Из этого материала вы узнаете:
- Суть технологии сварки в защитных газах
- Преимущества и недостатки сварки в защитных газах
- Виды защитных газов для сварки
- Необходимое оборудование для сварки в защитных газах
- Режимы сварки в защитных газах
- Электроды для сварки в защитных газах
- Руководство по сварке в защитных газах
- Техника безопасности при сварке в защитных газах
Сварка в защитных газах – одна из по-настоящему эффективных технологий обработки металлов. А все потому, что в ходе работы не поступает воздух к точке сваривания, который отрицательно сказывается на дальнейшей прочности заготовки. И это не все плюсы данного способа.
Ниже в статье вас ждет подробное описание самой процедуры, список применяемых защитных газов, практическое руководство по сварке своими руками, включая тонкости техники безопасности. С этой информацией вы станете более профессиональным и продуктивным специалистом.
Суть технологии сварки в защитных газах
Сварка в среде защитных газов (как автоматическая, так и полуавтоматическая) возникла относительно недавно, и в течение последних 25–30 лет происходило ее стремительное развитие. Многие ошибочно полагают, что этот метод используется только для сваривания тонколистовых конструкций из низкоуглеродистых сталей.
Но на практике посредством такой сварки соединяют и металлические изделия толщиной до 25–30 мм. И самое ценное то, что рабочий процесс можно выполнять в любом пространственном положении.

Дуговая сварка в защитном газе применяется для соединения сложных конструкций с высокими требованиями к выносливости и прочности: в промышленности, для соединения деталей автомобилей, всевозможных трубопроводов и т. д. Она используется для сварки цветных и черных металлов и сплавов на их основе. Наиболее часто применяется для сварки нержавеющей стали, титана, циркония, магния, алюминия и их сплавов. Для каждого металла и сплава используется определенная газовая смесь.
Преимущества и недостатки сварки в защитных газах
Благодаря широкому выбору используемых материалов такая технология стала очень востребована в разных сферах промышленности. Ее основными преимуществами являются:
- удобство процесса, так как сварку можно выполнить из любого пространственного положения;
- отсутствие флюса и шлака;
- высококачественные швы на разных металлах;
- возможность наблюдения за сваркой деталей;
- простота механизации для увеличения производительности;
- умеренные цены.
К недостаткам метода можно отнести:
- тепловая и световая радиация дуги;
- взрывоопасность газовой аппаратуры;
- необходимость остывания горелок;
- возможность наблюдения за сваркой деталей;
Виды защитных газов для сварки
Такая технология позволяет выполнять сварные швы как с помощью неплавящихся (чаще всего вольфрамовых), так и плавящихся электродов. При первом варианте сварной шов достигается в результате расплавления кромок детали и при подаче в зону дуги присадочной проволоки. Металл шва появляется в результате расплавления плавящегося электрода при сварке в защитных газах. Существуют три группы защитных газов:
- только инертные газы – гелий, аргон;
- только активные газы – водород, азот, углекислый газ и др.;
- смесь активных и инертных газов из первой и второй групп.

Выбор необходимого типа защитного газа зависит от химического состава свариваемых металлов, технических требований к сварному соединению, необходимых экономических показателей процесса и других подобных факторов.
- Для сварки углеродистых сталей плавящимся электродом в защитных газах пользуются смесью углекислого газа и кислородом (до 20 %). Это не только исключает пористость шва, но и обеспечивает его глубокое проплавление, хорошую форму, высокую окислительную способность.
- Смесью аргона, углекислого газа (до 20 %) и кислорода (не более 5 %) пользуются для сварки плавящимся электродом легированных и углеродистых сталей. Добавление активного газа стабилизирует дугу, обеспечивает формирование швов и предупреждение пористости.
- Смесь 10–25%-ного углекислого газа с аргоном используют для сварки плавящимся электродом в защитных газах. Добавление углекислого газа при сварке углеродистых сталей исключает появление пор, стабилизирует дугу и защищает зону сварки при сквозняках, при сварке тонкостенного металла способствует улучшению формирования шва.
- Смесью аргона и кислорода (от 1 до 5 %) пользуются для сваривания низкоуглеродистых и легированных сталей плавящимся электродом. Добавление кислорода к аргону снижает значение критического тока, улучшает форму шва и предупреждает появление пор.
- Смесью активных и инертных газов рекомендуется пользоваться и с целью увеличения производительности сварного процесса, металлургической обработки расплавленного металла, изменения формы шва и увеличения глубины проплавления, повышения устойчивости дуги. Во время сварки в газовой смеси становится интенсивнее переход электродного металла в шов.
Необходимое оборудование для сварки в защитных газах
Что касается аппаратуры, то следует отметить, что для сварки в защитных газах в большинстве случаев используются сварочные полуавтоматы. В них скорость подачи присадочной проволоки и параметры дуги определяются благодаря автоматическим элементам. Исполнителю остается только следить за скоростью и передвижением сварочных головок (горелок).
Наиболее предпочтительными для сварки в защитных газах являются комплексы MIG/MAG.

Важную роль при использовании саморегулирующихся сварочных систем играют источники питания. Они должны обладать жесткой электрической характеристикой с пологим падением тока. Форма сварочной горелки может быть как прямой, так и изогнутой. В зависимости от метода можно применять водяное или воздушное охлаждение. Изогнутая форма сопла облегчит проведение сварочных работ в труднодоступных местах.
Режимы сварки в защитных газах
Для операций такого типа чаще всего пользуются полуавтоматическими инверторными агрегатами. Они позволяют выполнить настройку подаваемого напряжения и электричества. Помимо этого, такие агрегаты выполняют функцию базовых источников питания, а их опции и мощность регулировки могут варьироваться в зависимости от используемой модели. При стандартных видах работ (когда не нужно обрабатывать толстостенные сплавы) подойдет обычная аппаратура.
Рекомендуем статьи
- Система кайдзен: как грамотно внедрить ее на производстве
- Защита металлических изделий от коррозии: способы и их особенности
- Популярные материалы для изготовления ворот: преимущества и недостатки
Основные отличия автоматизированной дуговой сварки в защитных газах преимущественно заключаются в следующих параметрах: толщина металла, диаметр проволоки, сила электрического тока, подаваемое напряжение, скорость подачи контакта и расход газа. Их можно отобразить следующим образом:
- 15 см; 0,8 мм; 120 А; 19 В; 150 м/ч; 6 ед/мин;
- 7 мм; 1 мм; 150 А; 20 В; 200 м/ч; 7 ед/мин;
- 2 мм; 1.2 мм; 170 А; 21 В; 250 м/ч; 10 ед/минут;
- 3 мм; 1,4 мм; 200 А; 22 В; 490 м/ч; 12 ед/мин;
- 4-5 мм; 0,16 см; 250 А; 25 В; 680 м/ч; 14 ед/минут;
- 6 мм и более; 1,6 мм; 300 А; 30 В; 700 м/ч; 16 ед/мин.
Такие параметры считаются стандартными и предназначаются для процессов с применением углекислоты.
Электроды для сварки в защитных газах
Сварка производится как неплавящимися, так и плавящимися электродами. Неплавящиеся электроды (графитовые, угольные или вольфрамовые) необходимы только для возбуждения и поддержания горения дуги. Чтобы заполнить разделку свариваемых кромок в зоне дуги, необходимо ввести присадочный металл в виде проволоки или прутков. При этом графитовые или угольные электроды используют чаще всего только при работе с легированными сталями, потому что они не смогут обеспечить устойчивое горение дуги, в результате чего сварной шов будет пористый и иметь темный налет.

При полуавтоматической сварке в защитных газах используют неплавящиеся электроды и специальные инверторные шланговые сварочные полуавтоматы. Суть выполнения таких работ заключается в передвижении сварочной головки вдоль линии сварного шва одновременно при опоре на присадочную проволоку, имеющую сечение 1-2 мм.
При автоматической сварке в защитных газах могут использоваться как плавящиеся, так и неплавящиеся электроды. Работы такого типа производятся на специальных автоматах с закрепленной головкой на вращающейся консоли. Тем самым появляется возможность одновременной обработки сразу на нескольких рабочих участках.
Руководство по сварке в защитных газах
Главным отличием от других методов сварки является то, что нахождение дуги происходит в струе защитного газа, вытесняющего окружающую среду. За счет этого исключается взаимодействие расплавленного металла с кислородом и азотом.
1. Подготовка и соединение кромок
Несмотря на ряд достоинств метода, перед началом сварки в среде защитных газов необходимо выполнить подготовку соединяемых деталей.
Во избежание брака, следует последовательно выполнить ряд таких действий:
- произвести выравнивание поверхностей;
- зачистить и удалить следы коррозии;
- убрать заусенцы;
- прогреть заготовки.
Методы подготовки кромок под сварку (механические, газовые и т. д.) ничем не отличаются от других видов сварок. Конфигурация кромочных разделок и их геометрические параметры должны быть выполнены в соответствии с техническими требованиями изделия или по ГОСТ 14771-76.
При автоматической или полуавтоматической сварке в защитных газах плавящимся электродом при толщине металла не более 8 мм можно выполнить полностью проваренный шов, даже не используя разделку кромок и не делая зазор между ними. При разделке кромок и зазоре полный провар можно получить при толщине стенки металла до 11 мм. При автоматическом виде сварки производительность изготовления стыковых соединений можно значительно увеличить, используя разделку без скоса кромок.
Для сварки металлических заготовок толщиной до 40 мм необходимо оставить зазор в нижней части стыка между кромками до 10 мм. Чтобы удерживать постоянное значение зазора в зоне сварки, нарушаемое по причине поперечной усадки, в каждом проходе сварки необходимо применить шарнирное закрепление деталей с таким углом раскрытия кромок, который будет соответствовать толщине обрабатываемого металла.
При многослойном выполнении сварки сталей с применением углекислого газа перед выполнением каждого последующего слоя необходимо всю поверхность наложенного слоя тщательно зачистить от шлака и брызг. Чтобы свести к минимуму появление металлических брызг, на поверхность детали из углеродистой стали можно нанести слой с помощью специального аэрозольного препарата типа «Дуга».
Проводить сварку можно даже при непросохшем препарате. Сборка деталей осуществляется при помощи прихваток, скоб, клиньев или струбцин. При сварке в защитных газах делать прихватки лучше всего таким же методом, которым будет выполняться сварка. Перед сваркой прихватки следует осмотреть, а при сваривании переварить.
2. Подбор проволоки и техника ее подачи.
Наиболее значимой характеристикой, на которую следует обращать особое внимание, является прочность металла шва. Здесь подразумевается высококачественное выполнение спайки, отсутствие трещин и пор. Добиться этого можно при помощи добавления следующих химических добавок:
- Al – алюминий;
- Zr – цирконий;
- Mn – марганец;
- Si – кремний;
- Ti – титан.
Все эти элементы останавливают соединение углерода и кислорода и препятствуют образованию СО (угарного газа). В итоге остается только шлак, который является абсолютно безвредным.
Добавление таких элементов, как Mn и Si, положительно скажется на форме шва и текучести ванны. Оставшиеся элементы увеличат ее вязкость. Такая проволока хорошо подойдет для сваривания труб.
В маркировку электрода включаются следующие параметры:
- цифры, обозначающие диаметр в миллиметрах;
- индекс «СВ»;
- процентное содержание углерода;
- буквенное обозначение химического элемента, из которого состоит электрод;
- усредненное содержание этого элемента.
Способ подачи электрода будет зависеть от аппарата. При ручном методе сварки в среде защитных газов все операции осуществляются непосредственно специалистом.
При полуавтоматической сварке предполагается автоматическая подача проволоки.
3. Расчет расхода газа.
Посчитать расход газовой смеси за время сварки можно несколькими способами. Необходимо определить тип производства – единичное или массовое. При мелкосерийном изготовлении для определения затрат на газ деталей применяется следующая формула:
N = P × R, где P – расход проволоки в килограммах, а R – коэффициент затрат газа на 1 кг электродов. Значение последнего параметра рекомендуется выбирать из диапазона от 1,15 до 1,3.
Техника безопасности при сварке в защитных газах
Не забывайте, что защитные газы используются только для защиты металла от порчи, но не являются безопасными для самого сварщика. Существует ряд важных правил, которые следует выполнять при выполнении сварки в среде защитных газов:
- Обязательное соблюдение требований электробезопасности, ношение защитной маски и перчаток.
- Осторожное обращение с кислородом, так как он обладает повышенной склонностью к возгоранию. Хранение любых баллонов с газами должно происходить только в вертикальном положении. Их использование по истечению срока поверки, после сильного механического повреждения или падения с высоты запрещено.
- Не допускается бесконтрольно использовать углекислоту в маленьких и слабо проветриваемых помещениях. Под каждый тип газа должен применяться определенный тип редуктора. Строго избегать перепутывания шлангов. Помимо этого, исключить любое воздействие на них тяжеловесных и горячих предметов, а также открытого огня и искр.
- Недопустимо нахождение в рабочей зоне сварки посторонних людей и домашних животных, следует избегать на поверхностях масляных и жировых загрязнений.
- Перед запуском необходимо убедиться в исправности пусковой системы, проверить на герметичность все шланги.
- До завершения работы сварщик не сможет исправить недостатки оборудования.
- В сырых местах и закрытых емкостях все работы производить в прорезиненной одежде, используя те же резиновые коврики.
- Запрещается сваривать полностью или слабо закрепленные детали, а также размещать их на неустойчивые поверхности или работать в условиях плохой видимости.

