Руководство по прокладке, монтажу и сдаче в эксплуатацию волоконно-оптических линий связи ГТС (Линейно-кабельные сооружения)
МИНИСТЕРСТВО СВЯЗИ СОЮЗА ССР
ГЛАВНОЕ УПРАВЛЕНИЕ
ПО СТРОИТЕЛЬСТВУ СООРУЖЕНИЙ СВЯЗИ
СПЕЦИАЛИЗИРОВАННОЕ
КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ
БЮРО СТРОИТЕЛЬНОЙ ТЕХНИКИ СВЯЗИ
УТВЕРЖДАЮ
ЗАМЕСТИТЕЛЬ НАЧАЛЬНИКА ГЛАВНОГО
НАУЧНО-ТЕХНИЧЕСКОГО УПРАВЛЕНИЯ
МИНИСТЕРСТВА СВЯЗИ СССР
Е.С. МАМОНОВ
» 8 » июля 1987 г.
РУКОВОДСТВО
ПО ПРОКЛАДКЕ, МОНТАЖУ И СДАЧЕ
В ЭКСПЛУАТАЦИЮ
ВОЛОКОННО-ОПТИЧЕСКИХ ЛИНИЙ СВЯЗИ ГТС
(Линейно-кабельные
сооружения)
МОСКВА — 1987
(Руководство согласовано
с ГСС, ГУТС, ЦНИИС, ЦНИЛОТ)
1. ВВЕДЕНИЕ
1.1.
Настоящее «руководство…..» является переработанным «Временным
руководством по прокладке, монтажу и сдаче в эксплуатацию волоконно-оптических
линий ГГС» (М., ССКТБ, 1986) вследствие чего, последнее отменяется. В
переработанном «руководстве…..» изложены основные положения,
определяющие порядок и технологию прокладки, монтажа и сдачи в эксплуатацию
оптических кабелей связи ГТС, предназначенных для применения по ним
аппаратуры цифровой системы передачи на межстанционной связи. Для более
подробного руководства при выполнении отдельных трудовых процессов исполнителям
необходимо пользоваться комплектами технологических карт и карт трудового
процесса, разработанных ССКТБ (их перечень приведен в приложении 1), а также картами, которые будут
выпускаться по мере накопления опыта строительства оптических линий связи ГГС.
К прокладке и
монтажу оптических кабелей допускаются монтажники связи, имеющие опыт работы на
кабельных линиях ГТС и прошедшие специальную подготовку.
По общим
вопросам производства работ, не нашедших отражения в
«руководстве…..», следует обращаться к «Общей инструкции по
строительству линейных сооружений ГТС» (М., «Связь», 1978),
именуемой в дальнейшем здесь, как «Общая инструкция».
1.2. Конструкция оптических кабелей и их оптические
характеристики
При
строительстве волоконно-оптических линий ГТС применяются линейные
оптические кабели, работающие на длине волны 0,85 мкм, выпускаемые
промышленностью по ТУ 16-705-296-86 следующих марок:
ОК-50-2-5-4 —
четырехволоконный с коэффициентом затухания не более 5 дБ/км;
ОК-50-2-5-8 —
восьмиволоконный с коэффициентом затухания не более 5 дБ/км;
ОК-50-2-3-4 —
четырехволоконный с коэффициентом затухания не более 3 дБ/км;
1. Центральный силовой
элемент (нити СВМ или стальной трос в ПВХ оболочке)
2. Упрочняющие нити
3. Кордели заполнения
4. Оболочка оптического
модуля
5. Оптическое волокно в
оболочке
6. Скрепляющие пластмассовые
лента или нити
7. Полиэтиленовая оболочка
ОК-50-2-3-8 —
восьмиволоконный с коэффициентом затухания не более 3 дБ/км.
Оптический
кабель (ОК) ( Рис.
1.) содержит четыре или восемь оптических волокон, расположенных
вокруг центрального силового элемента из стального троса или упрочняющих нитей
СВМ, помещенных в поливинилхлоридную оболочку.
Оптическое
волокно состоит из сердцевины, оболочки и защитного покрытия. Геометрические
размеры волокна:
диаметр
сердцевины — 50±3 мкм;
отклонение от
геометрии круга сердцевины — менее 6%;
диаметр
оболочки — 125±3 мкм;
отклонение от
геометрии круга оболочки — 2%;
Числовая
апертура оптического волокна — 0,2±0,02.
Наружный
диаметр волокна по защитному покрытию не нормируется и зависит от материала
покрытия. Применяются оптические волокна со следующими защитными покрытиями:
полиамидным;
эпоксиакрилатным;
полиарилатным.
Каждое
оптическое волокно помещено во фторопластовую или поливинилхлоридную трубку. Сочетание
оптического волокна и трубки именуется — модулем. При применении трубок из
поливинилхлоридного пластиката внутри трубки помещается синтетические нити.
Модули с наружным диаметром (2,5±0,2) мм скручены вокруг центрального силового
элемента. В четырехволоконном кабеле модули чередуются с корделями заполнения с
наружным диаметром (2,5±0,2) мм, состоят из упрочняющих нитей (СВМ,
терлон, стеклонить), помещенных в поливинилхлоридную оболочку. Два соседних
модуля в восьмиволоконном или два корделя заполнения в четырехволоконном кабеле
должны отличаться по цвету друг от другая от остальных элементов в повиве (или
иметь другой отличительный признак). Допускается маркировка фторопластовых
модулей цветными нитями.
Поверх
скрутки наложены скрепляющие ленты или нити, поверх которых наложена оболочка
из полиэтилена с минимальной толщиной 1,5 мм. Наружный диаметр кабеля
должен быть (13,0±1,0) мм. В кабеле могут быть мерная лента или мерные метки
по наружной оболочке (с 01.01.89 они обязательны).
Межмодульное
пространство сердечника кабеля равномерно заполнено гидрофобной массой.
Кабель в
партии, отправляемой в один адрес, должен иметь центральный силовой элемент
одного типа, одинаковый материал трубки модуля и покрытия оптического волокна,
одинаковую расцветку кодирующих элементов.
1.3. Механические параметры оптических кабелей
До 01.01.88
строительная длина кабеля должна быть не менее 1000 м. Допускается поставка
кабеля длинами не менее 500 м в количестве 20%. До 01.01.89 допускается
поставка кабеля длинами не менее 500 м в количестве 10%. Далее
строительная длина оптического кабеля должна быть не менее 2000
м. Допускаться будет поставка кабеля длинами не менее 1000 м в
количестве 10%.
По
согласования с заказчиком (кроме организации п/я Г-4650) возможна поставка кабеля
любыми длинами. Масса 1 км оптического кабеля указана в табл. 1.
Таблица 1.
|
Тип кабеля |
Масса 1 км |
|||
|
номинальная |
расчетная |
максимальная |
||
|
ОК без стальных |
ОК со стальными |
ОК без стальных |
ОК со стальными |
|
|
4-х вол. |
135 |
15 |
155 |
170 |
|
8-ми вол. |
130 |
150 |
Кабель
выдерживает растягивающее усилие:
1200 Н (120
кгс) с центральным элементом из нитей упрочняющих СВМ;
2200 Н (220
кгс) с металлическим центральным элементом (тросом).
Кабель
выдерживает раздавливающее усилие 1000 Н/см.
Допустимый
радиус изгиба кабеля (250±10) мм.
2. ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ
2.1. Проведение входного
контроля
2.1.1. Проверка барабанов с кабелем
Барабаны с
оптическим кабелем, поступившие на кабельную площадку, подвергаются внешнему
осмотру на отсутствие механических повреждений. Если в результате внешнего
осмотра будут выявлены серьезные повреждения барабанов или кабеля, которые
могут привести к повреждению последнего в процессе транспортирования или
прокладки, а также к снижению эксплуатационной надежности, должен быть
составлен коммерческий акт с участием эксперта или акт с участием
представителей подрядчика, заказчика и других заинтересованных организаций. При
этом следует руководствоваться инструкциями о порядке приемки продукции
производственно-технического назначения и товаров народного потребления по
количеству и качеству, утвержденными постановлениями Госарбитража СССР № П-6 от
15.06.65 и № П-7 от 25.04.66 (с изменениями и дополнениями, внесенными
постановлениями Госарбитража СССР № 81 от 29.12.73, № 98 от 14.11.74, № 115 от
23.07.75).
При наличии
незначительных повреждений, они должны быть устранены собственными силами. Если
барабан на месте отремонтировать невозможно, то с уведомлением заказчика кабель
с него должен быть перемотан на исправный барабан плотными и ровными витками.
Не допускается перемотка с барабана на барабан, установленных на щеки. При
перемотке необходимо осуществлять визуальный контроль целостности наружной
оболочки кабеля.
После
вскрытия обшивки барабана проверяют наличие заводских паспортов, соответствие
маркировки строительной длины, указанной в паспорте, маркировке, указанной на
барабане, проверяют внешнее состояние кабеля на отсутствие вмятин, порезов,
пережимов, перекруток и т.д.
В паспорте на
кабель должна быть указана длина кабеля, тип покрытия оптического волокна, коэффициент
затухания оптических волокон и предел значений полосы пропускания, материал
трубки модуля, материал упрочняющего центрального силового элемента.
При
отсутствии заводского паспорта на кабель, следует запросить его дубликат у
завода-изготовителя. Если дубликат не будет получен, то необходимо вызвать
представителя завода-изготовителя для производства паспортизации кабеля на
месте в присутствии заказчика.
В том случае,
если выведенный на щеку барабана нижний конец кабеля имеет длину меньше 2 ±0,3 м
(запас для измерений), то кабель необходимо перемотать, выведя необходимый
запас нижнего конца на щеку барабана. Во время перемотки необходимо
осуществлять визуальный контроль за целостностью наружной оболочки кабеля.
2.1.2. Измерение затухания оптических волокон кабеля
При наличии
заводских паспортов производят измерение затухания оптических волокон,
предварительно просветив их электрическим фонарем или переносной электрической
лампой.
Измерение
затухания оптических волокон следует производить комплектом приборов для
измерения методом «обрыва», в соответствии с действующими
инструкциями.
В случае
обрыва оптических волокон или превышения их километрического затухания от
установленной нормы для данного кабеля более чем на 0,3 дБ, должен быть
составлен акт в соответствии с п. 2.1.1. «руководства…» и
строительная длина должна бить возвращена заводу-изготовителю.
После
проведения измерения затухания оптических волокон кабеля составляют протокол
входного контроля по форме 1 ( приложение 2). На концах кабеля устанавливают
полиэтиленовые колпачки. Стык колпачка с полиэтиленовой оболочкой кабеля
герметизируют пояском термоусаживаемой трубки с применением сэвилена или клея-расплава
ГИПК-14-13. При их отсутствии, герметизацию производят наплавлением
полиэтиленовой ленты под стеклолентой.
2.2. Группирование строительных длин кабеля
Перед
группированием строительных длин кабеля рабочий чертеж на прокладку его в
канализации должен быть сопоставлен с фактическими длинами пролетов и проверено
соответствие типов колодцев. При отборе кабеля следует исходить из того, что на
одном регенерационном участке должен быть кабель только одной марки, с одним
типом оптического волокна и одним типом центрального силового элемента.
Предназначенные для прокладки строительные длины кабеля должны быть
распределены так, чтобы отходы кабеля после выкладки и монтажа были
минимальными, при этом учитывают длину пролетов, форму транзитных колодцев, запас
кабеля на монтаж муфти и выкладку в колодце.
В зависимости
от рельефа трассы определяют первый колодец, с которого начинают прокладку
кабеля. Если трасса прямолинейна, имеет не более 1-2-х угловых колодцев, на ней
отсутствуют изгибы и снижения, то представляется возможным затянуть в одном
направлении в одну протяжку всю строительную длину кабеля (до 1,5 км). Если
трасса не прямолинейна, имеет более 2-х угловых колодцев и т.д., производитель
работ должен определить первый колодец так, чтобы произвести прокладку кабеля
от этого колодца в двух направлениях. Желательно, чтобы это был угловой
колодец.
По
результатам группирования для каждого регенерационного участка необходимо
составить укладочную ведомость по форме 2 ( приложение 2).
3. ПРОКЛАДКА ОПТИЧЕСКОГО КАБЕЛЯ
3.1. Подготовка кабельной
канализации к прокладке оптического кабеля
3.1.1. Общие положения
Для прокладки
оптического кабеля, по возможности, используются каналы, расположенные в
середине блока кабельной канализации по вертикали и у края канализации по
горизонтали. По решению заказчика прокладка кабеля по занятым каналам должна
производиться в полиэтиленовых трубах (ПНД 32т наружным диаметром 32 мм и
внутренним — 25 мм), предварительно проложенных в этих каналах. Применение
полиэтиленовой трубы создает условия для прокладки оптического кабеля большой
длины, а также обеспечивает защиту кабеля от возможных повреждений при
заготовке канала для прокладки другого кабеля (особенно металлическими
палками), при докладке тяжелых массивных кабелей, при вытяжке уже проложенных
кабелей из канала.
Прокладка
кабеля по свободным каналам должна производиться только при условии, что в этих
каналах не будет в дальнейшем докладки других кабелей связи с металлическими
проводниками, а только оптических, однотипных в количестве не более пяти-шести.
Если же докладка предвидится, то и в свободном канале оптический кабель должен
прокладываться в полиэтиленовой трубе.
Прокладка
строительных длин кабеля длиной 2000 м и более должна производиться только в
полиэтиленовой трубе.
3.1.2. Прокладка полиэтиленовой трубы в канале
кабельной канализации
При прокладке
полиэтиленовой трубы по каналу кабельной канализации, трубу разматывают из
бухты с передвижного тамбура или разматывают вручную на всю длину пролета. Если
на участке прокладки имеются несколько коротких пролетов, то трубу разматывают
на максимальную длину с таким расчетом, чтобы ее дальний конец (с учетом
обрезки в каждом транзитном колодце на расстояние, равное расстоянию между каналами
плюс 400 — 450 мм) пришелся на последний колодец с минимальной обрезкой. При
невозможности раскатки трубы из-за стесненных условий трассы, участок прокладки
измеряют рулеткой, а затем в доступном месте отмеряют и отрезают полиэтиленовую
трубу. Если на трассе имеются угловые колодцы, то труба должна заканчиваться в
каждом таком колодце.
Конец трубы,
оснащенный наконечником, вводят в канал кабельной канализации и поступательным
движением проталкивают по нему на всю длину пролета (пролетов). При наличии транзитных
колодцев в них производят вспомогательную подтяжку трубы рабочими кабельщиками.
Если
продвижение трубы станет невозможным из-за возникших препятствий в канале, то
трубу необходимо несколько раз повернуть вокруг оси с одновременным
проталкиванием ( рис.
2).
Рис.
2. Прокручивание трубы при прокладке по каналу кабельной канализации
В каждом
колодце полиэтиленовую трубу с одной сторону обрезают ножовкой, оставляя длину 200
— 250 мм от канала. Вначале трубу обрезают на выходе первого колодца, затем
обрезают на входе второго колодца и проталкивают вперед по каналу. Далее трубу
обрезают на входе третьего колодца и снова проталкивают по каналу. Таким
образом поступают в каждом последующем транзитном колодце.
После обрезки
трубы, в каждом колодце на входе и выходе канала, временно на период прокладки
кабеля, устанавливают по одному противоугону, представляющему упор, препятствующий
смещению трубы при ее заготовке проволокой (тросом) и при прокладке кабеля ( рис. 3).
Рис.
3. Установка противоугона
При прокладке
полиэтиленовой трубы в канализации возможны маломерные остатки. Эти остатки
необходимо перераспределять на короткие пролеты трассы, определив их по рабочим
чертежам. Допускается стыковка маломерных длин полиэтиленовой трубы с целью
использования ее для прокладки на участках трассы, не превышающих 70 — 80 м.
Стыковку производят с помощью металлической манжеты длиной 150 мм, толщиной
стенки 1,5 — 2,0 мм, устанавливаемой на стыке труб. Предварительно на торцах
труб с внутренней стороны должна быть снята фаска под углом 30°. Рядом с
установленной манжетой с обеих сторон на поверхность труб накладывают по одному
пояску в два слоя сэвилена или клея-расплава ГИПК-14-13. Поверх манжеты с
равным перекрытием поясков устанавливают и усаживают термоусаживаемую трубку
40/20 длиной 250 мм.
Если
заготовка проложенной полиэтиленовой трубы и прокладка кабеля будут
производиться не сразу же, а через некоторое время, за которое колодцы могут
наполниться водой, то для предотвращения попадания в проложенные трубы песка,
глины, ила, полиэтиленовую трубу в каждом колодце временно защищают полиэтиленовыми
колпачками с обмоткой их стыка 5 — 7 слоями липкой пластмассовой ленты.
3.1.3. Заготовка полиэтиленовой трубы, проложенной
в канале кабельной канализации
Заготовка
полиэтиленовой трубы, проложенной в канале кабельной канализации, производится заготовочной
стальной оцинкованной проволокой диаметром 3 мм или стальным тросом. Для
заготовки трубы применяют стеклопруток или пневмопроходчик. Стеклопруток
наиболее эффективен при наличии на трассе большого количества коротких
пролетов. Пневмопроходчик рекомендуется применять на пролетах от 80 до 140 и
более метров. При отсутствии стеклопрутка и пневмопроходчика полиэтиленовую
трубу можно заготовить капроновым шнуром. Заготовку производят до прокладки
трубы в канал кабельной канализации, размотав ее на поверхности вдоль трассы.
Для заготовки капроновый шнур привязывают к проходному цилиндру или шару.
Цилиндр или шар с привязанным шнуром опускают в трубу, подготовленную для
прокладки в канал. Перебирая трубу впереди себя, перемещают цилиндр или шар со
шнуром на всю длину трубы ( рис. 4). Затем, уже после прокладки трубы в канал,
с помощью шнура затягивают в трубу заготовочную проволоку или трос. На коротких
пролетах шнур нескольких длин можно связать между собой.
Заготовка
свободного канала при прокладке кабеля без полиэтиленовой трубы производится
как и обычно, в соответствии с главой 4.2. «Общей инструкции».
Заготовка канала, в котором уже проложен оптический кабель без полиэтиленовой
трубы, должна производиться либо стеклопрутком, либо полиэтиленовой трубкой.
Во всех
случаях при заготовке каналов следует стремиться к тому, чтобы проволока или
трос имели как можно меньше скруток (соединений). Рекомендуемая целая без
скруток длина для проволоки — 450 — 500 м, для троса — до 1500 м.
Рис. 4. Заготовка
полиэтиленовой трубы капроновым шнуром.
3.2. Подготовка приспособлений и устройств к
прокладке оптического кабеля
3.2.1. Общие положения
Прокладка
оптических кабелей в кабельной канализации может осуществляться как ручным, так
и механизированным способами с использованием различных механизмов и
приспособлений. В данном разделе «руководства….» не приводится их
полный перечень, т.к. они постоянно совершенствуются и дополняются новыми, а
даны только устройства, необходимые для применения в обязательном порядке.
3.2.2. Перед
выездом на трассу проверяют комплектность и работоспособность приспособлений и
устройств, применяющихся при прокладке кабеля. В состав комплекта для ручной
прокладки оптического кабеля в кабельной канализации должны входить
приспособления и устройства, максимально снижающие вероятность повреждения
кабеля и создающие благоприятные условия для прокладки больших строительных
длин. Для обеспечения этих требований в составе комплекта обязательно должны быть:
лебедка
ручная проволочная или тросовая с регулируемым ограничителем тяжения для
заготовки каналов (полиэтиленовой трубы) проволокой (тросом) и затягивания
кабеля (в дальнейшем может использоваться лебедка с бензиновым или
электрическим приводом);
устройство
для размотки кабеля с барабана;
труба
гофрированная для ввода кабеля через горловину колодца от барабана до канала
канализации (при прокладке кабеля с середины трассы в обе стороны, труба должна
иметь продольный разрез по всей длине);
ролики
люкоогибные для направления прохождения заготовочной проволоки (троса) и кабеля
через горловину последнего колодца;
горизонтальная
распорка и блок кабельный для плавного поворота кабеля в угловом колодце (по
числу угловых колодцев);
воронки
направляющие на трубу кабельной канализации и на полиэтиленовую трубу,
проложенную в канале для предотвращения повреждения кабеля и обеспечения
требуемого радиуса изгиба на входе и выходе канала (по 2 шт. на каждый
колодец);
наконечник
кабельный с чулком или без чулка для тяжения кабеля за центральный силовой
элемент и полиэтиленовую оболочку;
компенсатор
кручения для исключения скручивания прокладываемого кабеля;
После
проверки комплектности и работоспособности приспособлений и устройств,
необходимо проверить и отрегулировать (при необходимости) с помощью динамометра
тяговое усилие лебедки, которое не должно превышать:
для кабеля с
силовым центральным элементом из нитей СВМ — 1200 Н (120 кгс);
для кабеля с
металлическим силовым центральным элементом — 2200 Н (220 кгс).
В первом случае
на лебедке устанавливают усилие расцепления — 110 кг, во втором — 200 кг.
Проверку и
регулировку лебедки рекомендуется производить в присутствии представителя
заказчика с оформлением протокола.
3.3. Установка приспособлений и устройств на трассе
3.3.1.
Порядок установки
Готовые к
работе приспособления и устройства вместе с лестницами и ограждениями
доставляются автотранспортом к месту прокладки кабеля.
Устройство
для размотки кабеля с барабана устанавливают на расстоянии 1,5 — 2,0 м от люка
колодца, с которого начинают прокладку ( рис. 5).
Рис.
5. Устройство для размотки кабеля с барабана
На люк
колодца устанавливают раму с гофрированной трубой для ввода кабеля в канал
канализации.
С
противоположной стороны на люк последнего выходного колодца устанавливают
люкоогибные ролики ( рис. 6)и в двух-трех метрах — ручную лебедку.
Рис.
6. Установка люкоогибных роликов
Во всех
угловых колодцах устанавливают горизонтальную распорку и блок кабельный ( рис. 7).
Рис.
7. Установка горизонтальной распорки и блока кабельного
Во всех
транзитных колодцах на полиэтиленовую трубу или канальную трубу устанавливают
направляющие предохранительные воронки ( рис. 8 и рис. 9) (в первом
случае воронки рекомендуется устанавливать одновременно с противоугонами).
Рис. 8. Установка
направляющей воронки на полиэтиленовую трубу
Рис. 9. Установка
направляющей воронки на трубу канала кабельной канализации
3.4. Транспортирование барабанов с кабелем
Транспортирование
барабанов с кабелем к месту прокладки должно производиться с соблюдением общих
положений, на специально оборудованных бортовых автомашинах с прицепами или без
них. Погрузка барабанов и выгрузка их должны производиться автомобильными
кранами или при помощи покатей. Категорически запрещается сбрасывать их с
автомашины или свободно скатывать по покатям. Перемещение барабанов с кабелем
на короткие расстояния (до 50 м) можно осуществлять перекатыванием в
направлении, указанном стрелкой на щеке барабана. Запрещается также перевозка
барабанов, установленных на щеки.
3.5. Прокладка оптического кабеля
3.5.1. Условия прокладки
кабеля
Прокладка
оптического кабеля должна производиться при температуре окружающего воздуха не
ниже минус 10°С.
3.5.2. Установка барабана с кабелем
Барабан с
удаленной обшивкой устанавливают со стороны трассы прокладки и так, чтобы смотка
производилась сверху. Барабан должен свободно вращаться от руки.
3.5.3. Оснастка конца кабеля для прокладки
Конец кабеля
освобождают от крепления к барабану и от защитного полиэтиленового колпачка.
Прокладку производят либо с использованием наконечника без чулка, либо
наконечника с чулком (оба приспособления однозначны). Наконечник скрепляют с
компенсатором кручения. На рис. 10 показан пример установки наконечника с
чулком и компенсатора кручения.
Рис.
10. Пример установки наконечника с чулком и компенсатора кручения
В каждом
случае тяжение кабеля производится за центральный силовой элемент и
полиэтиленовую оболочку кабеля. Соединение наконечников с заготовочной
проволокой осуществляют обычной скруткой. Скрутка не должна выступать за
габариты наконечника и компенсатора кручения.
3.5.4. Прокладка кабеля
Прокладку
оптического кабеля производят с помощью лебедки с ограничителем тяжения, вращая
ее равномерно, без рывков. Прокладывать оптический кабель без лебедки, имеющей
ограничитель тяжения, категорически запрещается.
На рис. 11
показан момент работы с лебедкой.
Рис.
11. Прокладка кабеля с помощью ручной лебедки
С
противоположной стороны кабель разматывают с барабана вручную ( рис. 12).
Во время
прокладки необходимо следить за прохождением кабеля через угловые колодцы.
Кабель должен проходить по центру поворотного колеса и фиксироваться прижимными
роликами.
Для обеспечения
оперативной связи между рабочими необходимо применение служебной радиосвязи.
Для этой цели рекомендуется использовать радиостанции типа»Лен» или
«Кактус».
Рис.
12. Размотка кабеля с барабана во время прокладки
Средняя
скорость прокладки кабеля составляет 5 ¸ 7 м/мин.
Предварительно
отрегулированная лебедка будет обеспечивать тяговое усилие, не превышающее
допустимого для данного кабеля. В случае, если усилие тяжения превысит
допустимое, то необходимо, прежде всего, обследовать трассу прокладки и
определить причину. Если увеличение тягового усилия вызвано усложнившимся
рельефом трассы, то необходимо выявить (локализовать) этот трудный влияющий
участок трассы и поставить в транзитных колодцах рабочих для подтяжки кабеля
руками. При этом следует учитывать, что подтяжка руками должна производиться с
усилием не более 60 — 70 кгс. Рекомендуется заранее подготовить рабочих для
использования на подтяжке кабеля, проинструктировав их и предоставив им
возможность измерить и определить для себя допустимое усилие с помощью
динамометра. При подтяжке кабеля руками запрещается упираться ногами в стенки
колодца или его арматуру. Нельзя допускать перегибов кабеля в руках. Необходимо
следить, чтобы впереди не образовывалась петля и кабель равномерно уходил в
противоположный канал. При появлении кабеля в последнем выходном колодце
лебедку перемещают на расстояние до 20 — 25 м и продолжают вытяжку кабеля из
колодца, обеспечивая тем самым запас кабеля на выкладку и монтаж.
Если
прокладка кабеля производится с какой-то точки трассы в два направления, то
вначале прокладывают одну большую длину в одну сторону. Затем оставшийся на
барабане кабель разматывают, укладывают рядом восьмеркой и прокладывают в
другую сторону.
Прокладка
кабеля по каналам кабельной канализации, в которых уже проложен оптический
кабель, производится аналогично.
Закончив
прокладку кабеля, его конец возле наконечника (чулка) обрезают и герметизируют
полиэтиленовым колпачком (см. п. 2.1.2.),
3.5.5. Выкладка оптического кабеля
При выкладке
подтягивание кабеля в холодцах производят вручную постепенно от крайних
(первого и последнего) колодцев к середине. Оптический кабель должен быть
выложен по форме колодцев, уложен на консоли соответствующего ряда в ближайших
к кронштейну ручьях, желательно на первое консольное место, и закреплен
перевязкой. Выкладываемый кабель не должен перекрещиваться с другими кабелями,
идущими в том же ряду, и заслонять собой отверстия каналов.
В колодце, в
котором будет устанавливаться соединительная муфта, кабель сворачивают кольцами
диаметром 1000 — 1200 мм, укладывают к стенке и прикрепляют к кронштейнам.
Длина запаса кабеля, считая от канала канализации, после выкладки во всех
транзитных колодцах должна быть:
при монтаже
муфты в монтажно-измерительной автомашине — 8м;
при монтаже
муфты в колодце (в зависимости от типа колодца) — от 3 до 5м.
После
выкладки кабеля снимают все противоугоны, направляющие воронки, другие
устройства и устанавливают их на следующем участке трассы. Герметизация
полиэтиленовых труб (если они применялись) не производится.
3.5.6. Прокладка оптического кабеля в коллекторах,
шахтах, нишах и по кабельростам
При прокладке
в коллекторах небольших длин кабеля, его выносят вдоль всего коллектора на
руках и укладывают на консоли. При большой прокладываемой длине, кабель
протягивают по раскатным роликам. Укладывают кабель на консоли верхнего ряда в
ближайших к кронштейну ручьях.
Прокладка и
крепление кабеля в шахтах должны производиться в соответствии с проектом.
В нишах
оптический кабель прокладывается свободно без крепления.
На
кабельростах кабель прокладывают и крепят вместе с другими кабелями связи,
соблюдая при этом требуемый радиус изгиба. Если существующая конструкция
кабельроста это не позволяет, допускается на вертикально-горизонтальных
поворотах кабель пропускать, минуя изгиб кабельроста.
3.5.7. Контроль оптического кабеля после прокладки
После
прокладки и выкладки оптического кабеля необходимо произвести контрольные
измерения затухания оптических волокон, которое должно быть в пределах
установленной километрической нормы. После проверки проложенной длины кабеля,
полиэтиленовые колпачки на его концах должны быть восстановлены.
4. МОНТАЖ ОПТИЧЕСКОГО КАБЕЛЯ
4.1. Организация рабочего
места
Монтаж
соединительных муфт оптического кабеля может производиться в специально
оборудованных монтажно-измерительных автомашинах или непосредственно в колодцах
кабельной канализации. Во втором случае колодец должен быть большого типа, быть
сухим, иметь хорошее освещение, обогрев рабочей зоны и вентиляцию, позволять
установку в нем столика-подставки для сварочного аппарата и свободного
размещения двух монтажников. При любой погоде над колодцем должна быть
кабельная палатка. При невозможности обеспечения этих условий, монтаж должен
производиться только в монтажно-измерительной автомашине.
4.2. Состав монтажной бригады
Монтаж
соединительных муфт и контрольные измерения в процессе монтажа производятся
комплексной бригадой в составе:
инженера-измерителя;
техника-измерителя;
монтажника
связи — 6 разряда;
монтажника
связи — 5 разряда.
4.3. Монтажные материалы и детали для монтажа
соединительной муфты СМОК
Для монтажа
соединительной муфты СМОК применяется комплект деталей и материалов (ТУ
45-86.АХП4.468.049.ТУ.).
На рис. 13
показана соединительная муфта. Состав комплекта указан в приложении 3.
Рис. 13.
Соединительная муфта СМОК
4.4. Монтаж соединительной муфты СМОК
При монтаже
соединительной муфты в монтажно-измерительной автомашине оба конца кабеля, не
раскручивая колец, подают к монтажному столу. При монтаже муфты в колодце
кольца кабеля раскручивают и кабель временно выкладывают по форме колодца. Готовый к монтажу кабель протирают на
расстоянии 2000 мм от загрязнений. Отступив на 1650 — 1700 мм от концов кабеля,
на них устанавливают и приваривают методом наплавления полиэтиленовой ленты под
стеклолентой по одному полиэтиленовому конусу ( рис. 14).
Рис.
14. Приварка полиэтиленового конуса к кабелю
Под конуса
устанавливают и скрепляют с ними перевязкой половинку металлического каркаса,
входящего в состав монтажного комплекта. На уровне окончания цилиндрической
части полиэтиленовых конусов полиэтиленовую оболочку обоих концов кабеля
надрезают и удаляют с сердечника. Снимают пластмассовые ленты или нити. В
четырехволоконном кабеле кордели заполнения удаляют ножом на уровне среза
оболочки. Если оптические волокна в кабеле уложены во второпластовые трубки, то
их удаляют на расстоянии 35 — 40 мм от среза полиэтиленовой оболочки. Если
оптические волокна помещены в поливинилхлоридные трубки, то их удаляют на длине
100 мм. Освобожденные волокна или волокна в поливинилхлоридной трубке протирают
от гидрофобного заполнителя бензином Б-70,а затем насухо.
Если
центральный силовой элемент представляет собою нити СВМ в поливинилхлоридной
оболочке, то его соединяют в середине муфты металлической гильзой, обжав ее по
концам плоскогубцами, при этом встречные нити выводят наружу и связывают между
собой двойным узлом. Если центральный силовой элемент выполнен в виде стального
троса в поливинилхлоридной оболочке, то его восстанавливают путем спайки
в середине муфты припоем ПОССу 30-2 с применением пасты ПБК-26м. Место спайки
изолируют полиэтиленовой гильзой ( рис. 15. и рис. 16).
Рис. 15. Спайка
стального троса паяльником
Рис.
16. Изолирование спайки стального троса полиэтиленовой гильзой
После
соединения центрального силового элемента временное крепление полиэтиленовых
конусов к металлическому каркасу ослабляют и конуса слегка раздвигают,
обеспечивая, тем самым, натяжение центрального элемента. Далее конуса
закрепляют снова. В каркас вкладывают на всю его длину между конусами полоску
из полиэтиленовой пленки длиной 800 мм и шириной 200 мм.
Приступают к
подготовке к сварке и к сварке первого оптического волокна. Счет оптических
волокон в кабеле на конце «А» ведется по часовой стрелке, на конце
«Б» против часовой стрелки. Соблюдение счета волокон при монтаже
соединительных муфт обязательно.
На свободном
от трубки оптическом волокне на длине 30 мм удаляют защитные покрытия. В
практике чаще всего встречаются два вида покрытий:
полиамидное;
эпоксиакрилатное.
Полиамидное
покрытие удаляют инструментом, входящим в комплект устройства для сварки
КСС-111.Эпоксиакрилатное покрытие удаляют лезвием безопасной бритвы.
Освобожденный
от защитных покрытий участок оптического волокна протирают тампоном, смоченным
в бензине-растворителе «Нефрас», а затем спиртом. После протирки
производят скол оптического волокна инструментом, входящим в комплект
устройства для сварки. Скол должен быть ровным и перпендикулярным оси волокна.
Качество скола определяют через микроскоп устройства для сварки. Если скол не
получился, то операции по удалению защитных покрытий повторяют снова.
Аналогично подготавливают оптическое волокно другого конца кабеля.
Производят
сварку оптических волокон двух строительных длин кабеля в соответствии с
указаниями «Паспорта устройства для сварки». После сварки производят
контроль качества сварного соединения рефлектометром обратного рассеивания,
установленного в начале строительной длины кабеля (участка). Затухание места
сварки оптического волокна должно быть не более 0,5 дБ. Если затухание больше,
то сварку необходимо переделать. Если после двойной переделки затухание все же
будет превышать 0,5 дБ, но не более 0,8 дБ, сварное соединение оставить как оно
есть, но это увеличение постараться скомпенсировать за счет уменьшения
затухания на других сварках этого волокна в следующих муфтах так, чтобы не
превысилась норма затухания, установленная проектом на весь участок.
Если
затухание сварки превышает 0,8 дБ, необходимо вызвать представителя
завода-изготовителя, заказчика и других заинтересованных организаций и в их
присутствии составить акт в соответствии с указаниями п. 2.1.1.
Получив
положительные результаты измерений, на сварное соединение устанавливают и
усаживают защитную термоусаживаемую гильзу (ГЗС). После остывания гильзы
оптическое волокно укладывает в металлическом каркасе, а гильзу подвязывают к
центральному силовому элементу ( рис. 17). В паспорте на муфту отмечают место
установки гильзы.
Рис.
17. Укладка волокна в муфте
Кольца
оптического волокна можно связать между собой ниткой без затяжки. Они должны
оставаться в свободном состоянии.
После
выкладки оптического волокна и закрепления защитной гильзы снова производят
проверку сварного соединения рефлектометром и только потом приступают к
подготовке и сварке следующего волокна аналогично первому.
После сварки
и выкладки всех оптических волокон вкладыш из полиэтиленовой пленки
сворачивают трубкой, вкладывают паспорт на муфту ( приложение 5) с указанием
распределения защитных гильз по счету волокон в кабеле и закрывают сверху
второй частью металлического каркаса ( рис. 18).
Рис.
18. Установка второй части металлического каркаса
Поверх
каркаса надвигают две цилиндрические части полиэтиленовой муфты ( рис. 19).
Герметизацию
всех трех стыков производят поясками термоусаживаемой трубки 80/40 длиной по
100 мм, предварительно надетыми на кабель. В качестве герметика под трубку
применяют сэвилен или клей-расплав ГИПК-14-13.
На рис. 20
показана смонтированная соединительная муфта.
Рис. 19. Установка
цилиндрических частей полиэтиленовой муфты
Рис. 20.
Смонтированная соединительная муфта
4.5. Проверка герметичности смонтированной муфты
После монтажа
соединительной муфты проверяют ее герметичность местным избыточным воздушным
давлением. Для этого к корпусу муфты временно приваривают полиэтиленовый
патрубок и делают через него прокол в корпусе муфты. Через осушительный бачок с
селикагелем автомобильным насосом в муфте создают избыточное воздушное давление
порядка 98 кПа (1 кг/см2). Проверку можно производить прибором
«УЗТИ», а при его отсутствии — обмыливанием. После проверки патрубок
срезают ножом, а отверстие герметизируют предварительно надетой на кабель
полоской термоусаживаемой трубки 80/40 шириной 60 мм с применением сэвилена или
клея-расплава ГИПК-14-13.
Если монтаж
муфты производился в монтажно-измерительной автомашине, то муфту снимают с
монтажного стола и опускают в колодец. Запас кабеля снова должен сложиться
кольцами с обеих сторон от муфты. В колодце кольца кабеля скрепляют между собой
и прикрепляют к кронштейнам.
5. РЕМОНТ СОЕДИНИТЕЛЬНЫХ МУФТ
5.1. Вскрытие соединительной
муфты
При
необходимости ремонта (демонтажа) соединительной муфты пояски термоусаживаемой
трубки срезают ножом и удаляют остатки герметика. Полиэтиленовые цилиндры
сдвигают с конусов в сторону кабеля и снимают верхнюю часть металлического
каркаса, предоставляя доступ к оптическим волокнам.
5.2. Восстановление соединительной муфты
При
последующем восстановлении соединительной муфты все операции выполняют в
обратной последовательности. Стыки полиэтиленовых цилиндров между собой и с
конусами герметизируют наплавлением полиэтиленовой ленты под стеклолентой.
6. МАРКИРОВКА КАБЕЛЯ И МУФТ
6.1. Маркировка
После монтажа
на кабель возле смонтированной муфты, а также на кабель в транзитных колодцах
устанавливают свинцовое нумерационное кольцо или пластмассовую бирку. На кольце
или бирке указывают:
между какими
АТС проложен кабель;
марку кабеля;
номер кабеля.
6.2. Метка кабеля и муфты
В смотровых
устройствах на оптическом кабеле и в средней части смонтированной муфты желтой
несмываемой краской делают предупреждающую отметку размеров, примерно, 20 ´20
мм. По окружности канала кабельной канализации наносят круг желтой краски не
менее 50 мм.
7. СДАЧА РЕГЕНЕРАЦИОННЫХ УЧАСТКОВ В ЭКСПЛУАТАЦИЮ
7.1. Подготовка
смонтированных регенерационных участков волоконно-оптической линии к сдаче в
эксплуатацию
На
смонтированных регенерационных участках необходимо произвести измерения затухания
оптических волокон кабеля. Результаты измерений занести в паспорт ( приложение 6).
Затухание оптических волокон всего регенерационного участка должно
соответствовать норме, указанной в проекте.
7.2. Сдача в эксплуатацию
Сдача в
эксплуатацию должна производиться в соответствии с «Руководством по
приемке в эксплуатацию линейных сооружений проводной связи и проводного
вещания» (М., «Радио» и «Связь», 1985), с соблюдением
требований СНИП III-3-81 «Приемка в эксплуатацию законченных
строительством объектов. Основные положения» и ВСН-600-81
«Инструкция по монтажу сооружений и устройств связи, радиовещания и
телевидения».
При сдаче в
эксплуатацию рабочей комиссии, кроме установленной правилами, предъявляется
следующая исполнительная документация:
один
экземпляр рабочих чертежей, скорректированный в процессе строительства;
паспорта на
строительные длины проложенного кабеля;
паспорта на
регенерационные участки в одном экземпляре.
Рабочей
комиссией производятся измерения затухания оптических волокон кабеля по
регенерационным участкам на подтверждение данных, представленных в паспортах на
участки. Непосредственно на трассе проверяют крепление и маркировку кабеля и
муфт в смотровых устройствах.
8. ТЕХНИКА БЕЗОПАСНОСТИ
8.1. При
выполнении работ следует руководствоваться «Правилами техники безопасности
при работах на кабельных линиях связи и проводного вещания» (М.,
«Связь», 1979).
8.2. При
работе с оптическим волокном его отходы при разделке (сколе) необходимо
собирать в отдельный ящик и после окончания монтажа, освобождать ящик в
отдельно отведенном месте или закапывать отходы в грунт.
8.3. Следует
избегать попадания остатков оптического волокна в одежду. Работу с оптическим
волокном следует производить в клеенчатом фартуке.
8.4.
Монтажный стол и пол в монтажно-измерительной автомашине после каждой смены
следует обрабатывать пылесосом и затем протирать мокрой тряпкой. Отжим тряпки
следует производить в плотных резиновых перчатках.
8.5. При
работе с устройством для сварки оптических волокон, необходимо соблюдать
следующие требования:
а) все
подключения и отключения приборов, требующие разрыва электрических цепей или
соединения с высоковольтными цепями устройства, производить при полностью
снятом напряжении;
б) устройство
должно быть заземлено;
в) во время
наладочных работ следует помнить, что трансформатор, высоковольтные провода,
электроды в режиме сварки находятся под высоким напряжением;
г)
запрещается эксплуатация устройства со снятым защитным кожухом блока
электродов;
д) не реже
одного раза в неделю производить проверку исправности изоляции высоковольтных
проводов; запрещается работать на устройстве при поврежденной изоляции
высоковольтных проводов;
е) к работе с
устройством допускаются лица, прошедшие вводный инструктаж, инструктаж по
технике безопасности на рабочем месте с последующей проверкой знаний и имеющие
группу по электробезопасности не ниже III.
Приложение 1
Перечень технологических карт и карт трудового процесса на
прокладку и монтаж оптических кабелей ГТС
Технологическая
карта на прокладку оптического кабеля ГТС в кабельной канализации (1986 г.)
Технологическая
карта на монтаж соединительной муфты СМОК оптического кабеля ГТС (1986 г.)
Технологическая
карта проведения входного контроля оптического кабеля на кабельной площадке
(1987 г.)
Карта
трудового процесса монтажа соединительной муфты на оптическом кабеле связи
ОКЛ-50-2-0,7-1,5-4, прокладываемом в кабельной канализации (1986 г.)
Карта
трудового процесса заготовки канала кабельной канализации полиэтиленовой трубой
для прокладки в нее оптического кабеля связи (1986 г.)
Карта
трудового процесса заготовки полиэтиленовой трубы линейной проволокой (тросом)
для прокладки в ней оптического кабеля (1986 г.)
Карта
трудового процесса на установку наконечника с чулком на конец оптического
кабеля перед прокладкой в кабельной канализации (1987 г.)
Карта
трудового процесса на сварку оптических волокон оптического кабеля связи (1987
г.)
Карта
трудового процесса стыковки маломерных длин полиэтиленовой трубы ПНД 32т для
прокладки в канале кабельной канализации (1987 г.)
Карта
трудового процесса герметизации конца оптического кабеля полиэтиленовыми
колпачками (1987 г.)
Приложение 2.
Форма
1.
Протокол входного контроля
|
№ № барабан. ОК |
Длина ОК, L ,м |
№ № ОВ |
Данные пасп. |
Мощность излучения |
Результаты расчета |
Дата проверки |
Заключение о пригодности ОК |
||
|
Затухание |
Рвых ед. мощности |
Рвх ед. мощности |
Затухание, А, дБ |
Коэф. затухан. a , |
|||||
Затухание
оптических волокон определяется по формуле:
![]()
Коэффициент
затухания оптических волокон определяется по формуле:
![]()
Проверку
производил ______________________
Укладочная
ведомость строительных длин
Регенерационный
участок________________
Марка оптического кабеля________________
|
№ № п/п |
№ № барабанов |
Номера |
Составил_____________
» » 198 г
Приложение 3
Состав монтажных материалов и деталей для монтажа
соединительной муфты СМОК оптического кабеля ГТС в четырехволоконном исполнении
|
Наименование |
ГОСТ, |
Ед. |
К-во |
|
1 |
2 |
3 |
4 |
|
1. Гильза для защиты места сварки ОВ (ГЗС) |
АХП 4.218.005 |
шт. |
5 |
|
2. Корпус полиэтиленовый (цилиндрическая часть) |
АХП 7.800.037 |
« |
2 |
|
3. Конус полиэтиленовый |
АХП 7.899.009 |
« |
2 |
|
4. Каркас металлический (из двух частей) |
АХП 8.214.029 |
« |
1 |
|
5. Гильза алюминиевая (длиной 40 км, наружным |
ГОСТ 18475-82 |
« |
1 |
|
6. Гильза полиэтиленовая (длиной 40 мм, диаметром 8 |
1 |
||
|
7. Кольцо опорное для полиэтиленовых конусов |
АХП 8.245.019 |
« |
2 |
|
8. Сэвилен 115-01, 107-01, 118-01 (ширина ленты 30 |
ТУ 6-05-251-99-79 |
м |
2,46 |
|
9. Пленка полиэтиленовая (лента 0,1 ´ 30, сорт высший) |
ГОСТ 10354-82 |
« |
1 |
|
10. Термоусаживаемая трубка 80/40(пояски 3 ´ 100) |
ТУ 6-19-051-492-84 |
« |
0,3 |
|
11. То же, (для герметизации муфты после проверки |
-«- |
« |
0,006 |
|
12. Нитки капроновые № 35 |
« |
0,6 |
|
|
13. Стеклолента, шириной 30 мм |
ГОСТ 5937-81 |
« |
1,3 |
|
14. Патрубок из полиэтилена (отрезок полиэтиленовой |
шт. |
1 |
|
|
15. Пленка полиэтиленовая вкладыш длиной 800 мм, |
ГОСТ 10354-82 |
шт. |
1 |
|
16. Бензин Б-70 |
гост 1012-72 |
л |
0,39 |
|
17. Бензин-растворитель |
гост 6-15-90-77 |
г |
33,6 |
|
«Нефрас» 50/170 |
гост |
||
|
18. Ветошь протирочная |
гост 5354-79 |
кг |
0,28 |
|
19. Спирт ректификованный |
гост 18300-72 |
г |
26,52 |
|
20. Тампон бязевый |
г |
0,6 |
|
|
21. Кольцо нумерационное |
чертеж изготовит. |
шт. |
2 |
|
22. Нитрокраска |
г |
30 |
|
|
При монтаже соединительной муфты на |
Состав
монтажных материалов и деталей для монтажа соединительной муфты СМОК
оптического кабеля ГТС составлен в соответствии с «Временными
производственными нормами расхода материалов на монтаж соединительных муфт СМОК
городских оптических кабелей связи», утвержденными Заместителем Министра
связи СССР т. Зубаревым Ю.Б. 5.06.87.
Приложение 4.
Перечень инструментов, устройств и приборов, применяющихся
на прокладке и монтаже оптических кабелей ГТС
|
Наименование |
ГОСТ, ТУ, чертеж |
Е. из |
К-во |
|
1 |
2 |
3 |
4 |
|
1. Установка |
ТУ 45-78 |
компл. |
1 |
|
насос водоотливный |
АХП |
шт. |
1 |
|
вентилятор |
» |
1 |
|
|
2. |
« |
1 |
|
|
3. |
ГОСТ 7018-75 |
« |
1 |
|
4. |
чертеж |
« |
2 |
|
5. |
ГОСТ |
» |
2 |
|
6. |
чертеж |
« |
4 |
|
7. Ломик с |
-«- |
» |
2 |
|
8. Фонарь |
ТУ |
« |
1 |
|
9. Лестница |
Каталог ОТСС |
» |
5 |
|
10. Ведро |
« |
2 |
|
|
11. Лампа |
ГОСТ |
» |
2 |
|
12. Рукавицы |
ГОСТ |
пара |
1 |
|
13. Палатка |
ТУ 45-115-74 |
шт. |
1 |
|
14. Перчатки |
ТУ |
пара |
1 |
|
15. |
ГОСТ |
по |
|
|
15. Канат |
ГОСТ 483-75 |
м |
6 |
|
17. Комплект |
чертежи ССКТБ |
компл. |
1 |
|
18. Полотно |
ГОСТ 6645-68 |
шт. |
5 |
|
19. Рамка ножовочная |
ГОСТ |
« |
2 |
|
20. Рулетка |
ГОСТ |
« |
2 |
|
21. Нож |
чертеж |
« |
2 |
|
22. Кордная |
ГОСТ 1465-80 |
« |
1 |
|
23. |
ГОСТ 1465-80 |
« |
1 |
|
24. Газовая |
ТУ 45-76 сб. |
« |
1 |
|
паяльная |
ТУ 45-343-72 |
« |
1 |
|
25. |
ГОСТ 7236-73 |
« |
2 |
|
26. Кусачки |
ТУ 45-346-72 |
« |
2 |
|
27. Метр |
РСТ 149-76 |
« |
1 |
|
28. Паяльник |
« |
1 |
|
|
29. Кисточки |
чертеж |
« |
1 |
|
30. Кисть |
« |
2 |
|
|
31. |
АРБ М2.322.007 |
« |
1 |
|
Измерительные |
|||
|
1. |
чертеж |
шт. |
1 |
|
2. Катушка с |
-«- |
« |
1 |
|
3. Тестер |
ЕЭ 2.746.616 |
« |
2 |
|
4. Измеритель |
ИФ |
« |
1 |
|
5. Ваттметр |
Е.71.301.061 |
« |
1 |
|
6. |
* |
« |
I |
|
Источники |
|||
|
Аккумулятор |
шт. |
1 |
|
|
Блок питания |
чертежи |
шт. |
1 |
|
Устройства для служебной |
|||
|
Радиостанция типа «Лен» или |
компл. |
3 |
|
|
Телефон типа «МБ» с индукторным вызовом с |
шт. |
3 |
Приложение 5
ПАСПОРТ
на смонтированную соединительную муфту «СМОК» ОК ГТС
Муфта
№ ___________
Оптическая
линия связи ___________________________________________________
Регенерационный
участок __________________________________________________
Марка
оптического кабеля _________________________________________________
_________________________________________________________________________
(наименование
монтажной организации)
Монтаж
производился _____________________________________________________
(Ф.И.О.
Монтажников)
_________________________________________________________________________
_________________________________________________________________________
»
» ____________ 198 г
Сведения о
ремонте _______________________________________________________
_________________________________________________________________________
Обратная сторона
паспорта
(Указываются
номера оптических волокон)
Измерительные приборы …………..……………………………………….
|
№№ ОВ |
Направление |
||
|
А-Б |
Б-А |
||
|
Затухание |
|||
|
1 |
|||
|
2 |
|||
|
3 |
|||
|
4 |
|||
|
5 |
|||
|
6 |
|||
|
7 |
|||
|
8 |
|||
Приложение 6
Паспорт регенерационного участка
Регенерационный
участок ________________
|
№ № ОВ |
Мощность излучения |
Результаты расчета |
Дата измерения |
||
|
Рвых един. мощности |
Рвх един. мощности |
Затухание А, дБ |
Коэффициент затухания a , |
||
|
Направление |
|||||
|
Направление |
|||||
Измерения
производил ____________________________
Приложение 7.
СОДЕРЖАНИЕ
1. ВВЕДЕНИЕ . 1
1.2. Конструкция оптических кабелей и их оптические
характеристики . 1
1.3. Механические параметры оптических кабелей . 3
2. ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ .. 4
2.1. Проведение входного контроля . 4
2.2. Группирование строительных длин кабеля . 4
3. ПРОКЛАДКА ОПТИЧЕСКОГО КАБЕЛЯ .. 5
3.1. Подготовка кабельной канализации к прокладке
оптического кабеля . 5
3.1.1. Общие положения . 5
3.1.2. Прокладка полиэтиленовой
трубы в канале кабельной канализации . 5
3.1.3. Заготовка полиэтиленовой
трубы, проложенной в канале кабельной канализации . 6
3.2. Подготовка приспособлений и устройств к прокладке
оптического кабеля . 7
3.2.1. Общие положения . 7
3.3. Установка приспособлений и устройств на трассе . 8
3.4. Транспортирование барабанов с кабелем .. 9
3.5. Прокладка оптического кабеля . 10
3.5.1. Условия прокладки кабеля . 10
3.5.2. Установка барабана с
кабелем .. 10
3.5.3. Оснастка конца кабеля для
прокладки . 10
3.5.4. Прокладка кабеля . 10
3.5.5. Выкладка оптического
кабеля . 12
3.5.6. Прокладка оптического
кабеля в коллекторах, шахтах, нишах и по кабельростам .. 12
3.5.7. Контроль оптического
кабеля после прокладки . 12
4. МОНТАЖ ОПТИЧЕСКОГО КАБЕЛЯ .. 12
4.1. Организация рабочего места . 12
4.2. Состав монтажной бригады .. 12
4.3. Монтажные материалы и детали для монтажа
соединительной муфты СМОК .. 12
4.4. Монтаж соединительной муфты СМОК .. 13
4.5. Проверка герметичности смонтированной муфты .. 16
5. РЕМОНТ СОЕДИНИТЕЛЬНЫХ МУФТ . 16
5.1. Вскрытие соединительной муфты .. 16
5.2. Восстановление соединительной муфты .. 16
6. МАРКИРОВКА КАБЕЛЯ И МУФТ . 16
6.1. Маркировка . 16
6.2. Метка кабеля и муфты .. 16
7. СДАЧА РЕГЕНЕРАЦИОННЫХ УЧАСТКОВ В ЭКСПЛУАТАЦИЮ … 16
7.1. Подготовка смонтированных регенерационных участков
волоконно-оптической линии к сдаче в эксплуатацию .. 16
7.2. Сдача в эксплуатацию .. 16
8. ТЕХНИКА БЕЗОПАСНОСТИ .. 17
Приложение 1 Перечень
технологических карт и карт трудового процесса на прокладку и монтаж оптических
кабелей ГТС .. 17
Приложение 2 Протокол
входного контроля . 18
Приложение 3 Состав
монтажных материалов и деталей для монтажа соединительной муфты СМОК
оптического кабеля ГТС в четырехволоконном исполнении . 18
Приложение 4 Перечень
инструментов, устройств и приборов, применяющихся на прокладке и монтаже
оптических кабелей ГТС .. 19
Приложение 5 Паспорт на смонтированную соединительную
муфту «СМОК» ОК ГТС .. 20
Приложение 6 Паспорт
регенерационного участка . 20
Приложение 7. 20
Согласно статистике аварий на энергосистемах, 75–80% аварийных отключений линий электропередач (ЛЭП) весной и летом — это грозы. Поэтому для сохранения линий в работоспособном состоянии, над проводами размещают стальные тросы. Тросы принимают на себя грозовой разряд и отводят его в землю.
Грозозащитный трос (грозотрос) — стальной трос, подвешиваемый в самой высокой точке линии электропередач над фазными проводами для защиты от ударов молний. Грозозащитный трос – это обязательный элемент ЛЭП напряжением 35 кВ при подведении к подстанциям и на линиях от 110 кВ на всём их протяжении. В обычном своём состоянии трос находится без напряжения, он начинает «работать» в тот момент, когда на него воздействует удар молнии или происходит короткое замыкание с фазным проводом. Так как оптическое волокно не подвержено воздействию электромагнитных полей и способно передавать на порядки большее количество информации, то он прекрасно «чувствует» себя внутри грозотроса. Это отличное решение двух задач – грозозащита и передача информации на инфраструктуре ЛЭП.
На сегодняшний день оптический кабель встроенный в грозотрос (ОКГТ) рекомендован ПАО «Россети» (и ПАО «ФСК ЕЭС») как первостепенный метод организации связи на линиях от 110 кв. Стандарт организации ОАО «ФСК ЕЭС» — СТО 56947007-33.180.10.174-2014.
Центральный оптический модуль с несколькими повивами стальных плакированных алюминием проволок и/или проволок из алюминиевого сплава относится к третьему поколению ОКГТ. Центральный оптический модуль — это трубка из нержавеющей стали, она обладает высокой стойкостью к раздавливанию, долговечностью, позволяет делать грозотрос лёгким и тонким, что важно для подвеса на опоры. Максимальное количество оптических волокон – 96.
Рис. 1. Кабель ОКГТ-Ц
В центре кабеля находится сердечник из стальной плакированной алюминием проволоки, на который навивается скрутка из проволок и модулей с волокном. Конструкция имеет не менее двух повивов проволок, наложенных друг на друга в противоположных направлениях. Максимальное количество оптических волокон — 432 (и это не предел).
Рис 2. Кабель ОКГТ-С
В апреле 2016 года кабельный завод Инкаб освоил новое «четвертое поколение» ОКГТ (ОКГТ-Ц-А). Основным преимуществом конструкции является повышенная коррозионная стойкость за счет устранения контакта «стальной модуль — плакированная алюминием проволока» на воздухе. Для районов с высокой коррозионной активностью такое сочетание недопустимо. Стальной модуль защищен от внешней среды оболочкой из алюминия, тем самым полностью исключена любая коррозия. Максимальное количество оптических волокон – 96.
Рис. 3. Кабель ОКГТ-Ц-А
Недостаток, по сути, только один — чувствительность к воздействию токов КЗ. При детальном расчете термического воздействия токов КЗ на ОКГТ и этот недостаток устраняется. С примером расчета можно ознакомиться по ссылке: https://incab.ru/files/therm_kz_okgt.pdf. Для расчета токов КЗ заказчик заполняет опросные листы, внося исходные данные.
Таб. 1. Сравнение ОКГТ
1. Общие положения
1.1. Данная инструкция предназначена для обеспечения качественного выполнения процессов монтажа и ввода в эксплуатацию, а также самой эксплуатации оптических кабелей встроенных в грозозащитный трос типов ОКГТ-С, ОКГТ-Ц и ОКГТ-Ц-А производства ООО «Инкаб» (далее ОКГТ).
1.2. Целью данной инструкции является обеспечение условий в процессе монтажа, ввода в эксплуатации и эксплуатации для бесперебойной работы оптического кабеля в течение всего срока службы.
1.3. Инструкция обязательна для исполнения всеми организациями, осуществляющими монтаж и эксплуатацию ОКГТ.
1.4. Организации, осуществляющие монтаж и эксплуатацию оптических кабелей, должны иметь соответствующую лицензию.
1.5. Соединение строительных длин кабелей производится с использованием муфт типа МОПГ-М производства ЗАО «Связьстройдеталь».
1.6. Монтаж кабелей на опорах ВЛ рекомендуется производить в комплекте со следующей арматурой подвески производства фирмы ЗАО «Электросетьстройпроект» (ЗАО ЭССП):
- зажимы натяжные спиральные типа НСО (ТУ 3449-022-27560230-2010) для анкерного крепления ОКГТ к опоре;
- зажимы поддерживающие спиральные типа ПСО (ТУ 3449-023-27560230-2010) для поддерживающего крепления ОКГТ к опоре;
- протекторы защитные спиральные типа ПЗС (ТУ 3449-007-27560230-2006);
- гасители вибрации типа ГВ (ТУ 3449-081-27560230-2006).
2. Основные нормативные документы
2.1. При осуществлении монтажа, ввода в эксплуатацию и эксплуатации ОКГТ, организации должны руководствоваться следующими общими нормативными документами:
2.1.1. Руководство по строительству линейных сооружений магистральных и внутризоновых оптических линий связи 1993г.
2.1.2. Инструкция по проведению работ в охранных зонах магистральных и внутризоновых кабельных линий связи.
2.1.3. Руководство по строительству международных и национальных волоконно-оптических линий связи. М., 1995г.
2.1.4. Р 50-601-40-93. Рекомендации. Входной контроль. Основные положения. М. 1993.
2.1.5. Монтаж и электрические измерения линейно-кабельных сооружений связи. КТЕ 24-1-97. М., 1997г.
2.1.6. Правила ввода в эксплуатацию сооружений связи. Утв. Приказом Минсвязи 09.09.2002г. СПб.: 2002г.
2.1.7. РД 45.047-99. Линии передачи волоконно-оптические на магистральной и внутризоновых первичных сетях ВСС России. Техническая эксплуатация.
2.1.8. ПУЭ (Правила устройства электроустановок). Раздел 2. В 7-й редакции.
2.1.9. Стандарт организации ОАО «ФСК ЕЭС» СТО 56947007-33.180.10.172-2014 Технологическая связь. Правила проектирования, строительства и эксплуатации ВОЛС на воздушных линиях электропередачи напряжением 35 кВ и выше.
2.1.10. Стандарт организации ОАО «ФСК ЕЭС» СТО 56947007-33.180.10.171-2014 Технологическая связь. Эталон проектной документации на строительство ВОЛС-ВЛ с ОКСН и ОКГТ
2.1.11. Стандарт организации ОАО «ФСК ЕЭС» СТО 56947007-33.180.10.173-2014 Методические указанияпо расчету термического воздействия токов короткого замыкания и термической устойчивости грозозащитных тросов и оптических кабелей, встроенных в грозозащитный трос, подвешиваемых на воздушных линиях электропередачи
2.1.12. Стандарт организации ОАО «ФСК ЕЭС» СТО 56947007-33.180.10.174-2014 Оптический кабель, встроенный в грозозащитный трос, натяжные и поддерживающие зажимы, муфты для организации ВОЛС-ВЛ на линиях электропередачи напряжением 35 кВ и выше. Общие технические условия.
2.1.13. ФЗ 24.06.1998 N 89-ФЗ «Об отходах производства и потребления».
3. Основные требования при транспортировке и хранении
3.1. При транспортировке барабаны не должны лежать на щеке и должны быть надежно закреплены. При креплении барабанов запрещается пробивать доски щек и обшивки барабана гвоздями и скобами.
3.2. ОКГТ должен транспортироваться только на барабане завода-изготовителя.
3.3. При погрузке (разгрузке) барабанов необходимо пользоваться специальным оборудованием, исключающим удары и механическое повреждение барабанов. Запрещается скидывать барабаны с транспортного средства, скатывать с горок.
3.4. После транспортировки барабаны должны быть проверены на отсутствие повреждений и целостность защитных приспособлений.
3.4. При хранении барабаны должны быть защищены от механических воздействий, а также от солнечных лучей, атмосферных осадков и пыли.
3.5. При хранении барабаны не должны лежать на щеке.
3.6. При хранении не допускается установка барабанов друг на друга (рис. 1.):
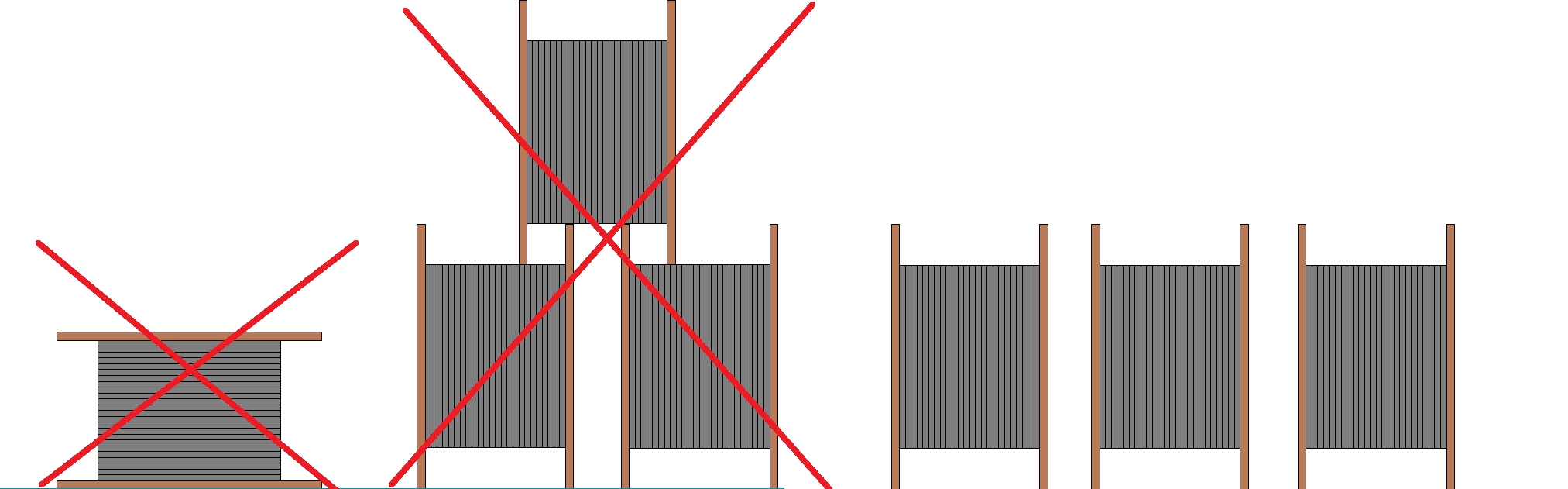
Рис. 1. Требования при транспортировке и хранении барабанов
3.7. Температура хранения: от минус 60оС до 70оС.
3.8. Концы ОКГТ при хранении должны быть защищены с помощью специальных герметизирующих термоусаживающихся колпачков.
3.9. Обшивка барабана снимается только после начала работ после установки барабана на козлы, с разрешения ответственного руководителя работ.
3.10. При сматывании ОКГТ с барабана обязательно должны использоваться козлы или другие раскаточные приспособления. Кабель с барабана должен сматываться с верхней его части (рис. 2.):
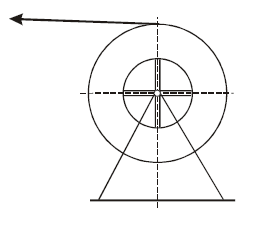
Рис. 2. Схема сматывания ОКГТ с барабана
4. Монтаж ОКГТ
4.1. Необходимо предпринимать меры предосторожности во избежание повреждения ОКГТ при выполнении операций по его монтажу. Критически важным является соблюдение указанного минимального радиуса изгиба и максимальных усилий натяжения для данного ОКГТ. Необходимо предпринимать меры по исключению резких изгибов или превышения рекомендуемых растягивающих усилий. Нельзя допускать осевых кручений кабеля.
4.2. Рекомендуемые диаметры и радиусы изгибов ОКГТ при монтаже:
4.2.1. В процессе монтажа не допускается изгибать ОКГТ на радиус изгиба меньше, чем 20 внешних диаметров ОКГТ.
4.2.2. Минимальный диаметр тормозного барабана должен быть не менее 70 внешних диаметров ОКГТ.
4.2.3. Диаметр раскаточного ролика (по желобу) — не менее 40 внешних диаметров ОКГТ (при угле перегиба ОКГТ на ролике не более 30°).
4.2.4. Минимальный диаметр промежуточного раскаточного ролика должен быть не менее 350 мм.
4.2.5. Для углов поворота трассы до 60° минимальный диаметр раскаточного ролика 60 внешних диаметров ОКГТ.
4.3. Запрещается проводить монтаж ОКГТ при температуре окружающей среды ниже минус 30 градусов по Цельсию.
4.4. Перед началом монтажных работ следует осмотреть маршрут прокладки ОКГТ, чтобы убедиться в отсутствии препятствий. Нельзя допускать волочения ОКГТ по земле или через препятствия.
4.5. Максимальное монтажное тяжение не должно превышать среднеэксплуатационную нагрузку более чем на 5%.
4.6. Монтажное оборудование.
4.6.1. Лидер-трос.
В качестве лидер-троса может использоваться стальной трос (существующий грозозащитный трос), если он обладает достаточной прочностью, чтобы выдержать натяжение при раскатке ОКГТ. Если грозозащитный трос не имеет достаточной прочности, а также, если он отсутствует, то в качестве троса-лидера применяют специальный малокрутящийся многожильный плетеный трос (желательно крестовой свивки). Длина лидер-троса должна быть больше длины ОКГТ на величину равную высоте опоры, умноженной на шесть.
4.6.2 Монтажные ролики (рис. 3):

