|
ССКТБ |
СПЕЦИАЛИЗИРОВАННОЕ |
ТОМАСС
Россия. 07066. Москва.
Нижняя Красносельская, 13
РУКОВОДСТВО
по строительству линейных сооружений магистральных
и внутризоновых оптических линий связи
МИНИСТЕРСТВО СВЯЗИ РФ
|
СОГЛАСОВАНО Заместитель председателя ____________Кириченко В.П. «8 июня 1993 г.» |
УТВЕРЖДАЮ Заместитель президента ____________Будай Г.В. «11 июня 1993 г.» |
РУКОВОДСТВО
по строительству линейных сооружений магистральных
и внутризоновых оптических линий связи
|
Главный инженер ССКТБ ________________ С.П. « ____ » ____________ 1993 |
СОДЕРЖАНИЕ
1 ВВЕДЕНИЕ
1.1. Настоящее «Руководство…» является
основным документом, определяющим организацию, порядок и технологию
строительства магистральных и внутризоновых оптических линий связи.
1.2. Требования «Руководства…» являются
обязательными для исполнения строительно-монтажными и эксплуатационными
организациями на территории Российской Федерации.
1.3. В нем даны рекомендации по организации и
подготовке строительства ВОЛС, приведены типовые конструкции оптических
кабелей, соединительных муфт, рассмотрены их прокладка и монтаж. Имеются все
необходимые сведения по измерениям оптических кабелей связи.
В «Руководство…» включен раздел сдачи ВОЛС
в эксплуатацию.
В приложении даны перечни механизмов, строительных
машин, автотранспорта, инструмента, приспособлений, устройств, приборов,
оборудования и монтажных материалов.
1.4. После издания настоящего «Руководства»
действие «Руководства по прокладке, монтажу и сдаче в эксплуатацию
волоконно-оптических линий связи внутризоновых сетей» (М., ССКТБ, 1987)
прекращается.
2.
ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Прокладка кабеля должна производиться
бестраншейным способом или вручную с применением механизмов. Состав бригад на
прокладке не требует изменений и остается прежним. Перед прокладкой необходимо
провести специальный инструктаж.
2.2. Монтаж соединительных муфт и ряд других работ
должны выполняться монтажниками связи-спайщиками квалификацией не ниже 4-го
разряда, прошедшими специальную подготовку. Монтаж муфт проводится бригадой,
состоящей из двух монтажников и двух измерителей.
2.3. В настоящем Руководстве приведены все известные
оптические кабели отечественного производства с различными конструктивными
элементами. Марки этих кабелей специально не указаны, так как при изменении
сочетаний этих элементов марки постоянно меняются.
В «Руководстве…» рассматривается
технология монтажа кабелей с круглой проволочной броней, с ленточной броней, с
металлической оплеткой, со стеклопластиковым защитным покровом; с различными
центральными элементами, модульной и профильной конструкциями, с одномодовыми и
многомодовыми оптическими волокнами.
2.4. В Руководстве не отражены общие правила
строительства (приемка, транспортирование кабеля, разбивка трассы и пр.). При
выполнении этих работ необходимо пользоваться «Правилами по строительству
линейных сооружений магистральных и внутризоновых кабельных линий связи»
(М., «Радио и связь», 1986).
3. КОНСТРУКЦИИ ОПТИЧЕСКИХ КАБЕЛЕЙ
3.1. Сердечник кабеля
3.1.1. Сердечник кабеля состоит из центрального
профилированного элемента (ЩЭ), в пазы которого уложены одно или два оптических
волокна (ОВ). Данная конструкция сердечника называется — профильной.
Центральный профилированный элемент выполнен из ПВХ
пластиката и армирован стеклопластиковым стержнем (допускаются стальной трос
или проволока, а также нити СВМ).
Свободное пространство в пазах заполнено гидрофобным
составом.
Профилированный элемент с ОВ и гидрофобным
заполнителем обмотаны полиэтилентерефталатной или фторопластовой лентой.
3.1.2. Сердечник кабеля состоит из стеклопластикового
стержня или стального троса в полиэтиленовой оболочке, вокруг которого скручены
оптические модули (ОМ) и кордели. В некоторых кабелях вместо корделей уложены
четыре медные жилы ДП диаметром 1,2 мм в полиэтиленовой изоляции. Это модульная
конструкция сердечника.
Оптический модуль изготовлен из полиэтилена и может
содержать одно, два или четыре ОВ, имеющих отличительную маркировку. Внутреннее
пространство ОМ заполнено гидрофобным составом. Кордель изготовлен из
стеклонитей и изолирован полиэтиленом. Свободные промежутки между скрученными
элементами заполнены гидрофобным составом. Поверх скрутки накладывается
скрепляющая полиэтилентерефталатная или фторопластовая лента.
3.2. Внутренняя
полиэтиленовая оболочка
Поверх сердечника накладывается внутренняя
полиэтиленовая оболочка или оболочка из ПВХ пластиката.
3.3.
Броня
3.3.1.
Броня из стальных проволок
Броня состоит из 14 стальных проволок,
диаметром (1,2±0,2) мм, покрытых оболочкой из полиэтилена. Скрученные силовые
элементы скреплены полиэтилентерефталатной или фторопластовой лентой
(см.рис.3.1).
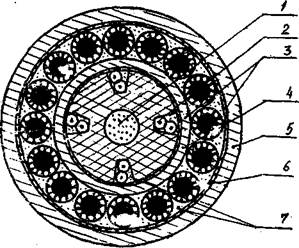
Рис.3.1. Подземный ОК с броней из стальных проволок:
I — центральный профилированный элемент из
поливинилхлорида с нитями СШ; 2 — ОВ в защитном покрытии; 3 — скрепляющие
ленты; 4 — внутренняя оболочка; 5 — наружная оболочка из ПЭ; 6 — металлические
проволоки в полиэтиленовой оболочке; 7 — гидрофобный заполнитель
3.3.2.
Броня из стальных проволок на подводном ОК для речных переходов
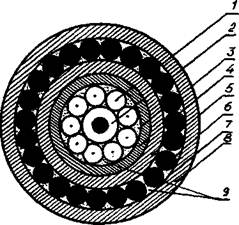
Рис.3.2. Подводный ОК с броней из стальных проволок: I
— ОВ в защитном покрытии; 2.- центральный силовой элемент; 3′- скрепляющие
нити; 4 — металлическая трубка; 5 — внутренняя оболочка; 6 — металлические
проволоки; 7 — надброневая матерчатая поясная изоляция; 8 — наружная оболочка
из ПЭ; 9 — гидрофобный заполнитель
3.3.3.
Броня из стеклопластиковых стержней и корделей
Броня представляет собой стеклопластиковые стержни и
кордели скрепленные полиэтилентерефталатной или фторопластовой лентой
(см.рис.3.1).
3.3.4.
Броня из стальных лент
Броня состоит из стальных лент, покрытых битумом. Предварительно
поверх промежуточной внутренней оболочки должна быть наложена лента
крепированной бумаги (см.рис.3.3).

Рис.3.3. Оптический кабель с
броней из стальных лент:
1 — оптический модуль, 2 — центральный силовой
элемент, 3 — жилы дистанционного питания (ДД), 4 — гидрофобный заполнитель, 5 —
обмотка из полиэтилентерефталатной ленты, 6 — первичная оболочка из
полиэтилена; 7 — лен та копированной бумаги, 8 — броня из стальных лент, 9 —
битумное покрытие, 10 — наружная полиэтиленовая оболочка
3.3.5.
Броня в виде оплетки из стальных проволок
Броня выполнена из стальных проволок диаметром 0,25
мм. Плотность оплетки не менее 70% (см.рис.3.4).

Рис.3.4. Оптический кабель с броней в виде оплетки из
стальных проволок:
I — оптический модуль, 2 — ЦСЭ в полиэтиленовой
оболочке, 3 — медные жилы в полиэтиленовой изоляции, 4 — гидрофобный
заполнитель 5 — обмотка из полиэтилентерефталатной ленты, 6 — алюминиевая
лента, 7 — внутренняя пластмассовая оболочка, 8 — оплетка стальными
оцинкованными проволоками, 9 — наружная полиэтиленовая оболочка
3.4. Наружная
полиэтиленовая оболочка
Поверх брони должна быть наложена полиэтиленовая
оболочка толщиной не менее 2 мм.
3.5. Оптическое
волокно
Оптическое волокно в кабеле может быть многомодовое и
одномодовое.
Геометрические размеры для многомодового волокна:
диаметр сердцевины — (50+3) мкм,
диаметр оболочки — (125+3) мкм,
неконцентричность оболочки по отношению к сердцевине —
не более 6%,
некруглость сердцевины — не более 6%,
некруглость оболочки — не более 2%.
Наружный диаметр защитного покрытия — (250+3) мкм.
Защитное покрытие эпоксиакрилатное.
Одномодовое ОВ должно иметь следующие размеры: диаметр
медового поля — (10±1) мкм для ОВ без смещенной дисперсии, (8,5±1) мкм — для ОВ
со смещенной дисперсией;
диаметр оболочки — (125±3) мкм;
неконцентричность сердцевины и оболочки — 1,0 мкм.
3.6. Оптические
характеристики
Коэффициент затухания многомодового ОВ в кабеле на
волне длиной 1,3 мкм в зависимости от мерки кабеля в соответствии с ТУ может
быть: до 0,7 дБ/км, до 1,0 дБ/км, до 1,5 дБ/км.
Коэффициент затухания одномодового волокна со смещением
дисперсии на длине волны 1,55 мкм — не более 0,3 дБ/км, без смещения дисперсии
на длине волны 1,3 мкм — не более 0,7 дБ/км.
3.7. Электрические
характеристики ОК. содержащих жилы дистанционного питания (ДП)
3.7.1. Электрическое сопротивление токопроводящих жил,
пересчитанное на I км длины и температуру 20 °С, должно быть не более 16 Ом.
3.7.2. Электрическое сопротивление изоляции жил,
пересчитанное на I км длины и температуру 20 °С, должно соответствовать
требованиям технических условий на этот кабель. Оно может быть в зависимости от
марки ОК от 5000 до 10000 мОм.
3.7.3. Кабель должен выдерживать испытательное
напряжение 5000 В постоянного тока в течение двух минут между жилами и медной
жилой и другими металлическими элементами пли 2000 В переменного тока частотой
50 Гц.
3.8. Механические
характеристики
3.8.1. Кабели для различных условий прокладки должны
выдерживать следующее растягивающее усилие:
— ОК с броней из стеклопластиковых стержней не менее
2500 Н;
— ОК с броней из стальных лент и круглой проволочной
броней не менее 3500 Н;
— подводный ОК — 25000 Н.
3.8.2. Кабели должны быть стойкими к раздавливающим
усилиям на длине I см кабеля до 1000 Н.
3.8.3. Кабели должны быть стойкими к изгибам (20
циклов) с радиусом равным 250 мм на угол 90° при температуре минус
3.8.4. Подводный ОК для речных переходов должен
выдерживать при прокладке максимальное напряжение 20 кН. Кабель дол жен быть
стоек к изгибам в ненагруженном состоянии с минимальным радиусом изгиба 0,3 м;
при действии продольной нагрузки -0,5 м. Кабель должен выдерживать
раздавливающее усилие 100 кН/м. Кабель должен быть стоек к избыточному
гидростатическому давлению 0,7 МПа (7 кгс/см2).
4. ОРГАНИЗАЦИЯ СТРОИТЕЛЬСТВА
4.1. Подготовка кадров
К монтажу ОК допускаются монтажники связи-спайщики,
имеющие квалификацию, не ниже 5 разряда, а также инженеры-измерители, прошедшие
обучение по монтажу и измерениям ОК связи.
4.2. Обеспечение
технологической документацией.
Перед началом строительно-монтажных работ строительная
организация должна получить и изучить всю технологическую документацию на
прокладку и монтаж ОК, а также копию ТУ на прокладываемый кабель. Перечень
технологических карт (ТК) и карт трудового процесса (КТО) на прокладку и монтаж
ОК связи внутризоновых сетей дан в прилож. I.
4.3. Обеспечение
механизмами при строительстве ВОЛС
Перечет потребности в основных машинах, механизмах и
транспортных средствах приведен в прилож. 2.
4.4. Обеспечение
устройствами при монтаже ОК
Перечень устройств, приспособлений и приборов,
применяемых при монтаже ОК, приведен в прилож. 3.
4.5. Обеспечение
монтажными материалами
На первой же подготовительной стадии необходимо
приобрести нужные измерительные приборы, специальные приспособления и монтажные
материалы. Перечень материалов и изделий, применяющихся при монтаже соединительных
муфт, приведен в прилож.4.
4.6.
Оборудование монтажно-измерительной лаборатории
Монтаж соединительных муфт производится в лаборатории
измерения и монтажа ОК (ЛИОК). ЖЖ представляет собой специальный автомобиль
внутриведомственного использования, состоящие из автомашины ЗИЛ-131, на которой
установлен закрытый кузов типа КУНГ-1ДМ (см.рис.4.1).

Рис.4.1. Лаборатория
монтажа и измерений оптических кабелей связи (ЛИОК)
Внутри кузова установлен монтажный стол, оборудованный
приспособлением для закрепления концов монтируемого кабеля и размещения
монтажных инструментов. Здесь же предусмотрено место для транспортирования
устройства для сварки и работы с ним во время монтажа, а также ящики для
монтажных материалов и инструмента.
Для сидения монтажников имеются вращающиеся стулья с
регулируемой высотой. В передней части кузова размещается шкаф для хранения и
транспортирования измерительных приборов и верстак для выполнения сопутствующих
работ. В кузове также располагаются сидения-лари, предназначенные для
крупногабаритных инструментов, оборудования и материалов.
Освещение в салоне кузова естественное — через окна и
искусственное — от ламп в плафонах напряжением 12 В, расположенных у монтажного
стола и верстака. Питание всех электропотребителей осуществляется от бортовой
сети 12 В или портативной бензоэлектростанции АБ-I мощностью I кВт. Для
подключения бензоэлектростанции к щиту питания имеется комплект шнуров на
вращающихся катушках.
Для организации оперативной связи в процессе монтажа
муфты необходимы три комплекта радиостанции типа «Лен».
Для измерения на конце другой строительной длины
кабеля используется еще одна монтажно-измерительная автомашина.
4.7. Оборудование
помещения для проведения входного контроля ОК
Измерение затухания оптического кабеля проводится в
подготовленных помещениях, которые должны быть сухими, отапливаемыми, хорошо
освещенными и имеющие электрические розетки.
4.8. Организация
служебной радиосвязи
Для осуществления оперативной связи в процессе монтажа
(контрольных измерений) должны быть получены не менее трех радиостанций типа
«Лен». В кабелях, содержащих медные жилы ДП, служебная связь может
осуществляться по этим жилам или по стальным проволокам брони и по ленточной
броне.
4.9. Обеспечение
бланками протоколов, паспортов и пр.
Строительно-монтажные работы должны быть обеспечены
следующими бланками (см. приложения 5-10):
журнала учета строительных длин кабеля, поступивших на
склад;
протокола входного контроля;
протокола испытания строительной длины кабеля;
укладочной ведомости строительных длин;
паспорта на смонтированную муфту оптического кабеля;
паспорта регенерационного участка.
5. ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ
5.1. Проведение
входного контроля
5.1.1. Проведение входного контроля на
кабельной площадке
Вывозить барабаны с кабелем на трассу, осуществлять их
прокладку без проведения входного контроля не разрешается.
Все барабаны с кабелем по мере поступления на
кабельную площадку от поставщиков (или от заказчика) должны быть
зарегистрированы в специальных журналах (см. приложение 5) с указанием
наименования, марки, заводского номера, даты поступления, номера транспортного
документа (накладной, акта). По мере вывозки кабеля на трассу в журналах
следует указывать, на какой участок (пункт) он отправлен.
Строительные длины кабеля должны быть подвергнуты
входному контролю. В процессе входного контроля производится внешний осмотр и
измерение затухания.
Кабель, не соответствующий нормам и требованиям
стандартов (технических условий), прокладке и монтажу не подлежит.
Если при внешнем осмотре установлена неисправность
барабана или обшивки, то обнаруженные незначительные повреждения должны быть
устранены собственными силами на месте. Если барабан на месте отремонтировать
невозможно, то, с уведомления заказчика, кабель с него должен быть перемотан на
исправный барабан плотными и ровными витками. Не допускается перемотка с
барабана на барабан, установленный на щеки. При перемотке необходимо
осуществлять визуальный контроль целостности наружной оболочки кабеля.
После вскрытия обшивки барабана проверяют наличие
заводских паспортов (обычно укрепляемых заводом на внутренней стороне щеки);
соответствие маркировки строительной длины, указанной в паспорте, маркировке,
указанной на барабане; проверяют внешнее состояние кабеля на отсутствие вмятин,
порезов, пережимов, перекруток и т.д. В паспорте на кабель должна быть указана
длина кабеля, коэффициент затухания оптических волокон, номер барабана,
изготовитель волокон, номер заготовок.
При отсутствии заводского паспорта на кабель следует
запросить его дубликат у завода-изготовителя. Если дубликат не будет получен,
необходимо вызвать представителя заказчика и произвести измерение затухания
всех ОВ в обоих направлениях. При неудовлетворительных результатах измерений
решение о возвращении этого кабеля заводу-изготовителю, составлению акта или
прокладки его принимается заказчиком.
В том случае, когда выведенные на щеку барабана нижний
конец кабеля имеет длину меньше 1,7 м (запас для измерений), кабель необходимо
перемотать один раз, выведя необходимый запас нижнего конца на щеку барабана.
Во время перемотки необходимо осуществлять визуальный контроль за целостностью
наружной оболочки кабеля. При обнаружении малейших повреждений оболочки и
необходимости ремонта следует вызвать представителя заказчика, составить акт и
решить вопрос о произведении дополнительных работ.
Результаты входного контроля должны фиксироваться в
протоколах (см. приложения 6 и 7). В случае выявления значительных дефектов,
снижающих качество и надежность кабеля, должен быть составлен акт с участием
представителей подрядчика, заказчика и других заинтересованных организаций. При
этом следует руководствоваться инструкциями о порядке приемки продукции
производственно-технического назначения и товаров народного потребления по
количеству и качеству, утвержденными постановлениями Госарбитража СССР.
5.1.2. Проведение входного контроля по
оптическим параметрам
Измерение затухания оптического кабеля проводится в
сухих отапливаемых помещениях, имеющих освещение и возможность подключения
электрических приборов.
Перед измерением затухания оптические волокна
необходимо предварительно просветить любым источником света (например,
переносной электрической лампой, фонарем).
Если какие-либо оптические волокна не просвечиваются,
то измерение затухания необходимо начинать с этих волокон.
Если кабель имеет какие-либо повреждения или
отклонения, выявленные при внешнем осмотре на кабельной площадке, измерения
затухания данной длины не проводят. Вопрос, о применении этого кабеля решается
заказчиком.
Измерения затухания производят в соответствии с
описанием (см. гл. 9).
5.2. Группирование
строительных длин кабеля
Перед группированием строительных длин кабеля
необходимо иметь четкое реальное представление о прохождении трассы про кладки
кабеля, наличии различных коммуникаций, пересечений железнодорожных, шоссейных
дорог, речных переходов, газопроводов и пр., о фактических длинах пролетов
построенной канализации и типах колодцев, для чего производится обследование трассы
и внесение корректировки в проектную документацию и ее согласование с проектной
документацией.
При подборе кабеля следует исходить из того, что на
одном регенерационном участке должен быть кабель, изготовленный одним заводом
(кроме случаев стыковки с ОК для подводных переходов), только одной марки, с
одним типом оптического волокна и его защитных покрытий. При группировании
строительных длин кабеля, прокладываемых в грунт, следует производить расчет
таким образом, чтобы различные пересечения трассы приходились как можно ближе к
концу строительной длины, а место расположения соединительной муфты было
доступным для подъезда автотранспорта (монтажно-измерительной автомашины).
При группировании строительных длин кабеля,
прокладываемого в кабельной канализации, они должны быть размещены так, чтобы
отходы кабеля после выкладки были минимальными. При этом учитывают длины
пролеток, форму транзитных колодцев, запас ОК на монтаж.
Следует учитывать, что длина запаса для монтажа муфты
ОК, прокладываемого в грунт, должна быть 10 м с каждой стороны, прокладываемого
в кабельной канализации – 8 м.
По результатам группирования регенерационного участка
необходимо составить укладочную ведомость.
Все паспорта должны быть собраны и вместе с укладочной
ведомостью и ведомостью группирования строительных длин приложены к сдаточной
документации по регенерационному участку воде.
6. ПРОКЛАДКА ОПТИЧЕСКОГО КАБЕЛЯ
6.1. Общие положения
Прокладка кабеля в грунт осуществляется ручным
способом в открытую траншею или бестраншейным способом с применением
кабелеукладчиков. Способы прокладки оптических кабелей через болота и реки
должны определяться отдельными проектными решения ми.
Глубина прокладки кабеля определяется в каждом
конкретном случае проектом и не должна отклоняться от принятой в проекте
величины более, чем на ± 10 см.
В процессе бестраншейной механизированной прокладки
дол жен производиться непрерывный контроль за глубиной заложения.
Прокладка кабеля в открытые траншеи должна
производиться только после проверки их глубины и составления акта на скрытые
работы с участием представителя, осуществляющего технический надзор.
В процессе прокладки кабеля должны быть приняты меры,
исключающие нарушение его механических и оптических характеристик. При размотке
с барабанов кабеля нельзя допускать его резких изгибов и переломов из-за
смерзания витков, неправильной заводской намотки, резкого изменения скорости
вращения барабана и т.д. При этом барабан с кабелем должен равномерно
вращаться.
Прокладка ОК должна производиться при температуре
окружающей среды не ниже минус 10 °С. Прокладка кабеля при температуре
окружающей среды ниже 10 °С допускается до минус 30 °С при условии содержания
барабана, с которого разматывается кабель, в автономном отапливаемом помещении.
В этом случае можно также обеспечить прогрев кабеля на барабане непосредственно
перед прокладкой. Для этого с барабана снимают обшивку и покрывают его
специальным брезентовым чехлом, имеющим в нижней части металлический патрубок.
К патрубку подсоединяют портативный обогреватель типа ПП-85, который подает под
чехол горячий воздух.
6.2. Размотка и прокладка кабеля в траншею
Размотка кабеля и прокладка его в отрытую траншею
должны, как правило, производиться с применением механизмов. Ручной способ
размотки и прокладки применяют, если на трассе есть препятствия, исключающие их
применение.
Если позволяют условия трассы, размотку и прокладку
кабеля производят с барабана, установленного на специально оборудованном кузове
автомашины или на кабельном транспортере, передвигающимся по трассе вдоль
траншеи. Кабель в этом случае опускается сразу в траншею или на ее бровку.
Скорость движения автомашины не должна превышать 1 км/ч. Расстояние от колес до
края траншеи должно быть больше глубины траншеи на 25%.
Если рельеф местности и дорожные условия не позволяют
использовать технику, прокладка производится с выносной вручную всей
строительной длины вдоль траншеи и последующим опусканием кабеля в траншею. В
этом случае барабан с кабелем устанавливают в начале прокладки на неподвижном транспортере
или на козлах. При прокладке расстояние между рабочими должно быть таким, чтобы
кабель при выноске не волочился по земле.
При недостаточном количестве рабочих рекомендуется
прокладку производить способом «петля»: конец кабеля оставляют у
барабана (в начале прокладки) и размотку ведут с верха барабана петлей, нижнюю
часть которой рабочие, продвигаясь, укладывают непосредственно в траншею или на
землю у траншеи. По мере выкладки нижней части петли на землю освобождающиеся
рабочие переходят к барабану и подхватывают новый участок кабеля. До половины
строительной длины кабеля петля удлиняется, а затем укорачивается, приближаясь
к концу, где весь кабель оказывается вытянутым в одну линию.
Этот же способ эффективен при прокладке в открытую
траншею при наличии на трассе различных пересечений. Петля кабеля
протаскивается под каждым пересечением. Если на трассе имеются часто
встречающиеся пересечения, рекомендуется под ними проложить полиэтиленовую
трубу ПНД-32Т (или ПНД-40Т), заготовленную заранее стальной проволокой, а затем
в нее затянуть прокладываемый кабель (см.рис.6.1).

Рис.6.1 Прокладка кабеля на
трассе с часто встречающимися пересечениями
Во всех случаях при сматывании кабеля барабан должен
вращаться равномерно и принудительно руками рабочих, а не тягой кабеля.
Скорость вращения барабана должна постоянно согласовываться со скоростью
прокладки кабеля по трассе. Не допускается сматывать кабель с барабана петлями.
Во время размотки необходимо следить, чтобы перехлестнувшиеся или смерзшиеся
витки не вызывали резких перегибов и рывков при сходе с барабана.
Концы строительных длин кабеля в местах стыка должны
иметь запас 8 м, необходимый для монтажа соединительной муфты в
монтажно-измерительной автомашине. По окончании прокладки одной строительной
длины откапывают котлован размером 3000×2000×1500 мм и
устанавливают бетонный столбик.
Перед укладкой кабеля в траншею дно ее на всем
протяжении выравнивают и очищают от камней и других твердых включений. На
участках обхода препятствий изменение глубины должно осуществляться плавно. В
скальных и твердых грунтах на дно траншем всыпают «постель» из песка
или мягкого грунта толщиной 100 мм. Кабель укладывают без натяжений, но и без
существенных отклонений от осевой линии. Он должен плотно прилегать ко дну
траншеи и не иметь изгибов, превышающих допустимый радиус изгиба ОК при
прокладке и выкладке, который дол жен быть не менее 20 диаметров этого кабеля.
После прокладки кабеля в траншею производят засыпку ее
механизированным или ручным способом. Вначале табель засыпают песком или
просеянным грунтом на высоту 100 мм. Дальнейшую засыпку производят ранее
вынутым грунтом.
6.3. Прокладка кабеля
бестраншейным способом
Прокладку кабеля бестраншейным способом производят
ножевыми кабелеукладчиками, рабочие органы которых обеспечивают требуемый
радиус изгиба кабеля при выходе из кассеты и исключают его повреждение в
процессе прокладки. В грунтах значительной плотности, где могут иметь место
выглубления ножа, а также при наличии на трассе каменистых включений, корней
деревьев и других препятствий должна производиться предварительная пропорка
грунта.
Прокладку рекомендуется производить под постоянным
оптическим контролем, особенно на участках с неровной местностью. В этом случае
оптические волокна кабеля соединяют между собой шлейфом в одно волокно.
Контроль ведут с конца кабеля «А». На первое по счету волокно подключают
оптический генератор, на восьмое (или четвертое) — измеритель поглощаемой
мощности.
После сварки шлейфа оптические волокна укладывают и
крепят к центральному элементу. На подготовленные концы кабеля надевают
полиэтиленовые пакеты и закрепляют их на внешней полиэтиленовой оболочке ОК
липкой полиэтиленовой лентой.
Нижний конец ОК выкладывают на внешней стороне щеки
барабана и закрепляют металлическими пластинами. Полиэтиленовый пакет с
находящимся в нем ОВ дополнительно защищают металлическим желобом (см.рис.6.2).
До прокладки кабеля внутренняя часть кассеты и крышка
кассеты должны быть защищены от сварных швов, заусенцев, острых кромок и других
выступов, которые могут повредить оболочку кабеля.
Кассета, применяемая для прокладки оптического кабеля,
не должна применяться для прокладки других кабелей, во избежание загрязнения ее
битумными компаундами и меловыми покрытиями кабелей. При прокладке следует
через каждые 5-6 м осматривать внутреннюю часть кассеты и по мере необходимости
очищать ее.
После установки барабана на кабелеукладчик должна быть
создана слабина на витках кабеля во избежание рывка при начале вращения
барабана. Обслуживающий персонал должен занимать строго отведенные места, следя
за правильностью прохождения кабеля, его натяжением и стабильностью глубины прокладки.

Рис.6.2. .Выкладка нижнего конца ОК на внешней стороне
щеки барабана и закрепление его металлическими пластинами
В месте окончания одной строительной длины и начала
другой отрывают котлован 3000×2000×1500 мм. Конец проложенного
кабеля освобождают от кассеты. Оставшаяся длина конца кабеля должна быть 8 м. С
другой стороны котлована заряжают в кассету конец следующей строительной длины
кабеля, оставляя туже длину — 8м. Оставшиеся в котловане концы кабеля должны
быть защищены полиэтиленовыми колпачками.
При прокладке кабеля по заболоченным участкам, в
местности со сложным рельефом, плотных грунтах и т.д., где возможен
неравномерный ход кабелеукладчика, необходимо особенно тщательно следить за
синхронностью размотки кабеля и обеспечением его слабины перед входом в
кассету.
При работе на заболоченных участках следует применять
сцепку тракторов «елкой». Сцепка «елкой» делается для того,
чтобы часть тракторов, следующих за головным, двигалась по неразрыхленному
грунту, что обеспечивает лучшее сцепление тракторов с грунтом и необходимое
тяговое усилие.
6.4. Прокладка кабеля
кабелеукладчиком на пересечениях
На месте пересечения кабеля с подземными препятствиями
(трубопроводами, другими кабелями) отрывается котлован. Барабан с кабелем с
кабелеукладчика переносится к отрытому котловану и устанавливается на козлы
перед препятствием. Кабелеукладчик перегоняется за пересечение с препятствием.
Кабель «петлей» пропускается под пересечение, закладывается в кассету
кабелеукладчика, после чего продолжается прокладка кабеля в грунт. Нижний конец
кабеля укладывается на заданную глубину, а верхний конец сматывается с
барабана. Таким образом проходят и последующие пересечения с другими подземными
сооружениями (см.рис.6.3 и 6.4).
При прокладке кабеля на пересечении с другими
подземными сооружениями (трубопроводы, кабели) должны быть приняты мера,
исключающие повреждения этих сооружений.
6.5. Прокладка
оптического кабеля на переходах через железные и автомобильные дороги
На пересечении магистральных автомобильных и железных
дорог кабели должны быть затянуты в асбестоцементные безнапорные или
пластмассовые трубы ПНД-110 или ПВД-110, проложенные закрытым (горизонтальные
проколом, бурением) или открытым способами. Прокладка труб, как правило, должна
производиться до начала прокладки кабеля в районе пересечения. Концы труб
закрываются деревянной пробкой с уплотнением паклей и заливаются битумом.
6.6. Прокладка кабелей на
переходах через реки и водоемы
6.6.1. Кабели через водные преграды шириной до 300 м,
глубиной от 0,8 до 6,0 м, со скоростью течения до 1,5 м/с при плавном рельефе
дна, сложенного из несвязанных грунтов не выше IV группы, не
засоренных валунами и топляками, с заглублением кабеля до 1,2 м могут быть
проложены бестраншейным способом при помощи прицепных ножевых кабелеукладчиков.

Рис.6.3. Прокладка кабеля бестраншейным способом при одном
пересечении

Рис.6.4. Прокладка кабеля бестраншейным способом при
нескольких пересечениях
Через реки глубиной до 0,8 м с пологими берегами и
плотным невязким дном кабели прокладываются механизированной колонной так же,
как и на всем протяжении трассы. На реках глубиной от 0,8 до 6,0 м
кабелеукладчик протаскивается через водную преграду тракторной лебедкой или
колонной тракторов.
На реках с илистым дном при слое ила более 0,4 м
прокладка кабеля ножевым кабелеукладчиком не допускается. Разработка траншеи
может быть выполнена средствами гидромеханизации с применением водолазного
труда, экскаваторами и бульдозерами или «насухо», т.е. поочередным
перекрытием русла и отводом воды.
Прокладка кабеля при глубине водной преграды более 0,5
м может производиться со специально оборудованных плавсредств, на которых
устанавливаются для размотки барабаны с кабелем или укладывается
«восьмерками» смотанный кабель. При этом кабель прокладывается в
траншею вручную с опущенного за борт лотка.
6.6.2. Если по результатам проведенных изысканий
установлена возможность бестраншейной прокладки оптического кабеля, кабель
прокладывается в предварительно разработанную подводную траншею.
На несудоходных реках подводные траншеи в русле при
глубине до 0,8 м можно разрабатывать экскаваторами. Прокладка кабеля при
глубине водной преграды до 0,5 м производится вручную.
6.6.3. При прокладке оптического кабеля через глубокие
судоходные реки и водохранилища в подводные траншеи, последние разрабатываются
техническими средствами специализированных субподрядных организаций.
6.7. Прокладка кабелей в кабельной
канализации
Прокладка ОК в кабельной канализации может
осуществляться как ручным, так и механизированным способом с использованием
комплекта устройств и приспособлений для прокладки ОК.
Прокладка производится по свободным и занятым каналам
без полиэтиленовой трубы.
При прокладке ОК с проволочной броней в кабельной
канализации применяют чулок кабельный ЧСК-12К. На конце ОК удаляют часть
полиэтиленовой оболочки, медные жилы и центральный профилированный элемент.
Стальные проволоки распределяют на две равные части, выводят между сплетениями
чулка и пропускают с противоположных сторон через отверстия. Далее проволоки
обвязывают вокруг чулка и закрепляют липкой лентой (см.рис.6.5). Чулок
соединяют с тяговым канатом через компенсатор кручения.
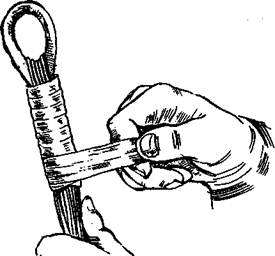
Рис.6.5. Закрепление проволок липкой лентой
При прокладке ОК с оплеткой из стальных проволок
применяют так же ЧСК-12К. Проволоки оплетки кабеля расплетают и закрепляют на
кабельном чулке так же, как в предыдущем случае.
При прокладке ОК с ленточной броней и со
стеклопрутками тяжение производят за полиэтиленовую оболочку кабеля чулком.
7.
МОНТАЖ КАБЕЛЯ
7.1. Конструкции муфт для
сращивания строительных длин магистральных и внутризоновых оптических кабелей
7.1.1. Конструкция муфты ММЗОК
Муфту междугородного зонового оптического кабеля ММЗОК
изготавливают в соответствии с ТУ 45-89 АХПО.446.004 ТУ.
Конструктивно ММЗОК (прямая) состоит из внутренней и
внешней муфт (см.рис.7.1), каждая из которых состоит из двух корпусов с
конусами и трех металлических опорных колец.

Рис.7.1. Муфта ММЗОК
В конструкцию муфты входят две полиэтиленовые кассеты
с крышками для укладки оптических волокон.
Заменяя конуса, муфту можно применять на кабелях с
наружным диаметром от 17 до 27 мм.
Разветвительная муфта также состоит из внутренней и
внешней муфт. Каждая из них состоит из корпуса с конусом и гильзы с оголовником
и двух опорных колец. В комплект также входят две кассеты с крышками.
7.1.2. Конструкция муфты МКО «Калибр»
Муфту МКО «Калибр» изготавливают в соответствии
с ТУ 45-89 АХПО.446.005 ТУ. Форма муфты принципиально новая, обтекаемая, без
острых углов, что в значительной мере увеличивает ее прочность и стойкость к
растрескиваниям (см.рис.7.2).
В муфте МКО конус с корпусом представляют собой одну
деталь — полумуфту. Таким образом, МКОП (прямая) состоит из внешней и
внутренней муфт. Каждая из них состоит из двух полумуфт с одним опорным
кольцом.
МКОР (разветвительная) состоит из корпуса, гильзы и
оголовника и двух опорных колец внутренней и внешней муфт.
При монтаже соединительных муфт на ОК для подводных
переходов, для электрического соединения металлических проволок стыкуемых
строительных длин кабеля и обеспечения высокой механической прочности
применяется специальный каркас, состоящий из двух фланцевых дисков и
фиксирующих трубок между нами (см.рис.7.3).

Рис.7.2. Полиэтиленовые детали внешней и внутренней
муфт MKО «Калибр»

Рис.7.3. Внешний вид каркаса
7.1.3. Конструкция прямой соединительной муфты МГОК
Сращивание строительных длин зонового ОК,
прокладываемого в кабельной канализации, производится с применением прямой
соединительной муфты МГОК 17/27 (ТУ 45-89 АХПО.446.003 ТУ).
Конструктивно муфта состоит из двух полиэтиленовых
конусов: металлического каркаса, разделяющегося на два желоба; полиэтиленовой
трубы, являющейся центральной цилиндрической частью муфты, и трех кассет для
выкладки запаса ОВ. Муфта используется на ОК с наружным диаметром от 17 до 27
мм.
На рис.7.4 показаны основные детали муфты.

Рис.7.4. Основные детали для монтажа прямой муфты
MIDK:
I — цилиндрическая часть муфты, 2 — металлический
каркас, 3 — конуса муфты, 4 — кассеты, 5 — пояски ТУТ
7.1.4. Конструкция сборной муфты
ММЗОК-2сб
Конструкция муфты ММЗОК-2сб показана на рис.7.5.
Корпус муфты имеет круглую (I) и плоскую формы, с двумя кабельными вводами (2).
Конструкция — сборная, состоящая из основания (3) и крышки (4). Крышка крепится
к основанию болтами и гайками (5).
Весь корпус выполнен из металла и покрыт грунтовкой.
(Антикоррозийное покрытие наносится на корпус муфты после ее монтажа).
Внутри основного корпуса расположена металлическая
камера (6) , в которую помещена круглая пластмассовая кассета (7) для укладки
запаса оптических волокон (8) и фиксации защитных гильз (9). Кассета
закрывается крышкой (10). В крышке корпуса имеется отверстие с резьбой, закрываемое
болтом (11) с уплотнительной прокладкой. Отверстие предназначено для проверки
герметичности смонтированной муфты избыточным воздушным давлением и заливки
внутренней камеры гидрофобным заполнителем.
Корпус муфты герметизируется двумя круглыми резиновыми
прокладками (12). Кабельные вводы герметизируются поджимаемыми резиновыми
сальниками (13) и термоусаживаемой трубкой (14).

Рис.7.5. Сборная соединительная муфта ММЗОК-2сб:
I — круглый корпус муфты, 2 — кабельные вводы, 3 —
основание муфты, 4 — крышка муфты, 5 — крепежные болты с гайками, 6 —
металлическая камера, 7 — круглая пластмассовая кассета, 8 — запас оптических
волокон, 9 — защитные гильзы, 10 — крышка кассеты, 11 — болт в отверстии
крышки, 12 — резиновые прокладки, 13 — резиновые сальник, 14 — термоусаживаемая
трубка, 15 — резиновый сальник в металлической камере, 16 — проволоки брони и
защитные гильзы
Для герметизации кабельных вводов может применяться двухслойная
термоусаживаемая лента «Радлен».
Ввод сердечника кабеля в металлическую камеру
герметизируется фигурным резиновым сальником (15). Бронепокровы кабеля
слагаются вокруг внутренней камеры. Пространство между внутренней камерой и
основным корпусом заливается эпоксидным |компаундом.
Конструкция разветвительной муфты ММЗОКР-2сб
аналогична ММЗОК-2сб (прямой) и отличается только наличием еще одного ила двух
ответвлений. Каждое ответвление представляет собой кабельный ввод прямой муфты.
7.2. Монтаж кабеля с круглой
проволочной броней
7.2.1. Концы кабеля на длине 2,0 м протирают ветошью,
смоченной в бензине Б-70, а затем — сухой.
На каждый конец кабеля надвигают по одному корпусу,
соединенному с конусом внешней муфты, и по одному корпусу, соединенному с конусом
внутренней муфты. Затем на оба конца надвигают по одному пояску ТУТ 30/15
длиной 55 мм.
Отступив от концов, ОК на 1500 мм, удаляют внешнюю
полиэтиленовую оболочку и фторопластовые ленты.
7.2.2. Защитные проволоки очищают от гидрофобного
заполнителя бензином Б-70, разворачивают в направлении против их повива,
отделяют друг от друга, укорачивают кусачками, оставляя длину 450-460 мм от
среза полиэтиленовой оболочки, и отгибают в стороны (см.рис.7.6).
Для предотвращения попадания влаги в смонтированную муфту
в случае повреждения внешней полиэтиленовой оболочки или втыка внешней муфты
делают влагонепроницаемую пробку, то есть продольную герметизацию кабеля в
муфте.
На участке 25 мм от обреза внешней полиэтиленовой
оболочки на внутреннюю оболочку накладывают в расплавленном виде клей-расплав
ГИПК 14-13, КРУС или КРД-1 (см.рис.7.7). Одновременно клей-расплав накладывают
на изоляцию всех защитных проволок, тоже на длине 25 мм.

Рис.7.6. Отгибание проволок брони

Рис.7.7. Нанесение 1ИПК 14-13 на внутреннюю оболочку
кабеля и проволоки брони
Затем проволоки выпрямляют и поверх них накладывают
бандаж из двух-трех слоев ПВХ ленты шириной 8-10 мм на расстоянии 20 мм от
обреза внешней оболочки (см.рис.7.8). Сверху наносят еще один слой клея с
заходом на 10 мм на внешнюю оболочку.
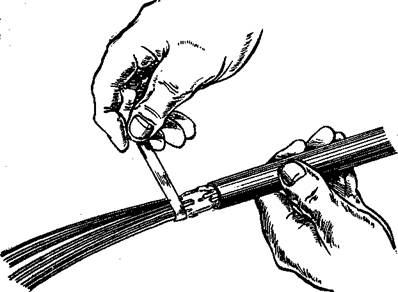
Рис.7.8. Нанесение бандажа из ПВХ ленты на проволоки
брони
Затем устанавливают и усаживают поясок ТУТ 30/I5 (см.
рис.7.9).

Рис.7.9. Усадка ТУТ 30/15
Аналогичные операции выполняют на втором сращиваемом
кабеле.
7.2.3. Концы кабеля плотно закрепляют в зажимах
монтажного станка, обеспечив расстояние между усаженными поясками ТУТ 30/15 300
мм. Проволоки отгибают в сторону кабеля.
Отступив 45 мм от пояска ТУТ, удаляют внутреннюю
оболочку. Разматывают на конце сердечника несколько витков фторопластовой ленты
и ниткой временно закрепляют оптические волокна в пазах центрального
профилированного элемента. Затем ленту разматывают полностью и обрезают ножом
возле среза оболочки.
Рис.7.10. Установка полиэтиленовых трубочек под
внутреннюю оболочку в пазы ЦПЭ
7.2.4. Оптические волокна поочередно извлекают из-под
бандажа из ниток. Каждое оптическое волокно и центральный профилированный
элемент протирают бензином Б-70. На каждое волокно надвигают цветную
полиэтиленовую трубочку, цвет определяется в соответствии с маркировкой
оптических волокон. Полиэтиленовые трубочки укладываются в пазы
профилированного элемента и вводятся под внутреннюю оболочку на 2-3 мм
(см.рис.7.10).

Установка полиэтиленовых
трубочек под оболочку в пазы ЦПЭ
На место стыка внутреннем оболочки и трубочек (для
закрепления последних) накладывают два-три слоя липкой полиэтиленовой ленты
шириной 10 мм (см.рис.7.11).

Рис.7.11. Наложение бандажа из липкой ПЭ ленты на стык
трубочек и внутренней ПВХ оболочки
Волокна отгибают по четыре в разные стороны: 1,2,3,4
-в сторону монтажника; 5,6,7,8 — в диаметрально противоположную. Отогнутые ОВ
временно прикрепляют к кабелю.
7.2.5. На обоих концах кабеля на расстоянии 150 мм от
пояска ТУТ кусачками укорачивают центральный профилированный элемент. С каждого
центрального элемента снимают ПВХ пластикат на расстоянии, равном половине
длины металлической гильзы. Освобождение участки стеклопластикового стержня
зачищают ножом и на них наносят клей ВК-9. Затем на один из концов надвигают
металлическую гильзу, а второй стеклопластиковый стержень вставляют в гильзу с
другой стороны. Стержень закрепляют винтами (см.рис.7.12).

Рис.7.12. Соединение стеклостержня центрального
профилированного элемента в металлической гильзе
Если центральный профилированный элемент армирован
нитями СВМ, то освобожденные от оболочки нити СВМ связывают тройным узлом и над
ним устанавливают полиэтиленовую гильзу.
Если центральный силовой элемент (ЦСЭ) выполнен в виде
стальной проволоки, то ее спаивают в середине муфты припоем ПОССу 30-2 с
применением пасты ПБК-26М. Скрутку изолируют полиэтиленовой гильзой.
7.2.6. Далее приступают к сращиванию металлических
проволок. Для этого берут контрольную (если ее нет — нижнюю) проволоку одного
кабеля и соответствующую ей проволоку второго кабеля. На одну из них надвигают
полиэтиленовую гильзу диаметром 8 мм и длиной 40 мм. Проволоки стягивают
навстречу друг другу и отмечают место удаления их полиэтиленовой изоляции.
На одной из проволок изоляцию удаляют на длине 30 мм,
а на другой — на длине 60 мм. Скрутку производят у среза полиэтиленовой
изоляции.
Проволоки скручивают на длине 25 мм, лишнюю длину
удаляют кусачками. Затем проволоки пропаивают в стаканчиковом паяльнике припоем
ПОССу 30-2 с применением пасты ПБК-26М (см. рис.7.13). Скрутки изолируют
полиэтиленовой гильзой.
В случае применения кабеля с жилами для дистанционного
питания (ДП) их сращивают так же, как и проволоки брони. Скрутки пропаивают
припоем ПОССу 40-2 с применением канифольного флюса и изолируют полиэтиленовой
гильзой.
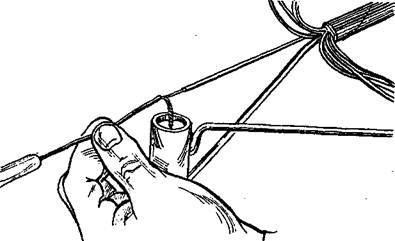
Рис.7.13. Пропайка скруток проволок брони
Для сращивания проволок их следует располагать таким
образом, чтобы не произошло защемление оптических волокон. Если это обеспечить
невозможно, две-три проволоки с обоих концов кабеля модно удалить.
7.2.7. На центральный профилированный элемент и
соединенные проволоки устанавливают, прикрепляя их нитками, обе кассе ты.
Предварительно оптические волокна освобождают от временно го крепления и
выводят через окна кассет (см.рис.7.14).
7.2.8. Далее приступают к сварке и выкладке оптических
волокон в кассетах, начиная с первого (в соответствии с маркировкой) по счету в
кабеле. Сварку производят в соответствии с указаниями «Паспорта на
комплект для сварки». Сварка и выкладка оптических волокон должна вплоть
до герметизации муфты производиться под контролем рефлектометром обратного
рассеивания. Дaнныe затухания заносят в паспорт на муфту (см. приложение 9).
7.2.9. Закончив сварку и выкладку всех восьми волокон
(см.рис.7.15), кассеты закрывают крышками. Крышки закрепляют в двух местах
двумя-тремя слоями липкой пластмассовой лентой и прикрепляют к ней паспорт на
смонтированную муфту.

Рис.7.14 Прикрепление кассеты к центральному
профилированному элементу

Рис.7.15. Установка крышки на кассету
7.2.10. Далее приступают к соединению металлических
проволок, оставшихся со стороны монтажника. Эту работу выполняют, как указано в
п.7.2.6 настоящего Руководства.
7.3. Монтаж
разветвительной муфты на кабеле с круглой проволочной броней
Монтаж разветвительной муфты на кабеле с круглой проволочной
броней проводится аналогично между прямой муфты на этом кабеле. Поэтому, в
основном, следует руководствоваться указаниями, изложенными в п.7.2 настоящего
Руководства. Некоторые особенности монтажа муфты ММЗОКР приводятся ниже.
7.3.1. После удаления ветошью грязи с концов ОК на
кабель, который будет разветвляться, надвигают соединенные конус, корпус и
гильзу внешней и внутренней муфт. Ответвляемые кабели вводят в пальцы
оголовника внешней и внутренней муфт (см. рис.7.16), удаляют полиэтиленовую оболочку,
укорачивают армирующие проволоки и медные жилы.

Рис.7.16. Установка оголовника муфты на ответвляющиеся
кабели
7.3.2. Устанавливают оголовник внутренней муфты над обрезом
полиэтиленовой оболочки кабеля. Стыки пальцев, оголовника с оболочкой кабелей
герметизируют наплавлением полиэтиленовой ленты под стеклолентой или
двухслойной термоусаживаемой лентой.
Аналогично устанавливают и герметизируют места стыков
оголовника внешней муфты (см.рис.7.17).

Рис.7.17. Герметизация ответвлений оголовника внешней
муфты
7.3.3. Стальные проволоки и медные жилы одного
ответвляемого кабеля отгибают в одну сторону, а проволоки второго ответвляемого
кабеля в другую (см.рис.7.18). Проволоки основного кабеля отгибают, как это
указано в п.7.2.6 настоящего Руководства.
7.3.4. Каждую проволоку основного кабеля сращивают с
па рой проволок ответвляемого кабеля. Соединение медных жил производят в
соответствии с проектом.
7.3.5. При восстановлении центрального элемента все
три элемента (основного ОК и ответвляемых) сращиваются вместе в центре муфты.
Кассета для выкладки запаса ОВ прикрепляется к трем
соединенным центральным элементам.
7.3.6. Сварка и выкладка ОВ производятся в
соответствии с п.7.2.8 настоящего Руководства.

Рис.7.18. Разделка сращиваемых кабелей
7.4. Монтаж
соединительной муфты на кабеле с броней из стальных лент
7.4.1. При монтаже соединительной муфты на кабеле с
броней из стальных лент используется внешняя муфта с конусом -17/27, а
внутренняя — с конусом 12/20.
7.4.2. Концы кабеля на длине 2,5 м протирают ветошью,
смоченной в бензине Б-70, а затем — сухой.
На каждый конец кабеля надвигают корпус, соединенный с
конусом внешней муфты. На один из концов надвигают поясок ТУТ 100/50 шириной 60
мм и один поясок шириной 100 мм. Затем на оба конца кабеля надвигают по
корпусу, соединенному с конусом внутренней муфты.
7.4.3. На расстоянии 1500 мм от конца кабеля удаляют
наружную полиэтиленовую оболочку.
На участке 60-70 мм у среза полиэтиленовой оболочки
лен ты брони слегка прогревают открытым пламенем и затем протирают от битумного
покрытия ветошью, смоченной в бензине, а за тем — сухой.
7.4.4. Отступив от среза полиэтиленовой оболочки на
10-12 мм, ленты брони на участке 7-6 мм зачищают по всей окружности
напильником. Зачищенный участок протирают ветошью, смоченной бензином, и
залуживают на 2/3 окружности с захватом обеих лент припоем ПОССу 30-2 с
применением в качестве флюса пасты ПБК-26М.
7.4.5. Провод ПНШМ 1×2 длиной 250-300 мм
освобождают на конце на длине 60-70 мм от изоляции, залуживают и накладывают бандажом
на залуженный участок брони (см.рис.7.19). Затем бандаж пропаивают припоем.
ПОССу 30-2.

