
Контроль работы сотрудников: наиболее эффективные методы
25.08.2020
Автор: Academy-of-capital.ru
Из этого материала вы узнаете:
- 11 причин внедрить контроль работы сотрудников
- 5 видов контроля работы сотрудников
- 5 главных принципов контроля за выполнением работы сотрудниками
- 7 основных методов контроля качества работы сотрудников
- Использование CRM-системы для контроля эффективности работы сотрудников
- 4 способа контроля удаленной работы сотрудников
- 3 распространенные ошибки при контроле работы сотрудников
- 5 причин чрезмерного контроля работы сотрудников
- Возможные последствия чрезмерного контроля работы сотрудников
-
Шаблон расчета 5 ключевых показателей
Скачать бесплатно
В современном бизнесе контроль работы сотрудников крайне необходим. Он может быть постоянным или периодическим, разных степеней жесткости. Но факт остается фактом: успех предприятия в значительной степени зависит от компетентности персонала.
Другой вопрос, какие методы для этого использовать, тем более что их не так уж и мало. Тут многое зависит от специфики бизнеса и от квалификации работников, особенностей корпоративной культуры и степени доверия между начальством и подчиненными. Также очень важно не переусердствовать с контролем. То есть прежде чем внедрять ту или иную систему управления, важно к этому самым тщательным образом подготовиться.
11 причин внедрить контроль работы сотрудников
Контроль работы сотрудников важен как для владельца компании, так и для персонала. Какие плюсы получит руководство? Лояльное отношение работников, повышенную результативность труда, эффективную команду. В свою очередь сотрудники также заметят улучшения: фирма станет расти, заработная плата будет стабильной, специалист поймет, что от него требует начальство, по каким правилам нужно работать, станет более мотивированным.
Необходимо, чтобы все понимали, что контроль работы сотрудников выгоден обеим сторонам. Премиальные выплаты за то, что план продаж превышен, установка специальных шпионских программ на ПК работников – все это необходимо для процветания компании и эффективной работы сотрудников.
Работники должны быть уведомлены о том, что вы отслеживаете их передвижение с помощью GPS либо видеокамер. Кроме того, они обязаны осознавать, что данная мера принята не для наказания, унижения или лишения денежных выплат, но для улучшения работы фирмы. В противном случае, если сотрудники не будут выполнять договоренности, компания не сможет эффективно функционировать.
Чтобы стало понятнее, рассмотрим, какую конкретно выгоду получит руководство и работники фирмы, если внедрить контроль работы сотрудников.
- Результат работы специалистов будет предсказуемым, поскольку существуют четкие KPI, а также понятные санкции. Так как действия работника отслеживаются, практически невозможно допустить ошибку.

- Договоренности всегда исполняются. Компании-партнеры вашей фирмы будут доверять вам, поскольку вы всегда соблюдаете сроки.
- Конкурентоспособность компании повысится благодаря контролю работы сотрудников: они выполняют поставленные задачи качественно и в указанный срок. В результате выгоду получают как руководитель, так и работники (их заработная плата повышается, а покупатели станут уважать бренд).
- Если деятельность работников контролируется, фирма легко справится с кризисной ситуацией, поскольку процессы управления отлажены, а сотрудники работают в команде.
- Получится отследить ошибки и проблемы сразу после их появления. Очевидно, что устранить их на раннем этапе будет проще.
- Лояльность работников возрастет за счет понятных правил и санкций. Руководителя, который действует строго, но справедливо, будут уважать.
- Контроль работы сотрудников позволит акцентировать внимание на достижениях, а не только ошибках. Такой подход увеличит мотивацию работников, появится личностный и профессиональный рост специалистов. Контроль работы – своего рода эффективный тренинг, за который не нужно платить.
- Руководство выявит пониженную мотивацию работников и сможет понять, почему так произошло, устранит причину.
- С помощью контроля можно определить тех специалистов, которые работают хуже всего, нарушают договоренности.

- Получится определить недочеты в планировании рабочего процесса. Сюда относятся сроки, объем работы, загрузка сотрудников.
- Контроль работы сотрудников поможет исключить кражу денег и других ресурсов фирмы. Руководитель сразу узнает, кто из работников мошенничает, участвует в различных авантюрах, сотрудничает с конкурирующими фирмами или ведет подрывную деятельность.


5 видов контроля работы сотрудников
Контроль работы сотрудников подразделяется на несколько видов.
- Итоговый мониторинг результатов деятельности. В этом случае происходит оценка труда работника после того, как он выполнил то, что от него требовалось. Главный плюс такого подхода заключается в том, что специалист мотивирован и стремится к самостоятельному развитию.
- Предварительный контроль означает, что через определенные временные промежутки начальник проводит проверку. Если это потребуется, она дает советы подчиненному, подсказывает, как лучше выполнить задачу. Осуществлять предварительный контроль можно в том случае, когда допустимо внесение исправлений в работу специалиста во время ее исполнения.
- Поэтапный мониторинг. Когда деятельность сотрудника можно разбить на несколько этапов, используется данный вид контроля. С его помощью получится уменьшить число заданий, которые работник выполнил с ошибками либо вообще не сделал.
- Периодический контроль означает, что начальник проводит его систематически и регулярно, в назначенную дату.
- Мониторинг выборочного типа. Руководство имеет полномочия отслеживать работу одного из подчиненных в любое время, даже если задача еще не достигнута.
Из всех существующих видов контроля начальник должен подобрать наиболее эффективный для его компании, чтобы контролировать работу сотрудников. Только в этом случае персонал будет работать максимально эффективно.
5 главных принципов контроля за выполнением работы сотрудниками
Придерживайтесь нижеследующих принципов, чтобы осуществляемый контроль за работой сотрудников приносил желаемый результат.
1. Отслеживайте, соблюдают ли подчиненные договоренности.
Все работники в вашей фирме должны действовать по принципу: когда есть договоренность, она должна быть выполнена. В случае, когда необходимо внести изменения в договоренность либо отказаться от нее, важно предупредить об этом.
Если вы хотите исключить нарушение договоренностей, придется контролировать, соблюдаются они или нет. Продумайте точки контроля, если будет выявлено нарушение, следует отреагировать. В противном случае работа руководителя окажется бессмысленной.
2. Заблаговременно разработайте план контроля.
Когда руководитель дает подчиненному какое-либо поручение и хочет отследить качество его выполнения (срок исполнения, итоговую документацию), он также должен поставить себе задачу на мониторинг.
Если задача, проект или процесс включают в себя несколько составляющих, следует выделить и зафиксировать самые важные этапы. Они носят название точки невозврата, максимального риска. Это значит, что, если сотрудник совершит ошибку на данном этапе, компания потеряет крупную сумму. Чтобы не допустить такого, промежуточный контроль следует осуществлять заблаговременно, прежде чем наступит точка невозврата.

Чтобы определить контрольные точки, важно учесть особенности работы выбранного сотрудника, а также область его развития.
3. Проводите классификацию контроля, выполняйте анализ и делайте выводы.
Создайте перечень задач: однократных, а также регулярных, исполнение которых вы должны отслеживать. Решите, относится ли выбранный пункт к избыточному контролю либо необходимому.
Чтобы при осуществлении мониторинга основываться не на субъективном мнении, а на результатах реальной работы, спросите себя:
- Случалось ли такое ранее с данной задачей или подчиненным?
- Как поступить, чтобы решение данной задачи происходило так, чтобы не нужно было контролировать деятельность специалиста? Возможно, следует усовершенствовать технологию работы, поручить эту задачу другому сотруднику.
- Нужно ли вообще выполнять эту работу? Проведите оценку потраченных ресурсов, времени, стоимости.
- Можно ли поручить исполнение данной работы другому специалисту?
После того как вы ответите на поставленные вопросы, решите, что нужно сделать, чтобы устранить возникшую проблемную ситуацию.
4. Поручайте осуществление контроля подчиненным, сделайте его автоматизированным.
Чтобы начальник тратил меньше времени на отслеживание качества работы персонала, следует поручить осуществление контроля работы сотрудников другому специалисту.
Еще одно решение данной проблемы – использовать технологию, с помощью которой контроль станет автоматизированным.
Сделать это можно при помощи check-листов. Используя их, подчиненные будут самостоятельно отслеживать, правильно ли выполнили свою работу. Если задача повторяющаяся, процесс ее реализации должен быть разработан таким образом, чтобы работник мог лично проверить, допустил ли он ошибки, есть ли недочеты. Это называется самоконтроль. Далее в статье мы рассмотрим наиболее эффективные системы автоматизации контроля.
5. Проводите отложенный мониторинг.
В некоторых ситуациях начальник не может осуществить контроль работы сотрудника в тот момент, когда подчиненный ее завершил. Как поступить, если без проверки никак не обойтись? В некоторых случаях руководство вынуждено отложить важные дела, чтобы заняться контролем.
Во многих ситуациях контролировать деятельность сотрудников важно сразу после ее завершения, к примеру, когда нельзя приступать к следующему этапу работы, не проверив сделанного.
В других обстоятельствах допускается отложить осуществление контроля. В этом случае деятельность персонала должна быть организована следующим образом:
- Промежуточные этапы фиксируются.
- Все комментарии и обсуждения сохраняются.
- История внесения правок в документацию также сохраняется.
- Фиксируются задачи, выполненные за рабочий день, а также время, которое сотрудник затратил на них.
7 основных методов контроля качества работы сотрудников
Приведем наиболее действенные методы, используя которые, можно осуществлять контроль работы сотрудников. Применять их следует с учетом сферы, в которой работает фирма.
1. Планерки
Собрания следует проводить не только чтобы отчитаться о проведенной работе. Планерка – это действенный метод контроля, заряжающий мотивацией, сплачивающий коллектив. Во время проведения планерок специалисты могут рассказать о своих достижениях, а руководитель увидеть перспективу работы. Персонал должен периодически выходить из рутины, чтобы почувствовать общий ритм. Планерки необходимо проводить, даже если каждый подчиненный знает, в чем заключается его работа.
2. «Тайный покупатель»
Если вы работаете в сфере услуг или торговле, тайный покупатель поможет понять, насколько качественно работают сотрудники. Отправляясь в поле, этот опытный специалист проверит, допускают ли ваши работники нарушения регламента. Данный метод контроля не оказывает негативного влияния на персонал, при этом руководитель увидит работу организации глазами покупателя.
3. KPI (ключевые показатели эффективности)
Главная особенность данного метода контроля – простота и честность. Все работники понимают, какие показатели следует учитывать в своей работе. Если нормативы выполнены, значит, все хорошо. В противном случае придется приложить больше усилий. Однако важно, чтобы ключевые показатели эффективности были реалистичны.
Выбирайте такие показатели, которые сотрудники смогут достичь, при этом они будут мотивированы трудиться лучше, чтобы добиться большего. Руководитель должен хорошо разбираться в бизнес-процессах, а также доверять профессионалам, работающим в вашей компании.
4. GPS-наблюдение, видеонаблюдение, установка шпионских программ, прослушивание телефонных разговоров
Контроль работы сотрудников может быть незаметным. На первый взгляд может показаться, что за персоналом никто не следит. Однако в реальности в офисных помещениях есть скрытые камеры, а для контроля работы сотрудников на компьютере установлены шпионские программы, которые следят, как расходуется трафик и на что тратят свое рабочее время сотрудники. Скрытый контроль можно осуществлять, только уведомив об этом в письменном виде: подчиненные должны дать свое согласие. Лишь такие действия будут признаны законными. Какие программы для контроля работы сотрудников являются наиболее популярными:
- Программа, которая наблюдает за рабочим столом и ведет учет рабочего времени
Использовать ее рекомендуется для отслеживания деятельности линейных офисных сотрудников. Приложения отслеживают, какие программы используются на ПК, как долго в них работает тот или иной подчиненный. Также существуют программы, которые блокируют социальные сети и порталы с развлекательным содержимым. Какие возможности появляются у начальника, если он внедряет такие программы:
- контроль прихода сотрудников на работу. Если работник опоздал, ему будет выписан штраф;
- начальник будет просматривать рабочий стол, чтобы понять, на что тратит свое рабочее время специалист;
- прослушает разговоры с покупателями, чтобы понять, насколько эффективно работает персонал;
- руководитель устранит мошеннические действия, а также ликвидирует нецелевое использование ресурсов компании;
- выявит конфликтные ситуации, а также не допустит утечку корпоративных данных.
- GPS-трекинг, используемый для контроля выездных специалистов
Если в компании работают торговые представители, курьеры, экспедиторы на грузовых автомобилях, им следует выдать планшет с трекером, с помощью которого руководство сможет отследить, в каком месте в данный момент находится работник. Таким образом получится проверить, выполняет ли подчиненный свои прямые обязанности или же занимается посторонней деятельностью.
- Использование скрытых или открытых видеокамер
С помощью видеокамер, которые установлены в офисном помещении или на заводе, получится проконтролировать рабочее время сотрудников, а также то, насколько эффективно они его используют. Лучше всего установить камеры, способные записывать звук. Изучив такие видеозаписи, вы сможете проверить, насколько качественно работают специалисты по продажам или в call-центре.

Видеокамеры помогут сделать подчиненных более дисциплинированными. Когда человек понимает, что за ним наблюдают, он будет соблюдать трудовые нормы и прекратит тратить рабочее время впустую. Однако установка видеокамер сделает работу персонала более стрессовой. Но со временем у работников выработается привычка к тому, что их деятельность записывается на видеокамеру.
Профессионалы советуют монтировать как скрытые, так и явные видеокамеры. Объясняется это тем, что со временем персонал поймет, как действовать таким образом, чтобы обмануть камеру. Однако сделать это не получится, если есть скрытое видеонаблюдение. При монтаже видеокамер следует учитывать закон и права работников. В противном случае руководство компании будет оштрафовано.
- Прослушивание телефонных разговоров
Это эффективный способ контроля работы сотрудников. С помощью прослушивания получится добиться превосходных результатов: персонал станет работать лучше, руководитель сможет в сжатые сроки обнаружить и ликвидировать нарушение скрипта, усовершенствует бизнес-процесс, устранит конфликтную ситуацию.
Оптимальное решение – хранить в системе CRM аудиозаписи, а также прикреплять их к клиентской карте. Таким образом получится отследить всю работу с данным покупателем, чтобы довести его до совершения сделки.
5. Применение методики DISC
Методика DISC была разработана в 1928 году после публикации работы психолога из Америки У. Марстона под названием «Эмоции нормальных людей». В своем труде он описал 4 вида поведенческих реакций, на их основе и была разработана методика DISC:
- dominance (господство);
- inducement (побуждение);
- submission (подчинение);
- compliance (согласие).
Позднее, в 1970 г на основе работы У. Марстона был создан опросник, с помощью которого психологи могли узнать профиль индивидуума, его черты характера, склонности, а также вид деятельности, которую ему сложно выполнять.