Рис. 3. Монтажный ролик
Раскаточные ролики должны иметь шлифованные или покрытые пластмассой (обрезиненные) желоба. Вкладыши должны быть гладкими и не иметь внешних признаков износа. Рекомендуется использовать ролики с желобами, покрытыми неопреном или полиуретаном. Глубина паза ролика должна быть минимум вдвое больше толщины кабеля. Малейшие неровности необходимо отшлифовать наждачной бумагой для обеспечения гладкой поверхности. Ролики в блоках должны легко вращаться.
Рекомендуемый диаметр раскаточного ролика на промежуточных и анкерно-угловых опорах с углом поворота менее 5 градусов должен составлять 40 наружных диаметров кабеля. На крайних опорах, а также на анкерно-угловых опорах с углом поворота более 5 градусов (но не более 60°), а также на высотных опорах, как правило, применяют ролики с диаметром по желобу не менее 60 диаметров кабеля. На угловых опорах с углом поворота более 60 градусов применяются ролики большего диаметра (1000 мм) или «тандемы» из двух и более роликов.
Недопустимо подвешивать два или более ролика независимо на опору. Система роликов должна объединяться общей рамой, вся система в целом должна крепиться к одной точке.
Ролики с опор разрешается спускать только при помощи веревки или в корзине телевышки.
Периодически ролики необходимо смазывать.
4.6.3. Устройство предотвращения скручивания.
Поскольку в процессе монтажа не допускается осевое кручение кабеля, на нем вблизи узла стыковки с тяговым тросом устанавливаются специальные устройства – противовесы, предотвращающие его кручение. Эти устройства представляют собой массивные гибкие шланги (например, в виде кусков троса) длиной 2–3 м с грузом на конце, подвешиваемые вертикально к кабелю с помощью специального шарнирного зажима, позволяющего им поворачиваться и располагаться вдоль кабеля при прохождении через раскаточные ролики. При этом ширина желоба роликов должна быть достаточной для свободного прохождения ОКГТ с этим устройством.
При монтаже ОКГТ методом «под тяжением» в результате трения лидер-троса (старого ОКГТ) о «щеки» роликов и иных механических воздействий в тросе возникает крутящий момент. Для компенсации крутящих усилий, передаваемых от тягового троса на ОКГТ, применяют устройство предотвращения скручивания в виде осевого шарнира — вертлюга. Он устанавливается между лидер-тросом и ОКГТ.