Обобщенно можно сказать, что любые виды сварочных работ обладают повышенной степенью опасности, поэтому каждому работнику необходимо в первую очередь самому заботиться о защите органов дыхания, зрения и кожи. Даже непродолжительный процесс сварки в личном гараже нельзя производить без маски, термоустойчивых перчаток и респиратора. Только при наличии такой защиты будет уверенность, что выполнение качественной сварки не нанесет вреда вашему здоровью.
Технология сварки в защитных газах
Дуговая сварка в среде защитных газов получает все большее распространение, поскольку отличается рядом технологических достоинств:
? обеспечивает высокую производительность труда и степень концентрации тепла источника питания, поэтому можно существенно уменьшить зону термического воздействия;
? дает возможность соединять металлы без использования электродных покрытий и флюсов, т. е. исключает такую стадию сварки, как очистка швов от шлака;
? позволяет автоматизировать и механизировать процесс сваривания и вести его в разных пространственных положениях;
? применяется при работе как со сталями, так и с цветными металлами и их сплавами.
Сварка в среде защитных газов является общим названием различных видов дуговой сварки, в процессе которой в зону горения сварочной дуги через сопло горелки подают струю газа. Это могут быть инертные газы (аргон, гелий), активные газы (углекислый газ, азот, кислород, водород) и их смеси, в частности:
? аргон, углекислый газ и кислород. Эта смесь используется при сварке сталей плавящимся электродом, минимизирует потери металла на разбрызгивание, стабилизирует горение сварочной дуги, устраняет пористость и дает шов хорошего качества;
? аргон и кислород, применяющиеся для сварки низко углеродистых и легированных сталей. При сварке капельный перенос металла сменяется струйным, благодаря чему производительность возрастает, а потери на разбрызгивание металла сокращаются;
? аргон и углекислый газ. Область применения данной смеси такая же, как и у предыдущей. Ее использование препятствует образованию газовых пор в шве, стабилизирует горение дуги и способствует формированию качественного сварного шва.
В стальных баллонах может содержаться как чистый газ (для контроля его расхода предназначен специальный прибор – ротаметр, а подача регулируется отдельным редуктором), так и их смеси.
Классификация сварки в среде защитных газов основывается на следующих признаках:
? по применяемому в процессе работы газу (активному или инертному);
? по способу защиты (отдельным газом или смесью);
? по используемому электроду (плавящемуся или неплавящемуся);
? по характеру сварочного тока (постоянному или переменному). Наибольшее распространение в последнее время получила сварка плавящимся и неплавящимся электродами в среде инертных газов.
Сварка неплавящимся электродом представляет собой процесс, в котором источником тепла служит дуга, зажигаемая между вольфрамовым или угольным электродом и металлом изделия (рис. 71).
Наибольшего проплавления свариваемого металла добиваются при использовании постоянного тока прямой полярности. При этом источники питания должны обладать крутопадающей вольт-амперной характеристикой, например ВДУ-601, ВСВУ-300 и др. Для сварки на переменном токе применяют стабилизатор горения дуги ВСД-01. Сварочный процесс ведут как с присадками, так и без них.
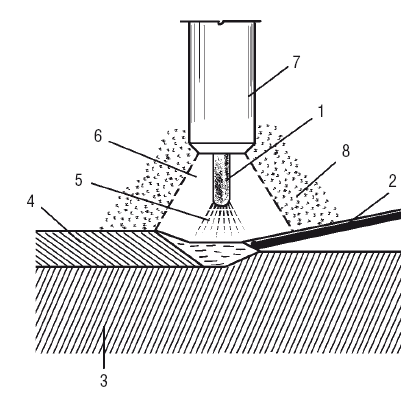
Рис. 71. Схема горения сварочной дуги в среде инертных газов: 1 – электрод; 2 – присадочная проволока; 3 – свариваемый металл; 4 – шов; 5 – дуга; 6 – струя газа; 7 – горелка; 8 – воздух
Помимо источника питания, к оборудованию, необходимому для сварки на постоянном токе, относятся:
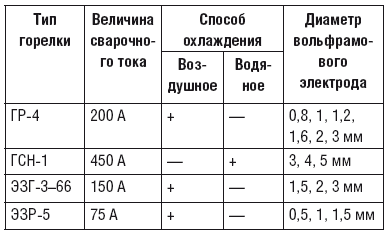
? сварочные горелки (табл. 36);
? устройство для первоначального возбуждения дуги (ОСППЗ-300 М, ОСПЗ-2 М и др.). Необходимость в нем объясняется тем, что защитные газы, поступившие в зону горения сварочной дуги, снижают температуру дугового промежутка, вследствие чего возбуждение дуги затрудняется;
? аппаратура для управления сварочным циклом.
Таблица 36
Технические характеристики некоторых типов сварочных горелок
Дуговая сварке в среде аргона обеспечивает высококачественный шов (особенно при соединении высоколегированных тонколистовых сталей), поскольку надежно защищает рабочую зону от воздействия атмосферного воздуха. Для сварки стали толщиной до 1 мм используют ток прямой полярности, при толщине до 3 мм – обратной полярности (варить сталь толщиной более 3 мм экономически невыгодно).
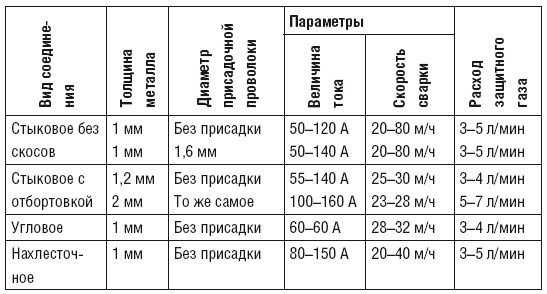
Режимы, на которые можно ориентироваться при сварке, приведены в табл. 37.
При сварке плавящимся электродом дуга возбуждается между концом проволоки, которую подают в зону горения дуги с помощью особого механизма со скоростью, совпадающей со скоростью ее расплавления, и свариваемым металлом.
Жидкий металл электродной проволоки поступает в сварочную ванну и формирует шов.
Если применяется плавящийся электрод, сварку ведут короткой или длинной дугой.
Таблица 37
Примерные режимы аргонодуговой сварки нержавеющей стали
В первом случае расплавленный электродный металл переносится мелкокапельным способом, что позволяет снизить величину сварочного тока, уменьшить потери при разбрызгивании, обеспечить стабильный сварочный процесс. Во втором случае возможны разные способы переноса расплавленного металла – мелко-, крупнокапельный, струйный. При этом достаточно сложно поддерживать струйный перенос металла при работе в аргоне или его смеси с гелием. Стабильность сварки возрастает при добавлении к аргону 5 % кислорода либо 20 % углекислого газа.
Сварка в углекислом газе производится в любых пространственных положениях (рис. 72) и используется для углеродистых и легированных сталей. Преимуществами данного способа являются высокая производительность, широкий диапазон допустимой толщины материала и экономичность. Но на открытом воздухе сварку в среде углекислого газа практически не применяют, поскольку в таких условиях трудно обеспечить защиту сварочной ванны.
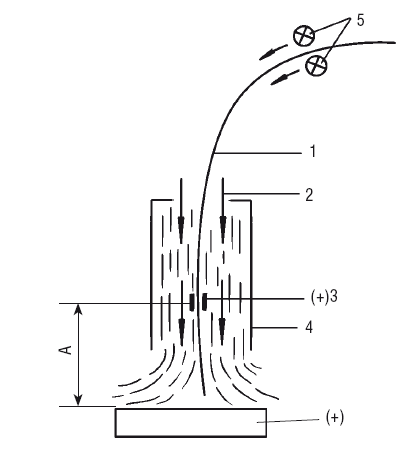
Рис. 72. Схема дуговой сварки в среде углекислого газа (А – вылет электродной проволоки):
1 – электродная проволока; 2 – струя защитного газа; 3 – токоподводящий мундштук; 4 – сопло; 5 – подающий механизм
Сварку в углекислом газе ведут разными способами – автоматическим, полуавтоматическим или плавящимся электродом. Ниже приведены ее параметры:
1. Величина, род и полярность тока. Сварку осуществляют при постоянном токе (переменный не подходит, поскольку он не обеспечивает стабильность горения дуги и дает плохой сварной шов) обратной полярности, чтобы избежать возникновения пористости, характерной для сварки при прямой полярности. Источник питания должен иметь жесткую или возрастающую внешнюю характеристику. Величина сварочного тока и диаметр электродной проволоки определяются толщиной металла и пространственным положением шва. От величины тока зависят глубина проплавления и производительность сварки. Для регуляции этого параметра изменяют скорость подачи электродной проволоки.
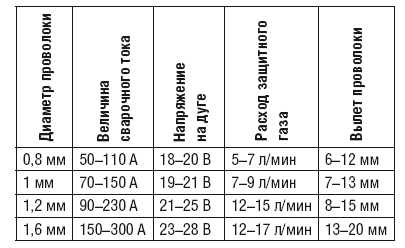
2. Напряжение на дуге. При повышении напряжения наблюдается уширение сварного шва, а качество его формирования улучшается. Но одновременно с этим возрастают потери кремния и марганца, разбрызгивание расплавленного металла и чувствительность дуги к магнитному дутью. С понижением напряжения сварной шов формируется хуже. Поэтому важно соблюсти баланс между напряжением и величиной тока, диаметром и составом электродной проволоки. Как правило, напряжение на дуге не превышает 22–28 В.
3. Диаметр, наклон, скорость подачи и вылет электродной проволоки. Для сварки применяют проволоку Св-08 Г2 С, в состав которой входят марганец и кремний, играющие роль раскислителей. Они препятствуют образованию газовых пор. Для полуавтоматической сварки подбирают проволоку диаметром 0,8, 1, 1,2, 1,6 или 2 мм, а для автоматической – 3 мм. Для различных видов стали используют сварочную проволоку разных марок:
? для углеродистых и низколегированных – Св-08 ГС и Св-08 Г2С, рассчитанных на величину тока 300–400 и 600–750 А соответственно;
? для низколегированных повышенной прочности – Св-10 ХГ2 С;
? для теплоустойчивых сталей типа 20 ХМФ – Св-08 ХГСМФ и т. д.
Вылет сварочной проволоки в зависимости от величины сварочного тока может варьироваться в пределах 7–14 мм при токе 60–150 А и 15–25 мм при токе 200–500 А.
4. Расход углекислого газа (7– 20 л/мин).
5. Скорость сварки (20–80 м/ч). Примерные режимы для сварки в углекислом газе представлены в табл. 38, причем скорость подачи проволоки определяется методом подбора под соответствующий режим.
Таблица 38
Режимы дуговой сварки в среде углекислого газа
В процессе сварки не следует задерживать горелку в зоне сварочной ванны, чтобы не усилить разбрызгивание металла.
При выполнении нижних швов горелку нужно держать под углом в 5–15° вперед либо назад (второй вариант предпочтительнее, поскольку при этом надежнее защищается металл сварочной ванны).
При механизированной сварке тонколистового металла (1–2 мм) совершение колебательных движений не требуется, а горелку рекомендуется держать под углом в 30–45° (углом назад).
Стыковые соединения металла толщиной 1,5–3 мм выполняют на весу. Более тонкий металл варят в вертикальном положении сверху вниз и ограничиваются только одним проходом.
Нахлесточные соединения при толщине металла 0,8–2 мм обычно варят на весу, иногда на медной подкладке.
Скорость сварки может быть увеличена при условии качественной сборки.
При сварке меди зону сварочной дуги защищают азотом.
Азотно-дуговую сварку ведут угольными или графитными стержнями, поскольку применение вольфрамовых стержней экономически невыгодно (на их поверхности образуются легкоплавкие соединения (нитриды вольфрама), что приводит к увеличению расхода вольфрама), при постоянном токе прямой полярности.
Диаметр угольного электрода составляет 6–8 мм при величине тока 150–500 АВ; расход азота – 3–10 л/ мин; напряжение на дуге – 22–30 В.
Для фиксации стержней горелка должна быть оснащена сменными наконечниками.
Данный текст является ознакомительным фрагментом.
20.10.2021 Автор: VT-METALL
Из этого материала вы узнаете:
- Суть технологии сварки в защитных газах
- Преимущества и недостатки сварки в защитных газах
- Виды защитных газов для сварки
- Необходимое оборудование для сварки в защитных газах
- Режимы сварки в защитных газах
- Электроды для сварки в защитных газах
- Руководство по сварке в защитных газах
- Техника безопасности при сварке в защитных газах
Сварка в защитных газах – одна из по-настоящему эффективных технологий обработки металлов. А все потому, что в ходе работы не поступает воздух к точке сваривания, который отрицательно сказывается на дальнейшей прочности заготовки. И это не все плюсы данного способа.
Ниже в статье вас ждет подробное описание самой процедуры, список применяемых защитных газов, практическое руководство по сварке своими руками, включая тонкости техники безопасности. С этой информацией вы станете более профессиональным и продуктивным специалистом.
Суть технологии сварки в защитных газах
Сварка в среде защитных газов (как автоматическая, так и полуавтоматическая) возникла относительно недавно, и в течение последних 25–30 лет происходило ее стремительное развитие. Многие ошибочно полагают, что этот метод используется только для сваривания тонколистовых конструкций из низкоуглеродистых сталей.
Но на практике посредством такой сварки соединяют и металлические изделия толщиной до 25–30 мм. И самое ценное то, что рабочий процесс можно выполнять в любом пространственном положении.

