставку или на кантователь для роторов.
6.5.20. Удалить вязальную проволоку и отвернуть болты крепления кожуха 10 соплового аппарата к газоприемному корпусу 12 (
рис. 3.1, 3.2
). Если болты пригорели и не отворачиваются, залить керосин в резьбу через прорези на фланце кожуха и выдержать в течение 10…15 минут. Снять кожух, пользуясь отжимными болтами (поз. 2,
Приложение Б
).
6.5.21. Удалить вязальную проволоку и отвернуть болты крепления соплового венца 14 к газоприемному корпусу. Снять сопловой венец, пользуясь при необходимости отжимными болтами (поз. 2,
Приложение Б
).
6.5.22. Повернуть турбокомпрессор в кантователе газоприемным корпусом вверх.
6.5.23. Отвернуть гайки крепления опорного подшипника 16, извлечь опорный подшипник из газоприемного корпуса (аналогично п. 6.5.10).
6.5.24. Отвернуть гайки крепления газоприемного корпуса к выпускному корпусу, снять проушину.
6.5.25. Разъединить газоприемный и выпускной корпуса с помощью отжимных болтов (поз. 2,
Приложение Б
), ввертывая их в резьбовые отверстия фланца газоприемного корпуса.
6.5.26. Снять газоприемный корпус, перемещая его без перекосов. Снять выпускной корпус с кантователя.
6.5.27. Произвести частичную разборку ротора для чего:
— снять с вала ротора уплотнительные кольца;
— отогнув усики стопорных шайб, отвернуть гайки стяжных болтов 1 (
рис. 6.6
), снять болты;
— удалить вязальную проволоку и отвернуть болты, соединяющие лабиринт и фланец теплоизоляционного кожуха;
— с помощью двух воротков повернуть экран 3 относительно фланца 2 и кожуха ротора на 90°, совместив разъемы фланца и экрана;
— разъединить и снять с ротора половинки кожуха ротора (в сборе с половинками фланца и экрана) и половинки лабиринта.
После разборки все узлы турбокомпрессора должны быть очищены, промыты и обдуты сжатым воздухом. Мойку деталей рекомендуется производить комплектно во избежание обезличивания деталей. При ремонте турбокомпрессоров их детали разукомплектовывать не рекомендуется.
Разборку, дефектацию деталей турбокомпрессоров производить на специально оборудованном участке с помощью соответствующих приспособлений, инструмента и приборов, с соблюдением Правил техники безопасности.
Детали турбокомпрессоров после их очистки, промывки и обдувки сжатым воздухом должны быть уложены на специальные стеллажи или стенды для дефектации.
6.6. Требования к дефектации узлов и деталей
6.6.1. Дефектация и определение объема работ по ремонту деталей турбокомпрессора производится в соответствии с Положением о бюро описи, мастером бюро описи.
6.6.2. Согласно результатам производства необходимых замеров и дефектации, детали должны быть рассортированы на три группы:
А – окончательный брак, требующий замены деталей;
Б – годные без ремонта;
В – требующие ремонта.
Результаты освидетельствования и данные замеров деталей годных и требующих ремонта занести в ремонтные карточки.
6.6.3. Крепежные детали с поврежденной или вытянутой резьбой, поврежденными гранями головок подлежат замене на новые.
Допускается исправление снятых или сорванных (не более двух ниток резьбы) крепежных деталей.
6.6.4. Кольца уплотнительные и прокладки заменить новыми независимо от состояния.
6.6.5. Стопорные шайбы, шплинты, замочные пластины и вязальную проволоку заменить новыми.
6.6.6. Вал ротора проверять магнитопорошковым дефектоскопом, комбинированным намагничиванием для обнаружения продольных и поперечных дефектов. Если ВНА и колесо компрессора не спрессовывается с вала, то можно проверять вал капиллярным методом дефектоскопии. Пяту проверить магнитным дефектоскопом с обязательным последующим размагничиванием. Трещины не допускаются.
6.6.7. Детали турбокомпрессоров, приведенные в таблице 6.1, подлежат замене при наличии перечисленных браковочных признаков.
Таблица 6.1 – Браковочные признаки деталей
|
№ п/п |
Наименование деталей |
Обозначение |
Кол-во на изделие |
Браковочные признаки |
|
1 |
Штуцер |
3301.00.110 |
1 |
Срыв резьбы, смятие граней. |
|
2 |
Штуцер |
3301.00.157 |
1 |
Срыв резьбы, смятие граней. |
|
3 |
Компенсатор |
1411.00.111 |
1 |
Трещины, толщина менее 2,4 мм |
|
4 |
Кожух соплового аппарата |
3301.00.070 |
1 |
Трещины |
|
5 |
Пластина замочная |
2301.06.108-01 |
1 |
Трещины |
|
6 |
Гайка |
2301.06.105-03 |
1 |
Трещины, срыв резьбы |
|
7 |
Импеллер |
|
1 |
Трещины |
|
8 |
Пята |
3419.06.040 |
1 |
Трещины, толщина менее 14,95 мм |
|
9 |
Пластина замочная |
3502.06.116 |
37 |
Трещины |
|
10 |
Лента |
|
|
Трещины |
|
11 |
Кольцо уплотнительное |
|
|
Независимо от состояния |
|
12 |
Кронштейн |
3301.00.080 3301.00.090 |
1 |
Трещины |
|
13 |
Дроссель |
2301.00.132-03 |
2 |
Срыв резьбы, смятие граней |
|
14 |
Вставка |
3301.01.102 |
1 |
Трещины |
|
15 |
Подпятник |
3409.00.020 |
1 |
Независимо от состояния |
|
16 |
Ниппель |
|
2 |
Трещины, срыв резьбы, смятие граней |
|
17 |
Гайка накидная |
|
1 |
Трещины, срыв резьбы, смятие граней |
|
18 |
Втулки подшипников |
|
2 |
Прижоги, глубокие грязевые риски, трещины |
6.7. Очистка и мойка
6.7.1. Для очистки узлов и деталей турбокомпрессоров рекомендуется применять следующие марки ТМС: ТЕМП 100, МС 18, МС 6, Лабомид 101, МС 15, Лабомид 203 – выпускаемых промышленностью в виде сыпучих порошков белого и желтоватого цвета, жидкостей или паст.
Расход ТМС определяют по нормам расхода соответственно каустической соды и керосина, приведенным в среднесетевых нормах расхода материалов на текущий ремонт локомотивов.
6.7.2. Внутренние стенки охлаждающих полостей газоприемного и выпускного корпусов очищаются кислотными водными растворами следующего содержания:
— 3…5% содержания в воде тринатрийфосфата (температура раствора 60…80°С, продолжительность очистки 10…25 минут);
— 8…10% содержания в воде ингибированной соляной кислоты и 0,04% уротропина (температура раствора 50…60°С, продолжительность очистки 10…25 минут).
Раствор залить в полости охлаждения корпусов, оставив открытым отверстия для выхода образующихся газов. Периодически обстукивать стенки корпусов с тем, чтобы накипь отпадала от стенок.
Очистку корпусов от накипи производить в помещении, где имеется вытяжная вентиляция, или на открытом воздухе. Находиться с открытым огнем у места, где производится очистка, запр№ п/п Наименование
деталей Обозначение Кол-во
на изделие Браковочные
признаки
ещено.
После слива моющего раствора из полостей, необходимо произвести нейтрализацию остатков кислоты 5% раствором соды.
6.7.3. Прочистить и продуть сжатым воздухом каналы для подвода воздуха к гребешковым уплотнениям, расположенные в корпусе компрессора, газоприемном и выпускном корпусах.
6.7.4. Очистку размягченного нагара, оставшегося после мойки, производить жесткими волосяными щетками, а в местах плотно слежавшегося нагара – деревянными палочками.
6.7.5. Категорически запрещается применять для снятия нагара металлические инструменты, которые могут повредить поверхности деталей.
6.7.6. Мойку деталей каждого турбокомпрессора производить комплектно, во избежание их обезличивания и разукомплектования.
6.7.7. Для повышения эффективности и качества очистки деталей и узлов турбокомпрессора, рекомендуется использовать моечные агрегаты высокого давления.
6.7.8. Основные технические характеристики передвижных моечных агрегатов высокого давления, выпускаемых зарубежными («Klinett», «KÄRCHER») и отечественными (ГОСНИТИ, Подольский завод «Луч») производителями, приведены в таблице 6.2.
Таблица 6.2 – технические характеристики передвижных моечных агрегатов
|
|
Единицы измерения |
Без подогрева воды |
С подогревом воды |
|
Рабочее давление воды |
бар |
150…250 |
120…180 |
|
Расход воды |
л/мин |
8…20 |
8…20 |
|
Температура воды |
°С |
0…60 |
60…155 |
|
Напряжение питания |
В |
3х380 |
3х380 |
|
Мощность |
кВт |
3…8 |
3…6 |
|
Масса |
кг |
50…100 |
160…200 |
В комплект моечного агрегата высокого давления входят:
— моечный агрегат;
т;
— распылительный пистолет;
— шланг высокого давления для соединения насоса моечного агрегата с распылительным пистолетом;
— емкость для моющего раствора;
— манометр для указания давления воды;
— регулятор давления воды;
— электрический кабель для подключения агрегата к силовой сети.
6.7.9. Для повышения качества очистки рекомендуется использовать специальные насадки:
— пенообразователь – насадка для нанесения моющего раствора в виде пены на объекты очистки;
— турбофреза – удаления загрязнений с использованием струи воды высокого давления;
— гидропескоструйная насадка – удаления плотно скоксовавшегося нагара, продуктов коррозии, окалины, краски и других трудноудалимых образований.
6.7.10. Технологический процесс очистки деталей и узлов турбокомпрессора состоит из следующих операций:
— нанесение 10% моющего раствора (пены) на очищаемые поверхности деталей и узлов с помощью моечного агрегата или распылителя;
— выдержка обработанных моющим раствором (пеной) деталей в течение 5…10 минут;
— обработка деталей и узлов струей воды под давлением, с использованием специальных насадок.
6.7.11. При работе с растворами и концентратами моющих средств рекомендуется:
— работать в резиновых перчатках;
— при попадании на слизистую оболочку глаз, обильно промыть водой;
— концентрат и рабочий раствор ТМС наливать только в пластмассовую или стеклянную тару.
6.7.12. Эффект очистки деталей и узлов турбокомпрессора от загрязнений достигается за счет:
— размягчения, растворения (или подогрева) загрязнений моющими средствами, которыми обрабатывали изделие;
— обмывки изделия водяной струей под большим давлением.
6.7.13. Для достижения высокого качества очистки, рациональной организации труда и рабочего места, очистку деталей и узлов турбокомпрессора следует проводить в специально отведенных местах, оборудованных сточными канавами, вытяжной вентиляцией, поворотными столами для обеспечения равномерного попадания моющего раствора на обрабатываемые детали и узлы, частично изолированных от основного производства для предотвращения от попадания брызг воды, водяного тумана и моющего раствора.
6.7.14. Для очистки малозагрязненных деталей турбокомпрессора (колесо компрессора, вставка диффузора и диффузор) возможна безреагентная очистка водяной струей под большим давлением.
6.7.15. С целью экономного расходования моющего раствора и возможности его повторного использования, целесообразно загрязненные детали погрузить в специальные емкости с раствором на 10…15 минут. Время замачивания может быть значительно сокращено при обработке деталей в прогретом растворе (50…60°С).
6.7.16. По истечении заданного времени замачивания, детали извлекают из раствора и производят очистку струями воды под высоким давлением.
6.7.17. Для повышения эффективности очистки деталей от плотно скоксовавшегося нагара, рекомендуется использовать гидропескоструйную насадку.
Для исключения засорения эжектирующей насадки, использовать просеянный сухой песок, предназначенный для экипировки локомотивов. Тонкость отсева песка – не более 1 мм.
Очистку деталей с использованием гидропескоструйной насадки следует производить в специально оборудованном месте, не допуская слива загрязнений с водой и песком в канализацию.
6.7.18. Очистка рабочих поверхностей газоприемного и выпускного корпусов и деталей от углеродистых отложений может производиться как струями воды под высоким давлением, так и с помощью гидропескоструйной насадки.
Окончательная очистка корпусных деталей производится с использованием турбофрезы. Угол атаки и расстояние до очищаемой поверхности детали определяется опытным путем.
При работе с моечными агрегатами необходимо соблюдать правила техники безопасности:
— держать распылительный пистолет агрегата двумя руками;
— не направлять струю воды на людей, электрические установки, провода и оборудование, находящееся под напряжением;
— следить за давлением на выходе распылительного пистолета и не допускать его увеличения выше максимальной отметки на манометре агрегата;
— при перерыве в работе ставить распылительный пистолет на предохранитель;
— при устранении неполадок обязательно отключать моечный агрегат от сети питания;
— при работе в закрытых помещениях обеспечивать хорошую вентиляцию.
7. Ремонт узлов и деталей турбокомпрессора
7.1. Ротор
7.1.1. При осмотре ротора (
рис. 7.1
) проверить состояние рабочих поверхностей шеек вала, лопаток колеса турбины, уплотнительных колец и гребешков лабиринтного уплотнения, шеек вала в местах установки гребешков и колец, состояние колеса компрессора и вращающегося направляющего аппарата, плотность их посадки на валу, проверить биение вала ротора и произвести балансировку.
Допускается замена полувалов. После сварки качество шва проверить дефектоскопией и подвергнуть вал ротора стабилизационному отпуску при температуре 600°С.
7.1.2. Проверить вал ротора на магнитопорошковом дефектоскопе комбинированным намагничиванием по опорным шейкам (цапфам) под подшипники, по поверхности установки уплотнительных колец, в центральной части вала.
Если нет необходимости демонтировать ВНА и колесо компрессора с вала ротора, то можно проверять вал капиллярным методом дефектоскопии.
Ротор турбокомпрессора подлежит замене при наличии трещин любого размера, расположения, размеров выходящих за предельно допустимые, а также дефектов, описанных ниже.
После проверки на дефектоскопе вал размагнитить, руководствуясь Инструкцией по магнитному контролю ответственных деталей.
7.1.3. Проверить радиальное биение вала ротора по всей длине. Отклонение не должно превышать 0,04 мм. Проверку биения производить на установленном в центрах вале ротора индикатором часового типа ИЧ 02 ГОСТ 577 68 кл. 1, закрепленном в кронштейне стойки С III 8 ГОСТ 10197 70 (
рис. 7.2
). До начала измерений, поворотом шкалы цифру «0» выставляют против стрелки индикатора. Медленно и с постоянной скоростью вращают вал на полный оборот. Проверку биения вала проводят
по двум взаимно перпендикулярным продольным плоскостям (
рис. 7.2
) в каждом поясе измерений.
Измерения производятся шаговым методом в соответствие со схемой, изображенной на
рис. 7.2
. Количество поясов измерений принимается в соответствие с постоянным шагом между измеряемыми поясами, равными t ≈ 0,1L ≈ 70 мм (где L = 692 мм – длина вала ротора).
Предварительно вал выставляется так, чтобы показания индикатора на концах вала были одинаковыми. Оценка отклонений от прямолинейности производится непосредственно по показаниям индикатора.
Отклонение стрелки индикатора от нуля в направлении против часовой стрелки записывают со знаком « – », а отклонение по часовой стрелке – со знаком « + ». Результаты измерений считаются правильными, если после полного оборота вала стрелка индикатора (при нахождении над точкой «а») установится против нуля шкалы. В противном случае измерения повторяют.
За отклонение от прямолинейности принимается алгебраическая разность между наибольшим и наименьшим показаниями.
7.1.4. Проверить радиальное биение вала ротора относительно оси вращения в местах установки лабиринтов, подшипников, в средней части по схеме измерений, представленной на
рис. 7.3
.
Вал ротора при измерениях вращать с постоянной скоростью.
Индикатором регистрируется изменение радиусов вала в измеряемом сечении за один оборот. Наибольшая разность показаний индикатора за один оборот вала определяет величину радиального биения вала в измеряемом сечении относительно оси вращения вала.
При этом допускается:
радиальное биение поверхностей:
— «А» – не более 0,02 мм;
— «Е» и «Р» – не более 0,1 мм;
— «Ж» – не более 0,05 мм;
— «И», «К» и «М» – не более 0,13 мм;
— «П» – не более 0,15 мм;
торцевое биение поверхностей:
— «В» и «Г» – не более 0,03 мм;
— «Д» – не более 0,02 мм;
— «Н» – не более 0,1 мм.
В случае нарушения указанных допусков соответствующие поверхности ротора править на станке, либо устранить электролитическим наращиванием с последующей шлифовкой.
7.1.5. Осмотреть цапфы вала ротора. Отдельные риски на цапфах, глубиной не более 0,1 мм, загладить надфилем и заполировать шлифовальной шкуркой, зернистостью не выше №12. После зачистки не должно быть местных выступов или острых кромок на поверхности цапф, шероховатость поверхности должна быть не ниже 0,63.
7.1.6. Риски, выбоины или другие повреждения на цапфах глубиной 0,1…0,2 мм устранять хромированием или осталиванием с последующей шлифовкой на станке до чертежного размера.
7.1.7. Шлифовку производить в центрах, предварительно убедившись в исправности центровых отверстий вала ротора. Забоины, вмятины на выходных кромках центровых отверстий зачистить.
7.1.8. Радиальный зазор между цапфой вала и подшипником (зазор «на масло») восстановить хромированием с последующей шлифовкой до размера
Ø38
-0,18
-0,20
. Биение восстановленных поверхностей при проверке в центрах не должно быть более 0,02 мм.
7.1.9. При наличии задиров, забоин, или других повреждений цапф, глубиной более 0,2 мм, восстановление производить путем постановки втулок. Работу производить в следующем порядке:
— изготовить втулку по размерам
рис. 7.4
. Проточить и прошлифовать поверхности «В» и «Г» (
рис. 7.5
) поврежденных цапф, диаметр обработанных цапф должен соответствовать фактическим внутренним диаметрам втулок, при условии обеспечения натяга при их напрессовке на цапфы в пределах 0,03…0,05 мм. При обработке цапф выдержать размеры «А» и «Б»;
— напрессовать нагретую в масле до температуры 120°С втулку на цапфу вала, выдержав под прессом в течение 10…12 минут. Обработать вал с напрессованной втулкой (
рис. 7.6
), прошлифовав втулку по наружному диаметру до размера Æ , обеспечивающего требуемый зазор «на масло», и отторцевав втулку по размерам «И» и «К»;
— проверить в центрах биение соответствующих цапф вала. Радиальное биение поверхностей «Г» и «Н» и торцевое биение поверхностей «Л» и «М» должны быть не более 0,02 мм.
7.1.10. Восстановление цапф вала ротора путем напрессовки втулок разрешается производить только при условии уменьшения диаметра цапф (после обработки под напрессовку втулок) не более, чем на 8 мм.
7.1.11. При износе резьбы на концах вала ротора, повреждениях резьбы, или при наличии сорванных ниток, разрешается перейти на следующую (уменьшенную) градацию резьбы (рис. 7.7) с соответствующей заменой гайки.
Для этого необходимо:
— обточить конец вала до удаления дефектной резьбы М30х1,5;
— нарезать новую резьбу М27х1,5 по размерам
рис. 7.7
. При исправлении резьбы на конце вала со стороны компрессора неперпендикулярность оси вновь нарезанной резьбы к поверхности торца вала должна быть не более 0,03 мм;
— изготовить новую гайку с резьбой М27х1,5 и выполнением всех остальных размеров и технических требований (рис. 7.8).
7.1.12. Проверить щупом торцевой зазор в канавках (ручьях) уплотнительных колец вала ротора.
Зазор между торцами уплотнительного кольца и ручья должен быть в пределах 0,12…0,30 мм.
7.1.13. При износе ручьев на величину до 1 мм – расточить один из изношенных ручьев для постановки в него двух уплотнительных колец (
рис. 7.9
). При этом торцевое биение поверхностей «А» при проверке в центрах не должно быть более 0,05 мм, а неперпендикулярность поверхностей «А», относительно оси ротора должна быть не более 0,01 мм на длине 3,5 мм.
7.1.14. При износе ручьев на величину свыше 1 мм, восстановление производить путем постановки втулок с выполненными на них ручьями номинальных размеров. Работу проводить в следующем порядке:
— изготовить втулку по размерам
рис. 7.10
;
— проточить и прошлифовать изношенные поверхности вала «Б» (
рис. 7.11
и
7.12
) по фактическому размеру втулки таким образом, чтобы после обработки размеры сопрягаемых поверхностей вала и втулки обеспечивали натяг 0,05…0,1 мм при напрессовке втулки на вал;
— нагреть втулку до температуры 300…320°С и напрессовать ее на вал, выдержав под прессом 10…12 минут. В местах «Д» допускаются местные зазоры не более 0,06 мм;
— обработать втулку по наружным поверхностям до номинальных размеров в соответствии с
рис. 7.11
и
7.12
. Торцы втулки и вала (со стороны турбины) должны лежать строго в одной плоскости. После обработки вала при проверке в центрах биение поверхностей «Г» не должно превышать 0,05 мм;
— торцевое биение поверхностей «В» не должно превышать 0,03 мм.
7.1.15. Уплотнительные кольца 1 (
рис. 3.4
) заменить:
— при поломке;
— при наличии местных износов на торцевых поверхностях;
— при равномерном износе по толщине до размера менее 2,76 мм;
— при несоответствии зазора в замке кольца номинальному (0,5…0,8 мм).
Проверку зазора в замке производить, установив кольцо в стакан корпуса компрессора, во втулку газоприемного корпуса или в специальные контрольные шайбы, выполненные по соответствующим номинальным размерам этих деталей.
Новые кольца должны свободно перемещаться в ручьях; зазор в замке должен быть в пределах 0,2…0,4 мм, зазор в ручьях – 0,12…0,24 мм. Коробление торцев колец при проверке на плите не должно превышать 0,05 мм.
В случае установки двух уплотнительных колец в один расточенный ручей, зазор в ручье должен быть в пределах 0,12…0,44 мм. При установке хромированных уплотнительных колец допускается уменьшение зазора в ручьях на 0,03 мм за счет толщины покрытия, а при установке двух колец в один ручей – на 0,06 мм.
7.1.16. Осмотреть гребешки лабиринтного уплотнения на валу ротора со стороны турбины и компрессора. В случае излома, смятия гребешков, увеличения радиальных зазоров между гребешками и втулкой стакана со стороны компрессора, или гребешками и втулкой со стороны турбины более номинальных (0,25…0,33 мм), ослабления посадки, гребешки заменить.
7.1.17. Замену гребешков (
рис. 7.13
) производить в следующем порядке:
— при помощи зубила 6 вынуть конец уплотнительной проволоки 1 из ручья вала (втулки, в случае втулочной модификации). Затем при помощи плоскогубцев 5 вынуть эту проволоку из ручья по всей окружности, при этом следить за тем, чтобы не повредить ручей. Далее вынуть гребешок 2 из ручья. Допускается удаление поврежденных гребешков и проволоки производить на токарном станке при скорости резания 0,3…0,4 м/сек отрезным резцом шириной 1,2 мм с передним положительным углом не менее 14°;
— осмотреть ручьи, незначительные натиры, риски на поверхности ручьев устранить легкой подчеканкой, не допуская изменения формы ручья;
— из комплекта новых гребешков отрезать один виток таким образом, чтобы длина окружности гребешка ~ на 10 мм превышала длину окружности соответствующего ручья, и вместе с уплотнительной проволокой вставить одним концом в ручей так, чтобы конец гребешка выступал относительно конца проволоки на 10…20 мм. Гребешок должен заходить в ручей без усилия, в противном случае допускается его рихтовка на плите легкими ударами киянки;
— произвести расчеканку проволоки с помощью чекана 3, входящего в комплект приспособлений и инструментов к турбокомпрессору (поз. 7,
Приложение Б
). Положение чекана в процессе работы должно соответствовать рисунку.
Чеканку производить короткими и равномерными ударами молотка массой 200…300 г, последовательно перемещая чекан в одном направлении. Не допускается чеканка одного и того же места дважды. Перед окончанием чеканки гребешок и проволоку отрезать на точно установленную длину, обеспечивающую в стыке либо зазор (не более 0,5 мм), либо нахлест (не более 2 мм), причем места стыков гребешка и проволоки должны быть смещены на 10…20 мм;
7.1.18. Плотность посадки гребешка в ручье после зачеканки должна быть такой, чтобы для его извлечения из ручья необходимо было приложить усилие порядка 120 Н.
7.1.19. Стыки соседних гребешков должны быть смещены по окружности друг относительно друга на угол 180±30°.
7.1.20. Проверить наружный диаметр лабиринта по гребешкам. Радиальный зазор между гребешками и втулкой стакана в корпусе компрессора, и гребешками и втулкой в газоприемном корпусе, должен быть в пределах 0,25…0,33 мм. При необходимости гребешки обточить по наружному диаметру.
7.1.21. Обточку гребешков производить на токарном станке отрезным резцом с передним положительным углом не менее 14° и шириной не менее 5 мм, при небольшой поперечной подаче.
Допускается обработка гребешков на шлифовальном станке. Скорость резания при обточке гребешков 2…3 м/сек. Подача должна быть небольшой, чтобы во время обточки не произошло коробление или ослабление крепления гребешков. Заусенцы, образовавшиеся на гребешках после обработки, зачистить.
7.1.22. Гребешки, которые при чеканке и обработке резцом местами искривились или стали волнистыми, выровнять при помощи плоскогубцев.
7.1.23. Допускается производить установку гребешков, закатывая их в ручьи на токарном станке, с помощью специальной оснастки. Процесс установки, а также технология изготовления новых гребешков в условиях завода или депо, описана в
Приложении Г
.
7.1.24. Пяту 1 (
рис. 7.14
) проверить на магнитном дефектоскопе. При наличии трещин, глубоких задиров или наволакивания бронзы на поверхностях «А» и «Б» – пяту заменить.
Проверить прилегание поверхности «А» пяты по плите «на краску». Прилегание должно быть 100%. Неглубокие задиры, забоины и другие механические дефекты на поверхностях «А» и «Б» пяты разрешается устранять шлифовкой на станке. Прошлифовывать пяту разрешается не более чем на 0,2 мм. Разномерность пяты по толщине не должна превышать 0,01 мм. После проведения работ пяту размагнитить!
После шлифовки поверхности «Б» выступание торца отражателя 2 над торцем пяты не допускается.
После шлифовки поверхность «А» притереть по плите и проверить «по краске». Прилегание должно быть 100%.
Проверить прилегание пяты по поверхности «Б» к торцу вала ротора, для чего установить пяту на вал и, прижимая ее к торцу вала рукой, проверить щупом зазор между ними: щуп 0,03 мм не должен проходить во всех направлениях.
Отражатель 2 заменить при наличии трещин, излома гребешков, ослабления его посадки на пяте. Новый отражатель перед напрессовкой на пяту нагреть до температуры 200…250°С.
После установки на вал новой пяты (при замене), проверка осевого разбега ротора обязательна.
7.1.25. Штифт Ø5 мм (
рис. 7.11
), фиксирующий пяту на валу ротора, в случае его ослабления в посадке заменить штифтом Ø6 мм с соответствующей обработкой отверстия в торце вала ротора и пяте. Допускается устанавливать новый штифт Ø5 мм в плоскости, перпендикулярной плоскости установки ослабшего штифта. При этом отверстие в торце вала ротора разворачивать на глубину 11
+0,5
мм.
7.2. Колесо компрессора.
7.2.1. Колесо компрессора 1 (
рис. 7.15
) и вращающийся направляющий аппарат (ВНА) 3 осмотреть и остучать легкими ударами медного молотка. Глухой или дребезжащий звук свидетельствует об ослаблении посадки колеса или ВНА на валу либо о наличии в них трещин.
Колесо и ВНА заменить:
— при наличии трещин любого размера и расположения;
— при наличии забоин, надрывов на входных кромках лопаток;
— при смятии, глубоких забоинах на шлицах ВНА, или при износе шлицов по толщине.
7.2.2. При наличии следов касания лопаток колеса или ВНА о профильную вставку диффузора проверить размеры «d» и «b» и зачистить места задиров на колесе. Проверить профиль лопаток колеса компрессора профильным шаблоном.
При необходимости произвести обработку колеса и ВНА на токарном станке согласно требованиям чертежа. Для этого по профильному шаблону установить резец режущей кромкой вниз к базовой поверхности державки резца, параллельно оси шпинделя станка.
Произвести обработку колеса и ВНА на частоте вращения 150 мин
-1
при ручной продольной подаче и направлении вращения по часовой стрелке (если смотреть со стороны входа в ВНА и колесо), заусенцы зачистить.
После обработки провести проверку шаблоном: местный зазор между лопатками и шаблоном не должен превышать 0,3 мм. При большей выработке лопаток, колесо и ВНА бракуется.
Разрешается при местных вмятинах на лопатках глубиной до 3 мм и шириной до 5 мм (не более чем на 5 лопатках) оставлять колесо и ВНА в эксплуатации с зачисткой выпуклых мест.
7.2.3. При наличии натиров от лабиринтных колец на колесе компрессора в виде круговых рисок, глубиной до 0,5 мм – риски зашлифовать, при этом контролировать радиальный зазор между впадинами колеса и выступами лабиринта 12 (зазор «Ж»), который должен находиться в пределах 0,35…0,45 мм. Величина зазора определяется как полуразность диаметров впадин и выступов.
7.2.4. При наличии смятия выступов лабиринтов на колесе, круговых рисок глубиной более 0,5 мм или увеличении зазора «Ж» свыше 0,45 мм – изношенные места лабиринтов колеса зачистить и восстановить металлизацией.
7.2.5. Для металлизации алюминиевую проволоку (Ал 4 ГОСТ 2685 63) расплавить в пламени ацетилено-кислородной горелки или электрической дуги. Расплавленный металл распылять струей сжатого воздуха до получения мельчайших частиц (1,5…10 мкм) и с большой скоростью наносить на подготовленную поверхность. После металлизации поверхности лабиринта обработать по номинальным размерам чертежа.
7.2.6. При ослаблении посадки колеса (ВНА) на валу ротора произвести замену колеса (ВНА).
Ослабление посадки возникает, как правило, по двум причинам:
— некачественная термообработка колеса (ВНА) при изготовлении и, как следствие, снижение его механических свойств;
— нарушение режимов посадки колеса (ВНА) на вал (перепрессовка колеса, или ВНА).
7.2.7. Замену колеса компрессора производить в следующем порядке:
— отогнуть кромку гайки 2 (рис. 7.15) из паза вала и отвернуть гайку;
— спрессовать ВНА 3 с вала, предварительно нагрев его пламенем горелки до температуры не выше 150°С;
— спрессовать колесо компрессора 1 с вала, предварительно нагрев его пламенем горелки до температуры не выше 150°С.
7.2.8. Износ шлицов ВНА по толщине производить путем измерения суммарного зазора в зацеплении ВНА с валом (номинальный зазор находится в пределах 0,07…0,17 мм). Увеличение зазора допускается не более чем до 0,18 мм.
7.2.9. Установку колеса компрессора и ВНА на вал ротора производить в следующем порядке:
— установить ротор на кантователе для роторов в вертикальное положение, посадочной поверхностью вверх;
— подобрать новое колесо с ВНА по фактическому диаметру шейки вала таким образом, чтобы при посадке был обеспечен натяг в преде-лах 0,06…0,11 мм;
— нагреть колесо совместно с ВНА до температуры 140…160°С и надеть на вал, ориентируя положение выступов колеса относительно шлицов вала таким образом, чтобы при последующей установке ВНА выступы колеса вошли в пазы ВНА. Колесо должно устанавливаться на место под собственным весом до упора в бурт вала. Зазор между торцем колеса и буртом вала не должен превышать 0,1 мм, местный зазор допускается до 0,16 мм;
— после остывания колеса и ВНА затянуть до отказа гайку 2 (
рис. 7.15
) и законтрить ее, осадив кромку гайки в паз вала ротора.
После замены колеса компрессора и ВНА произвести динамическую балансировку ротора и проверку зазора между колесом и ВНА. Дисбаланс не должен превышать 3 г•см. Уменьшение дисбаланса производить за счет снятия металла в местах указанных на
рис. 8.1
в разделе 8.
7.3. Колесо турбины
7.3.1. Осмотреть диск и лопатки колеса турбины (
рис. 7.16
), на наличие трещин или сколов диска, погнутости и трещин лопаток, трещин или надрывов замочных пластин в местах их отгиба.
7.3.2. При наличии на входных кромках лопаток забоин глубиной до 2 мм, забоины запилить и заполировать, обеспечив плавное скругление кромок радиусом 0,5…1,0 мм. При наличии забоин глубиной свыше 2 мм лопатки заменить.
7.3.3. Поврежденные лопатки удалить, отогнув замочные пластины. Выдвижение лопаток из пазов производить в направлении колеса компрессора, для чего к хвостовику лопатки приложить чекан с деревянной или медной прокладкой и сильными ударами молотка выдвинуть лопатку из паза.
7.3.4. Осмотреть поверхности зубцов хвостовиков лопаток и «елочные» пазы диска в местах удаленных лопаток: забоины, задиры, вырывы, вмятины, трещины и острые кромки на этих поверхностях не допускаются. При обнаружении указанных дефектов лопатки (или ротор) заменить.
7.3.5. При замене лопаток, новые лопатки с новыми замочными пластинами устанавливать в диаметрально противоположных плоскостях, загибая лепестки замочных пластин с обеих сторон диска, как показано на
рис. 7.16
, при этом удары по местам загиба лепестков замочных пластин не допускаются.
Трещины и надрывы в местах загиба, двукратная отгибка замочных пластин, а также применение замочных пластин не заводского изготовления, изготовленных из марки стали, не соответствующей чертежу, не допускается.
7.3.6. Разность веса новых лопаток не должна превышать 2 грамма, вес вновь устанавливаемых лопаток не должен отличаться от веса снятых более, чем на 3 грамма. Забивать новые лопатки в пазы диска не разрешается.
После установки лопаток:
— проверить зазор «m» (
рис. 7.16
) между сближенными полками соседних лопаток – зазор должен быть в пределах 0,04…0,5 мм. Допускается обеспечивать этот зазор подбором или пригонкой лопаток;
— несовпадение торца «елочного» хвостовика лопаток с торцем диска не должно превышать 0,2 мм;
— качка пера лопаток в плоскости диска не должна выходить за пределы 0,2…1,3 мм на наибольшем диаметре;
— осевое перемещение лопатки не должно быть более 0,3 мм.
7.3.7. Если вновь установленные лопатки имеют припуск по высоте, проверить наружный диаметр колеса турбины, установив ротор в центрах на станке. В случае необходимости, обработать колесо турбины по наружному диаметру с соблюдением требований чертежа, при этом биение наружного диаметра колеса не должно превышать 0,1 мм.
7.3.8. После замены лопаток ротор динамически балансировать. Дисбаланс не должен превышать 3 г•см со стороны турбины. Уменьшение дисбаланса производить снятием металла со ступицы колеса турбины в местах, указанных на
рис. 8.1
.
7.3.9. Замененные лопатки с деформацией по выходным кромкам до 5 мм, имеющие забоины на профиле пера по входным кромкам глубиной до 1 мм и по выходным кромкам глубиной до 2 мм, допускается восстанавливать. Количество забоин допускается не более двух на каждой поверхности. Восстановление производить в матрично-пуансонном приспособлении стягиванием винтом. После ремонта лопатки подвергнуть цветной дефектоскопии.
7.4. Подшипники
7.4.1. Подшипники (
рис. 7.17
) осмотреть.
Корпуса подшипников подлежат замене при наличии:
— трещин любого размера и расположения;
— размеров, выходящих за пределы, указанные в таблице 7.1, за исключением оговоренных особо.
Втулки подшипников подлежат замене при наличии:
— увеличения зазора между втулками и корпусом более 0,142 мм;
— при увеличении зазора между шейкой вала и втулкой (зазор «на масло») более 0,35 мм;
— размеров, выходящих за пределы, указанные в таблице 7.1, за исключением оговоренных особо.
7.4.2. Замену втулки в опорно-упорном подшипнике производить в следующем порядке:
— извлечь из корпуса 1 подшипника стопорное кольцо 4 (
рис. 7.17а
);
— извлечь подпятник 5 и комплект регулировочных пластин 3;
— удалить контровочную проволоку, отвернуть два болта 9, снять стопор 8, извлечь втулку 2 из корпуса 1 подшипника;
— осмотреть и обмерить отверстие d1 в корпусе 1 подшипника. Забоины, задиры в отверстии и на привалочном торце корпуса не допускаются;
— изготовить новую втулку 2 согласно действующим чертежам. Обработку втулки по наружному диаметру производить в соответствие с фактическим размером отверстия в корпусе подшипника таким образом, чтобы при посадке втулки в корпус был обеспечен зазор 0,075…0,142 мм;
— установить втулку 2 в корпус 1 подшипника до упора бурта втулки в торец корпуса, установить стопор 8, закрепить его двумя болтами 9, болты законтрить проволокой.
7.4.3. Сборку подшипника (
рис. 7.17а
) производить в следующем порядке:
— установить в корпус 1 подшипника пакет регулировочных пластин 3, смещая при этом замки (на тех пластинах, где они есть) смежных пластин друг относительно друга на угол ~ 60°;
— установить подпятник 5 и стопорное кольцо 4.
7.4.4. Замерить осевую длину подшипника в сжатом (путем приложения осевой нагрузки 200…300 кгс) состоянии – она должна быть в пределах
40
-0,18
-0,23
мм; регулировочные пластины при этом должны быть сухими (без масла) и чистыми, без вмятин и заусенцев. Осевую длину обеспечивать путем подбора толщины регулировочных пластин. Общее количество пластин в комплекте должно быть не более 11 штук, причем пластин толщиной 0,2 мм – не менее 6 штук, толщиной 0,05 мм – 1…3 штуки.
7.4.5. Проверить зазор между торцем фиксирующего штифта 6 и дном паза подпятника 5, зазор должен быть в пределах 0,5…2,7 мм.
7.4.6. При установке отремонтированного подшипника на турбоком-прессор, предварительно проверить прилегание подпятника «на краску» на плите. Прилегание должно составлять 100%, допускается подшлифовка подпятника.
7.4.7. Подпятник заменять при его износе. Износ подпятника определять, по прилеганию его «на краску» на плите (краску на плиту наносить тонким, ровным слоем). Прилегание должно быть не менее 95%. Браковочными признаками подпятника являются:
— задиры и прижоги на плоских участках подпятника (
рис. 7.18
);
— изменение размера плоских участков подпятника: увеличение размера «в» более чем на 2 мм, или уменьшение размера «а» более чем на 4 мм.
Подпятник при износе восстанавливать наплавкой бронзой ОС8 12 с последующей обработкой до чертежных размеров.
Торец подпятника допускается шабрить.
7.4.8. Замену втулки в опорном подшипнике производить в следующем порядке:
— удалить контровочную проволоку, отвернуть болты 9 (
рис. 7.17б
), снять стопор 8. Извлечь втулку 2 из корпуса 1 подшипника;
— осмотреть и обмерить отверстие d1 в корпусе 1 подшипника. Забоины, задиры в отверстии и на привалочном торце корпуса не допускаются;
— изготовить новую втулку 2 согласно действующим чертежам. Обработку втулки по наружному диаметру производить в соответствие с фактическим размером отверстия в корпусе подшипника таким образом, чтобы при посадке втулки в корпус был обеспечен зазор 0,075…0,142 мм;
— установить втулку 2 в корпус 1 подшипника до упора бурта втулки в торец корпуса, установить стопор 8, закрепить его двумя болтами 9, болты законтрить проволокой.
7.4.9. Ремонт подшипников производить согласно требованиям настоящего Руководства и техническим условиям чертежей.
7.4.10. После ремонта подшипников, при сборке турбокомпрессора проверить: осевой разбег ротора «А»; зазор «на масло» «Б» между втулками под шипника и цапфами вала; зазор «М» между колесом компрессора и вставкой диффузора. При необходимости подобрать новый компенсатор.
7.5. Корпус компрессора
Корпус компрессора может изготавливаться в двух модификациях:
1) составной корпус;
2) цельнолитой корпус.
Составной корпус компрессора (
рис. 7.19а
) состоит из двух частей: наружного корпуса и внутреннего корпуса. При необходимости проведения ремонтных работ, эти корпуса нужно разъединить, для чего:
— отвернуть гайки крепления наружного корпуса к внутреннему;
— с помощью отжимных болтов разъединить наружный и внутренний корпуса.
7.5.1. Корпус компрессора наружный (
рис. 7.19а
) остучать легкими ударами медного молотка. Дребезжащий звук указывает на наличие трещин.
Корпус подлежит замене при наличии:
— трещин, выходящих на посадочные места;
— кольцевых трещин длиной более 1/5 окружности; трещины длиной менее 1/5 окружности, разрешается заваривать (
Приложение Е
или Ж
– в зависимости от материала корпуса);
— размеров, выходящих за пределы, указанные в таблице 7.2, за исключением оговоренных особо.
Забоины и задиры на поверхностях «Г» и «Д» зачистить.
7.5.2. Корпус компрессора внутренний (
рис. 7.19а
) остучать легкими ударами медного молотка. Дребезжащий звук указывает на наличие трещин.
Корпус подлежит замене при наличии:
— трещин, выходящих на посадочные места;
— кольцевых трещин длиной более 1/5 окружности, трещины длиной менее 1/5 окружности разрешается заваривать (Приложение Е или Ж – в зависимости от материала корпуса);трещин на ребрах и в местах посадки стакана 1;
— размеров, выходящих за пределы, указанные в таблице 7.2, за исключением оговоренных особо.
7.5.3. Забоины и задиры на поверхностях «А», «Б» и «В» зачистить.
7.5.4. При наличии в корпусе износа поверхности сопряжения корпуса и стакана Ø142Н7 свыше предельных размеров, допускаются следующие варианты ремонта:
— наплавка этой поверхности в корпусе с последующей механической обработкой до чертежных размеров;
— расточка этой поверхности в корпусе до ремонтного размера (превышающего чертежный на 1 мм) с изготовлением нового стакана под этот размер.
В обоих случаях при установке стакана в корпус, зазор в месте посадки должен находиться в пределах 0…0,065 мм.
7.5.5. Стакан заменить при наличии повреждений (выработки, неравномерного износа) на поверхности Æ90Н7 стакана под установку подшипника, рисок глубиной более 0,15 мм (риски глубиной менее 0,15 мм разрешается не выводить), натиров, трещин на поверхности втулки 4 в местах расположения уплотнительных колец и гребешков лабиринтного уплотнения вала ротора, при ослаблении посадки стакана в корпусе, или втулки в стакане, для чего:
— снять контровочную проволоку с головок болтов крепления обтекателя 2 к корпусу компрессора;