Рис. 4. Вертлюг
4.6.4. Устройство для смотки кабеля.
Устройство должно обеспечивать плавную смотку ОКГТ вращением барабана. Смотка тяжением не допустима. Возможное натяжение ОКГТ при размотке не должно превышать 70 кг для предотвращения провала витков внутрь намотки и дальнейшего заклинивания.
4.7. Подготовка к протяжке
4.7.1. Перекладка грозозащитного троса на промежуточных опорах
Перекладка грозозащитного на промежуточных опорах в ролики производится теми же способами, что и при монтаже грозозащитного троса на ВЛ.
Трос должен быть свободен от виброгасителей и другой арматуры, а также не иметь поврежденных проволок.
В случае наличия поврежденных проволок, необходимо наложить бондаж, препятствующий расплетению троса.
Если виброгаситель или место повреждения проволоки находится на удалении от опоры, то необходимо провести подтяжку к опоре и устранить дефект.
Перед перекладкой грозозащитного троса в ролик необходимо убедиться в исправности ролика, а после перекладки убедиться, что ролик висит свободно, и не препятствует его работе во время протяжки.
4.7.2. Перекладка грозозащитного троса на проходных анкерно-угловых опорах.
На анкерно-угловых опорах грозозащитный трос смежных пролетов соединяют и перекладывают в ролик.
Для этого:
- Закрепляется монтажный трап одним концом за тросостойку, а другим — за грозозащитный трос так, чтобы он располагался параллельно грозотросу;
- Устанавливается монтажный зажим (клиновой или болтовой) на грозозащитном тросе на таком расстоянии от натяжного зажима, чтобы освободившийся конец грозотроса был длиннее кабельного захвата (монтажного чулка);
- При помощи ручной лебедки, один конец которой через строп соединен с тросостойкой, а другой с монтажным зажимом, освобождается от тяжения натяжное крепление грозозащитного троса;
- Удаляется вся арматура, виброгасители. На освобожденный конец грозозащитного троса устанавливается монтажный чулок (рис. 5.):

Рис. 5. Монтажный чулок
- Край чулка на кабеле фиксируется с помощью установки бандажей. Крайний проволочный бандаж и конец чулка покрывается двумя слоями изоляционной ленты с заходом на трос (рис. 6.):
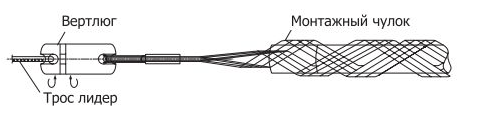
Рис.6. Схема установки монтажного чулка
- Чулок укладывается в раскаточный ролик, подвешенный к тросостойке на строп или дополнительную консоль;
- Данная операция проделывается с другой стороны опоры (рис. 7.):
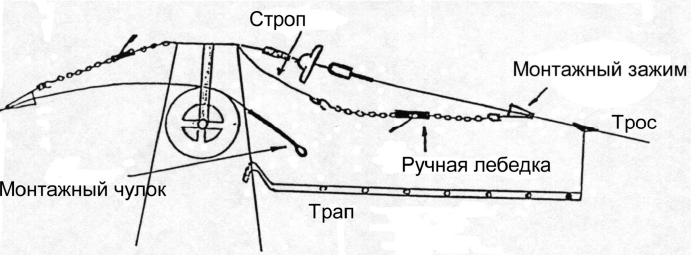
Рис. 7. Схема соединения грозозащитных тросов на анкерной опоре
- Чулки соединяются между собой при помощи специальной соединительной скобы, либо вставляется строп необходимой длины и необходимой прочности. Строп с чулком соединяется также соединительной скобой;
- Обе лебедки поочередно освобождаются, при этом грозозащитный трос направляется в середину канавки ролика. При ослаблении лебедок необходимо убедиться, что монтажные чулки затянулись и надежно держат грозозащитный трос, ролик свободно отклоняется от тросостойки. В некоторых случаях необходимо устанавливать подпорку, отклоняющую ролик от опоры или применять комбинацию роликов меньшего диаметра;
- Монтажные зажимы снимаются, с опоры убирается все, что может препятствовать раскатке троса.
4.7.3 Защита от падения грозозащитного троса
Защита выполняется в тех местах, где монтируемый ОКГТ проходит над ВЛ, кабелями и линиями связи, железными и автомобильными дорогами, фарватерами и другими сооружениями или территориями, где из-за возможного ослабления тяжения или падения ОКГТ может возникнуть опасная ситуация. Защита может быть выполнена из подходящих порталов, изготовленных из стальных труб, бревен, уголков, на которых натягивается сеть из капроновой веревки большего диаметра, и устанавливается в местах, где линия пересекает защищаемый объект. Такие защиты должны устанавливаться прочно, с оттяжками, чтобы выдержать горизонтальные усилия при раскатке.
Защита может быть выполнена в виде ролика-ловушки, подвешенного на фазные провода под монтируемым тросом.
О работе по установке защит необходимо заблаговременно известить владельцев пересекаемых объектов.
Если защита не может быть установлена безопасно, то с владельцами объектов необходимо согласовать меры, обеспечивающие безопасное производство работ.
4.7.4. Работа с натяжной и тормозной машиной.
Натяжная машина должна иметь лебедку с плавно изменяющейся скоростью протяжки с устройством реверса, прибор изменения тягового усилия, ограничитель заданного максимального тяжения (рис. 8.):
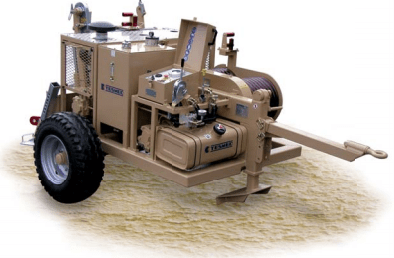
Рис. 8. Натяжная машина
Тормозная машина должна создавать плавно регулируемые усилия торможения и иметь прибор измерения натяжения ОКГТ.
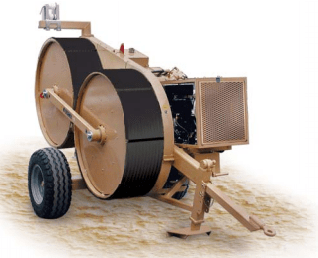
Рис. 9. Тормозная машина
Заправка витков ОКГТ на тормозные барабаны тормозной машины должно производиться таким образом, чтобы внешний повив кабеля подкручивался, а не раскручивался.
Тормозная и натяжная машины устанавливаются на спланированных площадках на расстоянии от концевых опор не менее двух их высот.
Тормозная и натяжная машины должны быть на одной линии с осевой линией проводов. Максимально возможное отклонение не должно превышать угол в 30 градусов
Расположение машин должно обеспечить отсутствие трения кабеля о реборды роликов, касания токоведущих частей ВЛ и элементов опоры.
На место установки тормозной машины доставляется барабан с кабелем.
Выгружается с помощью крана и устанавливается на раскаточные козлы, оборудованные механическим тормозом.
Барабан с кабелем должен иметь строительную длину, соответствующую длине монтируемого пролета.
После разрешения руководителя работ с барабана снимается обшивка. Обшивка с барабана снимается только после его установки на раскаточные козлы.
Тормозная машина устанавливается на 5–6 м от барабана и надежно закрепляется.
Барабан на козлах устанавливается таким образом, чтобы кабель сходил с верха барабана. Щеки были параллельны раскатываемому кабелю, а ось вращения горизонтальна. Из внутренней стороны щек барабана удаляют гвозди или другие предметы, способные повредить кабель.
Козлы с барабаном, тормозную машину необходимо заземлить. Также устанавливается скользящее заземление на ОКГТ вблизи машины.
Для тормозной машины:
Веревка заправляется в барабаны тормозной машины и соединяется с монтажным чулком, установленным на начало ОКГТ. Далее кабель втягивается в канавки кабестанов. Монтажный чулок через вертлюг соединяется с отрезком лидер-троса (длиной 2-3 высоты опоры). Второй конец поднимается на опору. далее отрезок лидер-троса соединяется с грозотросом как описано выше.
Для натяжной машины:
Вспомогательный лидер-трос закрепляется на приемном барабане, укладывается в канавки кабестанов лебедки, затем другой конец поднимается на опору и соединяется с грозотросом.
4.8. Протяжка ОКГТ
Перед протяжкой необходимо установить устойчивую двустороннюю радиосвязь между всеми участниками работ.
Начало протяжки осуществляется только после команды руководителя работ.
При прерывании радиосвязи работы немедленно прекращаются.
Типичная схема протяжки ОКГТ показана на рис. 10:
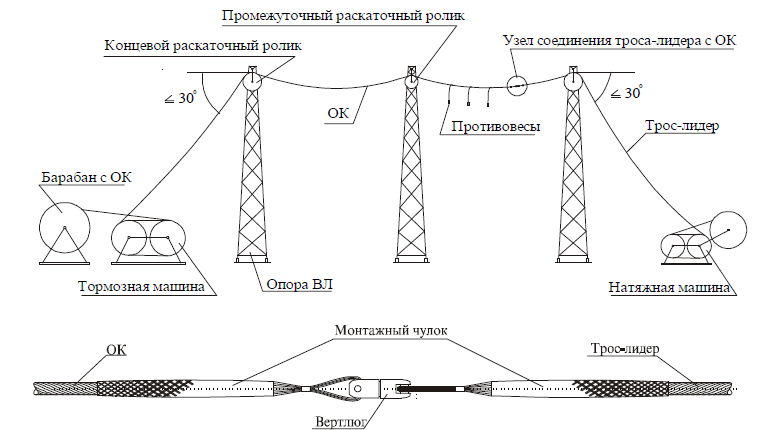
Рис. 10. Схема протяжки ОКГТ
Тормозной машиной медленно начать отпускать ОКГТ, увеличивая его стрелу провеса. После этого натяжной машиной начать вытягивать трос-лидер.
Начальная скорость протяжки 5 м/мин может быть увеличена после прохождения кабельного захвата первой опоры до 100 м/мин.
Тормозной машиной регулируется усилие торможения таким образом, чтобы обеспечить постоянное усилие и стрелу провеса. Стрела провеса при протяжке должна быть больше визируемой. Однако ОКГТ не должен провисать ниже нижних фазных проводов ВЛ, по которой ведется монтаж.
Не допускается волочение кабеля по земле и трения его о пересекаемые инженерные сооружения.
Механический тормоз на козлах должен быть отрегулирован таким образом, чтобы приостановках раскатки барабан сразу останавливался, но в то же время не создавал значительного растягивающего усилия кабеля между тормозной машиной и барабаном.
Во избежание рывков в начальный момент протяжки, необходимо следить за отсутствием провеса ОКГТ между тормозной машиной и барабаном. На натяжной машине необходимо установить ограничитель на значение равное или меньше максимально допустимого монтажного тяжения.
Необходимо следить за прохождением вертлюга через ролики по всему участку протяжки, контролировать прохождение кабеля по ролику.
Угол вертикального отклонения ролика должен соответствовать углу отклонения плоскости ОКГТ во избежание выхода кабеля или троса-лидера из ролика.
При остановке протяжки сначала останавливается натяжная машина, затем тормозная, возобновление протяжки происходит в обратном порядке. Во время остановок тормозная машина не блокируется – только увеличивается тормозное усилие.
Во время протяжки необходимо проверять целостность ОКГТ и его элементов.
Протяжка считается законченной, когда ОКГТ прошел раскаточный ролик на концевой опоре у натяжной машины на расстояние, равное высоте опоры плюс запас 15 -20 метров.
4.9. Установка стрел провеса и закрепление ОКГТ.
Стрелы провеса ОКГТ должны устанавливаться в строгом соответствии с проектной документацией.
Вытягивать ОКГТ на визируемую стрелу провеса необходимо медленно без рывков, не превышая среднеэксплуатационного тяжения более чем на 5%.
Если тормозная машина оборудована приводом, создающим достаточное усилие для визирования ОКГТ, то установку натяжных креплений можно начинать с какого-либо проходного анкера и затем продолжать в обе стороны от него.
В противном случае первое натяжное крепление устанавливается на опоре у тормозной машины, и визировка производится натяжной машиной.
Недопустимо производить регулировку стрел провеса ходовым усилием тракторов или автомобилей или тракторными (автомобильными) лебедками.
Визировку, по возможности, следует производить в самом длинном пролете анкерного участка.
Порядок визирования:
- после монтажа первого натяжного зажима подвесить рейку на тросостойку опоры, а вторую рейку – на вторую опору, ограничивающие визируемый пролет. Установить на рейках стрелу провеса в соответствии с проектом для данного пролета и с учетом температуры воздуха на момент визировки;
- протянуть кабель до момента, когда нижняя точка провеса кабеля совпадет с линией визирования между рейками;
- закрепить монтажный трап параллельно ОКГТ одним концом на опоре, а другим концом при помощи захвата за ОКГТ;
- спроецировать на ОКГТ при помощи отвеса центр отверстия на опоре, к которому будет крепиться сцепная арматура, и отметить фломастером;
- от отметки отмерить длину сцепной арматуры минус расстояние, на которое защитная спираль (протектор) выступает за конец натяжной спирали и отметить фломастером. Это точка начала навивки защитной спирали;
- от отметки начала навивки защитной спирали отмерить длину защитной спирали и сделать отметку;
- совместить центр защитной спирали с отметкой на ОКГТ и начать навивку в обе стороны. Стержни спирали навивать плотно и без зазоров. Концы заправить при необходимости резиновым молотком. Отступить необходимое расстояние от начала защитной спирали и начать навивку натяжной спирали;
- вставить коуш в натяжную спираль, ручной лебедкой подтянуть его к опоре для соединения со сцепной арматурой. После фиксации отпустить ручную лебедку;
- ослабить тормоз на натяжной машине.
Если опора проходная, сделать крепление с другой стороны по аналогичной процедуре, учитывая длину шлейфа, который должен провисать от точки крепления на 0,4-0,5 м.
После закрепления ОКГТ в зажимах к опоре демонтировать ролик. Выполнить необходимые заземления шлейфов и спусков ОКГТ к опоре.
Если для пролета требуются виброгасители, они должны быть установлены на ОКГТ немедленно после закрепления.
Операция установки стрелы провеса и крепления ОКГТ должна быть завершена в течение того же дня.
Если эта операция не может быть завершена в тот же день, ОКГТ должен быть привязан нейлоновым канатом для ограничения его движения на роликах.
Не допускается оставлять ОКГТ в раскаточных роликах более чем на 48 часов.
4.10. Спуск ОКГТ к муфте по телу опоры (при необходимости).
ОКГТ спускается по телу опоры начиная с верхней секции, перепуская кабель со стороны натяжного зажима в сторону конца кабеля.
Необходимо следить за соблюдением минимального радиуса изгиба ОКГТ при протаскивании его через обрешетку тросостойки.
При помощи монтажной веревки аккуратно опустить конец ОКГТ.
Размещение спуска ОКГТ должно выполняться по обрешетке опоры вдоль пояса. ОКГТ в обрешетке крепится специальными плашечными шлейфовыми зажимами – струбцинами на расстоянии примерно 1,5–2 м друг от друга.
На опорах с муфтами кабель должен быть зафиксирован до места установки муфты сразу после протяжки.
Открытые концы ОКГТ должны быть загерметизированы.
Смотать остаток кабеля в бухту диаметром не менее 1 м, поднять на опору и надежно закрепить. После соединения кабеля в муфте, муфта поднимается и крепится к опоре, а оставшаяся длина ОКГТ сматывается в специальное устройство для хранения технологического запаса.
4.11. Перекладка ОКГТ на промежуточных опорах.
После установки натяжных креплений необходимо приступить к перекладке ОКГТ из роликов в поддерживающие крепления. На проходных анкерах, не имеющих угла поворота трассы, также можно выполнить поддерживающее крепление ОКГТ.
Перед началом перекладки центр крепления поддерживающего зажима проецируется на кабель и делается отметку фломастером. ОКГТ освобождается из ролика при помощи специальной балки и ручной лебедки (рис. 11):
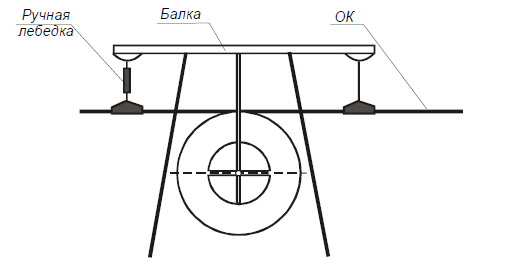
Рис. 11. Схема освобождения ОКГТ на промежуточной опоре
Необходимо учитывать следующее:
- захваты должны быть выполнены в виде «лодочки»;
- длина балки должна быть больше, чем длина спиралей оплетки поддерживающего крепления;
- длина сцепки захвата с балкой должна быть меньше длины сцепной арматуры поддерживающего крепления;
- корпус поддерживающего зажима (или ОКГТ вблизи зажима) должен быть соединен заземляющим тросом с заземленным элементом опоры.
4.12. Точки соединения строительных длин.
Перед началом монтажа муфты, уложенные на опоре после раскатки концы ОКГТ опускаются на землю. Запас длины в местах соединения строительных длин в муфтах должен быть выбран с учетом возможности выполнения сварки оптических волокон на земле в передвижной лаборатории и должен составлять не менее 15 м.
Порядок разделки ОКГТ и монтажа его в муфте должен соответствовать инструкции монтажа муфты МОПГ производства ЗАО «Связьстройдеталь».
После выполнения операции по соединению оптических волокон ОКГТ в муфте и размещению ее на опоре производится укладка избыточной длины (технологического запаса) в специальное устройство, например шлейфовый барабан (рис. 12 и 13):
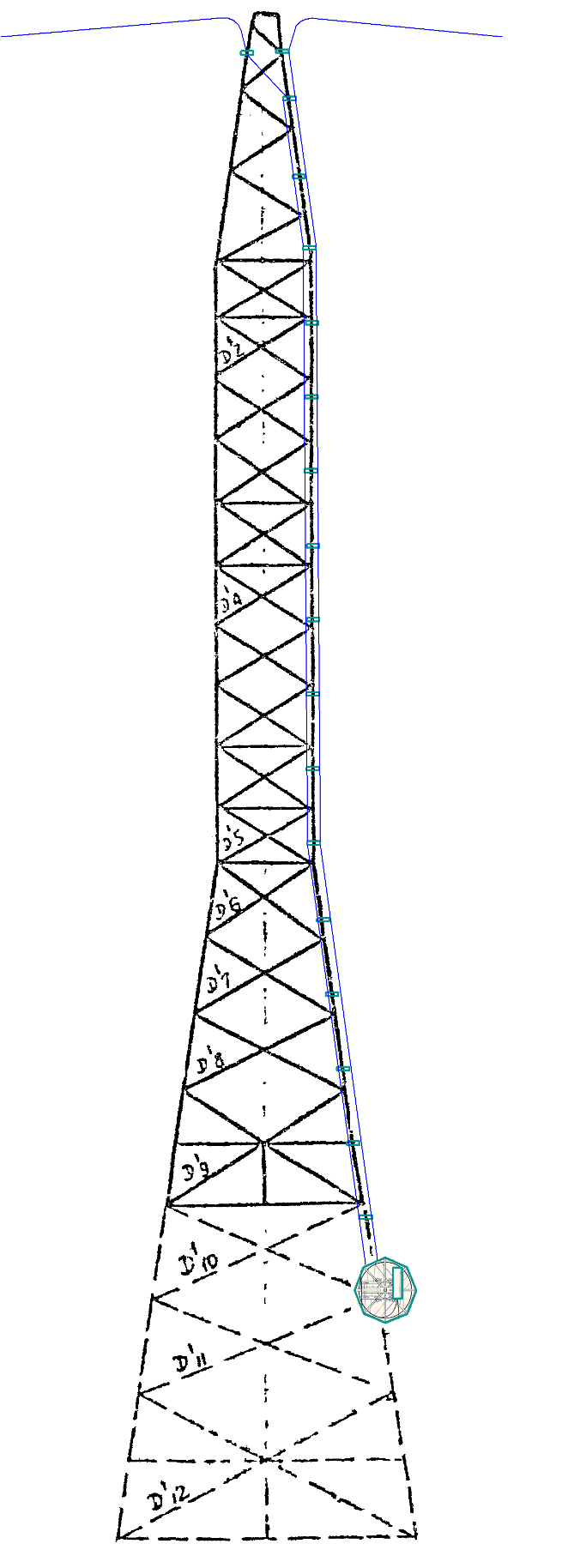
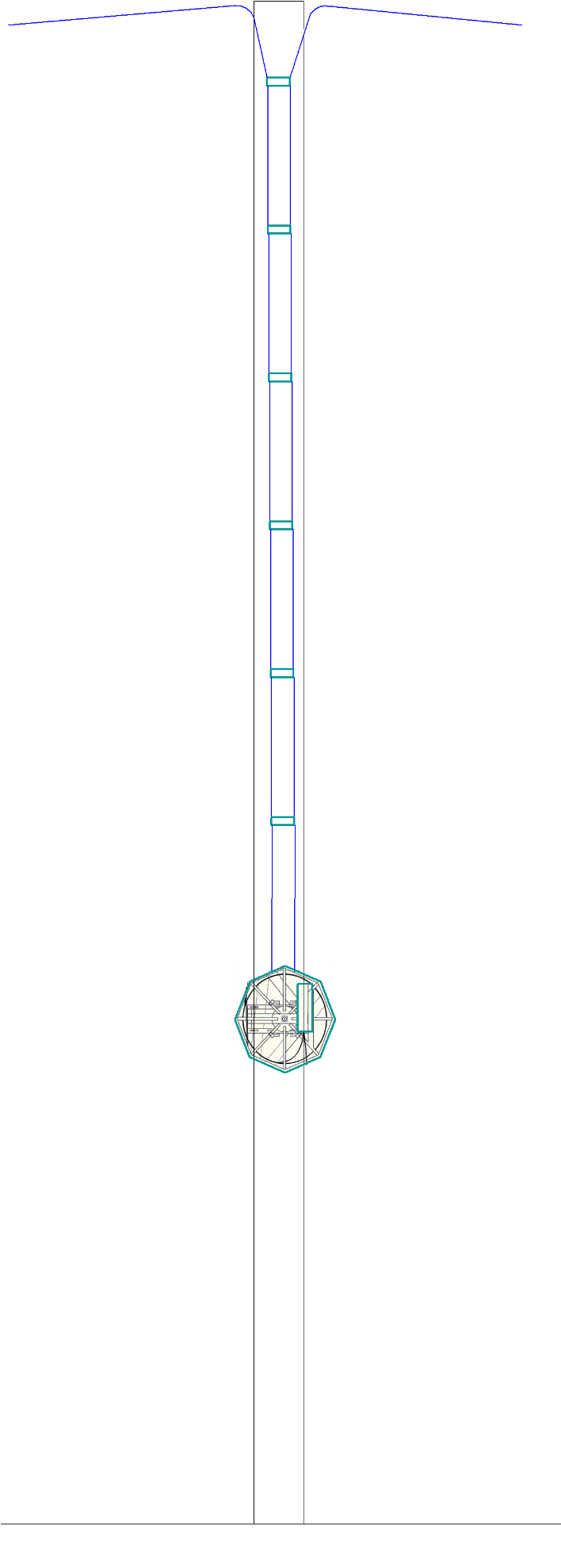
Рис. 12. Размещение ОКГТ на опорах