Данный опросник применяется для создания профайла человека при прохождении собеседования. Однако его можно использовать для разработки профиля подчиненного по DISC. Это поможет выявить:
- агрессивность человека, способность идти на риск, побеждать в соревнованиях и добиваться наилучшего результата;
- коммуникабельность и энергичность, желание стать популярным, общаться, способность к командной работе;
- скромность и медлительность, надежность и способность к эмпатии;
- аналитические способности, навык просчитывать все шаги заранее.
Использование методики DISC позволит создать эффективную команду, между членами которой задачи будут распределены таким образом, чтобы сотрудники были мотивированы, а их сильные и слабые стороны, а также особенности характера учтены.

6. Отмечайте задачи и успехи на мотивационной доске
Сделайте так, чтобы контроль работы сотрудников происходил в позитивном ключе. Наверняка вы сохраняете хорошие оценки и рисунки своих детей? Действуйте похожим образом и с подчиненными: сохраняйте их достижения на мотивационной доске.
Также на доске можно отмечать KPI, планы продаж. Установите, когда (ежедневно или каждую неделю) работники будут отмечать на мотивационной доске свои победы. Поскольку достижения будут всегда на виду, это окажется дополнительной мотивацией. Если на доске отмечать победы коллектива, получится улучшить корпоративные отношения. Мотивационная доска может быть сделана в CRM-системе, однако лучше всего, если она установлена на офисной стене.
7. Используйте CRM для создания отчетов
Чтобы отслеживать деятельность сотрудников, лучше всего подходит система CRM. Помимо удобства, получится сделать бизнес-процессы автоматизированными, отслеживать статистические данные, вести аналитическую деятельность, чтобы постоянно улучшать работу команды.
Не потребуется дожидаться, когда подчиненные предоставят отчеты. Все, что нужно сделать руководителю, это открыть CRM-систему и изучить данные, завершенные задачи, дедлайны, чтобы провести контроль времени работы сотрудников.
Кстати, используя эту систему, получится отследить работу специалистов, которые трудятся удаленно.
Использование CRM-системы для контроля эффективности работы сотрудников
Отслеживать работу сотрудников можно по множеству векторов. Начальство самостоятельно определяет методы контроля, а также то, как они будут реализованы. Это могут быть проверки, изучение мнения покупателей о качестве работы, записи телефонных звонков.
Реализовать все вышеперечисленное получится, когда применяется CRM. Она анализирует множество позиций: человеко-часы, если оплата сдельная, заработную плату для специалистов, работающих удаленно, информацию о рабочем дне персонала офиса. За счет того, что данная система контроля работы сотрудников полностью автоматизированная, начальнику не потребуется тратить свое время.
Есть множество программ, с помощью которых получится отрегулировать рабочий день подчиненных, исключить опоздания и правильно делегировать ответственность.
- «Битрикс24»
Эта система добровольного учета рабочего времени специалистов была создана в России. В ней используется множество инструментов, которые позволяют получить отчеты и отследить по этапам воронку продаж. Благодаря инструменту «пульс компании» руководство сможет в любое время понять, как применяется система, какие сотрудники на 100 % выкладываются, а какие занимаются прокрастинацией, также получится отследить тех, кто срывает сроки.
- AmoCRM
Руководитель на рабочем столе сможет проконтролировать работу специалистов, внести изменения в актуальные задачи, создать план действий на будущее. Основные инструменты, используемые в данной программе, – сканер визиток, телефонный звонок в один клик, бизнес-переписка. С их помощью директор сможет мониторить деятельность команды, а также проанализировать, насколько эффективно работает каждый из подчиненных. Интегрировать AmoCRM достаточно просто, а интерфейс программы понятный и интуитивный.
- «Мегаплан»
Профессионалы рекомендуют использовать эту программу, если предстоит работа в команде. В базовой комплектации есть множество функций, с помощью которых можно отследить рабочее время, установить важные задачи перед подчиненными, проконтролировать, выполнены ли они, сделать мотивационную систему, а также ввести штрафы. За счет того, что программа достаточно гибкая, ее можно подстроить под особенности вашей компании.
Не важно, какую систему контроля работы сотрудников вы предпочитаете. Главное уважать коллектив. Прежде всего каждому подчиненному стоит сообщить о том, что вы контролируете его деятельность. Также стоит мотивировать специалистов, чтобы они использовали данную систему. С ее помощью можно сделать общение более удобным, правильно планировать рабочий день. Коллектив должен осознавать, что контроль ведется для общего блага, а не для того, чтобы получить личные данные человека.
Обратите внимание! Оценивая рабочее время, необходимо принимать в расчет особенности деятельности. К примеру, человек творческой профессии, к примеру копирайтер, имеет право на пятиминутный перерыв (например, чтобы проверить соцсети). А вот банковский специалист не должен отвлекаться.
Чтобы больше не заниматься созданием графиков, а также анализом пере- и недоработок, стоит настроить систему контроля под свою компанию, внеся в программу все необходимые условия. В таком случае система будет полностью автоматизированной. Все, что требуется от руководителя, – провести оценку того, насколько эффективно трудятся сотрудники и назначить премию.
4 способа контроля удаленной работы сотрудников
Многие компании отказываются от сотрудничества с удаленными специалистами, поскольку уверены, что в этом случае невозможно контролировать работу сотрудников. Действительно, как понять, что работник посвящает своим обязанностям весь день, а не занимается прокрастинацией?
Но из-за вируса COVID-19 сотрудникам большинства организаций пришлось работать удаленно.

Каким образом отследить работу специалиста в таком случае, какие способы подойдут лучше всего, чтобы компания функционировала эффективно, а руководитель всегда был в курсе дел?
Прежде всего следует установить условия удаленной работы, главное в этом вопросе – прозрачность. Стремитесь проявить гибкость по всем вопросам. Специалист, работающий удаленно, может трудиться, например, с 8:00 до 17:00 либо же установить свободный график.
Необходимо учитывать специфику работы, которую должен выполнить подчиненный. Когда покупатели живут в другом регионе, важно учесть разницу во времени, иначе рабочие звонки будут совершаться в неудобное для клиента время. Учитывая эти особенности, составляется график работы.
Чтобы отслеживать деятельность специалистов на «удаленке», следует обсудить как график, так и другие нюансы. К примеру, особенности релизов. В указанное время коллектив должен связаться с начальником. Удаленно можно провести как плановые, так и экстренные планерки и совещания.
То, каким образом осуществлять контроль на «удаленке», зависит от требуемого результата работы. При этом обсудить, каким он должен быть, следует заранее, до того, как вы поручите специалисту решение какой-либо задачи. Обычно удаленно работают те, кто нацелен на результат, а не процесс. То есть для заказчика не имеет значения процесс работы, важнее итог. Поэтому работник должен четко осознавать, какой результат от него ждут и в течение какого времени он должен его достигнуть.
Не обязательно отслеживать, как именно подчиненный добивается поставленной цели. Когда руководитель непрерывно дает рекомендации о том, как лучше выполнить поставленную задачу, специалист утратит самостоятельность и перестанет быть ответственным за результат работы. Начальник должен время от времени контролировать достижение промежуточных итогов, чтобы удостовериться, что работа будет выполнена вовремя.
Следует заранее продумать, как осуществлять контроль творческой работы сотрудника на «удаленке». В большинстве случаев у таких специалистов отсутствует жесткий график. Они могут выполнять работу, когда появится вдохновение. Когда люди творческих профессий переводятся на удаленную работу, начальник должен строго определить, при каких условиях подчиненному будет выплачена заработная плата.
К примеру, человек, занимающийся написанием статей, должен по прошествии рабочей недели сделать 15 текстов и подготовить отчет о проделанной работе. При этом ему разрешено сдвигать крайний срок сдачи работ один раз на три дня. Проектный менеджер должен контролировать, чтобы работник соблюдал условия. Если дедлайн будет просрочен, сотрудника оштрафуют.
По итогам месяца руководство получает отчет, где отмечено, какой из сотрудников будет премирован, а кто оштрафован.
Каким образом осуществлять контроль работы сотрудников на «удаленке»:
1. Автоматическая система контроля
Сегодня есть огромное количество таких систем, с помощью которых можно:
- отслеживать, чем занимаются сотрудники в течение трудового дня;
- мониторить перемещения работников;
- учитывать рабочее время;
- анализировать работу за ПК;
- вычислять время полезной работы;
- исключать утечку данных;
- отслеживать переписку, документооборот, переговоры;
- мониторить перемещение, копирование данных на разных носителях, жестких дисках.
Автоматическую систему контроля стоит применять, если ваши сотрудники всегда работают на «удаленке». Однако нужно ли внедрять ее, когда работники временно переведены на удаленную работу? Чтобы принять правильное решение, следует проанализировать бюджет организации. Дело в том, что цена таких автоматических систем достаточно большая. Чтобы исключить ненужные расходы, рекомендуется использовать альтернативные способы контроля на время самоизоляции из-за COVID-19.
2. Использование органайзеров задач
Органайзер задач позволяет координировать и ставить задачи перед сотрудниками, работающими на «удаленке». Причем существуют бесплатные программы, пользоваться которыми удобно. С их помощью руководитель сможет наилучшим образом распределить задачи между работниками и установить, какие из них следует выполнить в первую очередь. Аккаунт-менеджер сможет контролировать, какой процент работы выполнен.
3. Таск-менеджер
Оптимальное решение для контроля деятельности специалиста вне офиса – использование таск-менеджера, к которому имеют доступ все сотрудники на «удаленке». С его помощью получится отслеживать каждый из этапов работы. К документу создается папка в Google Docs, а также чат. Работники могут воспользоваться ими тогда, когда им будет удобнее. Начальник в любое время сможет проверить сделанные отчеты по всем проектам, а также отследить, на каком этапе находится процесс выполнения поставленных задач.
4. Планерки и совещания
Контролировать сотрудников таким образом проще всего. На планерках и совещаниях руководитель сможет поставить задачи, а также проверить работу как офисных сотрудников, так и специалистов, работающих удаленно.

Начальник должен быть готов к проведению планерки. Сначала необходимо проверить, на каком этапе находится выполнение поставленных задач. Затем следует поручить работникам другие техзадания и указать сроки их сдачи.
3 распространенные ошибки при контроле работы сотрудников
1. Бессистемный мониторинг, выявляющий одни недочеты
Данная ошибка встречается чаще всего. Сначала руководитель вообще не отслеживает работу сотрудников, а затем внезапно начинает проверку. Затем он снова прекращает контролировать действия подчиненных. В случае возникновения ошибок работник получает штраф, выговор.
Однако, когда начальник только заметил, что специалист действует неверно, он должен был указать ему на допущенную ошибку. В случае если руководитель не увидел недочеты в работе подчиненного, значит, он тоже виноват в полученном результате. Но самая большая его вина заключается в недостаточном контроле. Задача мониторинга – не искать причину для штрафов, но помогать сотрудникам скоординировать их действия.
Оценивая действия персонала, следует акцентировать внимание на том, как быстро выполняются задания. Возможно, сотрудник нашел нестандартный выход из ситуации, проявил творческий подход в процессе работы либо принял нестандартное решение. В этих случаях результат деятельности будет ожидаем.
2. Контроль деятельности, в которой руководитель не разбирается
Так поступают многие руководители. Задумайтесь, что получится, если косметолог будет проверять работу молочного завода? Вряд ли такое мероприятие ожидает успех. Проводить контроль работы должен человек, который отлично разбирается в процессе и сможет понять, где сотрудники ошиблись, и устранит недочеты. В противном случае начальник только навредит.

3. Формальный мониторинг
Работники отлично понимают, когда контроль формальный. Например, если начальник отслеживает время, они начнут подольше оставаться на рабочем месте. При проверке частоты встреч с покупателями сотрудники станут назначать их слишком много. Однако поставленные задачи окажутся не достигнуты, команда просто будет действовать таким образом, чтобы удовлетворить формальные требования.
Отслеживать работу коллектива необходимо планомерно и правильно, таким образом, чтобы не оказывать негативного воздействия: работники не должны бояться того, что контроль приведет к наказаниям и увольнениям. Задача руководства не просто проверять, но также формировать сплоченный коллектив, который осознает, зачем контролировать их деятельность.
5 причин чрезмерного контроля работы сотрудников
В некоторых ситуациях в компании возникают проблемы не потому, что руководитель не контролирует работу персонала, но по причине слишком активной слежки. На первый взгляд может показаться, что все сделано правильно, однако в реальности же контроль не помогает развивать процессы и улучшать результат. Причина кроется в том, что отслеживается каждый шаг специалистов. Почему контроль становится чрезмерным? Причины могут быть следующие:
1. Персонал нарушает договоренности. В этом случае руководитель должен понять, почему так происходит. Не нужно сразу обвинять работников в безответственности. Сначала следует исключить очевидные причины нарушения договоренностей:
- Начальник сам нарушает установленные правила. В большинстве случаев подчиненные действуют точно так же, как и руководство. Если вы время от времени забываете о данных обещаниях, не удивляйтесь, если сотрудники поступят так же.
- В организации не принято соблюдать договоренности. Здесь очень важно, насколько развита корпоративная культура. Специалист должен понимать, что следует предупредить начальника, если он осознал невозможность выполнения договоренностей. Кроме того, к нарушителям должны быть применены жесткие меры.
2. Начальство не доверяет сотрудникам. Такая ситуация возникает чаще всего, когда коллектив нарушает договоренности либо когда руководитель не обладает навыками и опытом управления персоналом. Встречаются также случаи, в которых начальник уверен, что он лучше всех знает, как нужно поступить, при этом считает подчиненных глупыми, бесполезными и безответственными. Такое поведение руководителя приведет к тому, что коллектив действительно станет таким, как описано выше.

3. Неквалифицированные специалисты. Если у вас работают студенты и неопытные сотрудники, придется отслеживать каждое их действие. Если руководитель потеряет бдительность, будет допущено множество ошибок. Чтобы избежать такого поворота событий, работник должен повысить свою квалификацию. Также его можно перевести на другую должность. Если это невозможно, специалиста увольняют.
Михаил Дашкиев о Сергее Азимове
4. Некомпетентный начальник. Если руководитель не умеет планировать и делегировать, ему придется постоянно контролировать работу сотрудников. Как понять, что контроль чрезмерный? В этом случае над контролерами будут другие контролеры.
5. Неорганизованное планирование. Чтобы работники смогли планировать свою работу, у них должны иметься все технологии. Об этом должен позаботиться начальник. Неправильный подход руководства – предоставить право выбора технологии подчиненным. Такой подход указывает на то, что у начальника слабый характер. Все это приведет к тому, что поставленные задачи либо вообще не будут достигнуты, либо результат работы окажется неудовлетворительным.