Дуговая сварка в защитном газе применяется для соединения сложных конструкций с высокими требованиями к выносливости и прочности: в промышленности, для соединения деталей автомобилей, всевозможных трубопроводов и т. д. Она используется для сварки цветных и черных металлов и сплавов на их основе. Наиболее часто применяется для сварки нержавеющей стали, титана, циркония, магния, алюминия и их сплавов. Для каждого металла и сплава используется определенная газовая смесь.
Смеситель газов
Предназначен для приготовления газовой смеси определенного состава (двух- или трехкомпонентной)
Технические характеристики
| Марка | Состав смеси, % от объема | Габариты, мм | Масса, кг |
| УКП-1-71 | Углекислый газ 70 Кислород 30 | 165 х 84 х 160 | 1,65 |
| УГС-1 | Аргон 75 Углекислый газ 25 | 150 х 100 х 145 | 1,5 |
| УГС-1 (многопостовой) | Аргон 70 Углекислый газ 25 Кислород 5 | 940 х 370 х 400 | 36 |
Преимущества и недостатки сварки в защитных газах
Благодаря широкому выбору используемых материалов такая технология стала очень востребована в разных сферах промышленности. Ее основными преимуществами являются:
- удобство процесса, так как сварку можно выполнить из любого пространственного положения;
- отсутствие флюса и шлака;
- высококачественные швы на разных металлах;
- возможность наблюдения за сваркой деталей;
- простота механизации для увеличения производительности;
- умеренные цены.
Конструкция
Передвижные сварочные автоматы состоят из следующих основных элементов:
- сварочная головка;
- система управления;
- тележка (с приводом или без);
- аппаратурный шкаф и другое электрооборудование.
В передвижных сварочных автоматах тележка — базовый элемент конструкции, на который устанавливается пульт управления, кассеты для проволоки, емкости для флюса или газа, а также другое оборудование. Выделяют два основных класса конструкции тележки:
- Тракторного типа — движение происходит с помощью бегунковых колес. Ход сварочных тракторов при этом обеспечивает электродвигатель с редуктором.
- Кареточного типа — механизм перемещается исключительно по направляющим.
Неподвижные автоматы не имеют механизма для перемещения вдоль шва — тележки, а также оптимизированы для использования в составе других механизмов (установок). Это определяет не только их исполнение, но и способ управления оборудованием.
Сварочная головка (в составе передвижного автомата или подвесная), в свою очередь, имеет следующие основные функциональные элементы конструкции:
- Механизм подачи электродной проволоки, состоящий из электропривода и редуктора. В том случае, если для работы головки используется электродвигатель переменного тока, то необходимы регулируемые редукторы. Для корректной работы электродвигателей постоянного тока будет достаточно и нерегулируемого редуктора.
- Ролики для стабильной подачи проволоки без задержек и проскальзывания. Как правило, в этом качестве применяются две пары ведущих роликов. В некоторых случаях для предупреждения проскальзывания на их поверхности наносится насечка, но иногда такое решение является недопустимым из-за риска смятия электродной проволоки.
- Мундштук — средство обеспечения контакта дуги с зоной сварки. Основная задача этого узла — жесткая фиксация проволоки по отношению к сварочной ванне. Для борьбы с искривлениями проволоки перед мундштуком иногда монтируется правильный механизм, который уменьшает блуждание торца электрода. Другая важная задача мундштука — обеспечение устойчивого электрического контакта с проволокой для качественной, бесперебойной сварки. В зависимости от диаметра используемых электродов в промышленности используются как устройства с роликовым скользящим контактом (для проволоки 3-5 мм) или трубчатые мундштуки (для проволоки 0,8-2,5 мм).
- Средства установочной регулировки положения головки — в вертикальном положении (для настройки оптимального вылета проволоки и/или угла наклона электрода относительно шва) и поперечном положении (для направления сварочной головки по центру свариваемого стыка и ее корректировки в процессе работы).
Виды защитных газов для сварки
Такая технология позволяет выполнять сварные швы как с помощью неплавящихся (чаще всего вольфрамовых), так и плавящихся электродов. При первом варианте сварной шов достигается в результате расплавления кромок детали и при подаче в зону дуги присадочной проволоки. Металл шва появляется в результате расплавления плавящегося электрода при сварке в защитных газах. Существуют три группы защитных газов:
- только инертные газы – гелий, аргон;
- только активные газы – водород, азот, углекислый газ и др.;
- смесь активных и инертных газов из первой и второй групп.

Выбор необходимого типа защитного газа зависит от химического состава свариваемых металлов, технических требований к сварному соединению, необходимых экономических показателей процесса и других подобных факторов.
- Для сварки углеродистых сталей плавящимся электродом в защитных газах пользуются смесью углекислого газа и кислородом (до 20 %). Это не только исключает пористость шва, но и обеспечивает его глубокое проплавление, хорошую форму, высокую окислительную способность.
- Смесью аргона, углекислого газа (до 20 %) и кислорода (не более 5 %) пользуются для сварки плавящимся электродом легированных и углеродистых сталей. Добавление активного газа стабилизирует дугу, обеспечивает формирование швов и предупреждение пористости.
- Смесь 10–25%-ного углекислого газа с аргоном используют для сварки плавящимся электродом в защитных газах. Добавление углекислого газа при сварке углеродистых сталей исключает появление пор, стабилизирует дугу и защищает зону сварки при сквозняках, при сварке тонкостенного металла способствует улучшению формирования шва.
- Смесью аргона и кислорода (от 1 до 5 %) пользуются для сваривания низкоуглеродистых и легированных сталей плавящимся электродом. Добавление кислорода к аргону снижает значение критического тока, улучшает форму шва и предупреждает появление пор.
- Смесью активных и инертных газов рекомендуется пользоваться и с целью увеличения производительности сварного процесса, металлургической обработки расплавленного металла, изменения формы шва и увеличения глубины проплавления, повышения устойчивости дуги. Во время сварки в газовой смеси становится интенсивнее переход электродного металла в шов.
Регулятор (редуктор)
Предназначен для понижения давления газа, поступающего из баллона,и автоматического поддержания постоянным рабочего расхода (давления).
Присоединяется к вентилю баллона с помощью накидной гайки.
Давление газа и его расход регулируют вращением маховичка. Отбор газа осуществляется через ниппель, к которому присоединен шланг.
Регулятор расхода углекислого газа У-30П-2 комплектуется электроподогревателем, который установлен на хвостовике корпуса (напряжение питания 36 В, потребляемая мощность 200 Вт)
Необходимое оборудование для сварки в защитных газах
Что касается аппаратуры, то следует отметить, что для сварки в защитных газах в большинстве случаев используются сварочные полуавтоматы. В них скорость подачи присадочной проволоки и параметры дуги определяются благодаря автоматическим элементам. Исполнителю остается только следить за скоростью и передвижением сварочных головок (горелок).
Наиболее предпочтительными для сварки в защитных газах являются комплексы MIG/MAG.

