Учреждение образования «БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ»
Г. О. Коновальчик, Т. В. Каштелян
ОРГАНИЗАЦИЯ
ПОЛИГРАФИЧЕСКОГО
ПРОИЗВОДСТВА
Допущено Министерством образования
Республики Беларусь в качестве учебного пособия для студентов высших учебных заведений
по издательско-полиграфическим специальностям
Минск 2011
УДК [658.5:005]:655(075.8) ББК 65.9(2)-80:37.8я7
К64
Рецензенты:
кандидат экономических наук, доцент, заведующий кафедрой экономики БГУИиР
А. В. Сак;
кафедра организации и управления БГЭУ (доктор экономических наук, заведующий кафедрой
Н. П. Беляцкий)
Все права на данное издание защищены. Воспроизведение всей книги или ее части не может быть осуществлено без разрешения учреждения образования «Белорусский государственный технологический университет».
Коновальчик, Г. О.
К64 Организация полиграфического производства : учеб. пособие для студентов высших учебных заведений по издательскополиграфическим специальностям / Г. О. Коновальчик, Т. В. Каштелян. – Минск : БГТУ, 2011. – 351 с.
ISBN 978-985-530-023-7.
В учебном пособии изложены основные темы по дисциплине «Организация полиграфического производства и управление предприятием». Рассмотрены вопросы организации производства, рабочих мест на предприятии, взаимосвязи труда людей с вещественными факторами производственного процесса, эффективного расположения и сочетания орудий и процессов труда в пространстве и во времени. Управление предприятием представлено теоретическими основами управления производством, планированием как важнейшей его функцией. Даны основные положения управления персоналом.
УДК [658.5:005]:655(075.8) ББК 65.9(2)-80:37.8я7
ISBN 978-985-530-023-7 © УО «Белорусский государственный технологический университет», 2011
© Коновальчик Г. О., Каштелян Т. В, 2011
ОГЛАВЛЕНИЕ
|
ПРЕДИСЛОВИЕ …………………………………………………………… |
9 |
|
Глава 1. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ |
|
|
ОРГАНИЗАЦИИ ПРОИЗВОДСТВА ……………………………. |
11 |
|
1.1. Организация производства: |
|
|
понятие, сущность, задачи ……………………………………….. |
11 |
|
1.2. Производство как система ………………………………….. |
13 |
|
1.3. Производство как совокупный процесс ………………. |
16 |
|
1.4. Принципы организации |
|
|
производственного процесса …………………………………….. |
18 |
|
1.5. Законы организации …………………………………………… |
22 |
|
Глава 2. ФОРМЫ И ТИПЫ |
|
|
ОРГАНИЗАЦИИ ПРОИЗВОДСТВА ……………………………. |
25 |
|
2.1. Промышленное предприятие как форма |
|
|
организации производства и его структура ……………….. |
25 |
|
2.2. Экономические формы |
|
|
организации производства ……………………………………….. |
30 |
|
2.3. Типы организации производства ………………………… |
35 |
|
Глава 3. ОРГАНИЗАЦИЯ |
|
|
ПРОИЗВОДСТВЕННОГО ПРОЦЕССА |
|
|
НА ПРЕДПРИЯТИИ ……………………………………………………. |
39 |
|
3.1. Классификация |
|
|
производственных процессов …………………………………… |
39 |
|
3.2. Производственный цикл: |
|
|
структура, длительность …………………………………………… |
42 |
|
3.3. Движение предметов труда по операциям |
|
|
и проектирование длительности |
|
|
производственного цикла …………………………………………. |
46 |
|
3.4. Формы и методы организации |
|
|
производственного процесса …………………………………….. |
54 |
|
3.5. Поточные линии и их применение |
|
|
в полиграфическом производстве ……………………………… |
57 |
|
4 |
ОГЛАВЛЕНИЕ |
|
3.6. Поточное производство: |
59 |
|
расчеты, преимущества организации ……………………….. |
|
|
Глава 4. ОРГАНИЗАЦИЯ |
|
|
ПОДГОТОВКИ ПРОИЗВОДСТВА |
|
|
И ОПЕРАТИВНОПРОИЗВОДСТВЕННОЙ |
|
|
ДЕЯТЕЛЬНОСТИ ………………………………………………………… |
69 |
|
4.1. Цель, задачи и принципы |
69 |
|
подготовки производства ………………………………………… |
|
|
4.2. Виды подготовки производства |
72 |
|