— вывернуть болты и отсоединить обтекатель 2 от корпуса;
— пользуясь специальным съемником, извлечь стакан из корпуса компрессора (рис. 7.20).
7.5.6. Новый стакан изготовить по действующим чертежам и в соответствие с диаметром отверстия под посадку стакана в корпусе компрессора с обеспечением посадки с зазором 0…0,065 мм.
Допускается расточить посадочное место под подшипник в стакане до ремонтного размера (допускаются два ремонтных размера:
Ø91А, Ø92А.
При обработке стакана на станке должны быть обеспечены следующие условия:
— торцевое биение по привалочной плоскости и радиальное биение по обрабатываемому отверстию не должны превышать 0,03 мм;
— шероховатость обработанных поверхностей не должна быть ниже 2,5.
7.5.7. В расточенный стакан при сборке установить новый подшипник соответствующей ремонтной градации, обеспечивающий при посадке зазор 0,040…0,110 мм.
7.5.8. Изношенную втулку 4 (
рис. 7.19а
) заменить новой. Для этого необходимо:
— с помощью специальной оправки выбить втулку из корпуса стакана вместе с алюминиевым кольцом 5 (стараясь не повредить сопрягаемой поверхности стакана);
— изготовить новую втулку по действующим чертежам и в соответствие с диаметром отверстия в стакане под посадку втулки, с обеспечением при посадке зазора 0,010…0,059 мм;
— установить втулку в стакан, совместив отверстия для прохода воздуха во втулке и стакане;
— установить новое алюминиевое кольцо 5, изготовленное в соответствие с действующими чертежами, и зачеканить его. Осевое перемещение и проворот втулки после зачеканки не допускаются.
7.5.9. При незначительном износе наружной и внутренней поверхности втулки допускается восстановление этих поверхностей хромированием или осталиванием.
7.5.10. Установить новый стакан в корпус компрессора, совместив отверстия во фланце стакана и корпусе. Забоины, неровности на корпусе компрессора в месте контакта с фланцем стакана и торцем обтекателя не допускаются.
Между торцем корпуса компрессора и фланцем стакана щуп 0,05 мм проходить не должен.
7.5.11. Осмотреть резиновое кольцо 3. При наличии надрывов или потере упругости кольцо заменить.
7.5.12. Вложить резиновое кольцо в канавку обтекателя и установить обтекатель, предварительно нанеся на его торец пасту «Герметик». Срезание кольца при установке не допускается. В разъем между стаканом и обтекателем при установленном резиновом кольце щуп 0,05 мм проходить не должен. Допускается подбор кольца по месту.
7.5.13. Установить под головки болтов крепления обтекателя отожженные медные шайбы и обтянуть болты. Головки болтов после обтяжки законтрить проволокой попарно.
Все вышеуказанные операции применяются для ремонта и цельнолитого корпуса компрессора.
7.5.14. Ремонт корпуса компрессора выполнять согласно требованиям настоящего Руководства и техническим условиям чертежей.
7.6. Выпускной корпус
7.6.1. Корпус (
рис. 7.21
) остучать легкими ударами медного молотка. Дребезжащий звук указывает на наличие трещин.
Корпус подлежит замене при наличии:
— кольцевых трещин более 1/5 длины окружности;
— трещин в газовой полости с внутренней стороны и выходящих на стенки отверстий;
— размеров, выходящих за пределы, указанные в таблице 7.3, за исключением оговоренных особо.
7.6.2. Трещины, не оговоренные выше, разрешается заваривать (
Приложение Ж
) с последующей обработкой до основного металла.
7.6.3. Канал 1 прочистить латунной проволокой и продуть сухим сжатым воздухом.
7.6.4. Водяную полость корпуса опрессовать водой давлением 0,5 МПа в течение 5 минут.
7.6.5. Течь и потение не допускаются. Разрешается устранение течи и потения заваркой или пропиткой бакелитовым лаком.
7.6.6. Ремонт выпускного корпуса производить согласно требованиям настоящего Руководства и техническим условиям чертежей.
7.7. Газоприемный корпус
7.7.1. Корпус (
рис. 7.22
) остучать легкими ударами медного молотка. Дребезжащий звук указывает на наличие трещин.
Корпус подлежит замене при наличии:
— кольцевых трещин длиной более 1/5 окружности;
— трещин в местах посадки втулки 1 и втулки 3, а также трещин, выходящих на стенки отверстий;
— размеров, выходящих за пределы, указанные в таблице 7.4, за исключением оговоренных особо;
— трещин в газовой полости с внутренней стороны на поверхности «А».
7.7.2. Трещины, не оговоренные выше, разрешается заваривать (
Приложение Ж
) с последующей обработкой до основного металла.
7.7.3. Водяную полость газоприемного корпуса опрессовать водой под давлением 0,5 МПа в течение 5 минут.
7.7.4. Течь и потение не допускаются. Разрешается устранять течь или потение заваркой.
7.7.5. Втулку 1 и крышку 3 выпрессовывать при ослаблении их в посадке, или наличии повреждений, выработки, неравномерного износа, рисок глубиной более 0,15 мм (риски глубиной менее 0,15 мм разрешается не выводить), натиров, трещин на поверхностях в местах расположения уплотнительных колец и гребешков лабиринтного уплотнения вала ротора, для чего:
— демонтировать сопловой аппарат (если он еще не был демонтирован);
— с помощью отжимных болтов выпрессовать втулку 1. При сильном закоксовывании предварительно залить в отверстия втулки и корпуса керосин и выдержать в течение 10…15 минут.
7.7.6. Для выпрессовки крышки 3 установить на нее направляющую оправку (
рис. 7.23
) и резким ударом молотка выбить крышку вместе с алюминиевым кольцом 2.
7.7.7. После демонтажа втулки 1 и крышки 3 осмотреть сопрягаемые с ними цилиндрические поверхности корпуса. При значительном износе этих поверхностей, а также наличии на них различных дефектов, допускается расточка этих поверхностей до ремонтного размера (превышающего чертежный на 1 мм), с изготовлением под этот размер соответствующих сопрягаемых деталей, обеспечивающих необходимый натяг 0,044…0,101 мм при посадке крышки 3 и зазор 0,018…0,080 мм при установке втулки 1.
7.7.8. При незначительном износе разрешается восстанавливать внутреннюю и наружную поверхности втулки 1 и крышки 3 до чертежных размеров хромированием или осталиванием.
7.7.9. Крышку 3, изготовленную в соответствие с действующими чертежами, установить в газоприемный корпус, предварительно охладив ее в жидком азоте (либо нагрев корпус до температуры 120°С). Установить и зачеканить новое алюминиевое кольцо 2, изготовленное по действующим чертежам с помощью специального чекана (
рис. 7.24
), поворачивая при этом чекан таким образом, чтобы след от чеканки был непрерывным. При наличии неплотности в месте установки кольца, операцию чеканки повторить, не выбивая втулки. Осевое перемещение и проворот втулки после чеканки не допускаются.
7.7.10. Втулку 1, изготовленную в соответствие с действующими чертежами, установить в газоприемный корпус, совместив паз втулки со штифтом газоприемного корпуса.
7.7.11. Ремонт газоприемного корпуса производить согласно требованиям настоящего Руководства и технических условий чертежей.
При срыве резьбы в крепежных отверстиях корпусных деталей рассверлить отверстия с сорванной резьбой и нарезать резьбу большего размера под переходные шпильки.
В случае прорыва отверстия в водяную полость корпуса, изготовить глухой ввертыш (
рис. 7.25а
) и обеспечить его уплотнение путем применения конической резьбы или прокладки (
рис. 7.25б
). Ввертыш ставить на цинковые белила или эпоксидный компаунд. После постановки ввертышей корпус опрессовать водой под давлением 0,3 МПа в течение 5 минут, течь и потение не допускаются.
7.8. Сопловой аппарат
7.8.1. Сопловой венец (
рис. 7.26а
) осмотреть и остучать легкими ударами медного молотка. Дребезжащий звук указывает на наличие трещин.
7.8.2. Сопловой венец подлежит ремонту в случае, если:
— на лопатках имеются трещины длиной до 5 мм (не более, чем на трех лопатках). При наличии трещин длиной более 5 мм (или менее 5 мм, но больше, чем на трех лопатках) венец заменить;
— на лопатках имеются повреждения входных и выходных кромок с размерами не более 3 мм в тело лопатки и протяженностью по длине пера не более 6 мм в количестве не более двух дефектов на лопатку, причем общее количество лопаток с указанными дефектами не более шести на деталь;
— имеются деформации входной и выходной кромки лопаток, а также их профильной части в пределах 4…5 мм от номинального положения;
— имеется коробление соплового венца, при условии, что максимально допустимый зазор по щупу между плитой и кольцом составляет менее 1 мм. Коробление до 1 мм устранять шлифовкой поверхностей, при большем короблении венец заменить;
— при наличии размеров, выходящих за пределы, указанные в таблице 7.5.
7.8.3. Радиальные трещины кольца 1 длиной 15…20 мм, идущие от стыков секторов, засверлить диаметром 5 мм на конце трещины с последующей разделкой, заваркой и механической обработкой.
7.8.4. Трещины кольца 1, идущие от стыков секторов по окружности длиной свыше 20 мм, устранить путем отрезки дефектного участка кольца с последующей вваркой по месту нового участка кольца (материал сталь 20 ГОСТ 1050 70), термообработкой и механической обработкой до чертежных размеров.
7.8.5. При ремонте соплового венца:
— выпилить трещины на лопатках с обеспечением плавного скругления кромок;
— выправить входные кромки до исходного состояния, обеспечив их прямолинейность в пределах 1,0…1,5 мм по высоте лопатки и радиальное положение по эталону (образцу);
— выправить с помощью клина (
рис. 7.27
) профильную часть лопатки и положение выходной кромки, обеспечив ее прямолинейность. Клин устанавливается перпендикулярно к воображаемой оси ротора. Искажения профиля лопаток, показанные на
рис. 7.28
штриховыми и штрихпунктирными линиями, не допускаются. Размеры клина приведены в таблице на
рис. 7.27
. Клин изготавливается из стали 40Х и должен иметь твердость 56…62 НRС;
— произвести слесарную заправку с плавными скруглениями дефектов на входной и выходной кромках и профиле лопаток;
— зачистить выходные кромки лопатки, обеспечив ее толщину мм по всей высоте лопатки;
— отрихтовать с помощью клина (подгибкой или разгибкой) выходные кромки лопаток, установив необходимую для данной модификации турбокомпрессора величину проходного сечения соплового аппарата. После рихтовки проверить визуально все лопатки соплового венца. Видимые трещины не допускаются;
— произвести проверку проходных сечений сопел при помощи калибра (
рис. 7.29
). Детали 1 и 2 калибра изготавливаются из стали 40 и должны иметь твердость HRC52…62. Размеры калибров приведены в таблице на
рис. 7.29
.
7.8.6. Осмотреть кожух соплового аппарата. Мелкие риски и царапины на внутренней поверхности кожуха устранить шлифовкой. При наличии трещин любого расположения, выработки, натиров, глубоких рисок на внутренней поверхности (от касания лопаток колеса турбины), а также в случае замены соплового венца, кожух заменить.
7.8.7. Площадь проходного сечения соплового аппарата определять согласно Приложению Д.
7.8.8. Сопловой аппарат ремонтировать согласно требованиям настоящего Руководства и технических условий чертежей.
7.9. Диффузор
7.9.1. Диффузор (
рис. 7.30
) осмотреть и остучать легкими ударами медного молотка. Дребезжащий звук указывает на наличие трещин.
Диффузор подлежит замене при наличии:
— трещин, выходящих на посадочные места, обрывов и сколов рабочих лопаток;
— размеров выходящих за пределы, указанные в таблице 7.6;
— трещины небольших размеров на литейных поверхностях рабочих лопаток заварить (Приложение Е), с последующей зачисткой до основного металла.
7.9.2. Погнутые рабочие лопатки отрихтовать, сохраняя профиль лопаток. После правки лопатку проверить капиллярным методом неразрущающего контроля.
7.9.3. Откол лопаток, не более 3-х штук и длиной не более 30 мм, разрешается устранить наплавкой с последующей обработкой по чертежу, сохранив профиль лопаток.
7.9.4. Ремонт диффузора производить согласно требованиям настоящего Руководства и технических условий чертежа.
7.10. Вставка диффузора
7.10.1. Профильную вставку диффузора (
рис. 7.31
) осмотреть и остучать легкими ударами медного молотка. Дребезжащий звук указывает на наличие трещин.
Вставка подлежит замене при наличии:
— сквозных трещин, выходящих на посадочные места;
— размеров, выходящих за пределы, указанные в таблице 7.7.
7.10.2. Местные натиры на поверхности вставки от лопаток колеса компрессора или ВНА зачистить.
7.10.3. Глубокие риски и значительные задиры на поверхности вставки, нарушающие зазор «М» между колесом компрессора или ВНА и вставкой, устранять на токарном станке с помощью фасонного резца. В случае невозможности проведения этой операции, вставку заменить, или восстановить с помощью нанесения на изношенную поверхность вставки специальной пасты, с последующей обработкой этой поверхности на токарном станке. После обработки поверхность вставки проверить шаблоном. Просвет между шаблоном и вставкой допускается не более 0,2 мм.
7.10.4. После сборки турбокомпрессора с новой вставкой, произвести контроль зазора «М» и радиального зазора «Д» (
рис. 3.1
).
7.10.5. При необходимости, для регулировки зазора «М», подобрать новый компенсатор.
7.10.6. Трещины, не оговоренные выше, заварить с последующей зачисткой до основного металла (
Приложение Е
).
7.10.7. Ремонт вставки производить согласно требованиям настоящего Руководства и технических условий чертежа.
7.11. Лабиринт колеса компрессора
7.11.1. Лабиринт (
рис. 7.32
) осмотреть.
Лабиринт подлежит замене при наличии:
— трещин любого размера и расположения;
— износа лабиринтных канавок;
— размеров, выходящих за пределы, указанные в таблице 7.8.
7.11.2. Изношенные лабиринтные канавки наплавить с последующей механической обработкой до чертежных размеров.
7.11.3. При обработке допускается уменьшение общей толщины лабиринта до 16,5 мм.
7.11.4. Изношенную или поврежденную резьбу М10 разрешается перерезать на М12х1,5 6Н (с соответствующей дообработкой деталей теплоизоляционного кожуха ротора).
7.11.5. Ремонт лабиринта колеса производить согласно требованиям настоящего Руководства и технических условий чертежа.
7.12. Кожух теплоизоляционный ротора
Кожух 1 и фланец 2 (
рис. 7.33
) остучать легкими ударами молотка для определения возможных трещин. Обнаруженные трещины кожуха разрешается заваривать электродуговой сваркой с последующей обработкой заподлицо с основным металлом.
7.12.1. Незначительные трещины фланца заварить (
Приложение Е
).
7.12.2. Разрешается производить замену отдельных элементов кожуха.
7.13. Кронштейн
7.13.1. Кронштейн (
рис. 7.34
) осмотреть.
Кронштейн подлежит замене при наличии:
— сквозных трещин в элементах;
— трещин выходящих на поверхности отверстий.
7.13.2. Трещины по местам сварки деталей кронштейна разрешается заваривать электродуговой или газовой сваркой. Дефектный шов подлежит обязательному удалению.
7.13.3. Забоины и задиры на поверхностях «Б» и «И» глубиной более 0,5 мм механически обработать с минимальным снятием металла в пределах допустимого размера. Для обеспечения размера «Г» допускается на поверхности «В» выполнять проточку Ø680 мм и глубиной не более 1,5 мм.
Разрешается замена отдельных элементов кронштейна.
Ремонт кронштейна производить согласно требованиям настоящего Руководства и технических условий чертежей.
8. Динамическая балансировка ротора
8.1. После проведения ремонтных работ по ротору, которые могут нарушить его балансировку, произвести динамическую балансировку ротора на станке ДБ 50, согласно инструкции по эксплуатации станка. Ротор балансируется в комплекте с пятой 2 (
рис. 8.1
), шайбой 3 и гайкой 4, без уплотнительных колец 1.
8.2. Остаточный дисбаланс должен составлять не более 2,5 г•см в каждой плоскости приведения. Устранение дисбаланса производится за счет снятия металла с поверхностей «А» и «Б». На поверхностях «А» и «Б» снятие металла допускается на глубину не более 6 мм, при этом в местах снятия металла шероховатость поверхности должна быть не ниже Rz20, места перехода должны быть скруглены радиусом не менее 5 мм.
8.3. В тех случаях, когда не удается устранить дисбаланс обработкой поверхностей «А» и «Б», допускается производить балансировку путем перемещения лопаток турбины по диску, или опиловкой лопаток на затылочной (выпуклой) поверхности. При этом резких переходов, вмятин и острых углов на поверхности лопаток не допускается.
9. Сборка турбокомпрессора
9.1. Общие требования
9.1.1. Сборку турбокомпрессора производить на специально оборудованном участке, оснащенном необходимым инструментом и приспособлением для сборки и испытаний.
9.1.2. Детали и узлы турбокомпрессора, поступающие на сборку, должны быть промыты, обдуты сухим сжатым воздухом.
Особое внимание обратить на чистоту внутренних каналов и полостей.
9.1.3. Поступающие на сборку детали и узлы должны удовлетворять требованиям соответствующих чертежей и настоящего Руководства.
9.1.4. Сборку отдельных узлов турбокомпрессора производить с применением специального инструмента и приспособлений, не допускающих оставления вмятин и забоин.
9.1.5. Штуцеры, пробки, ввертыши и шпильки ставить на белилах.
9.1.6. Герметик в стыках корпусов наносить тонким ровным слоем.
9.1.7. Затяжку шпилек и болтов производить равномерно по всей окружности, во избежание перекосов поочередно должны затягиваться шпильки или болты, расположенные в диаметральной плоскости.
9.1.8. Утопание концов шпилек и болтов в гайках не допускается.
9.1.9. Наружные поверхности, подлежащие окраске, должны быть загрунтованы, а внутренние загрунтованы и накрашены до начала сборки.
9.2. Сборка ротора
9.2.1. С помощью приспособления установить по два уплотнительных кольца на оба конца вала ротора. Замерить щупом зазор «В» в ручьях уплотнительных колец, который должен находиться в пределах 0,12…0,30 мм.
9.2.2. Установить на колесо компрессора обе половины лабиринта.
9.2.3. Установить обе половины кожуха на ротор, сместив разъемы кожуха на 90° по отношению к разъемам лабиринта, совместив при этом отверстия в кожухе и лабиринте. Установить на кожух половинки экрана, сместив в свою очередь разъемы экрана на 90° по отношению к разъемам кожуха, и совместив при этом отверстия экрана и кожуха.
9.2.4. Установить в отверстия болты крепления кожуха к лабиринту и завернуть их до отказа (болты затягивать диаметрально противостоящие, избегая перекоса лабиринта и кожуха). После затяжки болты законтрить проволокой попарно.
9.2.5. Обтянуть стяжные болты 1 (
рис. 6.6
) кожуха, предварительно установив под головки болтов и гайки контровочные шайбы. Законтрить головки болтов и шайбы, отогнув усики стопорных шайб.
9.3. Сборка газоприемного корпуса 15 (
рис. 3.1, 3.2
)
9.3.1. Установить на корпус сопловой венец 14, ввернуть и затянуть крепежные болты (не прилагая при затяжке чрезмерных усилий), после чего болты законтрить проволокой.
9.3.2. Установить на корпус и закрепить болтами кожух 10 соплового аппарата, не прилагая при затяжке чрезмерных усилий. После затяжки болты законтрить проволокой.
9.4. Сборка корпуса компрессора
9.4.1. Соединить внешний и внутренний корпуса (в случае модификации с составным корпусом) и обтянуть их гайками.
9.4.2. Установить корпус компрессора 1 (
рис. 3.1, 3.2
) на поворотный стол фланцем крепления крышки подшипника вниз.
9.4.3. При помощи винтов прикрепить диффузор 6 к прямой вставке 5 диффузора.
9.4.4. При помощи болтов прикрепить прямую вставку диффузора в сборе с диффузором к профильной вставке 3.
9.4.5. Установить в корпус компрессора и закрепить болтами 27 профильную вставку диффузора в сборе с прямой вставкой и диффузором.
9.5. Сборка турбокомпрессора
9.5.1. Установить выпускной корпус 12 на кантователь привалочной плоскостью под газоприемный корпус вверх и закрепить.
9.5.2. Протереть привалочную плоскость выпускного корпуса со стороны газоприемного корпуса керосином и нанести на нее тонкий, ровный слой герметика. Проложить по смазанной поверхности шелковую нить с внутренней стороны шпилек, так, чтобы концы нити перекрывались, не накладываясь друг на друга.
9.5.3. Установить газоприемный корпус (соответственно его сориентировав) на шпильки выхлопного корпуса, надеть проушину. Надеть шайбы и гайки на шпильки выпускного корпуса и затянуть, обтяжку шпилек производить равномерно по окружности, при этом поочередно должны затягиваться диаметрально расположенные гайки. Утопание концов болтов и шпилек в гайках не допускается. При соединении выпускного и газоприемного корпусов одновременно установить опорный кронштейн 21.
9.5.4. Установить опорный подшипник 16 в газоприемный корпус, затянуть гайками с пружинными шайбами. Перед установкой сопрягаемые посадочные поверхности газоприемного корпуса и подшипника, а также внутреннюю поверхность втулки подшипника протереть дизельным маслом. Подшипник устанавливать маслосливными канавками в сторону опорного кронштейна 21.
9.5.5. Провернуть турбокомпрессор в кантователе привалочной плоскостью под корпус компрессора вверх.
9.5.6. На конец вала ротора со стороны колеса турбины навернуть предохранительный колпак (поз. 5,
Приложение Б
) на противоположный конец вала ротора навернуть рым (поз. 3,
Приложение Б
).
9.5.7. Обильно смазать уплотнительные кольца ротора консистентной смазкой так, чтобы они приклеились к валу, и отцентрировать их относительно оси ротора. Замки колец сместить на 180° друг относительно друга.
9.5.8. Зачалив ротор за рым, осторожно опустить его вертикально вниз без перекосов в отверстие выпускного корпуса до плотной посадки теплоизоляционного кожуха и лабиринта ротора в выпускной корпус, и выхода конца ротора из опорного подшипника. При этом совместить отверстия лабиринта и корпуса, а также не допустить повреждения уплотнительных колец и гребешков лабиринтного уплотнения. Снять с вала ротора колпак и рым.
9.5.9. Провернув ротор вручную примерно на один оборот, проверить, нет ли касания колеса турбины о детали соплового аппарата.
9.5.10. Прикрепить лабиринт 22 к выпускному корпусу винтами.
9.5.11. Уложить в выточку лабиринта резиновое кольцо 7.
9.5.12. Протереть привалочные плоскости выпускного корпуса и корпуса компрессора керосином и нанести на них тонкий слой герметика. Проложить по смазанной поверхности выпускного корпуса шелковую нить с внутренней стороны отверстий под шпильки так, чтобы концы нити перекрывались, не накладываясь друг на друга.
9.5.13. Перемещая корпус компрессора вертикально вниз вдоль оси ротора без перекосов, установить его на выпускной корпус, соответственно соорентировав выпускную горловину корпуса компрессора (не допуская при этом повреждения уплотнительных колец и гребешков лабиринтного уплотнения вала ротора). Надеть проушину на шпильки со стороны фланца выпускного корпуса и обтянуть гайки, соединяющие корпуса, одновременно установив опорный кронштейн 28. Гайки обтягивать равномерно по окружности, не допуская перекоса корпусов, при этом поочередно должны затягиваться диаметрально расположенные гайки.
9.5.14. С помощью съемника (
рис. 6.4
) установить на вал ротора пяту, совместив отверстие в пяте со штифтом в торце вала.
9.5.15. Установить (не закрепляя) опорно-упорный подшипник 25 (
рис. 3.1, 3.2
) в стакан корпуса компрессора, предварительно протерев дизельным маслом сопрягаемые посадочные поверхности стакана и подшипника. Под фланец подшипника установить компенсатор 24 (снятый ранее при разборке данного турбокомпрессора). Если устанавливается новый компенсатор, он должен быть равен по толщине заменяемому.
9.5.16. Установить турбокомпрессор в кантователе в горизонтальное положение.
9.5.17. Произвести замер разбега ротора без затянутого подшипника. Замер производить следующим образом:
— сдвинуть опорно-упорный подшипник в сторону его крышки примерно на 5…10 мм;
— на хвостовик вала ротора со стороны компрессора навернуть рым;
— на шпильках крепления крышки опорно-упорного подшипника закрепить приспособление с индикатором (
рис. 5.1
);
— переместить ротор вдоль оси турбокомпрессора в сторону турбины до упора;
— установить индикатор так, чтобы его ножка упиралась в торец гайки рыма с натягом 2…3 мм; установить стрелку индикатора на нуль шкалы;
— переместить ротор в сторону компрессора до упора колеса компрессора в профильную вставку диффузора, при этом подпятник опорно-упорного подшипника не должен упираться в пяту ротора;
— зафиксировать показания индикатора; повторить замеры 3…4 раза, определить величину разбега ротора без затянутого подшипника как среднее арифметическое этих замеров.
9.5.18. Обтянуть опорно-упорный подшипник с компенсатором в стакане корпуса компрессора двумя диаметрально расположенными гайками с пружинными шайбами.
9.5.19. Замерить осевой ход (люфт) ротора при затянутом подшипнике:
— переместить ротор вдоль оси в сторону турбины до упора;
— установить индикатор так, чтобы его ножка упиралась в торец гайки рыма с натягом 2…3 мм; установить стрелку индикатора на нуль шкалы;
— переместить ротор в сторону компрессора до упора пяты ротора в подпятник опорно-упорного подшипника;
— зафиксировать показания индикатора;
— повторить замеры 3…4 раза, определить величину свободного осевого разбега ротора при затянутом подшипнике, как среднее арифметическое этих замеров.
9.5.20. Вычислить величину осевого зазора между колесом компрессора и вставкой диффузора (зазора «М»). Величина этого зазора определяется как разность показаний индикатора при измерении разбега ротора без затянутого подшипника и осевого хода ротора при затянутом подшипнике и должна находиться в пределах 0,8…1,0 мм. При необходимости, регулировку зазора «М» производить за счет подборки толщины компенсатора (при этом в случае шлифовки толщина компенсатора не должна выходить за пределы 1,9…3,58 мм, а непараллельность торцев компенсатора должна быть не более 0,02 мм).
9.5.21. Снять приспособление с индикатором с турбокомпрессора.
9.5.22. Обтянуть опорно-упорный подшипник остальными гайками с пружинными шайбами.
9.5.23. Надеть на конец вала ротора со стороны компрессора шайбу (
рис. 6.2
), совместив штифт шайбы и паз на хвостовике вала, установить замочную пластину, навернуть, и с помощью торцевого ключа затянуть шлицевую гайку, совместив один из пазов гайки с пазом хвостовика вала. Затягивать гайку с помощью ударов по ее шлицам не допускается. Законтрить гайку, загнув в ее паз конец замочной пластины.
9.5.24. С помощью приспособления с индикатором (см. п. 9.5.19) замерить осевой разбег (люфт) ротора (он должен находиться в пределах 0,20…0,36 мм). При необходимости регулировку осевого разбега производить:
— шлифовкой торца вала ротора со стороны шайбы;
— путем изменения суммарной толщины регулировочных пластин опорно-упорного подшипника; суммарное количество регулировочных пластин должно быть не более 11 штук;
— заменой опорно-упорного подшипника.
9.5.25. Проверить легкость вращения ротора в подшипниках.
9.5.26. Проверить радиальный зазор между колесом компрессора и вставкой диффузора на входе в колесо компрессора (зазор «Д»). Зазор замерять щупом со стороны опорно-упорного подшипника в двух противоположных местах. Зазор должен находиться в пределах 0,80…1,09 мм. Задевание колеса компрессора о вставку диффузора не допускается.
9.5.27. Проверить радиальный зазор между лопатками колеса турбины и кожухом соплового аппарата (зазор «И»). Через отверстие для выхода газов выхлопного корпуса проверить щупом зазор «И», повторив проверку 3…4 раза при различных положениях колеса турбины. Зазор должен находиться в пределах 0,75…0,94 мм, при замере с двух противоположных сторон.
9.5.28. Установить крышки 17 (
рис. 3.1, 3.2
) подшипников с новыми прокладками на шпильки корпусов турбокомпрессора так, чтобы сливные патрубки находились со стороны опорных кронштейнов турбокомпрессора, закрепить крышки гайками с пружинными шайбами. Гайки обтягивать равномерно по окружности, не допуская перекоса крышек, при этом поочередно должны затягиваться диаметрально расположенные гайки.
9.5.29. Ввернуть в подшипники штуцера 18 подвода масла. Установить сальники и обтянуть их нажимными фланцами 26 (
рис. 3.1
).
9.5.30. Установить трубки подвода масла. Медные прокладки перед постановкой должны быть отожжены.
10. Испытания
10.1. Установить турбокомпрессор на стенд для обкатки и испытаний типа А1130.
10.2. Провести гидравлические испытания масляной системы, а также водяных полостей газоприемного и выхлопного корпусов.
10.3. Масляную систему опрессовать смесью из 70% дизельного масла и 30% дизельного топлива под давлением 0,3…0,4 МПа в течение 5 минут, провернув при этом ротор вручную на несколько оборотов (ротор должен вращаться свободно, без заеданий). Течи масляной системы не допускаются.
10.4. Опрессовку водяных полостей корпусов производить водой под давлением 0,3 МПа в течение 5 минут. Течь и потение не допускается. Незначительная течь или потение могут быть устранены опрессовкой натриевым «жидким стеклом».
10.5. Разрешается опрессовать отдельно газоприемный и выпускной корпуса в сборе со своими комплектными деталями. В случае если при дальнейшей сборке турбокомпрессора люки, патрубки, штуцеры и пробки на этих корпусах переставлялись, опрессовку повторить.
10.6. После сборки турбокомпрессора все наружные отверстия (подвод и отвод газа, воздуха и воды) закрыть технологическими заглушками.
10.7. Заглушки снять при постановке турбокомпрессора на дизель или испытательный стенд.
10.8. Каждый турбокомпрессор после проведения ремонта должен быть обкатан и испытан. Разрешается производить обкатку и испытания турбокомпрессора на дизеле при обкатке дизеля.
10.9. Окраску наружных поверхностей турбокомпрессора, кроме плоскостей крепления фланцев, производить согласно требованиям технических условий чертежей.
11. Упаковка, консервация и хранение
Перед отправкой заказчику турбокомпрессор и комплектующие его части подвергаются консервации и упаковке на предприятии-изготовителе.
Консервация в сочетании с упаковкой предохраняет турбокомпрессор от воздействия атмосферных осадков при транспортировании, а также от коррозии и механических повреждений при хранении.
Турбокомпрессор должен храниться в сухих закрытых помещениях.
Сроки действия консервации указаны в формуляре турбокомпрессора.
12. Транспортирование
Турбокомпрессор может транспортироваться любым видом транспорта в таре, обеспечивающей его сохранность при условии соблюдения правил перевозки для соответствующего вида транспорта.
При выполнении погрузочно-разгрузочных работ необходимо соблюдать указания предупредительной маркировки, нанесенной на таре.
Приложение А
(обязательное)
Таблица А.1 — Нормы допускаемых размеров и зазоров
при ремонте
турбокомпрессоров ТК33
|
Наименование размера |
Условное обозначение |
Размеры, мм |
||
|
Чертежный |
Допускаемый при выпуске из ТР |
Браковочный |
||
|
Осевой разбег (люфт) ротора в опорно-упорном подшипнике |
А |
0,20…0,36 |
0,20…0,36 |
Более 0,40 |
|
Зазор между шейками вала ротора и втулками подшипников (зазор «на масло») |
Б |
0,18…0,23 |
0,18…0,23 |
Более 0,25 |
|
Зазор в ручьях уплотнительных колец вала ротора |
В |
0,12…0,24 |
0,12…0,24 |
Более 0,40 |
|
Зазор радиальный в лабиринтном уплотнении со стороны компрессора |
Г |
0,25…0,33 |
0,25…0,33 |
Менее 0,24 Более 0,34 |
|
Зазор радиальный на входе в колесо компрессора |
Д |
0,80…1,09 |
0,80…1,09 |
Более 1,099 |
|
Зазор радиальный в лабиринтном уплотнении колеса компрессора |
Ж |
0,35…0,45 |
0,35…0,45 |
Менее 0,34 Более 0,45 |
|
Зазор осевой между колесом компрессора и вставкой диффузора |
М |
0,8…1,0 |
0,8…1,0 |
Более 1,0 |
|
Зазор радиальный между лопатками колеса турбины и кожухом соплового аппарата |
И |
0,75…0,94 |
0,75…0,94 |
Более 1,0 |
|
Зазор радиальный в лабиринтном уплотнении со стороны турбины |
К |
0,25…0,33 |
0,25…0,33 |
Менее 0,24 Более 0,34 |
|
Зазор осевой между торцами лопаток колеса турбины и сопловым аппаратом |
|
1,8…4,0 |
1,8…4,0 |
Менее 1,8 Более 4,0 |
Приложение Б
(рекомендуемое)
Таблица Б.1 — Комплект специального инструмента и приспособлений,
применяемых при ремонте турбокомпрессора
Приложение В
(обязательное)
Метрологическое обеспечение
В.1 Линейные размеры контролировать линейками ГОСТ 427 75, рулетками ГОСТ 7502 80, штангенциркулями и штангенглубомерами ГОСТ 166 80.
В.2 Трещины выявлять с помощью лупы 6х ГОСТ 25706 83 и магнитопорошковых дефектоскопов МД12ПШ или МД12ПД ТУ 32 ЦШ 2306 83 Днепропетровского ЭТО МПО Желдоравтоматизации.
В.3 Измерение зазоров производить щупами ТУ2 034 225 87.
В.4 Прямолинейность и биение вала ротора производить индикатором часового типа ИЧ 02 ГОСТ 577 68 кл. 1, закрепленным в кронштейне стойки С Ш 8 ГОСТ 10197 70.
В.5 Измерение диаметра вала производить скобой рычажной типа СР ГОСТ 11098 75, посадочный диаметр колеса компрессора и ВНА – нутромером индикаторным ГОСТ 9244 75.
В.6 Измерение отверстий больших диаметров в корпусных деталях производить нутромером микроскопическим НМ600 ГОСТ 10 88.
Приложение Г
(обязательное)
Руководство по восстановлению лабиринтных уплотнений ротора
В соответствие с настоящим Руководством замена гребешков лабиринтных уплотнений при ремонте ротора должна производиться вручную с помощью специального приспособления (чекана). Эскиз лабиринтных уплотнений роторов турбокомпрессоров ТК33 приведен на
рис. Г.1
.
Данный технологический процесс характеризуется значительной долей ручного труда, требует определенных навыков и квалификации, а также требует поставок заготовок ленты.
Для механизации замены гребешков лабиринтных уплотнений в условиях локомотивного депо рекомендуется применять описанный ниже технологический процесс, состоящий из следующих этапов:
— изготовление заготовок гребешков;
— изготовление заготовок закаточной проволоки;
— закатка гребешков лабиринтных уплотнений в канавки ротора, правка и проточка гребешков.
Г.1 Для изготовления заготовок гребешков лабиринтных уплотнений необходимо выполнить следующие операции:
Г.1.1 Нарезать ленту из материала 17Х18Н9МНТ 3 0 0,3 ГОСТ 4986 79 или из материала 12X18H9MHT 3 0 0,3 ГОСТ 4986 79 ножницами по металлу на куски шириной 12,5 мм и длиной 250 мм или (для лабиринтных уплотнении со стороны компрессора), либо 370 мм (для лабиринтных уплотнений со стороны турбины).
Г.1.2 Установить требуемую специальную профилеобразующую оправку (
рис. Г.2, Г.3
) в проточенные кулачки самоцентрирующего трехкулачкового патрона токарного станка. Биение проточенного базового участка кулачков должно быть не более 0,03 мм.
Г.1.3 Поджать оправку вращающимся задним центром и закрепить.
Г.1.4 Установить суппорт станка с закрепленным в резцедержателе приспособлением с роликом для формировки заготовок гребешков таким образом, чтобы ролик без перекосов заходил в первый формирующий ручей оправки, после чего отвести резцедержатель от ручья в поперечном направлении.
Г.1.5 Установить ленту на ручей, заправить в паз и подвести ролик до упора в ленту. Прокатать ленту роликом за 3…4 оборота при частоте вращения шпинделя 12 мин-1 и ручной подаче.
Г.1.6 Повторить операции, указанные в пп. Г.1.3 и Г.1.4 последовательно на втором, третьем и четвертом формирующем ручье.
Г.1.7 Отвести центр задней бабки, снять отформированную ленту и уложить в тару.
Приспособление с роликом для формировки заготовок гребешков показано
на рис. Г.4
, ролик для него на
рис. Г.5
, ось на
рис. Г.6
, державка на
рис. Г.7
. Ролик должен быть изготовлен из стали ХГВ и иметь твердость 50…55 НRС. Ось изготавливается из стали 45Х и должна иметь твердость поверхности, соприкасающейся с роликом, 40…45 HRС. Державка изготавливается из стали 45 и должна иметь твердость 30…35 HRC.
Схема формировки заготовки гребешка приведена на рис. Г.8. Общий вид отформированной заготовки гребешка приведен на
рис. Г.9
. На схеме первый, второй, третий и четвертый формирующие ручьи обозначены римскими цифрами I…IV.
Г.2 Для изготовления закаточной проволоки следует выполнить следующие операции:
Г.2.1 Необходимое количество проволоки ДКРНМ 1,6 БТМНМц 40 1,5 ГОСТ 5307 77 перемотать на катушку специального приспособления. При перемотке визуально проконтролировать поверхность проволоки, которая должна быть чистой, гладкой, без трещин и расслоений. Допускаются цвета побежалости и местное окисление.
Примечание
. Обозначение проволоки расшифровывается следующим образом:
Д – холоднодеформированная;
КР – круглая;
Н – нормальной точности;
М – мягкая;
1,6 – диаметр в миллиметрах;
БТ – в мотках;
МНМц 40 1,5 – марка сплава.
Г.2.2 Схема приспособления для холодной прокатки проволоки на токарном станке представлена на
рис. Г.10
и
Г.11
. Вал-оправка должен быть установлен в проточенные кулачки самоцентрирующего трехкулачкового патрона токарного станка. Биение проточенного базового участка кулачков не должно превышать 0,03 мм. Вал-оправка изготавливается из стали 45. Он должен иметь внешний диаметр 100…130 мм при шероховатости рабочей поверхности не ниже 6 класса и твердости HRC 58…62.
Приспособление с подшипником для прокатки показано на
рис. Г.12
. Допускается использовать подшипник большего размера, чем указанный на рисунке.
Пластина направляющая для приспособления показана на
рис. Г.13
. Пластина изготавливается из листа Б ПН 0 5 ГОСТ 19903 74, материал Ст.3 ГОСТ 14637 89. Острые кромки отверстия в пластине необходимо притупить радиусом 0,2 мм.
Г.2.3 Конец проволоки заправить в отверстие направляющей пластины 3 (
рис. 11
) и прижать подшипником к валу-оправке.
Г.2.4 На малых оборотах шпинделя прокатать проволоку подшипником, выдерживая толщину прокатанной проволоки согласно рис. 11 и сматывая ее на приемную катушку. На рис. 11 размеры, помеченные звездочкой – для справок.
Г.2.5 Нарубить прокатанную проволоку на куски длиной 250 мм (для лабиринтных уплотнений со стороны компрессора, либо 370 мм (для лабиринтных уплотнений со стороны турбины).
Г.2.6 Нарубленные куски проволоки отжечь для снятия нагортовки при температуре 850°C в течение 30 минут или при температуре 140°С в течение 10 часов с последующим охлаждением на воздухе.
Г.3 Для закатки гребешков лабиринтных уплотнений в канавки ротора следует выполнить следующие операции:
Г.3.1 Ротор турбокомпрессора установить в самоцентрирующий трехкулачковый патрон токарного станка, зажать за шейку ротора и поджать центром задней бабки.
Г.3.2 Удалить из канавок ротора проволоку и остатки поврежденных гребешков при частоте вращения шпинделя 180 мин
-1
канавочным резцом с шириной режущей кромки 1,5…2,0 мм и передним положительным углом 10…14°. Рекомендуется применять резец с припаянной твердосплавной пластинкой из сплава ВК8 или ВК6.
Г.3.3 Осмотреть канавки ротора, проконтролировать геометрические размеры. При необходимости восстановить профиль канавок согласно
рис. Г.14
.
Г.3.4 Обрезать концы заготовки гребешка под прямым углом. Подготовленную заготовку плоскогубцами вставить в канавку одним концом вместе с уплотнительной проволокой так, чтобы конец ленты не совпадал с концом проволоки и выступал относительно нее на 10…20 мм, а стыки лент соседних гребешков были смещены по окружности относительно друг друга на угол 180±60°. Уплотнительная проволока устанавливается в канавку плашмя.
Г.3.5 Подвести приспособление с роликом для закатки лабиринта к канавке и вдавить проволоку на глубину 2,3…2,7 мм от момента соприкосновения ролика с проволокой. С помощью закаточного приспособления с роликом закатать ленту и проволоку в канавку при частоте вращения: шпинделя 12…25 мин
-1
, оставив недозакатанными 15…20 мм. Лишние концы ленты и проволоки обрезать таким образом, чтобы обеспечить в стыке кольца либо зазор не более 0,5 мм, либо нахлест не более 2 мм. Дозакатать оставшийся конец ленты.
Приспособление для закатки лабиринта аналогично приспособлению для формировки заготовок гребешков (
рис. 4
). Ролики для закатки показаны на
рис. Г.15
и
Г.16
. Ролики должны быть изготовлены из стали ХГВ и иметь твердость 50…55 HRC.
Г.3.6 Устранить коробление гребешков путем обкатки их приспособлением, применявшимся для формировки заготовок гребешков, при частоте вращения шпинделя 800…1000 мин
-1
. Стыки гребешков поправить плоскогубцами.
Г.3.7 Обкатать поверхность 2 (
рис. 1
) приспособлением с роликом для обкатки при частоте вращения шпинделя 200…250 мин 1, обеспечивая размеры и шероховатость в соответствие с
рис. 1
.
Приспособление для обкатки аналогично приспособлению для формировки заготовок гребешков (
рис. 4
). Ролик для обкатки показан на
рис. Г.17
. Ролик должен быть изготовлен из стали ХГВ и иметь твердость 50…55 HRC.
Г.3.8 Проточить поверхность 1 (
рис. 1
) отрезным резцом с передним положительным углом 10…14° и шириной не менее 5 мм при поперечной подаче и частоте вращения шпинделя 200…300 мин
-1
. Заусенцы зачистить напильником.
Приложение Д
(обязательное)
Руководство по измерению площади проходного сечения
соплового аппарата
Для определения площади проходного сечения соплового аппарата (
рис. Д.1
) необходимо:
Д.1 В двух перпендикулярных плоскостях измерить диаметр D
1
.Записать полученные величины D
1-1
и D
1-2
(мм).
Д.2 В двух перпендикулярных плоскостях измерить диаметр D
2
.Записать полученные величины D
2-1
и D
2-2
(мм).
Д.3 Вычислить среднюю длину лопатки согласно формуле:

Д.4 Вычислить диаметры D
A
и D
B
.
Д.5 У каждого межлопаточного канала (принимая количество каналов равным Z) измерить минимальную ширину канала: d
A
на диаметре D
A
и d
B
на диаметре D
B
.
Д.6 Записать полученные величины
d
A-1
; d
A-2
; d
А-З
;………; d
A-Z
(мм);
d
B-l
; d
B-2
; d
B-3
;………; d
B-Z
(мм).
Д.7 Вычислить площадь проходного сечения соплового аппарата согласно формуле:

Приложение Е
(рекомендуемое)
Рекомендации по восстановлению алюминиевых
деталей турбокомпрессора сваркой
Е.1 При сварке алюминия и его сплавов необходимо учитывать некоторые технологические особенности этой сварки:
— сложность определения в процессе сварки момента перехода основного металла из твердого состояния в жидкое, в результате чего наплавляемый участок может провалиться под давлением собственного веса;
— образование на поверхности наплавленного металла тугоплавкой пленки окиси алюминия, препятствующей плавлению основного металла;
— большую чувствительность сварки к загрязнению, замасливанию и наличию окисной пленки на поверхности присадочной проволоки и свариваемых поверхностей;
— высокую теплопроводность алюминия и его сплавов, что затрудняет разогрев сварочной ванны и препятствует сплавлению ее с основным металлом, а значительная усадка приводит к появлению трещин в наплавленном металле при его кристаллизации, или в околошовных зонах.
Е.2 При подготовке под сварку деталей из алюминиевых сплавов удаляют поверхностные загрязнения и окислы (особенно после длительного хранения) механической очисткой. Для удаления тугоплавкой окисной пленки и предупреждения возникновения в швах сварных соединений дефектов перед сваркой детали подвергают химическому травлению в ваннах щелочного состава и обезжиривают растворителями – уайт-спиритом или ацетоном.
Механическую очистку осуществляют металлическими щетками с диаметром проволоки 0,1…0,2 мм и длиной ворса не менее 30 мм. Щетки должны быть чистыми и обезжиренными, обезжиривание ворса щеток выполняют уайт-спиритом или ацетоном. Не допускается зачистка поверхностей под сварку абразивной, пескоструйной и дробеструйной обработкой, шлифовальной шкуркой и тому подобными способами.
Продолжительность хранения подготовленных деталей и проволоки перед сваркой не более 2…3 часов. При более длительном хранении подготовку следует повторить.
Е.3 Для предупреждения деформации (коробления) детали, следует производить предварительный или сопутствующий подогрев детали с последующим медленным охлаждением.
Е.4 Для сварки и наплавки деталей из алюминиевых сплавов применяются следующие виды сварки:
Е.4.1 Газовая сварка. Газовую сварку выполняют ацетилено-кислородным пламенем при соотношении О
2
/С
2
Н
2
= 1,1…1,2 с присадочным прутком.
При сварке используют флюс (например, АФ 4А), который вводят или с присадочным прутком, или в виде пасты, разведенной в воде и предварительно нанесенной на свариваемые кромки. Мощность пламени и диаметр применяемых присадочных прутков приведены в таблицах 1 и 2.
Таблица Е.1
|
Толщина металла, мм |
0,5…0,8 |
1,0 |
1,2 |
1,5…2,0 |
3,0…4,0 |
|
Мощность пламени ацетилена, м3/ч |
0,050 |
0,075font> |
0,075…0,15 |
0,15…0,30/font> |
0,30…0,50 |
Таблица Е.2
|
Толщина металла, мм |
до 1,5 |
1,5…3,0 |
3,0…5,0 |
5,0…7,0 |
7,0…10,0 |
|
Диаметр присадочного прутка, мм |
1,5…2,0 |
2,5…3,0 |
3,0…4,0 |
4,0…4,5 |
4,5…5,5 |
Е.4.2 Ручная дуговая сварка. Ручную дуговую сварку выполняют угольными (или графитовыми) и металлическими покрытыми электродами.
Сварку угольным электродом выполняют на постоянном токе прямой полярности с присадочным материалом в виде прутков, покрытых флюсом. Диаметр угольного электрода 12,5…18 мм, графитового – 10…15 мм.
При сварке металлическими покрытыми электродами применяют элек-троды ОЗА 1, ОЗА 2, А2 (ГОСТ 7871 75). Электроды ОЗА 1 используют для сварки чистого алюминия А0, A1, A2, A3; электроды ОЗА 2 – для сварки сплавов типа АК9ч (АЛ4), АК7ч (АЛ9), АК7 ц9 (АЛ 11) и других.
Сварку производят на постоянном токе обратной полярности с предварительным подогревом деталей до 250…400°С (в зависимости от толщины свариваемого изделия) и очисткой их кромок от окислов и грязи. Шлак удаляют промывкой швов горячей водой с применением стальных щеток. Режимы сварки приведены в таблице 3.
Таблица Е.3
|
Диаметр электрода, мм |
Сварочный ток для положений шва, А |
|
|
нижнего |
вертикального |
|
|
4,0 |
100…120 |
100…120 |
|
5,0 |
130…150 |
120…140 |
|
6,0 |
160…180 |
|
Е.4.3 Ручная дуговая сварка в защитных газах. Сварку производят с применением инертных газов аргона марки А по ГОСТ 10157 79, или гелия В4 марки А и Б по МРТУ 51 04 23 64, а также аргоно-гелиевой смеси; используя вольфрамовые электроды диаметром 2…6 мм и присадочную проволоку из высокопрочных сплавов марки Св АМг, Св Ак5 и т.д. ГОСТ 7871 75.
Подбор необходимой присадочной проволоки производится в зависимости от марки сплавов деталей, условий, в которых эти детали работают и толщины свариваемого металла (таблица 4).
Таблица Е.4
|
Толщина свариваемого металла, мм |
до 2,0 |
2,0…5,0 |
свыше 5,0 |
|
Диаметр присадочной проволоки, мм |
1,0…1,5 |
1,5…3,0 |
3,0…4,0 |
Сварочная проволока должна строго соответствовать марке сплава, во избежание нарушения прочности сварного шва и разупрочнения основного металла.
Присадочная проволока перед сваркой должна подвергаться специальной обработке с целью обезжиривания и удаления окисной пленки химическим способом.
Сварку вольфрамовым электродом марок ЭВЧ, ЭВЛ, ЭВИ 1, ЭВИ 2, ЭВИ 3, ЭВТ 15 по ГОСТ 23949 80 рекомендуется применять при сварке тонких листов.
На практике при сварке можно применять упрощенную схему питания дуги на базе стандартных сварочных трансформаторов (
рис. Е.1
), а также при помощи специализированных источников питания дуги – установок ти-па «УДАР» (
рис. Е.2
) или «УДГ». Основным условием получения высококачественного сварного соединения является правильный выбор режимов (таблица 5).
Таблица Е.5
|
Толщина стенки, мм |
Диаметр электрода, мм |
Величина тока, А |
Расход газа, л/мин |
Диаметр присадочной проволоки, мм |
|
3…5 |
3 |
100…160 |
5…7 |
2…3 |
|
5…8 |
4 |
140…200 |
6…8 |
3 |
|
>8 |
5 |
180…280 |
7…9 |
3…5 |
Новые шланги, подводящие аргон, должны промываться горячей водой, обезжириваться и обезвоживаться гидролизным спиртом, затем просушиваться очищенным горячим воздухом.
Е.5 Обнаруженные подлежащие восстановлению дефекты деталей турбокомпрессоров делятся на следующие группы:
— трещины длиной до 50 мм в количестве до 4-х штук;
— износы посадочных поверхностей более допустимых чертежных размеров;
— раковины, отколы, сквозные отверстия, на рабочих поверхностях.
Е.6 Обычно для восстановления деталей турбокомпрессора используется ручная сварка неплавящимися электродами в защитных газах.
Е.7 Разделку кромок и подготовку деталей к сварке выполняют согласно требованиям ГОСТ 14806 80 в зависимости от толщины металла. Трещины под сварку подготовить разделкой ручным или пневматическим зубилом под V образный шов с углом разделки 75…80°. При разделке кромок угол их раскрытия необходимо ограничивать с целью уменьшения объема наплавленного металла в соединении.
Перед разделкой трещины произвести засверловку на 10…15 мм дальше видимого конца трещины. Длина разделки должна превышать длину трещины на 15…20 мм с обеих сторон (
рис. Е.3
). Кромки разделки и прилегающую поверхность на 10…12 мм по ширине непосредственно перед сваркой зачистить металлической щеткой. Глубокие дефекты вырубить ручным или пневматическим зубилом, сфрезеровать торцевой фрезой или высверлить.
Е.8 Предварительный подогрев детали до температуры 100…120°С (в зависимости от толщины стенок, размера, формы детали) производить газовыми горелками после подготовки детали под сварочные и наплавочные работы, непосредственно перед их выполнением.
Е.9 При исправлении мелких единичных повреждений (задиров, вырывов, вмятин) сварочные работы выполнять с местным предварительным и сопутствующим подогревом.
Е.10 Во время начала сварочных работ дугу необходимо возбуждать на металлической или графитовой пластине, положенной на деталь рядом с дефектным местом. После оплавления вольфрамового электрода и стабилизации процесса, дугу перенести на металл детали, не давая ей прерваться. Длину дуги при этом выдерживать в пределах от 2 до 6 мм.
Не разрешается возбуждать дугу непосредственно на детали во избежание выплеска металла в момент возбуждения и попадания вольфрамовых включений в металл сварочной ванны.
В процессе сварки вольфрамовый электрод должен быть наклонен в сторону противоположную направлению сварки на угол 20…30°.
Угол между вольфрамовым электродом и присадочной проволокой должен быть в пределах 90° (
рис. Е.4
).
В самом начале наплавки дефектных поверхностей детали, следует прогреть теплом дуги (без подачи присадочного материала) участок размером 30…40 мм в поперечнике, до начала оплавления поверхности металла (для предотвращения пор, трещин, газовых раковин и несплавлений в начальной стадии наплавки).
Продолжение наплавки после прерывания процесса начинать на наплавленном металле на расстоянии 15…20 мм от его окончания.
После длительных вынужденных перерывов в процессе наплавки, перед началом возобновления наплавки необходимо восстановить температуру предварительного подогрева.
При невозможности наплавить необходимую толщину слоя за один проход, наплавка выполняется в два — три и т.д. слоя.
Перед наложением очередного слоя, наплавленный металл зачистить металлической щеткой.
Е.11 Для восстановления небольших по размерам и простых по конструктивной форме отломленных элементов детали выполняется формовка из графитовых пластин или асбеста.
Е.12 После формовки недостающий элемент наращивается наплавкой по поверхности излома. При толщине стенки (ребра) более 10 мм формовка не требуется.
Е.13 При заварке трещин на детали с V образной разделкой, применять максимальный для выбранного диаметра электрода сварной ток, с целью обеспечения провара корня разделки. Длина дуги минимальная.
Заварку трещин с V образной разделкой глубиной до 6 мм выполнять за один проход, в нижнем горизонтальном положении. При более глубокой разделке заварить за два, три и более прохода.
Допускается заварка трещин с V образной разделкой глубиной 10…12 мм в полувертикальном положении за один проход. Направление сварки – снизу вверх.
Е.14 Поверхности деталей, подвергаемые после восстановления механической обработке, наплавлять с припуском на механическую обработку в пределах 2…3 мм.
Е.15 Окончание сварки неплавящимся электродом необходимо осуществлять, избегая появления кратера на конце шва. При ручной сварке это достигается постепенным увеличением скорости сварки при одновременном удлинении дуги до обрыва. При заварке трещин в тонких (до 5 мм) стенках деталей, для предотвращения провала сварочной ванны, в доступных местах на время сварки должна устанавливаться прокладка из нержавеющей стали или меди.
Приложение Ж
(рекомендуемое)
Рекомендации по восстановлению чугунных
деталей турбокомпрессора сваркой.
Ж.1 Сварочные или наплавочные процессы выполняют с расплавлением основного металла (сварка), либо без него (пайкосварка). Их делят на две основные группы:
— процессы, в которых наплавленный металл получается в виде чугуна с заданными свойствами (в этом случае применяют сварку с предварительным нагревом);
— процессы, в которых наплавленный металл является сплавом с высоким содержанием никеля, меди, высоколегированной или углеродистой стали.
Ж.2 При исправлении небольших дефектов рекомендуется газовая сварка, обеспечивающая условия образования структуры серого чугуна.
Ж.3 При заварке крупных дефектов применяют ручную дуговую сварку с использованием чугунных электродов, или, при возможности, механизированную (полуавтоматическую) сварку порошковой проволокой.
Ж.4 Сварка чугуна может быть горячей, низкотемпературной и холод-ной.
Ж.4.1 Горячую сварку (рекомендуется) выполняют с применением высокого предварительного или сопутствующего подогрева чугуна до температуры 600…650°С и последующего замедленного охлаждения, что дает возможность получать сварные соединения, мало отличающиеся по прочности и плотности от основного металла.
В этом случае в качестве присадочного материала используют либо электроды на основе чугунных прутков со специальным покрытием (при ручной дуговой сварке), либо порошковую проволоку ПП АН41, ПП 43М, ПП В45 и др. (при механизированной дуговой сварке).
При сварке в среде защитных газов (например, в аргоне) используют чугунные прутки состава, идентичного составу основного металла.
Ж.4.2 Низкотемпературную (полугорячую) сварку выполняют дуговым и газопламенным способами с использованием присадочного материала, указанного в п. 4.1, с предварительным местным или полным нагревом детали до 300…400°С. При заварке дефектов на краях небольших деталей достаточен подогрев до температуры 150…200°С.
Ж.4.3 Холодную сварку (пайкосварку) осуществляют без предварительного подогрева детали. Этот вид сварки, в основном, выполняют дуговым способом с применением электродов из чугуна типа ОЗЧ 3, ОЗЧ 4, ОЗЧ 6, из цветных сплавов, порошковой проволоки, чугунных прутков типа ПЧН 1, ПЧН 2 с пониженной температурой плавления с высокоактивными флюсами типа МАФ 2.
Ж.5 Газовая сварка чугуна горячим способом.
Ж.5.1 Газовую сварку чугуна горячим способом производят ацетилено-кислородным пламенем с использованием универсальных горелок типа Г2, ГЗ и их прототипов. Разрешается применение газов – заменителей ацетилена, при этом ис-пользуют специальные горелки типа ГЗУ, которые комплектуют наконечниками на один номер больше, чем при ацетилено-кислородной сварке.
Ж.5.2 Небольшие детали нагревают до 300…400°С, более крупные – до 500…700°С в зависимости от толщины стенок, жесткости конструкции и размера дефекта.
Ж.5.3 Сварку производят нормальным пламенем или с небольшим избытком ацетилена.
Ж.5.4 В качестве присадочного металла при сварке используют чугунные прутки диаметром 6…12 мм и длиной 400…700 мм марки А, Б, I и II (завода «Стан-колит»). В зависимости от площади устраняемого дефекта рекомендуются следующие номера наконечника горелки и диаметра прутка (таблица 1).
Таблица Ж.1- Номера наконечников горелки и диаметры прутка
|
Площадь дефекта, см2 |
5 |
5…20 |
20…30 |
более 30 |
|
Номер наконечника горелки |
5 |
6 |
6 |
7 |
|
Диаметр присадочного прутка, мм |
6 |
6…8 |
8…10 |
12 |
Ж.5.5 При горячей сварке обязательно применение порошковых флюсов, состав которых приведен в таблице 2.
Таблица Ж.2- состав порошковых флюсов
|
Номер флюса |
Состав флюса, % |
|
1 |
100 плавленой буры |
|
2 |
100 прокаленной буры |
|
3 |
100 технической буры |
|
4 |
56 прокаленной буры, 22 углекислого натрия, 22 углекислого калия |
|
5 |
50 технической буры, 50 двууглекислого натрия |
|
6 |
23 плавленой буры, 27 углекислого натрия, 50 натриевой селитры |
|
7 |
50 рокаленной буры, 50 натриевой селитры, 4 керосина (сверх 100) |
Ж.5.6 Горячую сварку чугуна выполняют следующим образом.
Ж.5.6.1 Очищают поверхность дефекта от окислов и загрязнений пламенем горелки или металлической щеткой, разделывают кромки дефекта под углом 70…80°. На деталях толщиной более 5 мм концы трещин предварительно засверливают.
Ж.5.6.2 Изделия сложной формы и толщиной более 50 мм подвергают общему подогреву до 500…700°С, более мелкие детали подвергают местному нагреву до 300…400°С.
С.
Ж.5.6.3 Деталь устанавливают так, чтобы ремонт сваркой выполнялся в нижнем положении, равномерно прогревают кромки дефекта до расплавления с одновременным равномерным нанесением флюса присадочным прутком.
Ж.5.6.4 Заполняют дефект расплавленным прутком, сварку ведут отдельными сварочными ваннами длиной 20…50 мм.
Ж.5.6.5 Неметаллические включения удаляют из сварочной ванны с помощью флюсования жидкого металла и интенсивного его перемешивания присадочным прутком.
Ж.5.6.6 Сваренную деталь для замедленного охлаждения необходимо закрыть листовым асбестом.
Приложение И
(обязательное)
Техника безопасности при восстановлении корпусных деталей.
К выполнению сварно-наплавочных работ на деталях из чугуна дуговой или газовой сваркой могут быть допущены только сварщики высокой квалификации, прошедшие дополнительное обучение по сварке чугуна, и имеющие удостоверение или отметку в паспорте сварщика о допуске к сварке конструкций из чугуна.
Дуговая и газовая сварка должны производиться в специально отведенных вентилируемых помещениях или кабинах, которые удовлетворяют Санитарным нормам проектирования промышленных предприятий, Санитарным правилам при сварке, наплавке и резке металлов, Правилам техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металла.
При производстве сварочных и газосварочных работ необходимо соблюдать требования Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства, а также Правил пожарной безопасности на железнодорожном транспорте № ЦУО/112.
При разделке трещин, удалении шлаковых включений, подготовке под сварку слесарным инструментом, а также при производстве поверхностного наклепа сварных швов и околошовной зоны необходимо соблюдать требования Правил техники безопасности и производственной санитарии при холодной обработке металлов.
Электрифицированный ручной инструмент (шлифовальные машинки и т. п.) должен питаться напряжением на выше 36 В.
Пневматические молотки должны быть снабжены приспособлениями, не допускающими вылета бойка.
При работе зубилом, крейцмейселем и другим инструментом рабочий должен пользоваться защитными очками. Места, где производятся работы, должны быть ограждены защитными ширмами высотой не менее 2 м.
Эксплуатация электросварочного оборудования должна отвечать требованиям Правил технической эксплуатации электроустановок потребителей и Правил техники безопасности при эксплуатации электроустановок потребителей, а также требованиям стандартов ССБТ: ГОСТ 12.1.019 79, ГОСТ 12.1.030 81, ГОСТ 12.3.003 86.
Для защиты глаз и лица от излучения сварочной дуги сварщик должен пользоваться исправным шлемом-маской или щитком со светофильтрами различной прозрачности в зависимости от величины сварочного тока. Для предохранения тела от ожогов или воздействия лучей сварочной дуги руки сварщика должны быть защищены брезентовыми рукавицами, а сам сварщик должен быть одет в костюм с огнестойкой пропиткой.
Корпуса и кожуха сварочных машин, а также шкафы и аппаратные ящики сварочного оборудования должны быть заземлены, а все электросварочные установки с источниками переменного и постоянного тока оснащены устройствами автоматического отключения напряжения холостого хода или ограничения его в соответствии с требованиями Правил технической эксплуатации электроустановок потребителей и Правил техники безопасности при эксплуатации электроустановок потребителей.
Сварочные посты должны быть оборудованы приточно-вытяжной вентиляцией, обеспечивающей эффективное удаление сварочной пыли и газов, удобными столами и сиденьями для сварщиков, а также подъемными средствами для установки деталей, масса которых превышает 20 кг.
Очистку сварного шва от шлака сварщик должен производить в защитных очках.
При выполнении газосварочных работ необходимо соблюдать все правила техники безопасности, предусмотренные действующими Правилами безопасности в газовом хозяйстве, Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металла, а также Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением.
При эксплуатации газовых баллонов необходимо соблюдать следующие требования:
— транспортировку кислородных баллонов внутри цеха производить на специальных тележках или переноской на носилках; переноска баллонов на руках или плечах не допускается;
— на сварочном посту не следует иметь более двух заполненных баллонов;
— баллоны должны быть предохранены от толчков и ударов для предохранения разрыва;
— на постах баллоны должны быть расположены в вертикальном положении, для предотвращения их падения, на расстоянии не менее 5 м от работающих горелки, резака, печей, батарей центрального отопления и других источников тепла (в том числе баллоны должны быть защищены от нагрева солнечными лучами);
— на кислородном баллоне, шлангах, редукторе не должно быть следов масла.
Газосварщик или газорезчик должен работать в защитных очках, имея при себе набор необходимых ключей и ведро с водой.
Перед началом работы следует проверить исправность горелки или резака подключением к ним кислорода. При этом в ацетиленовом ниппеле должно создаваться разряжение (подсос). С неисправной горелкой или резаком работать запрещается.
При использовании природного газа, смеси природных газов, а также технического пропана при газопламенной обработке металла сварщик, резчик или паяльщик должен руководствоваться Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металла, Правилами безопасности в газовом хозяйстве и Правилами устройства и безопасной работы сосудов, работающих под давлением.
Все горючие газы образуют взрывчатые смеси с воздухом и кислородом. В помещении, где имеются газопроводы или баллоны с горючими газами перед включением освещения или зажиганием огня необходимо убедиться в отсутствии утечки газов. При обнаружении запаха газа помещение следует тщательно проветрить, после чего вызвать аварийную бригаду. До устранения утечки запрещается включать и выключать электрооборудование, освещение, курить и вносить открытый огонь.
При загорании газа в местах утечки тушить пламя необходимо песком, огнетушителями или другими средствами, прекращая доступ воздуха к огню. Струю огнетушителя необходимо направлять вдоль пламени. Запрещается гасить пламя водой.
Приложение К
(обязательное)
Нормы расхода запасных частей на ремонт турбокомпрессора
Нормы расхода являются основным документом для планирования материально-технического обеспечения локомотивных депо и тепловозоремонтных заводов быстроизнашиваемыми запасными частями для организации и проведений текущих ремонтов турбокомпрессоров ТК33Н, в целях поддержания их в технически исправном и работоспособном состоянии.
Нормы расхода запасных частей на измеритель 1 млн. км пробега, на единицу ТР локомотивов ЧМЭ3, укомплектованных отечественными турбокомпрессорами ТК33Н с учетом повторного использования старогодных деталей, приведены для среднесетевых условий работы локомотивов по межремонтным пробегам, установленным Распоряжением ОАО «РЖД» от 17.01.2005 г. № 3р «О системе технического обслуживания и ремонта локомотивов ОАО «РЖД».
Номенклатура и нормы расхода запасных частей сформированы на основании рекомендаций завода-изготовителя турбокомпрессоров ТК33Н.
Для каждой сборочной единицы турбокомпрессора приведены следующие параметры:
1. Наименование запасной части, узла и детали.
2. Номер чертежа.
3. Нормы расхода по видам ТР и планируемая потребность на 1 млн. км пробега локомотива.