Рис. 7.19. Устройство бандажа проводом ПРППМ на броне
кабеля
7.4.6. Ножовкой или трехгранным напильником делают
круговой надпил обеих лент брони возле проволочного бандажа. Ленты раскручивают
и обламывают по надпилу. Удаляют ленту крепированной бумаги.
Внутреннюю оболочку протирают бензином Б-70 и зачищают
ножом или металлической щеткой на участке 60-70 мм от среза бронелент, затем
через бандаж и провод надвигают на нее поясок ТУТ 30/10 шириной 60 мм,
устанавливают и герметизируют термоусаживаемой трубкой полиэтиленовый конус.
Под ТУТ используют один из указанных в руководстве
герметиков. При отсутствии ТУТ герметизацию производят наплавлением
полиэтиленовой ленты под стеклолентой или термоусаживаемой лентой.
7.4.7. На уровне цилиндрической части конуса удаляют
внутреннюю полиэтиленовую оболочку и пластикатовые ленты. Сердечник кабеля
разбирают и протирают от гидрофобного заполнения сначала ветошью, смоченной в
бензине, а затем — сухой.
7.4.8. Медные жилы укорачивают, оставляя длину 400-450
мм, отгибают вместе с оптическими модулями к кабелю и временно закрепляют
перевязкой.
7.4.9. Центральный силовой элемент, выполненный в виде
стального троса, с обоих концов кабеля освобождают от пластмассовой оболочки и
соединяют в центре муфты пайкой припоем ПОССу 30-2 с применением пасты ПБК-26М
(см.рис.7.20). Место пайки изолируют полиэтиленовой гильзой.

Рис.7.20. Соединение стального центрального силового
элемента пайкой
Если центральный силовой элемент представляет собой
стеклопластиковый стержень в пластмассовой оболочке, то оба ЦСЭ разрезают в
середине муфты, так чтобы они сходились друг с другом в стык. На длине 20 мм с
каждого из них удаляют полиэтиленовую оболочку. На один центральный элемент
надвигают отрезок ТУТ 6/3 длиной 60 мм. Освобожденные от оболочки стержни
протирают бензином и обрабатывают наждачной бумагой. Затем наносят клей ВК-9 и
производят стыковку в металлической перфорированной гильзе (см.рис.7.21) длиной
40 мм, внешним диаметром 5 мм. Гильзу обжимают по концам плоскогубцами. Поверх
гильзы устанавливают и усаживают ТУТ 6/3.

Рис.7.21. Стыковка стеклостержня в металлической
гильзе
7.4.10. Далее производят сращивание соответствующих
медных жил кабеля цвет в цвет. Скрутки пропаивают в стаканчиковом паяльнике
припоем ПОССу 40-2 с применением канифольного флюса и изолируют полиэтиленовыми
гильзами. (Сращивание медных жил можно производить после, сварки оптических
волокон и окончательной установки кассеты).
7.4.11. К центральному силовому элементу и медным
жилам (если они не соединены, то только к ЦСЭ) прикрепляют нитками кассету.
7.4.12. Отступив на 75-80 мм от полиэтиленовой
оболочки, со всех волокон удаляют модульные трубки. Волокна по всей длине
протирают бензином Б-70 от гидрофобного заполнения и затем — сухим тампоном.
Оптические волокна обеих строительных длин выводят с
каждой стороны в окна кассеты и «временно прикрепляют к кабелю.
7.4.13. Производят сварку и выкладку в кассете всех
оптических волокон (начиная с первого по счету в кабеле ОВ) обеих сращиваемых
длин кабеля в соответствии с указаниями «Паспорта на комплект для
сварки». Контроль качества сварки производят рефлектометром обратного
рассеивания. Кассету закрывают крышкой и скрепляют в двух местах липкой лентой.
Одновременно прикрепляют к ней паспорт на смонтированную муфту.
7.5. Монтаж
соединительной муфты на кабеле с броней из оплетки металлическими проволоками
7.5.1. Концы кабеля на длине 2,5 м протирают ветошью,
смоченной в бензине Б-70, а затем — сухой.
На каждый конец кабеля надвигают по одной полумуфте
внешней муфты. На один из концов надвигают поясок ТУТ 100/50 шириной 60 мм и
один поясок шириной 100 мм. Затем на оба конца надвигают по одной полумуфте
внутренней муфты и по одному отрезку ТУТ 20/10 — длиной 80 мм.
7.5.2. На расстоянии 1500 мм от конца кабеля удаляют
наружную полиэтиленовую оболочку. Отступив от среза полиэтиленовой оболочки на
25 мм, на участке 5-7 т металлическую оплетку протирают бензином Б-70 и дают ей
просохнуть. Затем на этот участок накладывают бандаж из 4-5 витков медной
проволоки диаметром 1,2 мм (См.рис.7.22), не оставляя лишней длины.

Рис.7.22. Наложение бандажа на металлической оплетке
Металлическую оплетку вспушивают на расстоянии 400-600
мм от бандажа, обрезают и расчесывают до проволочного бандажа. Далее все
проволоки, кроме 10-12, расположенных в одном месте, выкусывают. Оставшиеся
проволоки сплетают между собой (см.рис.7.23).
7.5.3. Далее приступают к продольной герметизации
кабеля. Металлическую оплетку до проволочного бандажа и полиэтиленовую оболочку
на расстоянии 25 мм от ее среза еще раз протирают бензином и просушивают.
Полиэтиленовую оболочку зачищают ножом. На оба участка: на металлическую
оплетку на участке до бандажа и на полиэтиленовую оболочку возле ее среза —
наматывают ленту герметика или наносят расплав герметика.

Рис.7.23. Оставшиеся проволока после удаления
металлической оплетки
На полиэтиленовую оболочку наносят один слой
герметика, на металлическую оплетку — два слоя (см.рис.7.24). Затем надвигают и
усаживают отрезок ТУТ 20/10 длиной 80 мм (см.рис.7.25).

Рис.7.24. Наложение герметизирующей ленты

Рис.7.25. Усадка термоусаживаемой трубки 20/10 для
продольной герметизация кабеля
7.5.4. Отступив на 10 мм от проволочного бандажа,
удаляют внутреннюю пластмассовую оболочку в пластикатовые ленты.
Сердечник кабеля расплетают и тщательно протирают от
гидрофобного заполнения ветошью, смоченной бензином Б-70, а за тем — сухой.
7.5.5. Медные жилы укорачивают, оставляя длину 400-450
мм, отгибают вместе с оптическими модулями к кабелю и временно закрепляют
перевязкой.
7.5.6. Производят сращивание центрального силового
элемента, сращивание медных жил, сварку и выкладку ОВ как это указано в пп.
7.4.9-7.4.13.
7.6. Монтаж соединительной
муфты на кабеле с броней из стеклопластиковых стержней
7.6.1. Монтаж кабеля с броней из стеклопластиковых
стержней производится аналогично монтажу кабеля с круглой проволочной броней.
Поэтому, в основном, следует руководствоваться указаниями, изложенными в п.7.2
настоящего Руководства.
7.6.2. Стеклопластиковые стержни соединяют в
металлической гильзе, как это указано в п.7.4.9 и на рис.7.21.
7.7. Герметизация
сростка полиэтиленовыми муфтами
7.7.1. Оба конца кабеля освобождают от крепления. Над
кассетой устанавливают части внутренней полиэтиленовой муфты.
7.7.2. Все герметизируемые стыки зачищают ножом или
металлической щеткой. Рядом со средним стыком муфты накладывают по одному
пояску герметизирующей ленты и над ним усаживают открытым пламенем поясок ТУТ
100/50.
На крайние стыки наматывают по 3-4 слоя полиэтиленовой
ленты и по 2-3 слоя стеклоленты. Открытым пламенем производят герметизацию
крайних стыков муфты наплавлением полиэтиленовой ленты под стеклолентой. Режим
сварки приводится в табл.7.1.
Таблица 7.1
|
Время, мин |
Количество циклов |
|||
|
всей сварки |
Начального нагрева |
паузы |
Последующего |
|
|
8 |
2 |
0,5 |
0,5 |
6 |
На рисунке 7.26 показана смонтированная внутренняя
муфта.

Рис.7.26. Смонтированная внутренняя муфта ММЗОК
На кабеле со стальными лентами брони приваривают
внутренние конуса.
* Если на кабеле с броней из стальных лент для внутреннего корпуса
муфты применяется конус 17/27, то на внутреннюю оболочку кабеля под конуса
устанавливают для уплотнения вкладыши — отрезки кабельной оболочки.
7.7.3. После монтажа внутренней полиэтиленовое муфты
ее проверяют на герметичность местным воздушным давлением. Для этого к
цилиндрической части корпуса муфты, нагретой металлической пластиной,
приваривают полиэтиленовый патрубок (оболочка кабеля ТИП 10×2×0,5).
Через патрубок в корпусе муфты делают прокол шилом или проплав нагретым
металлическим стержнем. К патрубку присоединяют через осушительный бачок с
селикагелем автомобильный насос.
С помощью насоса в муфте создают избыточное воздушное
давление примерно 98 кПа (1,0 кг/см2). Проверку производят прибором
УЗТИ, а при его отсутствии — обмыливанием муфты. После проверки муфту тщательно
промывают водой от остатков мыла и затем протирают насухо. Полиэтиленовый
патрубок срезают ножом. На отверстие в корпусе муфты накладывают вдвое
сложенный отрезок сэвиленовой ленты длиной 30-35 мм (в сложенном виде) и
закрепляют его нагретой металлической пластиной. Затем над этим участком
устанавливают и усаживают второй оставшийся поясок ТУТ 100/50.
7.7.4. Закончив проверку герметичности внутренней
муфты, приступают к монтажу внешней защитной муфты. На ОК с ленточной броней
предварительно соединяют пайкой провод. Внешнюю муфту устанавливают над
внутренней.
Стыкуемые участки деталей муфты и оболочку возле стыка
зачищают ножом или металлической щеткой. На стык полумуфт наматывают 10 слоев
полиэтиленовой ленты и поверх них — 4 слоя стеклоленты. Умеренным пламенем
газовой горелки или паяльной лампы производят наплавление полиэтиленовой ленты
под стеклолентой. Временной режим сварки приведен в таблице 7.2.
Таблица 7.2
|
Время, мин |
Количество циклов |
|||
|
всей сварки |
начального нагрева |
паузы |
последующего |
|
|
17 |
5 |
1 |
1 |
6 |
Далее на каждый крайний стык наматывают по 3-4 слоя
полиэтиленовой ленты и по 2-3 слоя стеклоленты. Герметизацию стыков производят
так же, как и герметизацию стыков внутренней муфты.
7.7.5. После монтажа внешней защитной муфты производят
ее заливку гидрофобным заполнителем. Для этого в корпусе муфты, возле начала
конусной части ножом делают одно отверстие диаметром 10-12 мм. В отверстие
вставляют воронку, через которую в муфту заливают нагретый до 80-90 °С
гидрофобный заполнитель. Во время заливки муфта должна быть в наклонном (на
угол, примерно, 30°) положении. Отверстие в муфте должно быть в верхней точке.
По мере остывания и усадки заполнитель, примерно в течение одного часа,
доливают в муфту.
После заливки муфты отверстие герметизируют
наплавлением полиэтиленовой ленты под стеклолентой.
7.8. Герметизация
разветвительной муфты
7.8.1. Сдвигают части внутренней муфты и устанавливают
их в оголовник (рис.7.27).

Рис. 7.27. Установка корпуса внутренней муфты
Место стыка конуса муфты с оболочкой кабеля и гильзы с
оголовником герметизируют способом наплавления полиэтиленовой ленты под
стеклолентой. Режим сварки см. в п.7.7.2.
7.8.2. Смонтированную внутреннюю муфту проверяют на
герметичность местным воздушным давлением (см.п. 7.7.3).
7.8.3. Сдвигают и устанавливают в оголовник часть
внешней муфты (см.рис.7.28). Герметизацию производят так же, как и на
внутренней муфте.

Рис.7.28. Установка корпуса внешней муфты
7.8.4. В корпусе смонтированной внешней муфты, возле
начала конусной части делают отверстие 10-12 мм, через которое заливают
разогретый до 80-90 °С гидрофобный заполнитель. После его заливки и остывания
отверстие в муфте герметизируют наплавлением полиэтиленовой ленты под стеклолентой.
7.9. Ремонт
соединительной муфты
7.9.1. Вскрытие муфты
При необходимости ремонта муфты в нижней и верхней
части внешней муфты делают по два отверстия диаметром 15-17 мм. На муфту
устанавливают металлический кожух, в котором с помощью паяльной лампы или газовой
горелки создают температуру 70-80 °С. Под муфту устанавливают противень.
Примерно в течение часа производят выплавление гидрофобного заполнителя из
внешней муфты. Затем вскрывают внешнюю муфту. Части муфты сдвигают в стороны по
кабелю. Внутреннюю муфту протирают от остатков заполнителя ветошью, смоченной в
бензине, а затем — сухой. Далее вскрывают внутреннюю муфту. Части муфты
сдвигают к внешней муфте, производят вскрытие кассеты и ремонт волокон или
сварных соединений.
7.9.2. Восстановление муфты
При последующем восстановлении муфты стыка внутренней
и внешней муфт герметизируют наплавлением полиэтиленовой ленты под
стеклолентой. На внешней муфте сначала заделывают отверстия в нижней ее части,
а после заливки гидрофобного заполнителя — в верхней.
7.10. Особенности
монтажа соединительных на кабеле, прокладываемом в кабельной канализации
Для монтажа магистральных и внутризоновых ОК,
прокладываемых в кабельной канализации, рекомендуется применение муфты ММЗОК
17/27, но допускается и применение муфты ММЗОК. В последнем случае монтируют
только внутреннюю муфту, внешняя муфта не устанавливается.
7.11. Монтаж
соединительной муфты ММЗОК I7/27
7.11.1. После прокладки ОК в кабельной канализации
концы строительных длин, подлежащие сращиванию, сворачивают кольцами
(см.рис.7.29).

Рис.7.29. Укладка ОК в колодце после прокладки
7.11.2. Перед монтажом соединительной муфты концы ОК,
не раскручивая колец, подают в монтажно-измерительную автомашину (ЛИОК) и на
длине 2,5 м протирают бензином.
7.11.3. Из комплекта извлекают детали и материалы для
монтажа соединительной муфты. На торце усеченной части обоих конусов и на
торцах цилиндрической части муфты с обеих сторон ножом снимают фаску под углом
30°.
Проверяют наличие металлических опорных колец в
конусах.
7.11.4. На каждый конец ОК надвигают по одному пояску
ТУТ 30/15 длиной 70 мм, по одному полиэтиленовому конусу, по одному пояску ТУТ
100/50 длиной 100 мм, по одному пояску ТУТ 30/15 длиной 60 мм. На один из
концов ОК надвигают цилиндрическую часть муфты и один поясок ТУТ 100/50 длиной
60 мм
7.11.5. Полиэтиленовые конуса сдвигают и устанавливают
на кабеле на расстоянии 1500 мм от цилиндрической части до его конуса. Оба
конца закрепляют в кронштейнах монтажного стола.
7.11.6. Поверхность оболочки ОК и полиэтиленовых
конусов в месте стыка протирают бензином Б-70 и зачищают ножом. Затем на место
стыка наматывают три слоя полиэтиленовой ленты и поверх нее — два слоя
стеклоленты.
7.11.7. Открытым пламенем газовой горелки или паяльной
лампы производят наплавление полиэтиленовой ленты под стеклолентой на
герметизируемые стыки обоих конусов. Прогрев необходимо производить, соблюдая
следующий циклический режим:
Таблица 7.3
|
Время, мин |
Количество циклов «нагрев- |
||||
|
всей сварки |
начального нагрева |
паузы |
последующего |
||
|
4 |
1 |
0,5 |
0,5 |
3 |
|
После остывания места сварка до температуры, примерно,
50-60 °С стеклоленту снимают.
Примечание.
При наличии у исполнителя ТУТ с коэффициентом радиальной усадки более 1/2
герметизацию конуса с полиэтиленовой оболочкой кабеля необходимо производить
этой ТУТ. Вместо ТУТ может применяться двухслойная термоусаживаемая лента.
7.11.8. Для повышения механической прочности поверх
наплавленного слоя полиэтиленовой ленты на место стыка полиэтиленового конуса с
оболочкой кабеля наматывают в два слоя пояски герметизирующей ленты из сэвилена
или наносят клей-расплав ГИПК14-13, КРД, КРУС-1 (рис.7.30).

Рис.7.30. Наложение герметизирующей ленты
7.11.9. Далее на герметизирующую ленту надвигают и
усаживают открытым пламенем поясок ТУТ 30/15 длиной 70 мм (рис.7.31).

Рис. 7.31. Установка пояска ТУТ 30/15 на стык конуса с
оболочкой кабеля
7.11.10. На уровне окончания полиэтиленовых конусов
наружную полиэтиленовую оболочку и полиэтиленрефталатную ленту обоих концов
кабеля надрезают и удаляют.
7.11.11. Защитные проволоки брони очищают от
гидрофобного заполнителя бензином Б-70, разворачивают в направлении против их
повива, отделяют друг от друга и укорачивают кусачками, оставляя длину 550-600
мм от среза полиэтиленовой оболочки, и отгибают в стороны.
7.11.12. Делают продольную герметизацию кабеля
(см.п.7.2.2).
7.11.13. На расстоянии 30 мм от пояска ТУТ 30/15
удаляют |внутреннюю полиэтиленовую оболочку. Разматывают на конце сердечника
несколько витков полиэтилентерефталатной ленты и ниткой временно закрепляют ОВ в
пазах центрального элемента. Затем ленту разматывают полностью и обрезают ножом
возле полиэтиленовой оболочки.

Рис.7.32. Укладка прокладки из полиэтиленовой пленки
7.11.14. Под конуса подкладывают один из желобов
металлического каркаса, входящего в состав монтажного комплекта, и временно
закрепляют перевязкой. При этом расстояние между конусами устанавливают таким,
чтобы концы желоба перекрывали чуть больше половины их цилиндрической части. В
каркас укладывают прокладку из полиэтиленовое пленки длиной 700 мм и шириной
115 мм (см.рис.2.7.32).
7.11.15. Готовят ОВ к сварке, как это указано в
п.7.2.4.
7.11.16. Соединяют центральный элемент, сращивают
металлические проволоки (см. пп.7.2.5-7.2.6).
7.11.17. Производят маркировку ОВ в соответствии с его
счетом в кабеле. Для этого отрезают липкую ленту данной 200 мм и на участке,
равном половине этой длины, приклеивают все восемь ОВ в порядке счета в кабеле,
начиная с первого.
Закрывают все волокна второй половиной ленты
(см.рис.7.33) и обозначают все номера волокон (см.рис.7.34).

Рис.7.33. Закрепление ОВ липкой пластмассовой лентой
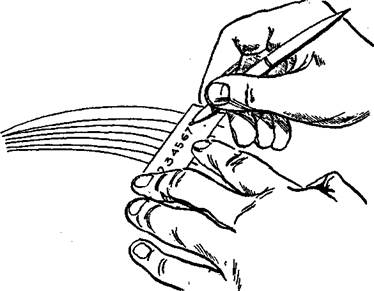
Рис.7.34. Маркировка ОВ на липкой пластмассовой ленте
Аналогичные операции производят на другом конце
кабеля.
7.11.18. Отрезают вместе с лентой по счету первые три
ОВ (см.рис.7.35). Берут кассету, вводят эти три ОВ в окно кассеты
(см.рис.7.36).
Остальные ОВ выкладывают вдоль металлического каркаса
и временно прикрепляют к кабелю.
7.11.19. Через второе окно кассеты выводят три
аналогичных ОВ другого конца кабеля.
7.11.20. Устанавливают кассету на каркас так, чтобы
его корпус вошел в пазы кассеты (см.рис.7.37).
7.11.21. Далее устанавливают вторую кассету и через ее
окна выводят четвертое и пятое волокна обоих концов кабеля.
7.11.22. После этого устанавливают третью кассету и
через ее окна выводят оставшиеся шестое, седьмое и восьмое волокна обоих концов
кабеля.

Рис.7.35. Отделение первых трех ОВ с липкой
пластмассовой лентой

Рис.7.36. Ввод первых трех ОВ в окно кассеты

Рис.7.37. Установка кассеты
7.11.23. Закончив установку кассет и вывод через их
окна волокон, приступают к сварке ОВ сращиваемых строительных длин кабеля,
начиная с первого по счету в кабеле, в соответствии с указаниями «Паспорта
на комплект для сварки световодов».
Контроль качества сварки производится рефлектометром
обратного рассеивания. Данные затухания заносят в паспорт на муфту.
7.11.24. После сварки первого ОВ усаживают защитную
гильзу и производят выкладку волокна в кассете. Для предотвращения выпадения
гильзы нужно ввести немного липкого полиизобутиленового компаунда (ЛПК) между
фиксаторами.
Контроль рефлектометром ведется вплоть до окончания
укладки ОВ и фиксации защитных гильз.
Защитную гильзу КДЗС располагают между фиксаторами, в
середине кассеты, начиная с первого ряда.
7.11.25. Аналогично сваривают, выкладывают и фиксируют
остальные два ОВ (см.рис.7.38).

Рис.7.38. Укладка трех соединенных ОВ и защитных гильз
в кассете
7.11.26. Далее приступают к сварке ОВ, выведенных в
окна следующих кассет.
После сварки всех ОВ порядок их счета отмечают в
паспорте на смонтированную муфту, паспорт вкладывают в один из конусов муфты.
Над кассетой устанавливают вторую половину каркаса так, чтобы его корпус вошел
в верхние пазы всех трех кассет (см. рис. 7.39).
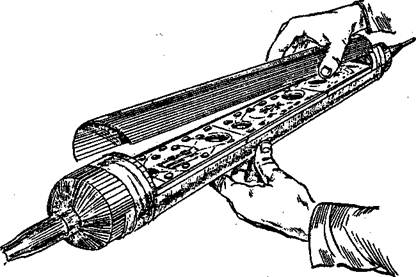
Рис. 7.39. Установка второй половины каркаса
7.11.27. Желоба каркаса скрепляют между собой липкой
лентой и надвигают цилиндрическую часть муфты (рис.7.40).

Рис.7.40. Установка цилиндрической части муфты
7.11.28. Полиэтиленовую поверхность возле
герметизируемых стыков цилиндрической части муфты с конусами протирают бензином
Б-70, зачищают ножом или металлической щеткой. Затем возле каждого стыка с
обеих сторон наматывают в два слоя пояски герметизирующей ленты из сэвилена или
наносят клей-расплав ГИПК 14-13, или КРД, или КРУС-1. Концы лент закрепляют,
сплавив их пламенем спички.
7.11.29. На каждый стык устанавливают и усаживают
открытым пламенем пояски ТУТ 100/50 шириной по 100 мм (см.рис.7.41).
7.11.30. Производят проверку герметичности смонтирован
ной муфты местным избыточным воздушным давлением (сгл.п.7.7.3).
7.12. Монтаж муфт на стыке
подводного и подземного кабелей
7.12.1. До выезда на трассу в условиях мастерских вскрывают
полиэтиленовый пакет с упакованным в нем комплектом де талей и материалов для
монтажа соединительной муфты ММЗОК. В комплекте полиэтиленовые конуса к внешней
и внутренней муфтам заменяют конусами с патрубками.
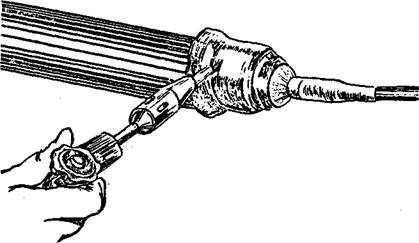
Рис.7.41. Усадка пояска ТУТ 100/50 на стыке
цилиндрической части муфты с конусами
7.12.2. На всех полиэтиленовых деталях (конусах,
полумуфтах, патрубках), находящихся сверху при соединении, на торце ножом
снимают фаску под углом 30°.
7.12.3. На торце конусных окончаний полумуфт
внутренней муфты против места расположения патрубка (после установки конуса)
ножом делают кругообразный вырез диаметром 5-7 мм.

Рис.7.42. Соединение конуса с внутренней муфтой
7.12.4. На конусные окончания полумуфт внутренней
муфты надвигают конуса с патрубками. Рядом со стыком наматывают пояски
герметизирующей ленты из сэвилена или наносят клей-расплав. Над стыком усаживают
поясок ТУТ 60/30 (см.рис.7.42).
7.12.5. От одного из конусов, предназначенных для
внутренней муфты в входящих в комплект деталей в материалов (но не
использующихся в данной технологии), ножом отрезают усеченную часть длиной 15
мм. Затем укороченную деталь устанавливают с внутренней стороны в один из
конусов с патрубками.
7.12.6. На полумуфтах внешней муфты ножом укорачивают
конусные окончания на 30 мм и снимают фаску. Далее в укороченные конусные
окончания полумуфт устанавливают полиэтиленовые конуса с патрубками. Стык
герметизируют пояском ТУТ 80/40.
7.12.7. От второго конуса отрезают 25 мм (аналогично
описанию п.7.12.5). Отрезанную часть устанавливают в один из конусов с
патрубком. Точно также из комплекта деталей и материалов извлекают полиэтиленовый
конус, предназначенный для внешней муфты (и также не используемый в данной
технологии). От этого конуса ножом отрезают усеченную часть длиной 40 мм и
устанавливают в другой конус с патрубком. Входное отверстие разрабатывают под
наружный диаметр подводного кабеля.
7.12.8. Подготавливают два отрезка кабеля ПРППМ
1×2×1,2 длиной по 6 м. На конце каждого отрезка на длине 600-700 мм
один из проводов удаляют, не нарушая изоляции другого провода. Отрезки кабеля
сматывают и укладывают вместе с другими материалами и деталями в общий пакет.
7.12.9. Концы кабелей на длине 2,5-3,0 м протирают
ветошью, смоченной в бензине, и затем — сухой.
На оба контрольных провода надвигают по одному отрезку
ТУТ 8/4 длиной 60 мм и вводят их в патрубок полумуфт внешней муфты. Полумуфты
надвигают на концы кабелей. Полумуфту с меньшим входным отверстием надвигают на
подземный ОК, с большим — на подводный кабель. На контрольные провода надвигают
еще по одному отрезку ТУТ 8/4 длиной 60 мм. На конец подводного ОК надвигают
поясок ТУТ 100/50 шириной 60 мм и поясок ТУТ 11/50 шириной 100 мм. Контрольный
провод пропускают через надвинутые пояски ТУТ и вводят в патрубок полумуфты
внутренней муфты, не имеющей дополнительной конусной вставки (п.7.12.5).
Полумуфту надвигают на подводный кабель. Вслед за ней надвигают отрезок ТУТ
30/15 длиной 60 мм. На подземном ОК все делают аналогично, но пояски ТУТ 100/50
и 30/15 не устанавливают.
7.12.10. Отступив на 1500 мм с обоих концов кабелей,
удаляют полиэтиленовую оболочку, а на подводном кабеле — и надброневую
матерчатую обмотку.
7.12.11. На подводном ОК, отступив от среза
полиэтиленовой оболочки на 20 мм, на участке 15 мм по всей окружности зачищают
напильником и затем залуживают проволоки брони припоем ПОССу 30-2 с применением
пасты ПБК-26М.
7.12.12. На контрольном проводе, находящемся слева, на
длине 60-70 мм удаляют полиэтиленовую изоляцию. Медную жилу заслуживают припоем
ПОССу 30-2.
7.12.13. На залуженный участок брони накладывают
бандаж залуженным контрольным проводом (см.рис.7.43).

Рис.7.43. Наложение проволочного бандажа
Бандаж проволок брони пропаивают припоем ПОССу 30-2
(см. рис.7.44).

Рис.7.44. Пропайка бандажа и проволок брони
Примечание. Устройство бандажа на проволоках брони можно
выполнить с применением электропроводящего клея ТПК-10 холодным способом.
7.12.14. Металлические защитные проволоки
разворачивают в направлении против их повива, отделают друг от друга и
укорачивают кусачками, оставляя длину 450-460 мм от среза полиэтиленовой
оболочки. На подводном ОК десять проволок через одну отгибают и выкусывают
возле бандажа. Оставшиеся проволоки обоих кабелей выпрямляют. Половину проволок
с каждого конца кабеля отгибают и прикрепляют к ним со стороны, противоположной
монтажнику, другую половину, наоборот, отгибают и прикрепляют со стороны
монтажника.
Концы кабеля плотно закрепляют в зажимах монтажного
станка, обеспечив между срезами полиэтиленовой оболочки расстояние 450 мм.
7.12.15. На расстояния 50 мм от среза наружной
полиэтиленовой оболочки ножом снимают внутреннюю полиэтиленовую изоляцию,
освобождая медную трубку.
7.12.16. Отступив на 20 мм, на медной трубке делают
круговой надпил (см.рис.7.45). Участок от среза внутренней оболочки до надпила
зачищают по всей окружности напильником или металлической щеткой.

Рис.7.45. Круговой надпил медной трубки
7.12.17. С конца контрольного провода, подходящего
справа, на длине 60-70 мм удаляют полиэтиленовую изоляцию. На медную трубку в
средней части между надпилом и срезом изоляции наносят электропроводящий клей
ТПК-10 или аналогичный (см. рис.7.46).

Рис.7.46. Нанесение клея ТПК-10 на медную трубку
Отрезок ТУТ 20/10 длиной 35 мм надвигают на конец
медной трубки. Через ТУТ пропускают контрольный провод, проходящий справа. На
участке медной трубки с нанесенным клеем-ТПК-10 делают бандаж освобожденным от
изоляции медным проводом. На бандаж наносят еще слой клея. Затем над ним с
заходом на полиэтиленовую изоляцию устанавливают и усаживают отрезок ТУТ 20/10
(см.рис.7.47).

Рис.7.47. Усадка ТУТ над бандажом на медной трубке
После остывания ТУТ медную трубку легкими перегибами
обламывают по надпилу и удаляют с сердечника кабеля (см.рис.7.48).

Рис.7.48. Удаление медной трубки
7.12.18. На подземном ОК на расстоянии 75-80 мм от
обреза наружной полиэтиленовой оболочки удаляют внутреннюю ПВХ оболочку.
Разматывают на конце сердечника кабеля несколько витков полиэтилентерефталатной
ленты и ниткой временно закрепляют оптические волокна в пазах центрального
профилированного элемента. Затем ленту разматывают полностью и обрезают ножом
возле ПВХ оболочки
7.12.19. Оптические волокна поочередно извлекают
из-под бандажа из ниток. Каждое волокно и центральный профилированный элемент
(последний на длине 350-400 мм) протирают бензином Б-70, очищая от гидрофобного
заполнителя, и временно подвязывают к кабелю.
7.12.20. На подводном ОК со всех волокон в два приема
удаляют поливинилхлоридные модульные трубки, оставляя длину 70-80 мм от среза
ПВХ оболочки. Синтетические нити обрезают ножницами. Освобожденные ОВ протирают
от гидрофобного заполнителя и временно подвязывают к кабелю.
7.12.21. Центральный профилированный элемент
подземного ОК укорачивают до длины 350-400 мм. На расстояния 120 мм от конца
усаженного отрезка ТУТ 20/10 укорачивают ЦЭ подводного кабеля. На расстоянии 70
мм от его конца удаляют полиэтиленовую оболочку. Круглогубцами делают петлю на
проволоке центрального элемента подводного кабеля (см.рис.7.49). Лишнюю длину
удаляют.

Рис.7.49. Петля на центральном элементе подводного ОК
7.12.22. На уровне проволочной петли с центрального
элемента подземного кабеля удаляют профилированную пластмассовую оболочку,
освобождая нити СШ. Нити вводят в петлю, натягивают и завязывают двойным узлом
(см.рис.7.50). Лишние нити обрезают ножницами. •
7.12.23. Один из сращиваемых концов кабеля освобождают
от крепления и, натягивая, выбирают слабину соединенных центральных элементов.
Затем этот конец кабеля закрепляют снова.
7.12.24. Оптические волокна 1, 2, 3 и 4 (по
порядковому счету в кабеле) одного и другого кабелей выводят через окна
кассеты. Далее кассету устанавливают и прикрепляют перевязкой к соединенным
центральным элементам.
7.12.25. Приступают к сварке оптических волокон в
соответствии с указаниями паспорта «Устройства для сварки». Запас
оптического волокна укладывают по всей кассете. Закончив сварку всех четырех
волокон, кассету закрывают крышкой и скрепляют в двух местах липкой лентой.

Рис.7.50. Сращивание центральных элементов подземного
и подводного кабеля
7.12.26. Приступают к сращиванию металлических
проволок. При этом кассета должна быть повернута к монтажнику плоскостью
крышки.
Со стороны, противоположной монтажнику, на подземном
ОК освобождают металлическую проволоку, разгибают ее и в средней части сростка
удаляют с нее полиэтиленовую изоляцию на длине 100-120 мм.
Со стороны, противоположной монтажнику, на подводном
ОК освобождают стальную проволоку брони, отгибают в сторону сростка и
выпрямляют.
На стальную проволоку подводного ОК надвигают медную
(или латунную) гильзу внутренним диаметром 4 мм и длиной 20 мм. Металлическую
проволоку подземного кабеля пропускают в эту гильзу, складывают обе проволоки
вместе и у среза полиэтиленовой изоляции проволоки подземного ОК на участке 20
мм наносят обильно клей ТПК-10 (см.рис.7.51).
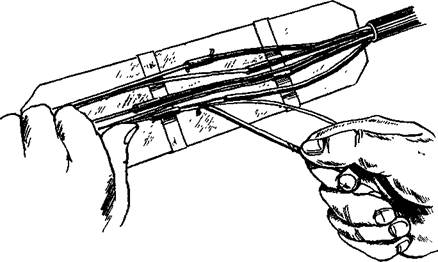
Рис.7.51. Нанесение клея ТПК-10 на обе проволоки
подводного и подземного кабелей
На участок с нанесенным клеем, прокручивая, устанавливают
медную гильзу. Обе проволоки в натянутом состоянии отгибают на угол 120° и
откусывают возле гильзы (см.рис.7.52).

Рис.7.52. Соединение проволок в медной гильзе
Аналогично сращивают все остальные металлические
проволоки с противоположной стороны от монтажника. Сростки размещают в
шахматном порядке.
7.12.27. Оба конца освобождают от креплений,
разворачивают исходное положение и снова закрепляют. К центральным элементам
прикрепляют вторую кассету, предварительно пропустив доставшиеся четыре волокна
через ее окна (см.рис.7.53).

Рис.7.53. Установка второй кассеты
7.12.28. Производят сварку и выкладку всех четырех ОВ
в кассете. Кассету закрывают крышкой и закрепляют липкой лентой. Контрольный
провод с правой стороны следует пропустить между кассетами.
7.12.29. Приступают к сращиванию оставшихся
металлических проволок со стороны монтажника. Эта операция производится
аналогично описанию в п.7.12.26.
7.12.30. Для компоновки весь сросток обматывают с
натяжением двумя слоями пластмассовой ленты или стеклоленты (см.рис.7.54).
7.12.31. Для продольной герметизации подводного ОК (по
броневому покрову) на участок проволочной брони у среза полиэтиленовой оболочки
и на полиэтиленовую оболочку наносят клей-расплав. Можно сделать обмотку лентой
из сэвилена в 3-4 слоя (см.рис.7.55).

Рис.7.54. Обмотка сростка лентой

Рис.7.55. Нанесение клея расплава ГИПК 14-13 для
продольной герметизации подводного ОК
Затем над этим участком устанавливает и усаживают
отрезок ТУТ 30/15 длиной 60 мм (см.рис.7.56). Прогрев следует вести несколько
дольше обычного, обеспечив тем самым лучшую текучесть герметика, но не допуская
перегрева сердечника кабеля.
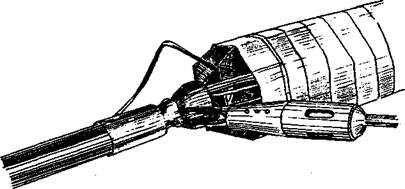
Рис.7.56. Усадка ТУТ 30/15 на участке продольной
герметизации подводного ОК
Над сростком устанавливают корпус внутренней муфты.
При этом легким натяжением выбирают излишнюю длину контрольного провода.
Средний стык двух полумуфт герметизируют пояском ТУТ 100/50 шириной 100 мм
(см.рис.7.57).

Рис. 7.57. Герметизация среднего стыка внутренней
муфты
Стыки конусов с полиэтиленовой оболочкой кабелей герметизируют
наплавлением полиэтиленовой ленты под стеклолентой в соответствия с п.7.7.2
настоящего Руководства.
7.12.32. Далее производят герметизацию патрубков
внутренней муфты. Для этого на стык патрубка с полиэтиленовой оболочкой
контрольного провода наносят клей-расплав (пли наматывают ленту из сэвилена).
Над стыком устанавливают и усаживают ТУГ 8/4 (см.рис.7.58).

Рис.7.58. Установка ТУТ 8/4
7.12.33. Производят проверку герметичности внутренней
муфты по методике, изложенной в п.7.7.3.
7.12.34. Закончив проверку герметичности внутренней
муфты, приступают к монтажу внешней защитной муфты. Для этого внешнюю муфту
устанавливают над внутренней. Контрольный провод слегка подтягивают через
патрубок, выбирая его излишнюю длину в муфте. Далее выполняют все операций в
соответствии с пп.7.7.4-7.7.5.
7.13. Монтаж муфты ММЗОК-2сб
7.13.1. Отвинтить болты и снять крышку. Извлечь
внутреннюю металлическую камеру. На каждый конец кабеля, очищенный от
загрязнений, надвинуть термоусаживаемую трубку длиной 100 мм, металлический
конус, резиновый сальник. На расстояния 1500 мм от конца кабеля удалить
наружную оболочку. Ввести кабель в муфту и освободить защитные покровы:
стальные проволоки брони укоротить до длины 240-250 мм
и отогнуть у среза оболочки вверх, перпендикулярно к кабелю и муфте;
стеклостержни не обрезать, а отогнуть вверх и временно
прикрепить к кабелю;
плоские ленты брони расплести и укоротить до 25-30 мм.
7.13.2. Установить внутреннюю камеру на свое место в
муфте. На сердечник кабеля надвинуть фигурный сальник, который вложен в прорезь
камеры. Стальные проволоки брони соединить между собой скруткой с пропайкой.
Соединение производить в шахматном порядке с изолированием скруток
полиэтиленовой гильзой (если проволоки имеют полиэтиленовую оболочку).
7.13.3. Стеклостержни укоротить до длины 100-150 мм.
На концы каждого стеклостержня спрессовать металлическую гильзу. Соединенные
стальные проволоки или стеклостержни уложить между камерой и корпусом.
7.13.4. На стальных лентах перфоратором сделать
отверстия. При помощи винта и гайки с гофрированной шайбой и отрезка медного
изолированного провода диаметром 1,2 мм соединить бронепокровы двух длин
кабеля. Провод и ленты брони отогнуть и заложить между камерой и корпусом.
7.13.5. Вдвинуть сальники в кабельный ввод на их
посадочное место. Ввинтить металлические конуса в патрубки до отказа. На конуса
и оболочку кабеля возле них нанести герметик и усадить термоусаживаемую трубку.
7.13.6. Все пространство между камерой и корпусом
залить эпоксидным компаундом.
7.13.7. Произвести разделку сердечника кабеля и сварку
оптических волокон. Соединенные волокна и защитные гильзы уложить в
пластмассовую кассету. Сращивание центрального силового элемента не
производить, а обрезать его у стенки кассеты.
7.13.8. Закрыть кассету с уложенными оптическими
волокнами металлической крышкой. Установить крышку муфты и скрепить ее болтами.
Проверить муфту на герметичность избыточным воздушным давлением 0,1 мПа. Для
этой проверки из ее крышки вывернуть болт с прокладкой. На его место ввинтить
штуцер с манометром и патрубком для подачи воздуха. Автомобильным насосом через
осушительный бачок создать в муфте избыточное воздушное давление 0,1 мПа.
Выдержать муфту под этим давлением в течение 30 мин. Обмыливанием или
течеискателем проверить отсутствие утечек воздуха.
7.13.9. После проверки муфты на герметичность штуцер с
нанометром вывинтить и через отверстие залить в муфту разогретый до температуры
60-70 °С гидрофобный заполнитель. Заливать заполнитель надо медленно, давая ему
растечься, равномерно вытесняя воздух. Заливку производят до уровня отверстия.
Затем в отверстие ввинчивают и затягивают гаечным ключом болт с прокладкой.
7.13.10. Весь корпус муфты протирают ветошью,
смоченной в бензине, и просушивает. Далее на весь корпус и кабельные вводы
кистью наносят разогретую до температуры 90-100 °С битумно-резиновую мастику
БР-20 (или однотипную).
8. МОНТАЖ СТАНЦИОННОЙ РАЗВЕТВИТЕШЮЙ МУФТЫ
Монтаж станционной разветвительной муфты оптического
кабеля внутризоновой связи производится непосредственно в помещении ввода
кабелей связи АМТС (АТС) для вывода проводов дистанционного питания и
проволочной брони кабеля для заземления.
Для вывода дистанционного питания используют
одночетверочный кабель ЗКП 1×4×1,2. Заземление осуществляется любым
кабелем типа ВРГ общим сечением не менее 4 мм.
В отдельных случаях, в районах с большой грозовой
активностью по решению эксплуатации кабель заземления может не подключаться.
В качестве муфты используется часть внутренней
полиэтиленовой муфты ММЗОК (или МКО), ее полумуфта и конус.
8.1. Разделка кабеля
На участке длиной 130 мм с кабеля удаляют наружную
оболочку и пластикатовую поясную изоляцию. Поворачивая конец кабеля на 20° по
окружности против повива, распушивают медные жилы и стальные проволоки. Со
стороны кабеля ЗКП 1×4×1,2 возле среза оболочки медные жилы и
стальные проволоки обрезают кусачками (см.рис.8.1 и 8.2).

Рис.8.1. Распушивание медных жил и стальных проволок

Рис.8.2. Удаление медных жил и стальных проволок со
стороны кабеля ЗКП
Все проволоки разбирают и отгибают в одну сторону, а
медные жилы — в другую (см.рис.8.3).

Рис.8.3. Разборка и отгибание проволок в медных жил
На всей длине кабеля в сторону аппаратуры удаляют
полиэтиленовую наружную оболочку, пластикатовую изоляцию, проволоки брони и
жилы дистанционного питания (см.рис.8.4).

Рис.8.4. Удаление наружной оболочки кабеля
На кабель через всю длину надвигают подготовленную полиэтиленовую
муфту (соединенный конус с корпусом) и термоусаживаемую трубку типоразмера
30/15.
Концы стальных проволок и медных жил на длине 25-30 мм
освобождают от полиэтиленовой изоляции. С конца кабеля ЗКП 1×4×1,2
на длине 100 мм удаляют оболочку, экранные ленты и полиэтиленовое заполнение.
На длине 25-30 мм с концов жил снимают полиэтиленовую изоляцию.
На кабеле заземления ВРГ на длине 100 мм удаляют
защитные оболочки и на длине 25-30 мм — изоляцию жил. Далее жилы кабеля
заземления и стальные проволоки залуживают припоем ПОССу 30-2 в стаканчиковом
паяльнике с применением пасты ПБК-26М.
8.2. Сращивание медных жил
дистанционного питания
На медные жилы оптического кабеля надевают по одной
полиэтиленовой гильзе. Затем все четыре жилы оптического кабеля соединяют
скруткой с жилами кабеля ЗКП 1×4×1,2. Скрутки пропаивают в
стаканчиковом паяльнике припоем ПОССу 40-2 с применением раствора канифоли в
спирте. После пайки скрутки изолируют полиэтиленовыми гильзами (см.рис.8.5).

Рис.8.5. Изоляция скрутки медных жил ПЭ гильзами
8.3. Соединение кабеля заземления
со стальными проволоками
Залуженные концы жил кабеля соединяют с залуженными
концами стальных проволок внахлест и стягивают бандажом из медной луженой
проволоки диаметром 0,9 или 1,2 мм (см.рис.8.6).

Рис.8.6. Наложение бандажа из медной луженой проволоки
На соединения наносят пасту ПБК-26М и все проволоки и
бандаж пропаивают припоем ПОССу 30-2 электрическим и жаровым паяльником. Затем
место пайки протирают ветошью, смоченной в бензине.
8.4 Зашита мест соединений
Полиэтиленовую муфту надвигают на место ответвлений
так, чтобы сростки оказались примерно в середине ее цилиндрической части. На
место стыка конуса муфты и оболочки оптического кабеля надвигают и усаживают
термоусаживаемую трубку. Муфту с ответвляющимися кабелями поднимают,
устанавливают в вертикальное положение и временно прикрепляют к
металлоконструкциям в помещении ввода кабелей связи.
В стеклянной или пластмассовой емкости приготовляют
компаунд ЭТЗК. Свободным литьем заливают компаунд в муфту. По мере усадки
продолжают доливку компаунда в муфту примерно в течение одного часа. После
заливки муфту оставляют в фиксированном положении до полного отверждения
компаунда. На рисунке 8.7 показана смонтированная н залитая разветвительная
муфта.