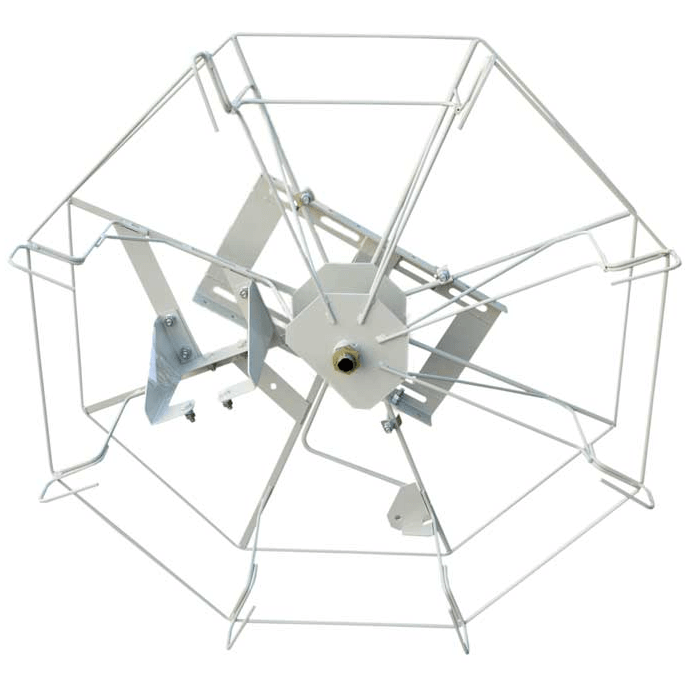
Рис. 13. Устройство для установки муфты и хранения технологического запаса ОКГТ
Соединительная муфта должна устанавливается на высоте не менее 5 м от уровня земли.
Нижняя точка спуска ОКГТ при входе в муфту должна располагаться на высоте не менее 5 м.
5. Разделка ОКГТ
5.1. Разделку кабеля должен проводить обученный и аттестованный персонал.
5.2. Необходимо пользоваться только специальным набором инструментов для монтажа оптического кабеля.
5.3. Длина разделки указывается в специальных инструкциях по монтажу муфт. Для проведения входного контроля, длина участка разделки составляет не более 300 мм.
5.4. Разделка кабеля для входного контроля или его соединения в муфтах должен осуществляться следующим образом:
5.4.1. Замерить рулеткой расстояние 2400 мм от конца кабеля и поставить метку маркером.
5.4.2. Отступить от метки 30 мм и поставить временный бандаж из проволоки, ленты ПВХ или стянуть проволоки нейлоновой стяжкой.
5.4.3. Осторожно подпилить проволоки наружного повива ножовкой, в первоначально отмеченном месте, стараясь не повредить стальной модуль.
5.4.4. Проволоки повива кабеля расплести по одной с конца кабеля, откусить болторезом частями по 70 см и осторожно отломить в месте надпила.
5.4.5. Поставить постоянный бандаж из медной проволоки или ленты ПВХ и удалить временный бандаж.
5.4.6. Промыть наружную поверхность стального модуля от гидрофобного заполнителя жидкостью «D-Gel».
5.4.7. Для конструкций типа ОКГТ-Ц-А алюминиевую часть оптического модуля пропилить трехгранным надфилем до стальной части модуля в плоскости разделки кабеля
5.4.8. Очистить наружную поверхность стального модуля. Обрезку модуля производить специальным устройством для резки стальной трубки или, при его отсутствии, трехгранным надфилем. При работе надфилем опилить модуль по окружности и осторожно отломить плоскогубцами. Во избежание повреждения волокон, трубку удалять отрезками около 70 см.
5.4.9. Удалить гидрофобный заполнитель безворсовыми салфетками и специальной жидкостью «D-Gel».
6. Ввод в эксплуатацию ОКГТ
6.1. При готовности волоконно-оптической линии связи к сдаче в эксплуатацию, заказчиком назначается рабочая комиссия.
6.2. При проверке качества выполненных работ по подвеске ОКГТ, рабочая комиссия проводит сплошной визуальный контроль подвешенного оптического кабеля, проверяет соответствие стрел провеса, качество крепления ОКГТ, правильность спусков кабеля.
6.3. Эксплуатация кабеля не принятого в эксплуатацию приемочной комиссией не допускается.
7. Эксплуатация ОКГТ
7.1. Эксплуатация ОКГТ, подвешенного на опорах, заключается в проведении технического обслуживания и ремонта, направленных на обеспечение его надежной работы.
7.2. При техническом обслуживании выполняются следующие виды работ:
7.2.1. Периодические осмотры в дневное время без подъема на опору (не реже 1 раза в 6 месяцев).
7.2.2. Выборочная проверка состояния ОКГТ в зажимах (1 раз в 3 месяца в первый год, далее 1 раз в год).
7.2.3. Внеочередной осмотр после образования гололеда на оптическом кабеле.
7.2.4. Проверка состояния оптического кабеля путем замера затухания и др. параметров. (не реже 1 раза в 6 месяцев).
7.2.5. Проверка стрел провиса ОКГТ после образования гололеда.
7.2.6. Наблюдение за образованием гололеда путем измерения толщины стенки гололеда, изменения стрелы провиса.
7.3. Результаты технического обслуживания должны быть зафиксированы в соответствующей документации.
7.4. В случае несоответствия стрел провиса допустимым значениям, необходимо провести перетяжку ОКГТ.
7.5. Определение места повреждения ОКГТ осуществляется путем измерения затухания с измерением расстояния до повреждения.
7.6. Повреждения ОКГТ устраняются с помощью монтажа временной вставки.
7.7. После восстановления связи с помощью временной вставки, производится подвеска и монтаж ОКГТ для организации связи по постоянной схеме. После чего временная вставка демонтируется.
8. Требования техники безопасности
8.1. Необходимо соблюдать все правила техники безопасности при работе с энергосистемами общего пользования. Эти правила техники безопасности имеют преимущество перед любой информацией, содержащейся в этом документе.
Важно, чтобы всё оборудование было надлежащим образом заземлено, заземление должно выполняться до начала производства работ.
Запрещается монтировать ОКГТ на находящихся под напряжением опорах линий электропередач.
8.2. При эксплуатации оптического кабеля персоналом следует соблюдать «Межотраслевые Правила по охране труда (правила безопасности) при эксплуатации электроустановок».
8.3. К монтажу и эксплуатации оптического кабеля допускается персонал, прошедший курс обучения технологическим правилам и приемам работ.
8.4. Весь персонал, участвующий в работах по монтажу ОКГТ должен быть проинструктирован об условиях обращения с кабелем и ознакомлен с данной инструкцией.
Ответственность за правильное инструктирование персонала, участвующего в монтажных работах, лежит на монтажной организации.
8.5. Монтаж оптического кабеля производится по Проектам производства работ, а обслуживание в эксплуатации — по технологическим картам.
8.6. При раскатке оптического кабеля операции по смене барабанов с “канатом-лидером” на натяжной машине должны выполняться только после временного закрепления кабеля.
8.7. При работе с кабелем во время монтажа соединительных муфт необходимо избегать прикосновений оптических волокон к незащищенному телу, чтобы предотвратить попадание стеклянных частиц волокон на кожу и в организм.
8.8. При выполнении ремонтных работ необходимо соблюдать меры безопасности, которые должны быть отражены в технологической карте.
8.9. Все виды работ на высоковольтной линии с ОКГТ должны выполняться только по нарядам или распоряжениям.
9. Утилизация ОКГТ
Обращение, размещение, хранение, переработка и захоронение ОКГТ, выведенного из эксплуатации и потерявшего свои эксплуатационные свойства производится в соответствии с федеральным законом от 24.06.1998 N 89-ФЗ «Об отходах производства и потребления».
Предназначаются для соединения (прямого или разветвительного) строительных длин оптического кабеля встроенного в грозотрос (ОКГТ). Также есть возможность смонтировать «гибридную» муфту (ввод подвесного самонесущего кабеля (ДПТ) или кабеля с броней в виде стеклопластиковых прутков (ДПД)), используя комплект ввода типа КВСМ (КВСц) (рис. 4).
Рис. 4. Комплект для ввода ОК с модульной конструкцией (КВСм)
В отличие от «обычных» муфт, корпус МОПГ изготовлен из металла. Герметизация муфты происходит за счёт эластичной прокладкой, а также четырьмя болтами затяжного типа. Для установки муфты используются специальные шлейфовые барабаны или кронштейны. При монтаже запасов кабеля на барабан (рис. 5), исключается возможность прокручивания кабеля на вводах в муфту.
Рис. 5. Барабан БШ-3-3
МОПГ-М-2 (рис. 6) имеет меньшие габариты по сравнению с МОПГ-М-1 (рис. 7), максимальная ёмкость муфты 64 сварки ОВ. В муфту есть возможность ввести до трёх оптических кабелей с использованием специальных комплектов ввода, которые подбираются в зависимости от конструкции и диаметра монтируемых кабелей.
Рис. 6. Муфта МОПГ-М-2
МОПГ-М-1 (рис. 7) можно ввести до четырёх оптических кабелей с использованием специальных комплектов ввода, которые подбираются в зависимости от конструкции и диаметра монтируемых кабелей.
Рис. 7. Муфта МОПГ-М-1
Для ввода используются специальные кабельные вводы (рис. 8), которые подбираются строго в зависимости от конструкции и диаметра вводимого грозотроса (ОКГТ).
Рис. 8. Комплект для ввода кабеля ОКГТ в муфту МОПГ-М КВГ
Муфта МОПГ-МП-1 (рис. 9) предназначена для кабелей ОКГТ, на которых используется функция плавки гололёд, имеет металлический корпус.
Рис. 9. Муфта МОПГ-МП-1
В комплекты для ввода ОКГТ с плавкой льда входят диэлектрические втулки, которые изолируют корпус муфты от грозотроса с электрической прочностью 1000 В (рис. 10).
Рис. 10. Комплект для ввода грозотроса (ОКГТ) в муфту МОПГ-МП КВГП
Монтажные, ремонтные и другие работы на грозотросе ОКГТ, в отличии от подвесных ВОЛС на основе кабеля ОКСН, происходят только с обязательным отключением ЛЭП.
Оптическое волокно можно использовать в качестве непрерывного датчика, поэтому ОКГТ также используется как элемент системы мониторинга состояния линий электропередач.
При работе с оптическим кабелем встроенным в грозозащитный трос (ОКГТ) есть свои тонкости и нюансы. От правильного монтажа комплектов ввода (КВСм, КВГ и др.) до проведения измерений для сдачи готового объекта в эксплуатацию. Как это делать без ошибок, расскажем и покажем в рамках специального курса в нашем учебном центре — Монтаж и измерения ВОЛС на ВЛ.
СПЕЦИАЛИЗИРОВАННОЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИСЕСКОЕ БЮРО
СТРОИТЕЛЬНОЙ ТЕХНИКИ СВЯЗИ
Акционерное общество по разработке и совершенствованию технологий
строительства сооружений связи
АО
ССКТБ-ТОМАСС
Утверждаю
Генеральный
директор АО
«ССКТБ-ТОМАСС»
С.П. Шашпов
« 14 «____12___
1994г.
РУКОВОДСТВО
по строительству сельских волоконно-оптических
линий связи
Руководство
разработано
по заказу ИСПОЛНИТЕЛЬНОГО
КОМИТЕТА РЕГИОНАЛЬНОГО
СОДРУЖЕСТВА В ОБЛАСТИ СВЯЗИ
МОСКВА 1994
1. ВВЕДЕНИЕ
1.1. Настоящее «Руководство
по строительству сельских волоконно-оптических линий связи» действует на
территориях стран: России, Белоруси, Молдовы, Армении, Грузии, Кыргыстана,
Таджикистана и является обязательным при выполнении проектных,
строительно-монтажных и эксплуатационных работ.
1.2. Руководство
распространяется на строительство сельских волоконно-оптических линий связи. В
нем рассматриваются вопросы организации, подготовки и выполнения этого вида
работ.
1.3. Поскольку, в этой
области подобные разработки ранее не проводились, данное Руководство является
единственным действующим технологическим документом. По мере накопления опыта
строительств, конструкции муфт, технология прокладки и монтаж могут быть
дополнены или изменены.
1.4. Учитывая уже имеющуюся
большую номенклатуру технологической документации на строительство ВОЛС в
других областях (магистральные, внутризоновые, городские) в Руководстве даны
основные отличительные особенности строительства сельских ВОЛС. По мере
необходимости, в Руководстве приводятся ссылки на различные другие издания.
1.5. В Руководстве
рассматривается способ подвески оптического кабеля на спиральных зажимах,
разработанных и изготовленных научно-производственным внедренческим
предприятием «Электросетьстройпроект» (НПВП ЭССП) (127566, Москва, Высоковольтный
проезд, 13А).
1.6. Руководство разработано
коллективом Специализированного конструкторско-технологического бюро
строительной техники связи Министерства связи Российской Федерации (ССКТБ).
2. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. При рассмотрении
возможностей строительства ВОДС в сельской местности, определилась
необходимость разработки ВНИИКП новых конструкций оптических кабелей связи.
Вместе с тем, учитывая, что серийный выпуск предлагаемых новых конструкций
кабелей может быть освоен не раньше 1994-1995гг., в Руководстве даны
рекомендации по временному применению уже существующих конструкций.
2.2. Значительно проще
решился вопрос с монтажом. Проведенные исследования показали, что на первое
время освоения строительства сельских ВОЛС могут быть использованы уже
имеющиеся конструкции муфт ММЗОК и СМОК.
При прокладке кабеля в
грунт, соединительная муфта и запас оптического кабеля укладываются в
предварительно отрытый котлован, в кабельной канализации — на консолях. При
подвеске на столбовых опорах концы оптического кабеля обеих строительных длин,
спускают по опоре вниз, рядом с опорой отрывают котлован, монтируют и
укладывают в него муфту вместе с запасом кабеля.
2.3. В вопросах прокладки
сельских оптических кабелей связи не просматриваются какие-либо особые сложности,
так как по своим механическим свойствам они не уступают применяющимся
конструкциям.
3. КОНСТРУКЦИИ И ХАРАКТЕРИСТИКИ ОПТИЧЕСКИХ КАБЕЛЕЙ
ДЛЯ СЕЛЬСКИХ ЛИНИЙ СВЯЗИ (новая разработка ВНИИКП)
Разработанные оптические
кабели, предназначаются для сельских районов. Они могут прокладываться в
грунтах всех категорий, кабельной канализации и подвешиваться на столбовых
опорах воздушных линий связи.
Условия эксплуатации при
температурах от минус 40°С до плюс 50°С.
3.1. Кабель ОКСТСП-50-01
Кабель сельский для подвески
на столбовых опорах, имеющий сердечник с градиентным оптическим волокном, с
центральным силовым элементом из стеклопластикового стержня, со скрученными
вокруг стержня оптическими модулями и стеклопластиковыми стержнями, с
гидрофобным заполнителем, поверх которого наложена полиэтиленовая защитная
оболочка (см. рис.
3.1.).
1 — силовой
элемент из стеклостержня диаметром 2,0±0,2 мм;
2 — оболочка
оптического модуля наружным диаметром 2,0±0,2 мм;
3 — оптические
волокна (2 или 4);
4 —
гидрофобный заполнитель
5 — обмотка
лентой марки ПЭТ-Э толщиной 50 мкн, шириной 20 мм с перекрытием 30±10%;
6 — защитная
оболочка из ПЭВД марки 153-10К толщиной 1,5±0,2 мм, наружным диаметром
9,0±0,5
мм.
Рис. 3.1. Конструкция кабеля
ОКСТСП-50-01.
3.2. Кабель ОКСТСП-50-02
То же, но поверх сердечника
наложена броня из стеклопластиковых стержней и защитная полиэтиленовая оболочка
(см. рис.
3.2.)
1 —
стеклостержневая броня;
2 — защитная полиэтиленовая
оболочка диаметров 13±0,5 мм.
Рис. 3.2. Конструкция кабеля
ОКСТСП-50-02.
3.3. Кабель ОКСТС-50-03
Кабель сельский для
прокладки в грунт и кабельной канализации, имеющий сердечник с градиентным
оптическим волокном, с центральным силовым элементом из стеклопластикового
стержня, со скрученными вокруг стержня оптическими модулями и
стеклопластиковыми стержнями, с броней из стальной проволоки, покрытой
полиэтиленовой оболочкой, с гидрофобным заполнителем, с наружной защитной
полиэтиленовой оболочкой (см. рис. 3.3.).
1 — стальные
проволоки брони диаметром 1,2 мм в полиэтиленовой оболочке радиальной толщиной
0,4 мм. Диаметр наружного повива 10,4±0,5 мм;
2 — защитная полиэтиленовая
оболочка наружным диаметром 13,4±0,5 мм.
Рис. 3.3. Конструкция кабеля
ОКСТС-50-03.
3.4. Кабель ОКСТС-50-04
То же, но поверх сердечника
наложена промежуточная оболочка толщиной 1,0 мм, стальная гофрированная лента
толщиной 0,1 мм и полиэтиленовая защитная оболочка с наружным диаметром 13,2±0,5 мм.
Ниже приведена
таблица всех типоразмеров ОК.
|
Обозначение |
Кол-во ОВ |
Коэффициент |
Наружный диаметр, |
Расчетная масса, 1 |
|
ОКСТСП-50-01-0,7-2/4 |
2,4 |
0,7 |
9,0±0,5 |
80,8 |
|
ОКСТСП-50-01-1,0-2/4 |
2,4 |
1,0 |
9,0-0,5 |
80,8 |
|
ОКСТСП-50-01-1,5-2/4 |
2,4 |
1.5 |
9,0±0,5 |
80,8 |
|
ОКСТСП-50-02-0,7-2/4 |
2,4 |
0,7 |
13,0±0,5 |
176 |
|
ОКСТСП-50-02-1,0-2/4 |
2,4 |
1,0 |
13,0±0,5 |
176 |
|
ОКСТСП-50-02-1,5-2/4 |
2,4 |
1,5 |
13,0±0,5 |
176 |
|
ОКСТС-50-03-0,7-2/4 |
2,4 |
0,7 |
13,4±0,5 |
228 |
|
ОКСТС-50-03-1,0-2/4 |
2,4 |
1,0 |
13,4±0,5 |
228 |
|
ОКСТС-50-03-1,5-2/4 |
2,4 |
1,5 |
13,4±0,5 |
228 |
|
ОКСТС-50-04-0,7-2/4 |
2,4 |
0,7 |
13,2±0,5 |
154 |
|
ОКСТС-50-04-1,0-2/4 |
2,4 |
1,0 |
13,2±0,5 |
154 |
|
ОКСТС-50-04-1,5-2/4 |
2,4 |
1,5 |
13,2±0,5 |
154 |
Строительная длина кабелей
не менее 2000 м. По согласованию с заказчиком, кабель может поставляться и
другими длинами.
Оптический модуль изготовлен
из поликарбоната или другого полимерного материала, обладающего хорошей
продольной устойчивостью и содержит одно или два оптических волокна.
Пространство внутри модуля заполнено гидрофобным заполнителем. Наружный диаметр
модуля 2,0±0,2 мм.
В кабеле вокруг центрального
силового элемента состоящего из стеклостержня диаметром 2,0±0,2 мм скручены шесть элементов — оптические
модули и стеклостержни. Свободное пространство заполнено гидрофобным
заполнителем.
Оптические волокна, уложенные
в модули, отличаются по цвету. В кабеле имеется направляющий модуль, имеющий
маркировку, отличительную от остальных модулей.
Поверх скрутки всех
элементов, наложена полиэтилентерефталатная лента, типа ПЭТ-Э.
Диаметр сердцевины волокна —
50+3 мкм.
Диаметр отражающей оболочки
— 125±3 мкм.
Некруглость сердцевины и
оболочки — в пределах допусков на диаметр.
Неконцентричность сердцевины
и оболочки — не более 3 мкм,
Коэффициент широкополосности
ОВ на длине волны 1,3 мкм — не менее
120 МГц.
Эффективная числовая
аппертура — 0,2±0,02.
Допустимые растягивающие
усилия, Н:
4000 — при подвеске на
опорах кабеля марки ОКСТСП-50-01;
12000 — при подвеске на
опорах кабеля марки ОКСТСП-50-02;
3000 — при прокладке в грунте,
кабельной канализации кабелей марок ОКСТС-30-03, ОКСТС-50-04.
Допустимое раздавливающее
усилие — 1000 Н/см.
3.5. Временно рекомендуемые конструкции
отечественных оптических кабелей связи
До начала серийного
производства оптических кабелей, разработки ВНИИКП, временно рекомендуются для
применения следующие кабели:
при строительстве местных
сетей для прокладки в кабельной канализации и подвеске на столбовых опорах —
ОК-50-2-2-4;
для прокладки в грунт —
ОЗКГ-1, ОЗКГ-2, ОЗКГ-3, ОКЗБ.
4. ОРГАНИЗАЦИЯ СТРОИТЕЛЬСТВА
4.1. Для строительства
сельских ВОЛС, желательно привлекать специалистов, имеющих опыт строительства
магистральных и внутризоновых оптических линий связи.
4.2. При освоении этой
области впервые, необходимо решить ряд вопросов и, прежде всего, вопрос о
подготовке кадров. К прокладке кабеля в грунт бестраншейным или открытым
способами, а также в кабельной канализации, привлекаются монтажники-кабельщики,
машинисты и прочие рабочие обычных кабелепрокладочных бригад, получившие
необходимый инструктаж.
К монтажу оптического кабеля
допускаются монтажники связи-спайщики, имеющие квалификацию не ниже 5 разряда,
а также инженеры-измерители, прошедшие специальное обучение по монтажу и
измерениям оптических кабелей связи.
4.3. Перед началом
строительства, еще на стадии проектирования, необходимо получить сведения о
марках оптических кабелей, которые будут прокладываться и приобрести
соответствующую технологическую документацию на их прокладку и монтаж.
Приступить к подготовке необходимых механизмов и устройств. Заказать монтажные
материалы. Измерительную технику.
Перечни их приведены в приложениях 2,
3, 4.
Следует знать, что монтаж
соединительных муфт во всех случаях проводится в специально оборудованной
лаборатории измерения и монтажа (ЛИОК). ЛИОК представляет собой автомобиль
ЗИЛ-131, на который установлен закрытый кузов типа КУНГ-1ДМ (рис. 4.1.).
Рис. 4.1. Лаборатория
монтажа и измерений оптических кабелей связи (ЛИОК).
На самой ранней стадии
необходимо решить вопрос с организацией служебной радиосвязи в процессе
монтажа.
Изготовить бланки
протоколов, паспортов и пр. (см. приложение 6-10).
5. ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ
5.1. Транспортирование
кабеля
5.1.1. Приемку кабеля на
разгрузочных пунктах, погрузку, разгрузку и транспортирование необходимо
производить в соответствии с разделом 4 «Руководства по строительству
линейных сооружений магистральных и внутризоновых кабельных линий связи»
(М., Радио и Связь. 1986).
5.2. Проведение входного контроля
5.2.1. Проведение входного
контроля на кабельной площадке
Вывозить барабаны с кабелем
на трассу, осуществлять их прокладку
без проведения входного контроля не разрешается.
Все барабаны с кабелем по
мере поступления на кабельную площадку от поставщиков (или от заказчика) должны
быть зарегистрированы в специальных журналах (см. приложение 5) с указанием
наименования, марки, заводского номера, даты поступления, номера транспортного
документа (накладной, акта). По мере вывозки кабеля на трассу в журналах
следует указывать, на какой участок (пункт) он отправлен.
Строительные длины кабеля
должны быть подвергнуты входному контролю. В процессе входного контроля
производится внешний осмотр и измерение затухания.
Кабель, не соответствующий
нормам и требованиям стандартов (технических условий), прокладке и монтажу не
подлежит.
Если при внешнем осмотре
установлена неисправность барабана или обшивки, то обнаруженные незначительные
повреждения должны быть устранены собственными силами на месте. Если барабан на
месте отремонтировать невозможно, то, с уведомления заказчика, кабель с него
должен быть перемотан на исправный барабан плотными и ровными витками. Не
допускается перемотка с барабана на барабан, установленный на щеки. При
перемотке необходимо осуществлять визуальный контроль целостности наружной
оболочки кабеля.
При вскрытии обшивки
барабана проверяют наличие заводских паспортов (обычно укрепляемых заводом на
внутренней стороне щеки); соответствие маркировки строительной длины, указанной
в паспорте, маркировке, указанной на барабане; проверяют внешнее состояние
кабеля на отсутствие вмятин, порезов, пережимов, перекруток и т.д. В паспорте
на кабель должна быть указана длина кабеля, коэффициент затухания оптических
волокон, номер барабана, изготовитель волокон, номер заготовок.
При отсутствии заводского
паспорта на кабель следует запросить его дубликат у завода-изготовителя. Если
дубликат не будет получен, необходимо вызвать представителя заказчика и
произвести измерение затухания всех ОВ в обоих направлениях.
При неудовлетворительных
результатах измерений решение о возвращении этого кабеля заводу-изготовителю,
составлению акта или прокладки его принимается заказчиком.
В том случае, когда
выведенный на щеку барабана нижний конец кабеля имеет длину меньше 1,7 м (запас
для измерений), кабель необходимо перемотать один раз, выведя необходимый запас
нижнего конца на щеку барабана. Во время перемотки необходимо осуществлять
визуальный контроль за целостностью наружной оболочки кабеля. При обнаружении
малейших повреждений оболочки и необходимости ремонта следует вызвать
представителя заказчика, составить акт и решить вопрос о произведении
дополнительных работ.
Результаты входного контроля
должны фиксироваться в протоколах (см. приложения 6, 7). В случае выявления
значительных дефектов, снижающих качество и надежность кабеля, должен быть
составлен акт с участием представителей подрядчика, заказчика и других
заинтересованных организаций. При этом следует руководствоваться инструкциями о
порядке приемки продукции производственно-технического назначения и товаров
народного потребления по количеству и качеству, утвержденными постановлениями
Госарбитража Российской Федерации.
5.2.2. Проведение входного
контроля по оптическим параметрам
Измерение затухания
оптического кабеля проводится в сухих отапливаемых помещениях, имеющих
освещение и возможность подключения электрических приборов.
Перед измерением затухания
оптические волокна необходимо предварительно просветить любым источником света
(например, переносной электрической лампой, фонарем).
Если какие-либо оптические
волокна не просвечиваются, то измерение затухания необходимо начинать с этих
волокон.
Если кабель имеет какие-либо
повреждения или отклонения, выявленные при внешнем осмотре на кабельной
площадке, измерения затухания данной длины не проводят. Вопрос о применении
этого кабеля решается заказчиком.
Измерения затухания
производят в соответствии с описанием (см. п. 10.4.10.).
5.3. Группирование строительных длин кабеля
Перед группированием
строительных длин кабеля необходимо иметь четкое реальное представление о
прохождении трассы прокладки кабеля, наличии различных коммуникаций, пересечений
железнодорожных, шоссейных дорог, речных переходов, газопроводов и пр., о
фактических длинах пролетов построенной канализации и типах колодцев, для чего
производится обследование трассы и внесение корректировки в проектную
документацию и ее согласование с проектной документацией.
При подборе кабеля следует
исходить из того, что на одном регенерационном участке должен быть кабель,
изготовленный одним заводом (кроме случаев стыковки с ОК для подводных
переходов), только одной марки, с одним типом оптического волокна и его
защитных покрытий. При группировании строительных длин кабеля, прокладываемого
в грунт, следует производить расчет таким образом, чтобы различные пересечения
трассы приходились как можно ближе к концу строительной длины, а место
расположения соединительной муфты было доступным для подъезда автотранспорта
(монтажно-измерительной автомашины).
При группировании
строительных длин кабеля, прокладываемого в кабельной канализации, они должны
быть размещены так, чтобы отходы кабеля после выкладки были минимальными. При
этом учитывают длины пролетов, форму транзитных колодцев, запас ОК на монтаж.
Следует учитывать, что длина
запаса для монтажа муфты ОК, прокладываемого в грунт, должна быть 10 м с каждой
стороны, прокладываемого в кабельной канализации — 8 м.
При подвеске оптического
кабеля на столбовых линиях, длина запаса должна быть по 8 м от нижней части
опоры с каждой стороны.
Если на кабельной линии
будут устанавливаться НРП, то в этом случае, длина запаса должна быть указана
проектом.
По результатам группирования
регенерационного участка необходимо составить укладочную ведомость.
Все паспорта должны быть
собраны и вместе с укладочной ведомостью группирования строительных длин
приложены к сдаточной документации по регенерационному участку ВОЛС.
6. ПРОКЛАДКА ОПТИЧЕСКОГО КАБЕЛЯ
6.1. Общие положения
6.1.1. Прокладка оптического
кабеля должна осуществляться при температуре окружающего воздуха не ниже минус
10°С. При более низких температурах (но не ниже минус 30°С) кабель необходимо выдержать
в отапливаемом помещении, обеспечить прогрев его на барабане непосредственно
перед прокладкой. Для этого на трассе с барабана снимают обшивку и покрывают
его специальным брезентовым чехлом, имеющим в нижней части металлический
патрубок. К патрубку присоединяют портативный обогреватель типа ПП-85, который
подает под чехол горячий воздух.
6.1.2. Прокладка кабеля в
грунт производится бестраншейным способом с применением кабелеукладчиков или в
отрытую траншею. Глубина прокладки кабеля в каждом конкретном случае
определяется проектом и не должна отклоняться более, чем на ±100 мм.
6.1.3. Прокладка оптических
кабелей на переходах через железные и автомобильные дороги, а также на
переходах через неглубокие реки и водоемы осуществляется общепринятыми способами
с соблюдением требований по допустимым усилиям тяжения прокладываемого кабеля.
6.1.4. Подвеску оптических
кабелей производят на столбовых и стоечных линиях связи, а также на опорах
линий электропередач.
6.2. Прокладка кабеля бестраншейным способом
Прокладку кабеля
бестраншейным способом производят ножевыми кабелеукладчиками КНВ-2, КУ-120,
рабочие органы которых обеспечивают требуемый радиус изгиба кабеля при выходе
из кассеты и исключают его повреждение в процессе прокладки. В грунтах
значительно плотности, где могут иметь место выглубления ножа, а также при
наличии на трассе каменистых включений, корней деревьев и других препятствий
должна производиться предварительная пропорка грунта.
Прокладку рекомендуется
производить под постоянным оптическим контролем, особенно на участках с
неровной местностью. В этом случае оптические волокна кабеля соединяют между
собой шлейфом в одно волокно. Контроль ведут с конца кабеля «А». На
первое по счету волокно подключают оптический генератор, а на восьмое (или
четвертое) — измеритель поглощаемой мощности.
После сварки шлейфа
оптические волокна укладывают и крепят к центральному элементу. На
подготовленные концы кабеля надевают полиэтиленовые пакеты и закрепляют их на
внешней полиэтиленовой оболочке ОК липкой полиэтиленовой лентой.
Нижний конец ОК выкладывают
на внешней стороне щеки барабана и закрепляют металлическими пластинами.
Полиэтиленовый пакет с находящимся в нем ОВ дополнительно защищают
металлическим желобом (рис. 6.1.).
Рис. 6.1. Выкладка нижнего
конца ОК на внешней стороне щеки барабана и закрепление его металлическими
пластинами.
До прокладки кабеля
внутренняя часть кассеты и крышка кассеты должны быть защищены от сварных швов,
заусенцев, острых кромок и других выступов, которые могут повредить оболочку
кабеля.
Кассета, применяющаяся для
прокладки оптического кабеля отличается от обычной конструкцией крышки, которая
препятствует защемлению кабеля малого диаметра между стенкой кассеты и крышкой.
Запрещается использование
этой кассеты для прокладки электрических кабелей.
При прокладке следует через
каждые 5-6 м осматривать внутреннюю часть кассеты и по мере необходимости
очищать ее.
После установки барабана на
кабелеукладчик должна быть создана слабина на витках кабеля во избежание рывка
при начале вращения барабана. Обслуживающий персонал должен занимать строго
отведенные места, следя за правильностью прохождения кабеля, его натяжением и
стабильностью глубины прокладки.
В месте окончания одной
строительной длины и начала другой отрывают котлован 3000´2000´1500 мм. Конец проложенного
кабеля освобождают от кассеты. Оставшаяся длина конца кабеля должна быть 10 м.
С другой стороны котлована заряжают в кассету конец следующей строительной
длины кабеля, оставляя ту же длину — 10 м. Оставшиеся в котловане концы кабеля
должны быть защищены полиэтиленовыми колпачками.
При прокладке кабеля по
заболоченным участкам, в местности со сложным рельефом, плотных грунтах и т.д.,
где возможен неравномерный ход кабелеукладчика, необходимо особенно тщательно
следить за синхронностью размотки кабеля и обеспечением его слабины перед
входом в кассету.
При работе на заболоченных
участках следует применять сцепку тракторов «елкой». Сцепка
«елкой» делается для того, чтобы часть тракторов, следующих за
головным, двигалась по неразрыхленному грунту, что обеспечивает лучшее
сцепление тракторов с грунтом и необходимое тяговое усилие.
6.3. Прокладка кабеля в отрытую траншею
Размотка кабеля и прокладка
его в отрытую траншею должны, как правило, производиться с применением
механизмов. Ручной способ размотки и прокладки применяют, если на трассе есть
препятствия, исключающие их применение.
Если позволяют условия
трассы, размотку и прокладку кабеля производят с барабана, установленного на
специально оборудованном кузове автомашины или на кабельном транспортере,
передвигающимся по трассе вдоль траншеи. Кабель в этом случае опускается сразу
в траншею или на ее бровку. Скорость движения автомашины не должна превышать 1
км/ч. Расстояние от колес до края траншеи должно быть больше глубины траншеи на
25%.
Если рельеф местности и
дорожные условия не позволяют использовать технику, прокладка производится с
выноской вручную всей строительной длины вдоль траншеи и последующим опусканием
кабеля в траншею. В этом случае барабан с кабелем устанавливают в начале
прокладки на неподвижном транспортере или на козлах. При прокладке расстояние
между рабочими должно быть таким, чтобы кабель при выноске не волочился по
земле.
При недостаточном количестве
рабочих рекомендуется прокладку производить способом «петля»: конец
кабеля оставляют у барабана (в начале прокладки) и размотку ведут с верха
барабана петлей, нижнюю часть которой рабочие, продвигаясь, укладывают
непосредственно в траншею или на землю у траншеи. По мере выкладки нижней части
петли на землю освобождающиеся рабочие переходят к барабану и подхватывают
новый участок кабеля. До половины строительной длины кабеля петля удлиняется, а
затем укорачивается, приближаясь к концу, где весь кабель оказывается вытянутым
в одну линию.
Этот же способ эффективен
при прокладке в отрытую траншею при наличии на трассе различных пересечений.
Петля кабеля протаскивается под каждым пересечением. Если на трассе имеются
часто встречающиеся пересечения, рекомендуется под ними проложить
полиэтиленовую трубу ПНД-32Т (или ПНД-40Т), заготовленную заранее стальной
проволокой, а затем в нее затянуть прокладываемый кабель (рис. 6.2.).
Рис. 6.2. Прокладка кабеля на
трассе с часто встречающимися пересечениями.
Во всех случаях при
сматывании кабеля барабан должен вращаться равномерно и принудительно руками
рабочих, а не тягой кабеля. Скорость вращения барабана должна постоянно
согласовываться со скоростью прокладки кабеля по трассе. Не допускается
сматывать кабель с барабана петлями. Во время размотки необходимо следить,
чтобы перехлестнувшиеся или смерзшиеся витки не вызывали резких перегибов и
рывков при сходе с барабана.
Концы строительных длин
кабеля в местах стыка должны иметь запас 10 м, необходимый для монтажа
соединительной муфты в монтажно-измерительной автомашине. По окончании
прокладки одной строительной длины откапывают котлован размером 3000´2000´1500 мм и устанавливают
бетонный столбик.
Перед укладкой кабеля в
траншею дно ее на всем протяжении выравнивают и очищают от камней и других
твердых включений. На участках обхода препятствий изменение глубины должно
осуществляться плавно. В скальных и твердых грунтах на дно траншеи насыпают
«постель» из песка или мягкого грунта толщиной 100 мм. Кабель укладывают без натяжений, но и
без существенных отклонений от осевой линии. Он должен плотно прилегать ко дну
траншеи и не иметь изгибов, превышающих допустимый радиус изгиба ОК при
прокладке и выкладке, который должен быть не менее 20 диаметров этого кабеля.
После прокладки кабеля в
траншею производят засыпку ее механизированным или ручным способом. Вначале
кабель засыпают песком или просеянным грунтом на высоту 100 мм. Дальнейшую засыпку производят ранее вынутым грунтом.
6.4. Прокладка кабеля кабелеукладчиком на
пересечениях
На месте пересечения кабеля
с подземными препятствиями (трубопроводами, другими кабелями) отрывается
котлован. Барабан с кабелем с кабелеукладчика переносится к отрытому котловану
и устанавливается на козлы перед препятствием. Кабелеукладчик перегоняется за
пересечение с препятствием. Кабель «петлей» пропускается под
пересечение, закладывается в кассету кабелеукладчика, после чего продолжается
прокладка кабеля в грунт. Нижний конец кабеля укладывается на заданную глубину,
а верхний конец сматывается с барабана. Таким образом проходят и последующие
пересечения с другими подземными сооружениями (рис. 6.3. и 6.4.).
При прокладке кабеля на
пересечении с другими подземными сооружениями (трубопроводы, кабели) должны
быть приняты меры, исключающие повреждения этих сооружений.
Рис. 6.3. Прокладка кабеля
бестраншейным способом при одном пересечении.