Рисунок К.1 — Нормы расхода материалов и запасных частей на ремонт турбокомпрессора
|
Поз. |
Наименование запасных частей и изделий |
Обозначение |
Норма расхода на 1 млн. км пробега |
Норма расхода на единицу текущего ремонта |
|||
|
ТК33Н-01 |
ТК33Н-02 |
ТР3 |
ТР2 |
ТР1 |
|||
|
1 |
Корпус компрессора (сб) |
3301.01.100 |
3301.01.100-01 |
|
|
|
|
|
2 |
Вставка прямая |
3301.01.123 |
3301.01.123 |
|
|
|
|
|
3 |
Диффузор (сб) |
3301.01.120 |
3301.01.120-01 |
|
|
|
|
|
4 |
Ротор (сб) |
3301.06.000 |
3301.06.000-01 |
|
|
|
|
|
5 |
Кожух соплового аппарата (сб) |
3301.00.040 |
3301.00.070 |
|
|
|
|
|
6 |
Корпус выпускной (сб) |
3301.02.000 |
3301.02.000 |
|
|
|
|
|
7 |
Венец сопловой (сб) |
3301.00.060 |
3301.00.060-01 |
|
|
|
|
|
8 |
Корпус газоприемный (сб) |
3301.03.000 |
3301.03.000 |
|
|
|
|
|
9 |
Подшипник опорный (сб) |
3404.00.030 |
3404.00.030 |
|
|
|
|
|
10 |
Крышка подшипника (сб) |
3409.00.070 |
3409.00.070 |
|
|
|
|
|
11 |
Штуцер (сб) |
3301.00.110 |
3301.00.110 |
|
|
|
|
|
12 |
Кронштейн (сб) |
3301.00.080 3301.00.090 |
3301.00.080 3301.00.090 |
|
|
|
|
|
13 |
Подшипник опорно-упорный (сб) |
3409.00.110 |
3409.00.110 |
|
|
|
|
-
Тормозные системы железнодорожного транспорта. Конструкция тормозного оборудования.
-
732-ЦВ-ЦЛ. Общее руководство по ремонту тормозного оборудования вагонов.
-
Распоряжение ОАО «РЖД» № 1191р от 12.05.2015 года: Руководство по техническому обслуживанию ремонту и испытанию тормозного оборудования локомотивов и моторвагонного подвижного состава
(
Взамен ЦТ-533
).
-
Распоряжение ОАО «РЖД» № 2262р от 14.10.2019 года: Временная инструкция по техническому обслуживанию ремонту и испытанию тормозного оборудования локомотивов и моторвагонного подвижного состава
(
Взамен ЦТ-533
).
-
Правила технического обслуживания тормозного оборудования и управления тормозами железнодорожного подвижного состава.
Утверждены Советом по железнодорожному транспорту государств-участников Содружества (протокол №60 от «6-7» мая 2014 года).
-
Автоматические тормоза подвижного состава железных дорог.
Учебное пособие.
-
Тормозное оборудование специального самоходного подвижного состава.
Учебное пособие для профессиональной подготовки работников ж.-д. транспорта.
-
Блок тормозного оборудования 010 для локомотивов грузового типа (на примере электровоза 2ЭС5К «ЕРМАК»).
Учебное иллюстрированное пособие.
-
Кран машиниста с дистанционным управлением 130.
Учебное иллюстрированное пособие для студентов техникумов и колледжей железнодорожного транспорта.
-
СТО РЖД 1.05.001-2006 — Пневмосистемы и передачи рычажные тормозные специального железнодорожного подвижного состава. Технические условия.
-
Распоряжение № 634р от 02.04.2012г.: Положение о порядке служебного расследования учета и анализа сбоев в работе устройств автоматической локомотивной сигнализации и систем автоматического управления торможением поезда.
-
Электропневматический тормоз пассажирских поездов с локомотивной тягой.
-
Тормозная система подвижного состава РЖД.
-
ЦТ-ЦВ-ЦЛ-ВНИИЖТ/277 Инструкция по эксплуатации тормозов подвижного состава железных дорог.
-
Схема пневматического тормозного оборудования тепловоза ТЭМ2.
-
РК 103.11.316-2003 Руководство по ремонту и испытанию кранов машиниста усл. № 394, 395 при среднем и капитальном ремонте локомотивов.
-
Технологическая карта по ремонту кранов машиниста усл. № 394, 395.
-
Кран машиниста усл. 395 (Методическая разработка).
-
Кран машиниста с дистанционным управлением 130. Учебное иллюстрированное пособие.
-
Пневматическое тормозное оборудование тепловоза 2ТЭ25КМ.
-
Учебное пособие по тормозам тепловозов 2ТЭ25КМ, ТЭП70.
-
Описание пневматических цепей электровоза 2ЭС5К, 3ЭС5К Ермак.
-
Электровоз 3ЭС5К Ермак. Описание и работа пневматической схемы.
-
Электрические и пневматические схемы электровоза 2ЭС5К Ермак.
-
ПКБ ЦТ.06.0099 — Руководство по текущему и среднему ремонтам Турбокомпрессора ТК33Н-01/02.
ПКБ ЦТ.06.0099
Руководство по текущему и среднему у у ремонтаммм
ТУРБОКОМПРЕССОР ТК33Н-01(02)
Вы можете оставить комментарии от своего имени, через сервисы представленные ниже:
Еще в прошлом десятилетии автомобильная турбина считалась атрибутом только премиальных автомобилей, а уже сегодня это необходимая деталь практически для каждой машины, которая позволяет значительно повысить отдачу силового агрегата и уменьшает потребление горючего. А в наши дни именно эти характеристики часто становятся решающими при покупке нового транспортного средства.
Поэтому сегодня любому водителю не помешает ознакомиться с устройством турбокомпрессора и научиться понимать, как он работает и какие могут быть неполадки, что, в свою очередь, позволит вовремя сориентироваться и определить неисправность в своем автомобиле.
Устройство автомобильного турбокомпрессора
Несмотря на кажущуюся сложность, турбина не отличается большим количеством деталей. Она состоит всего из трех основных секций: турбинной, иначе называемой горячей, работающей с выхлопом мотора, компрессорной, которая отвечает за подачу сжатого воздуха в мотор, и соединяющего их подшипникового узла, который чаще называют картриджем, через него проходит вал ротора.
Кроме того существует система регулировок, которая в разных конструкциях турбокомпрессора может располагаться в горячей или компрессорной части турбины. Она регулирует действие перепускного клапана устройства. Компрессорная крыльчатка крепится прямо на вал, а турбинная крыльчатка с валом являются одним целым. На картридже есть уплотнения, которые препятствуют попаданию масла в улитки. Вот и все составляющие автомобильного турбокомпрессора.