Возможные последствия чрезмерного контроля работы сотрудников
Если коллектив подвергается чрезмерному контролю, могут появиться проблемы. Никто не любит, когда каждое его действие отслеживается, а доверие отсутствует. Чрезмерный контроль уместен в редких случаях, однако чаще всего он не требуется. Причины следующие:
- мотивация работников падает. Когда отсутствует доверие и начальник всегда вносит коррективы, специалист не будет работать хорошо;
- руководство начинает работать неэффективно. Все его задачи сводятся к тому, чтобы контролировать каждый шаг сотрудников. При этом стратегическим планированием никто не занимается;
- когда контроль тотальный, у команды не остается времени на нормальную работу.

Руководитель вынужден прибегнуть к тотальному контролю в случае, когда работники не соблюдают правила, нарушают договоренности, корпоративная культура отсутствует, никто не хочет трудиться. При этом начальник предпочитает не сотрудничать, а проявлять авторитаризм. Либо же обладает слишком мягким характером и ничего не делает до тех пор, пока ситуация не выйдет из-под контроля.
Чтобы осуществлять контроль работы сотрудников, в некоторых случаях приходится использовать давление, выписывать штрафы либо вообще увольнять специалистов. Чтобы такого не случалось, следует уважительно относиться к коллективу, давать возможность сотрудникам действовать самостоятельно, доверять их решениям. Когда в специалиста верят, он сможет добиться всех поставленных целей.
Соглашение о конфиденциальности
и обработке персональных данных
1.Общие положения
1.1.Настоящее соглашение о конфиденциальности и обработке персональных данных (далее – Соглашение) принято свободно и своей волей, действует в отношении всей информации, которую ООО «Инсейлс Рус» и/или его аффилированные лица, включая все лица, входящие в одну группу с ООО «Инсейлс Рус» (в том числе ООО «ЕКАМ сервис»), могут получить о Пользователе во время использования им любого из сайтов, сервисов, служб, программ для ЭВМ, продуктов или услуг ООО «Инсейлс Рус» (далее – Сервисы) и в ходе исполнения ООО «Инсейлс Рус» любых соглашений и договоров с Пользователем. Согласие Пользователя с Соглашением, выраженное им в рамках отношений с одним из перечисленных лиц, распространяется на все остальные перечисленные лица.
1.2.Использование Сервисов означает согласие Пользователя с настоящим Соглашением и указанными в нем условиями; в случае несогласия с этими условиями Пользователь должен воздержаться от использования Сервисов.
1.3.Сторонами (далее – «Стороны) настоящего Соглашения являются:
«Инсейлс» – Общество с ограниченной ответственностью «Инсейлс Рус», ОГРН 1117746506514, ИНН 7714843760, КПП 771401001, зарегистрированное по адресу: 125319, г.Москва, ул.Академика Ильюшина, д.4, корп.1, офис 11 (далее — «Инсейлс»), с одной стороны, и
«Пользователь» –
либо физическое лицо, обладающее дееспособностью и признаваемое участником гражданских правоотношений в соответствии с законодательством Российской Федерации;
либо юридическое лицо, зарегистрированное в соответствии с законодательством государства, резидентом которого является такое лицо;
либо индивидуальный предприниматель, зарегистрированный в соответствии с законодательством государства, резидентом которого является такое лицо;
которое приняло условия настоящего Соглашения.
1.4.Для целей настоящего Соглашения Стороны определили, что конфиденциальная информация – это сведения любого характера (производственные, технические, экономические, организационные и другие), в том числе о результатах интеллектуальной деятельности, а также сведения о способах осуществления профессиональной деятельности (включая, но не ограничиваясь: информацию о продукции, работах и услугах; сведения о технологиях и научно-исследовательских работах; данные о технических системах и оборудовании, включая элементы программного обеспечения; деловые прогнозы и сведения о предполагаемых покупках; требования и спецификации конкретных партнеров и потенциальных партнеров; информацию, относящуюся к интеллектуальной собственности, а также планы и технологии, относящиеся ко всему перечисленному выше), сообщаемые одной стороной другой стороне в письменной и/или электронной форме, явно обозначенные Стороной как ее конфиденциальная информация.
1.5.Целью настоящего Соглашения является защита конфиденциальной информации, которой Стороны будут обмениваться в ходе переговоров, заключения договоров и исполнения обязательств, а равно любого иного взаимодействия (включая, но не ограничиваясь, консультирование, запрос и предоставление информации, и выполнение иных поручений).
2.Обязанности Сторон
2.1.Стороны соглашаются сохранять в тайне всю конфиденциальную информацию, полученную одной Стороной от другой Стороны при взаимодействии Сторон, не раскрывать, не разглашать, не обнародовать или иным способом не предоставлять такую информацию какой-либо третьей стороне без предварительного письменного разрешения другой Стороны, за исключением случаев, указанных в действующем законодательстве, когда предоставление такой информации является обязанностью Сторон.
2.2.Каждая из Сторон предпримет все необходимые меры для защиты конфиденциальной информации как минимум с применением тех же мер, которые Сторона применяет для защиты собственной конфиденциальной информации. Доступ к конфиденциальной информации предоставляется только тем сотрудникам каждой из Сторон, которым он обоснованно необходим для выполнения служебных обязанностей по исполнению настоящего Соглашения.
2.3.Обязательство по сохранению в тайне конфиденциальной информации действительно в пределах срока действия настоящего Соглашения, лицензионного договора на программы для ЭВМ от 01.12.2016г., договора присоединения к лицензионному договору на программы для ЭВМ, агентских и иных договоров и в течение пяти лет после прекращения их действия, если Сторонами отдельно не будет оговорено иное.
2.4.Не будут считаться нарушением настоящего Соглашения следующие случаи:
(а)если предоставленная информация стала общедоступной без нарушения обязательств одной из Сторон;
(б)если предоставленная информация стала известна Стороне в результате ее собственных исследований, систематических наблюдений или иной деятельности, осуществленной без использования конфиденциальной информации, полученной от другой Стороны;
(в)если предоставленная информация правомерно получена от третьей стороны без обязательства о сохранении ее в тайне до ее предоставления одной из Сторон;
(г)если информация предоставлена по письменному запросу органа государственной власти, иного государственного органа, или органа местного самоуправления в целях выполнения их функций и ее раскрытие этим органам обязательно для Стороны. При этом Сторона должна незамедлительно известить другую Сторону о поступившем запросе;
(д)если информация предоставлена третьему лицу с согласия той Стороны, информация о которой передается.
2.5.Инсейлс не проверяет достоверность информации, предоставляемой Пользователем, и не имеет возможности оценивать его дееспособность.
2.6.Информация, которую Пользователь предоставляет Инсейлс при регистрации в Сервисах, не является персональными данными, как они определены в Федеральном законе РФ №152-ФЗ от 27.07.2006г. «О персональных данных».
2.7.Инсейлс имеет право вносить изменения в настоящее Соглашение. При внесении изменений в актуальной редакции указывается дата последнего обновления. Новая редакция Соглашения вступает в силу с момента ее размещения, если иное не предусмотрено новой редакцией Соглашения.
2.8.Принимая данное Соглашение Пользователь осознает и соглашается с тем, что Инсейлс может отправлять Пользователю персонализированные сообщения и информацию (включая, но не ограничиваясь) для повышения качества Сервисов, для разработки новых продуктов, для создания и отправки Пользователю персональных предложений, для информирования Пользователя об изменениях в Тарифных планах и обновлениях, для направления Пользователю маркетинговых материалов по тематике Сервисов, для защиты Сервисов и Пользователей и в других целях.
Пользователь имеет право отказаться от получения вышеуказанной информации, сообщив об этом письменно на адрес электронной почты Инсейлс — contact@ekam.ru.
2.9.Принимая данное Соглашение, Пользователь осознает и соглашается с тем, что Сервисами Инсейлс для обеспечения работоспособности Сервисов в целом или их отдельных функций в частности могут использоваться файлы cookie, счетчики, иные технологии и Пользователь не имеет претензий к Инсейлс в связи с этим.
2.10.Пользователь осознает, что оборудование и программное обеспечение, используемые им для посещения сайтов в сети интернет могут обладать функцией запрещения операций с файлами cookie (для любых сайтов или для определенных сайтов), а также удаления ранее полученных файлов cookie.
Инсейлс вправе установить, что предоставление определенного Сервиса возможно лишь при условии, что прием и получение файлов cookie разрешены Пользователем.
2.11.Пользователь самостоятельно несет ответственность за безопасность выбранных им средств для доступа к учетной записи, а также самостоятельно обеспечивает их конфиденциальность. Пользователь самостоятельно несет ответственность за все действия (а также их последствия) в рамках или с использованием Сервисов под учетной записью Пользователя, включая случаи добровольной передачи Пользователем данных для доступа к учетной записи Пользователя третьим лицам на любых условиях (в том числе по договорам или соглашениям). При этом все действия в рамках или с использованием Сервисов под учетной записью Пользователя считаются произведенными самим Пользователем, за исключением случаев, когда Пользователь уведомил Инсейлс о несанкционированном доступе к Сервисам с использованием учетной записи Пользователя и/или о любом нарушении (подозрениях о нарушении) конфиденциальности своих средств доступа к учетной записи.
2.12.Пользователь обязан немедленно уведомить Инсейлс о любом случае несанкционированного (не разрешенного Пользователем) доступа к Сервисам с использованием учетной записи Пользователя и/или о любом нарушении (подозрениях о нарушении) конфиденциальности своих средств доступа к учетной записи. В целях безопасности, Пользователь обязан самостоятельно осуществлять безопасное завершение работы под своей учетной записью по окончании каждой сессии работы с Сервисами. Инсейлс не отвечает за возможную потерю или порчу данных, а также другие последствия любого характера, которые могут произойти из-за нарушения Пользователем положений этой части Соглашения.
3.Ответственность Сторон
3.1.Сторона, нарушившая предусмотренные Соглашением обязательства в отношении охраны конфиденциальной информации, переданной по Соглашению, обязана возместить по требованию пострадавшей Стороны реальный ущерб, причиненный таким нарушением условий Соглашения в соответствии с действующим законодательством Российской Федерации.
3.2.Возмещение ущерба не прекращают обязанности нарушившей Стороны по надлежащему исполнению обязательств по Соглашению.
4.Иные положения
4.1.Все уведомления, запросы, требования и иная корреспонденция в рамках настоящего Соглашения, в том числе включающие конфиденциальную информацию, должны оформляться в письменной форме и вручаться лично или через курьера, или направляться по электронной почте адресам, указанным в лицензионном договоре на программы для ЭВМ от 01.12.2016г., договоре присоединения к лицензионному договору на программы для ЭВМ и в настоящем Соглашении или другим адресам, которые могут быть в дальнейшем письменно указаны Стороной.
4.2.Если одно или несколько положений (условий) настоящего Соглашения являются либо становятся недействительными, то это не может служить причиной для прекращения действия других положений (условий).
4.3.К настоящему Соглашению и отношениям между Пользователем и Инсейлс, возникающим в связи с применением Соглашения, подлежит применению право Российской Федерации.
4.3.Все предложения или вопросы по поводу настоящего Соглашения Пользователь вправе направлять в Службу поддержки пользователей Инсейлс www.ekam.ru либо по почтовому адресу: 107078, г. Москва, ул. Новорязанская, 18, стр.11-12 БЦ «Stendhal» ООО «Инсейлс Рус».
Дата публикации: 01.12.2016г.
Полное наименование на русском языке:
Общество с ограниченной ответственностью «Инсейлс Рус»
Сокращенное наименование на русском языке:
ООО «Инсейлс Рус»
Наименование на английском языке:
InSales Rus Limited Liability Company (InSales Rus LLC)
Юридический адрес:
125319, г. Москва, ул. Академика Ильюшина, д. 4, корп.1, офис 11
Почтовый адрес:
107078, г. Москва, ул. Новорязанская, 18, стр.11-12, БЦ «Stendhal»
ИНН: 7714843760 КПП: 771401001
Банковские реквизиты:
Р/с 40702810600001004854
В ИНГ БАНК (ЕВРАЗИЯ) АО, г.Москва,
к/с 30101810500000000222, БИК 044525222
Электронная почта: contact@ekam.ru
Контактный телефон: +7(495)133-20-43
Почему планирование по-старому не работает?
При традиционном подходе к планированию проекта план фиксирует работы, которые требуется выполнить. Контроль такого плана состоит в сборе отчетности по этим работам. Руководитель проекта, заказчик и куратор для понимания статуса проекта вынуждены погружаться в организацию исполнения, изучение отчетности и даже выполнение отдельных работ. Соответственно, на управление такими проектами уходит много сил, и при этом сроки и содержание проекта все равно часто отклоняются от плановых значений. Со стороны исполнителей вмешательство руководства и заказчика в выполнение работы в большинстве случаев встречается негативом, ростом конфликтов и снижением мотивации.
Какова суть метода контрольных точек? Контроль проектов
Основная идея метода состоит в том, что вместо контроля процесса исполнения проекта руководство компании концентрируется на контроле своевременной поставки ключевых результатов. Таким образом, в фокусе всегда остается требуемый результат, успешность выполнения оценивается на основании отклонения сроков его получения, а приемка его качества делегируется квалифицированному специалисту или непосредственно оценивается заказчиком.
При таком подходе отчетность для руководства максимально прозрачна и не требует изучения лишней информации из средств управления проектами. Контроль получения плановых результатов дает понимание движения проекта и не позволяет откладывать проблемы «на потом». Для руководителей проектов и исполнителей работ такой подход гарантирует политику невмешательства в непосредственные работы и четкое понимание результатов проекта для подготовки необходимой отчетности.
Метод контрольных точек позволяет:
- планировать в категории «результатов»
- не испытывать иллюзий «поднажмем-успеем»
- разделить контроль на несколько уровней и минимизировать лишнее вмешательство в руководство работами
Что такое контрольная точка?
Контрольная точка (КТ) — это конкретный проверяемый результат проекта, который должен появиться в установленный срок.
КТ фиксирует:
- срок – когда должен быть получен результат
- ответственного – кто ответственен за его получение
- приемщика – кто подтвердит, что результат соответствует требованиям к нему и его можно применить для целей проекта
Сам результат контрольной точки должен иметь формулировку завершенного дела и однозначно определять результат, то есть по правилам русского языка должны использоваться:
- прошедшее время
- совершенный вид
- страдательный залог (отвечать на вопрос «что сделано?»)
Например, не «Тестирование продукта», а «Тестирование продукта завершено». Ведь тогда стремиться нужно будет не к процессу «Тестирование продукта», а к завершению тестирования.
Для КТ должны быть зафиксированы измерения результата – инструменты, документы, показатели, на основании которых можно говорить о том, что результат действительно получен.