Рис.8.7. Смонтированная и залитая разветвительная муфта
Время отверждения компаунда в зависимости от
температуры окружающего воздуха приведено в таблице 8.1.
Таблица 8.1
|
Температура |
Время |
|
до |
2 |
|
+5 |
3 |
|
0 |
4 |
После отверждения компаунда муфту и ответвляющиеся
кабели укладывают в горизонтальное положение в предназначенном для них месте.
8.5. Прокладка кабеля после
монтажа муфты
8.5.1. Освобожденный от защитных покровов ОК
прокладывают по зданию в ПВХ трубах диаметром 25-30 мм, предварительно
проложенных по кабель-ростам или лоткам. На поворотах кабель защищают ПВХ
гофрированной трубой или обматывают ПВХ лентой. Во всех случаях следует
соблюдать допустимый радиус изгиба кабеля — 350 мм.
8.5.2. Кабель ЗКП 1×4×1,2 прокладывают до
аппаратуры дистанционного питания (ДП). Непосредственно перед аппаратурой его
сращивают в муфте с кабелем КМС-1, включенным в разъем аппаратуры. Наиболее
удобный в эксплуатации вариант соединения кабеля ЗКП и KMC-1 — через кабельный
бокс на ВКС.
Кабель ВРГ заземляют в помещении ввода кабелей, в
местах, указанных на монтажной схеме.
9. ИЗМЕРЕНИЕ ЗАТУХАНИЯ МНОГОМОДОВЫХ И ОДНОМОДОВЫХ
ОПТИЧЕСКИХ КАБЕЛЕЙ
Измерение затухания ОК производится на всех этапах
строительства ВОЛС: при входном контроле, после прокладки, при сдаче
смонтированного регенерационного участка.
В процессе монтажа производится контроль затухания
сварных соединений с помощью рефлектометра.
Основным методом измерения затухания ОК, не
армированных оптическими соединителями, является метод «обрыва»,
дополнительным — метод «обратного рассеяния».
9.1. Измерение
затухания, OK методом «обрыва»
Измерение затухания ОК проводится в подготовленных
помещениях. Помещения должны быть сухими, отапливаемыми, хорошо освещенными.
Перед измерением затухания ОВ необходимо
предварительно просветить любым источником света (например, переносной
электрической лампой, фонарем).
Если какие-либо ОВ не просвечиваются, то измерение
затухания необходимо начинать с этих волокон.
Если кабель имеет какие-либо повреждения или
отклонения, выявленные при внешнем осмотре на кабельной площадке, то измерения
затухания данной длины не производят. Вопрос о применении этого кабеля решается
заказчиком.
Для проведения измерений необходимы:
а) оптический тестер ОМКЗ-76 на рабочую длину волны
(или аналогичный по назначению прибор);
б) катушка оптического волокна (нормализующая катушка
для измерения многомодовых оптических волокон) с приваренным с одного конца
оптическим модулем с оптическим соединителем. Длина катушки не менее 1000 м;
в) юстировочное устройство для ввода нормализованного
излучения оптического генератора в измеряемое волокно (в качестве юстировочного
устройства может использоваться комплект для сварки световодов KCC-III);
г) комплект инструмента для подготовки ОК к
измерениям. Для проведения измерений необходимо собрать схему, приведенную на
рисунке 9.1.
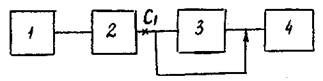
Рис.9.1. Схема измерения ОК методом
«обрыва»:
1 — генератор оптического излучения (входит в
ОМКЗ-76), 2 — нормализующая катушка (для многомодовых ОВ), 3 — измеряемый ОК на
барабане, 4 — измеритель оптической мощности (входит в ОМКЗ-76), CI
— точка обрыва ОВ
Порядок измерений:
1. Включить оптический тестер и прогреть его в течение
времени, указанного в паспорте.
2. Приварить (либо съюстировать) выход ОВ от
нормализующей катушки к измеренному волокну ОК.
3. Присоединить с помощью адаптера второй конец
измеряемого волокна к фотоприемнику и измерить выходную мощность (![]() ). Измерение
). Измерение
![]() повторить
повторить
5-7 раз, каждый раз делая новый скол на конце волокна в соответствии с
паспортом на сварочное устройство. Допускается при стабильности результатов
измерений в пределах ± 0,1 дБ ограничиваться тремя отсчетами результатов.
4. Усреднить результаты измерения, рассчитав ![]() — среднее.
— среднее.
Следует иметь в виду, что в некоторых измерениях возможны существенные (более
5%) случайные отклонения от других измерений этой серии. Такие результаты
следует отбрасывать и проводить дополнительные измерения замен отброшенных.
5. Оборвать ОВ в точке CI, оставив
за местом сварки (или юстировки) кусок волокна длиной 1 м. Обработать торец
волокна в соответствии с паспортом на сварочное устройство.
6. С помощью адаптера присоединить выход короткого
отрезка ОВ к фотоприемнику ОМКЗ-76 и измерить ![]() . Измерение
. Измерение ![]() повторить
повторить
согласно п.3, делая каждый раз новый скол. Полученные результаты усреднить,
найдя ![]() —
—
среднее.
7. Рассчитать точное затухание в волокнах по формуле:
![]() ,дБ/км
,дБ/км
где L — длина измеренного отрезка ОК, м;
![]() — среднее значение мощности на входе измеряемого ОК,
— среднее значение мощности на входе измеряемого ОК,
дБм;
![]() — среднее значение мощности на выходе измеряемого ОК,
— среднее значение мощности на выходе измеряемого ОК,
дБм
8. Полученные результаты измерений затухания в
волокнах ОК сравнить с предельным значением коэффициента затухания на кабель.
Если измеренная величина затухания окажется увеличенной по отношению к
предельному значению, то кабель подлежит отбраковке. Возможность использования
его на коротких участках линий, где большое затухание в кабеле может быть
скомпенсировано энергетическим потенциалом регенераторов, решается
представителем заказчика.
9.2 Измерения
затуханий проложенных ОК и смонтированных регенерационных участков
Измерения производятся по схеме (см.рис.9.1), но при
использовании двух комплектов измерительных приборов, перечисленных в п.9.1.
Измерение оптической мощности на входе и выходе проложенного оптического кабеля
проводится двумя самостоятельными измерителями мощности. Учитывая, что
промышленные измерители оптической мощности могут давать различные результаты
при измерении одной и той же мощности, следует предварительно провести сличение
измерительной мощности по результатам измерения или одной и той же мощности от
одного генератора излучения и вычислить поправку по формуле:
![]() ,
,
дБ,
где P1 —
показания первого измерителя мощности, дБм;
P2 — показания второго
измерителя мощности, дБм.
Сличение приборов целесообразно проводить одновременно
с проведением измерений при проверке ОК перед их прокладкой или во время
моделирования линии на площадке, измеряя мощность в одних и тех же точках двумя
сличаемыми приборами.
После указанного сличения измерители мощности
располагаются на противоположных концах проложенного ОК и измеряются РВХ1
и РВЫХ2 в последовательности, рассмотренной в п.3.1 на
стоящего Руководства.
Величина километрического затухания в проложенном
кабеле рассчитывается по формуле:
![]() ,
,
дБ/км
Аналогично измеряется затухание во всех волокнах ОК,
результаты измерение регистрируются в журнале.
Полученные результаты измерения затухания в
проложенной строительной длине ОК следует сравнить с предельным значением
коэффициента затухания на кабель. Если после прокладки ОК в каком-то волокне
затухание превысит предельное, следует провести контрольное измерение
затухания, а также проверить наличие повреждений с помощью рефлектометра;
выяснить причины возрастания затухания и принять решение об использовании
данной строительной длины ОК.
Измерение затухания смонтированного регенерационного
участка производится по описанной выше методике в обоих направлениях передачи.
Результаты измерений заносятся в паспорт регенерационного участка (см.
прилож.10).
Если с помощью имеющихся средств не удается измерить
затухание в кабеле на длине регенерационного участка, измерения надлежит вести
по участкам. После этого участки следует последовательно соединить в линию и
проверить работоспособность регенерационного участка с помощью измерителя
коэффициента ошибок («Глаз-30»). С помощью этого прибора также
проводится и наладка в пусковой период.
9.3. Измерение
затухания по методу «обратного рассеивания» с помощью рефлектометра
Методика распространяется на измерения затухания в
волокне и стыковых соединениях оптического кабеля при строительстве и наладке
линии с помощью отечественного («Горизонталь») и зарубежных
рефлектометров, в том числе фирм «Анрицу», «Андо» и др.
Порядок проведения измерений:
1. Измерения необходимо проводить в соответствии с
рекомендациями и техническим описанием на приборы.
2. Входной контроль строительных длин оптического
кабеля: присоединить оптический кабель к прибору с помощью юстировочного
устройства;
включить и настроить прибор в соответствии с его
описанием;
измерить затухание в оптических волокнах в двух
направлениях, полученные результаты алгебраически усреднить и сравнить с
предельным значением коэффициента затухания на кабель, результаты внести в протокол.
Примечание.
Если результат измерений окажется равным или Дольше предельно допустимого, то
следует про вести измерения «методом обрыва» по методике, изложенной
в п.9.1.
3. Измерение затухания ОК и сварных соединений; в
процессе монтажа:
присоединить прибор к контролируемому оптическому
кабелю; включить и настроить прибор в соответствии с его описанием;
измерить затухание в оптических волокнах и местах
сварок в «прямом» и «обратном» направлениях и алгебраически
усреднить.
Коэффициент затухания в оптических волокнах после
прокладки строительной длины должен быть меньше предельного значения
коэффициента затухания на кабель. Если результат измерений окажется равным или
больше предельно допустимого, следует провести измерения «методом
обрыва».
Максимальное значение затухания сварного соединения
должно быть не более 0,3 дБ. Если затухание больше, сварку необходимо
переделать. Если после двойной переделки затухание будет превышать 0,3 дБ (но
не более 0,5 дБ), сварное соединение оставляют, как оно есть. Увеличение
необходимо постараться скомпенсировать за счет уменьшения затухания на других
сварках этого волокна в следующих муфтах, так чтобы не превысилась норма
затухания, установленная проектом на весь участок. Если затухание сварного
соединения превышает 0,5 дБ, необходимо вызвать представителей
завода-изготовителя, заказчика и других заинтересованных организаций, в их
присутствии составить акт и решить вопрос о дальнейшем использовании ОК или его
замене.
Полученные результаты для каждого соединения внести в
паспорт на муфту (см. приложение. 9).
Типичная кривая обратного рассеяния приведена на
рис.9.2.
Примечание.
Если результаты измерений затухания регенерационного участка в каком-либо
направлении равны или больше предельно допустимых, следует провести измерения
«методом обрыва». Измерения необходимо проводить в двух направлениях.
Результаты, полученные «методом обрыва», считать правильными.
В заключение отметим, что допустимо проводить
измерения затухания в прямом и обратном направлениях двумя рефлектометрами.
Однако в этом случае предварительно необходимо убедиться, что результаты
измерений в одном направлении двумя приборами совпадают в пределах погрешности
измерений.

Рис.9.2. Типичная кривая обратного рассеяния
10. СДАЧА РЕГЕНЕРАЦИОННЫХ УЧАСТКОВ ВОЛС В
ЭКСПЛУАТАЦИЮ
10.1. Подготовка
смонтированных регенерационных участков ВОДС к сдаче в эксплуатацию
На смонтированных регенерационных участках необходимо произвести
измерения сопротивления изоляции медных жил и проверку ее электрической
прочности, а также сопротивление изоляции наружной полиэтиленовой оболочки.
Нормы на электрические характеристики даны в п.3.7 настоящего Руководства.
После электрических проверок производят; измерение
затухания оптических волокон кабеля на всем участке. Затухание оптических
волокон кабеля всего регенерационного участка должно соответствовать норме,
указанной в проекте. Данные измерений заносят в паспорт (см. прилож.10).
10.2. Сдача в эксплуатацию
Сдача в эксплуатацию должна производиться в
соответствии с «Руководством по приемке в эксплуатацию линейных сооружений
проводной связи и проводного вещания» (М., Радио и связь, 1985), с
соблюдением требований СНиП III-3-81 «Приемка в эксплуатацию законченных
строительством объектов. Основные положения» и BCH-600-8I «Инструкция
по монтажу сооружений и устройств связи, радиовещания и телевидения». При
сдаче рабочей комиссии, кроме установленной ранее правилами, предъявляется
следующая документация:
рабочие чертежи, скорректированные в процессе
строительства — I экз.;
заводской паспорт на оптический кабель — I экз.,
протокол входного контроля — I экз.,
паспорт на регенерационные участки — I экз.
Рабочей
комиссией производятся измерения сопротивления электрической прочности изоляции
медных жил и сопротивления изоляции полиэтиленовой оболочки и измерение
затухания оптических волокон кабеля по регенерационным участкам на
подтверждение данных, представляемых в паспортах.
Приложение I
СПИСОК ЛИТЕРАТУРЫ
1. Руководство по прокладке, монтажу и сдаче в
эксплуатацию ВОЛС внутризоновых сетей. -М.: ССКГБ, 1987.
2. Технологическая карта на входной контроль
оптических кабелей связи ГТС и внутризоновых сетей. -М.: ССКГБ, 1987.
3. Технологическая карта на прокладку оптических
кабелей связи внутризоновых сетей. — М.: ССКГБ, 1988.
4. Технологическая карта на монтаж прямой и
разветвительной муфт внутризонового оптического кабеля связи марки
ОЗКГ-1-0,7-4/4. -М.: ССКГБ, 1989.
5. Технологическая карта на монтаж станционной
разветвительной муфты оптического кабеля внутризоновой связи ОЗКГ-1. — М.:
ССКГБ, 1989.
6. Временное руководство по прокладке, монтажу и
измерениям оптического кабеля связи на строительстве ВОЛС-33. -М.: ССКГЕ, 1989.
7. Руководство по монтажу соединительных муфт на
оптических кабелях связи марок ОЗКГ-2 и ОЗКГ-3. — М.: ССКГБ, 1990.
8. Комплект технологических карт по прокладке и
монтажу одномодовых оптических кабелей связи, прокладываемых на строительстве
ВОЛС Минск-Смолевичи. -М.: ССКГБ, 1990.
9. Руководство по монтажу и ремонту внутризонового
оптического кабеля ОКЗБ. — М.: ССКГБ, 1992.
10. Руководство по прокладке, монтажу и измерениям
одномодовых оптических кабелей связи на строительстве ВОЛС Тольятти-Шигоны. —
М.: ССКГБ, 1992.
11. Карта трудового процесса сварки оптического
волокна при монтаже соединительной муфты оптического кабеля связи.
КТО.0-15.005-87. — М.: ССКТБ. 1987.
12. Карта трудового процесса монтажа соединительной
муфты на оптическом кабеле ОКЛ-50-2-0,7-1,5-4. прокладываемом в кабельной
канализации. КТО.0-15.004-86. — М.: ССКТБ, 1986.
13. Временные производственные нормы расхода
материалов на монтаж соединительных муфт СМОК и ММОК оптического кабеля связи.
— М.: ССКТБ, 1987.
Приложение 2
ВЕДОМОСТЬ
потребности в основных машинах, механизмах и транспортных
средствах
|
№ пп |
Наименование машин |
Тип, марка |
Кол-во, тт. |
|
1. |
Корчеватель |
на базе T-I30 |
2 |
|
2. |
Трактор трелевочный |
ТДТ-60 |
2 |
|
3. |
Бульдозер |
на базе T-I30 |
I |
|
4. |
Кабелепрокладочный комплекс со специально оборудованным |
КНВ-2К |
I |
|
5 . |
Кабелеукладчик |
КУК-12ОВ |
I |
|
6. |
Трактор |
Т-130Б |
3 |
|
7. |
Комплексная машина для прокола грунта |
КМ-170 на базе ЗИЛ-157 |
I |
|
8. |
Автокран |
K-3562A |
I |
|
9. |
Экскаватор |
30-2661 |
2 |
|
10. |
Лаборатория ЛИОК |
— |
2 |
|
11. |
Транспортер кабельный |
ККТ-4 |
2 |
|
12. |
Экскаватор траншейный |
ЭТДЦI65 |
2 |
|
13. |
Пропорщик |
ПГ-1 |
I |
|
14. |
Агрегат сварочный |
АДД-311 |
I |
|
15. |
УАЗ-469 (оперативная машина) |
— |
2 |
|
16. |
Микроавтобус (перевозка спайщиков, измерителей) |
РАФ |
I |
|
17. |
Автомашина для перевозки людей |
ЗИЛ-131. ЗИЛ-157,ГАЗ-66 |
5 |
|
18. |
Автомашина |
УАЗ-452 |
I |
|
19. |
Автомашина |
ЗИЛ-ММЗ-555 |
I |
|
20. |
Автомашина для перевозки грунта |
3ИЛ-I57 |
I |
Примечание.
Указанные марки автомашин, механизмов в случае отсутствия могут быть заменены
аналогичными по механическим данным.
Приложение 3
ПЕРЕЧЕНЬ
устройств, приспособлений и приборов, применяемых при монтаже ОК
|
Наименование |
ГОСТ, ТУ, чертеж |
Кол-во, шт. |
|
Переносное устройство для сварки оптических волокон |
I |
|
|
Комплект радиостанций |
тип «Лен» |
3 |
|
Насос автомобильный с осушительным бачком |
чертеж изготовит. |
I |
|
Рамка ножовочная ручная |
ХОСТ 17270-71 |
I |
|
Полотно ножовочное по металлу |
ГОСТ 6645-68 |
2 |
|
Рулетка измерительная |
ГОСТ 11900-60 |
I |
|
Нож монтерский |
чертеж изготовит. |
I |
|
Газовая горелка с заправленным баллоном или |
ТУ 45-76 С6.2.977.СОСТУ |
I |
|
Паяльная лампа 0,5 л, заправленная бензином |
ТУ 45-343-72 |
I |
|
Плоскогубцы |
ГОСТ 72362-73 |
2 |
|
Кусачки боковые |
ТУ 346-72 |
2 |
|
Кордная металлическая щетка |
1 |
|
|
Напильник трехгранный |
ГОСТ 1465-вО |
I |
|
Чайник для разогрева заполнителя |
чертеж изготовит. |
I |
|
Воронка металлическая для заливки заполнителя |
I |
|
|
Термометр со шкалой до 100 °С |
ГОСТ 2823-60 |
I |
|
УЗТИ |
чертеж изготовит. |
I |
Продолжение прилож. 3
ПЕРЕЧЕНЬ
приборов и устройств, применяемых при измерениях ОК
|
Наименование |
Кол-во, шт. |
|
Тестер оптический ОМКЗ-76 |
2, |
|
Нормализующая катушка (для |
2 |
|
Котировочное устройство |
2 |
|
Измеритель коэффициента ошибок |
I |
|
Рефлектометр |
I |
Приложение
4
ПЕРЕЧЕНЬ
материалов и изделий, применяющихся при монтаже соединительных муфт
Перечень материалов и изделий, применяющихся
при монтаже прямой муфты МЗОКП 17/27, приведен в табл.1.
Таблица I
|
Наименование |
ГОСТ, ТУ, чертеж |
Единица измерен. |
Кол-во |
|
I |
2 |
3 |
4 |
|
Корпус к полиэтиленовой муфте внутренней (полумуфта) |
АХП 7.800.030-07 |
шт. |
2 |
|
Корпус к полиэтиленовой муфте внешней (полумуфта) |
АХП 7.800.031-04 |
то же |
2 |
|
Конус к полиэтиленовой муфте внутренней |
АХП |
-«- |
2 |
|
Конус к полиэтиленовой муфте внешней |
АХП 7.899.0I4-OI |
-«- |
2 |
|
Кольца опорные внутренней полиэтиленовой муфты |
АХП 8.245.016-08 |
-«- |
3 |
|
Кольца опорные внешней полиэтиленовой муфты |
АХП 8.245.023 |
-«- |
3 |
|
Комплект деталей для защиты места сварки КДЗС |
РФ4. |
-«- |
10 |
|
Гильза |
ГОСТ 19034-82 |
-«- |
14 |
|
Кассета |
АХП |
-«- |
2 |
|
Крышка |
АХП |
-«- |
2 |
|
ТУТ |
-«- |
||
|
шириной |
ТУ |
-«- |
I |
|
шириной |
то же |
-«- |
I |
|
ТУТ 80/40 |
-«- |
-«- |
2 |
|
ТУТ |
-«- |
-«- |
2 |
|
Пленка |
ГОСТ |
мм |
3600 |
|
Лента из сэвилена или ПШК 14-13 |
ТУ |
то же |
1800 |
|
Нитки капроновые отваренные 10к |
ОСТ |
-«- |
1000 |
|
Лента стеклотканевая шириной 30 мм |
ГОСТ 5937-61 |
мм |
3000 |
|
Гильза полиэтиленовая |
ГОСТ 19034-62 АХП 8.236.069 |
шт. |
I |
|
Дополнительные |
|||
|
Бензин Б-70 |
ГОСТ 1012-72 |
л |
1,66 |
|
Спирт ректификованный |
ГОСТ 18300-72 |
г |
53,04 |
|
Ветошь протирочная |
ГОСТ 5354-79 |
кг |
1.4 |
|
Гидрофобный заполнитель |
ТУ 38 101646-76 |
то же |
2.5 |
|
Паста ПБК-26М |
«Сборник руководств по приготовлению материалов, не |
г |
5 |
|
Припой ПОССу 30-2 |
ГОСТ 21931-76 |
то же |
13 |
|
ТУГ 8/4 длиной 60 мм |
ТУ 6-19-299-86 |
шт. |
2 |
|
ТУГ 30/15 длиной 35 мм |
то же |
то же |
I |
|
Клей ВК-9 |
‘»Сборник…» |
компл. |
2 |
|
Полиэтиленовый патрубок длиной 100 мм |
ГОСТ 16336-77 |
шт. |
I |
|
Баночка |
то же |
I |
|
|
Лопатка |
-«- |
I |
|
|
Клей электропроводящий ТПК-10 |
ТУ 88 УССР 193.010-87 |
г |
50 |
|
Кабель ПНШМ 1×2×1,2 |
м |
12 |
|
|
ТУТ 6/3 длиной 80 мм |
ТУ 6-19-299-86 |
шт. |
I |
|
ТУГ 12/6 |
то же |
то же |
I |
Перечень материалов и изделий, применяющихся при
монтаже разветвительной муфты ММЗОКР 17/27, приведен в табл.2.
Таблица 2
|
Наименование |
ГОСТ, ТУ, чертеж |
Единица измерен. |
Кол-во |
|
I |
2 |
3 |
4 |
|
Корпус к полиэтиленовой муфте внутренней |
АШ 7. СОО. 030-07 |
шт. |
I |
|
Корпус к полиэтиленовой муфте внешней (полумуфта) |
АХП 7.800.03I-IO |
шт. |
I |
|
Гильза внутренней полиэтиленовой муфты |
АХП |
то же |
I |
|
Гильза внешней полиэтиленовой муфты |
АШ 7.864.005-06 |
-«- |
I |
|
Оголовник |
АХП |
-«- |
I |
|
Оголовник |
АХП |
-«- |
I |
|
Конус к полиэтиленовой муфте внутренней |
АХП |
-«- |
I |
|
Конус к полиэтиленовой муфте внешней |
АХП 7. |
-«- |
I |
|
Кольца опорные полиэтиленовой муфты внутренней |
АХП 8.245.026 |
-«- |
3 |
|
Кольца опорные полиэтиленовой муфты внешней |
АХП 8.245.026-01 |
-«- |
3 |
|
Гильза |
ГОСТ 19034-82 АХП 8.236.066 |
-«- |
14 |
|
Комплект деталей для защиты места сварки КДЗС |
PB4.074.00I ТУ |
-«- |
15 |
|
Гильза |
ГОСТ |
-«- |
I |
|
Кассета |
АХП |
-«- |
2 |
|
Крышка |
АХП |
-«- |
2 |
|
ТУТ |
ТУ |
-«- |
|
|
шириной |
-«- |
||
|
шириной |
-«- |
I |
|
|
ТУТ |
-«- |
I |
|
|
ТУТ |
-«- |
I |
|
|
Пленка |
ГОСТ |
мм |
8800 |
|
Лента |
ТУ 6-05-I636-8IТУ 6-05-251-99-79 |
то же |
2500 |
|
Нитки капроновые отваренные 10к |
ОСТ |
-«- |
1000 |
|
Дополнительные |
|||
|
Бензин |
ГОСТ 1012-72 |
л |
1,66 |
|
Спирт |
ГОСТ |
г |
53,04 |
|
Ветошь |
ГОСТ |
кг |
1.4 |
|
Гидрофобный |
ТУ 38 |
то же |
2,5 |
|
Паста |
«Сборник. |
г |
5 |
|
Припой |
ГОСТ 21931-76 |
то же |
13 |
Перечень материалов а изделий, применяемых при монтаже
муфты МГОК, приведен в табл.3.
Таблица 3
|
Наименование |
ГОСТ, ТУ, чертеж |
Единица измерен. |
Кол-во |
|
I |
2 |
3 |
4 |
|
Конус |
АХП |
шт. |
2 |
|
Кассета |
АХП |
то же |
3 |
|
Труба |
ГОСТ |
мм |
800 |
|
Кольцо |
АЛ! |
шт. |
2 |
|
Желоб |
АХП |
то же |
2 |
|
Комплект |
РФ4.074.001 |
-«- |
10 |
|
Пленка полиэтиленовая |
ГОСТ |
мм |
800 |
|
Стеклолента |
ГОСТ |
то же |
4000 |
|
Сэвилен |
ТУ |
-«- |
2500 |
|
Термоусаживаемая |
ТУ 6-19-299-66 |
шт. |
|
|
T-2-30/I5 шпр.70 мм |
2 |
||
|
T-2-30/I5 шир.60 мм |
2 |
||
|
T-2-100/50 шир.100 мм |
2 |
||
|
T-2-100/50 шир.60 мм |
I |
||
|
Нити |
ОСТ |
-«- |
1000 |
|
Бензин |
ГОСТ |
л |
0,39 |
|
Спирт ректификованный, |
ГОСТ 18300-72 |
г |
53 |
|
Ветошь протирочная |
ГОСТ 5354-79 |
кг |
0,28 |
|
Припой ПОССу 30-2 |
ГОСТ 21931-76 |
г |
13 |
|
Паста ПБК-26М |
«Сборник. . . « |
то же |
10 |
|
Лента полиэтиленовая с липким |
ГОСТ 20477-75 |
м |
— |
Приложение
5
ЖУРНАЛ
учета строительных длин кабеля, поступивших на склад
|
№ пп. |
Дата поступления |
Номер транспорт. документа |
Марка кабеля (тип устройства) |
Завод-изготовитель |
Заводской номер барабана |
Длина кабеля м |
Тип барабана |
Отправлен на трассу |
Примечание |
||
|
дата |
регенерационный уча сток |
но мер укладочной ведомости |
|||||||||
Приложение
6
ПРОТОКОЛ ВХОДНОГО КОНТРОЛЯ
|
№№ барабанов |
Длина ОК, м |
Данные паспорта |
Мощность излучения |
Результаты расчета |
Дата проверки |
Заключение о при годности ОК |
||
|
коэф. затухания, дБ/км |
|
|
затухание, ДБ |
коэф. затухания, дБ/км |
||||
Примечание. Затухание оптических волокон определяется
по формуле:
![]()
![]()
Коэффициент затухания оптических волокон определяется
по Формуле:
![]()
Измерительные
приборы (марка, заводской номер)________________________
____________________________________________________________________
Проверку производил____________________
«___»______________19__г.
Приложение
7
Объект
_____________________________________________________________
ОУП _____________________________
ОУП_____________________________
Участок ______________
ПРОТОКОЛ
испытаний строительной длины кабеля
Заводской номер барабана
_____________________________________________
Марка кабеля
________________________________________________________
Завод-изготовитель___________________________________________________
Длина, м ___________________________________________________________
Место хранения
_____________________________________________________
Внешний осмотр
Состояние барабана
__________________________________________________
Состояние обшивки __________________________________________________
Состояние концов
____________________________________________________
Наличие паспорта
___________________________________________________
Осмотр производил (___________________________)
‘»___» __________19__г.
Приложение
8
УКЛАДОЧНАЯ ВЕДОМОСТЬ
строительных длин
|
№ пп. |
Номер барабана |
Длина кабеля |
Порядковый номер очередности |
Дата вывозки на трассу |
Примечание |
Составил _______________ «__» ________19__г.
Приложение
9
ПАСПОРТ
на смонтированную муфту оптического кабеля
Муфта № ________________________
Оптическая линия связи
_______________________________________________
Регенерационный участок
_____________________________________________
Марка кабеля ________________________________________________________
Наименование монтажной организации Сведения о ремонте
________________
____________________________________________________________________

|
№ ОВ |
Направление измерения |
Среднее значение затухания на стыке по двум |
||
|
А-Б |
Б-А |
|||
|
Затухание, дБ |
||||
|
1 |
||||
|
2 |
||||
|
3 |
||||
|
4 |
||||
|
5 |
||||
|
6 |
||||
|
7 |
||||
|
8 |
||||
Измерительные
приборы (марка, заводской №)______________________________
______________________________________________________________________
Монтаж
производился (ФИО монтажника)_______________________________
«__» ________19__г.
Приложение
10
ПАСПОРТ РЕГЕНЕРАЦИОННОГО УЧАСТКА
Регенерационный
участок _______________________________________________
Общая длина участка
___________________________________________________
|
№ ОВ |
Направление измерения |
Среднее значение затухание по |
Дата проведения измерений |
|||||
|
Направление А-Б |
Направление Б-А |
|||||||
|
Мощность излучения |
Результаты расчета |
Мощность излучения |
Результаты расчета |
|||||
|
Рвых. Ед. мощ., дБм |
Рвх. Ед. мощ., дБм |
Затухание, А, дБм |
Рвых. Ед. мощ., дБм |
Рвх. Ед. мощ., дБм |
Затухание, А, дБм |
|||
|
1 |
||||||||
|
2 |
||||||||
|
3 |
||||||||
|
4 |
||||||||
|
5 |
||||||||
|
6 |
||||||||
|
7 |
||||||||
|
8 |
*Графа
заполняется при измерении затухания рефлектометром.
Измерительные
приборы (марка, зав. №) __________________________________
______________________________________________________________________
______________________________________________________________________
Измерения
проводили (ФИО измерителей) ________________________________
______________________________________________________________________
______________________________________________________________________
» __ » ________
19 __ г.
Содержание
- Руководство по монтажу линий связи
- Руководство по прокладке, монтажу и сдаче в эксплуатацию волоконно-оптических линий связи ГТС (Линейно-кабельные сооружения)
- 1. ВВЕДЕНИЕ
- 1.2. Конструкция оптических кабелей и их оптические характеристики
- 1.3. Механические параметры оптических кабелей
- 2. ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ
- 2.1. Проведение входного контроля
- 2.2. Группирование строительных длин кабеля
- 3. ПРОКЛАДКА ОПТИЧЕСКОГО КАБЕЛЯ
- 3.1. Подготовка кабельной канализации к прокладке оптического кабеля
- 3.1.1. Общие положения
- 3.1.2. Прокладка полиэтиленовой трубы в канале кабельной канализации
- 3.1.3. Заготовка полиэтиленовой трубы, проложенной в канале кабельной канализации
- 3.2. Подготовка приспособлений и устройств к прокладке оптического кабеля
- 3.2.1. Общие положения
- 3.3. Установка приспособлений и устройств на трассе
- 3.4. Транспортирование барабанов с кабелем
- 3.5. Прокладка оптического кабеля
- 3.5.1. Условия прокладки кабеля
- 3.5.2. Установка барабана с кабелем
- 3.5.3. Оснастка конца кабеля для прокладки
- 3.5.4. Прокладка кабеля
- 3.5.5. Выкладка оптического кабеля
- 3.5.6. Прокладка оптического кабеля в коллекторах, шахтах, нишах и по кабельростам
- 3.5.7. Контроль оптического кабеля после прокладки
- 4. МОНТАЖ ОПТИЧЕСКОГО КАБЕЛЯ
- 4.1. Организация рабочего места
- 4.2. Состав монтажной бригады
- 4.3. Монтажные материалы и детали для монтажа соединительной муфты СМОК
- 4.4. Монтаж соединительной муфты СМОК
- 4.5. Проверка герметичности смонтированной муфты
- 5. РЕМОНТ СОЕДИНИТЕЛЬНЫХ МУФТ
- 5.1. Вскрытие соединительной муфты
- 5.2. Восстановление соединительной муфты
- 6. МАРКИРОВКА КАБЕЛЯ И МУФТ
- 6.1. Маркировка
- 6.2. Метка кабеля и муфты
- 7. СДАЧА РЕГЕНЕРАЦИОННЫХ УЧАСТКОВ В ЭКСПЛУАТАЦИЮ
- 7.1. Подготовка смонтированных регенерационных участков волоконно-оптической линии к сдаче в эксплуатацию
- 7.2. Сдача в эксплуатацию
- 8. ТЕХНИКА БЕЗОПАСНОСТИ
- Приложение 1
- Перечень технологических карт и карт трудового процесса на прокладку и монтаж оптических кабелей ГТС
Руководство по монтажу линий связи
9.1.1. Монтаж линий местных сетей связи, содержащих телефонные кабели с медными жилами, должен производиться в соответствии с указаниями раздела 11 «Руководства по строительству линейных сооружений местных сетей связи» (М.: АООТ «ССКТБ-ТОМАСС», 1995).
9.1.2. Монтаж кабельных линий включает в себя комплекс следующих операций:
— сращивание строительных длин, участков, пролетов проложенных или подвешенных кабелей;
— ввод и включение кабелей в оконечные кабельные устройства: защитные полосы, рамки соединительных линий, вводные устройства систем передачи, кабельные боксы, распределительные коробки и кабельные ящики (устройства кабельные связи, устройства кабельные переходные);
— проверочные испытания и контрольные измерения электрических характеристик кабелей.
9.1.3. При сращивании (соединении) строительных длин кабелей выполняются следующие основные работы:
— подготовка рабочего места (колодца, котлована);
— испытание герметичности (целостности) оболочки кабеля;
— подготовка концов кабеля к электрическим испытаниям;
— электрические испытания кабеля;
— сращивание жил кабеля с помощью соединителей (СМЖ-10, UY-2 и др.) или скруткой жил;
— контрольные измерения электрических характеристик смонтированных участков кабеля;
— просушка сростков кабеля с бумажной изоляцией жил;
— монтаж (запайка, сварка) муфт или заделка сростков;
— укладка кабелей в колодцах или котлованах;
— установка на подземных бронированных кабелях чугунных муфт и заливка их массой;
— нанесение местоположения смонтированной муфты подземного кабеля на рабочий чертеж трассы кабеля;
— закрытие колодца или засыпка котлована.
9.1.4. Работы по монтажу (восстановлению оболочек кабелей) в зависимости от типа (марки) кабеля, наличия монтажных оболочек материалов, инструментов и приспособлений могут быть выполнены способами, указанными в табл. 9.1.
Таблица 9.1
| Тип кабеля | Способ восстановления оболочки |
| Многопарные марки ТПП4эп0 и одночетверочные марки КСПП в полиэтиленовых оболочках | Полиэтиленовая муфта с заделкой стыков наплавлением полиэтиленовой светостабилизированной ленты под стеклолентой; термоусаживаемые материалы, укладываемые на подклеивающий слой; полиэтиленовая муфта с заделкой стыков наплавлением полиэтиленового прутка в струе горячего азота |
| Однопарные марки ПРППМ (ПРПВМ), одночетверочные марки КСПП и многопарные марки ТПП4эп0 с числом пар не более 50 в пластмассовых оболочках | Тупиковая пластмассовая муфта, заливаемая битумно-резиновым компаундом, полимеризующимся компаундом или герметиком ВИЛАД-31 |
| Однопарные типа ПРППМ (ПРПВМ) и одночетверочные марки КСПП | Обмотка сростка полиэтиленовыми лентами с промазкой липким полиизобутиленовым компаундом |
| Многопарные в свинцовой и стальной гофрированной оболочках (марок ТГ и ТС4т0Ш4п0) | Напаивание свинцовой муфты |
| Многопарные в алюминиевой оболочке марок ТАШ4п0 и ТА4г0Ш4п0 | Приклеивание к оболочке кабеля свинцовых втулок и напаивание к ним свинцовой муфты |
| Многопарные с пластмассовой оболочкой, проложенные на стенах внутри помещений, с числом пар: | |
| от 20 до 100
до 20 пар |
Пластмассовая муфта с обмоткой мест стыков липкой пластмассовой лентой Обмотка сростка липкой пластмассовой лентой |
Монтаж муфт телефонных кабелей следует производить только при соответствии температуры окружающего воздуха нормам, установленным ГОСТ или техническими условиями для данного типа кабеля (Приложение 2).
9.1.5. Нормы расхода материалов на монтаж муфт кабелей приведены в Приложении 28, а на монтаж оконечных кабельных устройств — в Приложении 29.
9.1.6. Работы по монтажу кабелей в колодцах, имеющих действующие кабели, производят только с разрешения организации, эксплуатирующей данную кабельную канализацию.
9.1.7. При проведении монтажных работ на улицах и дорогах рабочее место должно быть ограждено. С наступлением темноты на ограждениях зажигают фонарь красного цвета. Вскрытие люков и вентиляции колодцев осуществляют с соблюдением установленных правил по технике безопасности.
 СОДЕРЖАНИЕ «Руководства по эксплуатации. » ДАЛЬШЕ → 9.2. Организация работ по монтажу кабельной линии
СОДЕРЖАНИЕ «Руководства по эксплуатации. » ДАЛЬШЕ → 9.2. Организация работ по монтажу кабельной линии
← Правила обслуживания и ремонта. ОСТы и РД Руководство по строительству. →
Источник
Руководство по прокладке, монтажу и сдаче в эксплуатацию волоконно-оптических линий связи ГТС (Линейно-кабельные сооружения)
МИНИСТЕРСТВО СВЯЗИ СОЮЗА ССР
ГЛАВНОЕ УПРАВЛЕНИЕ
ПО СТРОИТЕЛЬСТВУ СООРУЖЕНИЙ СВЯЗИ
СПЕЦИАЛИЗИРОВАННОЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ
БЮРО СТРОИТЕЛЬНОЙ ТЕХНИКИ СВЯЗИ
ЗАМЕСТИТЕЛЬ НАЧАЛЬНИКА ГЛАВНОГО
МИНИСТЕРСТВА СВЯЗИ СССР
ПО ПРОКЛАДКЕ, МОНТАЖУ И СДАЧЕ В ЭКСПЛУАТАЦИЮ
ВОЛОКОННО-ОПТИЧЕСКИХ ЛИНИЙ СВЯЗИ ГТС
(Руководство согласовано с ГСС, ГУТС, ЦНИИС, ЦНИЛОТ)
1. ВВЕДЕНИЕ
1.1. Настоящее «руководство. » является переработанным «Временным руководством по прокладке, монтажу и сдаче в эксплуатацию волоконно-оптических линий ГГС» (М., ССКТБ, 1986) вследствие чего, последнее отменяется. В переработанном «руководстве. » изложены основные положения, определяющие порядок и технологию прокладки, монтажа и сдачи в эксплуатацию оптических кабелей связи ГТС, предназначенных для применения по ним аппаратуры цифровой системы передачи на межстанционной связи. Для более подробного руководства при выполнении отдельных трудовых процессов исполнителям необходимо пользоваться комплектами технологических карт и карт трудового процесса, разработанных ССКТБ (их перечень приведен в приложении 1), а также картами, которые будут выпускаться по мере накопления опыта строительства оптических линий связи ГГС.
К прокладке и монтажу оптических кабелей допускаются монтажники связи, имеющие опыт работы на кабельных линиях ГТС и прошедшие специальную подготовку.
По общим вопросам производства работ, не нашедших отражения в «руководстве. «, следует обращаться к «Общей инструкции по строительству линейных сооружений ГТС» (М., «Связь», 1978), именуемой в дальнейшем здесь, как «Общая инструкция».
1.2. Конструкция оптических кабелей и их оптические характеристики
При строительстве волоконно-оптических линий ГТС применяются линейные оптические кабели, работающие на длине волны 0,85 мкм, выпускаемые промышленностью по ТУ 16-705-296-86 следующих марок:
ОК-50-2-5-4 — четырехволоконный с коэффициентом затухания не более 5 дБ/км;
ОК-50-2-5-8 — восьмиволоконный с коэффициентом затухания не более 5 дБ/км;
ОК-50-2-3-4 — четырехволоконный с коэффициентом затухания не более 3 дБ/км;
1. Центральный силовой элемент (нити СВМ или стальной трос в ПВХ оболочке)
2. Упрочняющие нити
3. Кордели заполнения
4. Оболочка оптического модуля
5. Оптическое волокно в оболочке
6. Скрепляющие пластмассовые лента или нити
7. Полиэтиленовая оболочка
ОК-50-2-3-8 — восьмиволоконный с коэффициентом затухания не более 3 дБ/км.
Оптический кабель (ОК) ( Рис. 1.) содержит четыре или восемь оптических волокон, расположенных вокруг центрального силового элемента из стального троса или упрочняющих нитей СВМ, помещенных в поливинилхлоридную оболочку.
Оптическое волокно состоит из сердцевины, оболочки и защитного покрытия. Геометрические размеры волокна:
диаметр сердцевины — 50±3 мкм;
отклонение от геометрии круга сердцевины — менее 6%;
диаметр оболочки — 125±3 мкм;
отклонение от геометрии круга оболочки — 2%;
Числовая апертура оптического волокна — 0,2±0,02.
Наружный диаметр волокна по защитному покрытию не нормируется и зависит от материала покрытия. Применяются оптические волокна со следующими защитными покрытиями:
Каждое оптическое волокно помещено во фторопластовую или поливинилхлоридную трубку. Сочетание оптического волокна и трубки именуется — модулем. При применении трубок из поливинилхлоридного пластиката внутри трубки помещается синтетические нити. Модули с наружным диаметром (2,5±0,2) мм скручены вокруг центрального силового элемента. В четырехволоконном кабеле модули чередуются с корделями заполнения с наружным диаметром (2,5±0,2) мм, состоят из упрочняющих нитей (СВМ, терлон, стеклонить), помещенных в поливинилхлоридную оболочку. Два соседних модуля в восьмиволоконном или два корделя заполнения в четырехволоконном кабеле должны отличаться по цвету друг от другая от остальных элементов в повиве (или иметь другой отличительный признак). Допускается маркировка фторопластовых модулей цветными нитями.
Поверх скрутки наложены скрепляющие ленты или нити, поверх которых наложена оболочка из полиэтилена с минимальной толщиной 1,5 мм. Наружный диаметр кабеля должен быть (13,0±1,0) мм. В кабеле могут быть мерная лента или мерные метки по наружной оболочке (с 01.01.89 они обязательны).
Межмодульное пространство сердечника кабеля равномерно заполнено гидрофобной массой.
Кабель в партии, отправляемой в один адрес, должен иметь центральный силовой элемент одного типа, одинаковый материал трубки модуля и покрытия оптического волокна, одинаковую расцветку кодирующих элементов.
1.3. Механические параметры оптических кабелей
До 01.01.88 строительная длина кабеля должна быть не менее 1000 м. Допускается поставка кабеля длинами не менее 500 м в количестве 20%. До 01.01.89 допускается поставка кабеля длинами не менее 500 м в количестве 10%. Далее строительная длина оптического кабеля должна быть не менее 2000 м. Допускаться будет поставка кабеля длинами не менее 1000 м в количестве 10%.
По согласования с заказчиком (кроме организации п/я Г-4650) возможна поставка кабеля любыми длинами. Масса 1 км оптического кабеля указана в табл. 1.
Масса 1 км кабеля, кг
ОК без стальных элементов
ОК со стальными элементами
ОК без стальных элементов
ОК со стальными элементами
Кабель выдерживает растягивающее усилие:
1200 Н (120 кгс) с центральным элементом из нитей упрочняющих СВМ;
2200 Н (220 кгс) с металлическим центральным элементом (тросом).
Кабель выдерживает раздавливающее усилие 1000 Н/см.
Допустимый радиус изгиба кабеля (250±10) мм.
2. ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ
2.1. Проведение входного контроля
2.1.1. Проверка барабанов с кабелем
Барабаны с оптическим кабелем, поступившие на кабельную площадку, подвергаются внешнему осмотру на отсутствие механических повреждений. Если в результате внешнего осмотра будут выявлены серьезные повреждения барабанов или кабеля, которые могут привести к повреждению последнего в процессе транспортирования или прокладки, а также к снижению эксплуатационной надежности, должен быть составлен коммерческий акт с участием эксперта или акт с участием представителей подрядчика, заказчика и других заинтересованных организаций. При этом следует руководствоваться инструкциями о порядке приемки продукции производственно-технического назначения и товаров народного потребления по количеству и качеству, утвержденными постановлениями Госарбитража СССР № П-6 от 15.06.65 и № П-7 от 25.04.66 (с изменениями и дополнениями, внесенными постановлениями Госарбитража СССР № 81 от 29.12.73, № 98 от 14.11.74, № 115 от 23.07.75).
При наличии незначительных повреждений, они должны быть устранены собственными силами. Если барабан на месте отремонтировать невозможно, то с уведомлением заказчика кабель с него должен быть перемотан на исправный барабан плотными и ровными витками. Не допускается перемотка с барабана на барабан, установленных на щеки. При перемотке необходимо осуществлять визуальный контроль целостности наружной оболочки кабеля.
После вскрытия обшивки барабана проверяют наличие заводских паспортов, соответствие маркировки строительной длины, указанной в паспорте, маркировке, указанной на барабане, проверяют внешнее состояние кабеля на отсутствие вмятин, порезов, пережимов, перекруток и т.д.
В паспорте на кабель должна быть указана длина кабеля, тип покрытия оптического волокна, коэффициент затухания оптических волокон и предел значений полосы пропускания, материал трубки модуля, материал упрочняющего центрального силового элемента.
При отсутствии заводского паспорта на кабель, следует запросить его дубликат у завода-изготовителя. Если дубликат не будет получен, то необходимо вызвать представителя завода-изготовителя для производства паспортизации кабеля на месте в присутствии заказчика.
В том случае, если выведенный на щеку барабана нижний конец кабеля имеет длину меньше 2 ±0,3 м (запас для измерений), то кабель необходимо перемотать, выведя необходимый запас нижнего конца на щеку барабана. Во время перемотки необходимо осуществлять визуальный контроль за целостностью наружной оболочки кабеля.
2.1.2. Измерение затухания оптических волокон кабеля
При наличии заводских паспортов производят измерение затухания оптических волокон, предварительно просветив их электрическим фонарем или переносной электрической лампой.
Измерение затухания оптических волокон следует производить комплектом приборов для измерения методом «обрыва», в соответствии с действующими инструкциями.
В случае обрыва оптических волокон или превышения их километрического затухания от установленной нормы для данного кабеля более чем на 0,3 дБ, должен быть составлен акт в соответствии с п. 2.1.1. «руководства. » и строительная длина должна бить возвращена заводу-изготовителю.
После проведения измерения затухания оптических волокон кабеля составляют протокол входного контроля по форме 1 ( приложение 2). На концах кабеля устанавливают полиэтиленовые колпачки. Стык колпачка с полиэтиленовой оболочкой кабеля герметизируют пояском термоусаживаемой трубки с применением сэвилена или клея-расплава ГИПК-14-13. При их отсутствии, герметизацию производят наплавлением полиэтиленовой ленты под стеклолентой.
2.2. Группирование строительных длин кабеля
Перед группированием строительных длин кабеля рабочий чертеж на прокладку его в канализации должен быть сопоставлен с фактическими длинами пролетов и проверено соответствие типов колодцев. При отборе кабеля следует исходить из того, что на одном регенерационном участке должен быть кабель только одной марки, с одним типом оптического волокна и одним типом центрального силового элемента. Предназначенные для прокладки строительные длины кабеля должны быть распределены так, чтобы отходы кабеля после выкладки и монтажа были минимальными, при этом учитывают длину пролетов, форму транзитных колодцев, запас кабеля на монтаж муфти и выкладку в колодце.
В зависимости от рельефа трассы определяют первый колодец, с которого начинают прокладку кабеля. Если трасса прямолинейна, имеет не более 1-2-х угловых колодцев, на ней отсутствуют изгибы и снижения, то представляется возможным затянуть в одном направлении в одну протяжку всю строительную длину кабеля (до 1,5 км). Если трасса не прямолинейна, имеет более 2-х угловых колодцев и т.д., производитель работ должен определить первый колодец так, чтобы произвести прокладку кабеля от этого колодца в двух направлениях. Желательно, чтобы это был угловой колодец.
По результатам группирования для каждого регенерационного участка необходимо составить укладочную ведомость по форме 2 ( приложение 2).
3. ПРОКЛАДКА ОПТИЧЕСКОГО КАБЕЛЯ
3.1. Подготовка кабельной канализации к прокладке оптического кабеля
3.1.1. Общие положения
Для прокладки оптического кабеля, по возможности, используются каналы, расположенные в середине блока кабельной канализации по вертикали и у края канализации по горизонтали. По решению заказчика прокладка кабеля по занятым каналам должна производиться в полиэтиленовых трубах (ПНД 32т наружным диаметром 32 мм и внутренним — 25 мм), предварительно проложенных в этих каналах. Применение полиэтиленовой трубы создает условия для прокладки оптического кабеля большой длины, а также обеспечивает защиту кабеля от возможных повреждений при заготовке канала для прокладки другого кабеля (особенно металлическими палками), при докладке тяжелых массивных кабелей, при вытяжке уже проложенных кабелей из канала.
Прокладка кабеля по свободным каналам должна производиться только при условии, что в этих каналах не будет в дальнейшем докладки других кабелей связи с металлическими проводниками, а только оптических, однотипных в количестве не более пяти-шести. Если же докладка предвидится, то и в свободном канале оптический кабель должен прокладываться в полиэтиленовой трубе.
Прокладка строительных длин кабеля длиной 2000 м и более должна производиться только в полиэтиленовой трубе.
3.1.2. Прокладка полиэтиленовой трубы в канале кабельной канализации
При прокладке полиэтиленовой трубы по каналу кабельной канализации, трубу разматывают из бухты с передвижного тамбура или разматывают вручную на всю длину пролета. Если на участке прокладки имеются несколько коротких пролетов, то трубу разматывают на максимальную длину с таким расчетом, чтобы ее дальний конец (с учетом обрезки в каждом транзитном колодце на расстояние, равное расстоянию между каналами плюс 400 — 450 мм) пришелся на последний колодец с минимальной обрезкой. При невозможности раскатки трубы из-за стесненных условий трассы, участок прокладки измеряют рулеткой, а затем в доступном месте отмеряют и отрезают полиэтиленовую трубу. Если на трассе имеются угловые колодцы, то труба должна заканчиваться в каждом таком колодце.
Конец трубы, оснащенный наконечником, вводят в канал кабельной канализации и поступательным движением проталкивают по нему на всю длину пролета (пролетов). При наличии транзитных колодцев в них производят вспомогательную подтяжку трубы рабочими кабельщиками.
Если продвижение трубы станет невозможным из-за возникших препятствий в канале, то трубу необходимо несколько раз повернуть вокруг оси с одновременным проталкиванием ( рис. 2).
Рис. 2. Прокручивание трубы при прокладке по каналу кабельной канализации
В каждом колодце полиэтиленовую трубу с одной сторону обрезают ножовкой, оставляя длину 200 — 250 мм от канала. Вначале трубу обрезают на выходе первого колодца, затем обрезают на входе второго колодца и проталкивают вперед по каналу. Далее трубу обрезают на входе третьего колодца и снова проталкивают по каналу. Таким образом поступают в каждом последующем транзитном колодце.
После обрезки трубы, в каждом колодце на входе и выходе канала, временно на период прокладки кабеля, устанавливают по одному противоугону, представляющему упор, препятствующий смещению трубы при ее заготовке проволокой (тросом) и при прокладке кабеля ( рис. 3).
Рис. 3. Установка противоугона
При прокладке полиэтиленовой трубы в канализации возможны маломерные остатки. Эти остатки необходимо перераспределять на короткие пролеты трассы, определив их по рабочим чертежам. Допускается стыковка маломерных длин полиэтиленовой трубы с целью использования ее для прокладки на участках трассы, не превышающих 70 — 80 м. Стыковку производят с помощью металлической манжеты длиной 150 мм, толщиной стенки 1,5 — 2,0 мм, устанавливаемой на стыке труб. Предварительно на торцах труб с внутренней стороны должна быть снята фаска под углом 30°. Рядом с установленной манжетой с обеих сторон на поверхность труб накладывают по одному пояску в два слоя сэвилена или клея-расплава ГИПК-14-13. Поверх манжеты с равным перекрытием поясков устанавливают и усаживают термоусаживаемую трубку 40/20 длиной 250 мм.
Если заготовка проложенной полиэтиленовой трубы и прокладка кабеля будут производиться не сразу же, а через некоторое время, за которое колодцы могут наполниться водой, то для предотвращения попадания в проложенные трубы песка, глины, ила, полиэтиленовую трубу в каждом колодце временно защищают полиэтиленовыми колпачками с обмоткой их стыка 5 — 7 слоями липкой пластмассовой ленты.
3.1.3. Заготовка полиэтиленовой трубы, проложенной в канале кабельной канализации
Заготовка полиэтиленовой трубы, проложенной в канале кабельной канализации, производится заготовочной стальной оцинкованной проволокой диаметром 3 мм или стальным тросом. Для заготовки трубы применяют стеклопруток или пневмопроходчик. Стеклопруток наиболее эффективен при наличии на трассе большого количества коротких пролетов. Пневмопроходчик рекомендуется применять на пролетах от 80 до 140 и более метров. При отсутствии стеклопрутка и пневмопроходчика полиэтиленовую трубу можно заготовить капроновым шнуром. Заготовку производят до прокладки трубы в канал кабельной канализации, размотав ее на поверхности вдоль трассы. Для заготовки капроновый шнур привязывают к проходному цилиндру или шару. Цилиндр или шар с привязанным шнуром опускают в трубу, подготовленную для прокладки в канал. Перебирая трубу впереди себя, перемещают цилиндр или шар со шнуром на всю длину трубы ( рис. 4). Затем, уже после прокладки трубы в канал, с помощью шнура затягивают в трубу заготовочную проволоку или трос. На коротких пролетах шнур нескольких длин можно связать между собой.
Заготовка свободного канала при прокладке кабеля без полиэтиленовой трубы производится как и обычно, в соответствии с главой 4.2. «Общей инструкции». Заготовка канала, в котором уже проложен оптический кабель без полиэтиленовой трубы, должна производиться либо стеклопрутком, либо полиэтиленовой трубкой.
Во всех случаях при заготовке каналов следует стремиться к тому, чтобы проволока или трос имели как можно меньше скруток (соединений). Рекомендуемая целая без скруток длина для проволоки — 450 — 500 м, для троса — до 1500 м.
Рис. 4. Заготовка полиэтиленовой трубы капроновым шнуром.
3.2. Подготовка приспособлений и устройств к прокладке оптического кабеля
3.2.1. Общие положения
Прокладка оптических кабелей в кабельной канализации может осуществляться как ручным, так и механизированным способами с использованием различных механизмов и приспособлений. В данном разделе «руководства. » не приводится их полный перечень, т.к. они постоянно совершенствуются и дополняются новыми, а даны только устройства, необходимые для применения в обязательном порядке.
3.2.2. Перед выездом на трассу проверяют комплектность и работоспособность приспособлений и устройств, применяющихся при прокладке кабеля. В состав комплекта для ручной прокладки оптического кабеля в кабельной канализации должны входить приспособления и устройства, максимально снижающие вероятность повреждения кабеля и создающие благоприятные условия для прокладки больших строительных длин. Для обеспечения этих требований в составе комплекта обязательно должны быть:
лебедка ручная проволочная или тросовая с регулируемым ограничителем тяжения для заготовки каналов (полиэтиленовой трубы) проволокой (тросом) и затягивания кабеля (в дальнейшем может использоваться лебедка с бензиновым или электрическим приводом);
устройство для размотки кабеля с барабана;
труба гофрированная для ввода кабеля через горловину колодца от барабана до канала канализации (при прокладке кабеля с середины трассы в обе стороны, труба должна иметь продольный разрез по всей длине);
ролики люкоогибные для направления прохождения заготовочной проволоки (троса) и кабеля через горловину последнего колодца;
горизонтальная распорка и блок кабельный для плавного поворота кабеля в угловом колодце (по числу угловых колодцев);
воронки направляющие на трубу кабельной канализации и на полиэтиленовую трубу, проложенную в канале для предотвращения повреждения кабеля и обеспечения требуемого радиуса изгиба на входе и выходе канала (по 2 шт. на каждый колодец);
наконечник кабельный с чулком или без чулка для тяжения кабеля за центральный силовой элемент и полиэтиленовую оболочку;
компенсатор кручения для исключения скручивания прокладываемого кабеля;
После проверки комплектности и работоспособности приспособлений и устройств, необходимо проверить и отрегулировать (при необходимости) с помощью динамометра тяговое усилие лебедки, которое не должно превышать:
для кабеля с силовым центральным элементом из нитей СВМ — 1200 Н (120 кгс);
для кабеля с металлическим силовым центральным элементом — 2200 Н (220 кгс).
В первом случае на лебедке устанавливают усилие расцепления — 110 кг, во втором — 200 кг.
Проверку и регулировку лебедки рекомендуется производить в присутствии представителя заказчика с оформлением протокола.
3.3. Установка приспособлений и устройств на трассе
3.3.1. Порядок установки
Готовые к работе приспособления и устройства вместе с лестницами и ограждениями доставляются автотранспортом к месту прокладки кабеля.
Устройство для размотки кабеля с барабана устанавливают на расстоянии 1,5 — 2,0 м от люка колодца, с которого начинают прокладку ( рис. 5).
Рис. 5. Устройство для размотки кабеля с барабана
На люк колодца устанавливают раму с гофрированной трубой для ввода кабеля в канал канализации.
С противоположной стороны на люк последнего выходного колодца устанавливают люкоогибные ролики ( рис. 6)и в двух-трех метрах — ручную лебедку.
Рис. 6. Установка люкоогибных роликов
Во всех угловых колодцах устанавливают горизонтальную распорку и блок кабельный ( рис. 7).
Рис. 7. Установка горизонтальной распорки и блока кабельного
Во всех транзитных колодцах на полиэтиленовую трубу или канальную трубу устанавливают направляющие предохранительные воронки ( рис. 8 и рис. 9) (в первом случае воронки рекомендуется устанавливать одновременно с противоугонами).
Рис. 8. Установка направляющей воронки на полиэтиленовую трубу
Рис. 9. Установка направляющей воронки на трубу канала кабельной канализации
3.4. Транспортирование барабанов с кабелем
Транспортирование барабанов с кабелем к месту прокладки должно производиться с соблюдением общих положений, на специально оборудованных бортовых автомашинах с прицепами или без них. Погрузка барабанов и выгрузка их должны производиться автомобильными кранами или при помощи покатей. Категорически запрещается сбрасывать их с автомашины или свободно скатывать по покатям. Перемещение барабанов с кабелем на короткие расстояния (до 50 м) можно осуществлять перекатыванием в направлении, указанном стрелкой на щеке барабана. Запрещается также перевозка барабанов, установленных на щеки.
3.5. Прокладка оптического кабеля
3.5.1. Условия прокладки кабеля
Прокладка оптического кабеля должна производиться при температуре окружающего воздуха не ниже минус 10°С.
3.5.2. Установка барабана с кабелем
Барабан с удаленной обшивкой устанавливают со стороны трассы прокладки и так, чтобы смотка производилась сверху. Барабан должен свободно вращаться от руки.
3.5.3. Оснастка конца кабеля для прокладки
Конец кабеля освобождают от крепления к барабану и от защитного полиэтиленового колпачка. Прокладку производят либо с использованием наконечника без чулка, либо наконечника с чулком (оба приспособления однозначны). Наконечник скрепляют с компенсатором кручения. На рис. 10 показан пример установки наконечника с чулком и компенсатора кручения.
Рис. 10. Пример установки наконечника с чулком и компенсатора кручения
В каждом случае тяжение кабеля производится за центральный силовой элемент и полиэтиленовую оболочку кабеля. Соединение наконечников с заготовочной проволокой осуществляют обычной скруткой. Скрутка не должна выступать за габариты наконечника и компенсатора кручения.
3.5.4. Прокладка кабеля
Прокладку оптического кабеля производят с помощью лебедки с ограничителем тяжения, вращая ее равномерно, без рывков. Прокладывать оптический кабель без лебедки, имеющей ограничитель тяжения, категорически запрещается.
На рис. 11 показан момент работы с лебедкой.
Рис. 11. Прокладка кабеля с помощью ручной лебедки
С противоположной стороны кабель разматывают с барабана вручную ( рис. 12).
Во время прокладки необходимо следить за прохождением кабеля через угловые колодцы. Кабель должен проходить по центру поворотного колеса и фиксироваться прижимными роликами.
Для обеспечения оперативной связи между рабочими необходимо применение служебной радиосвязи. Для этой цели рекомендуется использовать радиостанции типа»Лен» или «Кактус».
Рис. 12. Размотка кабеля с барабана во время прокладки
Средняя скорость прокладки кабеля составляет 5 ¸ 7 м/мин.
Предварительно отрегулированная лебедка будет обеспечивать тяговое усилие, не превышающее допустимого для данного кабеля. В случае, если усилие тяжения превысит допустимое, то необходимо, прежде всего, обследовать трассу прокладки и определить причину. Если увеличение тягового усилия вызвано усложнившимся рельефом трассы, то необходимо выявить (локализовать) этот трудный влияющий участок трассы и поставить в транзитных колодцах рабочих для подтяжки кабеля руками. При этом следует учитывать, что подтяжка руками должна производиться с усилием не более 60 — 70 кгс. Рекомендуется заранее подготовить рабочих для использования на подтяжке кабеля, проинструктировав их и предоставив им возможность измерить и определить для себя допустимое усилие с помощью динамометра. При подтяжке кабеля руками запрещается упираться ногами в стенки колодца или его арматуру. Нельзя допускать перегибов кабеля в руках. Необходимо следить, чтобы впереди не образовывалась петля и кабель равномерно уходил в противоположный канал. При появлении кабеля в последнем выходном колодце лебедку перемещают на расстояние до 20 — 25 м и продолжают вытяжку кабеля из колодца, обеспечивая тем самым запас кабеля на выкладку и монтаж.
Если прокладка кабеля производится с какой-то точки трассы в два направления, то вначале прокладывают одну большую длину в одну сторону. Затем оставшийся на барабане кабель разматывают, укладывают рядом восьмеркой и прокладывают в другую сторону.
Прокладка кабеля по каналам кабельной канализации, в которых уже проложен оптический кабель, производится аналогично.
Закончив прокладку кабеля, его конец возле наконечника (чулка) обрезают и герметизируют полиэтиленовым колпачком (см. п. 2.1.2.),
3.5.5. Выкладка оптического кабеля
При выкладке подтягивание кабеля в холодцах производят вручную постепенно от крайних (первого и последнего) колодцев к середине. Оптический кабель должен быть выложен по форме колодцев, уложен на консоли соответствующего ряда в ближайших к кронштейну ручьях, желательно на первое консольное место, и закреплен перевязкой. Выкладываемый кабель не должен перекрещиваться с другими кабелями, идущими в том же ряду, и заслонять собой отверстия каналов.
В колодце, в котором будет устанавливаться соединительная муфта, кабель сворачивают кольцами диаметром 1000 — 1200 мм, укладывают к стенке и прикрепляют к кронштейнам. Длина запаса кабеля, считая от канала канализации, после выкладки во всех транзитных колодцах должна быть:
при монтаже муфты в монтажно-измерительной автомашине — 8м;
при монтаже муфты в колодце (в зависимости от типа колодца) — от 3 до 5м.
После выкладки кабеля снимают все противоугоны, направляющие воронки, другие устройства и устанавливают их на следующем участке трассы. Герметизация полиэтиленовых труб (если они применялись) не производится.
3.5.6. Прокладка оптического кабеля в коллекторах, шахтах, нишах и по кабельростам
При прокладке в коллекторах небольших длин кабеля, его выносят вдоль всего коллектора на руках и укладывают на консоли. При большой прокладываемой длине, кабель протягивают по раскатным роликам. Укладывают кабель на консоли верхнего ряда в ближайших к кронштейну ручьях.
Прокладка и крепление кабеля в шахтах должны производиться в соответствии с проектом.
В нишах оптический кабель прокладывается свободно без крепления.
На кабельростах кабель прокладывают и крепят вместе с другими кабелями связи, соблюдая при этом требуемый радиус изгиба. Если существующая конструкция кабельроста это не позволяет, допускается на вертикально-горизонтальных поворотах кабель пропускать, минуя изгиб кабельроста.
3.5.7. Контроль оптического кабеля после прокладки
После прокладки и выкладки оптического кабеля необходимо произвести контрольные измерения затухания оптических волокон, которое должно быть в пределах установленной километрической нормы. После проверки проложенной длины кабеля, полиэтиленовые колпачки на его концах должны быть восстановлены.
4. МОНТАЖ ОПТИЧЕСКОГО КАБЕЛЯ
4.1. Организация рабочего места
Монтаж соединительных муфт оптического кабеля может производиться в специально оборудованных монтажно-измерительных автомашинах или непосредственно в колодцах кабельной канализации. Во втором случае колодец должен быть большого типа, быть сухим, иметь хорошее освещение, обогрев рабочей зоны и вентиляцию, позволять установку в нем столика-подставки для сварочного аппарата и свободного размещения двух монтажников. При любой погоде над колодцем должна быть кабельная палатка. При невозможности обеспечения этих условий, монтаж должен производиться только в монтажно-измерительной автомашине.
4.2. Состав монтажной бригады
Монтаж соединительных муфт и контрольные измерения в процессе монтажа производятся комплексной бригадой в составе:
монтажника связи — 6 разряда;
монтажника связи — 5 разряда.
4.3. Монтажные материалы и детали для монтажа соединительной муфты СМОК
Для монтажа соединительной муфты СМОК применяется комплект деталей и материалов (ТУ 45-86.АХП4.468.049.ТУ.).
На рис. 13 показана соединительная муфта. Состав комплекта указан в приложении 3.
Рис. 13. Соединительная муфта СМОК
4.4. Монтаж соединительной муфты СМОК
При монтаже соединительной муфты в монтажно-измерительной автомашине оба конца кабеля, не раскручивая колец, подают к монтажному столу. При монтаже муфты в колодце кольца кабеля раскручивают и кабель временно выкладывают по форме колодца. Готовый к монтажу кабель протирают на расстоянии 2000 мм от загрязнений. Отступив на 1650 — 1700 мм от концов кабеля, на них устанавливают и приваривают методом наплавления полиэтиленовой ленты под стеклолентой по одному полиэтиленовому конусу ( рис. 14).
Рис. 14. Приварка полиэтиленового конуса к кабелю
Под конуса устанавливают и скрепляют с ними перевязкой половинку металлического каркаса, входящего в состав монтажного комплекта. На уровне окончания цилиндрической части полиэтиленовых конусов полиэтиленовую оболочку обоих концов кабеля надрезают и удаляют с сердечника. Снимают пластмассовые ленты или нити. В четырехволоконном кабеле кордели заполнения удаляют ножом на уровне среза оболочки. Если оптические волокна в кабеле уложены во второпластовые трубки, то их удаляют на расстоянии 35 — 40 мм от среза полиэтиленовой оболочки. Если оптические волокна помещены в поливинилхлоридные трубки, то их удаляют на длине 100 мм. Освобожденные волокна или волокна в поливинилхлоридной трубке протирают от гидрофобного заполнителя бензином Б-70,а затем насухо.
Если центральный силовой элемент представляет собою нити СВМ в поливинилхлоридной оболочке, то его соединяют в середине муфты металлической гильзой, обжав ее по концам плоскогубцами, при этом встречные нити выводят наружу и связывают между собой двойным узлом. Если центральный силовой элемент выполнен в виде стального троса в поливинилхлоридной оболочке, то его восстанавливают путем спайки в середине муфты припоем ПОССу 30-2 с применением пасты ПБК-26м. Место спайки изолируют полиэтиленовой гильзой ( рис. 15. и рис. 16).
Рис. 15. Спайка стального троса паяльником
Рис. 16. Изолирование спайки стального троса полиэтиленовой гильзой
После соединения центрального силового элемента временное крепление полиэтиленовых конусов к металлическому каркасу ослабляют и конуса слегка раздвигают, обеспечивая, тем самым, натяжение центрального элемента. Далее конуса закрепляют снова. В каркас вкладывают на всю его длину между конусами полоску из полиэтиленовой пленки длиной 800 мм и шириной 200 мм.
Приступают к подготовке к сварке и к сварке первого оптического волокна. Счет оптических волокон в кабеле на конце «А» ведется по часовой стрелке, на конце «Б» против часовой стрелки. Соблюдение счета волокон при монтаже соединительных муфт обязательно.
На свободном от трубки оптическом волокне на длине 30 мм удаляют защитные покрытия. В практике чаще всего встречаются два вида покрытий:
Полиамидное покрытие удаляют инструментом, входящим в комплект устройства для сварки КСС-111.Эпоксиакрилатное покрытие удаляют лезвием безопасной бритвы.
Освобожденный от защитных покрытий участок оптического волокна протирают тампоном, смоченным в бензине-растворителе «Нефрас», а затем спиртом. После протирки производят скол оптического волокна инструментом, входящим в комплект устройства для сварки. Скол должен быть ровным и перпендикулярным оси волокна. Качество скола определяют через микроскоп устройства для сварки. Если скол не получился, то операции по удалению защитных покрытий повторяют снова. Аналогично подготавливают оптическое волокно другого конца кабеля.
Производят сварку оптических волокон двух строительных длин кабеля в соответствии с указаниями «Паспорта устройства для сварки». После сварки производят контроль качества сварного соединения рефлектометром обратного рассеивания, установленного в начале строительной длины кабеля (участка). Затухание места сварки оптического волокна должно быть не более 0,5 дБ. Если затухание больше, то сварку необходимо переделать. Если после двойной переделки затухание все же будет превышать 0,5 дБ, но не более 0,8 дБ, сварное соединение оставить как оно есть, но это увеличение постараться скомпенсировать за счет уменьшения затухания на других сварках этого волокна в следующих муфтах так, чтобы не превысилась норма затухания, установленная проектом на весь участок.
Если затухание сварки превышает 0,8 дБ, необходимо вызвать представителя завода-изготовителя, заказчика и других заинтересованных организаций и в их присутствии составить акт в соответствии с указаниями п. 2.1.1.
Получив положительные результаты измерений, на сварное соединение устанавливают и усаживают защитную термоусаживаемую гильзу (ГЗС). После остывания гильзы оптическое волокно укладывает в металлическом каркасе, а гильзу подвязывают к центральному силовому элементу ( рис. 17). В паспорте на муфту отмечают место установки гильзы.
Рис. 17. Укладка волокна в муфте
Кольца оптического волокна можно связать между собой ниткой без затяжки. Они должны оставаться в свободном состоянии.
После выкладки оптического волокна и закрепления защитной гильзы снова производят проверку сварного соединения рефлектометром и только потом приступают к подготовке и сварке следующего волокна аналогично первому.
После сварки и выкладки всех оптических волокон вкладыш из полиэтиленовой пленки сворачивают трубкой, вкладывают паспорт на муфту ( приложение 5) с указанием распределения защитных гильз по счету волокон в кабеле и закрывают сверху второй частью металлического каркаса ( рис. 18).
Рис. 18. Установка второй части металлического каркаса
Поверх каркаса надвигают две цилиндрические части полиэтиленовой муфты ( рис. 19).
Герметизацию всех трех стыков производят поясками термоусаживаемой трубки 80/40 длиной по 100 мм, предварительно надетыми на кабель. В качестве герметика под трубку применяют сэвилен или клей-расплав ГИПК-14-13.
На рис. 20 показана смонтированная соединительная муфта.
Рис. 19. Установка цилиндрических частей полиэтиленовой муфты
Рис. 20. Смонтированная соединительная муфта
4.5. Проверка герметичности смонтированной муфты
После монтажа соединительной муфты проверяют ее герметичность местным избыточным воздушным давлением. Для этого к корпусу муфты временно приваривают полиэтиленовый патрубок и делают через него прокол в корпусе муфты. Через осушительный бачок с селикагелем автомобильным насосом в муфте создают избыточное воздушное давление порядка 98 кПа (1 кг/см 2 ). Проверку можно производить прибором «УЗТИ», а при его отсутствии — обмыливанием. После проверки патрубок срезают ножом, а отверстие герметизируют предварительно надетой на кабель полоской термоусаживаемой трубки 80/40 шириной 60 мм с применением сэвилена или клея-расплава ГИПК-14-13.
Если монтаж муфты производился в монтажно-измерительной автомашине, то муфту снимают с монтажного стола и опускают в колодец. Запас кабеля снова должен сложиться кольцами с обеих сторон от муфты. В колодце кольца кабеля скрепляют между собой и прикрепляют к кронштейнам.
5. РЕМОНТ СОЕДИНИТЕЛЬНЫХ МУФТ
5.1. Вскрытие соединительной муфты
При необходимости ремонта (демонтажа) соединительной муфты пояски термоусаживаемой трубки срезают ножом и удаляют остатки герметика. Полиэтиленовые цилиндры сдвигают с конусов в сторону кабеля и снимают верхнюю часть металлического каркаса, предоставляя доступ к оптическим волокнам.
5.2. Восстановление соединительной муфты
При последующем восстановлении соединительной муфты все операции выполняют в обратной последовательности. Стыки полиэтиленовых цилиндров между собой и с конусами герметизируют наплавлением полиэтиленовой ленты под стеклолентой.
6. МАРКИРОВКА КАБЕЛЯ И МУФТ
6.1. Маркировка
После монтажа на кабель возле смонтированной муфты, а также на кабель в транзитных колодцах устанавливают свинцовое нумерационное кольцо или пластмассовую бирку. На кольце или бирке указывают:
между какими АТС проложен кабель;
6.2. Метка кабеля и муфты
В смотровых устройствах на оптическом кабеле и в средней части смонтированной муфты желтой несмываемой краской делают предупреждающую отметку размеров, примерно, 20 ´20 мм. По окружности канала кабельной канализации наносят круг желтой краски не менее 50 мм.
7. СДАЧА РЕГЕНЕРАЦИОННЫХ УЧАСТКОВ В ЭКСПЛУАТАЦИЮ
7.1. Подготовка смонтированных регенерационных участков волоконно-оптической линии к сдаче в эксплуатацию
На смонтированных регенерационных участках необходимо произвести измерения затухания оптических волокон кабеля. Результаты измерений занести в паспорт ( приложение 6). Затухание оптических волокон всего регенерационного участка должно соответствовать норме, указанной в проекте.
7.2. Сдача в эксплуатацию
Сдача в эксплуатацию должна производиться в соответствии с «Руководством по приемке в эксплуатацию линейных сооружений проводной связи и проводного вещания» (М., «Радио» и «Связь», 1985), с соблюдением требований СНИП III-3-81 «Приемка в эксплуатацию законченных строительством объектов. Основные положения» и ВСН-600-81 «Инструкция по монтажу сооружений и устройств связи, радиовещания и телевидения».
При сдаче в эксплуатацию рабочей комиссии, кроме установленной правилами, предъявляется следующая исполнительная документация:
один экземпляр рабочих чертежей, скорректированный в процессе строительства;
паспорта на строительные длины проложенного кабеля;
паспорта на регенерационные участки в одном экземпляре.
Рабочей комиссией производятся измерения затухания оптических волокон кабеля по регенерационным участкам на подтверждение данных, представленных в паспортах на участки. Непосредственно на трассе проверяют крепление и маркировку кабеля и муфт в смотровых устройствах.
8. ТЕХНИКА БЕЗОПАСНОСТИ
8.1. При выполнении работ следует руководствоваться «Правилами техники безопасности при работах на кабельных линиях связи и проводного вещания» (М., «Связь», 1979).
8.2. При работе с оптическим волокном его отходы при разделке (сколе) необходимо собирать в отдельный ящик и после окончания монтажа, освобождать ящик в отдельно отведенном месте или закапывать отходы в грунт.
8.3. Следует избегать попадания остатков оптического волокна в одежду. Работу с оптическим волокном следует производить в клеенчатом фартуке.
8.4. Монтажный стол и пол в монтажно-измерительной автомашине после каждой смены следует обрабатывать пылесосом и затем протирать мокрой тряпкой. Отжим тряпки следует производить в плотных резиновых перчатках.
8.5. При работе с устройством для сварки оптических волокон, необходимо соблюдать следующие требования:
а) все подключения и отключения приборов, требующие разрыва электрических цепей или соединения с высоковольтными цепями устройства, производить при полностью снятом напряжении;
б) устройство должно быть заземлено;
в) во время наладочных работ следует помнить, что трансформатор, высоковольтные провода, электроды в режиме сварки находятся под высоким напряжением;
г) запрещается эксплуатация устройства со снятым защитным кожухом блока электродов;
д) не реже одного раза в неделю производить проверку исправности изоляции высоковольтных проводов; запрещается работать на устройстве при поврежденной изоляции высоковольтных проводов;
е) к работе с устройством допускаются лица, прошедшие вводный инструктаж, инструктаж по технике безопасности на рабочем месте с последующей проверкой знаний и имеющие группу по электробезопасности не ниже III.
Приложение 1
Перечень технологических карт и карт трудового процесса на прокладку и монтаж оптических кабелей ГТС
Технологическая карта на прокладку оптического кабеля ГТС в кабельной канализации (1986 г.)
Технологическая карта на монтаж соединительной муфты СМОК оптического кабеля ГТС (1986 г.)
Технологическая карта проведения входного контроля оптического кабеля на кабельной площадке (1987 г.)
Карта трудового процесса монтажа соединительной муфты на оптическом кабеле связи ОКЛ-50-2-0,7-1,5-4, прокладываемом в кабельной канализации (1986 г.)
Карта трудового процесса заготовки канала кабельной канализации полиэтиленовой трубой для прокладки в нее оптического кабеля связи (1986 г.)
Карта трудового процесса заготовки полиэтиленовой трубы линейной проволокой (тросом) для прокладки в ней оптического кабеля (1986 г.)
Карта трудового процесса на установку наконечника с чулком на конец оптического кабеля перед прокладкой в кабельной канализации (1987 г.)
Карта трудового процесса на сварку оптических волокон оптического кабеля связи (1987 г.)
Карта трудового процесса стыковки маломерных длин полиэтиленовой трубы ПНД 32т для прокладки в канале кабельной канализации (1987 г.)
Карта трудового процесса герметизации конца оптического кабеля полиэтиленовыми колпачками (1987 г.)
Источник
| Найти: | |
| Где: | |
| Тип документа: | |
| Отображать: | |
| Упорядочить: |
Скачать Руководство по строительству линейных сооружений магистральных и внутризоновых оптических линий связи
Дата актуализации: 01.01.2021