Рис. 6.4. Прокладка кабеля
бестраншейным способом при нескольких пересечениях.
6.5. Прокладка оптического кабеля на переходах
через железные и автомобильные дороги
На пересечении магистральных
автомобильных и железных дорог кабели должны быть затянуты в асбестоцементные безнапорные
или пластмассовые трубы ПНД-110 или ПВД-110, проложенные закрытым
(горизонтальные проколы, бурение) или открытым способами. Прокладка труб, как
правило, должна производиться до начала прокладки кабеля в районе пересечения.
Концы труб закрывается деревянной пробкой с уплотнением паклей и заливаются
битумом.
7. ПРОКЛАДКА КАБЕЛЕЙ НА ПЕРЕХОДАХ ЧЕРЕЗ НЕГЛУБОКИЕ
РЕКИ И ВОДОЕМЫ
7.1. Через реки и водоемы
глубиной до 0,8 м с пологими берегами и плотным невязким дном оптические кабели
прокладывают кабелеукладчиком также, как и на всем протяжении трассы. При
глубине свыше 0,8 м кабелеукладчик протаскивают через водную преграду
тракторной лебедкой или тракторами.
7.2. На реках с илистым
дном, кабель прокладывают в предварительно разработанную траншею.
Устройство и производство
более сложных переходов, должны оговариваться проектом.
8. ПРОКЛАДКА КАБЕЛЕЙ В КАБЕЛЬНОЙ КАНАЛИЗАЦИИ
8.1. Подготовка кабельной
канализации к прокладке оптического кабеля
Для прокладки оптического
кабеля, по возможности, используют каналы, расположенные в середине блока
кабельной канализации по вертикали и у края канализации — по горизонтали.
Прокладка кабеля по занятым каналам должна производиться в полиэтиленовых
трубах (ПНД-32т, наружным диаметром 32 мм и внутренним — 25 мм), предварительно
проложенных в этих каналах. Применение полиэтиленовой трубы создает условия для
прокладки оптического кабеля большой длины, а также обеспечивает защиту кабеля
от возможных повреждений при заготовке канала для прокладки другого кабеля
(особенно металлическими палками), при докладке тяжелых массивных кабелей, при
вытяжке уже проложенных кабелей из канала.
Прокладка кабеля без
полиэтиленовых труб по свободным каналам должна производиться только при
условии, что в этих каналах не будет в дальнейшем докладки других кабелей связи
с металлическими проводниками, а только оптические однотипные в количестве не
более 5-6. Если же докладка предвидится, то и в свободном канале оптические
кабели должна прокладываться в полиэтиленовой трубе.
Прокладка строительных длин
кабеля длиной 2000 м и более должна производиться в полиэтиленовой трубе.
8.2. Прокладка полиэтиленовой трубы в канале
кабельной канализации
Прокладку полиэтиленовой
трубы производят с бухты, установленной у колодца, на передвижном тамбуре или с
бухты вручную. Конец трубы, оснащенный наконечником, вводят в канал кабельной
канализации и поступательным движением проталкивают по нему на всю длину
пролета (пролетов). При наличии транзитных колодцев, рабочие-кабельщики
производят в них вспомогательную подтяжку трубы.
Если продвижение трубы
станет невозможным из-за возникших препятствий в канале, трубу необходимо
несколько раз повернуть вокруг оси с одновременным проталкиванием.
В каждом колодце полиэтиленовую
трубу обрезают ножовкой, оставляя запас трубы 200-250 мм от канала. Делают это
следующим способом. На входе последнего колодца на трубу устанавливают
противоугон и подают назад по каналу. Затем трубу обрезают на выходе следующего
колодца и проталкивают назад по каналу. Далее трубу обрезают на выходе
предыдущего колодца и снова проталкивают по каналу. Таким образом поступают в
каждом транзитном колодце.
Одновременно с обрезкой
трубы в каждом колодце, на входе и выходе канала, временно, на период прокладки
кабеля, устанавливают по одному противоугону, представляющему упор,
препятствующий смещению трубы при ее заготовке проволокой (тросом) и при
прокладке (с учетом направления прокладки) (рис. 8.1.).
При прокладке полиэтиленовой
трубы в кабельной канализации возможны маломерные остатки. Эти остатки
необходимо перераспределять на короткие пролеты трассы, определив их по рабочим
чертежам.
Рис. 8.1.
Допускается стыковка
маломерных длин полиэтиленовой трубы с целью использования ее для прокладки на
участках трассы, не превышающих 70-80 м. Стыковку производят с помощью
металлической манжеты длиной 150 мм толщиной 1,5-2,0 мм, устанавливаемой на
стыке груб. Предварительно на торцах труб с внутренней стороны должна быть
снята фаска под углом 30°. Рядом с установленной манжетой, с обеих сторон на
поверхность труб накладывают по одному пояску в два слоя сэвилена или клея
расплава ГИПК-14-13 с заходом на манжету. Поверх манжеты с равным перекрытием
поясков устанавливают ТУТ 40/20 длиной 250 мм (рис. 8.2.).
Если заготовка проложенной
полиэтиленовой трубы и прокладка кабеля будут производиться не сразу, а через
некоторое время, за которое колодцы могут наполниться водой, то для
предотвращения попадания в проложенные трубы песка, глины, ила, полиэтиленовую
трубу в каждом колодце временно защищают полиэтиленовыми колпачками с обмоткой их стыка 5-7 слоями липкой
пластмассовой ленты.
Рис. 8.2. Стыковка
полиэтиленовой трубы.
1 — труба
полиэтиленовая 32Т; 2 — манжета металлическая; 3 — стык двух труб; 4 — подслой
(клей-расплав); 5 — ТУТ 40/20.
8.3. Заготовка
полиэтиленовой трубы, проложенной в канале кабельной канализации
Заготовку полиэтиленовой
трубы производят стальной оцинкованной проволокой диаметром 3 мм или стальным
тросом. Выполняют это двумя способами — стеклопрутком или пневмопроходчиком.
Стеклопруток наиболее
эффективен при наличии на трассе большого числа коротких пролетов. Стеклопруток
длиной около 150 м наматывается на специальную кассету. Перед началом работ на
пруток надевают и закрепляют головной и хвостовой наконечник. К последнему при
проходе всего прутка в полиэтиленовую трубу прикрепляют проволоку (трос). (В
отдельных случаях разрешается к стеклопрутку крепить сразу конец
прокладываемого кабеля.)
Протяжка прутка с проволокой
ведется бригадой монтажников, рассредоточенной по транзитным колодцам.
Стеклопруток подают в полиэтиленовую трубу канала. При появлении стеклопрутка в
следующем колодце его пропускают дальше, помогая прохождению прутка до
появления его в следующем колодце, и т.д. При протяжке прутка по одному
удлиненному пролету вся бригада находится возле первого колодца и осуществляет
проталкивание прутка. В момент появления прутка в последнем колодце там должен
быть один из рабочих. Количество рабочих в бригаде может быть различным в
зависимости от сложности трассы.
Пневмопроходчик
рекомендуется применять на пролетах от 80 до 150 м. Работы по заготовке
полиэтиленовой трубы с помощью пневмоустройства проводятся двумя рабочими. У
головного колодца устанавливают канатную лебедку и заряженный баллон со сжатым
воздухом или азотом (можно использовать компрессор). К канату присоединяют
компенсатор кручения, а затем поршень пневмозаготовочного устройства. Поршень
вводят в заготавливаемую полиэтиленовую трубу. На входе трубы устанавливают
торцевую пробку, через которую пропущен канат и подведена пневмомагистраль.
Собранное устройство вводят до упора и вручную производят максимальное сжатие
резинового уплотнителя. Открывают вентиль баллона и устанавливают по манометру
рабочее давление 0,7-0,8 мПа (7-8 атм.). Резко нажимают рычаг пневмокрана, и
через гибкий рукав подается воздух в канал. Под действием сжатого воздуха
начинается движение поршня и затягивание в канал каната. Окончание прострела
определяют по ослабеванию каната, после чего рычаг пневмокрана отпускают и
перекрывают вентиль. Затем с помощью каната в трубу затягивают проволоку или
трос.
При отсутствии стеклопрутка
и пневмопроходчика полиэтиленовую трубу можно заготовить капроновым шнуром.
Заготовку производят до прокладки трубы в канал кабельной канализации, размотав
ее на поверхности вдоль трассы. Для заготовки капроновый шнур привязывают к
проходному цилиндру или шару. Цилиндр или шар с привязанным шнуром опускают в
трубу, подготовленную для прокладки в канал. Перебирая трубу впереди себя,
перемещают цилиндр или шар со шнур ом на всю длину трубы (рис. 8.3.).
После того, как капроновый шнур будет продернут по всей длине трубы, оставляют
в трубе запас шнура длиной около 3-4 м и закрепляют его на трубе липкой
пластмассовой лентой.
После прокладки трубы в
канал с помощью шнура затягивают в трубу заготовочную проволоку или трос. На
коротких пролетах шнур нескольких длин можно связать между собой.
Заготовка свободного канала
при прокладке кабеля без полиэтиленовой трубы производится как и обычно, в
соответствии с главой 4.2. «Общей инструкции». Заготовка канала, в котором
уже проложен оптический кабель без полиэтиленовой трубы, должна производиться
либо стеклопрутком, либо полиэтиленовой трубкой.
Во всех случаях, при
заготовке каналов, следует стремиться к тому, чтобы проволока или трос имели
как можно меньше скруток (соединений). Рекомендуемая целая, без скруток длина
для проволоки — 400-500 м, для троса — до 1500 м.
Рис. 8.3.
8.4. Прокладка кабеля
8.4.1. В зависимости от
рельефа трассы определяют первый колодец, с которого начинают прокладку кабеля.
Если трасса прямолинейна, имеет не более одного-двух угловых колодцев, на ней
отсутствуют изгибы и снижения, то предоставляется возможным затянуть в одном
направлении в одну протяжку всю строительную длину кабеля (до 1,5 км). Если
трасса не прямолинейна, имеет более двух угловых колодцев и т.д., производитель
работ должен определить первый колодец так, чтобы произвести прокладку кабеля
от этого колодца в двух направлениях. Желательно, чтобы это был угловой
колодец.
Барабан с удаленной обшивкой
устанавливают со стороны трассы прокладки так, чтобы смотка шла сверху. Барабан
должен свободно вращаться от руки.
8.4.2. Оснастка конца кабеля для прокладки
Тяжение оптического кабеля,
имеющего стеклопластиковый центральный силовой элемент производится при помощи специального
кабельного наконечника НОК (ТУ АХП4.218.009), разработанного ССКТБ (см. Приложение 11).
Конструкция наконечника НОК
Кабельный наконечник НОК
состоит из цилиндрического корпуса и скрепленного с ним плетенного чулка. Петли
чулка крепятся к корпусу в восьми пазах хвостовой его части рубашкой. Внутри
корпуса расположена цанга, оканчивающаяся с нерабочей стороны резьбой М8. На
резьбовое окончание цанги навинчивается оголовник, имеющий отверстия для крепления
компенсатора кручения. Оголовник и рубашка закрепляются винтами.
Рис. 8.4. Общий вид
наконечника.
Техническая характеристика
Наружный диаметр ОК — от 8
до 15 мм.
Диаметр стеклопластикового
ЦСЭ — 2±0,2 мм.
Допустимое тяговое усилие —
2200 Н.
Масса в сборе — 200 г.
Габаритные размеры:
длина корпуса — 120 мм;
максимальный диаметр — 19 мм;
длина с чулком — 1000 мм.
Наработка наконечника без
чулка — 1000 км, наработка чулка — 100 км.
Конструкция наконечника
позволяет производить замену чулка, вышедшего из строя.
Работа с наконечником НОК:
а) на расстоянии 60 мм с
конца кабеля удаляют полиэтиленовую оболочку и все остальные конструктивные
элементы, кроме центрального силового элемента;
б) на центральный силовой
элемент надвигают резиновую шайбу (рис. 8.5.). Внутренний диаметр
отверстия шайбы на 0,2-0,3 мм меньше
внешнего диаметра стеклостержня. Внешний диаметр шайбы равен внешнему диаметру
оболочки ОК;
Рис. 8.5. Установка
резиновой шайбы.
в) раскручивают оголовник
наконечника и выдвигают цангу;
г) кабель пропускают через
чулок и вводят центральный элемент в цанговый зажим до упора (рис. 8.6.);
д) навинчивают и закрепляют
оголовник гаечными ключами (рис. 8.7.);
е) фиксируют оголовник на
его корпусе (рис.
8.8.);
ж) на рубашку корпуса и
чулок с кабелем на участке 50-60 мм наматывают два слоя липкой пластмассовой ленты
(рис. 8.9.);
з) чулок растягивают вдоль
кабеля и на конце закрепляют проволочным бандажом или обмоткой липкой
пластмассовой лентой (рис. 8.10.);
Рис. 8.6. Ввод центрального
элемента в цанговый зажим.
Рис. 8.7. Закрепление
оголовника.
Рис. 8.8. Фиксация
оголовнлка винтом.

Рис. 8.9. Обмотка стыка
наконечника и чулка с кабелем липкой лентой.
Рис. 8.10. Закрепление чулка
на кабеле.
и) к наконечнику
присоединяют компенсатор кручения с заготовочной проволокой (тросом) и
приступают к прокладке кабеля.
Замена чулка
В случае повреждения чулка
его необходимо заменить. Для этого, в корпусе рубашки отворачивают фиксирующий
винт. Откручивают и снимают рубашку. Освобождают стренги чулка из пазов и
закладывают в них стренги нового чулка. Затем навинчивают и закрепляют рубашку.
Последнюю фиксируют винтом.
Если прокладывают оптический
кабель у которого центральный силовой элемент выполнен в виде стального троса,
используют другой тип наконечника или просто кабельный чулок.
Наконечник с чулком:
а) на длине 100 мм удаляют
полиэтиленовую оболочку, отступив 20 мм от среза, делают два продольных диаметрально
противоположных надреза полиэтиленовой оболочки, отгибают их и удаляют все
элементы, кроме центрального силового;
б) плотно сжимают
разрезанную оболочку и обматывают ее 5-6 слоями липкой ленты с заходом на
центральный силовой элемент на 25-30 см;
в) расширяют чулок в
продольном направлении к наконечнику и надевают его на оболочку;
г) пропускают кабель по
чулку, вводят центральный силовой элемент в канал наконечника до упора, так
чтобы центральный силовой элемент вышел через отверстие в наконечнике;
д) укорачивают центральный
силовой элемент, перегибают, укладывают в прорезь, прижимают и затягивают
винтом (рис.
8.11.);
Рис. 8.11.
е) на отверстие в
наконечнике наматывают 2-3 слоя липкой ленты;
ж) растягивают чулок по
кабелю и накладывают на конец чулка бандаж из 5-6 слоев липкой ленты.
Чулок без наконечника:
а) на длине 300 мм удаляют
полиэтиленовую оболочку кабеля;
б) на длине 30 мм делают два диаметрально противоположных
продольных разреза оболочки, отгибают их и удаляют все элементы кабеля, кроме
центрального силового;
в) плотно сжимают
разрезанную оболочку и обматывают 3-4 слоями липкой ленты с заходом на
центральный силовой элемент на 25-30 мм (рис. 8.12.).
г) вводят кабель в чулок до
конца и выводят центральный силовой элемент через последние витки оплетки;
Рис. 8.12.
д) на уровне начала коуша
удаляют пластмассовую оболочку центрального силового элемента и привязывают
нити элемента к коушу двойным узлом (рис. 8.13.);
Рис. 8.13.
е) на конец чулка и оболочку
кабеля накладывают 5-6 слоев липкой ленты.
Для соединения компенсатора
кручения с чулком или наконечником (см. рис. 8.11.) отверткой
выкручивают винтовой палец и удаляют из вилки. В вилку вводят ушко (коуш)
наконечника или коуш чулка. Вставляют винтовой палец сквозь отверстие вилки у
ушка. Отверткой закручивают палец до упора.
В каждом случае тяжение
кабеля производится за центральный силовой элемент и полиэтиленовую оболочку
кабеля. Соединение компенсатора кручения с заготовочной проволокой осуществляют
обычной скруткой. Скрутка не должна выступать за габариты наконечника и
компенсатора кручения.
Прокладку, производят с
помощью лебедки с ограничителем тяжения, вращая ее равномерно, без рывков (рис. 8.14.).
Рис. 8.14.
С противоположной стороны
кабель разматывают с барабана вручную (рис. 8.15.).
Рис. 8.15.
Во время прокладки
необходимо следить за прохождением кабеля через угловые колодцы. Кабель должен
проходить по центру поворотного колеса и фиксироваться прижимными роликами (рис. 8.16.)
Средняя скорость прокладки
кабеля составляет 5-7 м/мин. Из-за сложного рельефа трассы тяговое усилие
лебедки может превысить допустимое. В этом случае, подтяжку производят вручную
в транзитных колодцах с усилием не более 60-70 кгс (рис. 8.17.).
Рекомендуется заранее
подготовить рабочих для использования на подтяжке кабеля, проинструктировав их
и предоставив им возможность измерить и определить для себя допустимое усилие с
помощью динамометра.
Рис. 8.16.
При подтяжке кабеля руками
запрещается упираться ногами в стенки колодца или его арматуру. Нельзя
допускать перегибов кабеля в руках. Необходимо следить, чтобы впереди не образовывалась
петля и кабель равномерно уходил в противоположный канал При появлении кабеля в
последнем колодце лебедку перемещают на расстояние до 20-25 м и продолжают
вытяжку кабеля из колодца обеспечивая тем самым запас кабеля на выкладку и
монтаж.
Рис. 8.17
Если прокладка кабеля
производится в двух направлениях, то вначале прокладывают одну большую длину в
одну сторону. Оставшийся на барабане кабель разматывают, укладывают восьмеркой
и прокладывают в другую сторону.
Закончив прокладку кабеля, его
конец возле наконечника (чулка) обрезают и герметизируют полиэтиленовым
колпачком.
8.5. Выкладка оптического кабеля
Оптический кабель
выкладывают по форме проходных колодцев, укладывают его на консоли
соответствующего ряда в ближайших к кронштейну ручьях, желательно на первое
консольное место, и закрепляют перевязкой. Выкладываемый кабель не должен
перекрещиваться с другими кабелями, идущими в том же ряду, и заслонять собой
отверстия каналов.
Запас кабеля, оставляемый в
колодце для монтажа муфты, сворачивают кольцами диаметром 1000-1200 мм,
укладывают к стене и прикрепляют к кронштейнам. При последующем монтаже муфты в
монтажно-измерительной автомашине запас кабеля после выкладки составляет 8 м.
После выкладки кабеля
снимают все противоугоны, направляющие воронки, другие устройства и
устанавливают их на следующем участке трассы.
8.6. Контроль оптического кабеля после прокладки
После прокладки и выкладки
оптического кабеля необходимо произвести контрольные измерения затухания
оптических волокон, которое должно быть в пределах установленной
километрической нормы. После проверки проложенной длины кабеля полиэтиленовые
колпачки на его концах должны быть восстановлены.
9. ПОДВЕСКА КАБЕЛЕЙ НА СТОЛБОВЫХ ОПОРАХ
9.1. Подвеска кабеля на
отдельном канате (тросе)
9.1.1. Оптические кабели
подвешивают к стальному канату (тросу), натягиваемому между столбовыми опорами.
Крепление каната подвесного кабеля осуществляется при помощи столбовых консолей
с литыми чугунными зажимными колодками (рис. 9.1,а) или штампованными
из полосовой стали (рис. 9.1,б). Каждая консоль крепится к опоре
двумя шурупами по дереву 12х100 мм с шестигранными головками.
Рис. 9.1. Консоли для крепления
стального каната на столбовых опорах:
1 — скоба из полосовой
стали; 2 — литые зажимные колодки; 3 — скоба из полосовой стали с зажимными
канавками; 4 — зажимная планка из полосовой стали.
9.1.2. Высота установки
консолей должна быть с учетом нормальной стрелы провеса в пролете от земли, до
низшей точки кабеля не менее 4,5 м. При переходах через железнодорожные пути от
головок рельс до низшей точки подвешенного кабеля должно оставаться не менее
7,5 м. При переходах через контактные провода — не менее 9 м.
9.1.3. Крепится оптический
кабель к канату при помощи подвес из оцинкованной тонколистовой стали (рис. 9.2).
Подвесы должны плотно охватывать кабель и свободно перемещаться по стальному
канату.
9.1.4. Технология подвески
каната и оптического кабеля точно такая же, как и при подвеске электрического
кабеля. При этом следует руководствоваться главой 7 «Общей инструкции по
строительству линейных сооружений ГТС» (М., Связь. 1978), или после выхода
в свет раздела 8 «Руководства по строительству линейных сооружений
первичных сетей связи».
Рис. 9.2. Подвесы для
кабелей связи:
а)
конструкция подвесы и пояска; б) подвеса в раскрытом виде; в) закрытая подвеса,
закрепленная пояском;
1
— отверстие для стального каната; 2 — отверстие для кабеля.
9.1.5. Разрешается, по
согласованию с заказчиком, подвеска кабеля на проволочных спиралях.
Спирали изготавливают путем
навивки оцинкованной проволоки диаметром 3 мм на цилиндр плотными кольцами.
Кабель и канат пропускают через сжатые кольца, которые затем растягивают на всю
длину пролета и крепят.
9.2. Подвеска кабеля с встроенным тросом
Кабель с встроенным тросом
разматывают и выкладывают на земле вдоль опор столбовой линии. Затем этот кабель
поднимают на опоры и временно крепят в защемляющих трос консолях специальной
конструкции. Далее производят регулировку стрелы провеса и окончательное
крепление кабеля.
9.3. Подвеска
оптического кабеля на поддерживающем спиральном зажиме ПСО-14-03
9.3.1. Зажим предназначен
для крепления ОК диаметром до 14 мм
на промежуточных опорах воздушных линий с пролетами до 50 м. Зажим ПСО-14-03 (рис. 9.3)
состоит из протектора, хомута, промзвена, замковой части для крепления хомута.
9.3.2. Крепится зажим к
опоре при помощи стандартной электросетевой арматуры типа КГП.
Рис. 9.3. Поддерживающий
спиральный зажим ПСО-14-03.
1 — протектор; 2 —
хомут; 3 — промзвено; 4 — скоба (типа КГП); 5 — замок; 6 — болт, гайка, шплинт
7 — фольга для защиты кабеля; 8 — волоконно-оптический кабель (ВОК).
9.3.3.
Монтаж зажима:
а) в месте установки зажима
кабель должен быть свободен от пыли и грязи;
б) спираль протектора
прикладывают к монтируемому кабелю, так чтобы цветовая метка спирали совпадала
с местоположением КГП. Начинают навивку спирали на кабель;
в) в том месте, где будут
находиться концы спирали на кабеле, делают подмотку алюминиевой фольгой
размером 150х50х0,2 мм (примерно 3 оборота) и закрепляют ее изоляционной
лентой. Завершают навивку первой спирали;
г) прикладывают, начиная с
участка подмотки фольги, конец очередной спирали протектора к ранее намотанной.
Следует обратить внимание на то, что для плотности навивки каждая последующая
спираль добавляется к предыдущим, уже смонтированным, следуя по ходу часовой
стрелки. Навивают спираль на кабель;
д) аналогичным образом
навить все спирали протектора, при этом суммарное количество спиралей должно
быть равно 15;
е) спирали должны
укладываться равномерно по окружности, не должно возникать утолщений и
перехлестов. При их возникновении производят перемонтаж спиралей;
ж) вставляют хомут в кабель
и перемещая его вдоль протектора, совмещают с цветовой меткой на протекторе.
Прикладывают спираль для крепления хомута, поверх последнего так, чтобы ее
цветовая метка совпала с меткой на хомуте. Навивают спираль на хомут и
протектор;
з) навивают еще две спирали
аналогичным образом;
и) по аналогии с предыдущим
описанием навивают 3 спирали с другой стороны хомута (рис. 9.4);
к) вставляют промзвено (3) в
КГП (4) (см. рис.
9.3). Закрепляют КГП на опоре;
л) затем совмещают отверстие
в промзвене и хомут и соединяют их болтом. Навинчивают гайку, устанавливают шплинт.
9.3.4. В комплект поставки
включаются две полоски алюминиевой фольги, подкладываемой под концы спиралей
протектора. Изоляционная лента, необходимая для закрепления фольги при монтаже,
в комплект поставки не входит.
9.4. Подвеска оптического кабеля
на натяжном спиральном зажиме марки НСО-14П-02
9.4.1. Зажим предназначается
для анкерного крепления ОК диаметром до 14 мм на опорах воздушных линий с
пролетами до 50 м.
Рас. 9.4.
Рис. 9.5. Натяжной
спиральный зажим НСО-14П-02
1 — спиральный зажим; 2 —
протектор; 3 — коуш, болт, гайка, шплинт; 4 — волоконно-оптический кабель
(ВОК); 5 — фольга для защиты кабеля.
9.4.2. Зажим НСО-14П-02 (рис. 9.5)
включает в себя:
собственно зажим с изогнутой
спиральной прядью, протектор, состоящий из спиральных элементов.
9.4.3. Крепление зажима к
опоре осуществляется через поставляемый с зажимом коуш и линейную сцепную
арматуру.
9.4.4. Монтаж зажима
Установка протектора на кабель
а) в месте установки
протектора, кабель должен быть свободен от пыли и грязи;
б) спираль протектора
прикладывают к монтируемому кабелю так, чтобы ее конец, уходящий в шлейф,
находился на расстоянии 200 мм от принятого местонахождения от коуша крепления
зажима. Начинают навивку спирали на кабель;
в) далее см. пп. 9.3.3
в-е.
Установка зажима
а) прикладывают зажим к
протектору так, чтобы ось отверстия под болт в коуше находилась примерно в
100-150 мм от конца протектора, уходящего в шлейф;
б) между рисками на ветви
зажима вложить протектор и обернуть ветвь зажима вокруг протектора на два
оборота;
в) вкладывают в зажим коуш,
придерживая его от выпадания, в свободное на протекторе пространство между
витками первой ветви, навивают вторую ветвь зажима;
г) поочередно, по
пол-оборота, навивают обе ветви зажима на протектор, следя затем, чтобы его
ветви ложились равномерно и без перехлестов;
д) при укладке последнего
витка зажима нагрузка возрастает, допускается применение монтажного
инструмента.
9.4.5. Перемонтаж зажима
запрещается.
9.5. При окончании
строительной длины кабеля и начале другой, кабель выводят на опору, оставляя
запас 8 м от нижней ее части с каждой стороны для монтажа соединительной муфты
в монтажно-измерительной лаборатории.
Выведенный на опору кабель
крепят к опоре скобками на шурупах или гвоздях. Остальную длину кабеля,
примерно, на 3/4 длины опоры, защищают желобом из тонколистовой стали.
После спуска концов
строительных длин кабеля, их запас временно прикалывают возле опоры до начала
монтажа соединительной муфты. Весь запас кабеля до муфты должен защищаться
металлорукавом, с антикоррозийным покрытием.
10. МОНТАЖ СОЕДИНИТЕЛЬНОЙ МУФТЫ ММЗОК 12/20
10.1. Конструкция
соединительной муфты
Сращивание строительных длин
сельских оптических кабелей, прокладываемых в грунт и подвешиваемых на опорах
производится с применением прямой соединительной муфты ММЗОКП-12/20,
представляющей собой в состоянии поставки комплекты деталей и материалов
(АХПО.446.004 ТУ), имеющие этикетку и упакованные в полиэтиленовые пакеты.
Состав комплектов и назначение их деталей и материалов, приведены в прил. 4.
10.2. Подготовка к проведению монтажных работ
10.2.1. До выезда на трассу в
условиях мастерских вскрывают полиэтиленовый пакет с упакованным в нем
комплектом деталей для монтажа прямой муфты.
Для монтажа прямой муфты из
комплекта извлекают корпуса внешней и внутренней полиэтиленовых: муфт с
конусами (по два на каждую муфту), пояски ТУТ 60/30 и 80/40 и герметизирующую
ленту подслоя (сэвилен, клей-расплав ГИПК 14-13, КРУС-1, КРД) (см. рис. 10.1).
Рис. 10.1. Детали для
монтажа прямой муфты.
Полиэтиленовые детали муфты
протирают ветошью, смоченной бензином Б-70 и просушивают.
10.2.2. Проверяют наличие
опорных металлических колец в конусах и двух полумуфтах. На окончаниях полумуфт
и конусах ножом снимают фаску на угол 30°. Поверхность в этих местах зачищают
металлической щеткой.
10.2.3. Для монтажа муфты
устанавливают конусы в окончания полумуфт так, чтобы корпус полумуфт перекрывал
их только наполовину. Рядом со стыком накладывают по одному пояску
герметизирующей ленты и устанавливают соответствующий поясок термоусаживаемой
трубки длиной 70 мм. Для герметизации полиэтиленового конуса с внутренней
муфтой применяют ТУТ 60/30, для внешней — ТУТ 80/40. Усадку ТУТ производят
открытым пламенем (рис. 10.2).
Рис. 10.2. Усадка
термоусаживаемой трубки на конусе муфты.
10.2.4. После проведения
подготовительных работ полиэтиленовые муфты укладывают снова в полиэтиленовый
пакет с монтажными материалами и плотно завязывают.
Рекомендуется подготовить
сразу 3-4 муфты.
10.3. Подготовка кабеля к монтажу
10.3.1. Перед началом работ
необходимо убедиться в том, что концы проложенного кабеля герметично заделаны
полиэтиленовыми колпачками (проверяется визуально). Снятие колпачков
разрешается только перед монтажом или при необходимости проведения дополнительных
контрольных измерений с последующей герметизацией концов кабеля до начала
монтажа. Если колпачки отсутствуют, необходимо убедиться в отсутствии воды
(влаги) в кабеле. Запас ОК для монтажа соединительной муфты в
монтажно-измерительной автомашине должен быть не менее 10 м с каждой
строительной длины.
10.3.2. Оба конца кабеля на
половину длины протирают от грязи ветошью и подают в монтажно-измерительную
автомашину для выполнения монтажа.
10.4. Монтаж муфты
10.4.1.
Концы кабеля на длине 2,5 м протирают ветошью, смоченной в бензине Б-70, а
затем — сухой.
На каждый конец кабеля
надвигают по одной полумуфте большего размера (внешняя муфта). На один из
концов ОК — поясок ТУТ 100/50 длиной 60 мм и один поясок длиной 100 мм. Затем
на оба конца надвигают по одной полумуфте меньшего размера (внутренняя муфта),
и по одному пояску ТУТ 20/10 или 30/15 длиной по 50 мм.
Отступив от концов ОК на
1500 мм, удаляют полиэтиленовую оболочку.
Отступив на 10-12 мм от
среза оболочки, подпиливают по окружности и обрывают стальную гофрированную
оболочку. Отступив на 5-7 мм от среза стальной оболочки, обрезают и удаляют
внутреннюю полиэтиленовую оболочку и пластикатовые ленты. Если кабель имеет
проволочную броню, то ее отгибают в сторону кабеля и временно подвязывают.
Далее выводят медный провод
диаметром 1,2 мм от стальной гофрированной оболочки, залудив ее пастой ПБК-26М
(рис. 10.3).
Рис. 10.3. Разделка стальной
гофрированной оболочки и припайки провода.
Это же можно делать холодным
способом под винт, предварительно сделав в гофрированной оболочке прокол
перфоратором. В заключение производят продольную герметизацию кабеля в месте
среза полиэтиленовой оболочки. Для этого на срез и прилегающие участки обильно
наносят клей-расплав: сэвилен ГИПК 14-13, КРД, КРУС-1, а затем над этим
участком усаживают поясок ТУТ 20/10 (рис. 10.4).
Рис. 10.4. Усадка
термоусаживаемой трубки 20/10 для продольной герметизации кабеля.
Концы кабеля плотно
закрепляют в зажимах монтажного станка, обеспечив между срезами полиэтиленовой
оболочки расстояние 340 мм, и приступают к сращиванию стеклостержней.
10.4.2. В Руководстве
рекомендованы два способа сращивания силовых элементов. Оба способа в равной
мере обеспечивают надежность соединения, соответствующую требованиям к ЦСЭ
сращиваемых оптических кабелей связи.
Первый способ более
технологичен, отвечает производственно-эстетическим понятиям, но требует
применения специальной металлической перфорированной гильзы и термоусаживаемой
трубки с подслоем.
В качестве клея-расплава
могут быть применены: сэвилен, ГИПК 14-13, КРУС-1, КРД.
Гильза может быть
изготовлена из любого металла: стали, меди, алюминия и т.д.
Второй способ рекомендуется
в тех случаях, когда нет возможности применить металлическую гильзу и ТУТ.
Вместе с тем, оба способа предусматривают применение эпоксидного клея. Это
может быть широко известный клей ВК-9, применяющийся в строительных и
эксплуатационных организациях.
10.4.3.
Первый способ
Для реализации этого способа
необходима металлическая перфорированная гильза (рис. 10.5) и термоусаживаемая
трубка 6/3 длиной 150 мм.
Рис. 10.5. Металлическая
перфорированная гильза.
Примечание: размеры
гильзы указаны для стеклопластикового стержня диаметром 2 мм. В случае
изменения наружного диаметра ЦСЭ, размеры гильзы соответственно должны быть
изменены.
Стержни протирают бензином
Б-70 и зачищают наждачной бумагой. Затем на них наносят слой эпоксидного клея.
Далее производят стыковку стержнями металлической перфорированной гильзе (рис. 10.6).
Рис. 10.6. Стыковка
стеклостержней в металлической перфорированной гильзе.
На пластмассовую оболочку
возле ее среза наносят немного герметика, а затем надвигают и усаживают
пламенем газовой горелки или паяльной лампы термоусаживаемую трубку 6/3 (рис. 10.7).
Рис. 10.7. Усадка
термоусаживаемой трубки над металлической перфорированной гильзой.
На рис. 10.8. показана схема
соединения стеклопластикового стержня.
Рис. 10.8. Схема соединения
стеклопластикового стержня.
1 — стеклостержень; 2 —
металлическая гильза; 3 — клей-расплав КРУС-1; 4 — термоусаживаемая трубка; 5 —
клей ВК-9.
10.4.4.
Второй способ
Стержни протирают бензином
Б-70 и зачищают наждачной бумагой. На оба стержня наносят слой эпоксидного клея.
Затем, их складывают внахлест и скрепляют в двух местах проволочным бандажом (рис. 10.9).
Рис. 10.9. Сращивание
стеклостержней внахлест.
Поверх соединенных стеклостержней
наносят еще один слой клея и наматывают с 50%-м перекрытием один слой
хлопчатобумажной ленты шириной 10-15 мм (рис. 10.10).
Вместо хлопчатобумажной
ленты можно использовать термоусаживаемую трубку 6/3 в соответствии с п. 10.4.3.
Если кабель имеет стальную
проволочную броню, то половина проволок с дальней от монтажника стороны
сращивается между собой скруткой с пропайкой в стаканчиковом паяльнике припоем
ПОССу 30-2 с применением пасты ПБК-26М (рис. 10.11) и изолированием
полиэтиленовыми гильзами. Остальную часть сращивают после сварки всех волокон и
закрытия крышкой.
Далее приступают к подготовке
и сварке оптических волокон.
10.4.5. Один из сращиваемых
концов кабеля освобождают от крепления и, натягивая, выбирают слабину
соединенных элементов. Затем этот конец кабеля закрепляют снова.
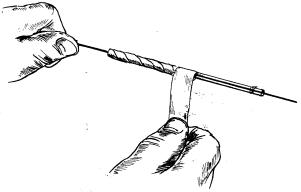
Рис. 10.10. Намотка
хлопчатобумажной ленты.
Рис. 10.11. Пропайка
металлических проволок брони.
Синтетические волокна
освобождают от модульных трубок и выводят через окна кассеты на ее лицевую
часть, отгибают и закрепляют в зажимах монтажного станка (рис. 10.12).
Рис. 10.12. Вывод ОВ через
окна кассеты.
10.4.6. На соединенные
стеклостержни устанавливают и прикрепляют нитками кассету (рис. 10.13).
Рис. 10.13. Прикрепление
кассеты к стеклостержневым пруткам.
10.4.7.
Далее приступают к сварке … по счету в кабеле. Предварительно на ОВ надвигают
защитную термоусаживаемую гильзу КДЗС.
10.4.8. На длине 30 мм с
оптического волокна, с помощью специального устройства для химической очистки,
удаляют эпоксиакрилатное защитное покрытие. Освобожденный от защитных покрытий
участок ОВ протирают тампоном, смоченным в спирте.
10.4.9. Для получения
качественной сварки необходимо произвести скол оптического волокна. Для этого
волокно заводят в специальный инструмент для скола и, отступив 14-15 мм от
начала защитных покрытий, делают вначале насечку, а затем путем изгиба упругого
элемента обламывают волокно в месте насечки (рис. 10.14).
Рис. 10.14. Скол оптического
волокна.
Скол должен быть ровным и
перпендикулярным оси волокна. Качество скола определяют с помощью микроскопа
устройства для сварки.
Если скол не получился, то
операцию по удалению защитных покрытий повторяют снова. Аналогично
подготавливают волокно другого конца кабеля.
10.4.10.
Далее производят сварку оптических волокон двух строительных длин кабеля (см. рис. 10.15) в соответствии с
указаниями «Паспорта на комплект для сварки световодов мод. КСС-III» (АРБ М2.322.007).
После сварки производят
контроль качества сварного соединения рефлектометром обратного рассеивания,
установленного в начале строительной длины кабеля (участка). Затухание места
сварки оптического волокна должно быть не более 0,5 дБ.
Рис. 10.15. Сварка оптического
волокна.
Если затухание больше, то
сварку необходимо переделать. Если после двойной переделки затухание все же
будет превышать 0,5 дБ, но не более 0,8 дБ, сварное соединение оставить как оно
есть, но это увеличение необходимо скомпенсировать за счет уменьшения затухания
на других сварках этого волокна в следующих муфтах, так чтобы не превысилась
норма затухания, установленная проектом на весь участок.
Если затухание сварки
превышает 0,8 дБ, необходимо вызвать представителя заказчика, завода-изготовителя
и других заинтересованных организаций и в их присутствии составить акт и решить
вопрос о дальнейшем использовании этой строительной длины кабеля.
Данные затухания заносят в
паспорт на муфту (см. приложение 9).
10.4.11. После сварки
первого ОВ усаживают защитную гильзу и производят выкладку волокна в кассете.
Для предотвращения выпадания гильзы нужно ввести немного липкого
полиизобутиленового компаунда (ЛПК) между фиксаторами.
Контроль рефлектометром ведется
вплоть до окончания укладки оптического волокна и фиксации защитных гильз.
Защитную гильзу располагают
между фиксаторами, в середине кассеты, начиная с первого ряда (рис. 10.16).
Аналогично сваривают и фиксируют остальные волокна. На рис. 10.17. показана укладка
четырех волокон.
Рис. 10.16. Установка гильзы
КДЗС между фиксаторами кассеты.
Рис. 10.17. Укладка всех
четырех волокон.
10.4.12. Закончив сварку и
выкладку всех волокон, кассету закрывают крышкой (рис. 10.18). Крышку
закрепляют в двух местах 2-3 слоями липкой пластмассовой ленты. С ее же помощью
к крышке кассеты прикрепляют заполненный паспорт на смонтированную муфту (см. приложение 9).
Рис. 10.18. Установка крышки
на кассету.
При необходимости сращивают
оставшиеся стальные проволоки брони. Стальную гофрированную оболочку соединяют
перепайкой медным проводом диаметром 1,2 мм в середине муфты с изолированием ПЭ
гильзой.
10.5. Герметизация сростка полиэтиленовыми
муфтами
10.5.1. Оба конца кабеля
освобождают от крепления. Над кассетой устанавливают части внутренней
полиэтиленовой муфты (рис. 10.19).
10.5.2. Все герметизируемые
стыки зачищают ножом или металлической щеткой. Рядом со средним стыком муфты
накладывают по одному пояску герметизирующей ленты и над ним усаживают открытым
пламенем поясок ТУТ 100/50.
На крайние стыки наматывают
по 3-4 слоя полиэтиленовой ленты и по 2-3 слоя стеклоленты. Открытым пламенем
производят герметизацию крайних стыков муфты наплавлением ПЭ ленты под
стеклолентой.
Рис. 10.19. Установка
полиэтиленовой муфты над кассетой.
Режим сварки дан в таблице 1.
Таблица 1
|
Время, |
Количество циклов (пауза-нагрев) |
|||
|
всей сварки |
начального нагрева |
паузы |
последующего нагрева |
|
|
8 |
2 |
0,5 |
0,5 |
6 |
На рис. 10.20. показана
смонтированная внутренняя муфта.