Важную роль при использовании саморегулирующихся сварочных систем играют источники питания. Они должны обладать жесткой электрической характеристикой с пологим падением тока. Форма сварочной горелки может быть как прямой, так и изогнутой. В зависимости от метода можно применять водяное или воздушное охлаждение. Изогнутая форма сопла облегчит проведение сварочных работ в труднодоступных местах.
Рейтинг сварочных полуавтоматов
Купить надежный сварочный полуавтомат для дома, дачи, автомобиля, строительных или ремонтных работ не так просто. Даже определившись с фирмой производителя, круг поиска сузится до нескольких десятков моделей. Поэтому опираться можно на критерии, по которым эксперты, сварщики, другие специалисты выбрали лидеров 2021 года. Всего было рассмотрено свыше сотни номинантов, после чего определилась десятка лучших по нескольким показателям:
- Мощность и диапазон напряжения во время работы;
- Воспроизводимые технологии, например, MIG/MAG, TIG, MMA;
- Диапазон токов, коэффициент постоянного включения;
- Целевое назначение оборудования;
- Интенсивность циклов работы;
- Легкость управления;
- Габариты, вес, мобильность;
- Выносливость сложных условий работы;
- Комплектация, длина шнура.
Показателем надежности может считаться гарантия от производителя, чем она выше, тем дольше предполагаемый срок службы. В ходе анализа каждого номинанта эксперты брали в учет отзывы мастеров, покупателей, реальный опыт применения таких инструментов. Отмести неподходящие модели удалось благодаря статистике ремонтов, жалоб на поломки.

Режимы сварки в защитных газах
Для операций такого типа чаще всего пользуются полуавтоматическими инверторными агрегатами. Они позволяют выполнить настройку подаваемого напряжения и электричества. Помимо этого, такие агрегаты выполняют функцию базовых источников питания, а их опции и мощность регулировки могут варьироваться в зависимости от используемой модели. При стандартных видах работ (когда не нужно обрабатывать толстостенные сплавы) подойдет обычная аппаратура.
Рекомендуем статьи
- Изготовление сварных металлоконструкций: разбираемся в методах и операцияхКак варить швы: разбираемся в секретах техники сварки
- Изготовление сварочного оборудования: необходимые характеристики и лучшие производители
- Забор сварной секционный: критерии выбора и инструкция по установке
Основные отличия автоматизированной дуговой сварки в защитных газах преимущественно заключаются в следующих параметрах: толщина металла, диаметр проволоки, сила электрического тока, подаваемое напряжение, скорость подачи контакта и расход газа. Их можно отобразить следующим образом:
- 15 см; 0,8 мм; 120 А; 19 В; 150 м/ч; 6 ед/мин;
- 7 мм; 1 мм; 150 А; 20 В; 200 м/ч; 7 ед/мин;
- 2 мм; 1.2 мм; 170 А; 21 В; 250 м/ч; 10 ед/минут;
- 3 мм; 1,4 мм; 200 А; 22 В; 490 м/ч; 12 ед/мин;
- 4-5 мм; 0,16 см; 250 А; 25 В; 680 м/ч; 14 ед/минут;
- 6 мм и более; 1,6 мм; 300 А; 30 В; 700 м/ч; 16 ед/мин.
Такие параметры считаются стандартными и предназначаются для процессов с применением углекислоты.
Виды сварочных полуавтоматов
Бытовые
Это простые модели с невысокой мощностью, которые имеют доступную стоимость и удобны для выполнения работ на даче или в гараже.
С их помощью можно сварить бак под воду или емкость для топлива, поставить латку на кузове автомобиля, изготовить самостоятельно калитку. Обычно такой аппарат есть у каждого авторитетного хозяина в селе или небольшом городе.
Достоинства:
- легко обслуживать и ремонтировать самому;
- простое устройство;
- пригодны для различных работ во дворе;
- подойдут для новичков;
- легкий вес;
- компактные размеры;
- КПД 30-50%.
Недостатки:
- малая мощность;
- невысокие показатели по максимальной силе тока;
- короткий кабель-канал.
Полупрофессиональные
Этот тип аппаратов имеет повышенную мощность, больший диапазон настроек и расширенные возможности по созданию металлоконструкций. Их используют для частным мастерских или СТО, где полуавтоматом работают по 4-6 часов каждый день.
Достоинства:
- высокое качество сборки;
- различная степень защиты;
- мощность от 5 до 7 кВт;
- различные возможности по входному напряжению;
- большие показатели максимальной силы тока;
- КПД 60-70%;
- длина кабеля 2-3 м.
Недостатки:
- более дорогие запчасти;
- большой вес;
- не всегда можно опустить силу тока до 10-20 А.
Профессиональные
Такие аппараты отличаются объемными корпусами и большой массой. Механизм подачи проволоки и кабель-канал у них рассчитаны на постановку различных диаметров, что позволяет сваривать как тонкие металлы кузовов машин и емкостей, так и толстую сталь фланцев и швеллеров. Их применяют на производствах от машиностроения до создания водоочистных систем.
Достоинства:
- высокая мощность;
- различная длина кабелей;
- максимальная настройка ампер до 500 А;
- хорошая степень защиты;
- есть модели с тележками;
- КПД 80-100%;
- холостой ход 50-80 В.
Недостатки:
- большая масса;
- часто запитка только от 380 В.
Электроды для сварки в защитных газах
Сварка производится как неплавящимися, так и плавящимися электродами. Неплавящиеся электроды (графитовые, угольные или вольфрамовые) необходимы только для возбуждения и поддержания горения дуги. Чтобы заполнить разделку свариваемых кромок в зоне дуги, необходимо ввести присадочный металл в виде проволоки или прутков. При этом графитовые или угольные электроды используют чаще всего только при работе с легированными сталями, потому что они не смогут обеспечить устойчивое горение дуги, в результате чего сварной шов будет пористый и иметь темный налет.
VT-metall предлагает услуги:
В основе плавящегося электрода используется сварочная проволока из металла, который по химическому составу близок к свариваемому металлу.

При полуавтоматической сварке в защитных газах используют неплавящиеся электроды и специальные инверторные шланговые сварочные полуавтоматы. Суть выполнения таких работ заключается в передвижении сварочной головки вдоль линии сварного шва одновременно при опоре на присадочную проволоку, имеющую сечение 1-2 мм.
При автоматической сварке в защитных газах могут использоваться как плавящиеся, так и неплавящиеся электроды. Работы такого типа производятся на специальных автоматах с закрепленной головкой на вращающейся консоли. Тем самым появляется возможность одновременной обработки сразу на нескольких рабочих участках.
Лучшие профессиональные сварочные полуавтоматы
В этом разделе представлен ТОП профессиональных сварочных полуавтоматов, которые приспособлены к длительному бесперебойному выполнению рабочих операций. Техника этой категории отличается следующими параметрами:
- стабилизированный ток до 220 А и более;
- рабочий цикл – от 50%;
- мощность больше 6 кВт;
- встроенные колеса для перемещения аппаратуры;
- длинные кабели;
- расширенный диапазон настроек.
Какой сварочный полуавтомат выбрать, определяются после уточнения личных требований. В данном случае следует уделить особое внимание надежности. Определенное увеличение инвестиций оправдано высоким качеством сварных соединений и длительным сроком службы.
Fubag INMIG 200 SYN LCD (TIG, MIG/MAG, MMA)

Это – лучший полуавтомат в сочетании цена – качество. Техника оснащена автоматизированными функциями и режимами, которые значительно упрощают создания качественных сварных соединений. Синергетическая технология управления оптимизирует настройки без вмешательства пользователя с учетом особенностей технологического процесса. Цифровая индикация упрощает контрольные операции. Универсальная модель полуавтомата подходит для работы с тонкими и толстыми заготовками.
Плюсы:
- лучший профессиональный полуавтомат;
- длина газового шланга – 3 м;
- медные соединительные провода;
- эффективная система охлаждения;
- длительный срок службы.
Минусы:
- для применения проволоки диаметром 6 мм необходимо приобрести специальный ролик.
Aurora SPEEDWAY 200 (MIG/MAG, MMA)

Профессиональный сварочный полуавтомат создан с применением надежных узлов и комплектующих деталей. В сочетании с ответственной сборкой такой подход обеспечивает длительное сохранение хороших рабочих параметров на протяжении длительного срока в режиме интенсивного использования. Электронный блок управления поддерживает ток с высокой точностью. Плавная подача проволоки с регулируемой скоростью выполняет свои функции без сбоев. При выполнении рабочих операций следует не забывать о продолжительности перерывов, которые должны составлять не менее 40 % от общей продолжительности цикла.
Плюсы:
- один из лучших сварочных полуавтоматов рейтинга по надежности;
- хорошие показатели энергоэффективности;
- простота настройки;
- безупречная функциональность системы подачи проволоки;
- удобная индикация режимов;
- простая настройка.
Минусы:
- минимальный сварочный ток 40 А вызывает затруднения при сварке тонких листов.
Кедр MIG-250GW (MIG/MAG, MMA)

Такую технику приобретают для организации профессиональной деятельности. Полуавтомат подключается к трехфазной сети 380 V, потребляет до 9,5 кВт мощности. Внешняя бобина предназначена для установки катушек евростандарта D300. В таком оснащении длительные рабочие операции можно выполнять без лишних задержек. С помощью двух цифровых дисплеев упрощается настройка и оперативный контроль.
Плюсы:
- сварочный ток – до 250 А;
- возможность работы с толстой проволокой (1,2 мм);
- внешняя крупная бобина;
- защита угловых элементов конструкции специальными накладками.
Минусы:
- вес – 23кг.
Сварог PRO MIG 200 (N229) (TIG, MIG/MAG, MMA)