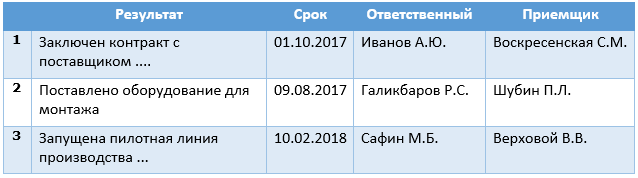
Примеры контрольных точек:
Какими бывают контрольные точки?
В процессе управления проектами конкретные результаты, которые формулируются для контрольных точек, могут быть совершенно разного уровня: от завершения согласования рабочего документа до заключения миллионного контракта. В зависимости от уровня результатов можно выделить несколько уровней контрольных точек.
Уровень 0. Вехи
Отдельно выделяют контрольные точки, результаты которых критически важны для продолжения проекта. Например, заключение контрактов с основными поставщиками, получение результатов исследований, на основании которых будут продолжены или остановлены работы, факты поставки по внешним контрактам, приемка в эксплуатацию ключевых продуктов.
Контроль таких результатов выполняет сотрудник высокого уровня (генеральный директор, заместитель генерального директора) или специальное подразделение (проектный офис). При достижении вехи для руководства компании делается демонстрация результата и на ее основе выносится вопрос о продолжении или остановке проекта.
Уровень 1. Критические
Следующий уровень КТ – это промежуточные результаты и события, которые критически важны для заказчика проекта. На этом уровне могут находиться результаты, приемку которых производит непосредственно заказчик (отбор поставщиков, принятие решений по разработкам, приемка дизайнов и прототипов и т.п.), или события, срок наступления которых является критичным с экономической точки зрения (конкурентная борьба, требования законодательства, сезонные события, условия рынка и т.п.).
Как и для вех, контроль получения этих результатов выполняется на высоком уровне. Отклонение сроков достижения таких результатов рассматривается первым лицом или специальным органом – Проектным комитетом. А при достижении результатов руководитель проекта обязан привлечь заказчика к приемке или представить ему полученные результаты.
Уровень 2. Ключевые
Еще на уровень ниже могут быть зафиксированы промежуточные результаты, необходимые для получения критических результатов. Например, завершение подготовки конкурсных процедур, завершение разработки отдельных элементов, создание отдельных макетов.
Как правило, такие контрольные точки зафиксированы базовым планом работ, который утверждается для проекта и контролируется проектным офисом. Именно базовый план является рабочим документом руководителя проекта, а на основании его отклонений проектный офис может определять риски отклонения контрольных точек более высокого уровня и своевременно предупредить заинтересованных сторон.
Уровень 3. Оперативные
На нижних уровнях могут располагаться оперативные результаты. Результаты, которые определил руководитель проекта в рамках ежедневных, еженедельных планов – завершение разработки какого-то модуля, согласование документа, этапы наладки и внедрения конкретного механизма. При реализации масштабных проектов такие контрольные точки помогают руководителю проекта сконцентрироваться на управлении результатами и экономить время на управлении.
Могут быть и более низкие уровни – все зависит от масштаба проекта, размера команды, числа результатов, которые можно и нужно контролировать.
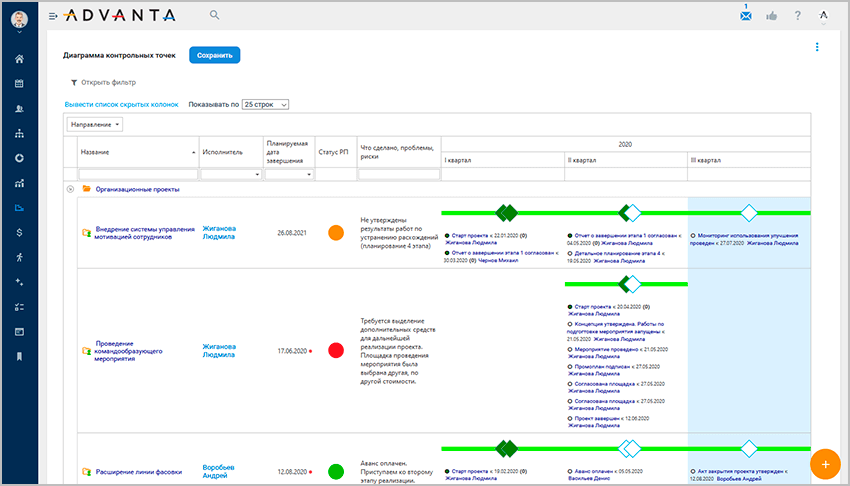
Общее представление планирования контрольных точек представлено на Рисунке 1.
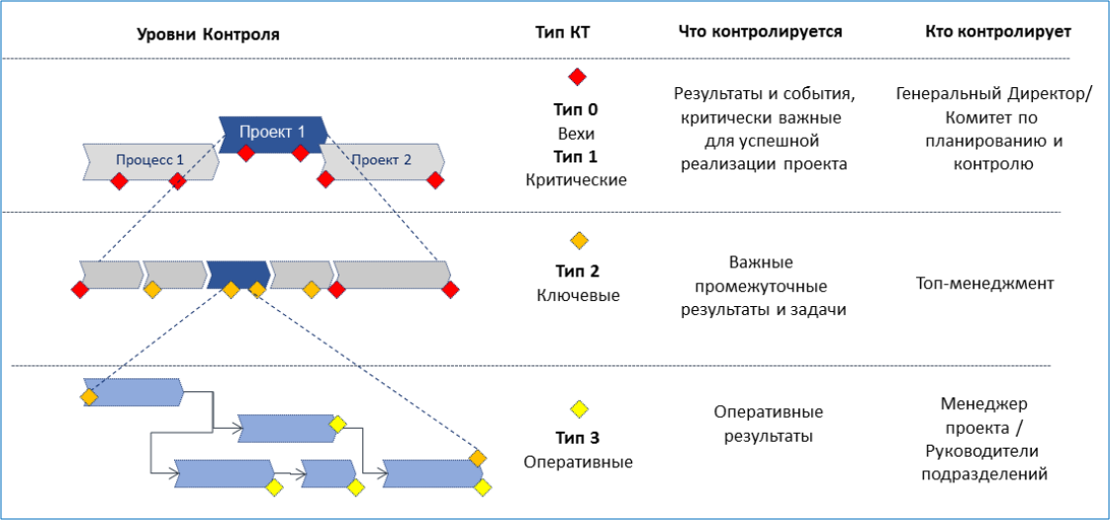
Рис. 1. Планирование по контрольным точкам
Разделение уровней позволит каждому руководителю сосредоточиться на контроле действительно важного дня него результата, не погружаться в тонкости более низкого уровня управления. Для исполнителей работ разделение на уровни гарантирует политику невмешательства в ход работ до момента сдачи плановых результатов, что предоставляет определенную свободу действий, а не расстрельный контроль за каждый неверный шаг.
На каждом уровне контрольные точки должны быть формально утверждены. Утверждение предполагает:
- документ несет в себе силу, которую принимает и руководитель, и исполнитель
- все заинтересованные стороны имеют доступ к утвержденному документу
- пересмотр контрольных точек выполняет тот же орган, который их утвердил
На верхнем уровне утверждение будет выполнено через Устав или приказ, который утверждает первое лицо или председатель Проектного комитета. На нижнем – это может быть документ в MS Excel или MS Word, который согласовали участники команды, или даже цветные кнопки на доске, которую видит конкретный отдел.
Таким образом, метод контрольных точек дает возможность верхнеуровневого контроля важных промежуточных результатов проекта, которые должны быть достигнуты в процессе его реализации. При достижении контрольных точек обычно производится сравнение плановых и фактических показателей на момент достижения КТ. За счет постоянной актуализации планов руководитель получает надежную информацию о реальном выполнении проектных работ. Этот подход значительно облегчает контроль над проектом, как со стороны менеджера проекта, так и со стороны заказчика, которому важно видеть, какие результаты и когда он получает.
Кто должен сформулировать КТ высокого уровня?

Контрольные точки 0 и 1 уровня ответственен сформулировать заказчик проекта. Если у заказчика нет требований к сроку (продолжительность работ), кроме финального срока передачи результата, значит, руководитель проекта ответственен за определение контрольной точки своего уровня и контроль проекта будет осуществляться только на основе базового плана.
Сколько уровней КТ должно быть?
Количество уровней КТ зависит и от зрелости компании, и от масштаба проекта. На первых шагах применения метода в компании мы рекомендуем использовать не более 2 уровней КТ: КТ в Уставе (вехи и критические результаты) и базовом плане. Если компания зрелая и выстроила культуру управления по контрольным точкам, то последний уровень КТ устанавливается для рабочей группы не более 5 человек и срок получения промежуточных результатов не должен превышать 2 недели.
Какие шаги должны быть сделаны руководством для применения метода контроля проектов?
ШАГ 1. Определить конкретные поставко-ориентированные результаты (далее – продукты проекта), которые должны быть сформированы или произведены проектом и требуемые сроки их поставки. При этом срок поставки действительно должен быть важен и обоснован.
ШАГ 2. Согласовать срок с исполнителями, определить их ответственность за подготовку результатов именно к этому сроку. Не должно быть двоякого понимания срока или ответственности: конкретная дата, один ответственный, один измеримый результат.
ШАГ 3. Определить того, кто может подтвердить, что результат получен, измерен, его качество соответствует заявленному и его можно применить для достижения ваших целей или для целей проекта (приемщиков).
ШАГ 4. Определить того, кто независимо может контролировать выполнение контрольных точек и правила контроля.
Кейс крупного банка
Председатель Правления поставил задачу «Создать первый в мире мобильный банк на технологии блокчейн».
Для контроля исполнения проекта были разработаны следующие контрольные результаты:

Через месяц руководству были представлены итоги конкурса по выбору поставщиков и заключен контракт на работы. Поскольку согласование условий контракта были затянуты – контрольная точка по согласованию дизайна не была выполнена в срок – что отразилось на премировании участников проекта. Зато следующий результат – «Запущены в пилотном режиме 5 страниц нового сайта» был представлен ранее срока и получил высокую оценку.
Именно поэтому, понимая потребность наших клиентов в верхнеуровневом контроле проектов, мы успешно реализовали методологию управления по контрольным точкам в системе ADVANTA. Благодаря внедрению этого инструмента руководители компаний получили возможность не только эффективно управлять изменениями, но и влиять на достижение результата. Технология дает возможность эффективно планировать, оптимизировать и контролировать выполнение проектных работ, помогая добиваться ощутимых результатов в выполнении проектов и делая проектное управление простым, своевременным и удобным.
 Проектная форма организации работы в разных отраслях бизнеса стала привычным делом. Так проще прогнозировать результаты, сроки их получения, контролировать расходы бюджета. Это влияет на результат работы всей компании и увеличение прибыли в целом.
Проектная форма организации работы в разных отраслях бизнеса стала привычным делом. Так проще прогнозировать результаты, сроки их получения, контролировать расходы бюджета. Это влияет на результат работы всей компании и увеличение прибыли в целом.
Для того, чтобы все работало, как часы, нужно использовать правильные средства управления проектами, учитывающие специфику конкретной организации.
Эффективность во многом зависит от самого менеджера, который руководит процессом. Он может не разбираться в особенностях функционала каждого работника и даже специфике отрасли. Хороший руководитель следит за исполнением промежуточных целей, корректирует деятельность всего коллектива или отдельных подразделений, чтобы все работали на общий результат.
Какие бывают средства управления проектами?
Можно по-разному организовать работу и управление проектной деятельностью сотрудников. В некоторых, даже довольно крупных компаниях, до сих пор руководитель разбивает цель на задачи, назначает ответственных, собирает отчеты от подразделений и составляет таблицы «вручную». Чаще всего для этого используются обычные офисные программы и стандартные средства связи. Но это крайне неудобно! Особенно, если проектов не несколько, а десятки.
Если в компании ведется более 10 проектов, без специализированных информационных систем просто не обойтись. При их использовании менеджер создает и управляет по сути «виртуальным пространством» для ведения проекта, к которому подключаются и руководители, и конкретные исполнители тех или иных задач.
В таких программах отслеживаются сроки исполнения проектов, соблюдение бюджетов, загрузка ресурсов. На базе внесенной в систему информации автоматически формируются отчеты, таблицы, строятся графики и диаграммы. Менеджеры занимаются контролем проектов, оперативно реагируют и предотвращают возможные проблемы и конфликты. У всех участников процесса высвобождается время на решение более сложных, а не «пустых» рутинных задач.
Программное обеспечение может иметь разные возможности, набор функций. Следует ориентироваться на потребности компании и выбирать решение под них. Мы, внедряя систему ADVANTA:
- Обеспечиваем актуальный статус и информацию по проектам
- Облегчаем и автоматизируем процессы управления
- Повышаем контроль дисциплины и соблюдения правил
- Даем инструменты для планирования и выравнивания ресурсов
- Формируем актуальные бюджеты и отчеты о доходах и расходах и движении денежных средств
- В разы снижаем сроки и трудоемкость подготовки отчетности
- Упрощаем коммуникации, согласования, работу с документами
Преимущества средств для управления проектами на базе платформы ADVANTA

Мы предлагаем нашим клиентам средства управления проектами на базе платформы ADVANTA. Гарантируем, что и руководители разных уровней управления, и исполнители оценят удобство и пользу работы над проектами в нашей системе. Здесь множество функций, позволяющих применять инструменты управления проектами на разных этапах их реализации. Система постоянно обновляется с учетом меняющихся требований рынка, команда изучает отзывы пользователей и всегда ищет варианты решения их запросов.
От западных решений наша система отличается доступной стоимостью и настройкой без программирования. А от российских аналогов – более широкой функциональностью и удобным интерфейсом.
В чем особенности системы ADVANTA?
- Покрывает все процессы проектного управления и поддерживает все типы проектов
- Автоматизирует работу всех участников проектной деятельности
- Содержит лучшие практики и встроенные процессы управления проектами
- Проста в использовании, не требует специальной подготовки: всего 10 минут на отчет по проекту
- Гибко настраивается под задачи компании без программирования (low-code)
- Имеет низкую совокупную стоимость владения (для поддержки и развития достаточно одного аналитика)
- Гарантированно внедряется за 2 месяца, а запускается в работу всего за 2 недели
Для знакомства с системой ADVANTA оставьте заявку и получите доступ к демонстрационной версии на 14 дней.
От выбора поставщика зависит качество производимой продукции и успех предприятия. Поэтому необходимо определить рейтинг продавцов и на этой основе выбрать поставщика
Автор: Вениамин Константинович Ceдюкин, доктор технических наук, профессор, заведующий кафедрой управления качеством и машиноведения Санкт-Петербургского государственного инженерно-экономического университета.
От выбора поставщика зависит качество производимой продукции и успех предприятия. Поэтому необходимо определить рейтинг продавцов и на этой основе выбрать поставщика. Для успешного функционирования предприятия необходимо, чтобы между поставщиком (продавцом) и потребителем установились партнерские отношения.