и их содержание ………………………………………………………. |
|
|
4.3. Планирование подготовки производства …………….. |
77 |
|
4.4. Организация оперативно- |
80 |
|
производственной деятельности ………………………………. |
|
|
4.4.1. Задачи оперативно- |
80 |
|
производственной деятельности ……………………….. |
|
|
4.4.2. Расчеты на межцеховом уровне ………………… |
82 |
|
4.4.3. Расчеты на внутрицеховом уровне ……………. |
84 |
|
Глава 5. ОРГАНИЗАЦИЯ ОБЕСПЕЧЕНИЯ |
|
|
КАЧЕСТВА ПРОДУКЦИИ …………………………………………… |
87 |
|
5.1. Понятие и показатели качества …………………………… |
87 |
|
5.2. Системный подход |
91 |
|
к обеспечению качества продукции …………………………. |
|
|
5.3. Организационные формы и методы |
97 |
|
технического контроля качества продукции …………….. |
|
|
5.4. Брак: виды и методы обнаружения …………………….. |
101 |
|
Глава 6. ОРГАНИЗАЦИЯ ОБСЛУЖИВАНИЯ |
|
|
ОСНОВНОГО ПРОИЗВОДСТВА …………………………………. |
103 |
|
6.1. Организация энергетического хозяйства …………….. |
103 |
|
6.2. Организация ремонтного хозяйства ……………………. |
107 |
|
6.2.1. Структура и задачи |
107 |
|
ремонтного хозяйства. Системы ремонта ……………. |
|
|
6.2.2. Планирование ремонта оборудования ……….. |
110 |
|
6.2.3. Методы организации ремонтных работ |
………. 112 |
|
6.3. Организация транспортного хозяйства ……………….. |
113 |
|
6.4. Организация складского хозяйства …………………….. |
118 |

|
ОГЛАВЛЕНИЕ |
5 |
|
Глава 7. ОСНОВЫ ОРГАНИЗАЦИИ ТРУДА …………….. |
123 |
|
7.1. Понятие организации труда ……………………………….. |
123 |
|
7.2. Элементы организации труда ……………………………… |
124 |
|
7.3. Научная организации труда |
|
|
и ее основные направления ………………………………………. |
127 |
|
Глава 8. ТРУДОВОЙ ПРОЦЕСС |
|
|
И ОСНОВЫ ЕГО ОРГАНИЗАЦИИ ……………………………… |
131 |
|
8.1. Производственные функции |
|
|
трудового процесса и его виды …………………………………. |
131 |
|
8.2. Производственная операция, |
|
|
технологическая и трудовая структура ……………………… |
135 |
|
8.3. Принципы организации |
|
|
трудовых процессов …………………………………………………. |
139 |
|
Глава 9. РАЗДЕЛЕНИЕ И КООПЕРАЦИЯ ТРУДА ……. |
141 |
|
9.1. Разделение труда: сущность и виды ……………………. |
141 |
|
9.2. Кооперация труда: сущность и виды ………………….. |
145 |
|
9.3. Совмещение функций, специальностей |
|
|
и профессий. Многостаночное обслуживание …………… |
149 |
|
Глава 10. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА ……….. |
153 |
|
10.1. Рабочее место: понятие, классификация …………… |
153 |
|
10.2. Оснащение рабочего места ……………………………….. |
154 |
|
10.3. Планировка рабочего места ……………………………… |
156 |
|
10.4. Обслуживание рабочего места ………………………….. |
161 |
|
10.5. Условия труда на рабочем месте ………………………. |
164 |
|
10.6. Аттестация рабочих мест ………………………………….. |
168 |
|
Глава 11. РЕЖИМ ТРУДА И ОТДЫХА. |
|
|
ДИСЦИПЛИНА ТРУДА ……………………………………………….. |
171 |
|
Глава 12. ОСНОВЫ НОРМИРОВАНИЯ ТРУДА ………. |
175 |
|
12.1. Нормирование труда: понятие, виды норм …………… |
175 |
|
12.2. Обоснование норм труда |
|
|
и основные методы их установления ………………………… |
177 |
|
12.3. Рабочее время и его классификация ………………….. |
179 |

6 ОГЛАВЛЕНИЕ
|
Глава 13. МЕТОДЫ ИЗУЧЕНИЯ ЗАТРАТ |
|
|
РАБОЧЕГО ВРЕМЕНИ ………………………………………………… |
185 |
|
13.1. Фотография рабочего времени …………………………. |
185 |
|
13.2. Хронометраж …………………………………………………… |
189 |
|
13.3. Фотография рабочего времени, |
195 |
|
выполненная методом моментных наблюдений ………… |
|
|
Глава 14. НОРМИРОВАНИЕ ТРУДА |
|
|
ОСНОВНЫХ РАБОЧИХ ………………………………………………. |
201 |
|
14.1. Норма времени: |
201 |
|
структура и методы определения ……………………………… |
|
|
14.2. Нормы выработки |
205 |
|
и методика их определения ………………………………………. |
|
|
14.3. Микроэлементное нормирование ……………………… |
207 |
|