Эта универсальная техника подходит для качественного воспроизведения ручных и полуавтоматических режимов сварки. Расширенный токовый диапазон позволяет корректно создавать соединения тонких и толстых заготовок. «Антиприлипание», форсаж дуги и другие полезные функции упрощают создание качественных швов.
Плюсы:
- диапазон по току начинается от 10 А;
- небольшие габариты и вес;
- удобство транспортировки;
- отличный набор сварочных режимов;
- профессиональный уровень оснащенности средствами автоматизации;
- удобная конструкция корпуса с крупной ручкой и защитными накладками.
Минусы:
- при значительной мощности потребления надо учитывать ограничения по допустимой нагрузке проводки однофазной сети 220V.
Руководство по сварке в защитных газах
Главным отличием от других методов сварки является то, что нахождение дуги происходит в струе защитного газа, вытесняющего окружающую среду. За счет этого исключается взаимодействие расплавленного металла с кислородом и азотом.
1. Подготовка и соединение кромок
Несмотря на ряд достоинств метода, перед началом сварки в среде защитных газов необходимо выполнить подготовку соединяемых деталей.
Во избежание брака, следует последовательно выполнить ряд таких действий:
- произвести выравнивание поверхностей;
- зачистить и удалить следы коррозии;
- убрать заусенцы;
- прогреть заготовки.
Методы подготовки кромок под сварку (механические, газовые и т. д.) ничем не отличаются от других видов сварок. Конфигурация кромочных разделок и их геометрические параметры должны быть выполнены в соответствии с техническими требованиями изделия или по ГОСТ 14771-76.
При автоматической или полуавтоматической сварке в защитных газах плавящимся электродом при толщине металла не более 8 мм можно выполнить полностью проваренный шов, даже не используя разделку кромок и не делая зазор между ними. При разделке кромок и зазоре полный провар можно получить при толщине стенки металла до 11 мм. При автоматическом виде сварки производительность изготовления стыковых соединений можно значительно увеличить, используя разделку без скоса кромок.
Для сварки металлических заготовок толщиной до 40 мм необходимо оставить зазор в нижней части стыка между кромками до 10 мм. Чтобы удерживать постоянное значение зазора в зоне сварки, нарушаемое по причине поперечной усадки, в каждом проходе сварки необходимо применить шарнирное закрепление деталей с таким углом раскрытия кромок, который будет соответствовать толщине обрабатываемого металла.
Газопламенное оборудование
Газовая сварка – это сварочный процесс, при котором плавление металла происходит путем сгорания газа в кислороде. Данный вид сварки подходит для тех ситуаций, когда не разрешается быстрое нагревание металла. Для осуществления работ такого характера необходимо газосварочное оборудование, отвечающее всем ГОСТам и нормативным данным.
Газосварка актуальна в:
- Строительстве
- Машиностроении
- Судостроении
- Металлургии
- Жилищном хозяйстве
Главный плюс газосварки заключается в возможности перемещения оборудования и быстрой смены рабочего места. Для осуществления газосварочных работ потребуются баллоны с кислородом и горючим газом, горелки и газовые рукава.
Одно из первостепенных направлений деятельности Группы компаний СВАРБИ является продажа газосварочного оборудования. Мы непрерывно следим за спросом потребителей на рынке сварочного оборудования, пополняем и расширяем наш каталог, чтобы клиенты смогли найти всё необходимое для проведения газосварочных работ.
В каталоге нашего интернет-магазина вы найдете комплектующие и аксессуары для газосварочной аппаратуры, запасные и расходные детали. В ассортименте представлены машины газовой резки, горелки, резаки, баллоны, редукторы, регуляторы, манометры, вентили и другое оборудование для газовой сварки.
Главным рабочим инструментом каждого сварщика является горелка или резак. Этот вид товаров представлен на нашем сайте в широком ассортименте. Помимо стандартных и распространённых моделей, вы найдете многопламенные горелки для сушки кровли, а также горелки «СФЕРА» для нагрева стыков труб ПСТВМ.
Мы пополняем наш каталог новыми товарами напрямую от производителей, которые уже много лет являются постоянными партнёрами: KRASS, GSE, БАМЗ, НОРД-С, ДОНМЕТ, REDIUS, РОАР, MESSER, ПТК и многие другие. ГК СВАРБИ осуществляет продажу газосварочного оборудования, не только в Москве, но и в Санкт-Петербурге, Воронеже, Тамбове, Туле и Краснодаре.
Опытные специалисты предоставят всю необходимую информацию о товаре и помогут сделать удачную покупку по привлекательной цене. Мы также обеспечим быструю и аккуратную доставку товара и постгарантийное сервисное обслуживание.
Техника безопасности при сварке в защитных газах
Не забывайте, что защитные газы используются только для защиты металла от порчи, но не являются безопасными для самого сварщика. Существует ряд важных правил, которые следует выполнять при выполнении сварки в среде защитных газов:
- Обязательное соблюдение требований электробезопасности, ношение защитной маски и перчаток.
- Осторожное обращение с кислородом, так как он обладает повышенной склонностью к возгоранию. Хранение любых баллонов с газами должно происходить только в вертикальном положении. Их использование по истечению срока поверки, после сильного механического повреждения или падения с высоты запрещено.
- Не допускается бесконтрольно использовать углекислоту в маленьких и слабо проветриваемых помещениях. Под каждый тип газа должен применяться определенный тип редуктора. Строго избегать перепутывания шлангов. Помимо этого, исключить любое воздействие на них тяжеловесных и горячих предметов, а также открытого огня и искр.
- Недопустимо нахождение в рабочей зоне сварки посторонних людей и домашних животных, следует избегать на поверхностях масляных и жировых загрязнений.
- Перед запуском необходимо убедиться в исправности пусковой системы, проверить на герметичность все шланги.
- До завершения работы сварщик не сможет исправить недостатки оборудования.
- В сырых местах и закрытых емкостях все работы производить в прорезиненной одежде, используя те же резиновые коврики.
- Запрещается сваривать полностью или слабо закрепленные детали, а также размещать их на неустойчивые поверхности или работать в условиях плохой видимости.

Обобщенно можно сказать, что любые виды сварочных работ обладают повышенной степенью опасности, поэтому каждому работнику необходимо в первую очередь самому заботиться о защите органов дыхания, зрения и кожи. Даже непродолжительный процесс сварки в личном гараже нельзя производить без маски, термоустойчивых перчаток и респиратора. Только при наличии такой защиты будет уверенность, что выполнение качественной сварки не нанесет вреда вашему здоровью.
Осушитель
Осушитель поглощает влагу из углекислого газа. Выпускается двух модификаций: высокого и низкого давления. Осушитель высокого давления устанавливают перед регулятором (редуктором), а низкого — после него. Влагопоглощающим веществом служит силикагель или алюмогликоль. Путем прокаливания при 250-300°С эти вещества поддаются восстановлению.
1 — Втулка; 2 — Накидная гайка; 3 — Пружина; 4 — Сетка; 5 — Фильтр; 6 — Осушающий материал; 7 — Сетчатая шайба; 8 — Корпус; 9 — Штуцер.
20.10.2021 Автор: VT-METALL

Из этого материала вы узнаете:
- Суть технологии сварки в защитных газах
- Преимущества и недостатки сварки в защитных газах
- Виды защитных газов для сварки
- Необходимое оборудование для сварки в защитных газах
- Режимы сварки в защитных газах
- Электроды для сварки в защитных газах
- Руководство по сварке в защитных газах
- Техника безопасности при сварке в защитных газах
Сварка в защитных газах – одна из по-настоящему эффективных технологий обработки металлов. А все потому, что в ходе работы не поступает воздух к точке сваривания, который отрицательно сказывается на дальнейшей прочности заготовки. И это не все плюсы данного способа.
Ниже в статье вас ждет подробное описание самой процедуры, список применяемых защитных газов, практическое руководство по сварке своими руками, включая тонкости техники безопасности. С этой информацией вы станете более профессиональным и продуктивным специалистом.
Суть технологии сварки в защитных газах
Сварка в среде защитных газов (как автоматическая, так и полуавтоматическая) возникла относительно недавно, и в течение последних 25–30 лет происходило ее стремительное развитие. Многие ошибочно полагают, что этот метод используется только для сваривания тонколистовых конструкций из низкоуглеродистых сталей.
Но на практике посредством такой сварки соединяют и металлические изделия толщиной до 25–30 мм. И самое ценное то, что рабочий процесс можно выполнять в любом пространственном положении.

Дуговая сварка в защитном газе применяется для соединения сложных конструкций с высокими требованиями к выносливости и прочности: в промышленности, для соединения деталей автомобилей, всевозможных трубопроводов и т. д. Она используется для сварки цветных и черных металлов и сплавов на их основе. Наиболее часто применяется для сварки нержавеющей стали, титана, циркония, магния, алюминия и их сплавов. Для каждого металла и сплава используется определенная газовая смесь.
Преимущества
Данная технология не зря получила широкое распространение в промышленности, так как она обладает рядом преимуществ:
- Высокая производительность процесса сварки, если речь идет о серийном производстве;
- Все делается одинаково по заданным настройкам, так что нет негативного человеческого фактора;
- Швы обладают высоким качеством, так как газ дает отличную защиту;
- Можно соединять сложно свариваемые, и даже разнородные металлы;
- Для обслуживания автомата не требуется большого количества людей.
Преимущества и недостатки сварки в защитных газах
Благодаря широкому выбору используемых материалов такая технология стала очень востребована в разных сферах промышленности. Ее основными преимуществами являются:
- удобство процесса, так как сварку можно выполнить из любого пространственного положения;
- отсутствие флюса и шлака;
- высококачественные швы на разных металлах;
- возможность наблюдения за сваркой деталей;
- простота механизации для увеличения производительности;
- умеренные цены.
Виды защитных газов для сварки
Такая технология позволяет выполнять сварные швы как с помощью неплавящихся (чаще всего вольфрамовых), так и плавящихся электродов. При первом варианте сварной шов достигается в результате расплавления кромок детали и при подаче в зону дуги присадочной проволоки. Металл шва появляется в результате расплавления плавящегося электрода при сварке в защитных газах. Существуют три группы защитных газов:
- только инертные газы – гелий, аргон;
- только активные газы – водород, азот, углекислый газ и др.;
- смесь активных и инертных газов из первой и второй групп.

Выбор необходимого типа защитного газа зависит от химического состава свариваемых металлов, технических требований к сварному соединению, необходимых экономических показателей процесса и других подобных факторов.
- Для сварки углеродистых сталей плавящимся электродом в защитных газах пользуются смесью углекислого газа и кислородом (до 20 %). Это не только исключает пористость шва, но и обеспечивает его глубокое проплавление, хорошую форму, высокую окислительную способность.
- Смесью аргона, углекислого газа (до 20 %) и кислорода (не более 5 %) пользуются для сварки плавящимся электродом легированных и углеродистых сталей. Добавление активного газа стабилизирует дугу, обеспечивает формирование швов и предупреждение пористости.
- Смесь 10–25%-ного углекислого газа с аргоном используют для сварки плавящимся электродом в защитных газах. Добавление углекислого газа при сварке углеродистых сталей исключает появление пор, стабилизирует дугу и защищает зону сварки при сквозняках, при сварке тонкостенного металла способствует улучшению формирования шва.
- Смесью аргона и кислорода (от 1 до 5 %) пользуются для сваривания низкоуглеродистых и легированных сталей плавящимся электродом. Добавление кислорода к аргону снижает значение критического тока, улучшает форму шва и предупреждает появление пор.
- Смесью активных и инертных газов рекомендуется пользоваться и с целью увеличения производительности сварного процесса, металлургической обработки расплавленного металла, изменения формы шва и увеличения глубины проплавления, повышения устойчивости дуги. Во время сварки в газовой смеси становится интенсивнее переход электродного металла в шов.
Общие рекомендации по технике сварки
Ручную и механизированную сварку обычно ведут на весу. Автоматическую сварку можно осуществлять так же, как и при сварке под флюсом, на остающихся или съемных подкладках и флюсовых подушках. Однако во многих случаях наиболее благоприятные результаты достигаются при использовании газовых подушек (рис. XI.4). Они улучшают формирование корня шва, а при сварке активных металлов способствуют и защите нагретого твердого металла от воздействия с воздухом. Подаваемые в подушку газы по составу могут быть аналогичными применяемым для защиты зоны сварки.
XI.4. Схемы газовых подушек а, б — односторонняя и двусторонняя сварка; 1 — защитный газ; 2 — медная подкладка
Качество шва в большой степени определяется надежностью оттеснения от зоны сварки воздуха. Необходимый расход защитного газа устанавливают в зависимости от состава и толщины свариваемого металла, конструкции сварного соединения, скорости сварки, состава защитного газа.
Влияние скорости сварки на надежность защиты зоны сварки видно из рис. XI.5. Ветер и сквозняки также снижают эффективность газовой защиты. В названных случаях рекомендуется на 20—30% повышать расход защитного газа, увеличивать диаметр выходного отверстия сопла или приближать горелку к поверхности детали. При сварке на повышенных скоростях полезно также наклонять горелку углом вперед, а при автоматической сварке применять боковую подачу газа (см. рис. XI.3,б). Для защиты от ветра зону сварки закрывают щитками. Для достаточной защиты соединений, указанных на рис. XI.6,в,г, необходим повышенной расход газа. При их сварке рекомендуется устанавливать сбоку и параллельно шву экраны, задерживающие утечку защитного газа. При равных условиях расход гелия благодаря его меньшей плотности должен быть увеличен по сравнению с аргоном или с углекислым газом.
XI.5. Влияние скорости сварки на эффективность газовой защиты а—в — сварка соответственно на малой, средней и очень большой
XI.6. Схемы (а—г) расположения границы струи защитного газа при сварке различных типов соединений
Необходимое оборудование для сварки в защитных газах
Что касается аппаратуры, то следует отметить, что для сварки в защитных газах в большинстве случаев используются сварочные полуавтоматы. В них скорость подачи присадочной проволоки и параметры дуги определяются благодаря автоматическим элементам. Исполнителю остается только следить за скоростью и передвижением сварочных головок (горелок).
Наиболее предпочтительными для сварки в защитных газах являются комплексы MIG/MAG.