Руководство по строительству линейных сооружений магистральных и внутризоновых оптических линий связи
| Статус: | Не действует |
| Название рус.: | Руководство по строительству линейных сооружений магистральных и внутризоновых оптических линий связи |
| Дата добавления в базу: | 01.09.2013 |
| Дата актуализации: | 01.01.2021 |
| Область применения: | Руководство является основным документом, определяющим организацию, порядок и технологию строительства магистральных и внутризоновых оптических линий связи. Даны рекомендации по организации и подготовке строительства ВОЛС, приведены типовые конструкции оптических кабелей, соединительных муфт, рассмотрены их прокладка и монтаж. Имеются все необходимые сведения по измерениям оптических кабелей связи. |
| Оглавление: | 1 Введение 2 Общие положения 3 Конструкции оптических кабелей 4 Организация строительства 5 Подготовительные работы 6 Прокладка оптического кабеля 7 Монтаж кабеля 8 Монтаж станционной разветвительной муфты 9 Измерение затухания многомодовых и одномодовых оптических кабелей 10 Сдача регенерационных участков ВОЛС в эксплуатацию Приложение 1. Список литературы Приложение 2. Ведомость потребности в основных машинах, механизмах и транспортных средствах Приложение 3. Перечень устройств, приспособлений и приборов, применяемых при монтаже ОК Приложение 4. Перечень материалов и изделий, применяющихся при монтаже соединительных муфт Приложение 5. Журнал учета строительных длин кабеля, поступивших на склад Приложение 6. Протокол входного контроля Приложение 7. Протокол испытания строительной длины кабеля Приложение 8. Укладочная ведомость строительных длин Приложение 9. Паспорт на смонтированную муфту оптического кабеля Приложение 10. Паспорт регенерационного участка |
| Разработан: | ССКТБ |
| Утверждён: | 11.06.1993 Концерн Связьстрой (Svyazstroy Concern ) |
| Принят: | 08.06.1993 А/О Интертелеком |
| Расположен в: | Техническая документация Экология ТЕЛЕКОММУНИКАЦИИ. АУДИО-И ВИДЕОТЕХНИКА Волоконно-оптическая связь Волоконно-оптические системы в целом Строительство Нормативные документы Отраслевые и ведомственные нормативно-методические документы Проектирование и строительство объектов связи |
| Заменяет собой: |
|
Скачать
Документация
На данной странице будут выкладываться полезные пособия, рекомендации по строительству, нормативная документация, необходимая при проектировании и строительстве сооружений связи.
- Руководство по строительству Линейных сооружений местных сетей связи, 1996 ССКТБ ТОМАСС (PDF, 13,2Мб) Скачать >>
- ГОСТ Р 21.1101-2009 СПДС «Основные требования к проектной и рабочей документации» (PDF, 1,53Мб) Скачать >>
- РД 45.156-2000 «Cостав исполнительной документации на законченные строительством линейные сооружения магистральных и внутризоновых волн» (DOC, 9,34Мб) Скачать>>
- СО 153-34.48.519-2002 «Правила проектирования, строительства и эксплуатации волоконно-оптических линий связи на воздушных линиях электропередачи напряжением 0,4-35» (PDF, 0,87Мб) Скачать>>
- СП 133.13330.2012 «Cети проводного радиовещания и оповещения в зданиях и сооружениях.
нормы проектирования» (PDF, 0,57Мб) Скачать>> - СП 134.13330.2012 «Cистемы электросвязи зданий и сооружений. основные положения проектирования» (PDF, 0,33Мб) Скачать>>
| Найти: | |
| Где: | |
| Тип документа: | |
| Отображать: | |
| Упорядочить: |
Скачать Руководство Руководство по строительству линейных сооружений магистральных и внутризоновых оптических линий связи
Дата актуализации: 17.06.2011
Руководство
Руководство по строительству линейных сооружений магистральных и внутризоновых оптических линий связи
| Статус: | действует |
| Обозначение: | Руководство |
| Название рус.: | Руководство по строительству линейных сооружений магистральных и внутризоновых оптических линий связи |
| Дата актуализации текста: | 01.10.2008 |
| Дата добавления в базу: | 01.02.2009 |
| Дата введения: | 11.06.1993 |
| Разработан в: | ССКТБ 107066, Москва, Б-66, ул. Нижняя Красносельская, д.13 |
| Утверждён в: | Концерн «Связьстрой» (11.06.1993) |
| Опубликован в: | ССКТБ ТОМАСС № 1993 |
| Область и условия применения: | Настоящее «Руководство…» является основным документом, определяющим организацию, порядок и технологию строительства магистральных и внутризоновых оптических линий связи. Требования «Руководства…» являются обязательными для исполнения строительно-монтажными и эксплуатационными организациями на территории Российской Федерации. В нем даны рекомендации по организации и подготовке строительства ВОЛС, приведены типовые конструкции оптических кабелей, соединительных муфт, рассмотрены их прокладка и монтаж. Имеются все необходимые сведения по измерениям оптических кабелей связи |
| Заменяет собой: |
|
| Оглавление: | 1. Введение 2. Общие положения 3. Конструкции оптических кабелей 3.1. Сердечник кабеля 3.2. Внутренняя полиэтиленовая оболочка 3.3. Броня 3.3.1. Броня из стальных проволок 3.3.2. Броня из стальных проволок на подводном ОК 3.3.3. Броня из стеклопластиковых стержней и корделей 3.3.4. Броня из стальных лент 3.3.5. Броня в виде оплетки из стальных проволок 3.4. Наружная полиэтиленовая оболочка 3.5. Оптическое волокно 3.6. Оптические характеристики 3.7. Электрические характеристики ОК, содержащих жилы ДП 3.8. Механические характеристики 4. Организация строительства 4.1. Подготовка кадров 4.2. Обеспечение технологической документацией 4.3. Обеспечение механизмами при строительстве ВОЛС 4.4. Обеспечение устройствами при монтаже ОК 4.5. Обеспечение монтажными материалами 4.6. Оборудование монтажно-измерительной лаборатории 4.7. Оборудование помещений для проведения входного контроля ОК 4.8 . Организация служебной радиосвязи 4.9. Обеспечение бланками протоколов, паспортов и пр. 5. Подготовительные работы 5.1. Проведение входного контроля 5.1.1. Проведение входного контроля на кабельной площадке 5.1.2. Проведение входного контроля по оптическим параметрам 5.2. Группирование строительных длин кабеля 6. Прокладка оптического кабеля 6.1. Общие положения 6.2. Размотка и прокладка кабеля в траншею 6.3. Прокладка кабеля бестраншейным способом 6.4. Прокладка кабеля кабелеукладчиком на пересечениях 6.5. Прокладка оптического кабеля на переходах через железные и автомобильные дороги 6.6. Прокладка кабелей на переходах через реки и водоемы 6.7. Прокладка кабелей в кабельной канализации 7. Монтаж кабеля 7.1. Конструкции муфт для сращивания строительных длин магистральных и внутризоновых оптических кабелей7.1.1. Конструкция муфты ММЗОК 7.1.2. Конструкция муфты МКО «Калибр» 8. Монтаж станционной разветвительной муфты 9. Измерение затухания многомодовых и одномодовых оптических кабелей 10. Сдача регенерационных участков ВОЛС в эксплуатацию Приложение 1. Список литературы Приложение 2. Ведомость потребности в основных машинах, механизмах и транспортных средствах Приложение 3. Перечень устройств, приспособлений и приборов, применяемых при монтаже ОК Приложение 4. Перечень материалов и изделий, применяющихся при монтаже соединительных муфт Приложение 5. Журнал учета строительных длин кабеля, поступивших на склад Приложение 6. Протокол входного контроля Приложение 7. Протокол испытания строительной длины кабеля Приложение 8. Укладочная ведомость строительных длин Приложение 9. Паспорт на смонтированную муфту оптического кабеля Приложение 10. Паспорт регенерационного участка |
| Расположен в: | Строительная документация Отраслевые и ведомственные нормативно-методические документы Проектирование и строительство объектов связи |
Скачать Руководство
Рабочая документация. Волоконно-оптические линии связи.