При традиционном подходе отдел снабжения стремится:
- создать группу поставщиков для каждого вида производимой продукции;
- установить деловые отношения с теми, кто предлагает минимальную цену или, в случае если цена необходимой продукции одинакова у всех поставщиков, — с теми, кто обеспечивает быстрейшие поставки;
- добиваться минимально возможной цены путем переговоров, например ссылаясь на возможность заключения сделки с другими поставщиками;
- иметь не менее двух постоянных поставщиков в целях защиты и страховки от возможных нарушений поставок или других проблем, а также чтобы иметь возможность оказывать давление на поставщиков при заключении договора (контракта).
Используя эту тактику, можно добиться существенного снижения цены на приобретенную продукцию. Но преимущественная ориентация на цену приобретаемых изделий повышает риск производства низкокачественной продукции и увеличения затрат на устранение отклонений (несоответствий), дефектов или брака.Выбор поставщика должен осуществляться с учетом многих факторов, главными из которых являются качество и цена продукции.
Более надежный и эффективный подход в выборе поставщиков основывается на анализе сведений о качестве их работы и продукции. Это требует проведения соответствующего исследования и, следовательно затрат, что сокращает число потенциальных поставщиков, с которыми компания может вступить в сотрудничество. При таком подходе поставщик должен допустить на свое предприятие представителей заказчика (потребителя). В таком случае обе стороны более ответственно относятся к установлению делового сотрудничества и заключению договора.
Метод оценки поставщика (продавца) включает:
- анализ предыдущей деятельности по поставкам;
- установление соответствия системы менеджмента качества поставщика требованиям стандартов;
- контроль потребителем качества продукции на соответствие требованиям стандарта.
При оценке поставщика аудиторы потребителя рассматривают следующие аспекты:
- компетентность руководства и его приверженность качеству;
- понимание технических условий и контракта на поставку;
- размер предприятия и его производственные мощности;
- возможный объем поставок;
- процессы и методы управления качеством, методы контроля качества;
- уровень квалификации и подготовки сотрудников;
- организация и эффективность обеспечения качества;
- отзывы других потребителей;
- финансовая стабильность предприятия.
Аудит проводится до заключения контракта.
Выводы аудиторов могут быть следующими:
1. Потребитель (покупатель) полагается на систему обеспечения качества, используемую поставщиком.
2. Поставщик передает потребителю вместе с продукцией установленные техническими требованиями данные контроля и испытаний.
3. Поставщик осуществляет стопроцентный контроль и испытание продукции по соответствующим параметрам.
4. Поставщик проводит приемо-сдаточные испытания по согласованной с потребителем программе.
5. Поставщик имеет систему качества, признаваемую потребителем (например систему качества по Международным стандартам ИСО серии 9000).
6. К поставщику не предъявляются никакие требования по обеспечению и контролю качества, а потребитель осуществляет свой входной контроль и отбор продукции.
Выбор поставщика основывается на:
- оценке опытной партии продукции;
- опыте предыдущей работы с аналогичными поставщиками;
- результатах испытаний ранее поставляемой аналогичной продукции;
- известном опыте других потребителей;
- контроле на предприятии и оценке функционирования системы качества поставщика, а также его возможностей совершенствования производства и т. п.
Определение рейтинга поставщика:
- во-первых, позволяет выбрать наилучшего поставщика или продавца;
- во-вторых, обеспечивает обратную связь, что позволяет устранять возникающие трудности или сбои в работе.
Рейтинг должен учитывать в основном следующие факторы: качество продукции, цену, услуги. Под услугами в данном случае понимается способ доставки продукции, точность соблюдения графика доставки, послепродажное обслуживание и др.
Весовые коэффициенты основных факторов рейтинга могут быть приняты следующими:
- качество продукции — 50 баллов;
- цена (оптовая цена) — 40 баллов;
- услуги — 10 баллов.
Пример. Если цена у данного поставщика на 8% выше, чем у идеального конкурента, процент брака составляет 2,5%, а поставка осуществляется с опозданием в среднем на 1 день из 10, то рейтинг рассчитывается таким образом:
Качество: 50 — (0,025 х 50) = 48,75.
Цена: 40 — (0,08 х 40) = 36,8.
Сервис: 10 — (0,1 x 10) = 9,0.
Значение суммы (рейтинга) составляет 94,55, а не 100%.
ГОСТ Р исо 15882-2012
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ
СТАНДАРТ
РОССИЙСКОЙ
ФЕДЕРАЦИИ
Стерилизация медицинской продукции ХИМИЧЕСКИЕ ИНДИКАТОРЫ
Руководство по выбору, использованию и интерпретации результатов
ISO 15882:2008
Sterilization of health care products — Chemical indicators — Guidance for selection, use and interpretation of results (IDT)
Издание официальное
Москва
Сгандартинформ
2013
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации — ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью «Фармстер» (ООО «Фармстер») на основе аутентичного перевода на русский язык, осуществленного Обществом с ограниченной ответственностью «Научно-производственная фирма «Винар» (ООО «НПФ «Винар»), международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 383 «Стерилизация медицинской продукции»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 12 июля 2012 г. № 182-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 15882:2008 «Стерилизация медицинской продукции. Химические индикаторы. Руководство по выбору, использованию и интерпретации результатов» (ISO 15882:2008 «Sterilization of health care products — Chemical indicators — Guidance for selection, use and interpretation of results»)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
© Стандартинформ, 2013
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
ГОСТ Р ИСО 15882-2012
Однопеременные индикаторы следует дополнять другими методами контроля процесса стерилизации.
Следует с осторожностью интерпретировать полученные результаты однопеременных индикаторов. Параметры индикаторов (и их допуски) не взаимосвязаны с параметрами процесса стерилизации (и их допусками). Большинство процессов стерилизации имеют более одной переменнной процесса, которая должна быть достигнута, если стерилизация имеет место. Таблица 3 (выведено из таблицы 7 ИСО 11140-1) содержит допуски (верхние и нижние пределы приемлемых рабочих характеристик химических индикаторов при испытании изготовителем индикаторов), которые следует соблюдать для каждого критического параметра.
Контрольные значения представляют собой заранее определенные условия, которые изготовитель должен поддерживать на протяжении испытания.
|
Таблица 3 — Условия испытания и поведение индикаторов класса 3 и класса 4 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Пример — Индикатор паровой стерилизации (Класс 3. Однопеременный индикатор). Контрольное значение: 121 °С. В таблице 3 указаны контрольные точки, на которых индикатор класса 3 срабатывает (контрольная точка 1) и не срабатывает (контрольная точка 2) в процессе испытания изготовителем с использованием оборудования, определенного в ИС018472 [21]. Контрольная точка 1 для данного индикатора составляет 121 °С, т.е. контрольное значение. Контрольная точка 2 для данного индикатора составляет 121 °С минус 2 °С, т.е. 119 °С. Следовательно, индикатор, испытуемый при 121 °С, должен срабатывать (контрольная точка 1), а испытуемый при 119 °С должен не срабатывать (контрольная точка 2). |
4.5 Класс 4. Многопеременные индикаторы
Многопеременные индикаторы стерилизации должны реагировать на две или более критических переменных и указывать на прохождение стерилизационной обработки при контрольном значении (КЗ) выбранной переменной (ИСО 11140-1, подраздел 4.5).
Изготовитель устанавливает условия, при которых химические многопеременные индикаторы достигают своего конечного состояния. Данные индикаторы обычно предоставляют больше информации, чем индикаторы процесса (класс 1) или однопеременные индикаторы (класс 3). Химические индикаторы изготавливают таким образом, чтобы они могли достигать своего конечного состояния при достижении контрольных значений критических переменных.
ИСО 11140-1 [13] содержит допуски (верхние и нижние пределы рабочих характеристик, приемлемые для химических индикаторов при испытании изготовителем), которые следует соблюдать для каждой критической переменной. См. таблицу 3.
Пример рабочих характеристик многопеременного индикатора приведен ниже. Хотя все параметры в данном примере были изменены одновременно, на практике, в процессе испытаний инди-
7
каторов изготовителем, может быть изменен один или более параметров, в то время как остальные параметры остаются при контрольных значениях.
Пример — Индикатор стерилизации оксидом этилена (Класс 4. Многопеременный индикатор).
Контрольные значения: 60 мин при 900 мг/л.
В таблице 3 приведены допуски и предельные значения (верхний и нижний пределы рабочих характеристик) для данных индикаторов класса 4. Допуски из этой таблицы составляют 60 + 0/-25 % мин и 900 + 01-25 % мг/л при испытании с относительной влажностью более 30 %. Следовательно, индикатор не достигает своего конечного состояния при времени менее 45 мин [т.е., 60 — (60 0,25)], концентрации газа менее 675 мг/л [т.е., 900 — (900 0,25)] и относительной влажности более 30 %. При времени 60 мин или более, концентрации ОЭ 900 мг/л или выше и относительной влажности более 30 % индикатор должен достигать своего конечного состояния.
Индикатор с контрольными значениями, приведенными выше, будет реагировать следующим образом при воздействии условий, указанных ниже:
Воздействие следующих условий: В соответствии с таблиией 2 соответствующий индикатор:
< 44 мин при < 650 мг/л Должен не срабатывать
> 60 мин при > 900 мг/л Должен срабатывать
В данном примере индикатор может не реагировать на температуру или относительную влажность. Если температура и/или относительная влажность влияют на рабочие характеристики индикатора, изготовитель индикатора должен указать эту информацию.
4.6 Класс 5. Интегрирующие индикаторы
Интегрирующие индикаторы предназначены для реагирования на все критические переменные. Их КЗ выбираются так, чтобы быть равными или превосходить характеристики биологических индикаторов, описанных в сериях ИСО 11138 [8], [9], [10] для БИ (ИСО 11140-1, подраздел 4.6). Контрольные значения для интегрирующих индикаторов класса 5 должны превышать типичный температурный диапазон процесса паровой стерилизации.
Жизнеспособные микроорганизмы подвергаются влиянию всего комплекса взаимодействующих критических переменных процесса стерилизации. Химические индикаторы могут не подвергнуться подобному влиянию, но они предоставляют информацию об определенных переменных процесса. Это не всегда позволяет выполнить точную оценку микробиологической инактивации.
Интегрирующие паровые индикаторы класса 5 должны иметь контрольные значения времени при 135 °С, 121 °С и одном температурном значении между данными значениями; контрольное значение времени при 121 °С должно быть более 16,5 мин.
Интегрирующие индикаторы для воздушной стерилизации должны иметь контрольные значения времени при 160 °С и 180 °С и дополнительное временное значение при 140 °С или при 170 °С.
Интегрирующие индикаторы класса 5 для оксида этилена должны иметь контрольные значения времени при 54 °С и 37 °С с 600 мг/л ОЭ и 60 % ОВ; контрольное значение при 54 °С должно быть более 30 мин, а контрольное значение при 37 °С должно быть более 90 мин.
Интегрирующий индикатор, по определению, подвергается одновременному влиянию ряда критических переменных процесса. Поскольку влияние критических переменных на интегрирующий индикатор является одновременным, недостижение конечного состояния может быть связано или не связано с конкретной переменной.
Требования к рабочим характеристикам интегрирующих индикаторов класса 5 приведены в ИСО 11140-1 [11].
Для понимания обоснований требований к интегрирующим индикаторам класса 5 и связи с требованиями к биологическим индикаторам, определенным в серии ИСО 11138 [8], [9], [10], и микробиологической инактивации, см. приложение С.
4.7 Класс 6. Имитирующие индикаторы
Имитирующие индикаторы — это контрольные режимные индикаторы, разработанные для реагирования на все критические переменные для определенных специальных стерилизационных режимов. Контрольные значения для этих индикаторов разработаны исходя из критических переменных этих режимов (ИСО 11140-1, подраздел 4.7).
|
Таблица 4 — Условия испытания и поведение индикаторов класса 6 |
|||||||||||||||||||||||||||
|
Допуски, приведенные в таблице 4, являются наиболее строгими среди химических индикаторов различных классов. Данные условия испытаний могут быть достигнуты только в резистометре, и их фактически невозможно воспроизвести в медицинском стерилизаторе. Как следствие, имитирующие индикаторы обеспечивают высокий уровень гарантии при демонстрации достижения критических параметров в конкретном цикле. До тех пор, пока исследуемые параметры цикла не будут полностью соответствовать установленным КЗ для имитирующих индикаторов, результаты могут являться ошибочными и обманчивыми.
Имитирующий индикатор, по определению, подвергается одновременному влиянию ряда критических переменных процесса. Поскольку влияние критических переменных на имитирующий индикатор является одновременным, недостижение конечного состояния может быть связано или не связано с конкретной переменной.
Пример рабочих характеристик имитирующего индикатора приведен ниже. Хотя все параметры в данном примере были изменены одновременно, на практике, в процессе испытаний индикаторов изготовителем, может быть изменен один или более параметров, в то время как остальные параметры остаются на контрольных значениях.
Пример — Индикатор паровой стерилизации (Класс 6. Имитирующий индикатор).
Контрольные значения: 3,5 мин, 134 °С.
В таблице 4 определены контрольные точки, в которых индикатор класса 6 должен срабатывать (контрольная точка 1) и не срабатывать (контрольная точка 2) в процессе испытания изготовителем с использованием оборудования, определенного в ИС018472 [21].
Контрольная точка 1 для данного индикатора составляет 134 °С и 3,5 мин, т.е. контрольные значения.
Контрольная точка 2 для данного индикатора составляет 134 °С минус 1 °С, т.е. 133 °С, и 3,5 мин минус 6 %, т.е. 3,29 мин.
Следовательно, индикатор, испытуемый при 134 °С в течение 3,5 мин должен срабатывать (контрольная точка 1), а испытуемый при 133 °С в течение 3,29 мин, не должен срабатывать (контрольная точка 2).
5 Выбор химических индикаторов
5.1 Существуют различные методы стерилизации, следовательно, изготовители маркируют химические индикаторы в соответствии с их предполагаемым использованием. Химические индикаторы не предназначены для использования в процессах, кроме указанных изготовителем. Пользователь несет ответственность за выбор химического индикатора для конкретного процесса, его использование и интерпретацию результатов в соответствии с инструкцией изготовителя. Контрольные значения, указанные изготовителем индикатора, помогают определить, какой индикатор уместен к применению в той или иной ситуации. Эти контрольные значения указывают на продукте или в прилагаемой к нему документации.