Важную роль при использовании саморегулирующихся сварочных систем играют источники питания. Они должны обладать жесткой электрической характеристикой с пологим падением тока. Форма сварочной горелки может быть как прямой, так и изогнутой. В зависимости от метода можно применять водяное или воздушное охлаждение. Изогнутая форма сопла облегчит проведение сварочных работ в труднодоступных местах.
Конструкция
Передвижные сварочные автоматы состоят из следующих основных элементов:
- сварочная головка;
- система управления;
- тележка (с приводом или без);
- аппаратурный шкаф и другое электрооборудование.
В передвижных сварочных автоматах тележка — базовый элемент конструкции, на который устанавливается пульт управления, кассеты для проволоки, емкости для флюса или газа, а также другое оборудование. Выделяют два основных класса конструкции тележки:
- Тракторного типа — движение происходит с помощью бегунковых колес. Ход сварочных тракторов при этом обеспечивает электродвигатель с редуктором.
- Кареточного типа — механизм перемещается исключительно по направляющим.
Неподвижные автоматы не имеют механизма для перемещения вдоль шва — тележки, а также оптимизированы для использования в составе других механизмов (установок). Это определяет не только их исполнение, но и способ управления оборудованием.
Сварочная головка (в составе передвижного автомата или подвесная), в свою очередь, имеет следующие основные функциональные элементы конструкции:
- Механизм подачи электродной проволоки, состоящий из электропривода и редуктора. В том случае, если для работы головки используется электродвигатель переменного тока, то необходимы регулируемые редукторы. Для корректной работы электродвигателей постоянного тока будет достаточно и нерегулируемого редуктора.
- Ролики для стабильной подачи проволоки без задержек и проскальзывания. Как правило, в этом качестве применяются две пары ведущих роликов. В некоторых случаях для предупреждения проскальзывания на их поверхности наносится насечка, но иногда такое решение является недопустимым из-за риска смятия электродной проволоки.
- Мундштук — средство обеспечения контакта дуги с зоной сварки. Основная задача этого узла — жесткая фиксация проволоки по отношению к сварочной ванне. Для борьбы с искривлениями проволоки перед мундштуком иногда монтируется правильный механизм, который уменьшает блуждание торца электрода. Другая важная задача мундштука — обеспечение устойчивого электрического контакта с проволокой для качественной, бесперебойной сварки. В зависимости от диаметра используемых электродов в промышленности используются как устройства с роликовым скользящим контактом (для проволоки 3-5 мм) или трубчатые мундштуки (для проволоки 0,8-2,5 мм).
- Средства установочной регулировки положения головки — в вертикальном положении (для настройки оптимального вылета проволоки и/или угла наклона электрода относительно шва) и поперечном положении (для направления сварочной головки по центру свариваемого стыка и ее корректировки в процессе работы).
Режимы сварки в защитных газах
Для операций такого типа чаще всего пользуются полуавтоматическими инверторными агрегатами. Они позволяют выполнить настройку подаваемого напряжения и электричества. Помимо этого, такие агрегаты выполняют функцию базовых источников питания, а их опции и мощность регулировки могут варьироваться в зависимости от используемой модели. При стандартных видах работ (когда не нужно обрабатывать толстостенные сплавы) подойдет обычная аппаратура.
Рекомендуем статьи
- Изготовление сварных металлоконструкций: разбираемся в методах и операцияхКак варить швы: разбираемся в секретах техники сварки
- Изготовление сварочного оборудования: необходимые характеристики и лучшие производители
- Забор сварной секционный: критерии выбора и инструкция по установке
Основные отличия автоматизированной дуговой сварки в защитных газах преимущественно заключаются в следующих параметрах: толщина металла, диаметр проволоки, сила электрического тока, подаваемое напряжение, скорость подачи контакта и расход газа. Их можно отобразить следующим образом:
- 15 см; 0,8 мм; 120 А; 19 В; 150 м/ч; 6 ед/мин;
- 7 мм; 1 мм; 150 А; 20 В; 200 м/ч; 7 ед/мин;
- 2 мм; 1.2 мм; 170 А; 21 В; 250 м/ч; 10 ед/минут;
- 3 мм; 1,4 мм; 200 А; 22 В; 490 м/ч; 12 ед/мин;
- 4-5 мм; 0,16 см; 250 А; 25 В; 680 м/ч; 14 ед/минут;
- 6 мм и более; 1,6 мм; 300 А; 30 В; 700 м/ч; 16 ед/мин.
Такие параметры считаются стандартными и предназначаются для процессов с применением углекислоты.
Лучшие сварочные полуавтоматы MIG/MAG, MMA
Устройства для сваривания в среде защитного газа и в ручном режиме плавящимися электродами.
1
Aurora OVERMAN 205 (MIG/MAG, MMA)
Рейтинг:5,0
- сварочный инвертор
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 180 А (MMA), 200 А (MIG/MAG)
- мощность: 8 кВА
Средняя цена: 36 100 руб
Лёгкий сварочный полуавтомат с возможностью сваривания штучными электродами. Работает с порошковой самозащитной проволокой. С током до 200 А и мощностью до 8 кВт станет надёжным помощником в гараже или производственном цехе со значительными объёмами работ. Отлично зарекомендовал себя при сваривании алюминия – подойдёт для автомастерской и СТО. Большое время включения обеспечено обновлённой системой охлаждения на базе четырёх радиаторов. Для работы при низких температурах предусмотрена розетка для подключения обогрева редуктора. Аппарату на страшны просадки напряжения до 160-140 В.
Особенности:
- регулятор тока и напряжения;
- управление индуктивностью;
- опция подогрева редуктора;
- изменение полярности на корпусе.
2
Сварог REAL MIG 200 (N24002N) (MIG/MAG, MMA)
Рейтинг:4,9
- сварочный инвертор
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 160 А (MMA), 200 А (MIG/MAG)
- мощность: 7.70 кВА
Средняя цена: 32 580 руб
Продвинутый агрегат для применения в быту и на производстве. Горелка оснащена крючком, цепляющимся практически за что угодно. На переднюю панель вынесены регуляторы: напряжения в режиме MIG, скорости подачи проволоки, индуктивности (форсаж дуги). Последняя опция стабилизирует дугу, избавит от наплывов при сваривании тонких металлов. Для режима MMA есть регулятор тока в пределах 10-160 А. Под крышкой корпуса скрывается таблица с рекомендуемыми режимами сварки: соответствие тока, толщины металла и проволоки/электрода. Особенности:
- сваривание алюминия;
- работа с порошковой проволокой;
- дожигание проволоки;
- множество регуляторов;
- холостой прогон сварочной проволоки.
3
РЕСАНТА САИПА-220 (MIG/MAG)
Рейтинг:4,8
- сварочный инвертор
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 220 А (MIG/MAG)
Средняя цена: 26 590 руб
Производительный агрегат для решения любых задач по свариванию металлов в среде защитных газов. Оснащён температурными датчиками. Они следят за терморежимом трансформатора, и, если его температура приближается до критического значения, отключают подачу питания. О перегреве уведомит аварийный индикатор. Корпус покрыт диэлектрическим составом. Под его крышкой скрывается барабан с проволокой, механизм управления скоростью её размотки и клапан дозировки подачи газа. Для повышения ПВ корпус трансформатора изготовлен из алюминия, отлично проводящего тепловую энергию.
Особенности:
- управление напряжением дуги;
- сваривание только в режимах с защитным газом;
- предотвращает перегрузку в электросети при разжигании дуги;
- термозащита принудительно отключает питание при перегреве.
4
Wester MIG 140i (MIG/MAG, MMA)
Рейтинг:4,7
- сварочный инвертор
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 140 А (MMA), 140 А (MIG/MAG)
- мощность: 4.70 кВт
Средняя цена: 16 690 руб
Недорогой полуавтомат инверторного типа с выходящим током 140 А для бытовых нужд. Работает с проволокой сечением 0,6-0,8 мм и варит штучными электродами толщиной 1,6-3,2 мм. С такими параметрами отменно проваривает сталь толщиной до 6 мм, чего вполне достаточно для домашнего использования. Эффективное охлаждение и качественные комплектующие обеспечивают ПВ на уровне 60%. Бесступенчатые регуляторы управляют током и скоростью подачи проволоки. Индикаторы сигнализируют о подаче питания и перегреве. Особенности:
- быстросъёмные кабели;
- принудительное охлаждение;
- продолжительный рабочий цикл;
- управление током, напряжением, подачей присадочника.
5
Fubag IRMIG 180 38608.3 (MIG/MAG)
Рейтинг:4,6
- сварочный инвертор
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 180 А (MIG/MAG)
- мощность: 6.60 кВА
Средняя цена: 24 220 руб
Недорогой полуавтомат с производительностью 40% в режиме MMA и 25% в режиме MAG станет незаменимым помощником в небольшом цехе, гараже и подсобном хозяйстве. Ручки для изменения тока в режиме MMA, скорости подачи присадочной проволоки и напряжения в режимах MIG/MAG позволяют адаптировать режим сваривания под любые заготовки. С байонетными разъёмами шустро подключите кабели и смените полярность для работы с тонкостенными и толстыми заготовками. Жёлтый индикатор сообщит о перегреве устройства, за чем следит термодатчик с микроконтроллером.
Особенности:
- защита от перегрузки;
- бесступенчатые регуляторы;
- тихая работа;
- сваривание проволокой и покрытыми электродами;
6
СТАВР САУ-200М (MIG/MAG, MMA)
Рейтинг:4,5
- сварочный инвертор
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 200 А (MMA), 200 А (MIG/MAG)
- мощность: 7.30 кВт
Средняя цена: 21 649 руб
Завершает ТОП бюджетный сварочный аппарат для соединения металлов медной проволокой в среде защитных газов и покрытыми электродами. Электронная начинка базируется на инновационных IGBT-транзисторах, устойчивых к перегрузкам и нагреву. Сварочный ток, скорость размотки проволоки изменяются регуляторами на передней стенке. Поддерживается сваривание порошковой проволокой без защитного газа. Поддерживает антизалипание, форсаж дуги и горячий старт. Пригоден для мелкосерийного производства благодаря времени включения 60%.
Особенности:
- стабильность работы при падении напряжения до 25%;
- сваривание плавящимися электродами и флюсовой проволокой;
- продолжительное время включения;
- производство на базе IGBT-транзисторов;
- функции для облегчения работы: антизалипание, форсаж дуги, хот-старт.
Электроды для сварки в защитных газах
Сварка производится как неплавящимися, так и плавящимися электродами. Неплавящиеся электроды (графитовые, угольные или вольфрамовые) необходимы только для возбуждения и поддержания горения дуги. Чтобы заполнить разделку свариваемых кромок в зоне дуги, необходимо ввести присадочный металл в виде проволоки или прутков. При этом графитовые или угольные электроды используют чаще всего только при работе с легированными сталями, потому что они не смогут обеспечить устойчивое горение дуги, в результате чего сварной шов будет пористый и иметь темный налет.
В основе плавящегося электрода используется сварочная проволока из металла, который по химическому составу близок к свариваемому металлу.