Содержание
- Введение
- 1. Технико-экономические показатели
- 2. Мероприятия по охране труда и технике безопасности
- 3. Охрана окружающей среды
- 4. Основные проектные решения
- Комплекс измерений
- Ситуационный план
- Схема подвески ВОЛС
- Кабельный журнал
- Основные объемы работ
- Спецификация оборудования, изделий и материалов
- План 1-го этажа Административного здания
- План здания Входной группы
- План 3-го этажа здания Кафе «У камина»
- План 1-го этажа электрощитовой объекта Вольер с медведями
- План объекта Вольер с медведями
- План 4-го этажа здания Хищники
- План 2-го этажа здания Музея
- Узлы подвески
- Схема натяжного крепления самонесущего диэлектрического оптического кабеля на опоре круглого сечения
- Узел подвески самонесущего кабеля на трехместном кронштейне
- Схема натяжного крепления самонесущего диэлектрического оптического кабеля и шкафа для размещения муфты и запаса кабеля на опоре круглого сечения
- Узел крепления кабеля на стене (транзитный)
Настоящий проект выполнен на основании технического задания.
|
Обозначение |
Наименование |
Номер страницы |
|
1612-05-ТС-СЛ |
Волоконно-оптическая линия связи |
|
|
1612-05-ТС-ЛЛС |
Локальная линия связи |
|
|
1612-05-ТС-АТС |
АТС |
|
|
1612-05-ТС-СВ |
Система видеонаблюдения |
Введение
Данный рабочий проект (раздел «Волоконно-оптические линии связи») выполнен для строительства телекоммуникационных сетей и системы видеонаблюдения на территории Муни- ципального бюджетного учреждения культуры «Зоопарк» в Центральном районе …
Рабочий проект … выполнен на основании:
- задания на проектирование;
- свидетельства о допуске к определенному виду или видам работ, которые оказывают влияние на безопасность объектов капитального строительства № …
Исходными данными для разработки рабочего проекта послужили:
- принятые совместно с заказчиком и согласованные с ним решения.
Технические решения, принятые в проекте, соответствуют требованиям нормативных доку-
ментов:
- ГОСТ Р 21.1703-2000 «Правила выполнения рабочей документации проводных средств связи»;
- НТП 112-2000 «Нормы технологического проектирования. Городские и сельские сети»;
- других действующих норм и правил.
Рабочий проект не содержит конструкций, материалов, изделий, оборудования или технических решений, защищенных авторскими свидетельствами.
Принятые в проекте решения обеспечивают безопасную эксплуатацию проектируемых устройств при соблюдении действующих правил и норм по электро, взрыво и пожаробезопасности.
Принятые в проекте технические решения соответствуют требованиям экологических, сани- тарно-гигиенических, противопожарных и других норм, действующих на территории Российской Федерации для обеспечения безопасности жизни и здоровья людей.
Размещение проектируемого оборудования выполняется на существующих площадях служебно-технических зданий, проектируемых шкафах уличных наземного исполнения.
Принятые в рабочем проекте сокращения и условные обозначения:
- ВОК — волоконно-оптический кабель;
- УЗК — узел запаса кабеля;
- МР – проектируемая разветвительная муфта.
1. Технико-экономические показатели
1.1. Проектная мощность В данном проекте предусмотрено:
- Установка и монтаж шкафа кроссового оптического стоечного типа ШКОС-С-1U/2-8FC-8FC/SM-8FC/UPC в проектируемых шкафах – 6 шт;
- Установка и монтаж шкафа кроссового оптического стоечного типа ШКОС-С-1U/2-16FC-
16FC/SM-16FC/UPC в проектируемых шкафах – 6 шт; - Подвеска ВОК марки ДПТ-П-8А-10,0кН по опорам –1570,0 м (с учётом УЗК 4х 30,0 м);
- Подвеска ВОК марки ДПТ-П-16А-10,0кН по опорам –280,0 м (с учётом УЗК 26х 15,0 м);
- Прокладка ВОК марки ДПТ-П-8А-10,0кН в трубке ПВХ–100,0 м (с учётом УЗК 4х15,0 м);
- Прокладка ВОК марки ДПТ-П-16А-10,0кН в трубке ПВХ–150,0 м (с учётом УЗК 6х15,0
м); - Монтаж оптических муфт марки МТОК — 2 шт;
- Установка устройств для УЗК — 4 шт.
2. Мероприятия по охране труда и технике безопасности
При производстве работ по монтажу и пуско-наладке проектируемого оборудования следовать ГОСТ 12.1.004-91 ССБТ «Пожарная безопасность. Общие требования безопасности», а также руководствоваться следующими документами:
- ПУЭ Правила устройства электроустановок (Издание 7);
- СНП 12-03-2001. Безопасность труда в строительстве. Часть 1. Общая часть;
- СНиП 12-04-2002. Безопасность труда в строительстве. Часть 2. Строительное производство;
- ППБ-03 «Правила пожарной безопасности в Российской Федерации».
- Работы по монтажу станционных сооружений следует вести в соответствии с Инструкцией по монтажу сооружений и устройств связи, радиовещания и телевидения, ОСТН-600-93, М., «Радио и связь», 1994г.
В ходе работ следует пользоваться только специализированным инструментом и вспомогательным оборудованием, согласно его назначения, выполнять рекомендации производителя оборудования.
При производстве работ по прокладке кабеля следует руководствоваться следующими документами:
- Руководством по строительству линейных сооружений местных сетей связи (ССКТБ-
ТОМАСС, 1995г.); - Инструкцией по проектированию строительства линий связи (ВСН 116-93).
К наиболее опасным работам относятся:
- погрузочно-разгрузочные работы;
- земляные работы;
- погрузка кабельного барабана на кабельную тележку.
3. Охрана окружающей среды
При производстве строительных работ необходимо осуществлять мероприятия по охране природы.
Сооружения связи являются одним из экологически чистых видов сооружений. Технологическое оборудование во время строительства и всего срока эксплуатации не создает вредных внешних электромагнитных или иных излучений, шумов, вибраций, а материалы, используемые в конструкции оборудования, не выделяют вредных химических и биологических отходов.
Производитель проектируемого оборудования гарантирует отсутствие вредного воздействия на окружающую среду при соблюдении правил эксплуатации.
4. Основные проектные решения
Данный рабочий проект выполнен для строительства Волоконно-оптические линии связи на территории МБУК «Зоопарк».
Граница ответственности проектирования: оптический кросс – оптический кросс.
Рабочим проектом предусматривается:
- Установка и монтаж шкафов кроссовых оптических марки ШКОС-С, поставщик ЗАО «Связьстройдеталь», (г. Москва);
- Монтаж оптических муфт марки МТОК, поставщик ЗАО «Связьстройдеталь», (г. Москва);
- Подвеска и прокладка ВОК марки ДПТ-П-8А-6,0 кН, ДПТ-П-16А-6,0 кН, производства ООО «Инкаб» по опорам и по зданиям;
- Комплекс измерений ВОК.
4.1 Установка оборудования
4.1.1 В Административном здании установить оптический кросс марки ШКОС-С-1U/2-8FC-8FC/SM-8FC/UPС (ODF-1, ODF-12) в существующий шкаф (установлен по проекту 1612-05-ТС) — 2 шт.
Размещение и установку оборудования вести согласно листа 1612-05-СЛ-5
4.1.2 В здании Входной группы (Охрана) установить оптический кросс марки ШКОС-С-1U/2-8FC-8FC/SM-8FC/UPС (ODF-2, ODF-3) в существующий шкаф (установлен по проекту 1612-05-ТС) — 2 шт.
Размещение и установку оборудования вести согласно листа 1612-05-СЛ-5
4.1.3 В здании Кафе «У камина» установить оптический кросс марки ШКОС-С-1U/2-16FC-16FC/SM-16FC/UPС (ODF-4, ODF-5, ODF-6) – 3 шт. в существующий шкаф (установлен по про- екту 1612-05-ТС).
Размещение и установку оборудования вести согласно листа 1612-05-СЛ-5.
4.1.4 В здании Вольер с медведями установить оптический кросс марки ШКОС-С-1U/2-16FC-16FC/SM-16FC/UPС (ODF-8) в существующий шкаф (установлен по проекту установлен по проекту 1612-05-ТС) -1 шт.
Размещение и установку оборудования вести согласно листа 1612-05-СЛ-5.
4.1.5 В здании Хищники (Служба безопасности) установить оптический кросс марки ШКОС-С-1U/2-16FC-16FC/SM-16FC/UPС (ODF-7) в существующий шкаф (установлен по проек- ту 1612-05-ТС) — 1 шт.
Размещение и установку оборудования вести согласно листа 1612-05-СЛ-5.
4.1.6 На опоре у Гаражи и хоз.блок установить оптический кросс марки ШКОС-С-1U/2-8FC-8FC/SM-8FC/UPС (ODF-9, 10) в существующий шкаф (установлен по проекту 1612-05-ТС) — 2 шт.
Размещение и установку оборудования вести согласно листа 1612-05-СЛ-3
4.1.7 В здании Музей установить оптический кросс марки ШКОС-С-1U/2-16FC- 16FC/SM-16FC/UPС (ODF- 11) в существующий шкаф (установлен по проекту 1612-05-ТС) — 1 шт.
Размещение и установку оборудования вести согласно листа 1612-05-СЛ-5
4.1.8 На заборе у планируемого VIP въезда установить устройство запаса кабеля №1 с УЗК-30,0 м.
4.1.9 На опоре у планируемого VIP въезда установить устройство запаса кабеля №2 с УЗК-
30,0 м.
4.1.10 На опоре №7* установить устройство запаса кабеля №3 с УЗК-30,0 м.
4.1.11 На опоре №10* установить устройство запаса кабеля №4 с УЗК-30,0 м.
4.2 Прокладка ВОК
4.2.1 Подвесить кабель ВОК 1 марки ДПТ-П-8А-10,0кН по забору от Административного здания до здания Входной группы- 410,0 м., в том числе УЗК 2х30,0 м.
4.2.2 Подвесить кабель ВОК 2 марки ДПТ-П-8А-10,0кН по забору и опорам от здания входной Группы до проектируемой муфты МР1 на опоре №3*- 365,0 м., в том числе УЗК 1х15,0 м.
4.2.3 Подвесить кабель ВОК 3 марки ДПТ-П-16А-10,0кН от проектируемой муфты МР1
до здания Кафе «У камина»- 85,0 м., в том числе УЗК 1х 15,0 м.
4.2.4 Подвесить кабель ВОК 4 марки ДПТ-П-16А-10,0кН от здания Кафе «У камина» до здания Хищники(служба безопасности) — 130,0 м, в том числе УЗК 2х15,0 м.
4.2.5 Подвесить кабель ВОК 5 марки ДПТ-П-16А-10,0кН от здания Кафе «У камина» до здания Вольер с медведями — 140,0 м, в том числе УЗК 2х15,0 м
4.2.6 Подвесить кабель ВОК 6 марки ДПТ-П-8А-10,0кН по опорам от проектируемой муфты МР1 на опоре №3*- до проект. шкафа на опоре №14* — 410,0 м., в том числе УЗК 2х30,0 м, и 2х15,0 м.
4.2.7 Подвесить кабель ВОК 7 марки ДПТ-П-8А-10,0кН по опорам от проект. шкафа на опоре №14* до проектируемой муфты МР2 на опоре №17*- — 210,0 м., в том числе УЗК 2х15,0 м.
4.2.8 Подвесить кабель ВОК 8 марки ДПТ-П-16А-10,0кН от проектируемой муфты МР2
до здания Музей- 75,0 м., в том числе УЗК 2х15,0 м.
4.2.9 Подвесить кабель ВОК 9 марки ДПТ-П-8А-10,0кН по забору от проектируемой муфты МР2 на опоре №17*- до административного здания — 275,0 м., в том числе УЗК 2х15,0 м.
Прокладку вести согласно чертежа 1612-05-СЛ-03.
4.3 Прокладка ВОК по зданиям
Здание Администрации
4.3.1 Проложить кабель ВОК 1 и ВОК 9 типа ДПТ-П-8А-10,0кН по стене и 1-му этажу в трубке ПВХ диаметром 25 мм до проектируемой стойки 42П (установлена по проекту 1612-05-ТС) — 2х25,0 м, в том числе УЗК 2х15,0 м. Прокладку ВОК вести согласно листа 1612-05-СЛ-5.1.
Здание Входная группа
4.3.2 Проложить кабель ВОК 1 и ВОК 2 типа ДПТ-П-8А-10,0кН по стене и 1-му этажу в трубке ПВХ диаметром 25 мм до проектируемого шкафа 6U (установлен по проекту 1612-05-ТС) — 2х25,0 м, в том числе УЗК 2х15,0 м.
Прокладку ВОК вести согласно листа 1612-05-СЛ-5.1.
Здание Кафе «У камина»
4.3.3 Проложить кабель ВОК 4, ВОК 5, ВОК 6 типа ДПТ-П-16А-10,0кН по стене и 2-му этажу в трубке ПВХ диаметром 25 мм до проектируемого шкафа 6U (установлен по проекту 1612-05-ТС) — 3х25,0 м, в том числе УЗК 3х15,0 м.
Прокладку ВОК вести согласно листа 1612-05-СЛ-5.2.
Здание Хищники (Служба безопасности)
4.3.4 Проложить кабель ВОК 4 типа ДПТ-П-16А-10,0кН по стене и 4-му этажу в трубке
ПВХ диаметром 25 мм до проектируемого шкафа 6и(установлен по проекту 1612-05-ТС) — 25,0м, в том числе УЗК 1х15,0 м.
Прокладку ВОК вести согласно листа 1612-05-СЛ-5.
Здание Вольер с медведями
4.3.5 Проложить кабель ВОК 5 типа ДПТ-П-16А-10,0кН по стене и 1-му этажу в трубке ПВХ диаметром 25 мм до проектируемого шкафа 6и(установлен по проекту 1612-05-ТС) — 25,0м, в том числе УЗК 1х15,0 м.
Прокладку ВОК вести согласно листа 1612-05-СЛ-5.
Здание Музей
4.3.6 Проложить кабель ВОК 8 типа ДПТ-П-16А-10,0кН по стене и 2-му этажу в трубке
ПВХ диаметром 25 мм до проектируемого шкафа 6и(установлен по проекту 1612-05-ТС) — 25,0
м, в том числе УЗК 1х15,0 м.
Прокладку ВОК вести согласно листа 1612-05-СЛ-5.
4.4 Монтаж ВОК
4.4.1 Произвести монтаж кабеля ВОК 1 марки ДПТ-П-8А-10,0кН в проектируемый оптический кросс марки ШКОС-С-1и/2-8РС-8РС/8М-8РС/иРС в проектируемую стойку в Административном здании -1 шт.
4.4.2 Произвести монтаж кабеля ВОК 1 марки ДПТ-П-8А-10,0кН в проектируемый оптический кросс марки ШКОС-С-1и/2-8РС-8РС/8М-8РС/иРС в проектируемый шкаф в здании Входная группа — 1 шт.
4.4.3 Произвести монтаж кабеля ВОК 2 марки ДПТ-П-8А-10,0кН в проектируемый оптический кросс марки ШКОС-С-Ш/2-8РС-8РС/8М-8РС/иРС в проектируемый шкаф в здании Входная группа — 1 шт.
4.4.4 Произвести монтаж кабеля ВОК 3 марки ДПТ-П-16А-10,0кН в проектируемый оптический кросс марки ШКОС-С-1и/2-16РС-16РС/8М-16РС/ИРС в проектируемый шкаф в здании Кафе «У камина»- 1 шт.
4.4.5 Произвести монтаж кабеля ВОК 4 марки ДПТ-П-16А-10,0кН в проектируемый оптический кросс марки ШКОС-С-1и/2-16РС-16РС/8М-16РС/ИРС в проектируемый шкаф в здании Кафе «У камина»- 1 шт.
4.4.6 Произвести монтаж кабеля ВОК 5 марки ДПТ-П-16А-10,0кН в проектируемый оптический кросс марки ШКОС-С-1и/2-16РС-16РС/8М-16РС/ИРС в проектируемый шкаф в здании Кафе «У камина»- 1 шт.
4.4.7 Произвести монтаж кабеля ВОК 4 марки ДПТ-П-16А-10,0кН в проектируемый оптический кросс марки ШКОС-С-1и/2-16РС-16РС/8М-16РС/иРС в проектируемый шкаф в здании Хищники — 1 шт.
4.4.8 Произвести монтаж кабеля ВОК 5 марки ДПТ-П-16А-10,0кН в проектируемый оптический кросс марки ШКОС-С-1и/2-16РС-16РС/8М-16РС/иРС в проектируемый шкаф в здании Вольер с медведями- 1 шт.
4.4.9 Произвести монтаж кабеля ВОК 6 марки ДПТ-П-8А-10,0кН в проектируемый оптический кросс марки ШКОС-С-1и/2-8РС-8РС/8М-8РС/иРС в проектируемый шкаф на опоре №14 -1 шт.
4.4.10 Произвести монтаж кабеля ВОК 7 марки ДПТ-П-8А-10,0кН в проектируемый оптический кросс марки ШКОС-С-Ш/2-8РС-8РС/8М-8РС/ПРС в проектируемый шкаф на опоре №14 — 1 шт.
4.4.11 Произвести монтаж кабеля ВОК 8 марки ДПТ-П-16А-10,0кН в проектируемый оптический кросс марки ШКОС-С-1и/2-16РС-16РС/8М-16РС/иРС в проектируемый шкаф в здании Музей- 1 шт.
4.4.12 Произвести монтаж кабеля ВОК 9 марки ДПТ-П-8А-10,0кН в проектируемый оптический кросс марки ШКОС-С-1и/2-8РС-8РС/8М-8РС/иРС в проектируемую стойку в здании Администрации- 1 шт.
Смонтировать кабель ВОК 2 марки ДПТ-П-8А-6,0кН, кабель ВОК 6 марки ДПТ-П-8А-6,0кН, кабель ВОК 3 марки ДПТ-П-16А-10,0кН в муфту МР1 (опора №4*) — 1 шт.
Смонтировать кабель ВОК 7 марки ДПТ-П-8А-6,0кН, кабель ВОК 9 марки ДПТ-П-8А-6,0кН, кабель ВОК 8 марки ДПТ-П-16А-10,0кН в муфту МР2 (опора №17*) — 1 шт.
Монтаж муфты и кросса вести согласно листа 1612-05-СЛ-04.
Комплекс измерений
Проектом предусматриваются измерения строительных длин ВОК на промплощадке, на проложенных и смонтированных участках в 2-х направлениях.
|
Таблица 1 — Ведомость рабочих чертежей 1612-05-ТС-СЛ |
||
|
№ |
Наименование |
Примечание |
|
1 |
Общие данные |
|
|
2 |
Ситуационный план прокладки ВОЛС |
|
|
3 |
Схема подвески ВОЛС |
|
|
4 |
Кабельный журнал |
на 3-х листах |
|
5 |
План размещения кабельного оборудования |
на 6-ти листах |
|
Таблица 2 — Ведомость ссылочных и прилагаемых документов |
||
|
Обозначение |
Наименование |
Примечание |
|
Ссылочные документы |
||
|
ГОСТ Р21.1101-2013 |
СПДС. Основные требования к проектной и рабочей документации |
|
|
ГОСТ 12.1.004-91 |
ССБТ. Пожарная безопасность. Общие требования |
|
|
ГОСТР 21.1703-2000 |
Правила выполнения рабочей документации проводных средств связи. Госстрой России от 24.08.2000г. |
|
|
РД 45.120-2000 |
Нормы технологического проектирования |
|
|
ОСТН-600-93 |
Отраслевые строительно-технологические нормы на монтаж сооружений и устройств связи |
|
|
ВСН-116-93 |
Инструкция по проектированию линейно-кабельных сооружений связи |
|
|
НТП 112-2000 |
Нормы технологического проектирования. Городские и сельские сети |
|
|
ППБ-03 |
Правила пожарной безопасности в Российской Федерации |
|
|
Руководство по строительству линейных сооружений местных сетей связи (АООТ «ССКТБ-ТОМАСС») Минсвязь 21.12.1995г. |
||
|
СНиП 12-03-2001 |
Безопасность труда в строительстве, часть 1 «Общие требования» |
|
|
СНиП 12-03-2002 |
Безопасность труда в строительстве, часть 2 «Строительное производство» |
|
|
ПУЭ (издание 7) |
Правила устройства электроустановок |
|
|
Прилагаемые документы |
||
|
1612-05-ТС-СЛ.С |
Спецификация оборудования, изделий и материалов |
|
|
Типовые узлы подвески |
||
|
Сертификаты |
|
Таблица 3 — Условные обозначения |
|
|
Обозначение |
Наименование |
 |
— существующая опора, номера присвоены условно (номер опоры/номер узла крепления/высота подвески) — прокладка кабеля в трубке ПВХ — подвеска кабеля — шкаф |
Общие указания
Технические решения, принятые в рабочих чертежах соответствуют требованиям экологических. санитарно-гигиенических. противопожарных и других норм. действующихэксплуатацию объекта при соблюдении предусмотренных чертежами мероприятий.на территории Российской Федерации и обеспечивают безопасную для жизни и здоровья людей эксплуатацию объекта при соблюдении предусмотренных чертежами мероприятий.
Ситуационный план
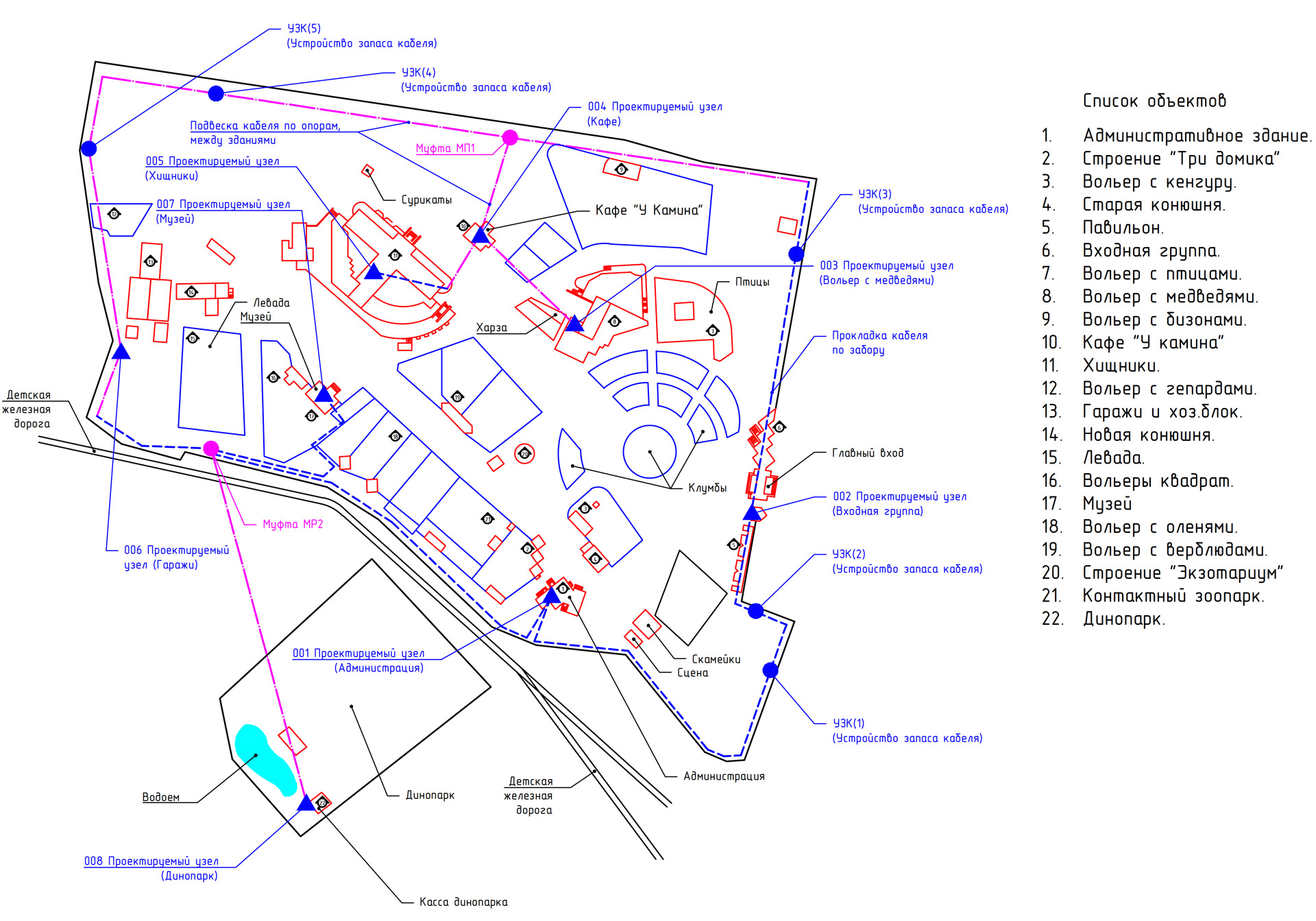
Схема подвески ВОЛС
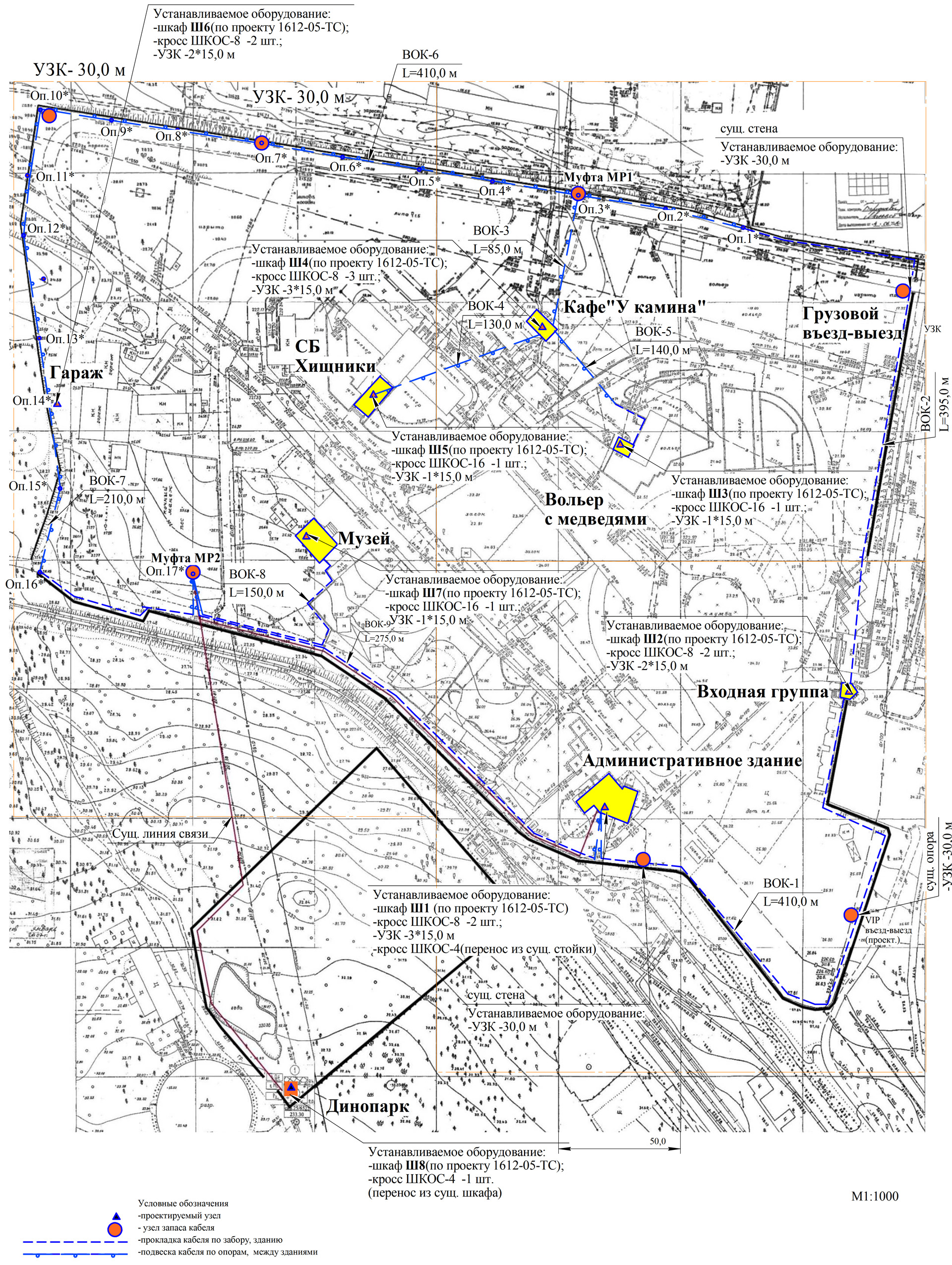
Примечание:
- нумерация опор присвоена условно;
- расстояние ВОК от нижненго провода наружного освещения не менее 0.5 м и не более 1.5 м;
- крепление ВОЛС выполнить с применением типовых узлов и деталей. разработанных в рабочей документации.
Кабельный журнал
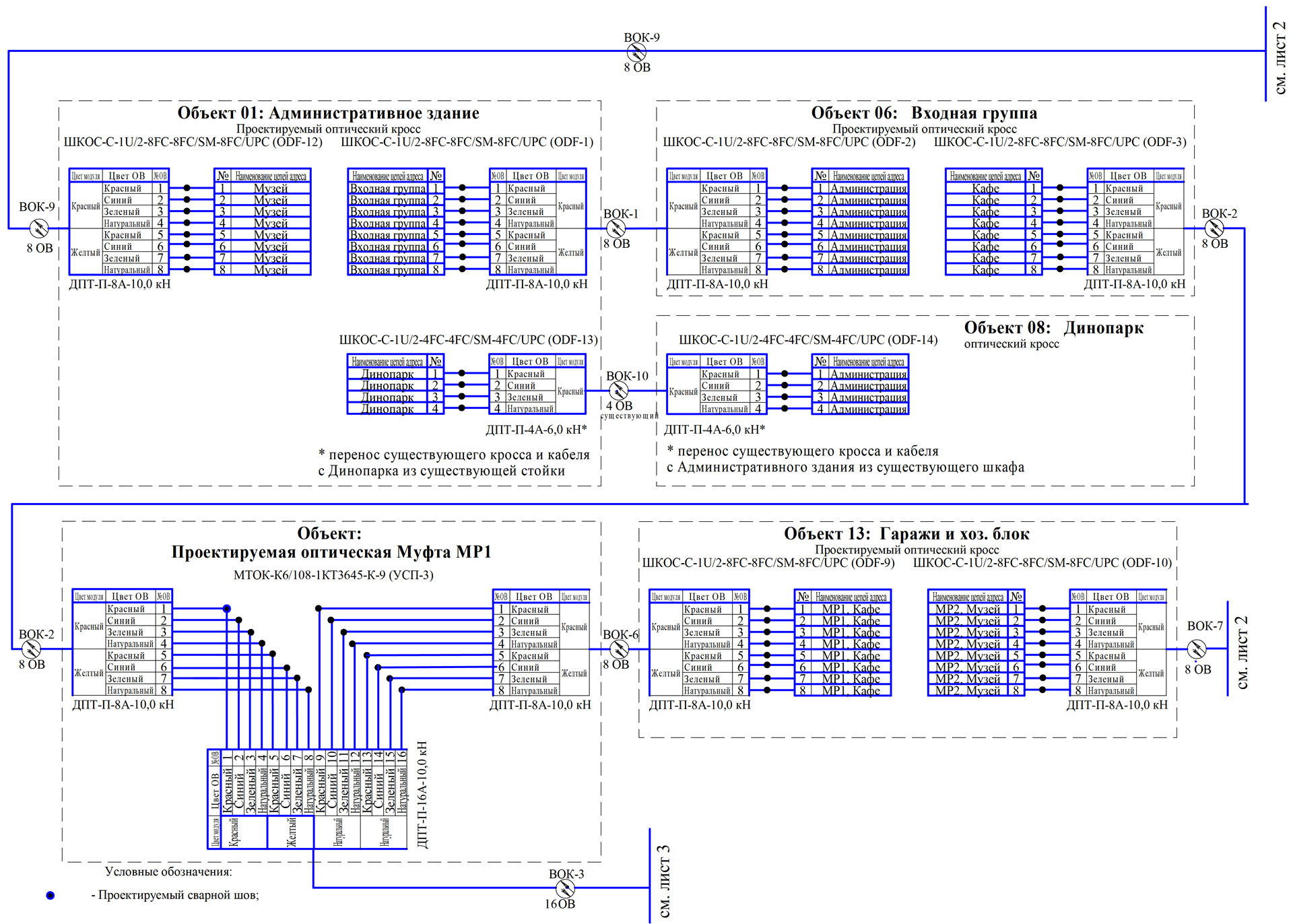
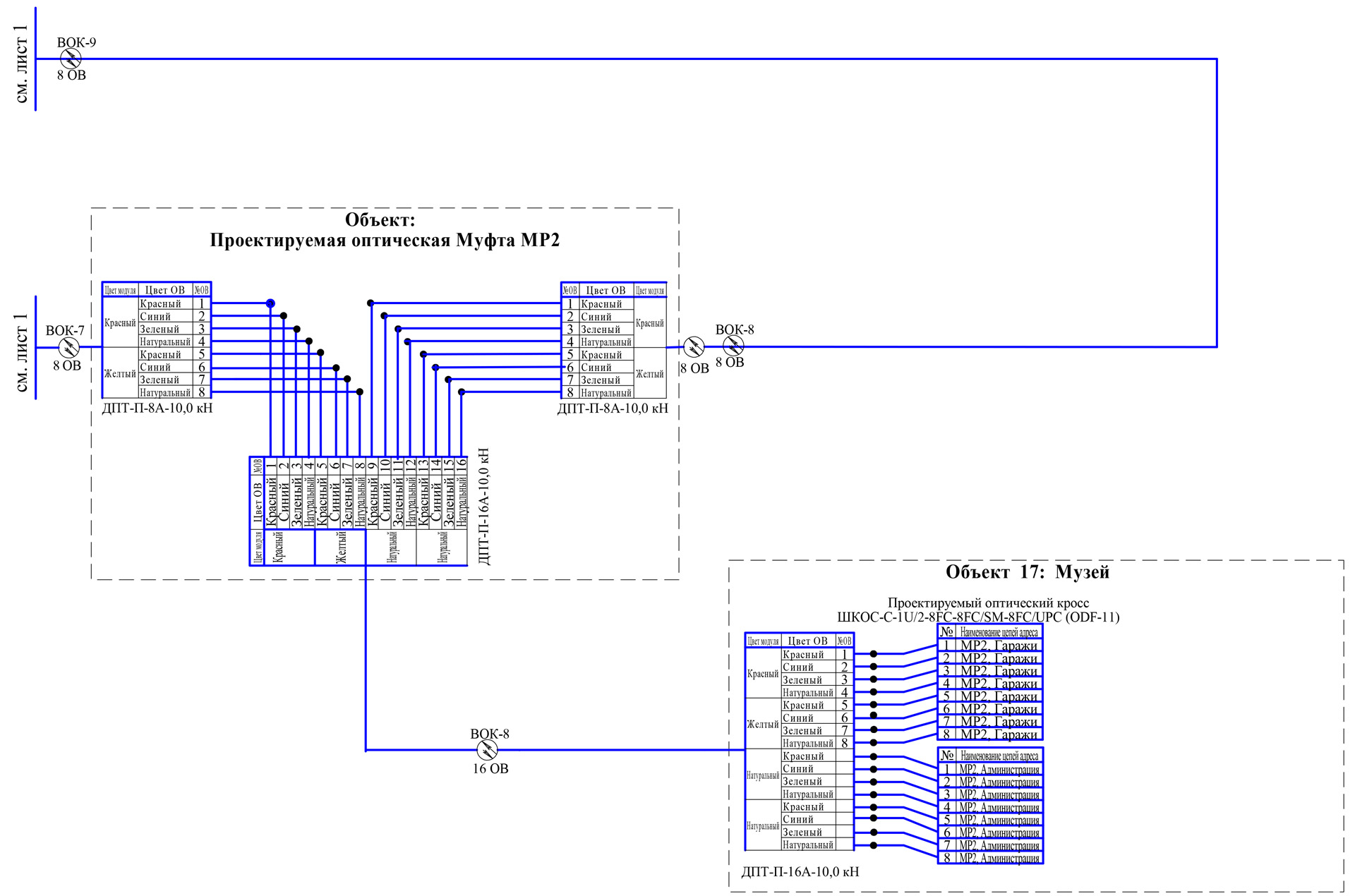
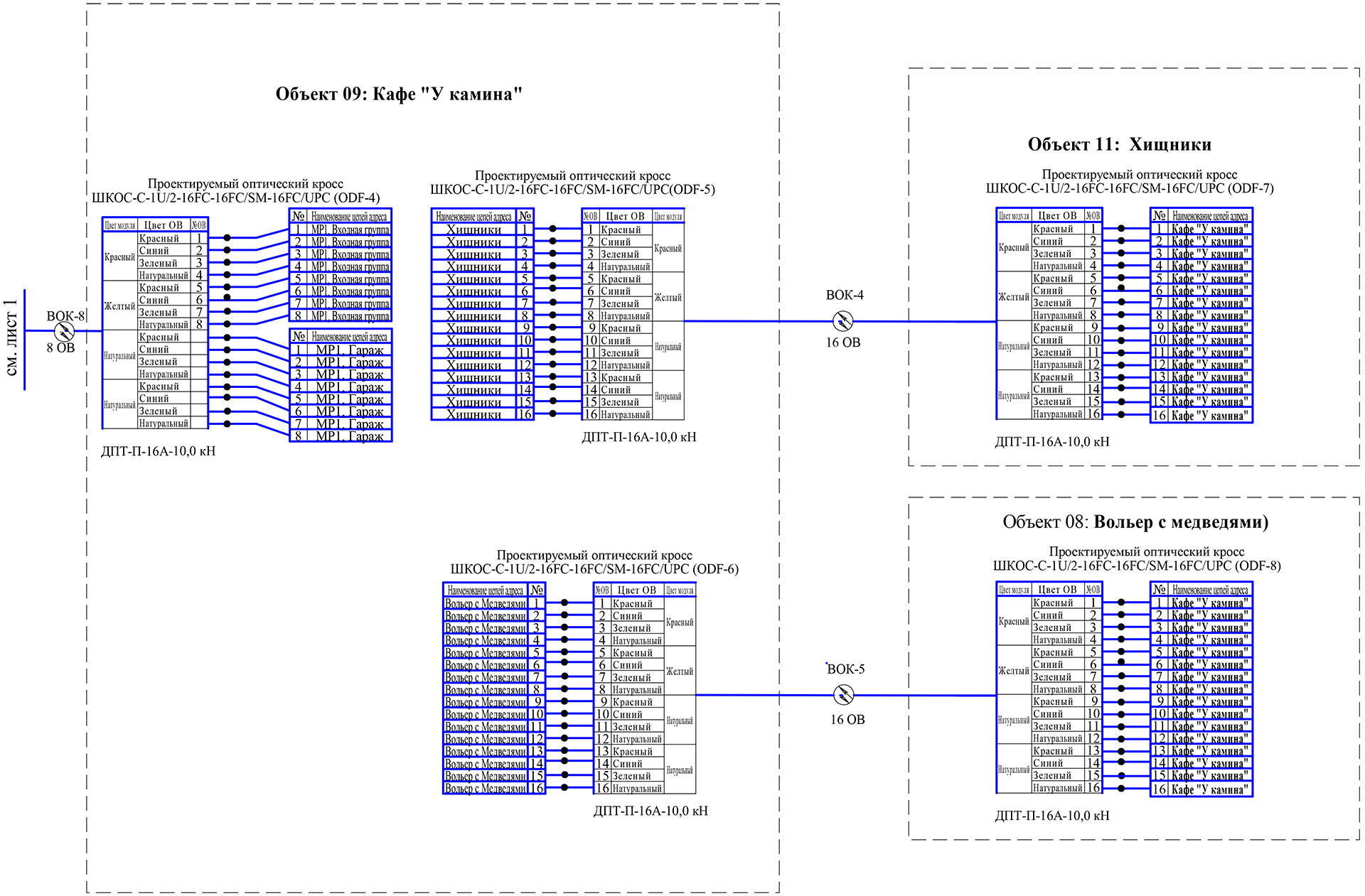
Основные объемы работ
|
№ |
Марка |
Адрес |
Колем |
Примечание. |
|
|
1 |
Установка кросса |
||||
|
1.1 |
mKOC-C-1U/2-8FC-8FC/SM-8FC/UPC |
Административное здание |
2 |
ODF №1, 12 |
|
|
1.3 |
mKOC-C-1U/2-8FC-8FC/SM-8FC/UPC |
Входная группа |
2 |
ODF №2, 3 |
|
|
1.5 |
ШКОС-С- 1U/2-16FC-16FC/SM-16FC/UPC |
Кафе «У камина» |
3 |
ODF №4, 5, 6 |
|
|
1.6 |
mKOC-C-1U/2-16FC-16FC/SM-16FC/UPC |
Вольер с медведями |
1 |
ODF №7 |
|
|
1.7 |
ШКОС-С-Ш/2-16FC-16FC/SM-16FC/UPC |
Хищники |
1 |
ODF №8 |
|
|
1.8 |
ШKOC-C-1U/1-8FC-8FC/SM-8FC/UPC |
Гараж |
2 |
ODF №9, 10 |
|
|
1.9 |
ШКОС-С- 1U/2-16FC-16FC/SM-16FC/UPC |
Музей |
2 |
ODF № 11 |
|
|
2 |
Подвеска волоконно-оптического кабеля по опорам и забору: |
||||
|
2.1 |
Волоконно-оптический кабель ДПТ-П-8А-6кН, км ВОК-1 |
Административное здание Входная группа |
360 |
с учётом УЗК 2х15,0 м 2х30,0 м |
|
|
2.2 |
Волоконно-оптический кабель ДПТ-П-8А-6кН, км ВОК-2 |
Входная группа муфта МР1 |
370 |
с учётом УЗК 1х30,0 м 1х15,0 м |
|
|
2.3 |
Волоконно-оптический кабель ДПТ-П-16А-6кН, км ВОК-3 |
муфта МР1 Кафе «У камина» |
60 |
с учётом УЗК 1х15,0 м |
|
|
2.4 |
Волоконно-оптический кабель ДПТ-П-16А-6кН, км ВОК-4 |
Кафе «У камина» Хищники |
80 |
||
|
2.5 |
Волоконно-оптический кабель ДПТ-П-16А-6кН, км ВОК-5 |
Кафе «У камина» Вольер с медведями |
90 |
||
|
2.6 |
Волоконно-оптический кабель ДПТ-П-8А-6кН, км ВОК-6 |
муфта МР1 Гараж |
410 |
с учётом УЗК 2х15,0 м 2х30,0 м |
|
|
2.7 |
Волоконно-оптический кабель ДПТ-П-8А-6кН, км ВОК-7 |
Гараж муфта МР2 |
210 |
с учётом УЗК 2х15,0 м |
|
|
2.8 |
Волоконно-оптический кабель ДПТ-П-16А-6кН, км ВОК-8 |
муфта МР2 Музей |
50 |
с учётом УЗК 1х15,0 м |
|
|
2.9 |
Волоконно-оптический кабель ДПТ-П-8А-6кН, км ВОК-9 |
муфта МР2 Администрация |
250 |
с учётом УЗК 1х15,0 м |
|
|
3 |
Прокладка волоконно-оптического кабеля по зданию в трубке ПВХ 025 мм: |
||||
|
3.1 |
Волоконно-оптический кабель ДПТ-П-8А-6кН, км ВОК-1 |
Административное здание Входная группа |
50 |
с учётом УЗК 2х15,0 м |
|
|
3.2 |
Волоконно-оптический кабель ДШ-П-8А-6кН, км ВОК-2 |
Входная группа муфта МР1 |
25 |
с учётом УЗК 1х15,0 м |
|
|
3.3 |
Волоконно-оптический кабель ДПТ-П-16А-6кН, км ВОК-3 |
муфта МР1 Кафе «У камина» |
25 |
с учётом УЗК 1х15,0 м |
|
|
3.4 |
Волоконно-оптический кабель ДПТ-П-16А-6кН, км ВОК-4 |
Кафе «У камина» Хищники |
50 |
с учётом УЗК 2х15,0 м |
|
|
3.5 |
Волоконно-оптический кабель ДПТ-П-16А-6кН, км ВОК-5 |
Кафе «У камина» Вольер с медведями |
50 |
с учётом УЗК 2х15,0 м |
|
|
3.6 |
Волоконно-оптический кабель ДПТ-П-16А-6кН, км ВОК-8 |
муфта МР2 Музей |
25 |
с учётом УЗК 1х15,0 м |
|
|
3.7 |
Волоконно-оптический кабель ДШ-П-8А-6кН, км ВОК-9 |
муфта МР2 Администрация |
25 |
с учётом УЗК х15,0 м |
|
|
4 |
Монтаж муфты: |
||||
|
4.1 |
МТОК-К6/108-1КТ3645 , шт |
Оп.4*, Оп. 17* |
2 |
||
|
5 |
Установка компонентов: |
||||
|
5.2 |
Установка устройства УЗК, шт |
7 |
|||
|
5.3 |
Термоусаживаемые гильзы типа КДЗС — 60 мм, шт |
212 |
Длины ВОК указаны с учётом запасов подвески, узлов запаса кабеля для монтажа муфт и кроссов и аварийного запаса кабеля -5%.
Спецификация оборудования, изделий и материалов
|
Пози-ция |
Наименование и техническая характеристика |
Тип, марка, обозначение доку-мента, опросного листа |
Код оборудования,изде- лия, материала |
Завод-изготовитель |
Еди-ница изме-рения |
Количе-ство |
Масса едини-цы, кг |
Примечание |
|
Оборудование и материалы |
||||||||
|
1 |
Шкаф кроссовый оптический стоечный в комплекте: Оптические проходные розетки, сплайс-пластина с прозрачной крыкой, комплект Pig-Tail. |
ШКОС-С-1U/2-16FC- 16/FC/SM-16/FC/UPC |
ЗАО»Связьстройдеталь» |
шт |
6 |
|||
|
Шкаф кроссовый оптический стоечный в комплекте: Оптические проходные розетки, сплайс-пластина с прозрачной крыкой, комплект Pig-Tail. |
ШКОС-С-1U/2-8FC- 8/FC/SM- 8/FC/UPC |
ЗАО»Связьстройдеталь» |
шт |
6 |
||||
|
2 |
Муфта МТОК |
МТОК -К6/Б-88С |
ЗАО»Связьстройдеталь» |
шт |
2 |
|||
|
3 |
Комплект для ввода оптического кабеля в муфту МТОК |
№3 |
ЗАО»Связьстройдеталь» |
шт |
2 |
|||
|
4 |
Комплект для ввода оптического кабеля в муфту МТОК |
№6 |
ЗАО»Связьстройдеталь» |
шт |
2 |
|||
|
5 |
Гильза |
КДЗС-60 |
ЗАО»Связьстройдеталь» |
шт |
212 |
|||
|
6 |
Узел крепления самонесущего кабеля (натяжной) |
У-122 |
ЗАО»Связьстройдеталь» |
шт |
7 |
|||
|
7 |
Узел крепления кабеля (проходной) |
У-131 |
ЗАО»Связьстройдеталь» |
шт |
10 |
|||
|
8 |
Узел крепления кабеля (транзитный) |
У-609 |
ЗАО»Связьстройдеталь» |
шт |
10 |
|||
|
9 |
Узел крепления кабеля и шкафа |
У-138 |
ЗАО»Связьстройдеталь» |
шт |
7 |
|||
|
10 |
Шкаф ШРМ для размещения муфт и запасов кабеля |
ШРМ-2 |
ЗАО»Связьстройдеталь» |
шт |
7 |
|||
|
Кабельная продукция |
||||||||
|
12 |
Кабель волоконно-оптический |
ДПТ-П-8А (2Х4)- 6 кН |
ООО «Инкаб» |
км |
1,700 |
|||
|
13 |
Кабель волоконно-оптический |
ДПТ-П-16А (4Х4)- 6 кН |
ООО «Инкаб» |
км |
0,430 |
План 1-го этажа Административного здания
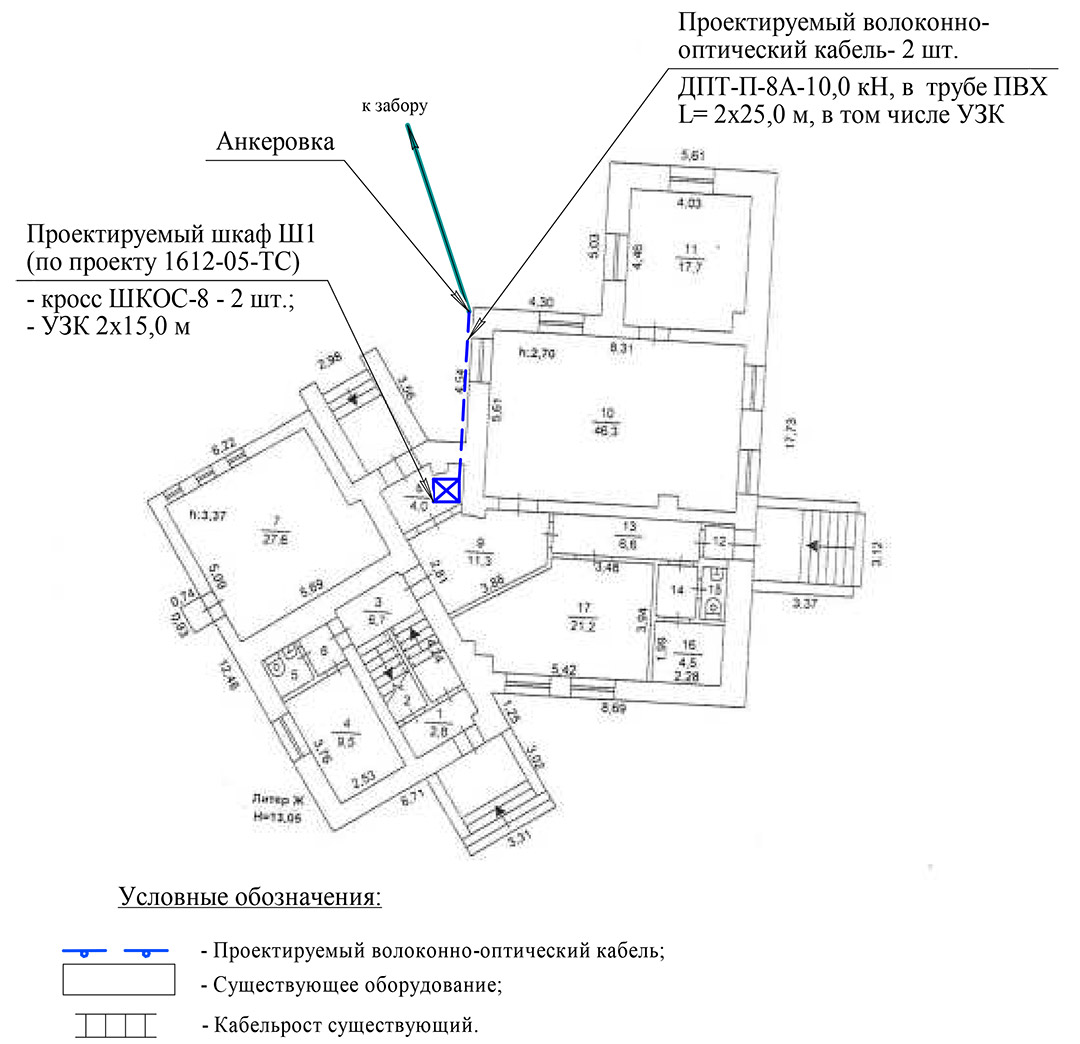
План здания Входной группы
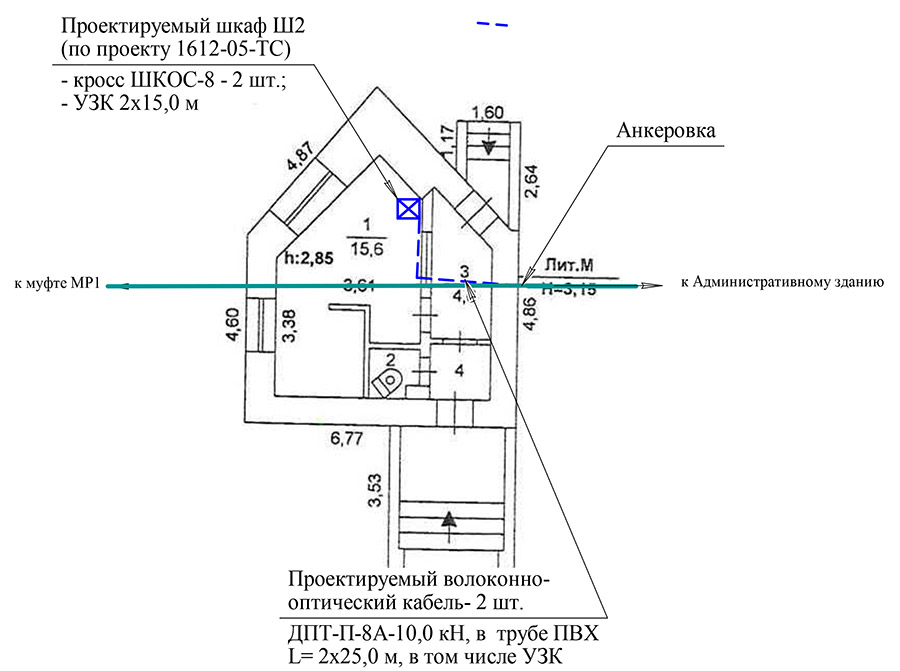
План 3-го этажа здания Кафе «У камина»
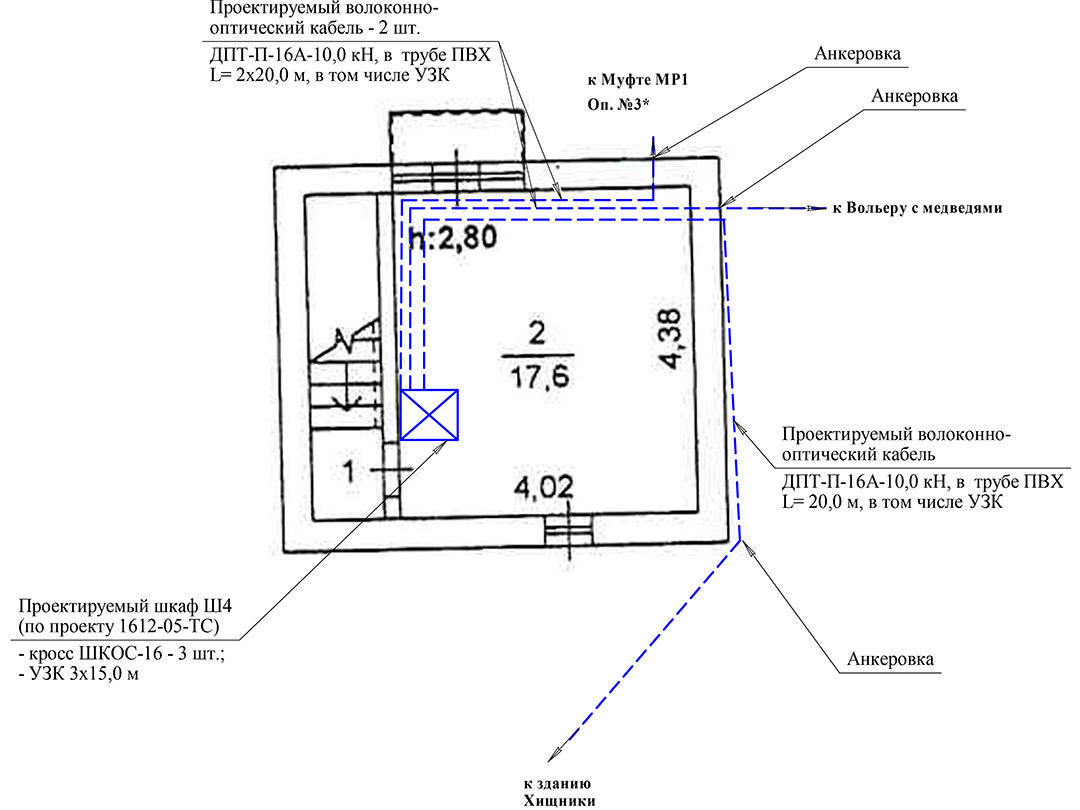
План 1-го этажа электрощитовой объекта Вольер с медведями

План объекта Вольер с медведями
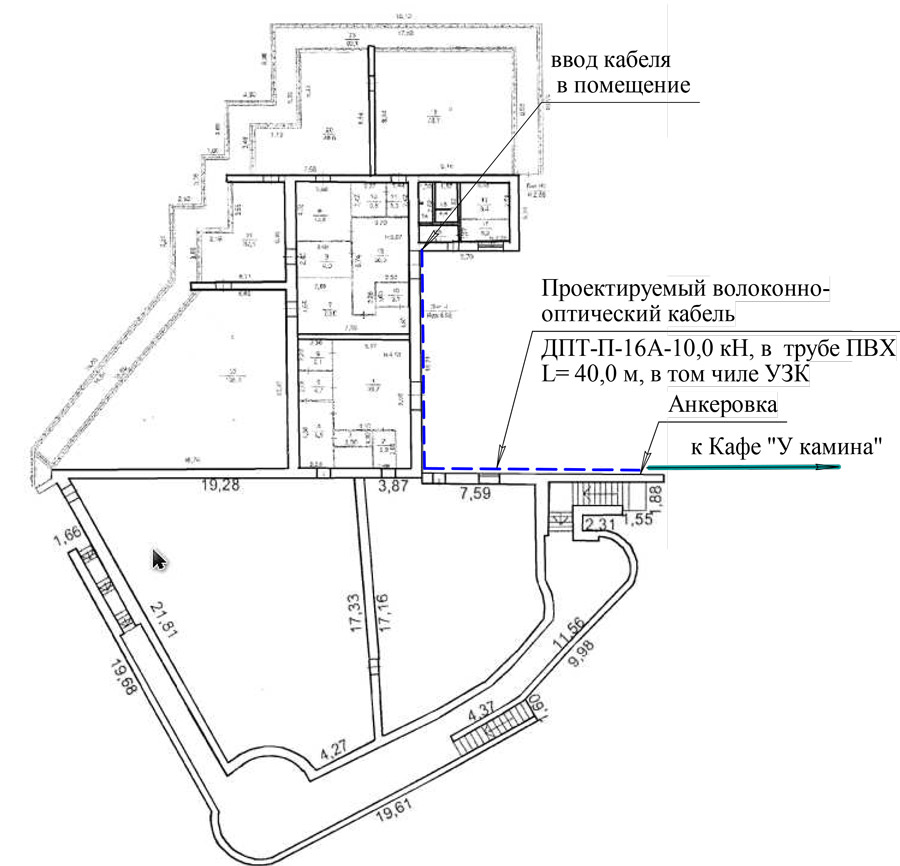
План 4-го этажа здания Хищники
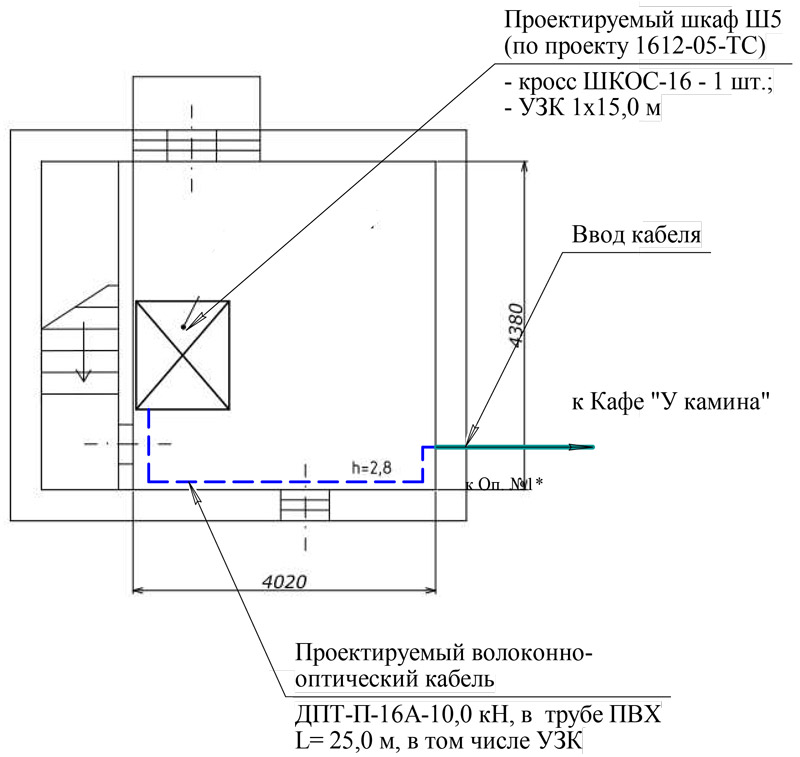
План 2-го этажа здания Музея
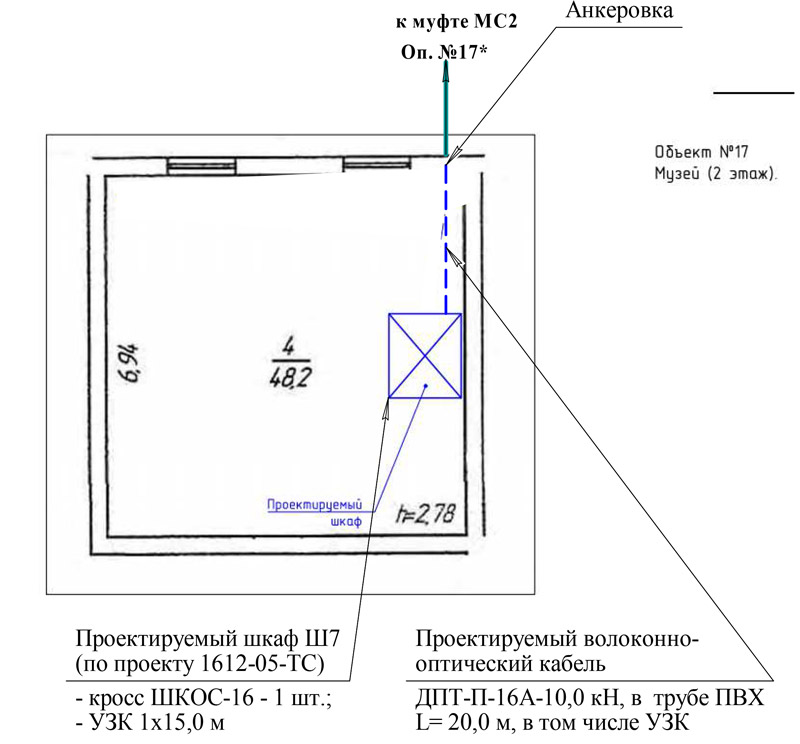
Узлы подвески
Схема натяжного крепления самонесущего диэлектрического оптического кабеля на опоре круглого сечения
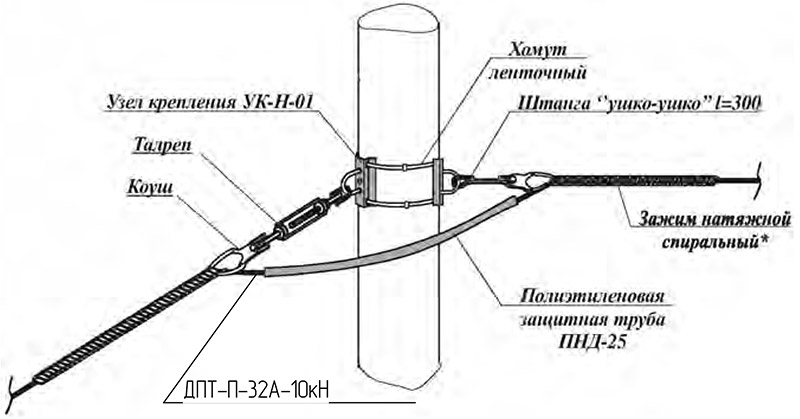
|
Таблице 1 — Спецификация материалов узла крепления самонесущего кабеля (натяжной) |
|||
|
№ п.п. |
Наименование, тип |
Единица измерения |
Кол-во |
|
1 |
Узел крепления УК-Н-01 |
шт |
2 |
|
2 |
Штанга ушко-ушко |
шт |
1 |
|
3 |
Талреп Т-10-01 |
шт |
1 |
|
4 |
Хомут ленточный (1,5 м х 2 + 1 замок) |
к-т |
2 |
|
5 |
Труба ПНД биаметром 25 мм |
м |
1 |
|
6 |
Зажим натяжной типа НС0-13П-11122) |
к-т |
2 |
|
Таблица 2 — Общее количество материалов |
|||
|
№ П.П. |
Наименование, тип |
Единица измерения |
Кол-во |
|
1 |
Узел крепления УК-Н-01 |
шт |
2 |
|
2 |
Штанга ушко-ушко |
шт |
1 |
|
3 |
Талреп Т-10-01 |
шт |
1 |
|
4 |
Хомут ленточный (1,5 м х 2 + 1 замок) |
к-т |
2 |
|
5 |
Труба ПНД 0 25 мм |
м |
1 |
|
6 |
Зажим натяжной типа НСО-13П-11122) |
к-т |
2 |
|
Обозначение |
Код узла |
|
К-010-22 |
122 |
Узел подвески самонесущего кабеля на трехместном кронштейне
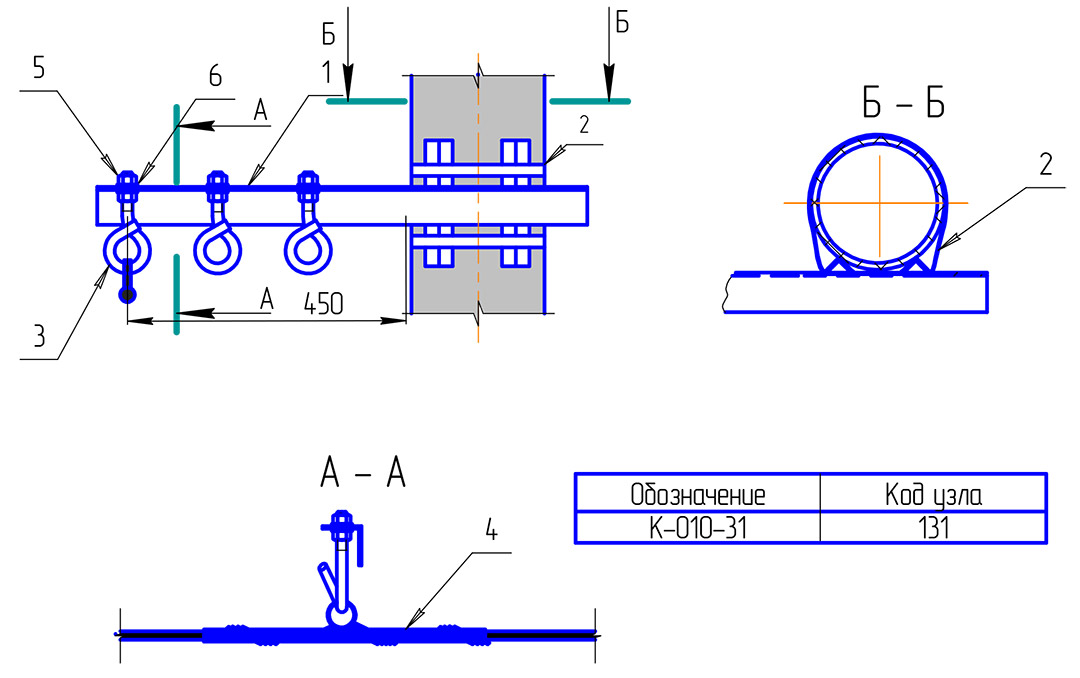
|
Таблица 1 — Спецификация материалов узла подвески кабеля |
|||
|
№ п.п. |
Наименование, тип |
Единица измерения |
Кол-во |
|
1 |
Кронштейн |
шт |
1 |
|
2 |
Хомут ленточный (1,5 м х 2 +1 замок) |
к-т |
2 |
|
3 |
Рымболт (ТУ 3449-041-27560230-98_) |
шт |
3 |
|
4 |
Зажим поддерживающий ПСО-13П-12 |
шт |
1 |
|
5 |
Гайка М16 ГОСТ 5915-70 |
шт |
6 |
|
6 |
Шайба 16.01 ГОСТ 11371-78 |
шт |
6 |
|
Таблица 2 — Общее количеетбо материалов |
|||
|
№ П.П. |
Наименование, тип |
Ебиница измерения |
Кол-во |
|
1 |
Кронштейн |
шт |
15 |
|
2 |
Хомут ленточный (1,5 м х 2 +1 замок) |
к-т |
30 |
|
3 |
Рымболт (ТУ 3449-041-27560230-98_) |
шт |
45 |
|
4 |
Зажим поддерживающий ПОО-13П-12 |
шт |
15 |
|
5 |
Гайка М16 ГОСТ 5915-70 |
шт |
90 |
|
6 |
Шайба 16.01 ГОСТ 11371-78 |
шт |
90 |
Схема натяжного крепления самонесущего диэлектрического оптического кабеля и шкафа для размещения муфты и запаса кабеля на опоре круглого сечения
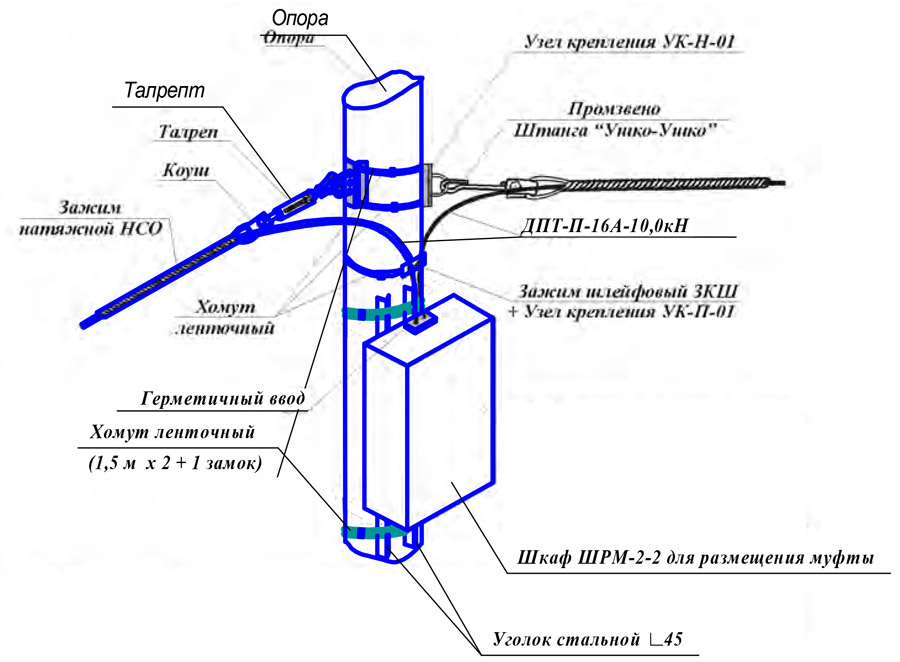
|
Таблица 1 — Спецификация материалов узла крепления и шкафа |
|||
|
№ п.п. |
Наименование, тип |
Единица измерения |
Кол-во |
|
1 |
Узел крепления УК-Н-01 |
шт |
2 |
|
2 |
Узел крепления УК-П-01 |
шт |
1 |
|
3 |
Штанга «ушко-ушко» |
шт |
1 |
|
4 |
Хомут ленточный (1,5 м х 2 + 1 замок) |
к-т |
5 |
|
5 |
Зажим шлейфовый ЗКШ-11/14-01 |
шт |
1 |
|
6 |
Зажим натяжной типа НС0-13П-11122) |
к-т |
2 |
|
7 |
Уголок стальной L45 |
м |
3,0 |
|
Таблица 2 — Общее количество материалов |
|||
|
№ П.П. |
Наименование, тип |
Единица измерения |
Кол-во |
|
1 |
Узел крепления УК-Н-01 |
шт |
2 |
|
2 |
Узел крепления УК-П-01 |
шт |
1 |
|
3 |
Штанга «ушко-ушко» |
шт |
1 |
|
4 |
Хомут ленточный (1,5 м х 2 + 1 замок) |
к-т |
5 |
|
5 |
Зажим шлейфовый ЗКШ-11/14-01 |
шт |
1 |
|
6 |
Зажим натяжной типа НСО-13П-11122) |
к-т |
2 |
|
7 |
Уголок стальной L45 |
м |
3,0 |
|
Обозначение |
Код узла |
|
К-010-32 |
132 |
Примечание: Шкаф закрепить на уголках саморезами
Узел крепления кабеля на стене (транзитный)
|
Таблица 1 — Спецификация узла анкеровки кабеля |
|||
|
№ п.п. |
Наименование, тип |
Единица измерения |
Кол-во |
|
1 |
Анкер саморасклинивающийся d=16 мм, L=300 мм |
к-т |
1 |
|
2 |
Коуш К20-01 |
шт. |
1 |
|
3 |
Промзвено (штанга «ушко-ушко») |
шт. |
1 |
|
4 |
Звено соединения с анкером |
шт. |
1 |
|
5 |
Звено промежуточное 2ПР-7-1 ГОСТ 2728-82 |
шт. |
1 |
|
6 |
Зажим натяжной типа НСО-13П-11 |
шт. |
1 |
|
Таблице 2 — Общее количество материалов (Чертеж привязан к проекту) |
|||
|
№ о.о. |
Наименование, тио |
Единица измерения |
Кол-во |
|
1 |
Анкер саморасклинивающийся d=16 мм, L=300 мм |
к-т |
1 |
|
2 |
Коуш К20-01 |
шт. |
1 |
|
3 |
Промзвено (штанга «ушко-ушко») |
шт. |
1 |
|
4 |
Звено соединения с анкером |
шт. |
1 |
|
5 |
Звено промежуточное 2ПР-7-1 ГОСТ 2728-82 |
шт. |
1 |
|
6 |
Зажим натяжной типа НСО-13П-11 |
шт. |
1 |
|
Обозначение |
Код узла |
|
К-010-09 |
609 |
Как строятся оптоволоконные сети
Время на прочтение
6 мин
Количество просмотров 71K
Всем привет! Меня зовут Дмитрий, я занимаюсь проектированием и строительством волоконно-оптических линий связи (ВОЛС) в DataLine. Сегодня расскажу, как мы создаем оптические трассы для наших клиентов и как устраняем аварии.
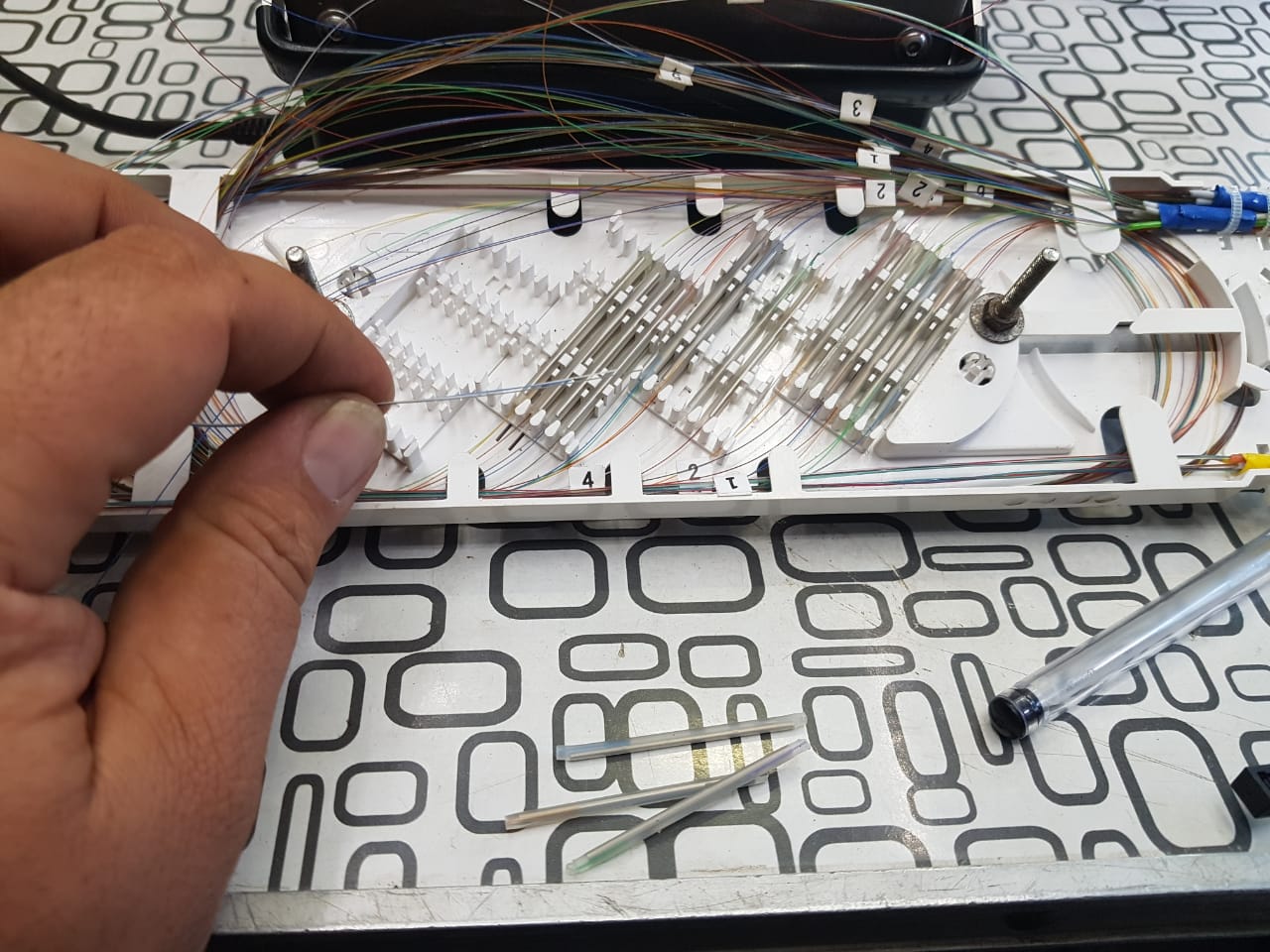
Монтажник укладывает волокна двух кабелей в оптической муфте.
Когда я пришел в компанию в 2016-м, уже была построена опорная сеть, или «магистраль», из 144 волокон. Она объединила наши узлы связи (дата-центр OST, дата-центр NORD) с ММТС-9 и ММТС-10 в единое кольцо. Длина опорной сети на тот момент была около 210 км. Также было построено около 21 км так называемых «последних миль» – ответвлений от опорной сети, соединяющих удаленную площадку клиента с ближайшим нашим узлом связи. Тогда в компании не было выделенных специалистов по ВОЛС, все делали подрядчики под руководством сетевого отдела.
Сейчас «магистралей» не строим, так как имеющейся емкости пока хватает. Все мои проекты – это достройка трасс от нашей опорной сети до офисов клиентов. При мне построили 70 км таких трасс. Протяженность всей сети на сегодняшний день составляет 301 км.