9
5.2 Химические индикаторы используются для демонстрации достижения одного или более параметров процесса стерилизации и сами по себе не являются достаточными для заключения об эффективности процесса стерилизации. Демонстрация эффективности стерилизации является комбинацией валидации, обслуживания и калибровки оборудования, соответствующего использования и физического контроля, а также, где применимо, использования химических и/или биологических индикаторов. Если какая-то переменная процесса выходит за установленные пределы, стерилизатор должен быть снят с эксплуатации до выяснения причин. Стерилизатор не должен быть введен в эксплуатацию до тех пор, пока дефект не будет устранен.
5.3 Должны быть установлены системы и/или процедуры для оценки любых отклонений от пределов параметров стерилизационного цикла, и причины принятия любых отклонений должны быть полностью документированы.
5.4 Доступны химические индикаторы различных видов, каждый с различными характеристиками реагирования. Они могут иметь различные контрольные значения для каждого измеряемого параметра, и, как следствие, различные химические индикаторы могут представлять различное испытание процесса.
5.5 Изготовители обязаны предоставлять информацию по надежности, безопасности и рабочим характеристикам продукта. Помимо этого, изготовители химических индикаторов должны предоставлять письменную информацию по интерпретации результатов индикаторов, по надежности индикаторов относительно сохранения стабильности конечного состояния (если требуется) при хранении простери-лизованных изделий, по параметрам процесса, для реакции на которые индикатор был разработан и испытан, и по требованиям к хранению и сроку годности самого индикатора. Ответственность за прочтение и понимание данной информации лежит на пользователе. Использование индикаторов вне их контрольных значений может привести к ошибочным результатам, но это не подразумевает того, что химический индикатор некорректно работает.
6 Использование химических индикаторов
6.1 Индикаторы процесса класса 1
Назначение индикаторов процесса класса 1 — различать стерилизованные и нестерилизованные продукты, а не устанавливать соблюдение или несоблюдение параметров адекватной стерилизации.
Индикаторная лента (например, лента для паровой стерилизации), индикаторная этикетка или упаковка, содержащая химический индикатор, должна быть на всех собранных и предназначенных для стерилизации упаковках в учреждении. Химический индикатор должен быть проверен после стерилизации, чтобы подтвердить, что произошло требуемое видимое изменение и, следовательно, что изделие было подвергнуто процессу стерилизации.
6.2 Индикаторы класса 2
Испытание на проникание пара или удаление воздуха происходит в пустом стерилизаторе. При использовании индикатора следует выполнять инструкции изготовителя.
6.3 Индикаторы классов 3, 4, 5 и 6
При использовании химических индикаторов классов 3, 4, 5 и 6 предоставляют информацию об уровнях критических переменных в конкретных областях. Многие факторы могут влиять на достижение этих критических переменных, такие как содержимое загрузки, конфигурация загрузки, положение внутри камеры, технология и материалы упаковки, качество пара и сбой в работе стерилизатора.
В случае с загрузками, упакованными в листовой стерилизационный материал, химический индикатор должен быть расположен в той области упаковки, поддона или контейнера, в которой предполагается наименьшее проникание стерилизующего агента. Такая область может быть как в центре, так и не в центре упаковки, поддона, контейнера или данной камеры стерилизатора. Возможно использование нескольких индикаторов для оценки поддона или каждого уровня контейнера, сформированного из нескольких поддонов. Предпочтительно размещать химические индикаторы в нескольких упаковках в пределах загрузки для контроля различных областей внутри стерилизационной камеры.
При валидации процесса может быть получена информация о наименее доступных для стерилизующего агента положениях внутри камеры стерилизатора и/или загрузки. Воспроизводимая информа-
10
ГОСТ Р ИСО 15882-2012
ция может быть получена с помощью индикатора, только если индикатор помещен в область, которая характеризуется конкретными условиями.
В случае с неупакованными загрузками химический индикатор должен быть помещен в/на поддон с изделиями, подлежащими стерилизации.
6.4 Индикаторы для использования с устройствами контроля процесса
Устройства контроля процесса УКП (process challenge device, PCD) были разработаны для воспроизведения наиболее трудно стерилизуемых условий в процессе стерилизации. Действие УКП должно быть связано с определенными методами стерилизации, типами стерилизаторов и содержимым загрузки. Не существует универсального УКП, которое могло бы быть использовано для всех типов стерилизаторов и стерилизационных процедур. Действие и испытание УКП являются результатом взаимовлияния химического индикатора и компонентов УКП; любые изменения, например, использование другого индикатора, могут повлиять на действие УКП.
Некоторые УКП могут представлять собой определенный продукт или комбинацию продукта и системы стерилизационного барьера.
Они могут быть использованы для разработки и определения процесса стерилизации. Большинство производимых УКП разработаны для оценки проницаемости эталонной загрузки. Следует обратить внимание на тот факт, что эти УКП представляют сложность для процесса и не представляют собой стерилизационную загрузку.
УКП могут быть использованы для подтверждения рабочих характеристик определенных процессов текущего контроля стерилизации, если рабочие характеристики и использование УКП валидирова-ны. Примеры см. в ИСО 17665-1, подраздел 10.5.
Для получения надежных результатов при использовании производимых УКП для химических индикаторов должно быть валидировано положение в стерилизаторе и в загрузке, чтобы представлять наиболее трудно стерилизуемую область, называемую областью для контроля процесса ОКП (process challenge location, PCL). Поскольку в большинстве случаев ОКП может быть определена только предположительно, обосновано использование более чем одного УКП, как было сказано ранее.
Действие УКП должно быть связано с определенными методами стерилизации, типами стерилизатора и содержимым загрузки. Не существует универсального УКП, которое могло бы быть использовано для всех типов и методов стерилизации. Различные продукты, например полые и трубчатые загрузки (стаканы, чашки, трубки и т. п.), пористые загрузки (полотна, одежда, текстиль и т. п.) и непористые загрузки (хирургические инструменты и т. п.), могут быть представлены различными УКП.
Некоторые вопросы, которые могут быть рассмотрены при выборе УКП:
a) устройство должно быть разработано так, чтобы химический индикатор мог быть помещен в наиболее трудное для проникания стерилизующего агента место;
b) конструкция устройства должна учитывать тип стерилизуемых изделий и процедуру стерилизации;
c) химический индикатор не должен влиять на функции устройства;
d) возможное взаимодействие УКП и загрузки.
7 Интерпретация результатов контроля химическими индикаторами
7.1 Общие положения
Полная программа обеспечения стерильности включает в себя аспекты обработки, в том числе дезинфекцию, очистку, подготовку и упаковку, загрузку в стерилизатор, стерилизацию, обращение с изделием после стерилизации, хранение изделий в стерилизационных упаковках при соответствующих условиях, распределение и транспортирование в место использования. Текущие мониторинг и контроль процесса стерилизации являются важной составляющей полной программы обеспечения стерильности. Химические индикаторы, удовлетворяющие требованиям ИСО 11140-1 [13], которые используют в соответствии с рекомендациями изготовителя, могут предоставить полезную информацию о процессе стерилизации. Частота использования и число химических индикаторов на загрузку или цикл зависят от национальных нормативных документов и рекомендаций и/или политики организации, в которой находится стерилизатор. Соответствующую информацию см., например, в ИСО 14937, подраздел Е.7 приложения Е.
Химические индикаторы должны четко разграничивать области, в которых контрольные значения были достигнуты, и области, в которых контрольные значения не были достигнуты. По этой причине конечное состояние должно быть соответствующим и однозначным. Примеры сработавших и не сработавших индикаторов должны быть представлены изготовителем и четко понятны пользователю.
7.2 Изменения химических индикаторов
Индикаторы реагируют только в том случае, когда достигнуты соответствующие параметры в их отдельной области. Необходимо помещать все индикаторы в области, характерные для загрузки, или, что эффективнее, в наиболее трудно стерилизуемые места.
Химические индикаторы следует рассматривать как составную часть полной программы обеспечения стерильности.
7.3 Несрабатывающие химические индикаторы
Если химический индикатор не достигает своего конечного состояния, учреждение обязано оформить документированный протокол. Когда индикатор не срабатывает, это не означает, что произошел сбой индикатора; это всегда должно быть интерпретировано как сбой процесса стерилизации. Причина сбоя процесса должна быть выяснена.
8 Химические индикаторы в процедурах стерилизации
8.1 Общие положения
Химические индикаторы, независимо от того, размещены они внутри или снаружи упаковок, используют для контроля процесса стерилизации как доказательство того, что соответствующие параметры критических переменных были достигнуты.
Плановая программа по размещению и оценке химических индикаторов может:
— быть частью проверки монтажа, эксплуатации и эксплуатируемого (IQ, OQ и PQ) стерилизатора, т.е. валидации;
— быть частью текущего контроля процесса;
— содействовать диагностике сбоев процесса;
— содействовать в выявлении проблем упаковок (например, слишком большие или плотные упаковки);
— содействовать в выявлении проблем загрузки (например, чашеобразное окончание, которое может задерживать воздух при неправильном расположении);
— выявлять непростерилизованные загрузки;
— содействовать в выявлении сбоев стерилизатора, касающихся удаления воздуха и проникания пара или достижения температуры/времени выдержи;
— содействовать в выявлении проблем с поставкой стерилизующего агента.
Отдел по обработке должен иметь в наличии документированную процедуру выполнения всех процессов. Поскольку повторная обработка медицинских изделий состоит из нескольких этапов, которые могут включать в себя дезинфекцию, очистку, разборку, осмотр, повторную сборку, упаковку, окончательную стерилизацию, хранение и транспортирование, то крайне важно, чтобы были установлены критерии различия состояния всех изделий в течение каждого этапа процесса. Например, индикаторы класса 1 отличают простерилизованную продукцию от непростерилизованной.
Полная программа обеспечения стерильности должна включать в себя идентификацию и возможность отслеживания процессов дезинфекции, предстерилизационной очистки, стерилизации, транспортирования и хранения изделий; калибровку, обслуживание и проверку эффективности стерилизатора; физический, химический и биологический контроли стерилизационных циклов. Ни один отдельный элемент программы обеспечения стерильности, включая различные виды контроля стерилизации, не может свидетельствовать о стерильности. Обеспечение стерильности требует непрерывного внимания ко всем аспектам работы стерилизаторов, процессу стерилизации и постоянного соответствия установленным нормам и принципам.
Соответствующее использование физических, биологических и химических контролирующих устройств требует понимания того, для каких действий разработано каждое контролирующее устройство и что каждое устройство выявляет в процессе или цикле стерилизации. Физические контролиру-
ГОСТ Р ИСО 15882-2012
ющие устройства, к которым относятся записывающие устройства и датчики времени, температуры и давления, обеспечивают оценку переменных цикла стерилизации в реальном времени и позволяют обнаруживать многие нарушения работы стерилизатора наиболее быстро. Тем не менее, физические средства контроля не могут определять, достигнуты ли в стерилизаторе соответствующие значения переменных, и не в состоянии выявлять проблемы, связанные с некорректной конфигурацией загрузки или видом упаковки. Химические индикаторы разработаны для реакции, сопровождаемой характерным химическим или физическим изменением, на одну или более переменных процесса (например, время, температура, наличие насыщенного пара, влажность, концентрация газа оксида этилена, доза облучения) внутри камеры стерилизатора.
Конечное состояние химического индикатора не гарантирует, что изделие, простерилизованное с индикатором, стерильно; оно демонстрирует, что данное изделие было выдержано в определенных условиях. Химические индикаторы обеспечивают быстрый способ определения некоторых проблем в стерилизаторе до того, как потенциально нестерильный продукт будет выпущен или использован.
Химические индикаторы могут быть полезны при диагностике некоторых проблем, связанных с достижением критических параметров, обусловленных условиями стерилизации. Эффективное использование химических индикаторов требует полного понимания типов химических индикаторов и того, что они могут и не могут отображать о процессе стерилизации. Следовательно, любая реакция химического индикатора должна повлечь за собой соответствующие действия. Отдельные химические индикаторы обычно специфичны для одного метода стерилизации. Тем не менее, различные индикаторы одного класса и для одного метода стерилизации при выдержке в стерилизационном цикле могут реагировать по-разному.
8.2 Документирование
Химические индикаторы или описание их результатов могут быть сохранены в качестве частичных данных по стерилизации. Если данные результаты являются частью системы качества (например, серии ИСО 9000), то должна быть возможность отслеживания процесса их получения в определенном цикле стерилизации, в том числе и для пациента. Результаты контроля должны быть оценены уполномоченным компетентным лицом и должны содержать дату, идентификационный номер стерилизатора, номер загрузки и документированные значения переменных процесса. В зависимости от национальных и/или местных требований результаты индикаторов могут быть сохранены на протяжении различных периодов времени. Результаты всех химических индикаторов могут быть сохранены в документированном или в электронном виде.
9 Обучение персонала
Должны быть в наличии документированные процедуры по обращению и использованию химических индикаторов. Персонал, ответственный за применение химических индикаторов, должен быть обучен процедурам повторной обработки, а также выбору, использованию и интерпретации результатов химических индикаторов. Это обучение следует проводить для всего персонала в областях, где применяют процедуры повторной обработки, и для любого, кто использует стерильные изделия и интерпретирует результаты химических индикаторов. Правильная интерпретация конечного состояния химических индикаторов крайне важна.
Обучение и повторное обучение должны проводиться периодически и документироваться.
10 Хранение и транспортирование
Изготовитель или поставщик химических индикаторов несет ответственность за предоставление информации по соответствующему хранению и транспортированию индикаторов до и после использования.
Рабочие характеристики химических индикаторов могут изменяться в зависимости от условий, встречающихся при транспортировании или хранении до использования, от способа использования, от применяемой технологии хранения после стерилизации и от стабильности химического индикатора. По этой причине необходимо следовать инструкциям по хранению и использованию индикатора, предоставленным изготовителем. Несоблюдение данных инструкций может повлиять на целостность и рабочие характеристики химического индикатора и привести к неверным выводам.
Химические индикаторы не следует использовать после истечения их срока годности.
13
11 Маркировка
11.1 Общие положения
Маркировка химических индикаторов должна включать всю информацию, изложенную в ИСО 11140-1 [13]. Данная информация приведена в 11.2,11.3 и 11.4.
11.2 Маркировка индикатора
Каждый индикатор должен быть четко промаркирован обозначением метода стерилизации, для которого он предназначен, класса индикатора и для индикаторов классов 3, 4, 5 и 6 — установленным контрольным значением. В случае, когда размер или формат индикатора не позволяет нанести эту информацию шрифтом шесть букв на сантиметр или более, информация должна быть представлена на этикетке и/или в инструкции по эксплуатации.
11.3 Маркировка процесса
Если индикатор разработан для использования в специальных циклах стерилизации, эта информация должна быть представлена или закодирована на индикаторе, например:
STEAM 121 °С 15 мин.