При полуавтоматической сварке в защитных газах используют неплавящиеся электроды и специальные инверторные шланговые сварочные полуавтоматы. Суть выполнения таких работ заключается в передвижении сварочной головки вдоль линии сварного шва одновременно при опоре на присадочную проволоку, имеющую сечение 1-2 мм.
При автоматической сварке в защитных газах могут использоваться как плавящиеся, так и неплавящиеся электроды. Работы такого типа производятся на специальных автоматах с закрепленной головкой на вращающейся консоли. Тем самым появляется возможность одновременной обработки сразу на нескольких рабочих участках.
Невидимые защитники
Для этих целей ГОСТом 19521-74 предусмотрено применение:
- Углекислого газа (двуокиси углерода) СО2 .
- Аргона.
- Гелия.
- Азота.
- Водорода.
- Смеси газов.
Двуокись углерода
Газ СО2 (ГОСТ 8050-85) получил наибольшее распространение из-за невысокой стоимости (выделяется как побочный продукт при коксовании углей, обжиге известняка). Является активным. Оттесняя от сварочной ванны вредные газы из окружающей среды, сам способен вступить в химическую реакцию с металлом шва.
При высоких температурах в зоне дуги распадается на окись углерода и свободный кислород. Его нейтрализуют, используя сварочную проволоку или присадочный материал с повышенным содержанием марганца и кремния (ГОСТы 2246-70, 10543-98). Окислы этих элементов выходят на поверхность сплава в виде шлаков.
Сварку в среде углекислого газа применяют для соединения деталей из низколегированных и углеродистых сталей.
Аргон и гелий
Аргон (ГОСТ 10157-79) и гелий (ГОСТ 20461-75) — инертные газы. Они не взаимодействуют с жидким металлом в сварочной ванне.
Аргон, являясь более тяжелым по отношению к воздуху, создает плотную защиту от азота и кислорода из окружающей среды. Используется для получения высококачественных сварных швов углеродистых и высоколегированных сталей, а также для сварки цветных металлов и их сплавов.
Гелий применяется в тех же целях, что и аргон, но значительно реже из-за его высокой стоимости. Чаще используют в виде смеси с аргоном.
Азот и водород
Активные газы азот (ГОСТ 9293-74) и водород (ГОСТ 3022-70) применяются в высокотемпературных процессах с металлами, не вступающими с ними во взаимодействие.
Руководство по сварке в защитных газах
Главным отличием от других методов сварки является то, что нахождение дуги происходит в струе защитного газа, вытесняющего окружающую среду. За счет этого исключается взаимодействие расплавленного металла с кислородом и азотом.
1. Подготовка и соединение кромок
Несмотря на ряд достоинств метода, перед началом сварки в среде защитных газов необходимо выполнить подготовку соединяемых деталей.
Во избежание брака, следует последовательно выполнить ряд таких действий:
- произвести выравнивание поверхностей;
- зачистить и удалить следы коррозии;
- убрать заусенцы;
- прогреть заготовки.
Методы подготовки кромок под сварку (механические, газовые и т. д.) ничем не отличаются от других видов сварок. Конфигурация кромочных разделок и их геометрические параметры должны быть выполнены в соответствии с техническими требованиями изделия или по ГОСТ 14771-76.
При автоматической или полуавтоматической сварке в защитных газах плавящимся электродом при толщине металла не более 8 мм можно выполнить полностью проваренный шов, даже не используя разделку кромок и не делая зазор между ними. При разделке кромок и зазоре полный провар можно получить при толщине стенки металла до 11 мм. При автоматическом виде сварки производительность изготовления стыковых соединений можно значительно увеличить, используя разделку без скоса кромок.
Для сварки металлических заготовок толщиной до 40 мм необходимо оставить зазор в нижней части стыка между кромками до 10 мм. Чтобы удерживать постоянное значение зазора в зоне сварки, нарушаемое по причине поперечной усадки, в каждом проходе сварки необходимо применить шарнирное закрепление деталей с таким углом раскрытия кромок, который будет соответствовать толщине обрабатываемого металла.
Техника безопасности при сварке в защитных газах
Не забывайте, что защитные газы используются только для защиты металла от порчи, но не являются безопасными для самого сварщика. Существует ряд важных правил, которые следует выполнять при выполнении сварки в среде защитных газов:
- Обязательное соблюдение требований электробезопасности, ношение защитной маски и перчаток.
- Осторожное обращение с кислородом, так как он обладает повышенной склонностью к возгоранию. Хранение любых баллонов с газами должно происходить только в вертикальном положении. Их использование по истечению срока поверки, после сильного механического повреждения или падения с высоты запрещено.
- Не допускается бесконтрольно использовать углекислоту в маленьких и слабо проветриваемых помещениях. Под каждый тип газа должен применяться определенный тип редуктора. Строго избегать перепутывания шлангов. Помимо этого, исключить любое воздействие на них тяжеловесных и горячих предметов, а также открытого огня и искр.
- Недопустимо нахождение в рабочей зоне сварки посторонних людей и домашних животных, следует избегать на поверхностях масляных и жировых загрязнений.
- Перед запуском необходимо убедиться в исправности пусковой системы, проверить на герметичность все шланги.
- До завершения работы сварщик не сможет исправить недостатки оборудования.
- В сырых местах и закрытых емкостях все работы производить в прорезиненной одежде, используя те же резиновые коврики.
- Запрещается сваривать полностью или слабо закрепленные детали, а также размещать их на неустойчивые поверхности или работать в условиях плохой видимости.

Обобщенно можно сказать, что любые виды сварочных работ обладают повышенной степенью опасности, поэтому каждому работнику необходимо в первую очередь самому заботиться о защите органов дыхания, зрения и кожи. Даже непродолжительный процесс сварки в личном гараже нельзя производить без маски, термоустойчивых перчаток и респиратора. Только при наличии такой защиты будет уверенность, что выполнение качественной сварки не нанесет вреда вашему здоровью.
Содержание
- Сущность сварки в среде защитных газов
- Необходимые схемы и таблицы
- Технология газозащиты: как это работает
- Какими свойствами обладает газ
- Используемые в работе газы
- Инертные вещества
- Активные элементы
- Распространенные смеси газов
- Плюсы и минусы сварки в среде защитных газов
- Особенности сварочных работ
- Как подготовить кромки и собрать их
- Выбор проволоки и метод ее подачи
- Режимы сварки в газовой среде
- Расчет расхода газа
- Какое оборудование применяется в сварке
- Полуавтомат для сварки
- Дополнительные комплектующие
- Системы для подачи проволоки
- Рекомендации по технике сварки своими руками
- Характеристики подаваемого тока
- Скорость подачи проволоки
- С какой скоростью варить
- Угол наклона электрода
- Инструкция по сварке разными способами
- Ручной метод сваривания в камере
- С неплавящимся электродом
- С плавящимся электродом
- Импульсно-дуговая сварка
- Использование трехфазной дуги
- При принудительном формировании шва
- С дугой, управляемой магнитным полем
- С вольфрамовым электродом
- Другие варианты сварки
- Рекомендации для разных типов металлов и сплавов на их основе
- Разновидности сталей
- Медь и ее производные
- Магний и алюминий
- Реактивные и тугоплавкие стали
Сварка в среде защитных газов позволяет получить чистые и ровные швы, а также обеспечивает крепкое сцепление материалов. Попадание лишних веществ в точку плавки оказывает негативное влияние на результат. Защитить от этого могут газообразные элементы. Благодаря им с металлом соприкасаются только электрод и присадочные материалы. Технология позволяет избежать появления шлака и трещин.

Сущность сварки в среде защитных газов
При сварочных работах источником нагрева служит электрическая дуга.
Для заполнения щели между металлическими деталями используются 2 вида электродов: вольфрамовый или плавящийся. В первом случае расплавляются кромки изделия, а во втором — сам материал.
На процесс негативно влияет О2 и N из воздуха. Поэтому для защиты дуги нужны следующие виды газообразных веществ:
- активные — азот, водород;
- инертные — аргон и гелий;
- смесь 2 групп.
Выбор защитной среды зависит от химического состава металла, желаемого результата и бюджета.
Необходимые схемы и таблицы
Существует несколько способов подачи газовой среды:
- центральный — параллельно стержню;
- боковой — отдельно от электрода;
- многоструйный — несколькими струями через подвижную насадку над рабочей средой.

Дуговая сварка в защитном газе улучшает качество соединения, делает его чистым и аккуратным. Методы защиты показаны на схеме.
Физические свойства веществ:
| Газ | Теплопроводность | Теплоемкость | Плотность |
| Ar | 0,19 | 0,524 | 1,784 |
| He | 1,66 | 5,242 | 0,178 |
| CO2 | 0,19 | 0,821 | 1,978 |
| H2 | 2,36 | 14,246 | 0,090 |
| O2 | — | 0,916 | 1,429 |
| N2 | 0,29 | 1,038 | 1,251 |
Технология газозащиты: как это работает
В точку плавления горелкой подается смесь газов. Она снимает напряжение, в результате шов получается чистым, без трещин и пор. Вся металлоконструкция становится прочнее.
Какими свойствами обладает газ
Газообразные вещества делятся на те, которые вступают в реакцию с металлическими деталями, и те, которые не оказывают металлургического воздействия.
Первые улучшают химические свойства конструкции, делают спайку прочнее. Вторые нужны для улучшения свойств дуги, уменьшения брызг.
Используемые в работе газы
В промышленности чаще используются смеси нескольких элементов. Отдельно могут применяться такие субстанции: водород, азот, гелий, аргон. Выбор зависит от металлического сплава и от желаемых характеристик будущего шва.
Инертные вещества
Эти примеси придают стабильность дуге и позволяют проводить глубокую спайку. Они защищают металл от воздействия среды, при этом не оказывают металлургического воздействия. Их целесообразно использовать для легированной стали, алюминиевых сплавов.

Активные элементы
Особенность сварки в том, что соединения вступают в реакцию с заготовкой и меняют свойства металла. В зависимости от вида металлического листа подбираются газовые субстанции и их пропорции. Например, азот активен к алюминию и инертен к меди.
Распространенные смеси газов
Активные вещества смешивают с инертными, чтобы увеличить устойчивость дуги, повысить производительность работ, изменить форму шва. При таком способе часть электродного металла переходит в область плавления.
Самыми популярными считаются следующие сочетания:
- Аргон и 1-5% кислорода. Используется для легированной и низкоуглеродистой стали. При этом понижается критический ток, улучшается внешний вид, осуществляется профилактика появления пор.
- Углекислый газ и 20% О2. Применяется для углеродистого стального листа при работе плавящимся электродом. Высокая способность смеси к окислению дает глубокое проплавление и четкие границы.
- Аргон и 10-25% СО2. Используется для расплавляемых элементов. Это сочетание увеличивает стабильность дуги и надежно защищает процесс от сквозняков. Добавление СО2 при сварке углеродистой стали позволяет добиться однородной структуры без пор. При работе с тонкими листами улучшается формирование шва.
- Аргон с СО2 (до 20%) и О2 (до 5%). Применяется для легированных и углеродистых стальных конструкций. Активные газы помогают сделать место плавки аккуратным.