Рис. 10.20. Смонтированная
внутренняя муфта.
10.5.3. После монтажа внутренней
полиэтиленовой муфты ее проверяют на герметичность местным воздушным давлением.
Для этого к цилиндрической части корпуса муфты, нагретой металлической
пластиной, приваривают ПЭ патрубок (оболочка кабеля ТПП 10х2х0,5). Через
патрубок в корпусе муфты делают прокол шилом или проплав нагретым металлическим
стержнем. К патрубку присоединяют через осушительный бачок с селикагелем
автомобильный насос.
С помощью насоса в муфте
создают избыточное воздушное давление примерно 98 кПа (1,0 кг/см2).
Проверку производят прибором УЗТИ, а при его отсутствии — обмыливанием муфты.
После проверки муфту тщательно промывают водой от остатков мыла и затем
протирают насухо. Полиэтиленовый патрубок срезают ножом. На отверстие в корпусе
муфты накладывают вдвое сложенный отрезок сэвиленовой ленты длиной 30-35 мм (в
сложенном виде) и закрепляют его нагретой металлической пластиной. Затем над
этим участком устанавливают и усаживают второй оставшийся поясок ТУТ 100/50.
10.5.4. Закончив проверку
герметичности внутренней муфты, приступают к монтажу внешней защитной муфты.
Для этого внешнюю муфту устанавливают над внутренней (рис. 10.21).
Рис. 10.21. Установка
внешней муфты.
Стыкуемые участки деталей муфты
и оболочку кабеля возле стыка зачищают ножом или металлической щеткой. На стык
полумуфт наматывают 10 слоев полиэтиленовой ленты и поверх них — четыре слоя
стеклоленты. Умеренным пламенем газовой горелки или паяльной лампы производят
наплавление ПЭ ленты под стеклолентой. Временной режим сварки приведен в таблице 3:
Таблица 2
|
Время мин. |
Количество циклов |
|||
|
всей сварки |
начального нагрева |
паузы |
последующего |
|
|
17 |
5 |
1 |
1 |
6 |
Далее на каждый крайний стык
наматывают по 3-4 слоя полиэтиленовой ленты и 2-3 слоя стеклоленты.
Герметизацию стыков производят также, как и герметизацию стыков внутренней
муфты.
10.5.5. После монтажа внешней
защитной муфты производят ее заливку гидрофобным заполнителем. Для этого в
корпусе муфты, возле начала конусной части, ножом делают одно отверстие
диаметром 10-12 мм. В отверстие вставляют воронку, через которую в муфту
заливают нагретый до 80-90°С гидрофобный заполнитель. Во время заливки муфта
должна быть в наклонном (на угол, примерно, 30°С) положении. Отверстие в муфте
должно быть в верхней точке. По мере остывания и усадки заполнитель, примерно,
в течение одного часа, доливают в муфту.
После заливки муфты
отверстие герметизируют наплавлением полиэтиленовой ленты под стеклолентой.
10.6. Ремонт соединительной муфты
10.6.1. Вскрытие муфты
При необходимости ремонта
муфты в нижней и верхней части внешней муфты делают по два отверстия диаметром
15 — 17 мм. На муфту устанавливают металлический кожух, в котором с помощью
паяльной лампы или газовой горелки создают температуру 70 — 80°С. Под муфту устанавливают противень.
Примерно в течение часа производят выплавление гидрофобного заполнителя из
внешней муфты. Затем вскрывают внешнюю муфту. Части муфты сдвигают в стороны по
кабелю. Внутреннюю муфту протирают от остатков заполнителя ветошью, смоченной в
бензине, а затем — сухой. Далее вскрывают внутреннюю муфту. Части муфты
сдвигают к внешней муфте, производят вскрытие кассеты и ремонт волокон или
сварных соединений.
10.6.2. Восстановление муфты
При последующем
восстановлении муфты стыки внутренней и внешней муфт герметизируют наплавлением
полиэтиленовой ленты под стеклолентой. На внешней муфте сначала заделывают
отверстия в нижней ее части, а после заливки гидрофобного заполнителя — в
верхней.
11. МОНТАЖ СОЕДИНИТЕЛЬНОЙ МУФТЫ СМОК 6/14
11.1. Конструкция
соединительной муфты
Сращивание строительных длин
оптического кабеля, прокладываемого в кабельной канализации производится с
применением соединительной муфты СМОК в состоянии поставки, представляющей
собой комплект деталей и материалов, изготовленный по ТУ 45-86 (АХП4.468.049
ТУ), имеющий этикетку и упакованный в полиэтиленовый или бумажный мешок. Состав
комплекта и назначение его деталей и материалов приведены в прил. 4.
11.2. Подготовка кабеля к монтажу
11.2.1. Перед началом работ
необходимо убедиться в том, что концы проложенного кабеля герметично заделаны
полиэтиленовыми колпачками. Снятие колпачков разрешается только непосредственно
перед монтажом или при необходимости проведения дополнительных контрольных,
измерений с последующей герметизацией концов оптического кабеля до начала
монтажа. Если на концах ОК колпачки отсутствуют, необходимо убедиться в
отсутствии воды в кабеле.
11.2.2. При монтаже муфты в
монтажно-измерительной автомашине после установки автомашины возле люка колодца
оба конца ОК, не раскручивая колец, подают к монтажному столу.
На длине 2000 мм оба конца ОК протирают бензином
Б-70, а затем — сухой ветошью.
11.3. Монтаж соединительной муфты
11.3.1. Вскрывают
полиэтиленовый пакет с комплектом деталей и материалов для монтажа
соединительной муфты. На торце усеченной части обоих конусов и с одной стороны
обоих полиэтиленовых цилиндров ножом снимают фаску под углом 30°. Проверяют
наличие металлических опорных колец в конусах.
11.3.2. На любой из концов
ОК надвигают один поясок ТУТ 80/40 длиной 60 мм и два пояска ТУТ 80/40 длиной
по 100 мм. Затем на каждый конец ОК надвигают по одному пояску ТУТ 30/15 длиной
по 70 мм, по одному полиэтиленовому конусу и один полиэтиленовый цилиндр, по
одному пояску ТУТ 20/10 или 30/15 длиной по 60 мм.
11.3.3. Закрепляют кабель в
кронштейнах монтажного стола. Производят продольную герметизацию кабеля, как
это делается в п. 10.4.1. руководства.
11.3.4. Поверхность оболочки
ОК и полиэтиленовых конусов в месте стыка протирают бензином Б-70 и зачищают
ножом. Затем на место стыка наматывают три слоя полиэтиленовой ленты и поверх
нее два слоя стеклоленты.
11.3.5. Открытым пламенем
газовой горелки или паяльной лампы производят наплавление полиэтиленовой ленты
под стеклолентой на герметизируемые стыки обоих конусов. Прогрев необходимо
производить, соблюдая следующий циклический режим (табл. 3).
Таблица 3
|
Время, |
Количество циклов (пауза-нагрев) |
|||
|
всей сварки |
начального нагрева |
паузы |
последующего нагрева |
|
|
4 |
1 |
0,5 |
0,5 |
3 |
После остывания места сварки
до температуры примерно 50-60°С стеклоленту снимают. Процесс сварки показан на рис. 11.1.
Рис. 11.1.
11.3.6. На место стыка
полиэтиленового конуса с оболочкой кабеля наматывают в два слоя пояски
герметизирующей ленты (сэвилен или клей-расплав ГИПК 14-13) (рис. 11.2).
Рис. 11.2.
11.3.7. Надвигают на стык
поясок ТУТ 30/15 (рис. 11.3),
усаживают открытым пламенем. Аналогично герметизируют конус на другом конце
кабеля.
Рис. 11.3.
11.3.8. На уровне окончания полиэтиленовых
конусов полиэтиленовую оболочку обоих концов кабеля надрезают и удаляют с
сердечника. Снимают пластмассовые ленты или нити (рис. 11.4).
Рис. 11.4.
Модульные трубки удаляют на
расстоянии 30 — 40 мм от среза оболочки, протирают бензином Б-70 и просушивают.
11.3.9. Из сердечников обоих
концов кабеля освобождают силовые элементы.
11.3.10. Под конуса
подкладывают и примеряют один из желобов металлического каркаса, входящего в
состав монтажного комплекта. При этом расстояние между конусами устанавливают
таким, чтобы концы желоба перекрывали чуть больше половины их цилиндрической
части.
Производят сращивание
стеклостержней центрального и боковых элементов, как это указано в пп. 10.4.3,
10.4.4.
11.3.11. После соединения
центральных силовых элементов приступают к сварке первого оптического волокна.
Счет оптических волокон в кабеле на конце «А» ведется по часовой
стрелке, на конце «В» — против часовой стрелки.
11.3.12. На свободном от
трубки оптическом волокне на длине 30 мм удаляют защитные покрытия и производят
сварку, как это указано в пп. 10.4.7-10.4.10.
11.3.13. Получив
положительные результаты измерений, на сварное соединение устанавливают и
усаживают защитную термоусаживаемую гильзу.
11.3.14. Под конуса
устанавливают половинку металлического опорного каркаса (желоб), входящего в
состав комплекта материалов. Желоб прикрепляют к конусам липкой лентой или
перевязкой.
11.3.15. В каркас вкладывают
на всю его длину между конусами полоску из полиэтиленовой пленки длиной 800 мм
шириной 200 мм (рис. 11.5).
Рис. 11.5.
Вкладыш прикрепляют по
концам к каркасу полоской липкой ленты (рис. 11.6).
11.3.16. После остывания
термоусаживаемой гильзы оптическое волокно укладывают в металлическом каркасе,
а гильзу подвязывают к центральному силовому элементу в двух местах (рис. 11.7).
В паспорте на муфту отмечают место установки гильзы.
Рис. 11.6.
Рис. 11.7.
11.3.17. Кольца оптического волокна
связывают между собой ниткой без затяжки, оставляя их при этом в свободном
состоянии.
11.3.18. После выкладки
оптического волокна и закрепления защитной гильзы снова производят проверку
сварного соединения рефлектометром и только после этого приступают к подготовке
к сварке и сварке следующего волокна аналогично первому.
11.3.19. После сварки и
выкладки всех оптических волокон вкладыш из полиэтиленовой пленки сворачивают
трубкой (рис.
11.8), вкладывают паспорт на муфту (прил. 9) с указанием
распределения защитных гильз по счету волокон в кабеле и закрывают сверху
второй частью металлического каркаса (рис. 11.9).
Рис. 11.8.
Рис. 11.9.
Затем поверх каркаса
устанавливают цилиндрическую часть муфты с равным перекрытием конусов (рис. 11.10).
Рис. 11.10.
11.3.20. Полиэтиленовую поверхность
возле герметизируемых стыков цилиндра с конусами протирают бензином Б-70,
зачищают ножом или металлической щеткой. Затем возле каждого стыка с обеих
сторон наматывают в два слоя пояски герметизирующей ленты (сэвилен или
клей-расплав ГИПК 14-13). Концы лент закрепляют, оплавив на пламени спички.
11.3.21. На каждый стык
устанавливают и усаживают открытым пламенем пояски термоусаживаемой трубки
80/40 шириной по 100 мм (рис. 11.11).
11.4. Проверка герметичности смонтированной
муфты
После монтажа соединительной
муфты проверяют ее герметичность местным избыточным воздушным давлением. Для
этого к цилиндрической части корпуса муфты, нагретой металлической пластиной,
приваривают полиэтиленовый патрубок (оболочка кабеля ТПП 10х2х0,5). Через
патрубок в корпусе муфты делают прокол шилом или проплав нагретым металлическим
стержнем. К патрубку присоединяют через осушительный бачок с селикагелем
автомобильный насос.
Рис. 11.11.
С помощью насоса в муфте
создают избыточное воздушное давление примерно 98 кПа (1,0 кг/см2).
Проверку производят прибором УЗТИ, а при его отсутствии — обмыливанием муфты.
После проверки муфту тщательно промывают водой от остатков мыла и затем
протирают насухо. Полиэтиленовый патрубок срезают ножом. На отверстие в корпусе
муфты накладывают вдвое сложенный отрезок сэвиленовой ленты длиной 30-35 мм (в
сложенном виде) и закрепляют его нагретой металлической пластиной. Затем над
этим участком устанавливают и усаживают открытым пламенем поясок ТУТ 80/40
шириной 60 мм, надвинутый первым на кабель до его монтажа.
11.5. Далее муфту снимают с
монтажного стола и опускают в колодец. Запас кабеля снова сворачивают кольцами
с обеих сторон от муфты. Под смонтированную муфту подкладывают прокладку и
прикрепляют ее к консолям.
11.6. Ремонт смонтированной соединительной муфты
11.6.1. При необходимости
ремонта (демонтажа) соединительных муфт пояски ТУТ на стыках срезают ножом и
удаляют остатки герметика. Полиэтиленовый цилиндр сдвигают с конусов в сторону
кабеля и снимают верхний металлический желоб, тем самым, предоставляя доступ к
оптическим волокнам.
11.6.2. При последующем
восстановлении муфты все операции выполняют в обратной последовательности. Стык
полиэтиленового цилиндра с конусами герметизируют наплавлением 6 слоев
полиэтиленовой ленты под слоями стеклоленты или двухслойной термоусаживаемой
ленты «Радлен».
Временной режим сварки:
общее время
сварки 12 мин
время
начального нагрева 3
мин
пауза 0,5
мин
время
последующего нагрева 0,5 мин
количество
циклов «пауза-нагрев» 9
11.7. Маркировка кабеля и муфты
11.7.1. Маркировка
В смотровых устройствах
кабельной канализации на кабель возле смонтированной муфты, а также на кабель в
транзитных колодцах и шахтах устанавливают свинцовое нумерационное кольцо или пластмассовую
бирку. На кольце или бирке указывают:
— между какими АТС проложен
кабель;
— марку кабеля;
— номер кабеля.
11.7.2. Метка кабеля
В смотровых устройствах на
ОК и в средней части смонтированной муфты желтой краской делают предупреждающую
отметку размером примерно 20х20 мм. По окружности канала кабельной канализации
наносят желтой краской полосу шириной не менее 50 мм.
12. УСТАНОВКА НРПГ
12.1. Установку НРПГ
осуществляют в соответствии с проектом. При группировании строительных длин,
необходимо учесть запас кабеля на его подключение к стабкабелям НРПГ.
12.2. При установке НРПГ в
грунт, стыковку линейного кабеля с стабкабелями производят соединительными
муфтами ММЗОК 12/20.
12.3. В случае установки
НРПГ в колодце кабельной канализации используют муфту СМОК 6/14.
12.4. При установке НРПГ на
оптическом кабеле, подвешиваемом на столбовых опорах, также используют муфту
ММЗОК 12/20, располагаемую в месте, указанном проектом. Концы кабеля выводят и
крепят на опоре в соответствии с указаниями гл. 9 Руководства.
Приложение 1
СПИСОК ЛИТЕРАТУРЫ
1. Руководство по прокладке,
монтажу и сдаче в эксплуатацию ВОЛС внутризоновых сетей. — М.: ССКТБ, 1987.
2. Технологическая карта на
входной контроль оптических кабелей связи ГТС и внутризоновых сетей. — М.:
ССКТБ, 1987.
3. Технологическая карта на
прокладку оптических кабелей связи внутризоновых сетей. — М.: ССКТБ, 1988.
4. Технологическая карта на
монтаж прямой и разветвительной муфт внутризонового оптического кабеля связи
марки ОЗКГ-1-0,7-4/4. — М.: ССКТБ, 1989.
5. Технологическая карта на
монтаж станционной разветвительной муфты оптического кабеля внутризоновой связи
ОЗКГ-1. 2 М.: ССКТБ, 1989.
6. Временное руководство по
прокладке, монтажу и измерениям оптического кабеля связи на строительстве
ВОЛС-33. — М.; ССКТБ, 1989.
7. Руководство по монтажу
соединительных муфт на оптических кабелях связи марок ОЗКГ-2 и ОЗКГ-3. — М.:
ССКТБ, 1990.
8. Комплект технологических
карт по прокладке и монтажу одномодовых оптических кабелей связи,
прокладываемых на строительстве ВОЛС Минск-Смолевичи. — М.: ССКТБ, 1990.
9. Руководство по монтажу и
ремонту внутризонового оптического кабеля ОКЗБ. — М.: ССКТБ, 1992.
10. Руководство по
прокладке, монтажу и измерениям одномодовых оптических кабелей связи на
строительстве ВОЛС Тольятти-Шигоны. — М.: ССКТБ, 1992.
11. Карта трудового процесса
сварки оптического волокна при монтаже соединительной муфты оптического кабеля
связи. КТО.0-15.005-87. — М.: ССКТБ. 1987.
12. Карта трудового процесса
монтажа соединительной муфты на оптическом кабеле ОКЛ-50-2-0,7-1,5-4,
прокладываемом в кабельной канализации. КТО.0-15.004-86. — М.: ССКТБ, 1986.
13. Временные
производственные нормы расхода материалов на монтаж соединительных муфт СМОК и
ММОК оптического кабеля связи. — М.: ССКТБ, 1987.
14. Технологическая карта на
прокладку оптического кабеля ГТС в кабельной канализации. — М.: ССКТБ, 1989.
15. Технологическая карта на
монтаж соединительной муфты СМОК оптического кабеля ГТС. — М.: ССКТБ, 1988.
16. Кабели оптические для
сельских линий связи на длине волны 1,3 мкм. ТУ 16.К71-216-94.
Приложение 2
ВЕДОМОСТЬ
потребности в основных машинах, механизмах и транспортных средствах
|
№ пп. |
Наименование машин |
Тип, марка |
Кол-во, шт. |
|
1. |
Корчеватель |
на базе Т-130 |
2 |
|
2. |
Трактор трелевочный |
ТДТ-60 |
2 |
|
3. |
Бульдозер |
на базе Т-130 |
1 |
|
4. |
Кабелепрокладочный комплекс со |
КНВ-2К |
1 |
|
5. |
Кабелеукладчик |
КНВ-2, КУ-120 |
1 |
|
6. |
Трактор |
Т-130Б |
3 |
|
7. |
Комплексная машина для прокола |
КМ-170 на базе ЗИЛ-157 |
1 |
|
8. |
Автокран |
К-3562А |
1 |
|
9. |
Экскаватор |
ЭО-2661 |
2 |
|
10. |
Лаборатория ЛИОК |
— |
2 |
|
11. |
Транспортер кабельный |
ККТ-4 |
2 |
|
12. |
Экскаватор траншейный |
ЭТЦ 165 |
2 |
|
13. |
Пропорщик |
ПГ-1 |
1 |
|
14. |
Агрегат сварочный |
АДД-311 |
1 |
|
15. |
УАЗ-469 (оперативная машина) |
— |
2 |
|
16. |
Микроавтобус (перевозка |
РАФ |
1 |
|
17. |
Автомашина для перевозки людей |
ЗИЛ-131, ЗИЛ-157, ГАЗ-66 |
5 |
|
18. |
Автомашина |
УАЗ-452 |
1 |
|
19. |
Автомашина |
ЗИЛ-ММЗ-555 |
1 |
|
20. |
Автомашина для перевозки грунта |
ЗИЛ-157 |
1 |
|
Примечание. Указанные марки автомашин, |
Приложение 3
ПЕРЕЧЕНЬ
устройств, приспособлений и приборов, применяемых при монтаже ОК
|
Наименование |
ГОСТ, ТУ, чертеж |
Кол-во, шт. |
|
Переносное устройство для |
1 |
|
|
Комплект радиостанций |
тип «Лен» |
3 |
|
Насос автомобильный с |
чертеж изготов. |
1 |
|
Рамка ножовочная ручная |
ГОСТ 17270-71 |
1 |
|
Полотно ножовочное по металлу |
ГОСТ 6645-68 |
2 |
|
Рулетка измерительная |
ГОСТ 11900-60 |
1 |
|
Нож монтерский |
чертеж изготов. |
1 |
|
Газовая горелка с заправленным |
ТУ 45-76 С6.2.977.СОСТУ |
1 |
|
паяльная лампа 0,5 л, заправленная |
ТУ 45-343-72 |
1 |
|
Плоскогубцы |
ГОСТ 72362-73 |
2 |
|
Кусачки боковые |
ТУ 346-72 |
2 |
|
Кордная металлическая щетка |
1 |
|
|
Напильник трехгранный |
ГОСТ 1465-80 |
1 |
|
Чайник для разогрева |
чертеж изготов. |
1 |
|
Воронка металлическая для |
1 |
|
|
Термометр со шкалой до 100°С |
ГОСТ 2823-60 |
1 |
|
УЗТИ |
чертеж изготов. |
1 |
ПЕРЕЧЕНЬ
приборов и устройств, применяемых при
измерениях ОК
|
Наименование |
Кол-во, шт. |
|
Тестер оптический |
2 |
|
Нормализующая катушка (для |
2 |
|
Котировочное устройство |
2 |
|
Измеритель коэффициента ошибок |
1 |
|
Рефлектометр |
1 |
Приложение 4
ПЕРЕЧЕНЬ
материалов и изделий, применявшихся при монтаже соединительных муфт
Перечень материалов и
изделий, применяющихся при монтаже прямой муфты ММЗОК 12/20 приведен в табл. 1.
Таблица 1
|
Наименование |
ГОСТ, ТУ, чертеж |
Единица измерения |
Кол-во |
Назначение |
|
1 |
2 |
3 |
4 |
5 |
|
Корпус |
АХП7.800.030-07 |
шт. |
1 |
внутренняя |
|
Корпус |
АХП7.800.030-10 |
то же |
1 |
то же |
|
Корпус |
АМ17.800.031-04 |
-«- |
1 |
внешняя |
|
Корпус |
АХП7.800.031-07 |
-«- |
1 |
то же |
|
Конус |
АХП7.899.011 |
-«- |
2 |
для |
|
Конус |
АХП7.899.014 |
-«- |
2 |
то |
|
Кассета |
АХП8.212.048 |
-«- |
2 |
для |
|
Крышка |
АХП8.057.043 |
-«- |
2 |
для |
|
Гильза |
АХП8.236.066 |
-«- |
14 |
для |
|
Гильза |
АХП8.236.069 |
-«- |
1 |
для |
|
Кольцо |
АХП8.245.016-08 |
-«- |
1 |
для |
|
Кольцо |
АХП8.245.022 |
-«- |
2 |
то же |
|
Кольцо |
АХП8.245.023 |
-«- |
2 |
-«- |
|
Кольцо |
АХП8.245.026 |
-«- |
1 |
-«- |
|
Комплект |
РФ4.074.001ТУ |
шт. |
10 |
для |
|
Термоусаживаемые |
ТУ |
|||
|
Т-2-100/50 |
мм |
160 |
для |
|
|
Т-2-80/40 |
то же |
140 |
для |
|
|
Т-2-60/30 |
-«- |
140 |
для |
|
|
Пленка |
ГОСТ 10354-82 |
-«- |
3600 |
для |
|
Стеклолента |
ГОСТ |
-«- |
3000 |
то же |
|
Сэвиден |
ТУ ТУ-05-251-99-7 |
-«- |
2500 |
в |
|
Нитки |
ОСТ |
-«- |
1000 |
для |
|
Бензин |
ГОСТ |
л |
1,66 |
для |
|
Бензин-растворитель |
ГОСТ |
г |
33,6 |
для |
|
Спирт |
ГОСТ |
г |
26,52 |
то же |
|
Ветошь |
ГОСТ |
кг |
1,4 |
для |
|
Полиэтиленовый |
ГОСТ 16336-77 |
шт. |
1 |
для |
|
Гидрофобный |
ГОСТ |
кг |
2,5 |
для |
|
Паста |
г |
5 |
для |
|
|
Канифоль |
г |
1,5 |
для |
|
|
Припой |
г |
13 |
для |
|
|
Припой |
то же |
3 |
для |
|
|
ЛПК |
-«- |
2,5 |
для |
|
|
Лента |
ГОСТ |
м |
1,1 |
для |
Перечень материалов и
изделий, применяющихся при монтаже соединительной муфты СМОК приведен в табл. 2.
Таблица 2
|
Наименование |
Единица измерения |
Кол-во |
|
|
1 |
2 |
3 |
4 |
|
Конус |
АХП |
шт. |
2 |
|
Корпус |
АХП |
то же |
1 |
|
Металлическое |
АХП |
-«- |
2 |
|
Металлический |
АХП |
-«- |
1 |
|
Защитная |
АХП |
-«- |
5 |
|
Гильза |
— |
-«- |
1 |
|
Гильза |
ГОСТ |
-«- |
1 |
|
Термоусаживаемая |
ТУ |
-«- |
3 |
|
термоусаживаемая |
то же |
-«- |
1 |
|
Термоусаживаемая |
ТУ |
шт. |
1 |
|
Сэвилен |
ТУ |
м |
2,46 |
|
Пленка |
ГОСТ 10354-82 |
мм |
100 |
|
Стеклолента |
ГОСТ |
то же |
1400 |
|
Нитки |
ГОСТ |
-«- |
1000 |
|
Патрубок |
ГОСТ 16336-77 |
-«- |
100 |
|
Пленка |
ГОСТ 10354-82 |
||
|
Бензин |
ГОСТ |
л |
0,39 |
|
Бензин-растворитель |
ОСТ |
то же |
33,6 |
|
Спирт |
ГОСТ |
г |
26,5 |
|
Ветошь |
ГОСТ |
кг |
0,28 |
|
Припой |
ГОСТ |
г |
13 |
|
Паста |
«Сборник |
-«- |
10 |
|
Тампон |
— |
-«- |
0,6 |
|
Кольцо |
чертеж |
шт. |
2 |
|
Нитрокраска |
— |
г |
30 |
|
Примечание. |
Приложение 5
ЖУРНАЛ
учета строительных длин кабеля, поступивших на склад
|
№ пп |
Дата поступления |
Номер транспорт. документа |
Марка кабеля (тип |
Завод-изготовитель |
Заводской номер |
Длина кабеля, м |
Тип бараба |
Отправлен на |
Примечание |
||
|
дата |
регенерационный |
номер укладочной |
|||||||||
Приложение 6
ПРОТОКОЛ ВХОДНОГО КОНТРОЛЯ
|
№№ -барабанов |
Дли на ОК, м |
№ ОВ |
Данные паспорта |
Мощность излучения |
Результаты расчета |
Дата проверки |
Заключение о |
||
|
коэф. затухания, |
Рвых дБм, |
Рвх |
затухание дБ |
коэф. затухания, |
|||||
|
Примечание. Затухание оптических волокон определяется по формуле:
Коэффициент
Измерительные приборы ________________________________________________________________________ Проверку производил «___»________ |
|||||||||
Приложение 7
Объект __________________________________________________________________
ОУП ______________________
ОУП _________________________________________
Участок
_________________________________________________________________
ПРОТОКОЛ
испытаний строительной длины кабеля
Заводской номер барабана
__________________________________________________
Марка кабеля
_____________________________________________________________
Завод-изготовитель
_______________________________________________________
Длина, м _________________________________________________________________
Место хранения
__________________________________________________________
Внешний осмотр
Состояние барабана
_______________________________________________________
Состояние обшивки
_______________________________________________________
Состояние концов
_________________________________________________________
Наличие паспорта
_________________________________________________________
Осмотр
производил (____________________)
«___»________
19__г.
Приложение 8
УКЛАДочная ведомость
строительных длин
|
№ пп. |
Номер барабана |
Длина кабеля |
Порядковый номер |
Дата вывозки на |
Примечание |
Составил _________________________________»___»________
19__г.
Приложение 9
ПАСПОРТ
на смонтированную муфту оптического кабеля
Муфта №
_______________________________________________________________
Оптическая линия связи __________________________________________________
Регенерационный участок
_________________________________________________
Марка кабеля
____________________________________________________________
Наименование монтажной
организации _____________________________________
Сведения о ремонте
______________________________________________________
________________________________________________________________________
1
2
3
4
5
6
|
№ ОВ |
Направление |
Среднее значение затухания |
|
|
А-Б |
Б-А |
||
|
Затухание, дБ |
|||
|
1 |
|||
|
2 |
|||
|
3 |
|||
|
4 |
|||
|
5 |
|||
|
6 |
|||
|
7 |
|||
|
8 |
Измерительные
приборы (марка, заводской №) _______________________________
Монтаж производился (ФИО
монтажника) ___________________________________
«___»_________19__г.
Приложение 10
ПАСПОРТ РЕГЕНЕРАЦИОННОГО УЧАСТКА
|
Регенерационный участок __________________________________________________ Общая |
||||||||
|
№ ОВ |
Направление |
Среднее* значение |
Дата проведения |
|||||
|
Направление А-Б |
Направление Б-А |
|||||||
|
Мощность излучения |
Результаты расчета |
Мощность излучения |
Результаты расчета |
|||||
|
Рвых |
Рвх ед. |
Затухание, А, дБм |
Рвых |
Рвх ед. |
Затухание, А, дБм |
|||
|
1 |
||||||||
|
2 |
||||||||
|
3 |
||||||||
|
4 |
||||||||
|
5 |
||||||||
|
6 |
||||||||
|
7 |
||||||||
|
8 |
||||||||
|
* Графа заполняется при измерении |
||||||||
|
Измерительные ________________________________________________________________________ ________________________________________________________________________ Измерения проводили (ФИО ________________________________________________________________________ ________________________________________________________________________ «___»_________19__г. |
Приложение 11
Наконечник для
заготовки оптического кабеля НОК
СОДЕРЖАНИЕ
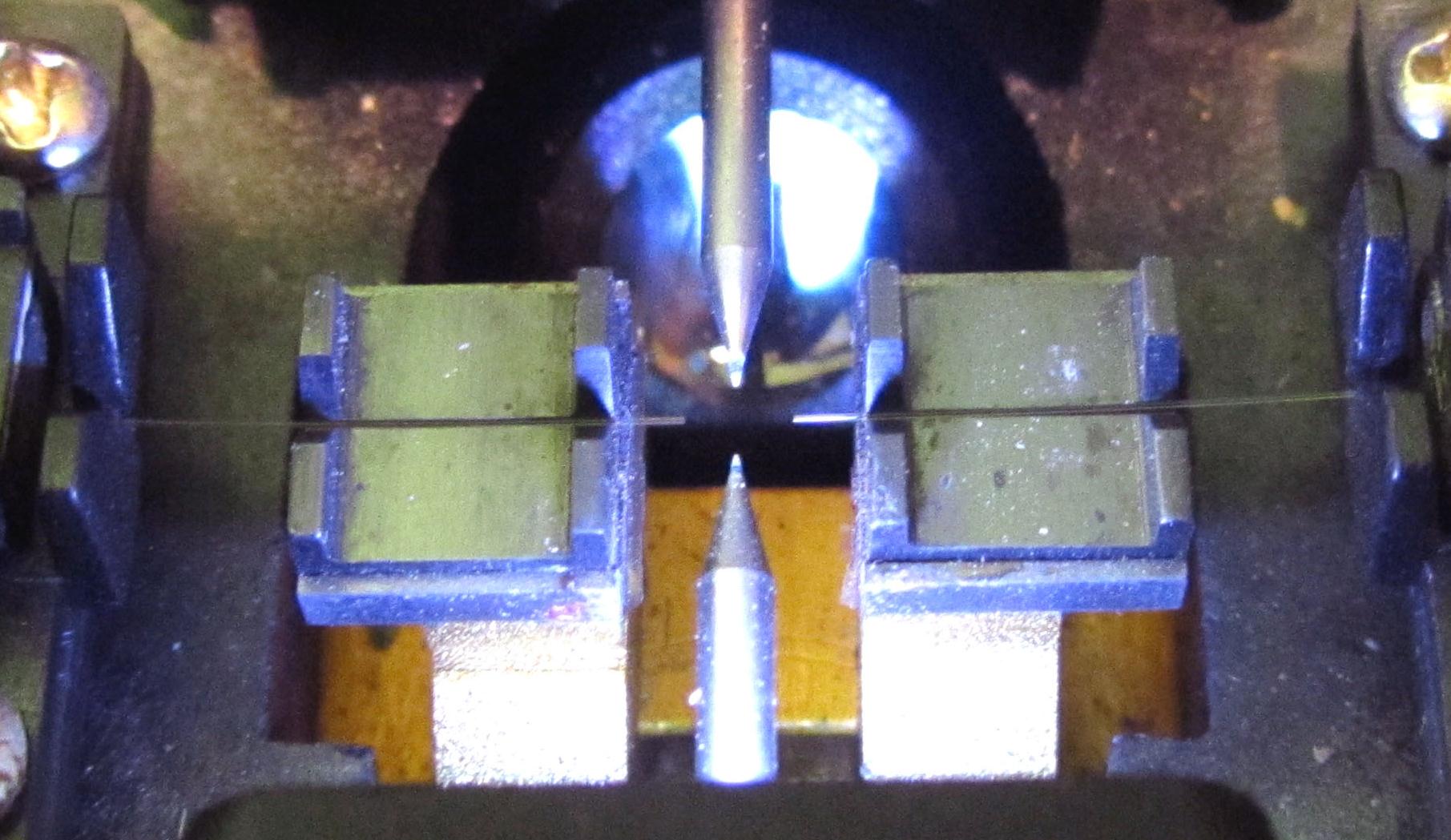
Волокна заряжены в сварочный аппарат
Здравствуйте, читатели Хабра! Все слышали про оптические волокна и кабели. Нет нужды рассказывать, где и для чего используется оптика. Многие из вас сталкиваются с ней по работе, кто-то разрабатывает магистральные сети, кто-то работает с оптическими мультиплексорами. Однако я не встретил рассказа про оптические кабели, муфты, кроссы, про саму технологию сращивания оптических волокон и кабелей. Я — спайщик оптических волокон, и в этом (первом своём) посте хотел бы рассказать и показать вам, как всё это происходит, а также часто буду в своём рассказе отвлекаться на прочие смежные с этим вещи. Опираться буду в основном на свой опыт, так что я вполне допускаю, что кто-то скажет «это не совсем правильно», «вот тут неканонично».
Материала получилось много, поэтому возникла необходимость разбить топик на части.
В этой первой части вы прочтёте про устройство и разделку кабеля, про оптический инструмент, про подготовку волокон к сварке. В других частях, если тема окажется вам интересной, я расскажу про методы и покажу на видео сам процесс сращивания самих оптических волокон, про основы и некоторые нюансы измерений на оптике, коснусь темы сварочных аппаратов и рефлектометров и других измерительных приборов, покажу рабочие места спайщика (крыши, подвалы, чердаки, люки и прочие поля с офисами), расскажу немного про крепёж кабелей, про схемы распайки, про размещение оборудования в телекоммуникационных стойках и ящиках. Это наверняка пригодится тем, кто собирается стать спайщиком. Всё это я сдобрил большим количеством картинок (заранее извиняюсь за paint-качество) и фотографий.
Осторожно, много картинок и текста.
Часть 2 здесь.
Вступление
Для начала пара слов обо мне и моей работе.
Я работаю спайщиком оптики. Начинал с телефониста и монтажника, затем поработал в аварийной бригаде на обслуживании магистральной оптики. Сейчас работаю в организации, которая берёт генподряды на строительство объектов и линий связи у различных компаний. Типичный объект строительства — кабельная линия, связывающая несколько контейнеров базовых станций GSM. Или, к примеру, несколько колец FTTB. Или что помельче — например, прокладка кабеля между двумя серверными на разных этажах здания и разварка на концах кабеля кроссов.
Если тендер выигран, ищутся подходящие субподрядчики, выполняющие работы (проектно-изыскательные и строительно-монтажные). В некоторых регионах это наши дочерние предприятия, в некоторых есть собственная техника и ресурсы, в некоторых нанимаются независимые компании. На наши же плечи главным образом ложится контроль, устранение косяков субподрядчиков и различных форс-мажоров, всевозможные согласования с собственниками земель и администрациями, иногда составление исполнительной документации по построенному объекту (документация — главным образом РД 45.156-2000, вот здесь есть перечень, плюс ещё добавляется раздел с разными лицензиями) и прочее. Зачастую нужна работа с оптикой: сварить или переварить где-то оптическую муфту или кросс, устранить последствия сбитой стритрейсером опоры или упавшего на кабель дерева, провести входной контроль барабана кабеля, снять рефлектограммы участка и прочее. Именно эти задачи я и выполняю. Ну и попутно, когда нет задач по оптике — прочие задачи: от погрузочно-монтажных через курьерско-доставочные до копировально-бумажных работ. 
Оптический кабель, его виды и внутренности
Итак, что представляет собой оптический кабель? Кабели бывают разные.