11.4 Маркировка упаковки
Каждая упаковка индикаторов или инструкция по применению, поставляемая с упаковкой, должна предоставлять следующую информацию:
a) изменение, которое должно произойти; для индикаторов с изменением цвета, в случаях, когда изменение не может быть адекватно описано, — образцы предполагаемых цветовых диапазонов как для измененных, так и для неизмененных индикаторов;
b) критическую(ие) переменную(ые), на которую(ые) реагирует индикатор, и, где применимо, их контрольные значения;
c) класс, метод и предполагаемое использование, для которого разработан индикатор;
d) условия хранения до и после использования;
e) дату истечения срока годности или дату производства плюс срок годности при определенных условиях хранения, выраженные в соответствии с ИСО 8601 [3] (т.е. ГГГГ-ММ, где ГГГГ — год, ММ — месяц);
1) уникальный код (например, номер партии) для отслеживания процесса изготовления;
д) указания по использованию, необходимые для обеспечения корректного применения индикатора;
h) любые побочные вещества, которые могут встретиться, или условия, которые, вероятно, могут возникнуть в процессе предполагаемого использования индикатора и которые могут оказать негативное влияние на рабочие характеристики индикатора;
i) любые меры предосторожности в процессе и/или после использования;
j) наименование и адрес изготовителя или поставщика;
k) характеристики любых изменений, которые могут возникнуть в процессе хранения полностью или не полностью изменившихся индикаторов при условиях, указанных в инструкции изготовителя.
Примечание — Национальные или региональные нормативные документы могут содержать дополнительные или другие требования.
14
ГОСТ Р ИСО 15882-2012
Приложение А (справочное)
Данные по Бови-Дик тесту
В публикации 1963 г. Д. Бови и соавторов [26] описано простое испытание, подходящее для выявления, корректно ли работает предварительная вакуумная система форвакуумного стерилизатора. Для форвакуумных стерилизаторов существует проблема, связанная с прониканием воздуха или с другим сбоем в системе вакуумирования, результатом чего является натекание воздуха или некорректное удаление воздуха.
Наличие остаточного критического объема воздуха в камере может привести к образованию воздушных карманов, которые ограничивают полное проникание пара во все упаковки, подлежащие стерилизации. В конце времени подъема температура внутри такого воздушного кармана почти всегда ниже, чем температура окружающего пара. Изначально проверка соответствия вакуумной системы была проведена с помощью помещения термопар в конкретную испытательную упаковку и в слив камеры. В публикации Бови описан тест-лист, состоящий из листа бумаги, на который был нанесен крест Святого Эндрю с индикаторной лентой. Тест-пакет, описанный Бови, состоял из льняных полотенец минимальными размерами 36 * 24 дюйма (примерно 91,5 х 60 см) до стирки. Эти полотенца складывались вчетверо по длине и затем вдвое по ширине для достижения восьмикратной толщины. Число полотенец может варьироваться в зависимости от их толщины, но стопка должна быть от 10 до 11 дюймов (примерно от 25,5 до 28 см) высотой. При испытании в корректно функционирующем стерилизаторе с временем выдержки 3,5 мин при температуре 134 °С при наличии в камере только тест-пакета полосы на индикаторной ленте должны измениться до однородного темного цвета. Удовлетворительный тест указывает на быстрое проникание пара, удовлетворительное удаление воздуха и отсутствие значительного натекания воздуха. При соответствующей эксплуатации стерилизатор способен выдавать стерильные изделия. Предполагается, что данное испытание следует проводить каждый день после нагрева стерилизатора до рабочей температуры.
Выяснилось, что индикаторная лента не покрывает всей испытательной области и, если воздушная пробка возникнет в области, не покрытой индикаторной лентой, то она не будет обнаружена, поэтому были изготовлены напечатанные тест-листы.
Как было указано ранее, существует три стандарта для испытаний типа Бови-Дик теста — это ИСО 11140-3 [14], ИСО 11140-4 [15] и ИСО 11140-5 [16].
Эти стандарты были разработаны, так как в различных частях мира работу-оригинал доктора Бови интерпретировали различным образом. В некоторых странах под данным испытанием подразумевают тест на удаление воздуха и придерживаются определенных критериев срабатывания, в то время как в других странах считают его тестом на проникание пара с определенными критериями приемлемости. В реальности необходимо и то, и другое. Стерилизатор не может достигнуть приемлемого проникновения пара без удаления воздуха. Во всех случаях одно-разовый/альтернативный тест-пакет сравнивают с бумажным листом в упаковке из хлопчатобумажных полотенец.
В таблице А. 1 описаны значительные различия в эталонных материалах и приведены минимальные значения условий срабатывания и несрабатывания. Для определенных критериев см. ссылочные документы.
Таблица А.1 —Сравнение ИСО 11140-3, ИСО 11140-4 и ИСО 11140-5
|
Тест-пакет |
ИСО 11140-3 [14] |
ИСО 11140-4 [15] |
ИСО 11140-5 [16] |
|
Ссылка на тест-пакет |
ЕН 285 [23] |
ЕН 285 [23] |
ANSI/AAMI ST46 [28] |
|
Масса тест-пакета |
7 кг ± 10 % |
7 кг ±2%, (7,0 ±0,14) кг |
4 кг ± 5 % |
|
Плотность тест-пакета |
0,42 кг/дм3 |
0,42 кг/дм3 |
0,20 кг/дм3 |
|
Размеры тест-пакета |
220 х 300 х 250 мм |
220 х 300 х 250 мм |
(250 ± 20) х (300 ± 20) х х (250—280) мм |
|
Критерии срабатывания |
Температура в тест-пакете должна быть максимум на 0,5 °С ниже, чем в сливе камеры на стадии выдержки |
Температура в тест-пакете должна быть не более чем на 1 °С ниже, чем рабочая температура, измеренная в сливе камеры |
Температура в тест-пакете максимум на 0,5 °С ниже, чем в сливе камеры на стадии выдержки |
|
Критерии несрабаты вания |
Температура в центре тест-пакета на 2 °С — 3 °С ниже, чем температура в сливе камеры в начале стадии выдержки |
Температура в тест-пакете должна быть на 2 °С — 7 °С ниже, чем в сливе камеры к началу стадии выдержки, от 2 °С до 4 °С — в начале выдержки и не более 1 °С — в конце стадии выдержки |
Температура в центре тест-пакета отличается на 2 °С от температуры в сливе камеры к началу последней минуты стадии выдержки при температуре 134 °С |
а Стадия выдержки.
X—время, мин; У—температура, °С Рисунок А. 1 — Примеры условий несрабатывания
Рисунок А.1 представляет примеры условий несрабатывания, описанных в таблице А.1, включая:
a) температуру контрольной точки (кривая 1) в сливе (в процессе стадии выдержки);
b) если присутствует область снижения температуры (ДГ2) (кривая 2) в геометрическом центре контрольной текстильной упаковки (7 кг по ИСО 11140-3 [14]), индикаторный лист должен не сработать;
c) если присутствует область снижения температуры (АТ^) (кривая 3) в геометрическом центре контрольной текстильной упаковки (7 кг по ИСО 11140-4 [15]), альтернативный тест-пакет должен не сработать;
d) если присутствует область снижения температуры (ДГ3) (кривая 4) в геометрическом центре контрольной текстильной упаковки (4 кг по ИСО 11140-5 [16]), индикаторный лист или индикатор в предварительно собранном тест-пакете должен не сработать.
16
ГОСТ Р ИСО 15882-2012
Содержание
1 Область применения………………………………………………………..
2 Термины и определения……………………………………………………..
3 Общие сведения…………………………………………………………..
4 Классы химических индикаторов……………………………………………….
4.1 Общие положения ………………………………………………………
4.2 Класс 1. Индикаторы процесса……………………………………………..
4.3 Класс 2. Индикаторы для специальных испытаний……………………………….
4.4 Класс 3. Однопеременные индикаторы……………………………………….
4.5 Класс 4. Многопеременные индикаторы……………………………………….
4.6 Класс 5. Интегрирующие индикаторы…………………………………………
4.7 Класс 6. Имитирующие индикаторы………………………………………….
5 Выбор химических индикаторов………………………………………………..
6 Использование химических индикаторов…………………………………………
6.1 Индикаторы процесса класса 1……………………………………………..
6.2 Индикаторы класса 2…………………………………………………….
6.3 Индикаторы классов 3, 4, 5 и 6……………………………………………..
6.4 Индикаторы для использования с устройствами контроля процесса………………….
7 Интерпретация результатов контроля химическими индикаторами………………………
7.1 Общие положения ………………………………………………………
7.2 Изменения химических индикаторов…………………………………………
7.3 Несрабатывающие химические индикаторы……………………………………
8 Химические индикаторы в процедурах стерилизации………………………………..
8.1 Общие положения………………………………………………………
8.2 Документирование………………………………………………………
9 Обучение персонала………………………………………………………..
10 Хранение и транспортирование……………………………………………….
11 Маркировка………………………………………………………………
11.1 Общие положения……………………………………………………..
11.2 Маркировка индикатора…………………………………………………
11.3 Маркировка процесса…………………………………………………..
11.4 Маркировка упаковки……………………………………………………
Приложение А (справочное) Данные по Бови-Дик тесту………………………………..
Приложение В (справочное) Разъяснение терминов «параметр» и «переменная»…………….
Приложение С (справочное) Обоснование требований к интегрирующим индикаторам и ссылка
на требования к биологическим индикаторам (БИ), определенным в серии ИСО 11138,
и к микробиологической инактивации (полученной из ИСО 11140-1)……………
Приложение D (справочное) Разъяснения по определению пористости…………………….
Приложение Е (справочное) Рисунок, показывающий взаимосвязи компонентов индикатора…….
Библиография………………………………………………………………
.1
.1
.2
.5
.5
.5
.6
.6
.7
.8
.8
.9
10
10
10
10
11
11
11
12
12
12
12
13
13
13
14 14 14 14
14
15 17
ГОСТ Р ИСО 15882-2012
Приложение В (справочное)
Разъяснение терминов «параметр» и «переменная»
Что касается изменений, влияющих на микробоцидную эффективность, ИСО 11140-1 [13] определяет «параметр» как конкретное значение переменной процесса и «переменную» как условие в процессе стерилизации. Эти термины незначительно изменены в ИСОЯС 11139 [11] использованием приставки «процесс» перед каждым термином.
Если рассматривать в качестве примера процесс воздушной стерилизации, то в нем существуют две «переменные» или «переменные процесса», а именно, — температура и время. «Параметрами» или «параметрами процесса», связанными с этими переменными, могут быть значения 160 °С и 120 мин.
17
Введение
Настоящий стандарт представляет руководство по выбору, использованию и интерпретации результатов контроля химическими индикаторами, предназначенными для использования в процессах стерилизации с применением водяного насыщенного пара, горячего воздуха, оксида этилена, у- или [3-излучения, низкотемпературного пароформальдегида (low temperature steam and formaldehyde, LTSF) или паров перекиси водорода согласно ИСО 11140-1 [13]. Серия стандартов ИСО 11140 [12], [13], [14], [15], [16] определяет требования к рабочим характеристикам химических индикаторов. Эти стандарты главным образом предназначены для изготовителей химических индикаторов. Руководства в настоящем стандарте носят общий характер; химические индикаторы в отдельности не составляют полноценную программу контроля стерилизации медицинской продукции. Основное внимание уделено требованиям к валидации процесса стерилизации, которые определены в ИСО 14937 [18] для общих процессов, серии ИСО 17665 [19], [20] — для паровой стерилизации, серии ИСО 11135 [5], [6] — для стерилизации оксидом этилена, ИСО 11137-1 [7] — для радиационной стерилизации и ИСО 20857 [22] — для воздушной стерилизации.
Фактическое использование/частота использования химических индикаторов может регулироваться международными и/или национальными стандартами, а также регулирующими органами.
Необходимость в удобном и быстром способе выявления проблем, возникающих при стерилизации, явилась предпосылкой к развитию средства контроля процесса стерилизации, именуемого «химическим индикатором». Настоящий стандарт содержит руководство по выбору соответствующего химического индикатора для конкретного процесса стерилизации и критических переменных, а также руководство к их применению. Сложность современных медицинских технологий и широкий спектр стерилизационных технологий и доступного оборудования привели к тому, что программы обеспечения эффективной стерилизации стали более трудоемкими, чем когда-либо ранее.
IV
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Стерилизация медицинской продукции ХИМИЧЕСКИЕ ИНДИКАТОРЫ Руководство по выбору, использованию и интерпретации результатов
Sterilization of health care products. Chemical indicators. Guidance for selection, use and interpretation of results
Дата введения — 2013—06—01
1 Область применения
1.1 Настоящий стандарт представляет руководство по выбору, использованию и интерпретации результатов действия химических индикаторов, применяемых при разработке процесса валидации и текущем контроле, а также при контроле процессов стерилизации. Настоящий стандарт применим к индикаторам, которые контролируют стерилизационный процесс путем физического и/или химического изменения веществ и которые используются для контроля одной или более переменных, необходимых в процессе стерилизации. Реакция данных химических индикаторов не зависит от наличия или отсутствия жизнеспособных организмов.
1.2 В настоящем стандарте не рассматриваются индикаторы для использования в процессах, основанных на физическом удалении микроорганизмов, например фильтрация.
1.3 Настоящий стандарт не применим к индикаторам для использования в комбинированных процессах, например, мойка — дезинфекция или очистка на месте (cleaning in place, CIP) и стерилизация на месте (sterilization in place, SIP).
2 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
Примечание — Словарь терминов, используемых в области стерилизации медицинской продукции, приведен в ИСО/ТС 11139[11].
2.1 химический индикатор (небиологический индикатор) [chemical indicator (non-biological indicator)]: Система, показывающая изменение при воздействии одной или более переменных процесса, основанная на химическом или физическом изменении в результате выдержки в процессе.
[ИСО/ТС 11139, статья 2.6]
2.2 конечное состояние (endpoint): Наблюдаемое состояние индикатора после его выдержи при определенных контрольных значениях, заданных изготовителем.
[ИСО 11140-1, статья 3.3]
2.3 индикатор (indicator): Комбинация индикаторного агента и его подложки в форме, предназначенной к применению.
[ИСО 11140-1, статья 3.5]
Примечание 1- Индикаторная система в комбинации со специальной тестовой загрузкой также является индикатором.
Примечание 2 — См. приложение Е.
Издание официальное
2.4 индикаторный агент (indicator agent), индикаторный реагент (indicator reagent): Активное вещество (вещества) или комбинация веществ.
[ИСО 11140-1, статья 3.6]
2.5 устройство контроля процесса; УКП (process challenge device; PCD): Устройство, разработанное для создания определенной сопротивляемости к процессу стерилизации и используемое для оценки характеристик процесса.
[ИСОЛГС 11139, статья 2.33]
2.6 область контроля процесса; ОКП (proces schallen gelocation; PCL): Область с наихудшими условиями для стерилизующего агента(ов) в изделиях, подлежащих стерилизации.