С виду простой механизм при поломке вызывает у технически подкованного водителя желание заняться ремонтом своими силами. Особенно стимулирует это желание стоимость нового турбокомпрессора, которая варьируется в пределах 500-1000 долларов, а после ремонта может составить сумму в 540 долларов. Спасти положение может приобретение бывшей в употреблении турбины, но кто сможет гарантировать ее исправную работу в дальнейшем.
Необходимо отметить, что найти специалиста, который бы квалифицированно смог отремонтировать турбокомпрессор, довольно проблематично. А если таковой и нашелся, часто приходится ожидать в очереди по несколько недель. С другой стороны, водителя, который решился на самостоятельный ремонт, поджидает немало количество «подводных камней», неискушенному автолюбителю такие трудно даже представить.
Принцип работы и малоизвестные нюансы
Казалось бы, принцип работы турбокомпрессора не особо сложный. Выхлопные газы из силового агрегата автомобиля раскручивают крыльчатку турбокомпрессора, которая преобразовывает кинетическую энергию газового потока в механическую. С помощью насоса через фильтрующее устройство свежий воздух подается на компрессор и после сжатия поступает в автомобильный мотор. С помощью этого процесса получается повысить отдачу силовой установки на 20-25 процентов за счет повышения эффективности и скорости сжигания горючего.
1. Демпфирующий эффект и следствие его непонимания
Одним из «подводных камней» для решивших взяться за ремонт становится непонимание демпфирующего эффекта, который тесно связан с конструктивными особенностями подшипникового зла турбокомпрессора. Этот вопрос нужно рассмотреть более подробно, так как ремонтные работы без его понимания часто приводят к плачевным результатам.
Конструкция турбины изначально предусматривает необходимость демпфирования из-за особенностей работы автомобильного мотора. Выхлоп проходит через выпускной коллектор и попадает на крыльчатку турбокомпрессора рывками, а не постепенно, пропорционально открытию клапанов силового агрегата. Получается, что газовый поток неоднороден и воздействует на крыльчатку турбокомпрессора импульсами.
Чтобы компенсировать такое неоднородное воздействие, пришлось бы конструировать ротор увеличенной жесткости, следствием чего стал бы рост массы и габаритов устройства. Проблему решили установленные в подшипниковом узле втулки, создающие со стороны улитки демпфирующий эффект.