Схема прохождения оптоволоконной сети DataLine на декабрь 2018.
Это кабель марки ОККМ (ОК – оптический кабель, К – канализация, М – многомодульная конструкция) производства Фуджикура. Его мы используем в наших проектах.
Мы прокладываем оптические кабели в телефонной канализации, коллекторах, тоннелях и мостах. Самостоятельно строим канализацию только в тех случаях, когда рядом с маршрутом будущей трассы нет подходящей инфраструктуры. Иначе это все равно что построить себе отдельную дорогу от дома до работы – долго и дорого.
В представлении многих коллекторы и телефонная канализация примерно одно и то же, но это не так. В коллекторах размещают не только кабели связи. Там проходят разные инженерные коммуникации: теплосеть, газопровод, силовые кабели. Некоторые коллекторы настолько большие, что в них спокойно может проехать грузовой автомобиль.
Телефонная же канализация – это просто зарытый в землю трубопровод с кабелями. Заглянуть в нее можно только через смотровые устройства – телефонные колодцы. Они бывают разные, но чаще в них не развернуться. Иногда это просто коробка глубиной 20 см. В качестве исключения видел несколько колодцев по Москве размером с трехкомнатную квартиру.

Смотровой колодец телефонной канализации.

Вот такой вид открывается в смотровом колодце. Кабели просто уходят в каналы в стене.
Обычно для наших клиентов мы строим две оптоволоконные трассы, идущие независимыми маршрутами до нашего дата-центра. Это нужно для резерва, на случай повреждения или полного обрыва основного кабеля. Тут многие сразу вспомнят поучительные истории про экскаватор и будут правы. Из свежего: во время работ по программе «Моя улица» одному нашему клиенту «повезло» с экскаватором 4 раза за 3 месяца. Хорошо, что у него была резервная трасса, которая не пересекалась с основным маршрутом, и его сервис не простаивал, пока мы восстанавливали пострадавшую трассу.

Маленькое движение ковшом – большие проблемы для провайдера. Обрыв кабелей в телефонной канализации.
Большинство клиентов понимают важность резерва и сразу просят нас проработать два разнесенных маршрута до их площадки. Или заказывают у нас трассу, которая будет резервной в дополнение к основной от другого провайдера.
Про процесс
Например, клиент хочет провести волокно из нашего дата-центра NORD к себе в офис.
На основе эскизов линейно-кабельных сооружений я определяю ориентировочный маршрут будущей трассы. Вычисляю расстояние достройки от офиса клиента до нашей сети и выбираю место для размещения соединительных муфт. Попутно собираю информацию об объекте, в котором расположен офис клиента: есть ли на пути будущей трассы линейно-кабельные сооружения, кто является их владельцем. Эта информация понадобится при согласовании рабочего проекта.
Маршрут оптических трасс от дата-центра NORD до офиса клиента.
В этом проекте мы соединяли два офиса клиента.
С этими исходными данными я рассчитываю бюджет на организацию новой линии связи. В него войдут наши разовые расходы на получение технических условий от собственников линейно-кабельных сооружений (Москоллектор, МГТС) и согласование рабочего проекта с ними же, проектно-изыскательские работы на линейную часть, строительно-монтажные работы по прокладке кабеля, стоимость используемых материалов, а также наши ежемесячные платежи за аренду линейно-кабельных сооружений. По рынку проектирование и строительство «под ключ» 1 км оптоволоконной трассы емкостью до 32 волокон обойдется сейчас в среднем 200 тыс. руб.
Стандартный срок строительства – 45 календарных дней, но иногда получается быстрее. Это официальный срок с оформлением всей необходимой документации, а ее много. Мы готовим большой пакет документов для МГТС, Москоллектора, составляю для подрядчиков техническое задание. Они, исходя из наших требований, делают рабочий проект линейной части – участка трассы, который идет по городу до здания клиента. Подрядчики знают, как все устроено под землей в Москве, и имеют все необходимые сертификаты, лицензию ФСБ и допуски к работам, связанным с гостайной.
Мы самостоятельно делаем рабочий проект прокладки кабеля по зданию и согласовываем его с владельцем. В этом документе мы описываем, как будет организован ввод в здание, прокладка кабеля по зданию до места назначения (серверной или офиса) и монтаж оптического кросса.

Пример схемы прокладки оптического кабеля внутри здания.
Как только все проекты согласованы, начинается долгожданное строительство. В существующую сеть ВОЛС врезают новый кабель, который будет проложен до здания клиента. Ниже несколько рабочих фотографий.

Иногда телефонные колодцы оснащены антивандальными устройствами (заглушками). Приходится тратить время на их открытие при помощи специального подъемника.

Монтажники протягивают новый кабель.

На самом подходе к зданию клиента возник непроходимый участок: был обнаружен излом в канале, и кабель не получалось протолкнуть из смотрового колодца. Потребовалось снимать дорожное покрытие и вскрывать грунт.

На столе – оптическая муфта. Идёт подготовка монтажа нового кабеля в магистраль.

Врезка нового кабеля в магистраль.
Для монтажников-спайщиков мы готовим исполнительные схемы. По ним специалисты распознают нужные волокна в магистральных кабелях и сваривают их с волокнами нового кабеля. Затем сваренные волокна укладывают в оптическую муфту.

На фото разделанный кабель. Если присмотреться, то видно волокно, которое заходит в сварочный аппарат.
Оптическая муфта с соединенными волокнами двух кабелей.

Так оптический кабель приходит в здание.
Когда кабель проложили до здания, на его конце разваривают оптический кросс, который монтируют в стойку или на стену.

Оптический кросс в Meet-Me-Room дата-центра OST.
Дальше мы параллельно с подрядчиком тестируем новую трассу: проводим измерения кабеля методом импульсной рефлектометрии. Показания снимаются с оптического кросса с помощью рефлектометра. Значения ниже говорят о том, что все работает. Они же фиксируются в SLA с клиентом:
≤ 0,2 дБ максимальная величина потерь на неразъемных соединениях (сварке) при двунаправленном усредненном измерении.
≤ 0,5 дБ затухание оптического сигнала на длинах волн 1310 и 1550 нм в точках разъёмного соединения (транзита) оптических волокон.
≤ 40 дБ коэффициент отражения (reflectance) на 1 событие.
≥ 29 дБ значение оптических возвратных потерь (Optical Return Loss – ORL) на измеряемом участке.

Рефлектометр.
Если все показания в норме, то трасса принимается в обслуживание и передается в эксплуатацию. Клиенту остается только подключиться в нужный порт.
Вежливые люди, пожары в коллекторах: как проходят работы и устраняются аварии на трассах
Мы оповещаем наших клиентов обо всех плановых работах. Даже если это просто врезка нового кабеля, то клиент получит письмо с контактами дежурной смены, аккаунт-менеджеров и ситуационным планом с отмеченными участками, где будут проходить работы. С такими работами проходит все штатно, но бывают и забавные случаи. Как-то после считанных минут от начала работ в муфте, расположенной недалеко от Красной площади, к монтажникам подъехала машина с номером ЕКХ. Оттуда вышли люди в костюмах и с оружием. Проверив наличие разрешения на работы у монтажников, вежливо попросили работать аккуратно в данном месте. Так и стояли, пока работы не были закончены. Видимо, в колодце был один из тех «кремлевских» кабелей и у него сработала сигнализация.
Когда происходит авария, не всегда сразу понятно, где повреждение. Совместно с инженерами проводим контрольные измерения с помощью рефлектометра на оптическом кроссе в наших дата-центрах, чтобы определить предполагаемое место аварии. Пока аварийная бригада собирается, я успеваю сориентировать их, куда ехать, и сам выезжаю на место обрыва.
Параллельно составляем список клиентов, чьи сервисы были нарушены при аварии, а коллеги из смежных отделов уведомляют клиентов. Наш отдел переключает клиентов на резервные каналы – клиентские и наши собственные (на свободные волокна), – если у клиента нет резерва. При необходимости тянем новые кроссировки и начинаем переключение.
Последняя крупная авария произошла из-за пожара в Ново-Дорогомиловском коллекторе. Всех провайдеров допустили к работам только через 5 дней, потому что сначала восстанавливали все городские коммуникации и связь специального назначения. Всем, у кого не было резерва, пришлось ждать (еще раз к вопросу о резерве:)). Но такие случаи скорее исключение, и обычно работоспособность сервисов восстанавливаем оперативно, для масштабных аварий – это 8 часов максимум.

Так выглядят обгоревшие кабели. Последствия пожара в Ново-Дорогомиловском коллекторе.

Восстановительные работы в том же коллекторе. Монтажники изготавливают кабельную вставку для поврежденного кабеля. Запах гари после пожара все еще очень сильный, поэтому работают в респираторах.
6.1. Особенности и организация строительства ВОЛС
6.2. Прокладка и подвеска оптических кабелей
6.2.1. Прокладка ОК в телефонной канализации
6.2.2. Прокладка ОК в трубах, лотковой канализации, коллекторах и туннелях
6.2.3. Прокладка ОК в грунт
6.2.4. Прокладка ОК через водные преграды
6.2.5. Подвеска кабелей на опорах воздушных линий и стойках
6.3. Оптические соединители, конструкции муфт ОК и особенности их монтажа
6.3.1. Потери при соединении волокон
6.3.2. Подготовка ОВ к сращиванию
6.3.3. Способы сращивания ОВ
6.3.4. Оконцовка волокна
6.3.5. Конструкции муфт ОК и особенности их монтажа
6.1. Особенности и организация строительства ВОЛС
Общая информация, относящаяся к прокладке кабелей электросвязи, приведена в руководстве МСЭ-Т «Технология линейно-кабельных сооружений для сетей общего пользования». В нем содержится только информация особо важного значения или относящаяся исключительно к волоконно-оптическим кабелям линий связи.
Волоконно-оптические кабели имеют более низкие предельные нагрузки, чем металлические кабели, и при определенных обстоятельствах могут потребоваться специальные меры предосторожности и мероприятия, позволяющие обеспечить их успешную прокладку.
Это относится, в основном, к изгибам и натяжению ОК. При строительстве важно обращать особое внимание на рекомендации изготовителя, приведенные в ТУ, и установленные физические ограничения, а также не превышать заданные нормы нагрузки для любого конкретного кабеля. Повреждение, вызванное чрезмерной нагрузкой в процессе прокладки, может проявиться не сразу, однако оно может привести к отказу в процессе эксплуатации кабеля.
Минимальный радиус изгиба и максимальное натяжение являются критическими параметрами. Допустимые значения минимального радиуса изгиба и максимального натяжения различны для прокладки и последующего периода эксплуатации. Увеличивающееся натяжение сначала вызывает обратимое увеличение затухания, затем — необратимое и, наконец, может привести к повреждению волокна. При прокладке допускается большее значение натяжения, чем при эксплуатации. Минимальный радиус изгиба при прокладке, напротив, больше аналогичной величины, допустимой для последующей стадии, так как при увеличении нагрузки растет допустимое значение этого параметра. Поскольку во время прокладки кабель находится под нагрузкой, следовательно, и радиус кривизны должен быть больше. Допустимый после завершения прокладки радиус изгиба зависит от растягивающей нагрузки.
Значения минимального радиуса изгиба и максимальной нагрузки для кабелей внутренней прокладки (внутриобъектовых ОК) во время прокладки и во время эксплуатации ОК [1] приведены в табл. 6.1.
Таблица 6.1. Минимальный радиус изгиба и максимальное растягивающее усилие внутриобъектового ОК
|
Параметр |
Условия, для которых он нормируется |
Размерность |
Значение параметра |
|
Растягивающее усилие |
При прокладке После прокладки |
Н |
400 50 |
|
Минимальный радиус изгиба |
При прокладке без натяжения После прокладки без натяжения После прокладки при полном натяжении |
мм |
150 30 130 |
Строительство волоконно-оптических линий связи так же, как и электрических кабельных линий связи, осуществляется строительно-монтажными управлениями (СМУ), а также передвижными механизированными колоннами (ПМК), в системе которых организуются линейные или прорабские участки. Силами этих участков выполняется разбивка трассы линии и определение мест установки НРП на местности в соответствии с проектом на строительство, доставка кабеля, оборудования и других материалов на кабельную трассу, испытание, прокладка и монтаж кабеля и оконечных устройств, проведение приемосдаточных испытаний.
Организация, технология проведения линейных и монтажных работ имеет ряд отличий по сравнению с работами на традиционных электрических кабелях связи. Эти отличия в значительной степени обусловлены отсутствием параметров, характеризующих состояние элементов кабельного сердечника и его защитных покровов (сопротивление и электрическая прочность изоляции, герметичность оболочки), а также своеобразием конструкции ОК: критичностью к растягивающим усилиям; малыми поперечными размерами и массой; большими строительными длинами; сравнительно большими величинами затухания сростков ОВ; трудностями в организации служебной связи в процессе строительства ВОЛС с ОК без металлических элементов; недостаточным развитием методов и отсутствием доступных по цене серийно выпускаемых приборов для измерений и отыскания повреждений на ОК.
Подготовительные работы по строительству ВОЛС. Строительство и реконструкция ВОЛС осуществляются по утвержденным техническим проектам. В процессе подготовки к строительству, как правило, выполняются следующие основные виды работ: изучается проектно-сметная документация; составляется проект производства работ (ППР); решаются организационные вопросы взаимодействия строительной организации с представителями заказчика; проводится входной контроль ОК; решаются задачи материально-технического обеспечения; проводится подготовка персонала по выполнению основных строительно-монтажных операций.
Одним из основных документов строительства конкретной ВОЛС является ППР, который составляется производственно-техническим отделом строительной организации с участием прораба (мастера), руководящего строительством объекта. Проект производства работ составляется на основе подробного изучения проектно-сметной документации и обследования на местности трассы строящейся ВОЛС. В процессе ознакомления с трассой особое внимание должно быть обращено на такие сложные участки как: речные переходы; пересечения автомобильных, железнодорожных и трамвайных путей, трубопроводов; прокладку кабеля по мостам, тоннелям, в заболоченных местах, на скальных и гористых участках, в населенных пунктах. На основании этих данных выбирают наиболее оптимальные планы прокладки ОК на различных участках трассы, детализируют технологию строительства ВОЛС, составляют календарный план производства работ по участкам с учетом трудоемкости операций, рассчитывают потребность машин и механизмов, определяют пункты возможного размещения кабельных площадок и помещений для проведения входного контроля ОК. Кроме того, решаются вопросы организации служебной связи.
Проведение входного контроля и группирование строительных длин ОК. При строительстве ВОЛС необходимо проводить 100%-й входной контроль ОК, поступающего от заказчика или завода-изготовителя. Вывоз барабанов с кабелем на трассу и прокладка кабеля без проведения входного контроля не разрешается.
В процессе входного контроля производятся внешний осмотр и измерение затухания. Кабель, не соответствующий нормам и требованиям технических условий, прокладке и монтажу не подлежит. Если при внешнем осмотре установлена неисправность барабана, то обнаруженные незначительные повреждения устраняются собственными силами. Если барабан на месте отремонтировать невозможно, то с уведомления заказчика кабель с него перематывается на исправный барабан плотными и ровными витками. Не допускается перемотка с барабана на барабан, установленный на щеку. При перемотке необходимо визуально контролировать целостность наружной оболочки кабеля.
Входной контроль по затуханию проводится в сухих отапливаемых помещениях, имеющих освещение и розетки для подключения электрических приборов. Перед измерением затухания необходимо предварительно просветить ОВ любым источником света (например, гелиевым лазером). Если какие-либо оптические волокна не просвечиваются, то измерение затухания следует начинать с этих волокон. Результаты измерения затухания ОВ сравнивают с паспортными данными. Наиболее удобно при строительстве ВОЛС измерять затухание методом обратного рассеяния с помощью рефлектометра. В случае заметного расхождения с паспортными данными измерения можно перепроверить методом обрыва.
Следует отметить, что отличие результатов измерения затухания от паспортных данных может возникать за счет использования разных приборов и методов измерения.
Группирование строительных длин кабеля проводится после получения точных сведений о нахождении на трассе прокладки кабеля различных коммуникаций, пересечений железных и шоссейных дорог, речных переходов, газопроводов, о фактических длинах пролетов построенной канализации и типах колодцев. Для этого производится обследование трассы, и вносятся корректировки в проектную документацию.
При подборе строительных длин следует исходить из того, что на одном регенерационном участке (соединительной линии) должен быть кабель, изготовленный одним заводом (кроме случаев стыковки с ОК для подводных переходов), только одной марки, с одним типом ОВ и его защитных покрытий. При группировании строительных длин кабеля, прокладываемого в грунте, расчет производят таким образом, чтобы различные пересечения трассы приходились как можно ближе к концу строительной длины, а место расположения соединительной муфты было доступно для подъезда монтажно-измерительной автомашины.
При группировании строительных длин кабеля, прокладываемого в кабельной канализации, исходят из того, что после выкладки отходы кабеля должны быть минимальными. При этом учитывают длины пролетов, форму транзитных колодцев, запас ОК на монтаж. Длина запаса кабеля для монтажа муфты должна составлять 10 м с каждой стороны при прокладке в грунте и 8 м при прокладке в канализации [2].
По результатам группирования составляется укладочная ведомость, которая вместе с паспортами прикладывается к сдаточной документации ВОЛС.
Группирование кабеля по дисперсии требует принятия специальных мер. Как упоминалось ранее, современные транспортные системы с большой пропускной способностью используют усилители на основе волокна, легированного эрбием, и метод мультиплексирования путем разделения времени (TDM) и/или метод мультиплексирования путем волнового уплотнения (DWDM) для максимизации пропускной способности одномодового волокна.
Оптический сигнал, распространяясь по волокну, подвергается различным искажениям, одним из которых является расширение сигнала за счет хроматической дисперсии. Расширение зависит от дисперсии волокна, ширины спектра лазерного источника и выбранной для данного канала скорости передачи. Для современного состояния технологии построения передатчиков удельный вес такого искажения возрастает как квадрат скорости передачи. Таким образом, системы со скоростью передачи 10 Гбит/с требуют максимальной величины дисперсии в 1/16 от допустимой дисперсии в системах, работающих при скоростях передачи 2,5 Гбит/с.
Другой вид искажений может иметь место в системах с мультиплексированием за счет волнового уплотнения, когда по волокну одновременно распространяются несколько несущих с различными длинами волны. Здесь возможно смешивание несущих и возникновение нелинейного эффекта, известного под названием «смешивания четырех волн». Подобный эффект вызывает взаимные помехи между каналами и может стать главной причиной ограничения показателей качества для систем с оптическими усилителями.
Волокно TrueWave, разработанное для преодоления эффектов расширения импульсов и смешивания четырех волн, возникающих в системах с оптическими усилителями и многоканальных системах при больших скоростях передачи, запатентовано фирмой Lucent Technologies. Хроматическая дисперсия в данном волокне имеет специально подобранное оптимальное значение в пределах полосы пропускания оптических усилителей и достаточно мала, чтобы поддерживать высокие скорости передачи на большие расстояния без средств компенсации дисперсии. В то же время, дисперсия волокна достаточно велика для подавления эффекта смешивания четырех волн. Последнее достигается благодаря снижению до минимума возможности совпадения фаз несущих разных каналов в системе с мультиплексированием за счет волнового уплотнения.
Волокно TrueWave имеет коэффициент хроматической дисперсии от 1,3 до 5,8 пс/(нм км) в полном диапазоне длин волн от 1530 до 1565 нм, что определяется стандартными параметрами волокна с ненулевой дисперсией. Такое волокно допускает скорость передачи 10 Гбит/с и способно передавать сигналы на расстояния до 250 км между точками регенерации. Еще больших расстояний можно достичь, либо за счет использования передатчиков с отрицательным чирпом, либо за счет использования компенсации с целью уменьшения положительной дисперсии в волокне TrueWave.
Протяженность передачи сигналов для волокна типа TrueWave может быть увеличена за предел в 250 км путем включения в линию участков компенсирующего дисперсию волокна. Большая отрицательная дисперсия этих участков приводит к тому, что импульсы, расширившиеся благодаря положительной дисперсии волокна типа TrueWave, снова сжимаются. Компенсирующее дисперсию волокно обычно оформляется в виде компенсирующих модулей, включаемых в одной или нескольких точках расположения повторителей. Эти модули увеличивают допустимую длину участков, нормально ограниченную дисперсией, но в то же время занимают место и вносят в линию дополнительные оптические потери. Эти потери, в свою очередь, могут потребовать дополнительных усилителей, которые нельзя исключить за счет использования линий с управляемой дисперсией. Такие линии строятся из волокна, знак дисперсии в котором периодически изменяется.
Для управления дисперсией линию передачи составляют из волокон, имеющих положительную и отрицательную дисперсии. Этот метод применяется уже в течение многих лет при создании подводных оптико-волоконных линий, теперь управление дисперсией доступно и для наземных линий [3].
В наиболее элементарной форме линия с управляемой дисперсией строится как линия, состоящая из чередующихся участков кабеля с волокнами с отрицательной дисперсией, (TrueWave–), и участков кабеля с волокнами с положительной дисперсией (TrueWave+), либо обычного кабеля с волокном с несмещенной дисперсией. Каждый из таких участков подавляет местное образование таких нелинейных эффектов, как смешение четырех волн, в то время, как малая средняя величина дисперсии вдоль участка между регенераторами снижает эффект расширения импульса. Если правильно выбрать длину каждого из отмеченных выше участков, то линия практически не будет требовать компенсации дисперсии. Подобную линию можно назвать «самокомпенсирующейся».
Волокно TrueWave+ [коэффициент хроматической дисперсии от 1,3 до 5,8 пс/(нм км)] обеспечивает передачу с волновым уплотнением в пределах всего диапазона длин волн от 1530 до 1564 нм. Волокно TrueWave — [коэффициент хроматической дисперсии от — 5,5 до— 1,0 пс/(нм км)] представляет собой добавку с отрицательной дисперсией. Совместное использование этих волокон осуществляет взаимную компенсацию, минимизируя эффект расширения импульсов и исключая необходимость в специальном компенсирующем оборудовании. Наименьшая абсолютная величина отрицательной дисперсии в волокне (TrueWave — ) обеспечивает оптимальное согласование с учетом сжимающего импульсы влияния эффекта фазовой самомодуляции, возникающего в волокне (TrueWave+).
Таким образом, управление дисперсией при использовании волокон TrueWave практически устраняет необходимость в дополнительных затратах и включении дополнительных деталей; открывает всю полосу пропускания от 1530 до 1565 нм.
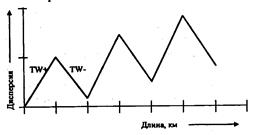
В сбалансированном кабеле TrueWave волокна с положительной и отрицательной дисперсиями в дальнейшем можно перекомбинировать для достижения скоростей передачи 20 Гбит/с и 40 Гбит/с по одному каналу, а протяженность этих линий увеличивается до 1000 км при скорости передачи в 10 Гбит/с по оному каналу. Пример группирования длин ОК с волокнами TrueWave по длине трассы приведен на рис. 6.1.
Для обеспечения идеальной компенсации дисперсии волокна TrueWave+ и TrueWave– должны иметь слегка отличные дисперсии. Например, была осуществлена передача на расстояние 640 км по 32 каналам , несущая в каждом из которых модулировалась со скоростью 10Гбит/с [3]. Это было достигнуто попеременным включением участков волокон TrueWave с положительной и отрицательной дисперсиями без использования дополнительных средств компенсации дисперсии (рис. 6.2).

Рис. 6.2. Линия с управляемой дисперсией, использующая волокна (TrueWave+) и (TrueWave — )
Фирма Lucent Technologies предлагает методику создания сетей, основанную на двух следующих способах создания линий с управлением дисперсией [3]:
- два типа кабелей. Один кабель содержит только волокна TrueWave+, другой—только волокна TrueWave-. Эти кабели прокладываются через определенные интервалы;
- кабель одного типа, а именно сбалансированный TrueWave кабель, который содержит одинаковое количество волокон TrueWave+ и TrueWave-. При монтаже муфт волокна перекрещиваются через определенные интервалы по длине трассы.
Сбалансированный кабель TrueWave дает возможность устранить некоторые из препятствий, возникающих при внедрении управления дисперсией. При этом можно заказывать, устанавливать и снабжать соответствующей документацией только один тип кабеля. Более того, в любом месте всегда будет доступно волокно с нужным знаком дисперсии.
6.2. Прокладка и подвеска оптических кабелей
6.2.1. Прокладка ОК в телефонной канализации
Общие требования к прокладке ОК. Технология прокладки ОК, в основном, та же, что и для электрических кабелей связи. Специфика прокладки ОК определяется более низким уровнем допускаемой механической нагрузки; поскольку от нее зависит затухание ОВ. Кроме того, нагрузка, превышающая допустимый уровень, может сразу привести либо к разрыву волокна, либо к дефектам ОВ (микротрещины и т. п.), которые в процессе эксплуатации кабеля за счет действия механизма усталостного разрушения также приведут к повреждению ОВ. Особенно чувствительны ОВ к механическим нагрузкам при низких температурах.
Для сокращения числа соединений и соответственно потерь на сростках используются большие строительные длины ОК, что создает при их прокладке дополнительные нагрузки.
Чтобы уровень нагрузки не превышал допустимый, необходимо принимать дополнительные меры и использовать специальное оборудование.
В условиях эксплуатации прокладка и монтаж кабелей производится при замене поврежденных участков, изменении емкости или трассы кабеля, а также при реконструкции сети.
В каналы кабельной канализации кабели затягивают через смотровые устройства. Каналы предварительно проверяют и при необходимости прочищают. ОК должен прокладываться при температуре воздуха не ниже минус 10оС, допускается прокладка при температуре до минус 20оС после прогрева их на барабанах. В частности, нормативно-технической документацией предусматриваются непрерывный контроль продольных нагрузок на ОК, а также меры, ограничивающие механические нагрузки на ОК в процессе его прокладки и обеспечивающие защиту в процессе эксплуатации.
Механические нагрузки при затягивании ОК в каналы кабельной канализации и меры по их ограничению. Прокладка ОК в кабельной канализации может выполняться вручную или механизированным способом с использованием комплекта приспособлений для прокладки кабеля. При разработке технологии прокладки ОК необходимо учитывать метраж строительных длин ОК, уровень допустимых механических нагрузок на кабель и соответственно их ограничение при прокладке кабеля.
Растягивающее усилие (T) зависит от массы единицы длины кабеля (Ро), коэффициента трения (КТ), длины кабеля (l) и характера трассы кабельной канализации. Эту величину можно определить по следующим формулам:
для прямолинейного участка
![]() , (6.1)
, (6.1)
для участков с углом наклона α
![]() , (6.2)
, (6.2)
где g — ускорение свободного падения, равное 9,81 м/с2.
Коэффициент трения между оболочкой ОК и каналом кабельной канализации зависит от диаметра кабеля, скорости тяжения и параметров канала кабельной канализации. Для полиэтиленовых труб он равен 0,29, для асбоцементных — 0,32, для бетонных — 0,38 [2].
Затягивание кабеля в канал кабельной канализации неизбежно связано с повышением изгиба, на которых имеет место поперечное сжатие ОК. При малых радиусах изгиба возникают и развиваются дефекты ОВ, вызывающие увеличение потерь в волокне и разрушение его как при прокладке в кабельной канализации, так и при эксплуатации. При изгибах трассы кабельной канализации растягивающее усилие, прикладываемое к кабелю, возрастает.
Увеличение тягового усилия на изгибе трассы на угол и, рассчитывается по формуле:
![]() . (6.3)
. (6.3)
При этом боковое давление на кабель
![]() , (6.4)
, (6.4)
где Rизг — радиус изгиба кабеля.
Расчетные значения натяжения ОК типа ОКЛБг-2-М12 производства ОАО «Одескабель» при прокладке в разных видах труб кабельной канализации на секции с искривлением трассы приведены в табл. 6.2. Из таблицы видно, что при поворотах трассы на угол α = 90о тяговое усилие, прикладываемое к кабелю длиной в 2 км в полиэтиленовых и асбестоцементных трубах, увеличивается по сравнению с тяговым усилием на прямолинейном участке (α = 0о) примерно на 1000 Н, а в бетонных трубах — 2000 Н.
Таблица 6.2. Натяжение кабеля ОКЛБг-2-М12 массой 323 кг на секции с искривлением трассы
|
Угол α |
Полиэтилен, Кт=0,29 |
Асбестоцемент, Кт = 0,32 |
Бетон, Кт = 0,38 |
|||
|
l=1 км |
l =2 км |
l =км |
l =2 км |
l =1 км |
l =2 км |
|
|
0 |
917,966 |
1835,932 |
1012,928 |
2025,856 |
1202,852 |
2405,704 |
|
30 |
1068,495 |
2136,985 |
1197,692 |
2395,385 |
1467,651 |
2935,301 |
|
45 |
1152,773 |
2305,546 |
1302,353 |
2604,706 |
1621,168 |
3242,335 |
|
60 |
1243,702 |
2467,404 |
1416,159 |
2832,318 |
1790,743 |
3581,485 |
|
90 |
1447,642 |
2895,284 |
1674,475 |
3348,951 |
2184,961 |
4369,922 |
Если не применять специальных мер, то при затягивании ОК возникает осевое закручивание. Кроме того, при эксплуатации кабель, проложенный в канализации, подвергается механическим воздействиям. Таким воздействиям например, подвергаются уже проложенные в каналах кабели при заготовке канала для прокладки другого кабеля (особенно при использовании металлических палок в заиленных каналах и т.д.), докладке тяжелых массивных кабелей, вытяжке уже проложенных кабелей из канала.
Для защиты ОК от механических перегрузок при прокладке и эксплуатации применяют трубы кабельной канализации с уменьшенным коэффициентом трения и используют при прокладке тяговую систему с распределением тягового усилия [2]. Особое внимание при прокладке ОК следует уделить мерам по снижению коэффициента трения. В основном они сводятся к использованию механизма вращения барабана и тягового каната (троса) оптимальных конструкций, а также вспомогательных (защитных) трубопроводов (субканалов).
В качестве защитных трубопроводов применяются полимерные трубы, проложенные в канале кабельной канализации. Они фактически разделяют канал, позволяют оставлять место для последующей прокладки новых кабелей и обеспечивают защиту проложенных в них ОК в процессе эксплуатации при производстве работ в данном канале кабельной канализации. В одном канале кабельной канализации (диаметром 100 мм) располагают не более трех-четырех вспомогательных трубопроводов из полиэтиленовых труб диаметром 32 мм.
Применение вспомогательных трубопроводов существенно снижает коэффициент трения кабеля (троса) при затягивании кабеля и создает условия для прокладки ОК большой длины. Наиболее распространены вспомогательные трубопроводы из гладких пластмассовых труб. Более эффективны с точки зрения уменьшения трения гофрированные вспомогательные трубопроводы. Применяют также вспомогательные трубопроводы ребристой конструкции, имеющие более высокий предел прочности на растяжение по сравнению с гофрированными и меньший коэффициент трения по сравнению с гладкими трубопроводами. Кроме того, наружные ребра трубопровода обеспечивают линейность прокладки в главном канале.
Для уменьшения трения при затягивании кабеля во вспомогательный трубопровод используются смазочные материалы на основе минеральных масел, смазка должна быть безопасна и безвредна для кабеля, окружающей среды и обслуживающего персонала.
В качестве смазочного материала, вводимого во вспомогательный трубопровод, чешская фирма Sitel предложила использовать мультивискозную смазку Lubaduk, которая является высококачественным лубрикантом для кабелей. В состав лубриканта входит смесь из воды, силиконового масла, пластиковых микросфер и материала, повышающего чувствительность скольжения [4]. Смазка Lubaduk вводится в субканал после сращивания строительных длин трубок и перед прокладкой ОК (рис. 6.3).
Чешская фирма Dura-line СТ на внутреннюю поверхность субканалов наносит твердую сухую смазку типа Silikor. Равномерное распределение этой смазки по поверхности трубы уменьшает коэффициент трения между субканалом и оболочкой кабеля до 0,1. Silikor обладает стабильными параметрами в течение 50 лет [5]. Из-за отсутствия прилипания к субканаиу ОК его можно, при необходимости, заменять в любое время.
Для уменьшения значения коэффициента трения оболочки ОК о внутреннею поверхность трубы кабель прокладывают с помощью вдувания микрошариков [2]. При подготовке к вдуванию ОК в каналы кабельной канализации или в субканалы кабель присоединяется к поршню с помощью кабельного захвата. На конец трубопровода крепится ниппель для сжатого воздуха, снабженный уплотнительным кольцом, и устанавливается приводной механизм двигателя. При подаче сжатого воздуха поршень, находящийся в трубе, движется вперед, затягивая за собой кабель. Скорость вдувания потока воздуха регулируется. Система вдувания обеспечивает прокладку кабеля длиной до 2000 м и более.
Рис. 6.3. Оптический кабель во вспомогательном трубопроводе со смазкой Lubaduk
Чем длиннее кабель, тем медленнее он протягивается в трубопроводе. Скорость протягивания определяется до начала прокладки с учетом характера трассы. Она плавно увеличивается после начала протягивания и затем поддерживается постоянной. Рывки недопустимы. При использовании материалов, уменьшающих трение, скорость протягивания может достигать на прямолинейных участках 10…30 м/мин, а в изогнутых трубах — 3…10 м/мин.
При прокладке ОК с помощью нейлоновых микрошариков используется специальный пистолет, с помощью которого на кабель в смотровых устройствах кабельной канализации наносятся шарики размером от 200 до 500 мкм. Шарики могут выстреливаться и в трубу. Микрошарики резко снижают коэффициент трения, так как кабель в данном случае не скользит, а катится. Для труб из полиэтилена коэффициент уменьшается с 0,25…0,5 до 0,045…0,06.
Наиболее эффективно большие длины ОК в канализацию затягиваются с помощью промежуточных тяговых устройств. Лебедка, используемая для промежуточного тяжения кабеля, должна иметь стабильное тяговое усилие меньше допустимого натяжения кабеля. Чтобы кабель не сплющивался давление на кабель не должно быть большим. Лебедка должна быть компактной и легкой, чтобы можно было ее монтировать в кабельном колодце.
При затягивании ОК большими длинами применяется такая организация работ, когда вся длина кабеля затягивается ступенями с образованием и последовательной выборкой петель. Наиболее распространен способ укладки ОК восьмеркой, когда кабель затягивается в канализацию от середины участка в обе стороны.
В тех случаях, когда прокладывают ОК в каналы, занятые электрическими кабелями, появляется опасность повреждения ОК при его затяжке по причине заклинивания, а также при проведении ремонта ранее проложенных электрических кабелей. В таких случаях необходимо длины прокладываемого ОК выбирать так, чтобы избежать превышения допустимой для данного типа кабеля нагрузки.
Для предотвращения повреждения кабеля и получения требуемого радиуса изгиба на входе и выходе канала кабельной канализации, а также в угловых колодцах применяется специальное оборудование, включающее направляющие устройства и обеспечивающее плавный поворот прокладываемого кабеля. При коэффициенте трения 0,5 и угле поворота трассы прокладки 90о усилие тяжения возрастает в 2,2 раза по сравнению с усилием тяжения на прямолинейном участке такой же длины [2]. Специальные направляющие устройства и приспособления снижают коэффициент трения до 0,2, а тяговое усилие до 40 %. Для предотвращения осевого закручивания ОК предусматриваются компенсаторы кручения.
Механические нагрузки на кабель в процессе его прокладки в канализации во многом определяются случайными факторами [1]. Поэтому при прокладке ОК обязательно используются устройства, обеспечивающие измерение и ограничение (управление) силы натяжения, фактически действующей в кабеле. Тяговое усилие измеряется либо в начале кабеля, либо на лебедке, поскольку именно в этих точках сила натяжения, действующая на кабель, максимальна.
Измерение тягового усилия в начале кабеля дает возможность оценить величину натяжения, реально действующего в кабеле, а также избежать превышения максимально допустимого тягового усилия. Для этого лебедка оборудуется тягово-измерительным тросом, передающим информацию о тяговом усилии от головки кабеля к регистратору лебедки (по медному проводу, вмонтированному в трос), либо используется барабанная лебедка с обычным стальным тросом, оборудованная чувствительным измерительным прибором (ограничителем тяжения) и устройством регистрации. Использование простых лебедок, измерительного (ограничительного) устройства и обычного троса, который дешевле тягово-измерительного по крайней мере в 5 раз, не требует дополнительного обучения обслуживающего персонала. При этом обеспечивается безопасное протягивание кабеля, поскольку сила натяжения в начале кабеля всегда меньше силы, регистрируемой на лебедке.
Устройства, которые размещаются в месте стыка кабель — трос, включают механические плавкие предохранители (растяжение или разрыв) и датчики, с которых можно снимать информацию, относящуюся к управлению лебедками. Устройства на лебедке включают (в зависимости от типа лебедки) механические зажимы, остановочные моторы и гидравлические перепускные клапаны, установленные на заранее определенную нагрузку, и системы динамометр/кабель, контролирующие величину натяжения кабеля, что обеспечивает обратную связь для управления лебедкой [1].
Все эти системы предназначены для ограничения или остановки работы лебедок, когда нагрузки, которым подвергается кабель, приближаются к опасному уровню.
Подготовка кабельной канализации, приспособления и устройства для прокладки ОК. Подготовка кабельной канализации к прокладке ОК включает устройство ограждений, подготовку колодцев и каналов кабельной канализации, прокладку полиэтиленовой трубы (вспомогательного трубопровода) в канале, заготовку вспомогательного трубопровода. После установки ограждений открывают люки смотровых устройств и проверяют их на наличие углекислого газа и метана. При наличии газов смотровые устройства вентилируют. Откачку воды из колодцев и их вентилирование проводят, как правило, с помощью универсального устройства АКМ-4.
Для прокладки ОК по возможности используют каналы, расположенные в середине блока кабельной канализации по вертикали и у края канализации по горизонтали. ОК предпочтительнее прокладывать в полиэтиленовых трубах, например, типа ПНД-32 (вспомогательных трубопроводах), предварительно проложенных в каналах канализации.

Рис.6.4. Установка противоугона на субканал
Кабель в свободных каналах прокладывается только, если в эти каналы не будут докладываться другие кабели связи с металлическими проводниками. Для докладки используются только однотипные ОК и прокладывают их 5 — 6 шт в свободном канале в полиэтиленовой трубе. Строительные длины кабеля 2000 м и более прокладываются обязательно в полиэтиленовых трубах. Полиэтиленовую трубу прокладывают либо с бухты, установленной у колодца на передвижном тамбуре, либо с бухты вручную. Конец трубы, оснащенный наконечником, вводят в канал и поступательным движением проталкивают на всю длину пролета (пролетов). При наличии транзитных колодцев трубу подтягивают. Если трубу из-за препятствий в канале невозможно продвинуть, ее надо несколько раз повернуть вокруг оси с одновременным проталкиванием.
В каждом колодце полиэтиленовую трубу обрезают ножовкой, оставляя запас 200…250 мм от канала и устанавливают противоугон (рис. 6.4), который представляет собой упор, препятствующий смещению трубы при ее заготовке проволокой (тросом) и прокладке (с учетом направления).
Заготовку труб кабельной канализации и субканалов производят стальной оцинкованной проволокой диаметром 3 мм или стальным тросом. Выполняют это стеклопластиковым прутком или пневмопроходчиком.
Стеклопластиковый пруток наиболее эффективен при наличии на трассе большого числа коротких пролетов. Пневмопроходчик рекомендуется применять на пролетах от 80 до 150 м.
Перед началом работ на пруток надевают головной и хвостовой наконечники и закрепляют их. К последнему при проходе всего прутка в полиэтиленовую трубу прикрепляют заготовку– проволоку или трос. Протяжка прутка с заготовкой ведется монтажниками, которые рассредоточиваются по транзитным колодцам.
Заготовка полиэтиленовой трубы с помощью пневмоустройства осуществляется двумя рабочими. У головного колодца устанавливают канатную лебедку и заряженный баллон со сжатым воздухом (можно использовать компрессор). К канату присоединяют компенсатор кручения, а затем поршень пневмозаготовочного устройства. Поршень вводят в заготавливаемую полиэтиленовую трубу. На входе трубы устанавливают торцевую пробку, через котоpyю пропускают канат, и подводят пневмомагистраль. Собранное устройство вводят до упора и вручную максимально сжимают резиновый уплотнитель. Открывают вентиль баллона и устанавливают рабочее давление 0,7…0,8 МПа (7…8 атм). Затем резко нажимают рычаг пневмокрана, при этом через гибкий рукав в канал подается воздух. Под действием сжатого воздуха поршень движется, затягивая в канал канат. Окончание прострела определяют по ослабеванию каната. После этого рычаг пневмокрана отпускают и перекрывают вентиль. Затем с помощью каната в трубу затягивают проволоку или трос.