2.7 параметр процесса (process parameter): Заданное значение переменной процесса.
[ИСОЛГС 11139, статья 2.34]
Примечание 1 — Спецификация к процессу стерилизации включает параметры процесса и их допуски.
Примечание 2 — См. приложение В.
2.8 переменная процесса (process variable): Условие стерилизационного процесса, влияющее на микробоцидную эффективность.
[ИСОЛГС 11139, статья 2.35]
Примеры — Время, температура, давление, концентрация, влажность, длина волны.
Примечание — См. приложение В.
2.9 резистометр (resistometer): Испытательное оборудование, предназначенное для создания определенных комбинаций параметров физических и/или химических переменных процесса стерилизации.
2.10 насыщенный пар (saturated steam): Водяной пар в состоянии равновесия между конденсацией и испарением.
[ИСО 11140-1, статья 3.11]
2.11 контрольное значение; КЗ (stated value; SV): Значение/значения критических переменных, при котором(ых) индикатор должен достигать конечного состояния, как определено изготовителем.
[ИСО 11140-1, статья 3.12]
2.12 видимое изменение (visible change): Установленное изготовителем изменение, которое можно увидеть и которое происходит с индикатором, выдержанным при одной или нескольких критических переменных процесса стерилизации.
Примечание — Видимое изменение применяют для описания поведения индикаторов процесса класса 1.
[ИСО 11140-1, статья 3.15]
3 Общие сведения
3.1 Все химические индикаторы предназначены для предоставления информации об условиях в месте нахождения индикатора внутри стерилизатора, внутри стерилизационной загрузки или устройства для испытания эффективности процесса. Это может указывать на возможные ошибки в процессе стерилизации.
3.2 Достоверность информации, предоставляемой химическими индикаторами, зависит от класса индикатора, их числа и положения, что выявляет условия внутри камеры стерилизатора или загрузки. Характерные положения для конфигурации загрузки должны быть определены в ходе валидации процесса.
3.3 Основными характеристиками любых химических индикаторов являются видимое изменение, последовательное изменение или конечное состояние. Отклик в виде конечного состояния может, например, представлять собой либо плавление химического вещества, либо химическую реакцию, приводящую к определенному изменению цвета.
3.4 Был разработан ряд различных классов химических индикаторов для удовлетворения различных требований контроля и получения информации о процессе стерилизации. Некоторые индикаторы реагируют на одну переменную процесса, например достижение определенной температуры. Другие могут реагировать не только на одну переменную процесса, а одновременно на несколько переменных процесса в течение стерилизационного цикла.
2
ГОСТ Р ИСО 15882-2012
Выбор класса химических индикаторов, наилучшим образом соответствующих применению в конкретном случае, должен быть выполнен только исходя из следующих соображений:
— Что характеризует эффективность стерилизации?
— Какие проблемы могут препятствовать стерилизации?
— Какими рабочими характеристиками обладает(ют) индикатор(ы)?
— Какие действия для эффективного контроля процесса стерилизации должны быть предприняты в процессе выпуска продукта?
Выбранный индикатор является значимым в контроле процесса стерилизации только в том случае, если он используется и его результаты интерпретируется правильно, и если пользователь реагирует на полученный результат должным образом.
3.5 Химические индикаторы одного класса могут различаться по рабочим характеристикам и способам определения условий выдержки. Классификация химических индикаторов в ИСО 11140-1 [13] основана на приведенных рабочих характеристиках (см., например, различные контрольные значения в настоящем стандарте), а не на химических или физических изменениях в конкретных процессах стерилизации. Например, при стерилизации паром индикаторы некоторых типов должны подвергаться воздействию пара в течение минимального периода времени для достижения конечного состояния, другие должны быть выдержаны в процессе с достижением минимальной температуры; некоторые реагируют на комбинацию температуры и времени выдержки, в то время как другие подвергаются влиянию времени, температуры и насыщенного пара. Во всех случаях пользователь сравнивает достигнутое конечное состояние химического индикатора с конечным состоянием, указанным изготовителем.
Если химические индикаторы не достигают конечного состояния, учреждение должно оформить документированный протокол для исследования причин проблем, которые могут включать, но не ограничиваться следующим:
a) Был ли сбой в работе стерилизатора, который может явиться причиной недостижения конечного состояния?
b) Было ли изменение(я) в продукте и/или системе стерилизационного барьера?
c) Увеличилась ли или уменьшилась плотность загрузки в пределах системы стерилизационного барьера?
d) Изменился ли контейнер или конфигурация загрузки [например, число упаковок (контейнеров, тары) увеличилось или уменьшилось, или конфигурация не соответствует той, что была при валидации]?
e) Были ли проведены соответствующим образом аттестация стерилизатора и/или текущее обслуживание?
f) Был ли выбран соответствующий процесс стерилизации для стерилизуемого продукта?
д) Соответствовало ли применение химических индикаторов рекомендациям изготовителя?
h) Были ли изменения в питающих средах, подводимых к стерилизатору, которые могли повлиять на проведение цикла (давление, скорость потока, неконденсируемые газы в поставляемом паре и т.д.)?
Примечание —Дополнительная информация —требования и руководства — приведены в действующих стандартах, описывающих конкретные процессы: ИСОЯС 17665-2 [20], ИСО 20857 [22], ИСО 11137-1 [7], ЕН 14180 [24] и ЕН 15424 [25].
3.6 Несмотря на то, что и другие факторы могут влиять на эффективность процесса стерилизации, ИСО 11140-1 [13] определяет переменные для каждого процесса стерилизации в таблице 1. Конкретный химический индикатор может реагировать на одну или на несколько переменных в соответствии со своим классом (см. раздел 5) и инструкцией по эксплуатации, составленной изготовителем.
Если использование индикаторов ограничено конкретным стерилизационным циклом, то данная информация отмечается или кодируется на продукте. Например, «ПАР 15 мин 121 °С» означает, что индикатор предназначен для использования в цикле стерилизации паром при температуре 121 °С в течение 15 мин. Рамка вокруг слова «ПАР» означает, что индикатор может быть использован только в циклах стерилизации паром.
з
Таблица 1 — Переменные процесса стерилизации
Процесс
Обозначение3
Переменные
Паровая стерилизация
ПАР
Время, температура и насыщенный пар
STEAM
Воздушная стерилизация (стерилизация горячим воздухом)
ВОЗД
Время и температура
DRY
Стерилизация оксидом этилена
ЭО
Время, температура, относительная влажность и концентрация оксида этилена
ЕО
Радиационная стерилизация
РАД
Поглощенная доза
IRRAD
Пароформальдегидная стерилизация
ФОРМ
Время, температура, насыщенный пар и концентрация формальдегида
FORM
Стерилизация с применением паров перекиси водорода
ПЕР
Время, температура, концентрация перекиси водорода и, если применяется, плазма
vh2o2
а Это — символы, и они не предназначены для перевода.
3.7 Индикаторы классов 3, 4, 5 и 6 должны иметь одно или более контрольных значений (КЗ), устанавливаемых изготовителем. Эти контрольные значения определяют параметры, на которые индикатор должен реагировать согласно разработке, и время выдержки, необходимое для достижения установленного видимого изменения, последовательного изменения или конечного состояния. КЗ приводят на индикаторе, упаковке индикатора или в инструкции, поставляемой с продуктом.
Видимое изменение описывает реакцию индикаторов процесса класса 1. Последовательное изменение представляет собой возрастающее наблюдаемое изменение, возникающее при воздействии одной или более переменных процесса, позволяющее оценить достигнутый уровень.
КЗ основаны на испытаниях, проводимых изготовителем в резистометре.
Резистометр (см. ИС018472 [21] для дополнительной информации) — это испытательное оборудование, спроектированное для быстрого достижения определенных критических значений параметров процесса стерилизации. Эти значения параметров тщательно контролируют в процессе фазы выдержки. Поскольку стерилизаторы обычно не обладают такими характеристиками отклика или точностью условий выдержки, как резистометр, очень сложно воспроизвести заявленные изготовителем значения при использовании стерилизатора. Для проверки декларации изготовителя может быть задействована независимая лаборатория с резистометром. Ввиду того что химические индикаторы тестируют при определенных условиях, случайная или намеренная выдержка при параметрах, выходящих за пределы, установленные изготовителем (например, более длительное время, более низкая температура и/или более низкая концентрация стерилизующего вещества), может привести к недостоверным результатам.
4
ГОСТ Р ИСО 15882-2012
Все химические индикаторы классов 3,4, 5 и 6 имеют КЗ, при которых они достигают конечного состояния. Процесс стерилизации определен минимальным значением с верхним пределом, например, для процесса паровой стерилизации определена минимальная температура с верхним пределом 3 °С. КЗ химических индикаторов обычно соотносимы с минимальными параметрами стерилизации соответствующего процесса обработки медицинской продукции.
Реакцию химического индикатора в условиях несрабатывания проверяют путем выдержки химических индикаторов в условиях ниже КЗ в соответствии с сопроводительными документами.
4 Классы химических индикаторов
4.1 Общие положения
Химические индикаторы классифицируют согласно предполагаемому использованию. Химические индикаторы, описанные в ИСО 11140-1 [13], классифицированы на шесть групп. В рамках данной классификации химические индикаторы подразделяются в соответствии с процессом стерилизации, для которого они разработаны. Данную классификацию используют исключительно для обозначения характеристик и предполагаемого использования индикаторов каждого типа при применении согласно инструкции изготовителя. Такая классификация не является иерархической.
Химические индикаторы используются для выявления того, достигли ли определенные критические переменные процесса заданного уровня в конкретном процессе стерилизации. Классификация определяет рабочие характеристики и предполагаемое использование только для индикаторов.
Рабочие характеристики каждого класса позволяют соответствующим химическим индикаторам представлять различные типы информации и, следовательно, выполнять различные функции.
Действие всех химических индикаторов основано либо на химическом и/или физическом изменении, в результате которого происходит изменение цвета, либо на миграции химического вещества.
Следующие описания химических индикаторов каждого класса начинаются с выделенной курсивом цитаты, взятой непосредственно из ИСО 11140-1[13], которая используется для определения конкретного класса химических индикаторов.
4.2 Класс 1. Индикаторы процесса
Индикаторы процесса предназначены для использования с изделиями или отдельными упаковками (например, пакетами, коробками) с целью подтверждения того, что данные изделия или упаковки прошли стерилизационную обработку. Индикаторы процесса позволяют отличить стерилизованные изделия (упаковки) от нестерилизованных. Они должны реагировать на одну или несколько критических переменных стерилизационного процесса. (ИСО 11140-1, подраздел 4.2).
Индикаторы данного класса выявляют отличие упаковок, которые подлежат стерилизации от тех, которые уже были простерилизованы и готовы к применению при условии, что стерилизационный цикл прошел корректно и индикаторы более высоких классов указывают на то, что требуемые условия были выполнены. Срабатывание индикатора процесса класса 1 не должно указывать на достижение требуемых условий стерилизации.
Индикаторы процесса обычно размещены на внешней части упаковки или видны через нее. Примерами индикаторов процесса являются индикаторные ленты и упаковочные материалы с нанесенными на них химическими индикаторами. Такие химические индикаторы подвергаются непосредственному воздействию стерилизационного агента без влияния упаковки и, как правило, не срабатывают только при крупном нарушении. Индикаторы процесса предназначены для отображения видимого изменения после выдержки в субоптимальном цикле стерилизации.
Для радиационной стерилизации ИСО 11140-1 [13] описывает только индикаторы процесса для использования су- и p-излучением. Таблица 1 из ИСО 11140-1, раздел 8, содержит допуски (верхние и нижние пределы приемлемых рабочих характеристик индикаторов процесса паровой стерилизации при испытании изготовителем), которые должны соблюдаться для каждого критического параметра. Данная таблица воспроизведена ниже.
5
|
Таблица 2 —Условия испытания и поведение индикаторов процесса (класс!) для паровой стерилизации ПАР |
|||||||||||||||||||||||||||||||
|
4.3 Класс 2. Индикаторы для специальных испытаний
Индикаторы класса 2 предназначены для использования в специальных тестовых испытаниях, определенных в соответствующих стандартах на стерилизатор/стерилизацию (ИСО 11140-1, подраздел 4.3).
Химические индикаторы, широко представленные в классе 2, используются для проведения испытательных циклов Бови-Дик. Испытательный цикл может быть проведен с использованием тест-листов, описанных в ИСО 11140-3 [14], в комбинации со стандартной текстильной упаковкой, описанной в ЕН 285 [23]. Химические индикаторы для проведения альтернативных Бови-Дик циклов на проникание пара описаны в ИСО 11140-4 [15]. Химические индикаторы для проведения Бови-Дик циклов на удаление воздуха описаны в ИСО 11140-5 [16] и используются в комбинации со стандартной текстильной тест-упаковкой или в виде готовой к использованию упаковки. Также см. приложение А.
Наличие водяного пара является определяющим условием для эффективности процесса паровой стерилизации. Наличие остаточного воздуха препятствует прониканию пара и, как следствие, наличию пара на поверхностях, подлежащих стерилизации. Индикаторы класса 2 Бови-Дик теста предназначены для демонстрации быстрого и равномерного проникания пара и соответственно адекватного удаления воздуха. Это условие обычно демонстрируется равномерным изменением цвета индикаторного листа.
Случаи несрабатывания могут произойти вследствие наличия неконденсируемых газов в паре (например, фабричные кондиционирующие вещества, используемые при стирке текстильных упаковок) или некорректного удаления воздуха или натекания воздуха.
Поскольку индикаторы Бови-Дик теста разработаны для выявления определенных условий выдержки, которые могут отличаться от требований для достижения эффективной стерилизации, они не могут быть применимы в качестве индикаторов контроля стерилизационных циклов. Увеличение времени выдержки Бови-Дик цикла или несоблюдение рекомендаций изготовителя по проведению Бови-Дик цикла приведет к бесполезности теста и неверным его результатам.
Для получения общих сведений о Бови-Дик тесте см. приложение А.
4.4 Класс 3. Однопеременные индикаторы
Однопеременные индикаторы должны реагировать на одну из критических переменных и указывать на проведение стерилизационной обработки при контрольном значении (КЗ) выбранной переменной (ИСО 11140-1, подраздел 4.4).
Однопеременный индикатор предназначен для реакции только на одну критическую переменную процесса стерилизации. Переменная и ее контрольное значение указываются изготовителем индикатора, и данный индикатор может быть использован только для контроля данной переменной процесса.
Например, однопеременный индикатор температуры может реагировать только на достижение контрольного значения температуры и не предоставлять достоверную информацию о других переменных процесса, таких как время воздействия или наличие пара. Индикатор может указывать, была ли достигнута определенная минимальная температура в конкретной области внутри камеры стерилизатора или загрузки. Необходимо корректно выбирать индикатор для минимальной температуры процесса.