По конструкции — от самых простых (оболочка, под ней пластиковые трубочки-модули, в них сами волокна) до супернавороченных (множество слоёв, двухуровневая броня — например, у подводных трансокеанских кабелей).

По месту использования — для наружной и внутренней прокладки (последние встречаются редко и обычно в дата-центрах высокого класса, где всё должно быть идеально правильно и красиво). По условиям прокладки — для подвеса (с кевларом или тросиком), для грунта (с бронёй из железных проволочек), для прокладки в кабельной канализации (с бронёй из гофрированного металла), подводные (сложная, сверхзащищающая многослойная конструкция), для подвеса на опорах ЛЭП (кроме передачи информации, выпоняют роль молниезащитного троса). В моей практике чаще всего встречаются кабели для подвеса на столбы (с кевларом) и для прокладки в грунт (с бронёй). Пореже попадаются с тросиком и с гофробронёй. Ещё часто встречается кабель, который по существу есть тонкий спаренный оптический патч-корд (жёлтая оболочка у одномода и оранжевая — у многомода, чуток кевлара и одно волокно; две оболочки спарены). Прочие оптические кабели (без защиты, подводные, для прокладки в помещениях) — экзотика. Почти все кабели, с которыми я работаю, имеют конструкцию, как на картинке ниже.
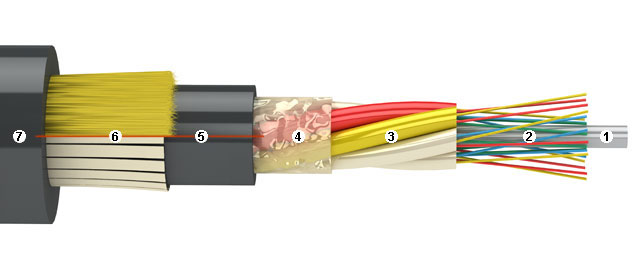
1 — центральный силовой элемент (проще говоря — пруток из стеклопластика, хотя может быть и тросик в полиэтиленовой оболочке). Служит для центрирования трубок-модулей, придания жёсткости всему кабелю. За него также часто закрепляют кабель в муфте/кроссе, зажимая под винт. При сильном изгибе кабеля имеет подлое свойство ломаться, ломая попутно и модули с частью волокон. Более продвинутые конструкции кабеля содержат этот пруток, одетый в полиэтиленовую оболочку: тогда его труднее сломать и разрушений в кабеле он при переломе причинит меньше. Пруток бывает и такой, как на рисунке, и совсем тонкий. Кончик такого прутка — отличный абразивный инструмент для тонких работ: например, почистить контакты реле или участок медной детали под пайку. Если его сжечь на пару сантиметров, получится хорошая мягкая кисточка.
2 — сами оптические волокна (на рисунке — в лаковой изоляции). Те самые тончайшие нити-световоды, ради которых всё затевается. В статье речь пойдёт только про стеклянные волокна, хотя где-то в природе существуют и пластиковые, но они — большая экзотика, не варятся аппаратами для сварки оптики (только механическое соединение) и пригодны только на очень малых расстояниях и я лично с ними не сталкивался. Оптические волокна бывают одномодовые и многомодовые, я встречался только с одномодом, так как многомод — менее распространённая технология, может использоваться только на короткие расстояния и во многих случаях прекрасно заменяется одномодом. Волокно состоит из стеклянной «оболочки» из стекла с определёнными примесями (на химии и кристаллографии останавливаться не стану, так как не владею темой). Без лака волокно имеет толщину 125 мкм (чуть толще волоса), а в центре его идёт сердечник диаметром 9 мкм из сверхчистого стекла с другим составом и с немного отличным от оболочки показателем преломления. Именно в сердечнике распространяется излучение (за счёт эффекта полного отражения на границе «сердечник — оболочка»). Наконец, сверху 125-микрометровый цилиндр «оболочки» покрыт другой оболочкой — из особого лака (прозрачного или цветного — для цветовой маркировки волокон), который ЕМНИП тоже двухслойный. Он предохраняет волокно от умеренных повреждений (без лака волокно хоть и гнётся, но плохо и легко сломать, волокно элементарно раскрошится от случайно положенного на него мобильника; а в лаке его можно смело обмотать вокруг карандаша и довольно сильно дёрнуть — оно выдержит). Случается, что пролёт кабеля провисает на одних волокнах: порвало (пережгло, порезало) все оболочки, кевлар, лопнул центральный пруток, а какие-то 16 или 32 125-микрометровых стеклянных волокна могут неделями держать вес пролёта кабеля и ветровые нагрузки! Тем не менее, даже в лаке волокна можно легко повредить, поэтому в работе спайщика самое главное — дотошность и аккуратность. Одним неловким движением можно испортить результаты целого дня работы или, если особо не повезёт и нет резервирования, надолго уронить магистральную связь (если, копаясь в «боевой» магистральной муфте, сломать волокно с DWDM-ом под корешок на выходе из кабеля).
Волокон бывает много сортов: обычное (SMF или просто SM), со смещённой дисперсией (DSF или просто DS), с ненулевой смещённой дисперсией (NZDSF, NZDS или NZ). Внешне различить их нельзя, разница — в химическом/кристаллическом составе и, возможно, в геометрии центрального сердечника и в плавности границы между ним и оболочкой (к сожалению, так для себя и не прояснил этот вопрос до конца). Дисперсия в оптических волокнах — суровая и сложная для понимания штука, достойная отдельной статьи, поэтому объясню проще — по волокнам со смещённой дисперсией можно передавать сигнал без искажений дальше, чем по простым. На практике спайщики знают два типа: простое и «со смещёнкой». В кабеле часто выделяют первый модуль под «смещёнку», а остальные — под простые волокна. Стыковать «смещёнку» и простое волокно можно, но нежелательно, это вызывает один интересный эффект, о котором я расскажу в другой части, про измерения.
3 — пластиковые трубочки-модули, в которых плавают в гидрофобе волокна.
Кабель, разделанный до модулей

Легко ломаются (точнее, внезапно перегибаются) при изгибе наподобие телескопических антенн у бытовых приёмников, ломая внутри себя волокна. Иногда модуль бывает всего один (в виде толстой трубки), а в нём пучок волокон, но в этом случае нужно слишком много разных цветов для маркировки волокон, поэтому обычно делают несколько модулей, в каждом из которых от 4 до 12 волокон. Единого стандарта на расцветку и количество модулей/волокон нет, каждый производитель делает по-своему, отображая всё в паспорте на кабель. Паспорт прилагается к барабану кабеля и обычно пришпиливается степлером к дереву прямо внутри барабана.
Паспорт кабеля
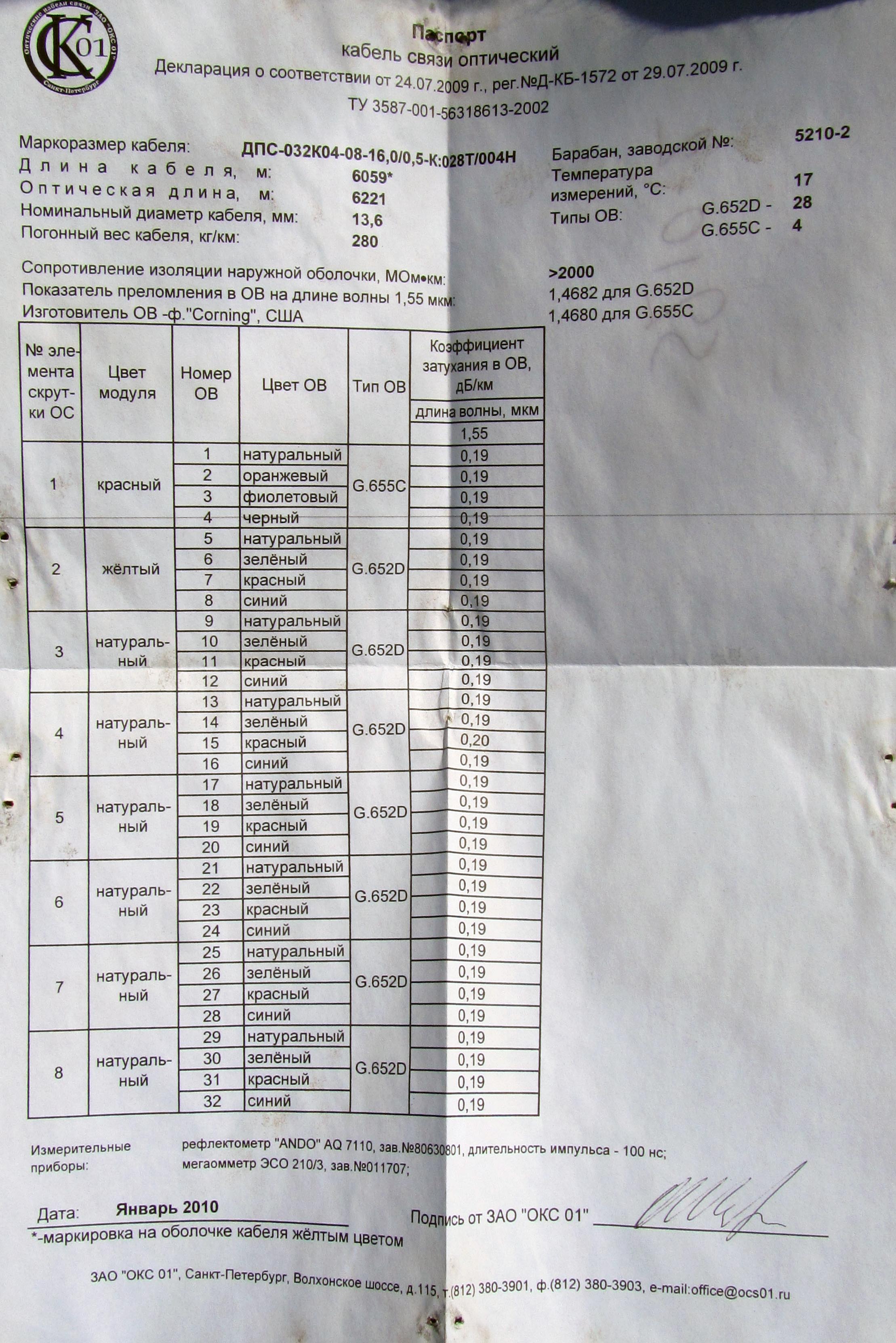
Типичный паспорт на кабель. Извиняюсь за качество.
Однако есть надежда, что, скажем, кабель «ДПС» у производителей «Трансвок» и «Белтелекабель» окажется всё-таки одинаковым по конфигурации. Но всё равно нужно смотреть паспорт на кабель, где всегда указана подробная расцветка и то, какого типа волокна в каких модулях лежат. Минимальная ёмкость «взрослого» кабеля, что я встречал — 8 волокон, максимальная — 96. Обычно 32, 48, 64. Бывает, что из всего кабеля занято 1 или 2 модуля, тогда вместо остальных модулей вкладывают чёрные заглушки-пустышки (чтобы габаритные параметры кабеля не изменились).
4 — плёнка, оплетающая модули. Играет второстепенные роли — демпфирующую, снижающую трение внутри кабеля, доп.защита от влаги, удерживающую гидрофоб в пространстве между модулей и, возможно, что-то ещё. Часто бывает дополнительно стянута нитками крест-накрест и с обеих сторон смочена гидрофобным гелем.
5 — тонкая внутренняя оболочка из полиэтилена. Доп.защита от влаги, защитная прослойка между кевларом/бронёй и модулями. Может отсутствовать.
6 — кевларовые нити или броня. На рисунке броня из прямоугольных прутков, но куда чаще встречается из круглых проволочек (в импортных кабелях — проволочки сталистые и трудноперекусываемые даже тросокусами, в отечественных — обычно из гвоздевого железа). Броня может быть и в виде стеклопластиковых прутков, таких же, как центральный элемент, но на практике не встречался с таким. Кевлар нужен, чтобы кабель выдерживал большое усилие на разрыв и при этом не был тяжёлым. Также часто используется вместо тросика там, где в кабеле не должно быть металла во избежание наводок (например, если кабель висит вдоль железной дороги, где рядом контактный провод с 27,5 кВ). Типичные значения допустимого растягивающего усилия для кабеля с кевларом — 6…9 килоньютонов, это позволяет выдержать большой пролёт при ветровой нагрузке. При разделке кевлар страшно тупит режущий инструмент. Поэтому его лучше резать или специальными ножницами с керамическими лезвиями, или откусывать тросокусами, что я и делаю.
Что касается брони — она призвана защитить подземный кабель, лежащий прямо в грунте, без защиты в виде пластиковой трубы, кабельной канализации и пр. Впрочем, защитить броня может только от лопаты, экскаватор всё равно рвёт любые кабели влёт. Поэтому подземный кабель закладывается в грунт на 1м 20 см, а над ним на глубине 60 см кладётся жёлтая или оранжевая сигнальная лента с принтом «Осторожно! Не копать! Ниже кабель», а также вдоль трассы ставятся столбики, предупреждающие таблички и аншлаги. Но всё равно копают и рвут.
7 — внешняя толстая оболочка из полиэтилена. Принимает на себя первой все тяготы при прокладке и эксплуатации кабеля. Полиэтилен мягкий, так что её несложно порезать при неаккуратной затяжке кабеля. Случается, что при прокладке подземного кабеля подрядчик порвёт до брони эту оболочку на несколько метров и не заметит, в грунте в кабель попадает влага несмотря на гидрофоб, а потом на сдаче, при испытаниях внешней оболочки мегаомметром, мегаомметр показывает низкое сопротивление (большой ток утечки).

Если висящий кабель касается бетонного столба или древа, полиэтилен также может быстро протереться до волокон.
Между внешней оболочкой и бронёй может присутствовать полиэтиленовая плёнка и некоторое количество гидрофобного геля.
В России, к сожалению, оптические волокна уже не производят (тут, увы, была бы уместна шутка про полимеры).
Существует российская лаборатиря, изготавливающая опытные волокна для специальных целей, как подсказал esvaf.
Их покупают у таких фирм, как Corning, OFS, Sumitomo, Fujikura и др. Но вот кабели в России и Белоруссии делают! Более того, в моей практике 95% кабелей, с которыми я работал — это кабели из России или Белоруссии. При этом в кабель закладывается импортное волокно. Навскидку из своего опыта припоминаю такие фирмы-производители кабелей, как Белтелекабель, МосКабель Фуджикура (МКФ), Еврокабель, Трансвок, Интегра-кабель, ОФС Связьстрой-1, Саранск-кабель, Инкаб. Есть и другие. Из импортных кабелей в памяти остался только Siemens. Субъективно все кабели похожи по конструкции и материалам и качеством особо не различаются.
Вот, собственно, я рассказал про устройство оптических кабелей. Идём дальше.
Разделка кабеля: необходимый инструмент и методика
Для разделки кабеля, как и для сварки, требуется ряд специфических инструментов. Типичный набор монтажника-спайщика – чемодан с инструментами «НИМ-25», в нём содержатся все нужные стрипперы, тросокусы, отвёртки, бокорезы, плоскогубцы, макетный нож и прочий инструмент, а также помпа или пузырёк для спирта, запас растворителя гидрофоба «D-Gel», нетканные безворсовые салфетки, изолента, самоклеящиеся цифры-маркеры для кабелей и модулей и прочие расходные материалы.

После доукомплектования расходными материалами (стяжки, червячные хомуты и пр) и некоторыми вспомогательными инструментами его вполне достаточно для работы с оптикой. Также существуют и другие наборы, богаче и беднее по комплектации («НИМ-Э» и «НИМ-К»). Слабое место большинства наборов – низкое качество «типа алюминиевого» кейса, который лишь выглядит красиво, но на самом деле состоит из тонкой ДВП, обклееной текстурированной/гофрированной фольгой, и алюминиевых тонких уголков на заклёпках. Он не выдерживает долго в полевых и городских условиях, и его приходится ремонтировать и усиливать. В моём случае кейс выдержал 3 года и, будучи весь подран, стянут уголками и болтами, с «колхозным» органайзером вместо родного, был сменён на обычный пластиковый ящик для инструментов. Некоторые инструменты и материалы из стандартного набора могут оказаться низкого качества. Некоторые инструменты лично мне оказались не нужны. Некоторые за 3 года работы уже были заменены. По мере расходования «фирменных» расходников некоторые заменяются «подручными» без ущерба для качества работы. Так, заводские нетканные безворсовые салфетки для протирки волокон легко заменяются туалетной бумагой типа «зевы плюс». Главное, чтоб была неароматизированная. Вместо дорогого (около 800 р/литр) D-Gel, если работа идёт на открытом воздухе, можно использовать бензин АИ-92.
При разделке кабелей важно выдержать длины элементов кабеля в соответствии с требованием инструкции к муфте: так, в одном случае может понадобиться оставить длинный силовой элемент, чтобы закрепить его в муфте/кроссе, в другом случае он не требуется; в одном случае из кевлара кабеля плетётся косичка и зажимается под винт, в другом случае кевлар отрезается. Всё зависит от конкретной муфты и конкретного кабеля.
Рассмотрим разделку наиболее типичного кабеля:
а) Перед разделкой кабеля, долго находившегося в сырости или без гидроизолированного торца, следует отрезать ножовкой примерно метр кабеля (если позволяет запас), так как длительное воздействие влаги негативно влияет на оптическое волокно (может помутнеть) и на прочие элементы кабеля. Кевларовые нити в кабеле — это отличный капилляр, который может «насосать» в себя воду на десятки метров, что чревато последствиями, если, например, параллельно с кабелем идут провода высокого напряжения: по мокрому кевлару могут начать гулять токи, вода испаряется, раздавливает изнутри внешнюю оболочку, кабель идёт пузырями и через пузыри от дождей попадает новая влага.
б) При наличии в конструкции кабеля отдельного троса для подвески (когда кабель в поперечном сечении имеет форму цифры «8», где в нижней части кабель, в верхней тросик) он выкусывается тросокусами и срезается ножом. При срезании троса важно не повредить кабель.
в) Для снятия внешней оболочки кабеля используется соответствующий нож-стриппер. НИМ-25 обычно комплектуется ножом «Kabifix» как на фото ниже, однако можно использовать и нож-стриппер для электрических кабелей, который с длинной ручкой.

Такой нож-стриппер имеет вращающееся во все стороны лезвие, которое можно отрегулировать по длине в соответствии с толщиной внешней оболочки кабеля, и прижимной элемент для удержания на кабеле. Важно: если приходится разделывать кабели разных марок, то перед разделкой нового кабеля нужно попробовать нож на кончике и, если прорезало слишком глубоко и повредило модули, лезвие надо подкрутить покороче. Хуже некуда, когда муфта уже сварена, и вдруг при укладке волокон одно волокно вдруг «выскакивает» из кабеля, потому что при разделке нож зацепил модуль и сломал это волокно: вся работа насмарку.
Ножом-стриппером для снятия внешней оболочки кабеля делается круговой разрез на кабеле, а затем от него – два параллельных разреза с противоположных сторон кабеля в сторону конца кабеля, чтобы внешняя оболочка распалась на две половинки.
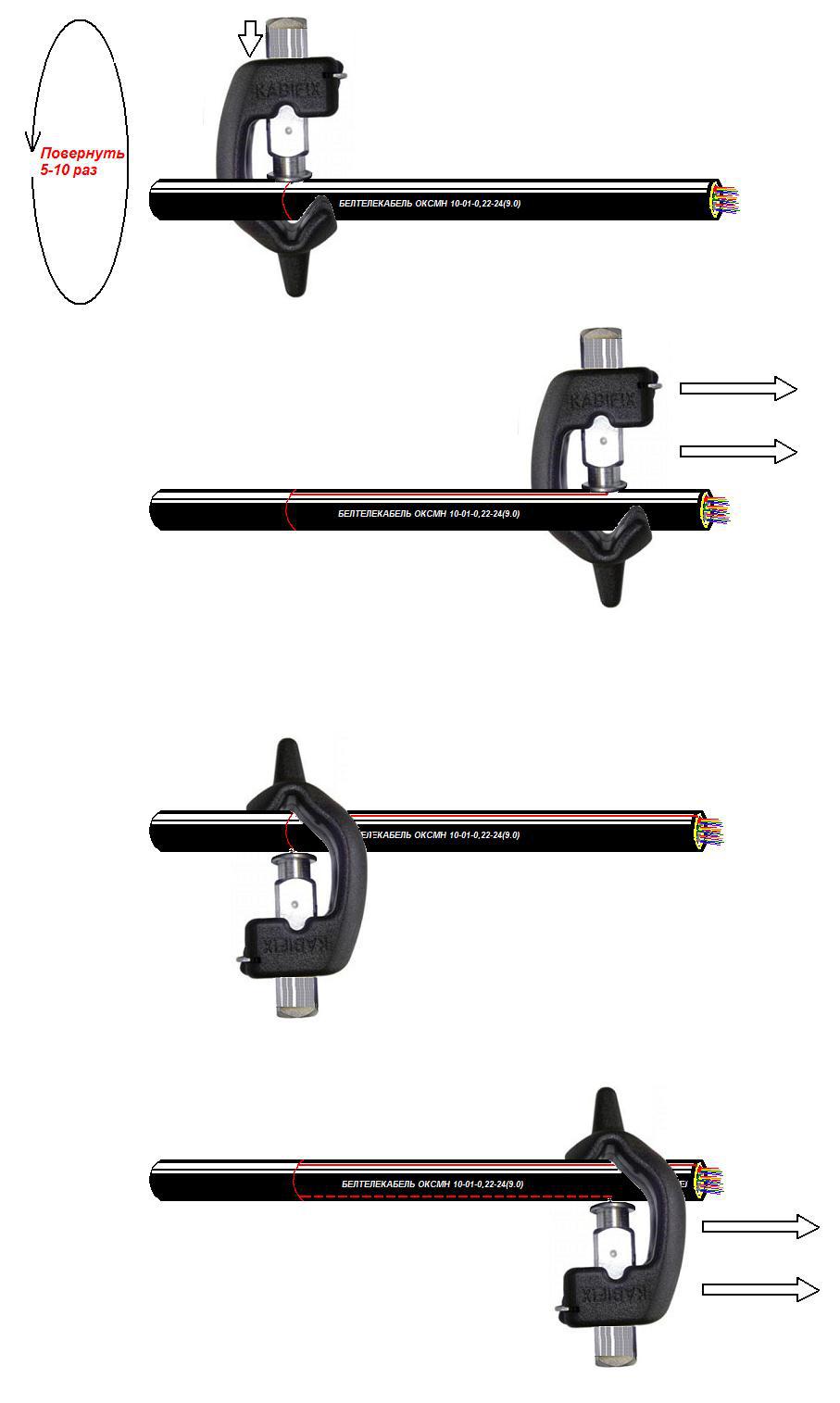
Важно правильно выставить длину лезвия ножа-стриппера, так как при слишком коротком лезвии внешняя оболочка не разделится легко на две половинки и её придётся долго сдирать плоскогубцами, а в случае длинного лезвия можно повредить модули в глубине кабеля или затупить вращающееся лезвие о броню.
г) Если кабель самонесущий с кевларом, то кевлар срезается тросокусами либо ножницами со специальными керамическими лезвиями.

Тросокусы
Кевлар не следует срезать ножом или простыми ножницами без керамических накладок на лезвиях, так как кевлар быстро тупит металлический режущий инструмент. В зависимости от конструкции муфты может потребоваться оставить часть кевлара определённой длины для фиксации, про это будет сказано в инструкции по монтажу муфты.
Если кабель предназначен для прокладки в телефонной канализации и из брони содержит лишь металлическую гофру (чтоб крысы не прогрызли), её можно разрезать продольно специальным инструментом (усиленным плужковым ножом).Либо осторожно сделать маленьким труборезом или даже обычным ножом на гофре круговую риску и, пошатывая, добиться роста усталости металла в месте риски и появления трещины, после чего можно снять часть гофры, надкусить модули и стянуть гофру. Такую разделку нужно осуществлять особенно осторожно, так как легко повредить модули и волокна: гофра не слишком прочная, может промяться в том месте, где её ковыряют инструментами, и при стягивании с волокон острые края в месте надлома могут пропороть модули и повредить волокна. Кабель с гофрой не самый удобный для разделки.
Если кабель бронирован круглыми проволоками, их следует откусить тросокусами небольшими партиями, по 2-4 проволоки. Бокорезами получается дольше и тяжелее, особенно если проволока сталистая. Для некоторых муфт требуется определённая длина брони для фиксации, также броню (в том числе гофрированную) часто требуется заземлять.
д) Для внутренней, более тонкой оболочки, присутствующей в некоторых кабелях (например, в самонесущих с кевларом), следует использовать отдельный, заранее настроенный нож-стриппер (можно такой же, как для снятия внешней оболочки кабеля), чтобы не сбивать настройки длины ножа каждый раз при разделке кабеля. В данном случае особенно важно правильно выставить длину лезвия в ноже-стриппере, она будет меньше, чем в стриппере для снятия внешней оболочки кабеля, так как внутренняя оболочка существенно тоньше, а сразу под ней — модули с волокнами. При определённом навыке для удаления внутренней оболочки можно использовать обычный макетный нож, производя им продольный разрез, но есть существенный риск повредить модули. Можно также использовать стриппер-прищепку для разделки коаксиала.
е) С модулей при помощи салфеток и D-Gel/бензина удаляются нитки, пластиковая плёнка и прочие вспомогательные элементы. Нитки можно скручивать по одной, можно сдирать специальным острым «плужковым» крючком (может входить в конструкцию некоторых ножей-стрипперов для удаления оболочки). Для удаления гидрофоба используется растворитель D-Gel (бесцветная маслянистая жидкость, имеет запах апельсина, токсичен) или бензин. Однако с бензином аккуратно: сотрудники офиса, у которых под боком льётся бензин, не будут рады аромату. Да и пожароопасно.
Работать следует в одноразовых перчатках (хирургических, полиэтиленовых или строительных), так как гидрофоб — очень неприятная гадость (самое неприятное в работе спайщика!), тяжело отмывается, после бензина или гидрофоба руки остаются некоторое время жирными, а после разделки кабеля предстоит сварка волокон, требующая чистоты рук и рабочего места. Зимой руки, выпачканные в гидрофоб, сильно мёрзнут. Впрочем, наловчившись, можно разделывать кабели почти не пачкая руки.
После удаления ниток и разделения жгута модулей на отдельные модули каждый модуль протирается салфетками или ветошью с растворителем D-Gel/бензином, а затем спиртом до чистого состояния. Хотя, в целях экономии времени и чтоб меньше пачкаться, можно поступить следующим способом – изначально разделать кабель до модулей не до конца, а в месте откуда начинается разделка, сантиметров на 30, ничего не протирая надкусить модули (см. пункт «ё») и стянуть с волокон весь жгут модулей с намоткой и нитками, держась рукой за чистый конец кабеля как за ручку. Руки остаются почти чистыми, время экономится. Однако при таком способе разделки есть риск порвать часть волокон или приложить к волокнам чрезмерное растягивающее усилие, что отрицательно скажется на затухании волокон в будущем, а также больше вероятность повредить модули, поэтому такой способ не рекомендуется, особенно в зимнее время, когда гидрофобный заполнитель густеет. Сначала надо научиться делать правильно, а потом уже пробовать разные оптимизации.
ё) На необходимой длине каждый модуль (кроме модулей-пустышек, они выкусываются под корень, но сначала следует убедиться, что в них действительно нет волокон) надкусывается стриппером для модулей (подойдёт и для медного коаксиала), после чего модуль можно без особых усилий стянуть с волокон.