Рис.6.5. Ручная лебедка
Заготовку свободного канала при прокладке кабеля без вспомогательного трубопровода производят в соответствии с инструкцией прокладки электрических кабелей связи. Заготовка канала, в котором уже проложен ОК без вспомогательного трубопровода, должна осуществляться либо стеклопрутком, либо полиэтиленовой трубкой. В состав комплекта для прокладки ОК в канализации в обязательном порядке должны входить:
- лебедка проволочная ручная или лебедка универсальная для заготовки каналов, прокладки полиэтиленовой трубы с помощью проволоки (троса), затягивания кабеля (рис. 6.5);
- устройство для размотки кабеля с барабанов, кабельный транспортер (рис. 6.6) или козлы-домкрат;
- труба направляющая гибкая для ввода кабеля через люк колодца от барабана до канала канализации (рис. 6.7);
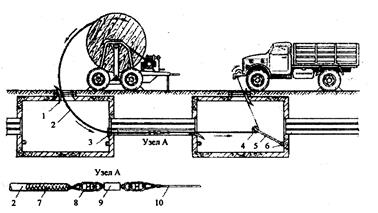
Рис. 6.6. прокладка кабеля в канализации кабельной машиной:
1-колено; 2-кабель; 3-предохранительная втулка (воронка); 4-блок; 5-штанга; 6-серьга; 7-чулок; 8-карабин; 9-компенсатор кручения; 10-заготовка
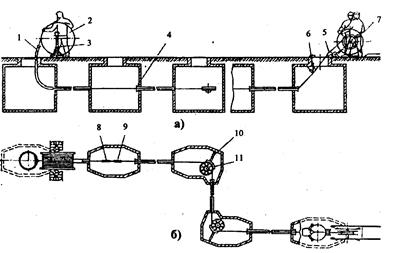
Рис. 6.7. Прокладка ОК в кабельной канализации вручную:
а — вид сбоку; б — вид сверху;
1 — труба направляющая ТНГ; 2 — барабан с кабелем; 3 — устройство УРКР; 4 — воронка канальная БКП; 5 — ролик верхний; 6 — ролик нижний; 7 — лебедка проволочная ручная ЛПР; 8 — чулок кабельный ЧСК-12; 9 — компенсатор кручения ККР; 10 — распорка РГВ; 11 — блок кабельный БЛК
- комплект люкоогибных роликов для направления прохождения заготовки (троса, проволоки) и кабеля через люк последнего колодца (рис. 6.5 и 6.8);
- горизонтальная распорка внутренняя и блок кабельный для внутреннего поворота кабеля в угловом колодце (по числу угловых колодцев) (рис. 6.9);
- воронки направляющие на трубу кабельной канализации и на полиэтиленовую трубу, проложенную в канале, для предотвращения повреждения кабеля и Обеспечения требуемого радиуса изгиба на входе и выходе канала (по две штуки в колодец) (рис. 6.6 и 6.7);
- чулок кабельный ЧСК-12К с наконечником, чулок кабельный ЧСК-12 и наконечник НКС для тяжения кабеля за центральный силовой элемент и полиэтиленовую оболочку (рис. 6.10);
- компенсатор кручения для исключения осевого скручивания прокладываемого кабеля (рис. 6.10 а, б);

Рис. 6.8. Устройство нижнего ролика для обхода нижней кромки люка колодца
- противоугон для предотвращения смещения вспомогательного трубопровода при его заготовке проволокой или тросом и прокладке кабеля (рис. 6.4).
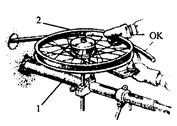
Рис. 6.8. Устройство для плавного изменения направления тяжения ОК: 1-горизонтальная распорка; 2-поворотное устройство
Для прокладки волоконно-оптических кабелей в подземной канализации вполне пригодны большинство управляемых лебедок и систем, рассчитанных на обычные скорости работы. К ним относятся концевые лебедки для протяжки с первичными двигателями различных типов, промежуточные лебедки для прокладки больших строительных длин, и, в случае необходимости, устройства дистанционного управления прокладкой кабелей. Промежуточные лебедки (кабестан или на гусеничном ходу) и/или оборудование дистанционного управления прокладкой кабеля должны работать синхронно, что позволит избежать чрезмерных усилий, прикладываемых к волокну; следует учитывать тот факт, что некоторые промежуточные лебедки (типа кабестана) могут закручивать кабель. Для прокладки волоконно-оптического кабеля необходимы заготовки (тросы или шнуры), с малым удельным весом и большим модулем упругости. Длинные заготовки могут успешно использоваться только при правильной технологии прокладки. Применять шнуры и тросы нужно с большой осторожностью, если в канализации уже проложены волоконно-оптические кабели. Следует избегать узлов на шнурах или тросах.
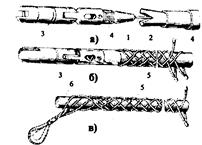
Рис. 6.10. Кабельный наконечник для одновременного натяжения за армирующий элемент и оболочку ОК (а);
кабельный наконечник с компенсатором кручения и чулком (б); чулок без наконечника (в):
1-армирующий элемент; 2-оболочка кабеля; 3-компенсатор кручения; 4-резьбовой соединитель; 5-кабельный чулок; 6-ОК
Чтобы не превышать допустимых растягивающий усилий при натяжении в процессе прокладки ОК необходимо удостовериться в пригодности направляющих систем и устройств и учитывать критерии изгиба, установленные ТУ на кабель [б, 7]. Как правило, минимальный радиус изгиба должен в 12 раз превышать диаметр кабеля, однако при прокладке с натяжением рекомендуется удваивать это соотношение [8]. Большинство направляющих устройств можно использовать как для волоконно-оптических, так и для металлических кабелей, однако при работе с большими строительными длинами может потребоваться много направляющих элементов, причем все они должны иметь малый вес и малое трение.
Технология прокладки ОК в кабельной канализации. При прокладке очень больших длин волоконно-оптического кабеля необходимо рассчитать максимальное натяжение кабеля, которое можно сравнивать с установленными механическими характеристиками данного кабеля в ТУ. Если эти значения близки, то рассматривается вопрос о методах, обеспечивающих возможность прокладки, таких как альтернативное применение другой конструкции кабеля, укорочение трассы, изменение трассы или направления прокладки, использование промежуточных лебедок, либо принятие специальных мер предосторожности в конкретных местах.
Расчет максимального натяжения ОК согласно трассы кабельной магистрали приведен на рис. 6.11 [8].
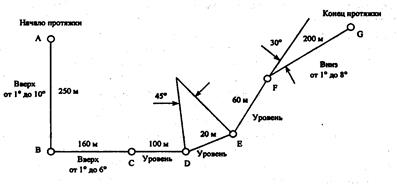
Рис.6.11. Схема трассы кабельной магистрали
Натяжение кабеля рассчитывается по выражениям (6.1), (6.2) и (6.3), при этом натяжение в конце секции на прямолинейном участке Tl определяется как
![]() , (6.5)
, (6.5)
где Т0 — натяжение ОК в начале секции; Тn – натяжение ОК, полученное на длине этого участка.
Натяжение ОК на секции с наклоном Tl определяется из выражения
![]() , (6.6)
, (6.6)
где Тα — натяжение ОК на участке с углом наклона;
а на секции с изгибом α1 из выражения
![]() . (6.7)
. (6.7)
Суммарная величина натяжения ОК равна сумме натяжений на каждой секции. Результаты расчетов натяжения ОК по маршруту А — G (рис. 6.11) представлены в табл. 6.3.
В расчетах было принято Р0 = 0,92 кг/м, КТ = 0,55.
После проведения расчетов натяжения ОК в зависимости от рельефа трассы определяют первый колодец, с которого начинают прокладку кабеля. Если трасса прямолинейна, имеет не более одного-двух угловых колодцев, на ней отсутствуют изгибы и снижения, то за одну протяжку можно затянуть в одном направлении всю строительную длину кабеля. Если трасса не прямолинейна, имеет больше двух угловых колодцев и т. д., необходимо определить первый колодец и проложить кабель от этого колодца в двух направлениях. Желательно, чтобы это был угловой колодец.
Таблица 6.3. Результаты расчетов натяжения ОК
|
Секция |
Длина, м |
Натяжение, кН |
Наклон, радианы |
Натяжение, кН |
Отклонение, радианы |
Натяжение, кН |
Суммарное натяжение, кН |
|
А-В |
250 |
– |
0,10 |
1,47 |
– |
– |
1,47 |
|
в В |
– |
– |
– |
– |
1,57 |
3,49 |
3,49 |
|
В-С |
160 |
– |
0,17 |
4,51 |
– |
– |
4,51 |
|
С-D |
100 |
5,01 |
– |
– |
– |
– |
5,01 |
|
D-Е |
20 |
5,11 |
– |
– |
– |
– |
5,11 |
|
в Е |
– |
– |
– |
– |
0,79 |
7,87 |
7,87 |
|
E-F |
60 |
8,16 |
– |
– |
– |
– |
8,16 |
|
в F |
– |
– |
– |
– |
0,52 |
10,88 |
10,88 |
|
F-G |
200 |
– |
0,13 |
11,65 |
– |
– |
11,65 |
Примечание. Если в каждом канале проложено не по одному кабелю, величина натяжения может сильно возрасти, поэтому следует учитывать этот фактор и применять при расчетах поправочные коэффициенты. Коэффициенты изменяются в зависимости от числа кабелей, материалов, из которых выполнены кабель и его оболочка, геометрических размеров кабеля и канала кабельной канализации, гибкости кабеля и т. д. Значения могут составлять порядка 1,5-2 для двух кабелей, 2-4 для трех и 4-9 для четырех.
С барабана удаляют обшивку и устанавливают со стороны трассы прокладки так, чтобы смотка шла сверху. Барабан должен свободно вращаться от руки. Конец кабеля освобождают от крепления к барабану, от защитного колпачка, очищают, заделывая в одном из приспособлений ЧСК-12; ЧСК-12К; НКС. Тяжение кабеля производится за центральный силовой элемент и оболочку. Компенсатор кручения с заготовочной проволокой соединяют обычной скруткой. Скрутка не должна выступать за габариты наконечника и компенсатора кручения.
Кабель прокладывают с помощью лебедки с ограничителем тяжения, вращение ее должно быть равномерным без рывков. С противоположной стороны кабель разматывают с барабана вручную. Разматывать барабан тяжением кабеля недопустимо [6]. Во время прокладки необходимо следить за прохождением кабеля через угловые колодцы; он должен проходить по центру поворотного колеса и фиксироваться прижимными роликами. Средняя скорость прокладки кабеля составляет 5…7 м/мин.
Если из-за сложного рельефа трассы тяговое усилие лебедки превышает допустимое значение, в транзитных колодцах ОК подтягивают с усилием не более 600… 700 Н [2]. Подтягивание может осуществляться вручную в промежуточных точках. При подтяжке кабеля нельзя упираться ногами в стенки колодца или его арматуру. Нельзя также допускать перегибов кабеля в руках. Необходимо следить, чтобы не образовалась петля и чтобы кабель равномерно уходил в противоположный канал. Для обеспечения синхронности подтяжки ОК необходима служебная радиосвязь для подачи команд.
Если из соображений ограничения нагрузки невозможна прокладка больших строительных длин волоконно-оптического кабеля при расположении тянущего устройства только на одном конце, то применяют метод разделения продольной нагрузки. В зависимости от условий прокладку выполняют либо статическими, либо динамическими методами [8].
Самый элементарный статический метод известен как «метод восьмерки», при котором барабан с кабелем располагают в промежуточном пункте, а кабель сматывают с барабана в одном направлении данного маршрута с помощью обычного метода протяжки с одного конца. После этого оставшийся кабель снимают с барабана и укладывают на земле в виде восьмерки. Затем лебедку перемещают на другой конец секции и кабель протягивают с одного конца. При этом методе необходимо место для размещения кабеля, укладываемого восьмеркой.
Более сложным является метод разделения динамической нагрузки; он требует и большего объема оборудования, и его установки. Однако в этом случае кабель прокладывают в одном направлении непосредственно с барабана с помощью специальных кабельных лебедок на промежуточных пунктах. Максимальная нагрузка, приходящаяся на кабель, зависит от расстояния между промежуточными пунктами. При использовании промежуточных лебедок все усилия переходят на оболочку кабеля; т.е. следует принимать в расчет конструкцию конкретного кабеля. Использование промежуточных или распределенных лебедок требует хорошего согласования, синхронизации и связи между промежуточными пунктами в процессе проведения работ. Промежуточные лебедки типа кабестан могут вызвать дополнительно перекрутку кабеля.
По окончании прокладки конец кабеля возле наконечника (чулка) обрезают и герметизируют полиэтиленовым колпачком.
Оптические кабели выкладывают по форме транзитных колодцев, укладывают их на консоли соответствующего ряда в ближайших к кронштейну ручьях (желательно на первое консольное место) и закрепляют перевязкой. Выкладываемый кабель не должен перекрещиваться с другими кабелями в том же ряду, и заслонять собой отверстия каналов.
Запас кабеля, оставляемый в колодце для монтажа муфты, сворачивают кольцами диаметром 1000…1200 мм, укладывают к стене и прикрепляют к кронштейнам. При последующем монтаже муфты в монтажно-измерительной машине запас кабеля после выкладки составляет 8 м, а при монтаже муфты в колодце (в зависимости от типа колодца) — 3… 5 м [2].
После выкладки кабеля снимают все противоугоны, направляющие воронки, другие устройства и устанавливают их на следующем участке трассы. Затем производят контрольное измерение затухания ОВ, которое должно быть в пределах установленной километрической нормы. После проверки проложенной длины полиэтиленовые колпачки на концах кабеля должны быть восстановлены.
6.2.2. Прокладка ОК в трубах, лотковой канализации, коллекторах и туннелях
В трубах кабели прокладывают так же, как и в каналах телефонной канализации. На выходе кабеля из трубы канал герметизируется.
В лотковую канализацию кабели прокладывают с барабана, установленного на транспортере или в кузове автомобиля на козлах. Перекрытия лотков снимают и укладывают на землю по одну сторону лотков. Вдоль другой стороны канализации везут барабан, разматывают кабель и укладывают его на консоли или на дно лотков. После прокладки всей строительной длины кабель перекладывают со дна лотков на консоли. Если вдоль канализации нельзя проехать, то барабан устанавливают на земле на козлах и кабель разносят на руках [9].
Для протягивания ОК в коллекторах (туннелях) используют практически те же технические средства, что и при протяжке в кабельной канализации и укладке их в открытую траншею. Кабель во избежание локальных трещин и остаточного напряжения поддерживают желобами, соединительными плоскими лентами и т.д.
Технологическая последовательность прокладки ОК в коллекторах принципиально не отличается от традиционных приемов и способов, но необходимо более строго следить за соблюдением допустимого радиуса изгиба кабеля. Преграды и другие препятствия могут налагать ограничение на длину протягиваемого кабеля, кроме того, при значительных вертикальных подъемах принимаются специальные меры, чтобы возникающие при этом нагрузки не превышали допустимых.
В коллекторы мелкого заложения кабели затягивают через люк. Внутри коллектора кабели тянут по роликам или разносят на руках. В коллекторы глубокого заложения и в тоннели метро кабели подают через вертикальные шахты: их либо спускают с барабана с одновременным креплением кабеля к несущему канату через каждые 1,5-3 м, либо поднимают с опущенного вниз барабана путем тяженйя каната за надетый на кабель концевой чулок. В вертикальных шахтах кабели крепят накладками к скобам, заделанным в бетонированных стенах или закрепленным к побингам. В тоннелях метро кабели прокладывают с грузовых платформ, а в транспортных тоннелях — с транспортеров или автомобилей. Первоначально кабели выкладывают и выравнивают на дне коллектора или тоннеля, а затем перекладывают на консоли [9].
В шахты станций кабели затягивают из станционного колодца или подают из коллектора.
Вытягивание кабеля из канализации производят после демонтажа всех муфт на заменяемом участке и выполнения оконечных заделок на концах рабочих кабелей. Кабели, не подлежащие дальнейшему использованию, вытягивают канатом, прикрепленным к надетому на кабель концевому чулку. Канат тянут лебедкой, установленной от колодца на расстоянии, равном длине вытягиваемого участка кабеля, или автомашиной. На выходе из канала, люка и в колодце во всех местах, где кабель соприкасается с его частями, подкладывают кабельные колена. На поверхности земли кабель тянут по роликам. Вытянутый кабель наматывают на барабан.
Кабели, подлежащие дальнейшему использованию, вытягивают короткими участками тяжением каната за надетый на конец кабеля сквозной чулок. Вытянутые участки кабеля наматывают на барабан. Затем канат отпускают, сквозной чулок перемещают по кабелю ко входу в трубопровод и снова вытягивают кабель.
6.2.3. Прокладка ОК в грунт
При прокладке волоконно-оптического кабеля непосредственно в грунт применяются обычные методы прокладки. Глубина прокладки, та же что и для металлических кабелей, однако интенсивность трафика или какие-либо соображения безопасности могут потребовать прокладки кабеля на большей глубине. При прокладке кабеля в траншее необходимо выбирать такие материалы и способы засыпки, чтобы усилия, воздействующие на волокно, не превышали предельных значений.
Оптический кабель прокладывают в грунтах всех категорий (кроме подверженных мерзлотным деформациям), при пересечении неглубоких болот, несудоходных и несплавных рек со спокойным течением (с обязательным заглублением). Способы прокладки ОК через болота и водные преграды должны определяться отдельными проектными решениями.
Прокладка ОК в грунт может выполняться ручным способом в ранее отрытую траншею или бестраншейным с помощью ножевых кабелеукладчиков. Если используется защитный трубопровод, то можно сначала в грунт укладывать трубопровод (полиэтиленовая труба с внешним диаметром до 34 мм), а затем в него затягивать ОК, либо прокладывают трубопровод с заранее уложенным в него ОК.
Трассовая прокладка кабелей связи — это сложный процесс в техническом и организационном плане; он еще более усложняется для ОК, имеющих большие строительные длины. От линейного персонала требуется тщательное изучение местности и условий трассы, четкая и продуманная подготовительная работа, технологически обоснованный проект производства работ и строгая исполнительская дисциплина. Особое внимание уделяется выбору трассы, способам и средствам прокладки ОК на каждом участке трассы. Для обеспечения безопасности прокладки и минимальной вероятности его замены необходимо учитывать такие факторы, как топографическую карту местности, типы грунтов, возможность доступа к кабелю при любых погодных условиях, возможность ремонта, удаление трассы кабеля от подземных коммуникаций и т. д.
Прокладка ОК в траншею. Производственные процессы при прокладке кабеля в открытую траншею трудоемки, малопроизводительны и могут легко контролироваться в ходе строительно-монтажных работ. Максимальное внимание должно уделяться ограничению минимального радиуса изгиба ОК. Для этого размотку кабеля, переноску и укладку его в траншею проводят без перегибов. Нельзя волочить кабель по поверхности земли и разматывать кабель барабаном.
Качество прокладки ОК зависит также от подготовки грунтовой или песчаной постели и засыпки. Поэтому в ряде случаев перед прокладкой в траншею кабель предварительно обертывают защитным материалом.

Рис. 6.12. Прокладка ОК в траншею с автомобиля
Размотка кабеля при прокладке в открытую траншею должна, как правило, осуществляться с помощью механизмов. Если позволяют условия трассы, то используют барабан, установленный в специально оборудованном кузове автомашины или на кабельном транспорте, передвигающемся по трассе вдоль траншеи (рис. 6.12). Скорость движения автомашины не должна превышать 1 км/ч. Расстояние от колес до края траншеи должно быть не менее 1,25 глубины траншеи [2]. Кабель разматывают так, чтобы он сходил с верха барабана и укладывают на дно траншеи или на ее бровку без натяжения. Кабель должен плотно прилегать к дну траншеи. На поворотах кабель выкладывают с соблюдением допустимых радиусов изгиба. Если условия местности не позволяют использовать технику, то вручную выносится вся строительная длина кабеля, укладывается вдоль траншеи, а затем опускается в нее. При этом барабан с кабелем устанавливают в начале участка прокладки на неподвижной основе. Нагрузка на одного рабочего не должна превышать 35 кг [9]. При недостаточном количестве рабочих применяют способ «петли»: конец кабеля оставляют у барабана в начале участка и размотку ведут с верха барабана петлей, нижнюю часть которой по мере продвижения рабочих укладывают непосредственно в траншею или на землю у траншеи [7]. По мере выкладки нижней части петли на землю освобождающиеся рабочие переходят к барабану и подхватывают новый участок кабеля. Расстояние между соседними рабочими должно быть таким, чтобы кабель не волочился по земле. До половины строительной длины петля удлиняется, а затем укорачивается по мере продвижения к концу. В результате весь кабель вытягивается в одну линию.
При наличии на трассе различных пересечений кабель прокладывают способом «петли», протягивая ее в предварительно проложенной под препятствием полиэтиленовой трубе.
Траншеи и котлованы засыпают вынутым грунтом так, чтобы наиболее рыхлый грунт отсыпался в нижние слои. Засыпку производят механизмами или вручную слоями толщиной не более 20 см.
Прокладка ОК кабелеукладчиком. Магистральные и внутризоновые ВОЛС имеют большую протяженность и прокладываются в различных климатических, почвенно-грунтовых и топографических условиях. Прокладка ОК осуществляется комплексными механизированными колоннами, в состав которых входят строительные машины и механизмы общестроительного назначения (тракторы, бульдозеры, экскаваторы и др.), а также специальные машины и механизмы для прокладки кабеля (кабелеукладчики, тяговые лебедки, пропорщики грунта, машины для прокола грунта под препятствиями и др.).
Бестраншейный способ прокладки кабеля с помощью кабелеукладчика благодаря высокой производительности и эффективности является основным. Для прокладки ОК используются кабелеукладчики с активными и пассивными рабочими органами. С помощью ножевого кабелеукладчика в грунте прорезается узкая щель, и кабель укладывается на дно, на заданную глубину залегания (0,9…1,2 м). Кабель на пути от барабана до выхода из кабеле-направляющей кассеты подвергается воздействию продольного растяжения, поперечного сжатия и изгиба, а при применении вибрационных кабелеукладчиков — вибрационному воздействию. Поэтому при прокладке кабеля с помощью кабелеукладчика конструкция между катушкой с кабелем и направляющей для кабеля должна учитывать конкретные критерии изгиба кабеля и иметь малое трение, препятствующее перегрузке волокна. Как правило, системы защиты кабеля от перегрузок не требуется, но при мощном кабелеукладчике, наличии барабана с кабелем и направляющих роликов можно включить устройство регулирования натяжения кабеля. Таким образом, в зависимости от рельефа местности и характера грунтов, конструкции и технического состояния кабелеукладчиков, а также режимов его работы механические нагрузки на кабель могут изменяться в широких пределах.
Рис. 6.13. Изменение натяжения кабеля ОЗКГ-1 от скорости прокладки кабелеукладчиком типа КНВ
График изменения натяжения ОК на выходе из кассеты кабелеукладчика в зависимости от скорости прокладки, диаметра (номера) кабельных барабанов и строительной длины внутризонового кабеля марки ОЗКГ-1 [2) приведен на рис. 6.13. Из графика видно, что скорость 3,3 км/ч, допустимая при прокладке электрических кабелей, неприемлема. Чтобы растягивающая нагрузка при прокладке ОК не превышала допускаемой величины, скорость надо снижать. Область предельных скоростей прокладки ОК на рисунке заштрихована.
Рис. 6.14. Кабелеукладочный комплекс КНВ-1К: 1 — бульдозер; 2- кабелеукладчик; 3- направляющая система; 4- нож; 5 — кассета
Основные характеристики прицепных кабелеукладчиков, используемых в отечественной практике при бестраншейной прокладке ОК, приведены в табл. 6.4. Можно применять и другие кабелеукладчики при условии исключения превышения механических нагрузок. В настоящее время наиболее полно предъявляемым требованиям отвечает кабелеукладочный комплекс на базе вибрационного кабелеукладчика КНВ-1К. Этот комплекс предназначен для работы на трассах любой протяженности, а также для работы в стесненных условиях, населенных пунктах, вблизи дорог, в лесу (рис. 6.14). Комплекс состоит из навесного вибрационного кабелеукладчика КНВ-1К и специально оборудованного бульдозера. При прокладке обе машины соединяются тяговым канатом. Спецоборудование бульдозера состоит из бульдозерного отвала, П-образной коробчатого сечения рамы, на поперечной балке которой установлены две пары вилочных захватов для погрузки, разгрузки и установки на них барабанов.
Таблица 6.4. Основные характеристики прицепных кабелеукладчиков
|
Характеристика |
Значения для кабелеукладчика |
||||||||
|
КУК-3М |
ЛПК-20-2 |
КУ-120В |
КУК-4 |
КУК-5М |
КУК-6 |
НКПО |
КПЛС |
Комплекса КНВ-1К |
|
|
Оптимальная скорость прокладки ОК, км/ч |
1,35 |
1,4 |
1,4 |
1,2 |
0,9 |
0,9 |
0,9 |
0,9 |
0,4 |
|
Число барабанов |
2 (4) |
2 (4) |
2 |
4 (2) |
4 (2) |
2 |
1 |
2 |
2 |
|
Номера барабанов |
17 (18) |
17 (18) |
18 |
18 (22) |
18 (26) |
20 |
14 |
14 |
20 |
|
Число одновременно прокладываемых кабелей ОК |
1…4 |
1 или 2 |
1 или 2 |
1…4 |
1…4 |
1 или 2 |
1 |
1 или 2 |
1 |
|
Число обслуживающего персонала, чел. |
3…5 |
2 |
1…3 |
3…5 |
3…5 |
2 |
2 |
2 |
2 |
При прокладке ОК кабелеукладчиком недопустимо: вращение барабана под действием натяжений кабеля, возникающих при движении кабелеукладчика по трассе, рывки кабеля при прокладке в сложных грунтах, наличии препятствий в грунте, на трассе и т.п. Бестраншейная прокладка не исключает непосредственный контакт ОК в полиэтиленовой оболочке с острыми твердыми каменистыми включениями, оказывающими сосредоточенные боковые давления на кабель.
Для предотвращения превышения допустимых нагрузок на ОК при его прокладке необходимо обеспечить:
- принудительное вращение барабана в момент начала движения кабелеукладчика и синхронизированную его размотку;
- ограничение боковых давлений на кабель за счет применения различного рода мероприятий и конструкций, снижающих трение (например, использование в кассетах специальных роликовых направляющих устройств, обеспечивающих минимально допустимый радиус изгиба ОК;
- размещение роликов кассеты так, чтобы уменьшить радиальное давление на кабель);
- допускаемый радиус изгиба ОК от барабана до укладки на дно щели на всем участке подачи кабеля через кассету;
- исключение засорения кассеты кабелеукладочного ножа и остановок вращения барабана при движении кабелеукладчика.
Желательно использование соответствующих технических средств непрерывного контроля, сигнализирующих о достижении пороговых значений тяговых усилий и ограничивающих режимы нагружения кабеля с остановкой процесса прокладки.
Перед началом строительных работ необходимо проверить подготовку трассы. За проведением всех строительных работ должен осуществляться постоянный контроль, так как ошибки проекта или плохой подготовки трасс трудно исправлять непосредственно в полевых условиях.
Обязательной является планировка трассы перед прокладкой ОК бульдозером. Подъемы и уклоны трассы не должны превышать 30′. В сложных грунтах необходима предварительная пропорка грунта для обнаружения скрытых препятствий, которые могли бы повредить кабель. Грунт на таких участках разрабатывается с помощью бурильных и взрывных работ, машин и механизмов для разработки траншей и т.п.
Способы прокладки кабеля в грунте чередуются в зависимости от условий прокладки. На отдельных участках трасс предварительно может укладываться жесткий защитный трубопровод, в который затем затягиваются ОК. Для выбора способа прокладки может потребоваться исследование грунта.
Прокладку кабеля рекомендуется выполнять под постоянным контролем, осуществляемым по результатам измерения затухания ОВ кабеля с помощью оптического тестера, оптического рефлектометра или других аналогичных средств измерения. Для обеспечения постоянного оп тического контроля строительной длины ОК освобождают закрепленный на щеке барабана верхний и нижний концы кабеля, разделывают их и подготавливают к сварке шлейфа.
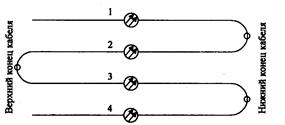
Рис. 6.15. Схема соединения волокон ОК (шлейфа) для постоянного оптического контроля при прокладке
Схема шлейфа для кабеля, включающего четыре ОВ, показана на рис. 6.15. Сварка ОВ производится с помощью сварочного устройства. Место сварки защищают гильзой ГЗС или другим способом. Волокна укладывают и крепят к центральному силовому элементу. На концы кабеля укладывают полиэтиленовые пакеты и закрепляют их. Нижний конец кабеля выкладывают на внешней стороне щеки барабана и закрепляют металлическими пластинами. Верхний конец закрепляют металлическим желобом на внутренней стороне щеки барабана. После этого барабан зашивают и отправляют на трассу. На загородных участках при отсутствии посторонних подземных сооружений кабели прокладывают в грунт механизированным способом с помощью кабелеукладчика.
Кабельные переходы на пересечениях с железными и шоссейными дорогами, трубопроводами и другими коммуникациями оборудуются методом скрытой прокладки без прекращения движения транспорта. Кабели на переходах прокладывают в трубах, закладываемых в скважины.
Работу по устройству скважин допускается выполнять только при наличии рабочих чертежей и в присутствии представителей дороги, под которой устраивается скважина. Скважины нельзя устраивать под железнодорожными путями на криволинейных участках (поворотах) или под стрелками. Скважины длиной до 40 м и диаметром 130-300 мм устраивают, как правило, с помощью пневмопробойников ИП-4603 (с обратным ходом) или ИП-4601, работающих от компрессорной установки ЗИФ-55. Для продавливания скважин длиной до 50 м в непесчаных и до 20 м в песчаных грунтах может быть использован гидропресс БГ-3. Он позволяет получить скважины диаметром 130-200 мм с расширителем и 50 мм без расширителя. При больших объемах работ используется комплексная машина для продавливания грунта марки КМ-143М, собранная на базе автомобиля ГАЗ-63А и оснащенная гидропрессом БГ-3[9]. Для подготовки скважин при скрытой прокладке может использоваться и другое зарубежное сертифицированное оборудование.
Возможна прокладка труб через железные и шоссейные дороги и открытым способом. Прокладка труб под препятствиями, как правило, проводится до начала прокладки кабеля в районе пересечения. Отдается предпочтение таким способам, при которых не требуется разрезать ОК. При подходе кабелеукладчика к подземному препятствию ОК сматывают с барабана и укладывают «восьмеркой». Затем протягивают кабель под препятствием в заготовленную трубу, снова наматывают на барабан, заряжают в кассету кабелеукладчика и продолжают прокладку.
Если под препятствием труба не прокладывается, то сначала под препятствием откапывают котлован, барабан снимают с кабелеукладчика и, освободив кабель от разборной кассеты, устанавливают на козлы перед препятствием. Кабелеукладчик перемещают за препятствие, опускают нож в котлован, заправляют предварительно протянутый под препятствием ОК в кассету и продолжают прокладку. Для предохранения кабеля от перегибов под препятствием устанавливают кабельное колено или ролики. При этом необходимо обеспечивать свободную подачу кабеля с барабана, установленного на козлах, и подтяжку кабеля, проходящего по поверхности земли.
Трассы подземных кабелей на загородных участках отмечают железобетонными заметными столбиками или другими приспособлениями. Столбики устанавливают в местах расположения муфт, на поворотах трассы, на ее пересечениях с водными преградами, дорогами и подземными сооружениями. Столбики размещают на расстоянии 0,1 м от кабеля или муфты со стороны поля.
Заглубление кабеля проводят в тех случаях, где глубина его залегания меньше установленной нормы. Кабель открывают на всем участке заглубления и дополнительно на 2—3 м с каждой стороны (для обеспечения его слабины). Затем вдоль открытого кабеля откапывают траншею на установленную глубину и перекладывают в нее кабель.
Извлечение кабеля из земли производят при замене поврежденного участка или упразднении линии. При замене кабеля откапывают и демонтируют муфты, ограничивающие заменяемый участок. На концах рабочего кабеля выполняют оконечные заделки. Определяют трассу заменяемого кабеля (например, кабелеискателем при подключении генератора к экрану кабеля в пластмассовой оболочке) и намечают ее на местности колышками, канавками или другими отметками. На концах заменяемого кабеля выполняют оконечные заделки. Затем кабель откапывают и наматывают на барабан, который перевозят по трассе на транспортере или в кузове автомобиля. Если барабан установлен на земле на козлах, то кабель перекладывают со дна траншеи на бровку, поднимают и по мере намотки подносят к барабану.
6.2.4. Прокладка ОК через водные преграды
Способы прокладки речных подводных ОК зависят от характера водоема, ширины, глубины, наличия судоходства, времени прокладки, массы кабеля и имеющихся в распоряжении технических средств прокладки. Кабель может быть проложен по мостам, либо в водоем с помощью кабелеукладчика или плавучих средств (баржа, баркас, плот, лодка и т.д.)
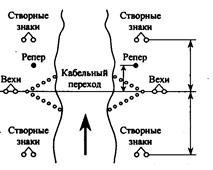
Рис. 6.16. Трассы подводного перехода
Трасса кабельного перехода располагается по возможности на прямолинейных участках реки с неразмываемым руслом, отлогими, не подверженными разрушениям берегами, с наименьшей шириной поймы. Для предохранения кабеля от заторов льда переход через судоходные и сплавные реки, как правило, размещается ниже (по течению реки) магистральных автомобильных и железнодорожных мостов.
Перед началом работ проводят разбивку трассы. Трассы подводного перехода обозначают реперами (рис. 6.16). В необходимых случаях перед прокладкой проводится водолазное обследование трассы кабельного перехода. Для защиты от повреждений якорями речного транспорта, при ледоходе движущимися массами льда, затонувшими бревнами, камнями, при чистке и углублении водоемов и т.п. кабели заглубляются в дно.
ОК на размываемых берегах, имеющих уклон более 30о, на подъемах и спусках прокладывается вручную зигзагообразно (змейкой) с отклонением от оси направления прокладки на 1,5 м на участке длиной 5 м. На крутых берегах и в скальных грунтах вырубают штробу. В скальных грунтах кабель прокладывают на песчаной подушке с толщиной верхнего и нижнего слоев не менее 15 см [2].
Опыт прокладки традиционных электрических кабелей связи через горные и сплавные реки показывает, что существующая технология (устройство вантовых переходов, значительное заглубление в дно рек с проведением дополнительных мер защиты) применима лишь для высокопрочных конструкций ОК. Прокладка ОК без металлических элементов через отдельные водные преграды вызывает определенные трудности. Например, при небольших перемещениях донных грунтов кабель может всплыть. При сильном течении кабель находится под дополнительной нагрузкой и нужно контролировать, чтобы уровень этой нагрузки не превысил допустимый. Поэтому кабель рекомендуется прокладывать в защитном трубопроводе, заглубленном в дно. Полиэтиленовые трубы, а на опасных участках стальные трубы, могут прокладываться (как подземный кабель) на глубине до 1,2 м.
Прокладка кабелей через водные преграды осуществляется, как правило, по мостам. Если подход к мосту существенно увеличивает протяженность трассы или мост имеет разводную часть, то оборудуют подводные переходы. Через узкие водоемы кабели прокладывают в трубах или делают воздушно-кабельные переходы.
По мостам кабели прокладывают в специальных каналах. При отсутствии каналов кабели прокладываются в асбестоцементных или стальных трубах (рис. 6.17 а). Их располагают так, чтобы они не мешали движению транспорта и пешеходов и не подвергались прямому действию солнечных лучей. Трубы должны иметь уклон от середины моста к его концам. Наиболее часто трубы располагаются под фермами мостов или сбоку. По обе стороны от моста трубы заглубляют в грунт до уровня прокладки подземного кабеля. Открытая прокладка кабелей по мостам не допускается. Для защиты ОК в трубах или специальных каналах от вредного действия вибрации применяется рессорная подвеска кабеля (рис. 6.17 б).
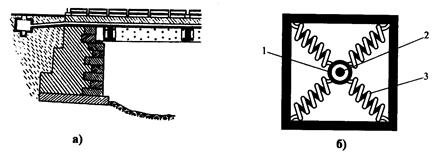
Рис. 6.17. Прокладка кабеля:
а — под пешеходной частью моста; б- рессорная подвеска кабеля;
1- труба; 2- кабель; 3- рессора
На подводных переходах через крупные реки применяют кабели с круглой проволочной броней. На подводных участках магистральных линий ГТС прокладывают два рабочих кабеля. Емкость каждого из них должна соответствовать половине числа ОВ подземного кабеля. В городах на набережных трубопроводы канализации вводят в береговые колодцы, от которых до выхода в воду закладывают стальные трубы. Они должны заходить в подводную часть перехода на 3 м и заглубляться на 1 м, считая от наинизшего уровня воды [9].
При прокладке магистральных ОК первичной сети на переходах через внутренние водные пути — судоходные и сплавные реки, водохранилища — осуществляется так же резервирование кабельного перехода путем прокладки кабелей по двум створам (верхнему и нижнему), расположенным на расстоянии не менее 300 м друг от друга. При наличии на трассе мостов автомобильных дорог общегосударственного значения допускается прокладка одного из кабелей по мосту. В основном и резервном кабелях включается по 50 % ОВ.
Если невозможна бестраншейная прокладка, кабели на переходах через водные преграды прокладываются в предварительно разработанные подводные траншеи. На судоходных реках подводные траншеи в русле при глубине до 0.8 м можно разрабатывать экскаваторами. При больших глубинах экскаваторы устанавливают на понтонах, перемещаемых по створу перехода с помощью тросов лебедками [2].
Весьма эффективным и простым средством разработки траншей для прокладки ОК являются гидромониторы, с помощью которых водолазами размывается грунт. Гидромониторы используются для размывания траншей глубиной до 2 м на водных преградах глубиной 8… 12 м.
Разработанные на заданную глубину подводные траншеи должны приниматься по акту комиссией. Акт приемки готовой траншеи является единственным документом, разрешающим прокладку кабелей на водных переходах.
На переходах через мелкие несудоходные водоемы глубиной до 3 м, шириной не более 40 м, со скоростью течения не более 1,5 м/с без лесосплава прокладывают бронированные кабели тех марок, которые используют на данной подземной линии. В остальных случаях через водные преграды прокладываются кабели с круглой проволочной броней. Место соединения подводного кабеля с подземным располагают в незатопляемой части на расстоянии 30 м от воды.
Через узкие водоемы (каналы, арыки и т.д.) шириной до 1,5 — 2,0 м кабели прокладывают в стальных трубах или на глубину, определяемую проектом. По действующим нормам прокладка ОК через судоходные реки, сплавные и несудоходные реки шириной до 300 м, глубиной до 6 м со скоростью течения до 1,5 м/с при ровном рельефе дна может осуществляться с помощью прицепного ножевого кабелеукладчика колонной тракторов. Другими словами кабелеукладчики рекомендуется применять только на мелководье, так как на больших глубинах нельзя проконтролировать процесс прокладки кабеля. Грунты при этом не должны быть выше III категории.
6.2.5. Подвеска кабелей на опорах воздушных линий и стойках
Требования к сооружениям и технологии подвески ОК на несущих тросах по столбам и стоечным опорам на крышах зданий, а также к самонесущим кабелям не отличаются от установленных требований для электрических кабелей связи.
Для воздушной подвески используют полностью диэлектрические ОК, прикрепляемые к имеющимся воздушным линиям связи тросом; ОК с самонесущим тросом, либо самонесущие ОК. При подвеске следует учитывать прочность ОК при растяжении, длину пролета, стрелу провеса, механическую нагрузку (статическую и динамическую), колебания температуры, конструкцию опоры, способ натяжения ОК, конструкцию крепления к несущему тросу (если трос не встроен в кабель), защиту от грызунов, заземление, величину натяжения ОК при прокладке, способ выравнивания стрелы провеса, изменение натяжения ОК.
Несущий трос (отдельный или встроенный в кабель) должен обеспечивать минимальный радиус изгиба ОК и ограничивать оказываемую на него нагрузку.
Подвеска кабелей, содержащих стальной трос, производится после установки консолей на всех опорах. Барабан с кабелем устанавливают на транспортере или в кузове автомобиля на козлах. На конце строительной длины трос отделяют от кабеля и крепят к опоре оконечной вязкой. Барабан с кабелем везут по трассе, разматывают и поднимают на ролики, закрепленные на консолях (рис. 6.18). После размотки кабеля на длине пяти — шести пролетов кабель поверх пластмассового покрытия троса захватывают зажимом и натягивают блоками или лебедкой, укрепленными к опоре. Кабель вынимают из роликов и последовательно крепят в консолях на всех промежуточных опорах, начиная от опоры, смежной с той, на которой выполнена оконечная вязка троса. При этом обеспечивают требуемые стрелы провеса троса в пролетах. После закрепления кабеля в консолях на первом участке, его разматывают на втором и всех последующих.
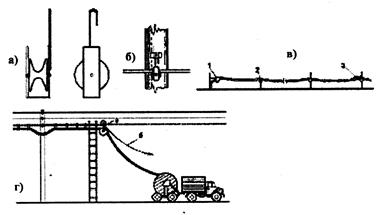
Рис. 6.18. Подвеска кабеля:
а-ролик; б-положение ролика на опоре; в-кабель, поднятый на ролики; г-подъем кабеля двойным роликом;
1-оконечное крепление; 2-ролик; 3-блоки; 4-двойной ролик; 5-тяговый канат
Подвеска кабеля, не содержащего в своей конструкции троса, производится после подвески троса или проволоки. Трос разматывают и подвешивают в той же последовательности, но по участкам в восемь — десять пролетов. Кабель крепят к тросу с земли, для чего канат после подвески и регулировки стрел провеса опускают с консолей на участках по пять — шесть пролетов. Кроме тогo, кабель может быть поднят к канату с помощью двойного ролика или каретки и закреплен подвесами с лестницы. Установка подвесов выполняется таким образом, чтобы они плотно обжимали кабель и свободно висели на тросе. Подвесы закрепляют металлическими поясками.
На стоечных линиях ГТС также возможна подвеска ОК. Если кабель подвешивают индивидуально, то в качестве опор применяют не стойки, а вводные трубы. Подвеска кабелей производится так же, как на воздушных линиях.
Несущие канаты заземляют на оконечных опорах, а также на промежуточных — в населенных пунктах через каждые 250 м, а вне населенных пунктов — через 2 км. Провод заземления соединяют с тросом зажимом. Величины сопротивления заземления нормируются в зависимости от удельного сопротивления грунта (ГОСТ 464 — 68).
При замене подвесных кабелей первоначально намечают места обрезки кабелей. Их выбирают около опор и отмечают проволочными бандажами. Трос опускают с консолей на таком участке, чтобы все работы можно было проводить с земли. Предварительно на опускаемом участке отключают от троса провода заземления. Кабель перерезают по проволочным отметкам. Если кабель подвешен к тросу, то подвесы поочередно снимают и укладывают кабель на земле. Затем заменяемый кабель наматывают на барабан. Новый кабель прокладывают на земле под тросом, крепят к нему подвесами и монтируют с концами рабочего кабеля. Трос на опущенном участке поднимают и крепят в консолях, после чего к нему присоединяют провода заземления.
Если трос нельзя опустить, то работы производят с лестниц. На недоступных участках или стоечных линиях кабель с обеих сторон заменяемого участка перерезают. К одному из концов кабеля привязывают веревку. С другой стороны заменяемого участка кабель вытягивают к опоре, поочередно снимая подвесы, опускают кабель на землю или крышу здания и выкладывают кольцами. Если подвесы тормозят движение кабеля и набегают друг на друга, то тяжением за веревку кабель несколько перемещают назад, а затем продолжают вытягивать к опоре.
Для подвески ОК на линиях электропередач используют кабели без металлических элементов, подвешиваемые на опорах ЛЭП; самонесущие без металлических элементов, подвешиваемые традиционным способом; встроенные в грозозащитный трос. Пролет между опорами линий электропередач, на которых монтируется ОК, должен быть, как правило, не более 400м, при этом необходимо обеспечить требуемый габарит подвески от земли. Прочность заделки кабеля в зажиме должна быть не менее 34 кН. Такие требования к креплению ОК могут успешно выполнить спиральные зажимы, которые навиваются на кабель. В случае приложения нагрузки зажим равномерно на значительной площади соприкосновения при малом удельном давлении обжимает кабель без деформации. Спиральные зажимы просты в монтаже и при малых затратах времени на их установку обеспечивают гарантированное качество крепления.
Крепления ОК на промежуточных опорах осуществляется поддерживающими, а на анкерно-угловых опорах натяжными зажимами (рис. 6.19.).
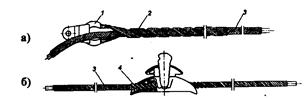
Рис. 6.19. Зажимы для крепления ОК на опорах линий электропередачи:
а-натяжной; б-поддерживающий;
1-коуш; 2-зажим; 3-протектор; 4-амортизатор
Оптические кабели типа OPGW, встроенные в грозозащитный трос (Optical fiber composite ground wire), используются для подвески на опорах ЛЭП напряжением от 330 до 750 кВ. Наличие грозозащитного слоя обеспечивает механическую прочность кабеля, а также позволяет избежать мешающего влияния электрического поля.
Известен также способ подвески ОК типа GWWOP (Ground wire wrapped optical fiber cable) путем навивки его на грозотрос или один из проводов ЛЭП. Однако при этом способе кабель должен выдерживать увеличение температуры несущего проводника, а также значительно увеличивается нагрузка на опоры при образовании гололеда и больших напорах ветра за счет увеличения поверхности провода или троса. Подвеска этим способом осуществляется установкой, состоящей из тяговой и обмоточной машин (рис. 6.20). Скорость подвески навивных ОК с помощью этой установки составляет 25 м/мин [7].
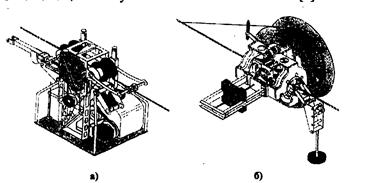
Рис. 6.20. Машины для подвески навивных ОК:
а — тяговая, б — обмоточная
6.3. Оптические соединители, конструкции муфт ОК и особенности их монтажа
6.3.1. Потери при соединении волокон
Для соединения различных частей оптических телекоммуникационных систем производят в основном кабели стандартной длины, например 2, 4, 6 км. Для информационных систем всегда существует необходимость соединения строительных длин кабеля между собой, так как только на коротких участках длиной 2 — 6 км можно использовать одну строительную длину кабеля. ВОЛС большой длины состоят из некоторого количества строительных длин по 2-6 км каждая, которые могут соединяться между собой различными способами [10]:
- постоянные соединения — это сварные соединения, используемые в основном для соединения волокон в сетях большой протяженности, и механические соединения, преимущественно используемые в сетях локальной инсталляции;
- полупостоянные соединения, преимущественно используемые в сетях, где абоненты перемещают оборудование или, где вся сеть постоянно перестраивается, т.е. в локальных сетях LAN, а также при установлении временных соединений во время организации кабельных вставок во время аварий на магистральных и соединительных ВОЛС.
Разъемный соединитель (разъем, коннектор) — устройство для подключения волокна к источнику, детектору или к другому волокну. В его конструкции заложена возможность многократного подключения и отключения волокна. Неразъемный соединитель (сплайс,«сварка») предназначен для постоянного соединения одного волокна с другим. Некоторые производители предлагают многоразовые сплайсы, позволяющие разрывать соединение или переконфигурировать волоконную цепь.
Ключевым моментом волоконно-оптического соединения является точное размещение сердцевин ОВ (или несущих свет областей в одномодовом волокне) для обеспечения максимально полной передачи света от одного волокна к другому. При этом необязателен непосредственный контакт между волокнами. Условие точного размещения тонких волокон (одно относительно другого) ставит перед производителями соединителей сложную задачу. Например, при соединении двух ОВ с диаметром оболочки 125 мкм их юстировку в процессе сварки выполняют с точностью в несколько тысячных миллиметра и даже лучше. Поэтому требования, предъявляемые к соединителям и коннекторам, могут быть сформулированы в виде:
- установка соединителей должна приводить к небольшим потерям оптической мощности на соединении;
- соединители должны легко и быстро устанавливаться, не требуя дорогостоящего оборудования или длительного обучения персонала;
- разъем должен гарантировать многократное подключение и отключения без каких-либо изменений уровня потерь;
- потери должны быть регламентированы вне зависимости от времени установки соединителя;
- цена соединителей и оборудования для их установки должна быть невысокой.
Исходя из этих факторов, техника соединения методом сварки используется, в основном, на сетях большой протяженности, где требования к качеству соединения и его затуханию особенно строги. Механические соединители используются, как правило, при прокладке оптического кабеля внутри помещений. Безусловно, потери, вносимые сварным соединением, значительно меньше, нежели при механическом соединении, а дорогой коннектор обладает меньшим затуханием, чем дешевый.
Согласно накопленного опыта [10] требования к потерям на соединителе следующие:
- 0,2 дБ и менее для телекоммуникационных систем или для дальних линий связи;
- 0,3-1 дБ для соединителей, используемых в контуре внутри здания: для локальных сетей или линий управления производством;
- 1-3 дБ для соединителей в системах, где такого рода потери приемлемы и основным соображением выступает низкая стоимость. В таких системах, как правило, используется пластиковое волокно.
Как известно, существуют три причины возникновения потерь в волоконно-оптическом соединении:
- внутренние причины, связанные с нестабильностью параметров самого волокна;
- внешние причины, связанные непосредственно с соединителем;
- системный фактор, отражающий параметры системы в целом.
Внутренние причины. Рассматривая соединение одного волокна с другим исходят из того, что оба волокна идентичны. Однако обычно это не так. Производство волокон оставляет некоторые допуски на воспроизводимость их параметров, варьирующихся в установленных пределах вблизи номинальных (специфицированных) значений. Потери в волокне обусловлены различием: диаметров модового поля, числовых апертур, диаметров сердцевины, диаметров оболочек, некруглостью сердцевины и/или оболочки; неконцентричностью сердцевины/оболочки.
На рис. 6.21 схематически представлены вариации параметров волокон, наиболее важных с точки зрения их влияния на потери.
Если диаметр сердцевины передающего волокна отличается от диаметра сердцевины приемного волокна, диаметр модового поля тоже будет шире или уже. В этом случае затухание сигнала изменяется в обоих направлениях, и определяется опытным путем с помощью рефлектометра при прохождении сигнала в одном из направлений. Соединение волокон с различными диаметрами модового поля дают неожиданные результаты в затухании сигнала (рис. 6.21 а).
Если передающее волокно имеет большую числовую апертуру, чем приемное волокно, то возникают потери. Свет будет излучаться в оболочку приемного волокна (рис 6.21 б). Когда NAпер, передающего волокна больше, чем NAприем приемного волокна, потери можно рассчитать по формуле [10]:
 . (6.8)
. (6.8)
Когда диаметр сердцевины передающего волокна больше, чем диаметр сердцевины приемного волокна, будут происходить потери, обусловленные тем, что некоторое количество света из передающего волокна вытекает в оболочку приемного волокна. Различие в диаметрах сердцевин также влияет на диаметр модового поля (рис. 6.21 в). Потери, обусловленные различием диаметров сердцевин соединяемых волокон, рассчитываются по формуле:
 . (6.9)
. (6.9)
При производстве волокна допуски на диаметр оболочки составляют ±2 мкм. Это означает, что волокно с диаметром 123 мкм может соединяться с волокном диаметром 127 мкм. При соединении методом сварки вязкость расплава обеспечивает относительно правильно съюстированные друг относительно друга волокна, но при механическом или полупостоянном соединении эти различия могут дать значительное возрастание потерь, особенно для одномодовых волокон (рис. 6.21 г). Особо большие потери возникают при соединении волокон с максимально большим различием диаметров оболочек. Для волокон с допуском 125±2 мкм максимальные потери составляют 1,4 дБ. Если допуск является ниже 125±1 мкм, максимальные потери снижаются до 0,7 дБ. Если кабели, содержащие одномодовые оптические волокна, оконцованны коннекторами, волокна и коннекторы должны быть очень точно съюстированны друг с другом, чтобы снизить потери из-за различия диаметров оболочек.
Рис. 6.21. Схематически представленные вариации параметров соединяемых волокон, наиболее важных с точки зрения их влияния на потери
Некруглость сердцевины и оболочки могут оказывать такое же влияние, как и различие в диаметре сердцевины. Это влияние особенно очевидно в полупостоянных соединителях, где коннектор не имеет направляющих пазов, например SMA коннектор. В результате некруглость приведет к потерям во время каждого соединения (рис. 6.21 д).
Сердцевина волокна должна размещаться прямо в центре волокна. Неконцентричность приведет к потерям в соединении (рис. 6.21 е).
Внешние причины. Сами соединители также привносят определенные потери в соединение. Если центральные оси двух волокон недостаточно точно совмещены, потери возникают даже при отсутствии вариаций характеристик волокон.
Четыре основные причины возникновения потерь в соединителе, которые необходимо контролировать, это радиальное смещение, продольное смещение, угловое рассогласование ориентации осей, гладкость поверхности скола.
Радиальное смещение. Волокно в соединителе должно размещаться вдоль его центральной оси. Если центральная ось одного волокна не совпадает с центральной осью другого, то неизбежно возникновение потерь. Зависимость потерь от отношения абсолютной величины смещения L к диаметру волокна 2a представлена на графике рис. 6.22. Из графика видно, что относительное смещение в 10 % приводит к потерям на уровне 0,5 дБ. Для волокна с диаметром сердцевины 50 мкм относительное смещение в 10 % означает реальное смещение на уровне в 5 мкм, что, в свою очередь, соответствует смещению в каждом соединителе на 2,5 мкм. Очевидно, что контроль бокового смещения особенно затруднен в волокнах малого диаметра. Производители соединителей стремятся ограничить смещение до уровня менее 5 % от диаметра ядра.
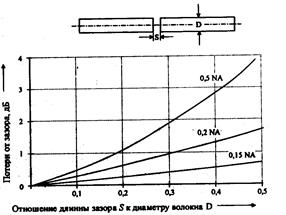
Рис. 6.22. Потери от бокового смещения волокон
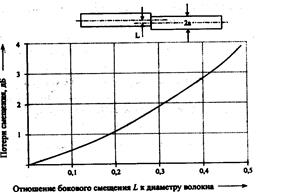
Рис. 6.23. Потери от зазора между сколами
Продольное смещение. Соединение двух волокон, разделенных небольшим зазором, подвержено двум видам потерь (рис. 6.23). Первый — это френелевское отражение, связанное с разнитей показателей преломления волокон и среды в зазоре (обычно воздуха). Френелевское отражение происходит как на выходе из первого волокна, так и на входе во второе волокно. В стеклянных волокнах, разделенных воздушным зазором, потери от френелевского отражения составляют около 0,34 дБ. Френелевские потери могут быть существенно снижены при использовании в зазоре жидкости с согласованным показателем преломления. Такая жидкость представляет собой либо оптически прозрачную среду, либо гель, имеющий показатель преломления, близкий к показателю преломления стекла.
Второй вид потерь в многомодовых волокнах связан с потерей мод высокого порядка при прохождении светом зазора и на входе в сердцевину второго волокна. Свет, выходящий из первого волокна, распространяется в некотором конусе. Величина потерь, связанных с этим эффектом, зависит от величины NA волокон. Волокно с большим значением NA не допускает столь большого зазора между волокнами при том же уровне потерь, что волокно с меньшим значением NA.
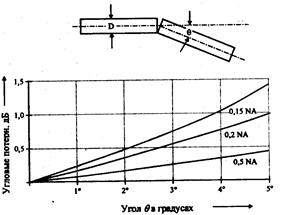
Рис. 6.24. Потери от углового рассогласования ориентаций осей
Для уменьшения потерь волокна следует соединять вплотную. В большинстве неразъемных соединителей волокна действительно устанавливаются вплотную. В разъемах иногда нужен небольшой зазор для предотвращения появления царапин на сколе при подключении. Волокна, прижатые друг к другу с большим усилием при подключении соединителя, могут даже потрескаться. Поэтому некоторые соединители сконструированы таким образом, чтобы был небольшой зазор между волокнами, в других используется фиксированное прижимающее давление для мягкого контакта волокон, исключающего появление повреждений. Физический контакт волокон часто необходим для регулирования обратных, отражений, которые обсуждаются ниже в этой главе.
Угловое рассогласование ориентации осей. Сколы обработанных волокон должны быть перпендикулярны осям волокон и параллельны друг другу при соединении. Потери (рис. 6.24) связаны с угловым рассогласованием ориентации волокон относительно друг друга. Снова, как и ранее, уровень потерь определяется NA волокон. Влияние NA в данном случае противоположно эффекту наличия зазора между волокнами. Большее значение NA допускает большее угловое рассогласование для ограничения потерь на том же уровне, что и при меньшем значении апертуры.
При правильном использовании соединителя угловое рассогласование ориентации практически исключается, так что связанные с этим эффектом потери существенно меньше потерь, связанных с боковым смещением. При скалывании волокна и полировке стекла контролируется перпендикулярность поверхности по отношению к оси волокна.
Гладкость поверхности скола. Поверхность скола должна быть гладкой и не содержать трещин, выбоин и заусениц (рис. 6.25). Неровная поверхность разрушает геометрическую картину световых лучей и рассеивает их, что затрудняет ввод лучей во второе волокно [10].
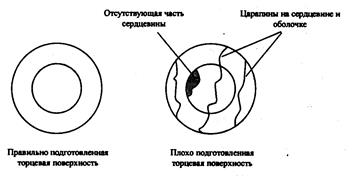
Рис. 6.25. Возможные поверхности скола ОВ
Потери в системе. Потери, возникающие в соединении, могут быть связаны не только с волокном или соединителем, но и непосредственно с системой. Первоначально волокно может быть переполнено или полностью насыщено излучением источника света, при этом свет переносится также в модах оптической оболочки и в модах высокого порядка. С расстоянием эти моды будут покидать систему. При достижении равновесного модового состава волокно со сглаженным профилем показателя преломления имеет меньшее значение NA и меньшую активную площадь сердцевины, используемую для переноса света.
Рассмотрим соединитель, подключенный к источнику [1]. Волокно на передающей стороне соединителя может быть переполнено модами. Большая часть энергии света, находящегося в модах оптической оболочки и модах высокого порядка, не попадает во второе волокно, хотя и присутствует в соединении. В условиях равновесного модового состава свет в таких модах отсутствует, поэтому энергия заключенного света не теряется в соединении.
Рассмотрим принимающую часть волокна. Некоторая порция света после прохождения соединения волокон оказывается в модах оптической оболочки и в модах высокого порядка принимающего волокна. Если измерить принимаемую оптическую мощность на небольшом расстоянии от соединения, то эти моды еще присутствуют в общем потоке. На некотором расстоянии от соединения они теряются, так что их присутствие является временным.
Аналогичные эффекты наблюдаются, если точка соединения находится далеко от источника и в ней уже достигнуто состояние равновесного модового состава. Поскольку активная площадь волокна со сглаженным профилем уже уменьшена, боковое смещение не оказывает существенного влияния, особенно когда принимающее волокно имеет ограниченную длину. Свет снова переносится в модах высокого порядка и в модах оптической оболочки. Данные моды теряются в протяженном принимающем волокне.
Итак, передаточная характеристика соединителя зависит от модовых условий и положения соединителя в системе (состояние отдельной моды изменяется вдоль волокна). Проводя оценку затухания волоконно-оптического соединителя, надо принимать во внимание условия по обе стороны соединения. Существует четыре различных условия [1]:
- короткий передающий сегмент, короткий принимающий;
- короткий передающий сегмент, длинный принимающий;
- длинный передающий сегмент, короткий принимающий;
- оба сегмента длинные.
При заданных постоянных параметрах передаточная характеристика соединителя зависит от условий испускания и приема света. Например, в серии измерений, проведенных с одним соединителем при большой длине передающей части волокна, потери составляли 0,4 — 0,5 дБ, при небольшой длине 1,3 — 1,4 дБ. Таким образом, разница в 1 дБ может возникать из-за различия в условиях приема света.
Величина потерь в соединении многомодовых ОВ определяется [11] из выражению вида:
![]() , (6.10)
, (6.10)
где αd — потери, обусловленные разницей в диаметрах сердцевины d1 и d2 соединяемых волокон (6.9); αNA — потери, обусловленные разницей числовых апертур волокон (6.8); αC –потери, обусловленные поперечным радиальным смещением L осей волокон; αθ — потери, обусловленные угловым смещением ОВ; αF— потери, обусловленные несогласованием показателей преломления — френелевскими потерями.
Потери αC, αθ определяются выражениями вида [11]:
![]() , (6.11)
, (6.11)
![]() , (6.12)
, (6.12)
где Вθ — коэффициент передачи соединения для многомодовых ОВ.
При ступенчатом и градиентном ППП этот коэффициент определяется выражениями вида:
![]() , (6.13)
, (6.13)
![]() , (6.14)
, (6.14)
где к=п1/п0и Δ=(п1-п2)/п1; п0— показатель преломления воздуха.
Потери, обусловленные френелевским рассеянием, определяются выражением вида:
 , (6.15)
, (6.15)
Величина потерь в соединении одномодовых ОВ определяется [11] по выражению вида:
![]() , (6.16)
, (6.16)
где αW – потери, обусловленные несогласованностью диаметров модовых полей волокон.
Эти потери могут быть определены по выражению вида [11]:
 , (6.17)
, (6.17)
где w1 и w2 — диаметр модового поля первого и второго ОВ, соответственно.
Величина wi может быть приближенно определена при Гауссовом распределении поля по выражению:
 (6.18)
(6.18)
Потери αС и αθ могут быть определены из выражений:
 , (6.19)
, (6.19)
 , (6.20)
, (6.20)
Не все факторы одинаково влияют на потери в соединениях при разных типах ОВ и соединителей [11]. Для многомодовых ОВ с градиентным ППП наиболее значимыми являются факторы, определяемые разницей диаметров сердцевин и разницей числовых апертур волокон, радиальным смещением и непараллельностью осей ОВ.
Для одномодовых ОВ по важности влияния на суммарную величину потерь в соединении следует отметить поперечное и угловое смещения осей, деформацию сердцевины, несогласованность размеров модовых полей ОВ.
6.3.2. Подготовка ОВ к сращиванию
Процесс подготовки ОВ к сращиванию включает снятие первичного защитно-упрочняющего покрытия волокна, скалывание для получения хорошо обработанной торцевой поверхности волокна, обтирку зачищенных концов мягким материалом, пропитанным растворителем (спиртом).
В настоящее время часто используются ОВ с эпоксиакрилатным первичным защитно-упрочняющим покрытием. Такое покрытие может быть удалено либо механическим, либо химическим способом.
Для удаления эпоксиакрилатного покрытия механическим способом используется инструмент, основным рабочим элементом которого служат стальные лезвия толщиной 0,3 мм. Защитное покрытие желательно удалять за один проход, при этом повреждение поверхности световода должно быть минимальным. Необходимо тщательно подобрать усилие зачистки, что требует приобретения навыков и постоянной тренировки. Механический способ удаления покрытия уменьшает прочность сварного соединения примерно на 10 %. Надрезание покрытия и последующее его стягивание вызывают на поверхности ОВ миниатюрные повреждения вследствие фрикционных сил. Зачищенное ОВ закрепляют в держателях сварочного аппарата, что также повреждает его поверхность.
Наиболее удобным, исключающим указанные дефекты, является химический способ снятия эпоксиакрилатного покрытия с помощью подогретого до определенной температуры растворителя. Для этой цели целесообразно использовать специальное нагревательное устройство типа УН-1. Конец ОВ погружают в подогретый растворитель (например, ацетон) и выдерживают в течение некоторого времени (как правило, около 20 … 25 с). Покрытие разбухает, отстает от поверхности световода и легко снимается чистой мягкой ветошью.
Оптимальные режимы для снятия эпоксиакрилатного покрытия с помощью различных растворителей [2]приведены в табл. 6.5.
Таблица 6.5. Режимы для снятия эпоксиакрилатного покрытия ОВ
|
Растворитель |
Время выдержки ОВ в растворителе до полного размягчения защитного покрытия, мин., при температуре, оС |
Класс опасности растворителя |
|
|
+24 |
+50 |
||
| Ацетон |
3 |
1 |
4 |
| Муравьиная кислота |
3 |
1 |
2 |
| Дихлорэтан |
– |
1 |
2 |
| Уксусная кислота |
– |
1 |
2 |
| Диметилформамид |
– |
1 |
2 |
| Растворитель 646 |
– |
3 |
– |
| Растворитель 647 |
– |
3 |
– |
Чистота поверхности ОВ перед сваркой играет значительную роль. Нагретый свыше 480оС кварц активно вступает в реакцию с жирами и другими веществами, загрязняющими близлежащую поверхность. Образующаяся стеклянная корка легко растрескивается, что может привести изделие в негодность. Посторонние примеси, частицы на поверхности свариваемого ОВ могут стать центром развития процесса расстекловывания, что снижает прочность места сварки. Плохая очистка (остатки материала защитного покрытия или просто посторонние частицы) служит причиной образования пузырей в месте сварки, включений, что увеличивает вносимые потери на стыке.
С поверхности ОВ желательно также удалить трещины, возникающие при снятии покрытия и уменьшающие прочность места сварки. Это осуществляют либо травлением ОВ в растворе плавиковой кислоты, либо плавлением поверхности волокон при действии высокой температуры. Вследствие указанных выше причин в настоящее время механические способы удаления покрытия ОВ применяются лишь при подготовке концов волокна к производству измерений. При монтаже муфт ОК первичное эпоксиакрилатное покрытие ОВ удаляют химическим способом (в горячем ацетоне).
Для получения хорошо обработанной торцевой поверхности ОВ проводят операцию скалывания: на поверхность световода с удаленным первичным покрытием наносят насечку с последующим приложением к ней растягивающей, изгибающей нагрузок или их комбинации, вызывающих рост трещины и облом световода в данном месте. Существуют механические и электронные устройства скола ОВ.
При монтаже многомодовых ОК используется механический инструмент, позволяющий получить скол ОВ достаточно высокого качества. Образование ровного и перпендикулярного относительно оси скола обеспечивается за счет нанесения резцом надреза на поверхности предварительно напряженного, растянутого и изогнутого ОВ. Резец с определенным углом заточки выполнен в виде стальной пластинки с алмазным напылением или из специального твердого сплава. Инструмент такого типа показан на рис. 6.26.
Инструмент состоит из основания 1, на котором жестко закреплены планка 2 и прикрепленная на ней пластина 3. На конце этой пластины закреплена подложка 4, которая имеет направляющую канавку для укладки ОВ. Прижим 5, прижимаемый пружиной 6, и крышка 9, на которой укреплен резец 7, соединены с основанием 1 посредством оси 8. Крышка 9, прижимом 5 фиксирует волокна в положении зажима.
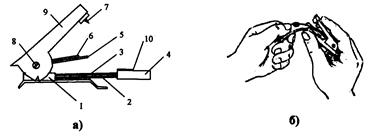
Рис. 6.26. Механический инструмент для скола ОВ:
а — общий вид; б — процесс скола
В ручном полуавтоматическом инструменте для скола ОВ обеспечивается фиксация волокна с удаленным покрытием. При нажатии рычага (кнопки) управления инструмента одновременно с натяжением волокна резцом наносится надрез (насечка) на его поверхности. Растягивающие усилия, прикладываемые к ОВ, и сила удара резца поддерживаются постоянными и регулируются. Смещение резца относительно ОВ после нанесения насечки увеличивает рабочий участок режущей поверхности и срок службы инструмента. Инструмент позволяет стабильно получать удовлетворительные сколы ОВ.
Стабильно высокое качество сколов ОВ при минимальных требованиях к квалификации персонала получают при использовании автоматических устройств — электронных скалывателей. Волокно с удаленным покрытием фиксируется в инструменте. Под действием электронноуправляемого двигателя резец вибрирует с низкой частотой и нарастающей амплитудой, приближаясь к волокну, которое натягивается синхронно с частотой вибрации резца. При нанесении резцом насечки на поверхности волокна под действием растягивающих усилий ОВ обламывается. Электронные скалыватели могут быть использованы как при монтаже, так и при подготовке к измерениям много- и одномодовых кабелей. Скол одномодовых ОВ рекомендуется выполнять только с помощью электронных скалывателей.
В электронных скалывателях фирмы Sumitomo Electric и фирмы Ericsson сколы выполняются без деформацииторцевой поверхности ОВ (рис. 6.27).
6.3.3. Способы сращивания ОВ
Для соединении ОВ кабелей связи применяют сварку ОВ; соединение с помощью механических сростков; склеивание.
Сварку проводят с помощью электрической дуги, кислородно-водородной горелки, хлороводородной горелки, СО-лазера, плазменного генератора. Из всех способов практическое применение при монтаже ОК в процессе строительства и эксплуатации ВОЛС нашел только способ сварки с помощью электрической дуги.
Методы сварки электрической дугой многомодовых ОВ основаны на явлении возникновения сил поверхностного натяжения расплавленного кварца, которые уменьшают имеющееся смещение осей свариваемых волокон. Действие этих сил может регулироваться выбором оптимальных значений и тщательным контролем расстояния между электродами, величины дуги тока, длительности предварительного оплавления торцов ОВ, длины хода сжатия (усилия сдавливания ОВ), времени нагрева при сварке и температуры нагретого ОВ. Возникающих центрирующих усилий вполне хватает, чтобы вносимые в месте сварки многомодовых ОВ потери были незначительными. Как показали исследования, эти потери в месте сварки с надежностью 85 % не превышают 0,1 дБм.
При сварке одномодовых волокон приходится решать сложные инженерные задачи, связанные с необходимостью обеспечения малых значений осевого и углового смещений. Например, осевое смещение свариваемых одномодовых ОВ не должно превышать 0,1 мкм. Жесткий допуск по смещению продольных осей соединяемых одномодовых ОВ обусловлен тем, что силы поверхностного натяжения не могут обеспечить для данного типа волокна с диаметром сердцевины 5…8 мкм точную юстировку. Такие допуски при юстировке одномодовых ОВ не могут быть достигнуты вручную. В комплектах для сварки одномодовых ОВ используются системы автоматической юстировки со специальными микроподвижками, системой контроля качества юстировки и электронным блоком управления. Согласно [10] простая иллюстрация наиболее важных шагов при сварке ОВ представлена на рис. 6.28.
Процесс сварки ОВ в современных сварочных аппаратах может быть представлен следующим образом. Концы волокон устанавливаются друг относительно друга, каждое волокно фиксируется в подвижном V-образном блоке с магнитными зажимами. В большинстве современных сварочных аппаратов весь процесс является автоматическим. С помощью микропроцессора и электронной технологии сканирования концы волокон юстируются друг относительно друга с точностью 1/10000 мм [10]. Эта юстировка также контролирует угол скола и чистоту концов волокна. Концы волокна нагреваются с помощью электрической дуги между двумя точечными электродами и затем соединяются вместе образуя единое соединение.
В процессе сварки берут определенное количество электронных сканированных изображений, с которых можно наблюдать визуально или с помощью математического анализа качество соединения.
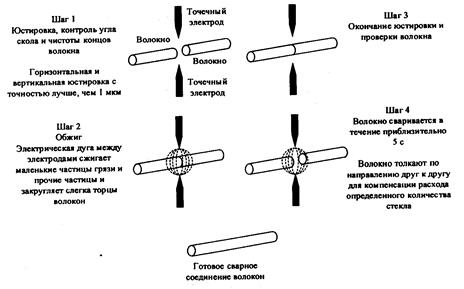
Рис.6.28. Иллюстрация наиболее важных шагов сварного соединения
Места соединения ОВ защищают одним из следующих способов: восстановлением защитного покрытия, заливкой места стыка эпоксидным компаундом и с помощью специальных гильз для защиты соединений световодов.
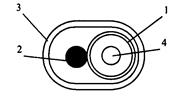
Рис.6.29. Конструкция гильзы для защиты сростка ОВ: 1-трубка из сэвилена; 2-металлический стержень; 3-термоусаживаемая трубка; 4-ОВ
Защитное покрытие восстанавливают, используя материалы с аналогичными свойствами. При этом соблюдают допуски, установленные на покрытия ОВ, а также технологические приемы их нанесения. Сросток ОВ укладывают в пресс-форму, наносят эпоксиакрилатную композицию, обладающую малой усадкой и хорошей адгезией к кварцу. Затем композицию отверждают с помощью ультрафиолетового излучения. Пресс-форма содержит вкладыш из прозрачного для ультрафиолетового излучения материала, в котором сформирован канал для ОВ. За счет этого диаметр восстановленного покрытия и концентричность соответствуют параметрам исходного волокна. В полевых условиях данный способ применять сложно. Для защиты сростка ОВ эпоксидным компаундом используют, как правило, специальные приспособления (ложементы) из металла или пластмассы. Волокно помещают внутрь приспособления и заливают эпоксидной смолой. Ускорение процесса полимеризации компаунда обеспечивается подогревом.
Однако на практике наиболее широко применяется способ защиты сростков ОВ с помощью специальных гильз: ГЗС (гильзы для защиты сростков) или КДЗС (комплект деталей для защиты сростков) [2]. Конструкция ГЗС (рис. 6.29) содержит термоусаживаемую трубку, внутри которой находится несущий металлический стержень диаметром 1,0 мм, и трубку из материала высокой текучести — сэвилена.
Перед сваркой волокон гильзу надевают на один из сращиваемых концов ОВ. После сварки ее надвигают на место сварки и нагревают. В процессе нагрева и усаживания трубки сэвилен расплавляется и уплотняется вокруг ОВ. Несущий металлический элемент надежно защищает ОВ от изгиба внутри термоусаживаемой трубки.
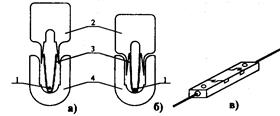
Рис.6.30. Механический сросток типа Fiberlock: а-соединитель при укладке ОВ; б, в-соединитель в собранном виде; 1-волокно; 2-пластмассовая крышка; 3-металлический выравнивающий элемент; 4-пластмассовое основание
Наиболее успешно со сваркой конкурирует способ соединения ОВ с помощью специальных соединителей — механических сростков. Подготовка ОВ в данном случае проводится так же, как и для сварки. Для механического соединения концы подготовленных волокон поочередно укладывают в каналы, образованные выравнивающими элементами устройства, после чего обе половины устройства соединяют, фиксируя ОВ. Под действием давления выравнивающих элементов соединяемые волокна юстируются. Наиболее известны механические сростки типа Fiberlok фирмы ЗМ (США) (рис. 6.30). Потери в таком соединении не превышают 0,1 дБм [12].
Часть механических соединителей реализуется с помощью трубок с прецизионными отверстиями (рис. 6.31). При реализации этого вида соединения ОВ два конца волокна соединяются внутри одной и той же трубки, часто заполненной жидкостью с согласующим показателем преломления. Соединение защищено эпоксидным клеем [10].
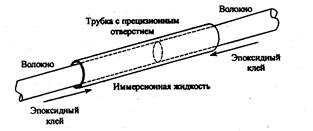
Рис.6.31. Механический соединитель, реализованный на базе трубки с прецизионным отверстием
Еще одним видом механического соединения ОВ является соединение, реализованное на базе трех прутков. Такой соединитель быстро и легко изготавливается и состоит из трех стальных прутов с таким диаметром, что когда пруты лежат продольно друг с другом между ними формируется канал имеющий тот же диаметр, что и соединяемые волокна (рис. 6.32).
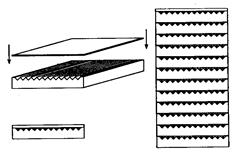
Рис.6.32. Соединитель из трех стальных прутков