Объяснить это достаточно просто. Диаметр втулки выбирается такой, чтобы между ней и улиткой оставалось небольшое расстояние, позволяющее в процессе работы возникать масляной пленке, почти такой же, какая образовывается в зазоре между втулкой и валом. Скорость вращения втулки приблизительно в два раза меньше скорости вала, а пара масляных пленок позволяет удачно амортизировать неравномерное давление выхлопа на ротор турбокомпрессора.
Во время ремонта турбокомпрессора своими силами может показаться, что между корпусом картриджа и втулкой присутствует чрезмерный люфт. Большинство автолюбителей посчитают такой эффект неисправностью, примутся вытачивать новую втулку (чаще бронзовую) и довольно жестко запрессуют при установке. Обычно это делается по аналогии с втулками, которые устанавливаются на стартере или головке шатуна, однако в данной ситуации подобное понимание станет причиной плачевных результатов.
Турбина вращается с очень большой скоростью, исчезновение второй масляной пленки приведет к уменьшению демпфирующего эффекта практически в два раза, что, в свою очередь, станет причиной быстрого износа подшипников. Иногда в таких случаях из-за импульсивной нагрузки даже может поломаться вал ротора.
2. Дисбаланс
Для того, что бы вращающаяся деталь работала как можно более корректно и дольше, производят ее балансировку. Самым распространенным примером в этой области может стать процесс балансировки колес, который проводят постоянно после ремонтных работ, затрагивающих колеса и ходовую часть транспортного средства. В случае отказа от такой процедуры, если рассматривать передние колеса, через систему рулевого управления будет распространяться биение. А в версии с задними колесами, даже без каких-нибудь ярко выраженных признаков дисбаланса, покрышки могут преждевременно износится, что будет видно по особым пятнам. Не стоит забывать и об увеличенной нагрузке и ускоренном износе элементов подвески.
Конечно, крыльчатки турбокомпрессора намного меньше диаметра колес, но не нужно забывать о скорости вращения, которая у ротора турбокомпрессора выше во много раз и в среднем составляет 100 000 оборотов в минуту, а в отдельных моделях достигает 300 000 оборотов в минуту. Кто помнит физику, нагрузка на вращающийся элемент растет пропорционально его скорости в квадрате. Так что, если принимать во внимание высокую частоту вращения, нагрузки на ротор турбокомпрессора и колеса автомобиля вполне соизмеримы, и отсутствие балансировки часто становится причиной серьезных поломок.