Плюсы и минусы сварки в среде защитных газов
Широкий диапазон подходящих веществ обеспечивает большое распространение такого способа в промышленности. Основные преимущества:
- удобство процесса, т.к. можно варить из разных положений;
- отсутствие шлака и флюса;
- высокое качество швов на разных металлах;
- возможность наблюдения за справкой деталей;
- легкость механизации и большая производительность;
- невысокая стоимость.
Недостатками метода можно назвать:
- световую и тепловую радиацию дуги;
- опасность газовой аппаратуры;
- необходимость остывания горелок;
- отклонение струи газа движением воздуха.
Особенности сварочных работ
Главное отличие от других технологий сварки: дуга находится в струе защитного газа, который оттесняет окружающую среду. Это исключает контакт расплавленного металла с азотом и кислородом.
Как подготовить кромки и собрать их
Несмотря на преимущества метода сварки, перед началом работ нужна подготовка.

Если ею пренебречь, на выходе получится брак. Этапы:
- выравнивание;
- очистка от коррозии;
- удаление заусенцев;
- нагрев.
Выбор проволоки и метод ее подачи
Самая важная характеристика, на которую нужно обращать внимание — прочность металла шва. Она предполагает отсутствие пор и трещин, высокое качество спайки. Чтобы этого добиться, используются следующие добавки:
- титан (Ti);
- кремний (Si);
- марганец (Mn);
- цирконий (Zr);
- алюминий (Al).

Они препятствуют соединению кислорода с углеродом и образованию угарного газа СО. В результате остается только безвредный шлак.
Увеличение Mn и Si влияет на форму шва и текучесть ванны. Остальные элементы делают ее вязкой. Такая проволока хорошо подходит для варки труб.
Маркировка электрода состоит из:
- цифры, означающей диаметр в миллиметрах;
- индекса «св»;
- процента содержания углерода;
- буквенного обозначения химического элемента, который содержится в материале;
- среднего содержания этого вещества.
Метод подачи электрода зависит от аппарата. При ручной спайке все делает специалист.
Полуавтоматическая сварка в среде защитных газов предполагает, что проволока подается автоматически.
Режимы сварки в газовой среде
Сварочные работы в защитном газе включают следующие характеристики:
- сила тока;
- напряжение;
- скорость подачи проволоки;
- угол наклона электрода;
- его диаметр.

Существуют стандартные значения для металлических сплавов и химических элементов защиты, они указаны в ГОСТах.
Расчет расхода газа
Есть несколько способов посчитать, сколько газовой смеси израсходуется во время сварки. Нужно учитывать вид производства — массовое или единичное. Для мелкосерийного изготовления деталей можно применять следующую формулу:
N=PxR, где P — расход проволоки в килограммах, а R — коэффициент затрат газа на 1 кг электродов. Последний рекомендуется указывать в пределах 1,15-1,3.
Какое оборудование применяется в сварке
Чаще всего применяются инверторы полуавтоматического класса. На них можно регулировать силу тока и подаваемое напряжение. Одновременно они служат источником питания. На рынке представлен широкий выбор агрегатов, различающихся мощностью и дополнительными опциями. Если варится металл средней толщины из популярных сплавов, достаточно простой модели.
Полуавтомат для сварки
Сварочные аппараты с функцией подачи защитной среды разделяются на 2 типа: локальный и общий. В первом случае газ поступает напрямую из сопла. Этот вид наиболее популярен в промышленности. Он подходит не для всех изделий, но позволяет получить удовлетворительный результат. Если конструкция слишком большая, в зону плавления может попасть воздух, тогда качество сильно упадет.
Для крупногабаритных деталей рекомендуется использовать агрегаты с функцией регулировки атмосферы. Она работает следующим образом:
- из внутренней полости откачивается воздух;
- закачивается газ;
- проводится сварка с дистанционным управлением.

Дополнительные комплектующие
Кроме автоматического аппарата в работе используются следующие аксессуары:
- Присадочные прутья. Необходимы для создания аккуратного шва на сложных металлах — цветных, нержавеющих, стальных. Состав выбирается в зависимости от металлического сплава. Выполняют роль припоя в паре с неплавящимся электродом.
- Проволока. Дополнительный элемент электродуговой сварки с аргоном. Подается автоматически из катушки, установленной на инверторе. Как и прутья, расплавляется в ровную дорожку при работе неплавящимся электродом.
- Шланги и фитинги. Это расходный материал, который периодически изнашивается и требует замены. Рекомендуется выбирать шланг такой длины, чтобы между аппаратом и рабочей зоной оставалось достаточно пространства.
Системы для подачи проволоки
При ручном способе сварки за продвижение прута отвечает сам мастер. Но есть и автоматические механизмы, где специалисту нужно только контролировать процесс. Они работают независимо от сварочного аппарата. Преимущество в том, что они позволяют регулировать скорость движения, которая зависит от силы тока.

Системы подачи проволоки могут быть стационарными или передвижными. Первые устанавливают на инвертор. Вторые можно использовать на разных агрегатах. Недостаток обоих видов в том, что они требуют обслуживания и имеют сложную конструкцию. Специалист, не обладающий техническими знаниями, не сможет их обслуживать.
Рекомендации по технике сварки своими руками
Мастеру важно следить не только за ровностью шва, но и за тем, чтобы ванна не выходила из защитной среды. Для этого сначала нужно включить газ, а после этого поджечь дугу. Если сделать наоборот, металл окислится и соединение получится некачественным. Заканчивать работу нужно таким же образом: сначала убрать электрод, а через 10 секунд выключить газ. Самой надежной считается подача газовых струй с двух сторон. Так снижается риск контакта с кислородом.
Характеристики подаваемого тока
Это самый сложный параметр при выборе режима сварки. Он зависит от типа металла, например, тонкие листы варят на минимальных значениях. Важно учитывать расположение деталей. Вертикальный шов нужно делать аккуратно, чтобы удержать дугу и не допустить растекания расплавленного металла.

Скорость подачи проволоки
Это параметр прямо пропорционально связан с предыдущим: если увеличить продвижение электрода, вырастет ток. В профессиональных аппаратах значения можно регулировать отдельно. Это нужно делать, когда дуга издает посторонние звуки. Громкий треск говорит о том, что электродный материал нужно замедлить.
С какой скоростью варить
Этот параметр напрямую влияет на качество шва. Если дуга движется слишком быстро, соединение получается прерывистым и тонким. Если движения сварщика медленные, стык будет широкий, расплывчатый.
.jpg "Скорость сваривания")
Угол наклона электрода
Относительно плоскости сваривания можно выделить 3 положения проволоки:
- Отклонение 30-60°. Жидкий шлак накрывает расплавленный металл, т.к. двигается за ванной. Способ используется для вертикальных швов, минимизации глубины проплава.
- Под прямым углом. Сложный метод, применяется редко. Так можно варить только труднодоступные места, где нет возможности наклонить горелку.
- Наклон 120-150°. Жидкий шлак оттесняется назад, он находится сзади сварочной ванны. Способ дает глубокую проплавку металла.
Инструкция по сварке разными способами
Существует 2 техники сварочных работ:
- Встык. Перед началом нужно точно подогнать детали, чтобы между ними не было зазоров. Используется, когда нужна высокая точность, например, при замене части листа. В этом случае выполняется единый шов, затем его зачищают.
- Внахлест. Одна деталь накладывается на другую. Можно не подгонять кромки друг к другу. Не требует большого опыта от сварщика, в отличие от предыдущего способа.
Ручной метод сваривания в камере
Если нужен непосредственный контроль процесса, сварка происходит в комнате, которая заполняется газом. Специалист работает в скафандре с индивидуальной системой дыхания. Это сложная работа, которая требует высокой квалификации.

С неплавящимся электродом
В качестве защитной среды используются инертные газы: аргон, гелий. Может использоваться присадочная проволока для заполнения шва. Она должна быть изготовлена из того же материала, что и деталь. Она может подаваться вручную или с помощью автоматических приборов.
С плавящимся электродом
Проволока или металл должны быть близки по химическому составу к свариваемой конструкции. Они расплавляются, и получается крепкое, ровное соединение. Такой способ обеспечивает глубокое проплавление при маленькой сварочной ванне. За счет этого вырастает коэффициент полезного действия.

Импульсно-дуговая сварка
Этот метод заключается в наложении импульсов дополнительного тока на основной. Это позволяет сделать дугу устойчивой, а значит, металл по всей длине после проплавки имеет одинаковое качество.
Использование трехфазной дуги
При этом способе электрический разряд подается между тремя электродами, расположенными настолько близко, что теплая энергия действует в плавильном пространстве. Каждая из трех дуг имеет свою длительность горения. Последовательность задается чередованием фаз электрической дуги.

При принудительном формировании шва
Существуют устройства, удерживающие сварочную ванну. Они нужны, чтобы правильно сформировать место соединения деталей. Это могут быть вращающиеся диски, медные ползуны. Применяемые детали охлаждаются водой.
С дугой, управляемой магнитным полем
Это новый способ контроля процесса, при котором горение управляется напряженностью вокруг сварочной ванны. Во время сварки создаются области с густыми и редкими линиями индукции. Электрический разряд отклоняется между ними.

С вольфрамовым электродом
Это самый распространенный вид неплавящихся электродных материалов. Подходит для большинства металлов, в том числе для титана, бронзы, золота.
Преимущество в том, что пространственное положение и режим сварки могут быть любыми.
Другие варианты сварки
Отдельно можно выделить сварочные работы под флюсом. В процессе плавки он сгорает и выделяет защитный газ. После этого образуется безвредный шлак.
Выбор защитной среды зависит от вида металлического листа. Правильные пропорции газов могут улучшить качество соединения, предотвратить дефекты, улучшить свойства деталей.
Разновидности сталей
Углеродистую стальную конструкцию можно варить с СО2, тогда получатся глубокая спайка и большая скорость. А можно взять смесь Ar и СО2. Это защитит от разбрызгивания и деформации. Нержавеющую сталь лучше защищать He, Ar, и СО2. Это обеспечит тонкий шов, отсутствие окисления и прожогов. Низколегированную деталь лучше обрабатывать Ar и СО2. Смесь придает прочность и высокую устойчивость дуги. Небольшой расход углекислого газа может давать набрызгивания по контуру.
Медь и ее производные
Для этого металла подходит аргон. Он уменьшает текучесть металла, но применяется только для тонких листов до 3 мм. Азот используется для защиты корней. Он уменьшает образование оксидных пленок.
Магний и алюминий
Чистый аргон обеспечивает хорошее качество шва, но он подходит только для тонких листов до 25 мм. Его смесь с гелием приводит к большому тепловложению. Улучшается слияние деталей. Применяется для толщины 25-75 мм.
Реактивные и тугоплавкие стали
Для таких стальных конструкций подходит смесь Ar и 1-4% О. Сварочная ванна получается более жидкой, не остается прожогов, увеличивается скорость работы. Валики шва получаются аккуратными и чистыми.
Сварка в газовой среде используется на промышленных предприятиях для массового производства деталей и изготовления единичных заказов. Она может выполняться ручным, автоматическим и полуавтоматическим способами.