Рис.6.33. Метод механического соединения до12 лент с волокнами в соединительной матрице
Термоусаживающаяся трубка держит пруты вместе. После внесения жидкости с согласующим показателем преломления концы волокон вставляются с различных концов в канал, образуя таким образом простое полупостоянное соединение. Соединитель из трех прутов используется в основном для различных измерений, где требуется быстрое соединение с лазером или измерителем мощности. При использовании жидкости с согласующим показателем преломления могут быть получены потери около 0,2 дБ [10].
Большое количество сложных механических соединителей требуется для изготовления соединения кабеля с ленточной укладкой волокон. Общий вид такого соединителя показан на рис. 6.33. Оба конца лент с волокнами зачищаются от первичного и вторичного покрытий. Волокна помещаются друг против друга между двумя силиконовыми пластинками, одна из которых имеет протравленные с большой точностью канавки. Затем две пластинки фиксируются с помощью пружинных зажимов. Волокна соединяются друг с другом и согласующая жидкость вводится в канавки. Несколько таких пластинок могут крепиться одна на другую, образуя таким образом соединительную матрицу для многоволоконного кабеля. До 144 волокон могут быть соединены таким образом [10].
Основной недостаток, ограничивающий применение механических сростков, это чрезвычайно высокие требования, предъявляемые к стабильности геометрических размеров соединяемых с их помощью волокон, в том числе и к диаметру волокна по первичному покрытию. Наибольшее распространение механические сростки находят на одномодовых ВОЛС.
Основным фактором, сдерживающим внедрение соединения ОВ методам склеивания, является отсутствие клея-запоЛнителя с оптическими характеристиками, близкими к кварцу, и способного за короткое время (до 10 мин) обеспечить жесткое фиксирование ОВ в конструкции соединителя. Применяемые в большинстве случаев клеи на основе эпоксидных компаундов, обладающие хорошими оптическими и прочностными характеристиками, имеют время полимеризации 2…24 ч. При повышенной влажности, что характерно для полевых условий, этот процесс еще более замедляется. Известен способ, когда для быстрого протекания реакции полимеризации в эпоксидную смолу марки Э-20 включают добавки алюминиевой пудры (около 5% объема смолы), создают необходимые температурные условия и подвергают сросток ультрафиолетовому излучению. Для этого сросток помещают в специальную камеру [2].
В практике при строительстве и эксплуатации ВОЛС метод склеивания самостоятельно пока не применяется. Волокна склеивают в механических сростках. Потери в таких соединениях составляют менее 0,1 дБм [2].
Совсем другие проблемы возникают в полупостоянных соединителях. Они должны соединяться и разъединяться много раз без увеличения затухания. Это означает, что к ним предъявляются требования на механическую прочность и долговечность и это практически применимо к коннекторам для соединения одномодовых волокон.
Можно сформулировать дополнительные требования к полупостоянным соединителям [10]. Они должны иметь точную концентричность; эффективную защиту против пыли и влаги. Соединение должно выдержать растягивающую нагрузку без увеличения затухания. Соединитель должен легко соединяться с кабелем (даже в случае полевого соединения), а также легко соединяться и разъединяться. Соединение должно быть долговечным.
Сегодня на рынке много различных видов механических соединителей, которые делятся на цилиндрический наконечник; конический наконечник; соединитель с расширенным излучением; коннектор для ленты с волокнами.

Рис.6.33. Метод механического соединения до12 лент с волокнами в соединительной матрице

Рис.6.34. Два соединителя с цилиндрическим наконечником, вмонтированным в соединительную муфту
Наиболее простым и недорогим видом изготовления механического соединителя является изготовление цилиндрического наконечника в виде стального или керамического наконечника. Наконечник одноволоконного оптического кабеля центрируется против наконечника одноволоконного кабеля в цилиндрической втулке (рис. 6.34). Выполнение этого вида механического соединения (некоторые из которых могут быть пригодны в полевых условиях) зависит в большой степени от концентричности отверстия в наконечнике и соединительной втулке. Среднее значение потерь составляет 0,2 — 1 дБ, в зависимости от формы и конечной поверхности (плоская или полусферическая).
Механический соединитель более сложной конструкции имеет конический наконечник. Концы содиняемых наконечников отшлифованы в конической форме для удобства центоовки (рис. 6.35). Соединительная втулка, в которую они вставляются, имеет биконическую форму отверстия. Качество соединения полностью зависит от качества шлифовки концов наконечников. Соединители с таким видом наконечников изготавливаются в заводских условиях. Среднее значение потерь составляет 0,3 дБ.
В соединителе с расширенным излучением свет из передающего волокна расширяется через линзу, создающую поток параллельных лучей света, который имеет большой диаметр (по сравнению с волокном). После соединения лучи направляются снова через линзу в приемном волокне (рис. 6.36). Этот метод используется для соединения военных кабелей в полевых условиях [10]. Преимущества этого метода в том, что соединяемые концы не подвергаются загрязнению как в случае ряда других видов механических соединителей. Обычно несколько волокон соединяются в одном соединителе.

Рис. 6.36. Схематическое изображение соединителя с расширенным излучением
Механический соединитель для ленты с волокнами имеет не цилиндрическую конструкцию. Лента с волокнами может иметь 1,4,8 или более параллельных волокон в первичном покрытии зафиксированных вместе в виде ленты. Поэтому соединитель должен иметь определенное количество отверстий диаметром 125 мкм, расположенных в ряд. Расстояние между отверстиями должно соответствовать расстоянию между волокнами в ленте. Основная конструкция соединителя для ленточной укладки волокон приведена на рис. 6.37 [10].
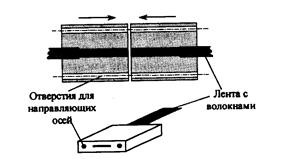
Рис. 6.37. Схематическое изображение соединителя для ленты с восьмью волокнами
6.3.4. Оконцовка волокна
Для стыковки двух ОВ с помощью коннекторов каждое волокно должно иметь на конце соединитель. В большинстве случаев неразъемный соединитель является более простым устройством, чем разъемный соединитель (разъем). Одноразовый (неразъемный) соединитель состоит всего лишь из нескольких частей, сварочный — в простейшем варианте вообще не имеет дополнительных компонент. Волоконно-оптический соединитель должен [1]: закреплять волокно вдоль оптической оси; предохранять волокно; связывать волокно с кабелем. Под этим подразумевается, что кабель, обычно имеющий силовые элементы, также предохраняет волокно от прилагаемого натяжения.
Части оконцованного соединителя связываются друг с другом соединительным патроном (рис. 6.38). Патрон имеет высверленное с высокой точностью отверстие и внешние зажимы для быстрого закрепления частей устройства. Высверленная часть бывает либо чисто металлической, либо содержит пластиковую вставку, обеспечивающую эластичное уплотнение соединителя.
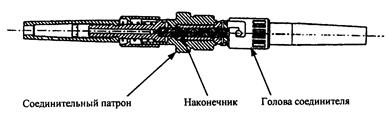
Рис. 6.38. Соединитель
В большинстве соединителей для поддерживания волокна вдоль оптической оси используются специальные наконечники. В каком-то смысле многие соединители отличаются только корпусами, включающими в себя наконечники. Керамические наконечники позволяют достичь лучшего качества, чем металлические и пластиковые, кроме того, они наиболее предпочтительны для одномодовых волокон. Керамика является прочным материалом, позволяющим высверливать отверстие под волокно с высокой точностью. Кроме того, она имеет прекрасные температурные и механические свойства, которые практически остаются прежними при изменении температурных и других внешних условий.
Пластиковые наконечники снижают стоимость соединителя, но обеспечивают менее качественное соединение. Наконечники из нержавеющей стали имеют промежуточные характеристики. Их популярность объясняется прочностью и меньшей хрупкостью по сравнению с керамикой.
Для наконечников используется два вида керамик: окись алюминия и окись циркония. Первоначально применяли окись алюминия — твердый, неэластичный материал, позволяющий очень точно выдерживать допуски. Коэффициент теплового расширения окиси алюминия — степень увеличения или уменьшения линейных размеров образца при изменении температуры — очень близок аналогичному коэффициенту для стекла. Недостатком данного материала является его хрупкость и разрушение при незначительных давлениях. Кроме того, полировка окиси алюминия достаточно сложна, особенно в полевых условиях.
Окись циркония — более мягкий вид керамики и более устойчивый по отношению к механическим ударам. Он к тому же достаточно прочен и позволяет выдерживать допуски подобно окиси алюминия, но, в отличие от нее, легче полируется. Наиболее популярный размер наконечника равен 2,5 мм в диаметре, что фактически стало стандартом.

Рис. 6.39. LME коннектор
LME коннектор с цилиндрическим наконечником для использования с многомодовыми волокнами был разработан фирмой Ericsson. Он может быть рассмотрен как предшественник SMA коннектора. В отличие от SMA (на который существует мировой стандарт) ЬМЕ коннектор имеет направляющий соединитель, который удерживает неподвижно наконечники для их соединения (рис. 6.39).
SMА коннектор является одним из первых стандартизованных коннекторов для волоконно-оптического кабеля, принятый к эксплуатации во многих странах мира. Коннектор, предназначенный для соединения только многомодового волокна, (рис. 6.40) имеет цилиндрическую форму с непружинным наконечником диаметром 3,174 мм. В нем существует воздушная прослойка между двумя частями коннекторов, которые скручены в соединительной втулке. Существует риск повреждения при соединении этих частей коннектора. Волокна приклеиваются в наконечнике, и затем полируются и шлифуются. После полировки наконечник должен иметь длину 9,808 мм. При шлифовке наконечника получают три степени точности. Силовые элементы кабеля зажимаются с помощью пластикового рукава на другом конце коннектора. SMA коннектор применяется для соединения или разъединения в полевых условиях и исполыуется преимущественно для соединения в сетях передачи данных, структурированных сетях, датчиках и другом оборудовании, использующем многомодовые волокна.

Рис. 6.40. SMA коннектор
FC коннектор был разработан первоначально японской фирмой NTT. В отличие от коннекторов, описанных выше, FC коннектор имеет пружинный наконечник цилиндрической формы (рис. 6.41). Наконечник имеет диаметр 2,499 мм, который немного меньше диаметра наконечника SMA коннектора. Наконечник имеет отшлифованную поверхность, которая отражает свет в обратном направлении к передатчику. Поэтому FC коннектор рекомендуется только для использования с передатчиком, имеющим лазерный источник света. Преимущество пружинного наконечника заключается в том, что конечные поверхности коннекторов могут лежать друг против друга и нет строгих норм к длины наконечника.

Рис. 6.41. FC коннектор
В дальнейшем был разработан FC/РС коннектор с уменьшенным отражением от конечной поверхности. Конечная поверхность была отшлифована в полусферической форме (рис. 6.42). Конец сначала отшлифовывался с радиусом кривизны 60 мм, но для большего уменьшения отражения в настоящее время радиус составляет 20 мм. В случае использования в качестве передатчика лазерного диода рекомендуется использовать PC коннектор, потому что у него маленький коэффициент отражения. PC коннектор также рекомендуется использовать в тех случаях, когда в будущем планируется заменить светодиодный источник света на лазерный.
Рис. 6.42. Шлифовка наконечника формы сферического изгиба: а-супер РС методом; б-ультра РС методом
Наконечники в FC и FC/РС коннекторах сделаны из нержавеющей стали с керамическими капиллярами или являются полностью керамическими. Последний вид исполненная имеет низкую стоимость; более лучший физический контакт и долговечность.
FC/РС коннектор преимущественно используют в телефонных распределительных панелях, повторителях и на линиях большой протяженности для соединения активных элементов или в высокоскоростных передатчиках (лазеры или там, где требуется низкий коэффициент отражения).
Коннекторы монтируются на одно- или двухволоконный кабели (пигтейл), которые затем соединяются (механически или методом сварки) с волокнами волоконно-оптического кабеля. Патчкорды используют для соединения и разъединения передающего или измерительного оборудования.

Рис. 6.43. SC коннектор
SC коннектор это новый стандартный коннектор, разработанный японской фирмой NNT (рис. 6.43). Корпус коннектора — пластиковая прямоугольная коробочка с фиксирующейся за глушкой. Наконечник выполняется из керамики и фиксируется пружиной. Диаметр наконечника такой же как и у FC и FC/PC коннекторов. Он имеет в основном те же оптические характеристики, что и РС коннектор, но его плотность увеличена в 8 раз. Все части, не влияющие на оптические характеристики коннектора, изготовлены из пластика. Область его использования та же, что и у коннекторов, описанных выше.

Рис. 6.44. ST коннектор
ST коннектор выпускают как для одномодового так и для многомодового волокна (рис.6.44) ST коннектор соединяется и разъединяется методом штыкового соединения, это похоже на BNC коннектор для коаксиальных кабелей. Наконечники обоих коннекторов выпускаются или металлокерамическими или полностью керамическими.

Рис. 6.45. LС коннектор
Малогабаритные коннекторы типа LC (рис. 6.45) относятся к новому поколению оптических коммутационных изделий и разработаны американской компанией Lucent Technologies в 1997 г. Конструкция соединителя, выпускаемая как в одномодовом, так и в многомодовом вариантах, основана на применении керамического наконечника диаметром 1,25 мм и пластмассового корпуса с внешней лепестковой защелкой для фиксации в гнезде соединительной розетки. Коннектор допускает как одиночное, так и дуплексное использование.
Наконечник с внешним диаметром 1,25 мм и специальными конструктивными решениями существенно улучшает массогабаритные показатели коннектора и розетки. Розетка по своим посадочным местам полностью соответствует стандартному гнезду RJ-45 и за счет этого позволяет установку во все стандартные из cтандартные изделия Lucent Technologies при увеличении плотности портов вдвое без изменения внешних габаритов. Разработчики коннектора гарантируют до 500 циклов включения-отключения без ухудшения характеристик потерь. Этому, наряду с использованием керамического наконечника, способствует принцип линейного включения вилки в гнездо (push pull).
Для установки коннектора LС применяются стандартные процедуры заклейки на эпоксидной смоле. Конструкция коннектора допускает его монтаж как на волокне в буферном покрытии 0,9 мм, так и на соединительных шнурах с 2,4-мм шлангом. При этом монтаж на 900-микрометровое волокно может производиться в полевых условиях, тогда как наклейка на кабель в шланге 2,4 мм в процессе изготовления соединительных шнуров из-за малых габаритов выполняется только на производстве.
FDDI коннектор разработан преимущественно для высокоскоростных сетей передачи данных, что требовало передачи сигналов на большие расстояния (свыше 2 км между пунктами). FDDI коннектор имеет конструкцию сдвоенного волоконного кольца (рис. 6.46).

Рис. 6.46. Коннектор для FDDI сети. Коннектор содержит оконцовку входного и выходного волокна
Коннектор с линзовым расширением луча разработан для использования в особенно жестких условиях эксплуатации. Волокно снабжено линзами на концах коннектора. Линзы расширяют луч, выходящий из волокна, затем он передается через коннектор на другой конец, где похожая линза производит обратный процесс. Расширенный луч менее чувствителен к загрязнению.
Коннектор с линзовым расширением луча может использоваться для оконцовки от одного до четырех волокон (рис. 6.47).

Рис. 6.47. Коннектор с линзовым расширением луча

Рис. 6.48. MТконнектор
MT коннектор используется для соединения 1,4,8 волоконных оптических ленточных кабелей.(рис.6.48). Он имеет исключительно маленькие размеры 3х7х10 мм. В качестве направляющих для юстировки оптических волокон в его конструкции используются два металлических стержня. Поверхности коннектора зашлифованы параллельно, и коннектор держится вместе с пружиной. Потери в МТ коннекторе не должны превышать 1 дБ.
Рассмотрев конструкции соединителей ОВ можно отметить следующее. Оптические волокна соединяются с помощью постоянных или полупостоянных соединений. Наилучшее соединение получается при сварке волокон вместе с помощью сварочного аппарата. Этот метод соединения является недорогим, если делать большое количество сварок. Для линий небольшой длины, где требования к потерям на соединение не такие строгие, в качестве более дешевой альтернативы используют механические соединители.
Существует большое количество различных коннекторов. Для структурированных сетей и низкоскоростных оптических сетей коннекторы могут быть подготовлены, отшлифованы и отполированы прямо на месте установки специальным оборудованием, индивидуальным для каждого вида монтажа. На телефонных станциях ГТС и междугородных ОРП оконцовка кабелей больших телекоммуникационных сетей всегда осуществляется коннекторами, отшлифованными заводским способом. Существуют коннекторы для многомодовых и одномодовых волокон. В последнее время разработаны специальные виды коннекторов, например FDDI коннекторы, разработанные для соединения сетей с высокими требованиями.
6.3.5. Конструкции муфт ОК и особенности их монтажа
Муфты ОК различают по назначению: для магистральных и городских сетей связи; для кабелей, прокладываемых в канализации, в грунт, под водой и подвешиваемых на опорах; прямые и разветвительные муфты (перчатки). По конструкции муфты могут быть проходными (рис.6.49) и тупиковыми (рис. 6.50).

Рис. 6.49. Схемы проходных муфт:
а — прямая; б — разветвительная;
1 — основной кабель; 2 — муфта; 3 — ответвляющиеся кабели
Поскольку существует большое количество конструкций ОК, а также многообразие условий их прокладки, то и весьма велик перечень оптических муфт, обеспечивающих их соединение.
Рис. 6.50. Схемы тупиковых муфт: а-прямая; б-разветвительная; 1 — основной кабель; 2 — муфта; 3 — ответвляющиеся кабели
За рубежом применяют различные варианты сборных муфт, которые могут использоваться многократно. Герметичность подобных муфт обеспечивается с помощью специальных прокладок, резьбовых и болтовых соединений. В России и Украине сертифицированы муфты зарубежных фирм, среди которых, в первую очередь, следует назвать муфты фирм Тусо Electronics Raychem и Reichle & De-Massari (рис. 6.51).
В СССР производство оптических муфт было освоено в середине 80-х годов опытным заводом треста «Мостелефонстрой». В настоящее время ведущим производителем таких муфт на территории СНГ является юридический преемник завода — ЗАО «Связьстройдеталь». Производимые в настоящее время муфты сформировались в результате сотрудничества ЗАО «Связьстройдеталь» с такими ведущими операторами связи как Московская ГТС, АО «Ростелеком», АО «Транстелеком», строительными организациями и кабельными заводами. Разрабатывает конструкции и производит оптические муфты также опытный завод АО «Лентелефонстрой» (С.-Петербург). Подробно познакомиться с конструкциями оптических муфт и методами их монтажа можно в [13]. Здесь ограничимся лишь краткой характеристикой основных типов муфт производства ЗАО «Связьстройдеталь».
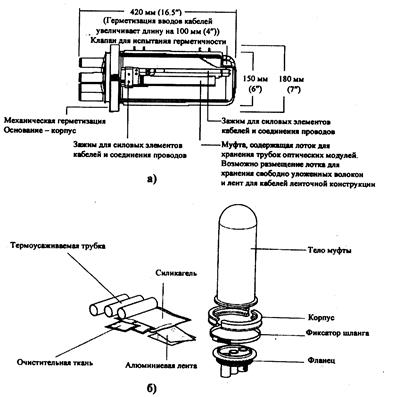
Рис. 6.51. Муфты для ОК фирм:
e — Raychem (FOSC 400 А4); б — Reichle 8 De-Massari (R301389)
Ни один изготовитель не в состоянии создать универсальный комплект муфты, который подходил бы для любого кабеля и для любого места установки муфты. Поэтому, как правило, создаются минимальные, так называемые базовые комплекты, которые при необходимости пополняются всеми нужными деталями и материалами. «Связьстройдеталь» все дополнительные детали и материалы группирует в специальные комплекты: базовые, монтажные, эксплуатационные, установочные, защитные, заземляющие и ремонтные.
Рис. 6.52. Муфта оптическая городская МОГ-01-IV (проходная)
В базовый комплект входит минимальный набор деталей: корпус муфты, внутренний кронштейн и крепежные детали, одна кассета для выкладки оптических волокон и фиксации защитных гильз, материалы и детали для герметизации корпуса. Стандартными являются также ремонтные комплекты для оптической и устанавливаемой в котлованах поверх нее чугунной защитной муфты. Все остальные комплекты составляются из отдельных деталей и узлов с учетом особенностей кабелей и мест установки муфт у конкретного заказчика.
Муфты оптические городские типа МОГ (рис. 6.52) предназначены для сращивания ОК в кабельной канализации, коллекторах и туннелях. Выпускаются в стандартном МОГ (длина — 1130 мм, укороченном МОГУ (длина 820 мм) и тупиковом МОГ (длина — 686 мм) вариантах.
Основу базового комплекта муфты МОГ составляют полиэтиленовая труба диаметром 90 мм, два полиэтиленовых конуса, лоток и кассета с крышкой. В комплект разветвительных муфт МОГ входят оголовники с двумя или тремя патрубками. Муфты позволяют сращивать до 32 (при установке одной кассеты), до 64 ( при установке двух) и до 96 оптических волокон (при установке трех). Герметизация муфт осуществляется «горячим» (с помощью термоусаживаемых трубок) либо «холодным» способом (с использованием герметизирующих и упрочняющих лент компании 3M или аналогичных отечественного производства).
Модернизированные муфты МОГ-М и МОГу-М имеют по три патрубка с каждой стороны. Муфта МОГт-М — один оголовник с тремя патрубками.
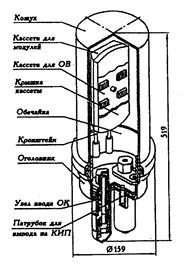
Рис.6.53. Муфта оптическая тупиковая МТОК 96-01-IV
Муфты тупиковые типа МТОК 96 предназначены для сращивания до 96 волокон магистральных и внутризоновых ОК с любыми бронепокровами, прокладываемыми в грунтах всех категорий, в кабельной канализации, а также подвешиваемых на опорах воздушных линий связи и линий электропередач. Муфты имеют прямой и разветвительный варианты. Их наружные детали и кассеты выполнены из пластмассы.
Для монтажа кабелей, прокладываемых в грунте, изготавливается муфта МТОК-96-01-IV (рис. 6.53).
Для установки в грунте муфта поставляется в комплекте с чугунной муфтой МЧЗ длиной 520 мм и диаметром 192 мм. Чугунная муфта герметизируется с помощью двухкомпонентного герметика. При установке в кабельной канализации МТОК 96-01-IV используется без МЧЗ и фиксируется горизонтально на специальном кронштейне.
Муфты МТОК 96B-01 IV предназначены для кабелей, проходящих через водные преграды и имеющих двойную проволочную броню. Они монтируются всегда как прямые. Муфты МТОК 96В размещаются внутри чугунных муфт МЧЗ и укладывается на дно водоема. На выходе из чугунной муфты кабели фиксируются с помощью дополнительных маталлических элементов.
Муфты МТОК 96Т-01-IV и МТОК 96TI-01-IV являются универсальными и не привязываются к кабелям определенного типа. Поэтому базовые комплекты этих муфт вообще не имеют узлов ввода, которые включаются в монтажные комплекты в зависимости от конкретного заказа. Эти муфты могут использоваться, в частности, для сращивания подвесных самонесущих кабелей с повивом из синтетических нитей или с броней из стеклопластиковых прутков, а также ОК с металлическим гофрированным бронепокровом или с алюмополкзтипеновой оболочкой и повивом из синтетических нитей, прокладываемых в канализации или защитных пластиковых трубах. При необходимости в муфты МТОК 96 Т и МТОК 96 T1 можно ввести кабели транзитных модулей.
Все стыки на муфтах типа МТОК 96 герметизируются отрезками термоусаживаемых трубок с подклеивающим слоем, за исключением МТОК 96 Tl-01-IV, на которой стык оголовника с корпусом герметизируется механическим зажимом.
Муфты подвесные тупикового типа МОПГ-01-IV предназначаются для прямого и разветвительного сращивания строительных длин магистральных самонесущих ОК и ОК, встроенных в грозотрос. Муфты рассчитаны на установку в них до четырех кассет с общим числом сростков ОВ до 128. МОПГ имеет металлический корпус, оснащенный пятью портами для установки и крепления в них узлов ввода кабелей.
Муфты МОПГ, устанавливаемые на опорах ЛЭП вне охранных зон, должны быть защищены металлическими защитными кожухами. Смонтированые муфты герметичны.
Рис. 6.54. Укладка соединительных ОВ и защитных гильз в кассете
Очень важным этапом, от которого зависит надежность работы ОВ, являются выкладки их в кассете и фиксация защитных гильз. На рис. 6.54 показана укладка ОВ и защитных гильз в кассете. Кассету закрывают крышкой и в двух местах скрепляют липкой лентой. Одновременно к ней прикрепляют паспорт на смонтированную муфту.
Центральные силовые элементы в виде стальных тросов или проволок в муфтах ЗАО «Связьстройдеталь» соединяются и закрепляются на лотках и кронштейнах в специальных узлах, входящих в комплекты муфт. Эти же узлы позволяют закреплять и силовые элементы из нитей СВМ (синтетический высокопрочный материал). Металлические элементы ОК в виде проволочной брони фиксируются в узлах ввода. В муфтах МТОК 96 обеспечивается электрическое соединение брони сращиваемых ОК и вывод общего провода заземления, либо изолирование брони каждого кабеля и вывод от каждого ОК отдельного провода заземления.