Демонтаж подшипникового узла вплоть до изменения давления крепящих его болтов иногда становится причиной нарушения балансировки. Отсюда очевидный вывод, что в «домашних» условиях произвести балансировку ротора нереально, несмотря на правильную замену всех испорченных элементов. Соответственно, такие ремонтные работы становятся бессмысленными, потому что турбина с дисбалансом снова очень быстро перестанет работать.
Ротор турбокомпрессора балансируют на спецоборудовании опытные мастера в несколько этапов. В первую очередь балансируют сам ротор, затем производится сборка картриджа и балансируется весь узел. Специалисты используют для этого процесса два различных аппарата, один из которых позволяет воссоздать работу турбокомпрессора в условиях, приближенных к реальным: на ротор создается давление, а в подшипниковый узел поступает масло необходимой температуры.
Еще раз отметим – в домашних условиях отбалансировать ротор турбокомпрессора невозможно. Несмотря на технически правильную замену всех необходимых элементов и правильный монтаж, турбина все равно будет разбалансирована, и очевидно, что это быстро станет причиной его поломки.
Какие бывают неисправности турбокомпрессора и как их распознать?
Основными признаками неисправной работы турбины является внезапное падение мощности силовой установки автомобиля, увеличенное потребление масла, изменение звука работы двигателя и турбокомпрессора, синие или черные выхлопные газы.
Любой из этих признаков говорит о том, что настало время проверить наличие ремонтного комплекта для турбины. Необходимо выяснить, исправен ли турбокомпрессор, а также обязательно проверить работу двигателя и других агрегатов машины. Оставлять без внимания эти рекомендации не стоит, так как силовая установка автомобиля с нормальной работой и качественным обслуживанием является залогом стабильной работы турбокомпрессора на долгое время.