Надкусывание стриппером модулей — это очень ответственный момент. Нужно выбрать выемку точного диаметра, так как если выемка будет больше, чем нужно – модуль не надкусится достаточно, чтоб легко сняться, если меньше – есть риск перекусить волокна в модуле. Кроме того, следует внимательно следить за собачкой-фиксатором стриппера: если в момент надкусывания модуля она заблокирует обратный ход стриппера, зафиксировав его в «сомкнутом» состоянии, то чтоб разнять стриппер и откинуть фиксатор, придётся снова сомкнуть инструмент на уже надкусанном модуле, при этом есть большая вероятность перекусить модуль, что приведёт к необходимости заново разделывать кабель. Помним, что при надкусывании одного из модулей нам активно мешают прочие модули, которые надо придерживать другой рукой, и сам кабель на весу тоже как-то нужно держать. Поэтому поначалу будет очень неудобно и разделывать кабель следует вдвоём.
Существуют конструкции кабеля, где модуль единственный и имеет вид жёсткой пластиковой трубки в центре кабеля. Для качественного снятия такого модуля его следует надрезать по кругу маленьким труборезом (в НИМ-25 не входит), а затем осторожно надломить в месте круговой риски.
При стягивании модулей следует убедиться, что все волокна целы и ни одно волокно не осталось торчать из стянутого модуля.
Если температура низкая, модули тонкие, по конструкции кабеля в модулях мало гидрофоба (=смазки) или длина снимаемых модулей значительна – модуль может не стянуться с волокон без усилий. В этом случае нельзя сильно тянуть, так как растяжение может сказаться на затухании волокон в этом месте, даже если волокна не порвутся. Следует надкусывать и снимать модуль в 2-3 приёма, по частям и медленно.
При разделке кабеля следует обратить внимание на длину волокон. Она должна быть не менее указанной в инструкции, обычно это 1,5-2 метра. В принципе можно разделать и на 15 см и потом даже как-то сварить, но потом при укладке волокон в кассету возникнут большие проблемы: большой запас волокон нужен как раз для того, чтобы был простор для «манёвров» при укладке, чтобы можно было «сыграть» по длине и красиво уложить все волокна в кассету.
Иногда возникает необходимость ввариться в транзитный кабель, не разрезая его. В этом случае он так же, как обычный, разделывается до модулей, но требования к осторожности разделки жёстче: ведь по кабелю уже может идти связь. Он разделывается до модулей и модули аккуратно вводятся в «овальный» ввод муфты (в обычный круглый не войдут — сломаются), для этого ввода используется специальный комплект из термоусадки и металлический клипсы с блоком термоклея. Этот клей при усадке от высокой температуры расплавляется и заливает пространство между двух кабелей, обеспечивая герметичность. Далее тот модуль, в который надо ввариться, разрезается, те волокна из него, которые отпаивать не надо, свариваются обратно транзитом, а те, что нам нужны — привариваются к «отпайному» (ответвляющемуся) кабелю. Очень редко может возникнуть ситуация, когда нам нужно взять из модуля волокно, но резать модуль нельзя (по нему идёт важная связь). Тогда применяется комплект для продольной разделки модулей: с модуля продольно снимается «фаска», волокна из него извлекаются, протираются от гидрофоба и сортируются. Те, что нам нужны, режутся и варятся на другой кабель согласно схеме, а остальные просто укладываются в кассету. В этом случае, если заводится неразрезной кабель, длина волокон должна быть вдвое больше (2-3 м), это и понятно.
Волокна должны быть чистыми (тщательно протёртыми от гидрофоба), следует особо следить, чтобы все волокна были целыми. Волокна требуют бережного обращения, ведь в случае, когда кабели разделаны и заведены, сварка почти окончена и ломается какое-то волокно у выхода из кабеля, придётся заново провести разделку кабеля и сварку, что отнимет много времени и крайне нежелательно и убыточно при оперативном восстановлении связи на действующей магистрали.

Оптические волокна, повреждённые в результате небрежной разделки кабеля (была неверно выставлена длина лезвия стриппера для снятия внутренней оболочки кабеля, в результате чего прорезались модули и повредилась часть волокон)
ж) Волокна следует хорошо протереть безворсовыми салфетками со спиртом, чтобы полностью удалить гидрофобный заполнитель. Сначала волокна протираются сухой салфеткой, затем – салфетками, смоченными в изопропиловом либо этиловом спирте. Именной такой порядок потому, что на первой салфетке остаётся огромная капля гидрофоба (спирт тут не нужен), а вот на 4-5й салфетке уже можно призвать на помощь спирт, чтобы он растворил остатки гидрофоба. Спирт с волокон быстро испаряется.
Использованные салфетки (а также ошмётки оболочки кабеля, сколотые волокна и прочий мусор) надо обязательно за собой убирать — пожалейте природу!
Чистота волокон, особенно ближе к концам, имеет большое значение для качественной сварки. Там, где идёт работа с микронами, грязь и пыль недопустима. Волокна следует осмотреть на предмет целостности лакового покрытия, отсутствия грязи, сломанных частей волокон. Если лак на каком-то волокне повредился, но ещё не сломался — лучше не рисковать и переразделать кабель. Потратите 10-15 минут, а иначе рискуете потратить целый день.
з) На разделанные кабели одеваются специальные клеевые термоусадки, которые часто входят в комплект муфты (если муфта с патрубком для ввода кабеля). Если муфта предусматривает зажимание кабеля в сырой резине с герметиком, то термоусадка не нужна. Весьма распространённая и весьма неприятная ошибка новичка — забыть одеть термоусадку! Когда муфта сварена, термоусадка надвигается на патрубок муфты и усаживается газовой горелкой, паяльной лампой или промышленным феном, обеспечивая герметичный ввод кабеля в муфту и дополнительную фиксацию кабеля. Усаживать практичнее всего маленькой горелкой, надетой на баллончик туристического газа с ценговым зажимом: одного баллончика хватает на десятки сваренных муфт, просто зажигается в отличие от паяльной лампы, мало весит, нет зависимости от электричества в отличие от промышленного фена.
Перед усадкой патрубок муфты и сам кабель нужно зашкурить грубой наждачкой для лучшей адгезии клея. Если этим пренебречь — может получиться вот такое недоразумение:
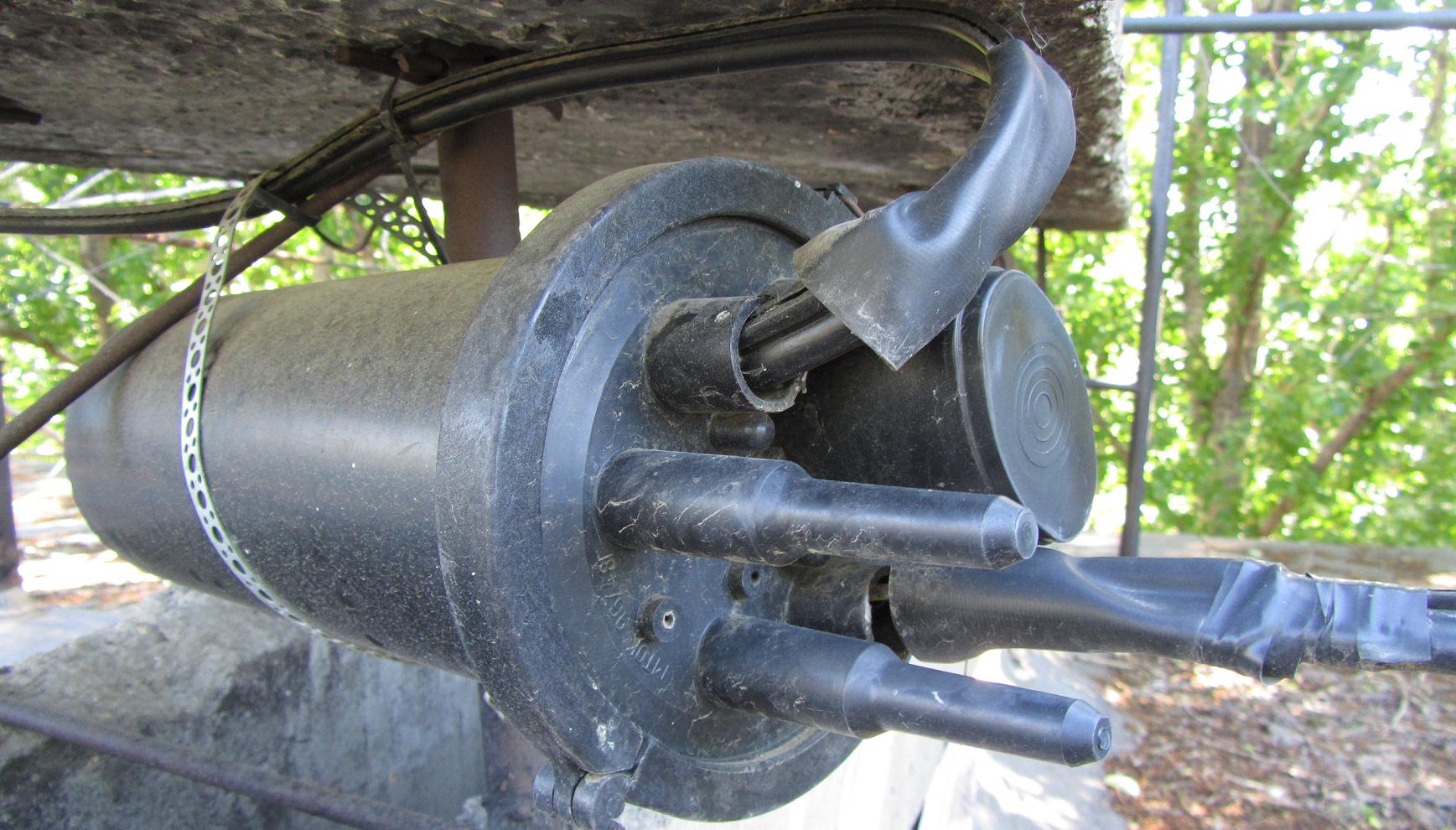
Если термоусадку одеть всё же забыли — поможет термоусаживаемая манжета с замком (известная как XAGA). Колхозить герметизацию изолентой нельзя!
Некоторые термоусадки (например, фирмы Raychem) покрыты точками зелёной краски, которая при нагреве чернеет, указывая, что вот это место греть больше не нужно, а вот тут следует прогреть ещё. Сделано это потому, что термоусадка может лопнуть, если её перегреть в каком-то месте.
Усаживать лучше после того, как муфта сварена. Если при сварке случится неприятность (например, сломалось волокно и придётся переразделывать кабель), то не придётся ковырять ножом застывшую толстую клеевую термоусадку, и сама термоусадка не потратится зря.
и) Разделанные кабели вводятся в муфту или кросс, фиксируются, а сама муфта или кросс фиксируется на рабочем столе. При фиксации кабеля в муфте или в кроссе следует руководствоваться инструкцией по монтажу — для разных муфт там всё по-разному.В некоторых случаях (бронированный кабель и, например, муфта МТОК А1 с соответствующим комплектом для ввода) фиксация кабеля в муфте — отдельная непростая операция с подрезанием брони, намоткой герметика и пр.
Вот мы и завели разделанный кабель в муфту/кросс, теперь нужно отмерять и зачищать волокна, одевать КДЗС и варить по схеме. Об этом расскажу в следующей части, так как получается многовато для одной статьи.
Оптические муфты
Расскажу немного про оптические муфты и кроссы. Начну с муфт.
Оптическая муфта — это пластиковый контейнер, в который заводятся кабели и там соединяются. Раньше, в конце 90-х — начале 2000х, когда все специализированные материалы для оптики были дефицитом с заоблачными ценами, в качестве муфт некоторые шустрые ребята лепили канализационные фитинги или пластиковые бутылки. Иногда даже работало несколько лет. Сегодня это, безусловно, дикость, нормальные муфты можно купить в любом среднем и крупном городе и цены начинаются от 1500-2000 рублей. Конструкций муфт много. Наиболее массовая и привычная конструкция для меня лично — это как у серии связьстройдеталевских муфт «МТОК». Имеется оголовье, из которого снаружи торчат патрубки для ввода кабеля. Изнутри оголовья прикреплена металлическая рамка, к которой крепятся оптические кассеты. Сверху одевается колпак (который для прочности может делаться с рёбрами жёсткости), герметизируемый резинкой. Колпак фиксируется разъёмным пластиковым хомутом: муфту всегда можно открыть и закрыть, не тратя ремкомплект из термоусадок.
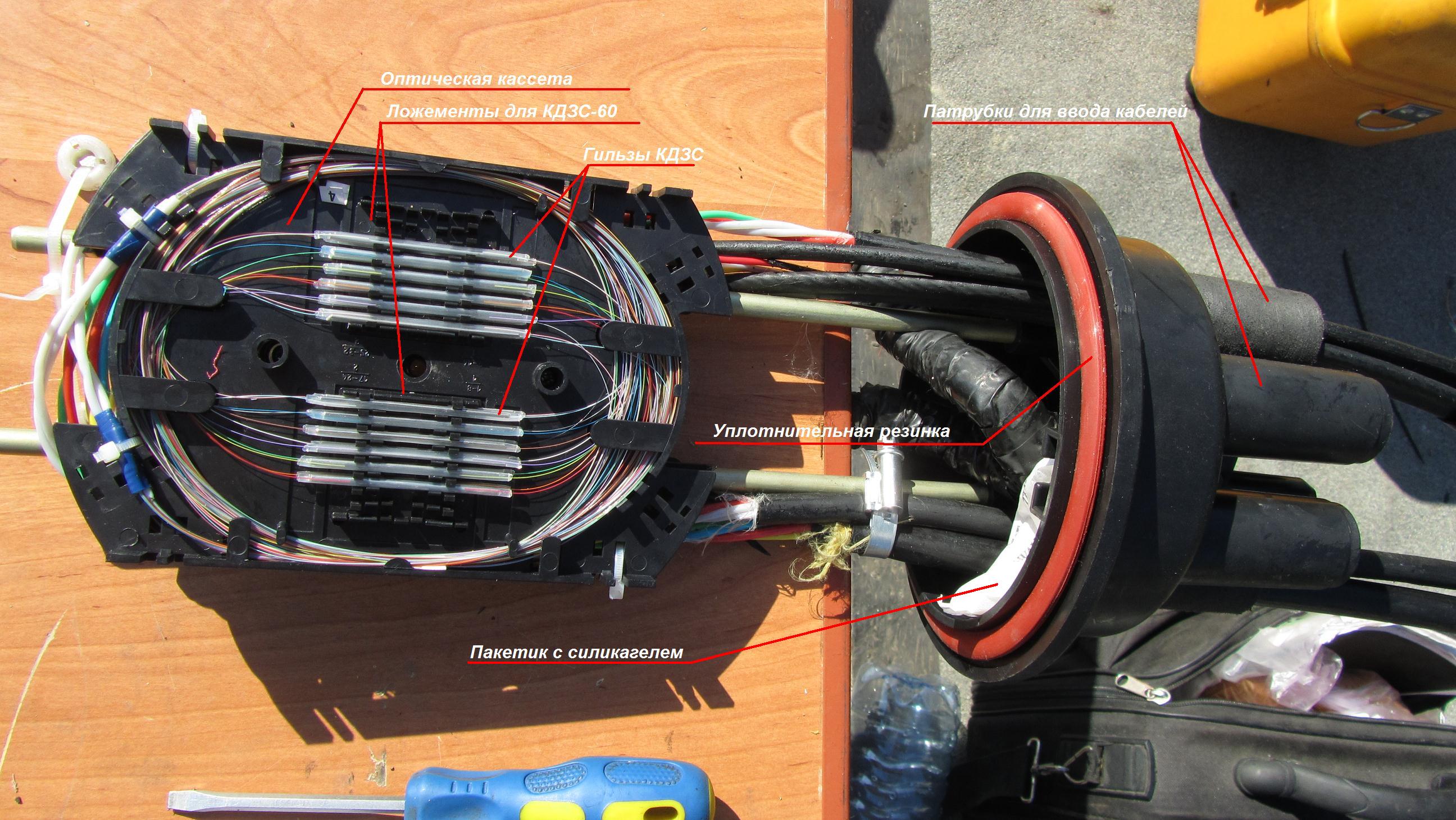
Вообще «Связьстройдеталь» делает в целом неплохие муфты для разных применений. Из серии МТОК мне лично больше всего нравится муфта Л6: универсальная, стоит недорого, монтируется просто.

Есть и другие муфты в серии МТОК — малогабаритные, для канализации, для ввода бронированных кабелей, для закапывания под землёй. К каждой муфте есть возможность докупить доп.комплектующие и комплекты для ввода кабеля: например, чугунная бронезащита подземной муфты «МЧЗ», лишний комплект оптической кассеты с расходниками или дополнительный комплект для ввода ещё одного кабеля.
Если надо подешевле — у них есть серия муфт «МОГ», из которой самая массовая — муфта «МОГ-У» (Муфта Оптическая Городская, Укороченная): при цене менее 2000 рублей мы получаем простую и качественную муфту, которую, врочем, некоторые считают неудобной для монтажа.

На столбе такая муфта будет смотреться не очень, да и сматывать запас кабеля с такой муфтой, стоя на лестнице, неудобно, поэтому их обычно ставят в люках. Эта муфта и создана, чтобы её клали в телефонном люке на специальные стандартные консоли. Минус «могушки» — в том, что у неё нет запорного разъёмного хомута и для её открытия придётся срезать термоусадку, а при закрытии тратить ремкомплект из широких термоусадок (если кабели заведены с одного конца) или термоусаживаемую манжету (если кабели с обеих сторон). Этим же страдают МТОКи серии А. Кроме того, если вводить кабели с двух сторон, важно не забыть заранее одеть пластиковую трубу на одну из «сторон» кабелей, иначе её потом не одеть не разрезая: этим тоже страдают новички.
Также порой встречаются муфты без патрубков, в которых кабели герметизируются путём зажатия в сырой резине или в герметике. Вот, например, муфта «SNR-A», которую мы с напарником разваривали в рамках строительства FTTB-кольца.
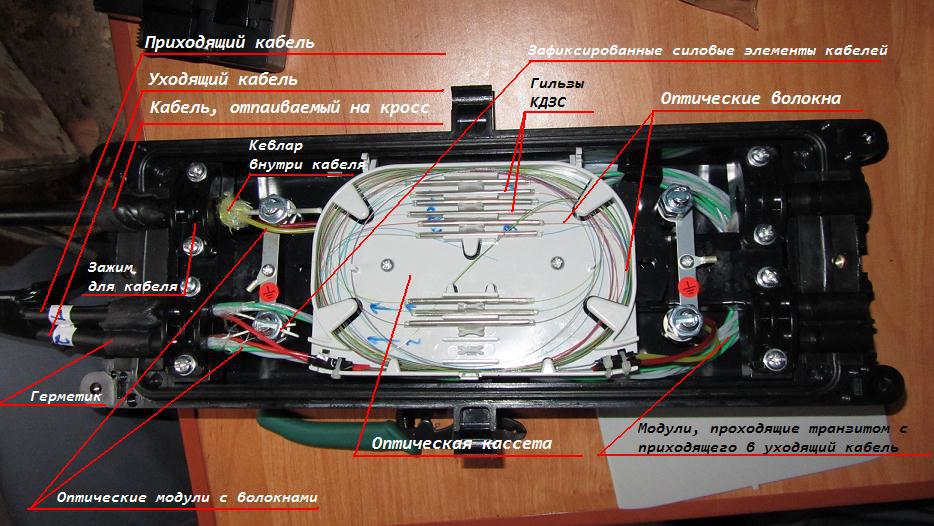
Такой способ герметизации кабелей требует большой аккуратности, так как иначе вода может попасть в муфту, что нежелательно. Во-первых, вода в муфте со временем может вызвать помутнение стекла волокон и порчу лака. Во-вторых, поржавеют всякие металлические конструктивные элементы, сгниёт заземляющий броню провод, если он есть. В-третьих, кевлар натянет в себя воды. И самое главное — муфту, полную воды, в мороз просто раздавит вместе с волокнами.
В оптическую муфту обычно заводится не менее двух кабелей. Конечно, можно придумать дикую схему разварки, когда будет вводиться один кабель и развариваться сам на себя, но обычно вводится 2-3 кабеля. Если вводится 4-5 кабелей, да ещё все кабели разные с разной расцветкой и разным количеством волокон в модулях, то муфта получается сложная для монтажа и последующего разбора что куда припаяно. Первую такую свою муфту я с напарником варил 3 дня! Так что лучше проектировать сеть так, чтобы в муфту не входило более 3 кабелей.
Оптические кроссы
Оптический кросс предназначен для оконечивания кабеля в месте, куда его подвели: на базовой станции, в ИВЦ, в дата-центре, в серверной. Типичный кросс представляет собой металлический ящик типоразмера 19″ для крепления в стандартной стойке, сзади в него вводится оконечиваемый кабель, спереди расположены планки с портами.

Сваренный кросс на 24 порта типа FC/APC, одноюнитовый
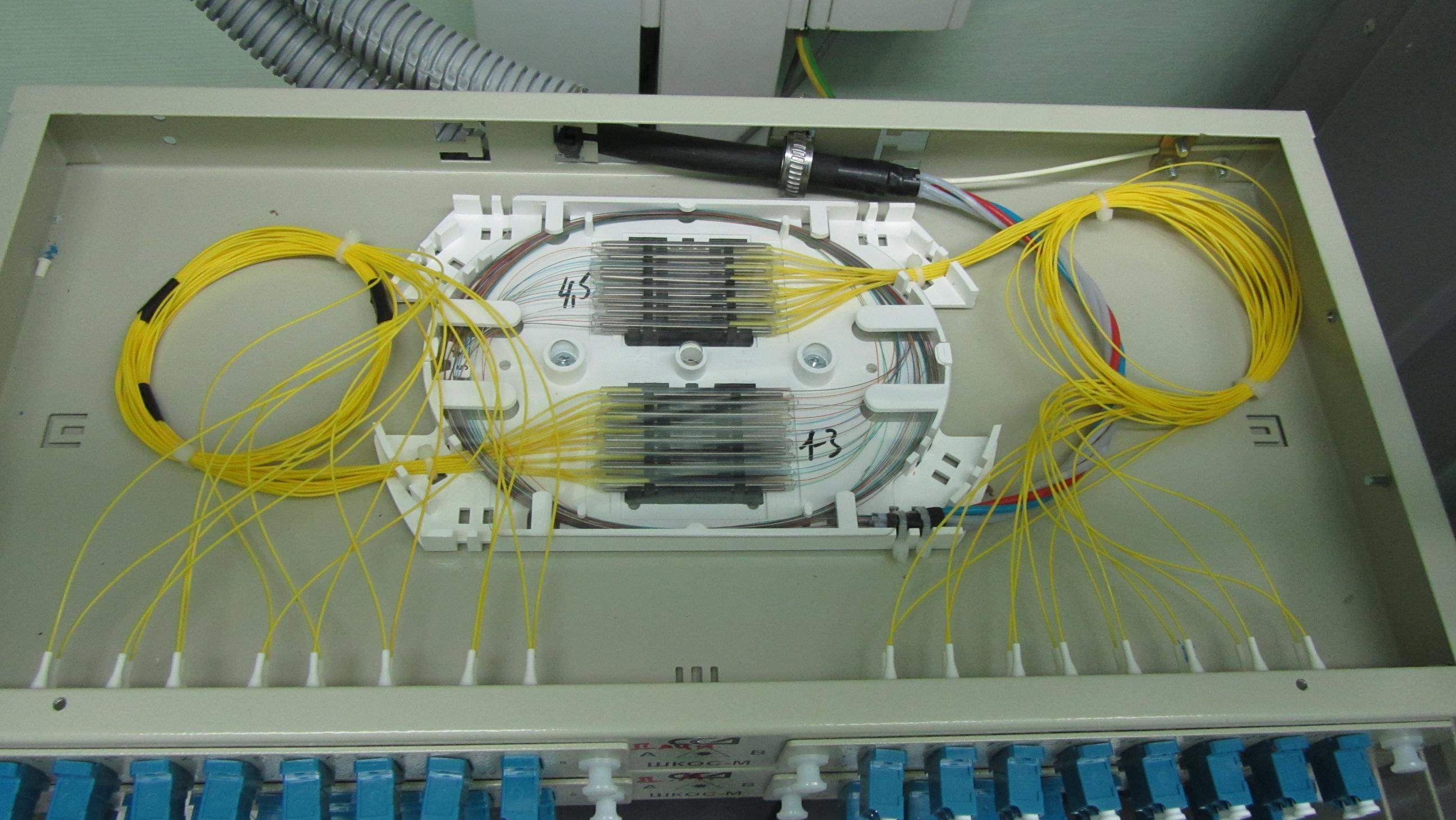
Сваренный кросс на 64 порта типа LC, 2-хюнитовый
Рабочий кросс на 96 портов типа FC
Бывает и вариант подешевле — когда из кросса выкидывают всё, что можно, тогда получается как-то так:

Открытый кросс на 8 портов типа SC/APC, 1 юнит. Плох тем, что оптические пиг-тейлы ничем не защищены и их могут поломать те, кто будут копаться в ящике/стойке, протаскивая, скажем, новый кабель.
Все эти кроссы монтируются в стойку, однако существуют и настенные варианты, и прочие редко встречающиеся.

Настенный кросс на 16 портов типа FC. Кстати, сварен плохо: жёлтые оболочки пиг-тейлов не заходят в КДЗС и волокна могут сломаться, а волокна в кассете уложены с маленькими радиусами изгиба
Вводящийся в кросс кабель сваривается с так называемыми пиг-тейлами: на фотографиях это тонкие жёлтые шнурки внутри кроссов. Каждое волокно — к своему пиг-тейлу. Другая сторона пиг-тейла содержит оптический коннектор-«вилку», которая вставляется в оптический адаптер-«розетку» изнутри кросса.Снаружи кросса коммутация выполняется оптическими патч-кордами (толстые жёлтые шнуры). От пиг-тейла патч-корд отличается более прочным коннектором и наличием кевлара внутри, чтобы в случае, если кто-то зацепится за патч-корд и дёрнет, трудно было вырвать. Ну и коннекторы у патч-кордов с обеих сторон, а у пиг-тейлов только с одной. При необходимости из двух пиг-тейлов можно сварить временный патч-корд.
В принципе в кросс можно завести несколько кабелей, часть волокон из них сварить между собой, а часть вывести на порты. Тогда получится нечто, что можно назвать «кроссомуфта», при этом мы экономим на материалах и сварках. Так иногда делают при монтаже FTTB, однако делать так нежелательно, так как повышается сложность схемы.
Адаптеры и коннекторы
Оптические кроссы характеризуются используемыми в них адаптерами (проще — оптическими розетками). Их существует также большое количество стандартов и подстандартов.
На этой картинке — лишь часть «родов» и «видов» оптических розеток
Стандартом является комплекс из адаптера (розетки) и коннектора (вилки). Конечно, есть переходники между разными стандартами, однако это костыли, которые сгодятся только для измерений и которых следует избегать в постоянно работающей линии связи. Чем меньше в линии всяческих сварных и особенно механических соединений, тем лучше. Конечно, если расстояние маленькое, линия будет работать, даже если на каком-то из кроссов будет теряться пара децибелл. В случае коротких линий иногда специально ставят оптические аттенюаторы. Но вот для очень длинных линий, где оборудование работает на пределе, добавление ещё одного кросса или муфты (то есть каких-то 0,05-0,1 дБ потерь) может оказаться фатальным: линия не поднимется.
Наконечник «вилки» — это, грубо говоря, цилиндр с тоненьким сквозным отверстием под волокно по центру. Торец этого цилиндра не плоский, а чуть-чуть выпуклый. Состоит наконечник из обалденно твёрдой и стойкой к губительным царапинам металлокерамики, хотя очень редко встречаются и металлические. Ходят слухи, как люди ломали бокорезы, пытаясь раскусить этот наконечник. Я сам легко царапал этими наконечниками сталь и стекло. Тем не менее обращаться с ними надо осторожно, не допускать попадания пыли, не касаться торца коннекторов пальцем, а если коснулись — протереть смоченной в спирте салфеткой. В идеале используется специальный микроскоп (оптический или с камерой) для контроля состояния патч-кордов. Грязные — чистить, исцарапанные, если царапина пересекает центр со вклеенным волокном — под списание или полировку. Грязные и исцарапанные розетки и патч-корды — частая причина затуханий в линии.
Оптическое волокно фиксируется в наконечнике путём вклейки эпоксидным (или каким-то другим) клеем и последующей шлифовки на специальной машинке, хотя этим занимаются лишь если надо сделать длинные нестандартные патч-корды: проще и дешевле купить готовые. Цена обычного оптического патч-корда длиной 2 метра — около 200-400 рублей.

Изготовление патч-кордов. Эмилинк
На практике чаще всего используются такие стандарты, как FC, SC, LC. Пореже встречаются FC/APC, SC/APC, ST. LC бывает как дуплексный, так и одиночный.
FC


Плюсы — отличное качество соединения, поэтому подходит для ответственных магистралей. Старый проверенный стандарт. Металл (трудно сломать). Если пошевелить рукой хорошо прикрученный коннектор — на связи это не скажется.
Минусы — долго откручивать/закручивать при переключениях. Если на кроссе расположены тесно — бывает очень неудобно подлезть, чтобы открутить какой-то из коннекторов в толпе прочих.
Сам коннектор фиксируется неподвижно благодаря пазу на нём и выемке на адаптере, а пальцами крутится только гайка с насечкой.
Контактная сторона наконечника не плоская, а чуток выпуклая (это также касается других стандартов), чтобы два волокна из двух наконечников по разные стороны розетки (пиг-тейла и патч-корда) гарантированно совместились без воздуха и пыли между ними.
Розетка содержит в себе полый тонкостенный цилиндрик из керамики, имеющий продольный разрез. Когда в розетку вставляют вилку, разрез раздаётся на какие-то микроны, подпружинивая и центрируя вилку. Таким образом достигается прецизионная юстировка двух коннекторов в розетке (помним, что сигнал передаётся по сердечнику волокна диаметров 9 мкм и смещение даже на 1 мкм вызывает потерю мощности сигнала на розетке и паразитное обратное отражение). Поэтому пыль и грязь губительна для оптических кроссов, патч-корды и пиг-тейлы надо регулярно протирать безворсовой салфеткой со спиртом, а розетки — продувать сжатым воздухом или чистить специальными чистящими палочками. Частая причина пропадания связи — это лопнувшая керамическая вставка в розетке.
Чтобы коннекторы плотно прижимались в розетке друг к другу, в каждом коннекторе FC и FC/APC (будь то коннектор патч-корда или пиг-тейла) металлокерамический наконечник подпружинен и может «вдавливаться» внутрь вилки где-то на миллиметр-полтора. В стандартах SC, LC, ST подпружинена вся вилка, а в случае ST фиксирующий элемент очень похож на тот, который использовался в локальных сетях на тонком коаксиале.
SC


Всё то же самое, что в FC, только адаптер и коннектор квадратные, пластиковые и коннектор фиксируется вщёлкиванием, а не прикручиванием. Плюсы — дешевле FC, удобнее и быстрее переключать, минусы — пластик легче сломать, меньше ресурс подключений-отключений. Иногда бывает, что величина отражения и затухания на соединении заметно меняется после прикосновения к подключённому коннектору, что нежелательно для ответственных линий. Цвет разъёмов обычно синий.
LC и LC Duplex


Похожи свойствами на SC, но имеют намного меньшие габариты: двухюнитовый кросс на LC вмещает целых 64 порта, а на SC — только 32. За счёт маленьких габаритов часто монтируются прямо на платы оптических мультиплексоров.
FC/APC, SC/APC, LC/APC
То же самое, что FC, SC и LC, но с косой (A — angle, угол) полировкой наконечника.
Разница между керамическими наконечниками с обычной и косой полировками. Изображение немного неточное: на самом деле в случае и той, и другой полировки торцы не плоские, а немного выпуклые, соответственно при соединении соприкасаться будут только центры наконечников, где волокно.
Такие адаптеры и коннекторы делаются зелёного цвета и при сравнении с обычной полировкой UPC (или просто PC) разница глазом видна. Это нужно, чтобы уменьшить обратное отражение на стыке двух коннекторов. Насколько я знаю, этот тип полировки разрабатывался для передачи аналогового телевидения по оптике, чтобы не возникало двоения изображения на экране, но я могу и ошибаться.
Состыковать между собой «обычную» и «косую» полировку можно, но только если необходимо снять рефлектограмму по принципу «лишь бы было видно длину трассы»: большой воздушный промежуток даст сильные потери и сильное обратное отражение.
На сегодня мой рассказ окончен. Задавайте вопросы, постараюсь ответить. Если вам эта тема окажется интересной — я напишу продолжение.
Инструкции по монтажу оптических кабелей производства завода «Инкаб»
— Инструкция по монтажу оптическоих кабелей типа ТПОд2, ОМП, ОВП
— Инструкция по монтажу оптических кабелей типа ДПТ, ДПТа, ДПТс, ДОТа, ДОТс
— Инструкция по монтажу оптических кабелей типа ДПОм, ДПОд, ТПОм, ТПОд
— Инструкция по монтажу, вводу в эксплуатацию и эксплуатации ОКГТ с приложениями
— Инструкция по монтажу и вводу в эксплуатацию ГТК
— Инструкция по прокладке в кабельную канализацию
— Инструкция по прокладке в грунт
— Инструкция по прокладке в ЗПТ
— Инструкция по монтажу локальных кабелей
— Инструкция по монтажу кабелей со стальным модулем
Общие требования к монтажу кабеля
- Применяйте кабель только по назначению. Для правильного подбора кабеля и консультаций по техническим вопросам вы можете связаться с нами по e-mail: mail@incab.pro.
- Перед монтажом необходимо провести входной контроль, визуально проверить внешний вид кабеля на отсутствие дефектов, число оптических волокон, маркировку и т.д., согласно пункту “Входной контроль” из инструкции по монтажу (ссылки выше).
- Способ монтажа зависит от типа кабеля и описан в инструкциях Завода-изготовителя кабеля (ссылки выше).
- Монтаж кабеля должен производиться с применением муфт, зажимов и других аксессуаров, рекомендуемых Заводом-изготовителем кабеля. Рекомендации можно получить по e-mail: mail@incab.pro.
- Разделку кабеля и монтаж оптических муфт должен проводить обученный и аттестованный персонал в соответствии с инструкцией Завода-изготовителя кабеля (ссылки выше) и с применением прецизионного инструмента. Перед сваркой волокон необходимо использовать специальный скалыватель.
- При монтаже оптического кабеля для предотвращения различных повреждений кабеля и во избежание повышения затуханий в оптических волокнах важно исключить следующее:
- превышение максимально допустимой растягивающей нагрузки (указывается в маркировке и спецификации на кабель),
- резкое изменение растягивающей нагрузки,
- возможность перегибов с диаметром меньше допустимого (указывается в спецификации на кабель),
- осевое кручение свыше ±360° на длине до 4 м,
- раздавливающую нагрузку выше допустимой (указывается в спецификации на кабель),
- монтаж без предварительного прогрева магистральных кабелей при температуре ниже -30°С, локальных и огнестойких кабелей – ниже -10 °С.
Если у вас остались вопросы, всегда рады помочь!
E-mail: mail@incab.pro
Телефон: +7 (342) 211-41-41