Ремонт турбины в кустарных условиях
Еще раз напомним, что специалисты не рекомендуют ремонтировать турбину своими руками без надлежащего оборудования. Кроме вышеназванных причин, нужно сказать и о том, что при попадании внутрь турбокомпрессора во время сборки хотя бы одной песчинки, он может выйти из строя. С другой стороны, некоторые автолюбители все же ремонтируют турбокомпрессор сами, почему у вас не выйдет?
Если вы решились заняться ремонтом, вам как минимум понадобится ремкомплект для турбины, который обычно состоит из нескольких разных вкладышей, колец, винтов, солидного набора самых разнообразных сальников, шайб, шурупов и запасных вкладышей. Во время работы нужно быть максимально аккуратным и не забывать, что разбирать всегда легче, чем собирать. Желательно отмечать места, где крепятся различные элементы, и их положение по отношению к корпусу или другим деталям.

Приступим к ремонту
Перед разборкой турбины в кустарных условиях без опыта в таких делах, нужно еще раз взвесить все за и против.
- Первым делом турбокомпрессор необходимо демонтировать. Для этого необходимо выкрутить все болты крепления горячей и компрессорной секций. Во время демонтажа компрессорной улитки чаще всего особых проблем не возникает. А вот секция, куда поступают выхлопные газы, часто прочно приваривается. Для ее демонтажа обычно используют несколько методов. Можно аккуратно сбить киянкой, но все лучше сначала воспользоваться для этой цели болтами крепления корпусов, которыми ее можно отодвинуть. Горячая секция располагается на конусе, поэтому крутить болты необходимо понемногу, хотя и с усилием, и следить за равномерностью. Это может оказаться сложным процессом, что объясняется особенностями конструкции турбокомпрессора. Изредка все же приходится брать в руки киянку.

- Компрессорная часть снимается в различных турбинах по-разному, в зависимости от конструкции. GT17 предусматривает крепление болтами, а GT25 крепление стопорным кольцом. В этой части демонтажа необходимо следить за шайбами, и после снятия улитки аккуратно их сложить, чтобы не потерять.
- После снятия стопорного кольца или выкручивания болтов необходимо снять улитку. Делать это надо аккуратно, чтобы не нанести каких-либо повреждений колесу.
- Когда картридж будет освобожден от улиток, следует проверить люфт на вале. В идеале, продольный люфт не получится ощутить вообще, а вот поперечный должен присутствовать, но не больше миллиметра. Тем не менее, наличие люфта у турбокомпрессора, или его отсутствие, не является гарантией правильной работы и размеренного потребления масла.
- Затем приступаем к демонтажу крыльчатки компрессора, для чего понадобятся специальные кусачки. В это время одна сторона вала фиксируется фигурной оправкой или другим подходящим приспособлением. Внимание! На стороне вала с компрессорной стороны нанесена левая резьба!
- Чаще всего компрессорная крыльчатка плотно сидит на валу, и для ее снятия понадобится стандартный универсальный съемник. Перед этим желательно засечь расположение гайки по отношению к компрессорному колесу. Таким образом можно уменьшить риск нарушения балансировки после сборки.
- Уплотнительные колечки закреплены с помощью стопорных колец, а втулки на валу закрепляются тройкой болтов T15. Наиболее часто люфт возникает по причине износа этих втулок. Вкладыш, расположенный на компрессорной части, фиксируется за счет одного стопорного кольца. А для крепления турбинного вкладыша используется два стопорных кольца.
- Весь картридж понадобится хорошо отдраить от загрязнений и нагара. Подобную процедуру провести и с колесами. С вала снимается уплотнительное колечко.
- Про комплект для ремонта турбокомпрессора мы уже писали, подразумевается, что он уже у вас есть. В случае шатания номинальных вкладышей надо немного поработать с валом, его необходимо проточить и провести балансировку. В большинстве случаев в ремонтном комплекте находятся вкладыши различных размеров, их придется вычистить и нанести масло.
- Затем в картридж ставим внутренние стопорные колечки. Необходимо убедится, что они хорошо вошли в предназначенные для них пазы. После этого устанавливается вкладыш для горячей части, который тщательно смазывается маслом. Фиксация происходит за счет стопорного кольца, затем вставляется и вкладыш для компрессорной части. На втулку тоже наносится масло, после чего надевается маслосъемное кольцо, устанавливается пластина и затягивается болтами T15. При этом нужно приложить достаточное усилие, но не переусердствовать.
- На последнем этапе сборки турбина уже выглядит, почти как новая. Устанавливаем грязезащитную пластину и закрепляем стопорными кольцами. Затем необходимо поставить маслосъемные кольца. Наверное, это самая неприятная и нудная часть работы, потому что установить кольца на вал будет нелегко. Потом вал нужно смазать маслом и вставить, а гайку затянуть с моментом от 2.5 ньютон/метров до 5,0 ньютон/метров. Вычищенные улитки устанавливаем на места, это будет не так сложно. Затем ставится вестгейт.

- Прежде чем устанавливать собранную турбину, необходимо хорошо промыть шланг для подвода масла, так как правильная работа устройства находится в прямой зависимости от подачи к нему масла. Более того, как мы уже писали, оставшиеся после ремонтных работ крупинки грязи могут оказаться внутри турбокомпрессора и нанести повреждения. Повторимся, во время ремонта турбины нужно стараться работать в максимальной чистоте. Прежде чем ставить турбокомпрессор на автомобильный мотор, нужно приблизительно 20 грамм масла влить в принимающее отверстие, а затем сделать пару оборотов валом, чтобы масло хорошо распределилось. Обязательно необходимо сменить масло, воздушный и масляный фильтры.



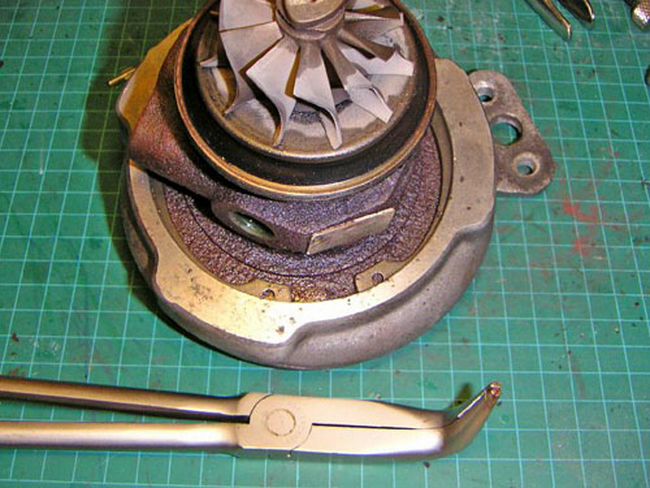



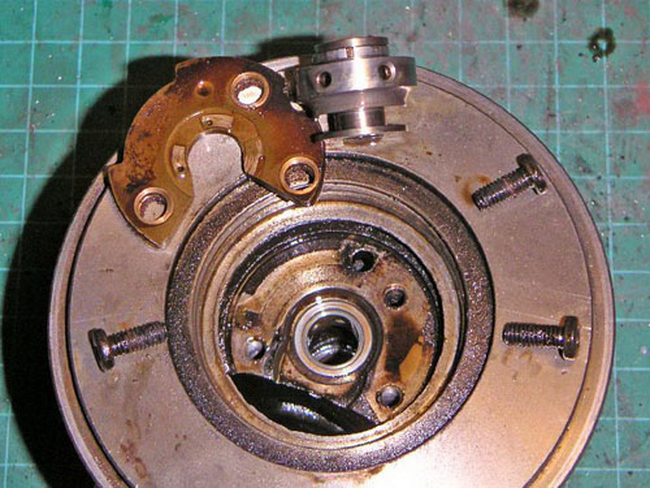





Ни в коем случае при установке трубок через прокладку нельзя использовать герметики, для этого подойдут только качественные прокладки. Когда турбина установлена, нужно запустить силовой агрегат автомобиля и позволить ему поработать на холостых около 15 минут. В это время необходимо провести осмотр на предмет подтеканий охлаждающий жидкости или масла на различных соединениях. Турбокомпрессор обкатывается приблизительно 1 тысячу километров, в это время нельзя разгонять машину свыше 100 километров в час и резко менять режимы движения.
В завершение
Произвести ремонт турбины в кустарных условиях или стандартном автосервисе практически невозможно. Квалифицированный ремонт с гарантией смогут сделать только те мастерские, которые предназначены для такой работы. В таких мастерских есть приборы для диагностики всех узлов любого типа турбин на любом этапе ремонта. Также в такой мастерской должно быть оборудование для проведения предварительной и конечной балансировки ротора турбины.
Перед ремонтом турбины нужно ее тщательно осмотреть с внешней стороны с целью выявления наличия всех составных частей, внешних дефектов и деформаций.
Затем с турбины снимаются обе «улитки» и визуально определяется состояние обеих крыльчаток. Довольно часто крыльчатки имеют физические повреждения видные не вооруженным глазом. Такие повреждения сразу говорят о том, что ремонт турбины неизбежен.
Если турбина гонит масло

*
После этого разбирается центральный корпус турбины, так называемый «картридж», и все детали турбины необходимо промыть и прочистить моечным раствором, который снимает с деталей все эксплуатационные загрязнения и отложения.
Затем происходит дефектовка всех составляющих частей турбины для выявления пригодности каждой части к восстановлению. Части признанные не пригодными — необходимо заменить новыми.
Ремонт турбин дизельных и бензиновых двигателей в принципе ничем не отличаются и происходит в несколько этапов:
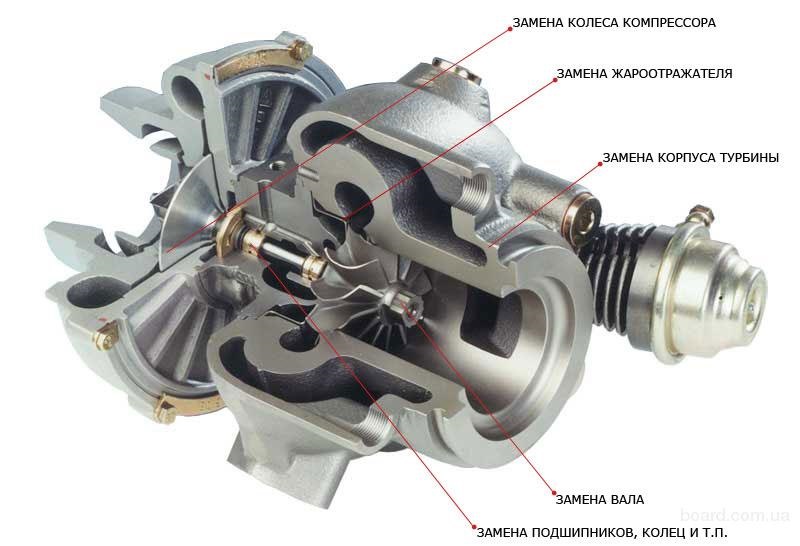
*
Если «улитки» турбины, а так же турбинная и компрессорная крыльчатка не имею повреждений, им нужно сделать двойную дробеструйную обработку, в которой они обрабатываются сначала мельчайшим песком и затем микроскопическими стеклянными шариками, так называемой «стеклянной дробью».
После этого, детали прошедшие дробеструйную обработку снова промываются для смыва и полного удаления возможно оставшихся на деталях твердых частиц.
Многочисленные повреждения лопаток компрессорного колеса.

*
Причина: Попадание посторонних предметов. При ремонте необходимо заменить компрессорное колесо на новое. Обязательная замена фильтра и проверка впускного тракта на герметичность.
Многочисленные повреждения лопаток турбинного колеса.

*
Причина: Попадание посторонних предметов. При ремонте необходимо заменить вал на новый. Обязательная проверка выпускного коллектора на целостность и других элементов двигателя.
Повреждения опорных подшипников, стопорных колец, втулок и вала.
Кроме визуально видных повреждений крыльчаток, основными повреждениями являются повреждения опорных подшипников, стопорных колец, втулок и самого вала. Обычно эти повреждения происходят от отсутствия поступления масла к рабочим поверхностям при работе турбины или использование не рекомендованных масел.
Повышенный износ шейки вала.
Причина: Количество или давление масла, подаваемого в ТКР, меньше требуемого. При ремонте возможно придется заменить вал на новый. В большинстве случаев вал не меняется.
Значительный неравномерный износ шейки вала.
Причина: Грязное масло. При ремонте необходимо вал заменить на новый.
Значительный неравномерный износ подшипника.
Причина: Грязное масло. При ремонте все подшипники заменяются на новые.
Пригоревшее масло в масляных каналах подшипников.
Причина: Перегрев двигателя или резкое выключение двигателя, некачественное масло. При ремонте все подшипники заменяются на новые.
Начало ремонта турбины своими руками.
Затем вал турбины замеряется на износ.
Если износ вала турбины находится в пределах нормы, то он поступает на специальный токарно-шлифовальный станок, где шлифуется в ремонтный размер.
На специальном станке правиться канавка запорного кольца.
Затем происходит процесс балансировки. Он состоит из двух этапов. Сначала вал турбины балансируется в двух плоскостях турбинного колеса.
После этого на вал устанавливаются втулки и компрессорная крыльчатка и в таком виде, снова поступает на балансировку.
Балансировка турбины на стенде.
Для балансировки турбин для грузовых и легковых автомобилей существуют отдельные специализированные стенды.
Во время балансировочных работ наносятся специальные балансировочные метки, по которым собирается «картридж» турбины. В принципе получается собранная турбина только без «улиток».
Собранный таким образом картридж поступает для тестирования на до балансировочный стенд, на котором на «холодную» крыльчатку подается сжатый воздух и турбина раскручивается до 5.000 оборотов в минуту.
Если все параметры турбины в норме, то к картриджу прикручиваются «улитки».