Глава 15. НОРМИРОВАНИЕ ТРУДА |
|
|
ВСПОМОГАТЕЛЬНЫХ РАБОЧИХ |
|
|
И СЛУЖАЩИХ …………………………………………………………….. |
209 |
|
15.1. Особенности организации труда |
209 |
|
вспомогательных рабочих ………………………………………… |
|
|
15.2. Нормирование труда отдельных видов |
210 |
|
вспомогательных рабочих ………………………………………… |
|
|
15.3. Нормирование труда служащих ……………………….. |
213 |
|
Глава 16. ОРГАНИЗАЦИЯ ОПЛАТЫ ТРУДА …………… |
219 |
|
16.1. Основы мотивации |
219 |
|
и стимулирования труда …………………………………………… |
|
|
16.2. Тарифная система. Государственное |
224 |
|
и договорное регулирование оплаты труда ……………….. |
|
|
16.3. Формы и системы |
229 |
|
организации оплаты труда: сущность, виды ……………… |
|
|
16.4. Повременная оплата труда ……………………………….. |
230 |
|
16.5. Сдельная оплата труда ……………………………………… |
232 |
|
16.6. Премиальные системы ……………………………………… |
235 |
|
16.7. Коллективные (бригадные) системы |
238 |
|
оплаты труда ……………………………………………………………. |
|
|
16.8. Система надбавок и доплат ………………………………. |
240 |

|
ОГЛАВЛЕНИЕ |
7 |
|
Глава 17. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ |
|
|
УПРАВЛЕНИЯ ……………………………………………………………… |
243 |
|
17.1. Сущность, цели |
|
|
и принципы управления предприятием …………………….. |
243 |
|
17.2. Функции и методы управления …………………………. |
246 |
|
17.3. Технология принятия |
|
|
управленческих решений ………………………………………….. |
253 |
|
17.4. Понятия и разновидности |
|
|
организационной структуры управления ………………….. |
258 |
|
Глава 18. ОСНОВЫ ПЛАНИРОВАНИЯ |
|
|
ДЕЯТЕЛЬНОСТИ ПРЕДПРИЯТИЯ ……………………………. |
267 |
|
18.1. Назначение, содержание, |
|
|
принципы и методы планирования …………………………… |
267 |
|
18.2. Организация планирования |
|
|
и его нормативная база …………………………………………….. |
271 |
|
18.3. Стратегическое, текущее, |
|
|
оперативное и бизнес-планирование …………………………. |
273 |
|
18.4. Структура и содержание |
|
|
годового плана предприятия …………………………………….. |
278 |
|
Глава 19. МЕТОДИКА ПЛАНИРОВАНИЯ |
|
|
ОТДЕЛЬНЫХ РАЗДЕЛОВ |
|
|
ГОДОВОГО ПЛАНА ПРЕДПРИЯТИЯ ……………………….. |
281 |
|
19.1. Планирование производственной программы. |
|
|
Производственная мощность ……………………………………. |
281 |
|
19.2. Планирование потребности в сырье, |
|
|
материалах, топливе, энергии …………………………………… |
288 |
|
19.3. Планирование численности работников |
|
|
и их производительности ………………………………………….. |
292 |
|
19.4. Планирование фонда заработной платы ……………. |
299 |
|
19.5. Планирование инновационной |
|
|
и инвестиционной деятельности ……………………………….. |
305 |
|
Глава 20. ОСНОВЫУПРАВЛЕНИЯ |
|
|
ПЕРСОНАЛОМ …………………………………………………………….. |
315 |
|
20.1. Персонал и личность |
|
|
как объекты управления …………………………………………… |
315 |
|
8 |
ОГЛАВЛЕНИЕ |
|
20.2. Принципы и правила |
317 |
|
организации труда менеджера …………………………………. |
|
|
20.3. Стиль руководства ……………………………………………. |
323 |
|
20.4. Типы менеджеров и требования, |
327 |
|
предъявляемые к ним ………………………………………………. |
|
|
20.5. Наем и отбор персонала ……………………………………. |
329 |
|
20.6. Организация общения, совещаний, |
331 |
|
деловых переговоров ………………………………………………. |
|
|
20.7. Управление конфликтами ………………………………… |
334 |
|
ПРИЛОЖЕНИЕ ……………………………………………………………. |
343 |
|
ЛИТЕРАТУРА ……………………………………………………………… |
349 |
Организация и управление полиграфическим производством
Курсовая
работа по курсу: «Экономика и организация производства»
Задание
Исходные данные для проектирования технологического
процесса
|
№ п/п |
Технические показатели издания |
Рекламные проспекты |
|||||||
|
1 |
2 |
3 |
4 |
5 |
10 |
25 |
50 |
||
|
1 |
Формат бумаги, см. и доля листа |
60х908 |
|||||||
|
2 |
Средний объем, печ. л. |
0,125 |
|||||||
|
3 |
Средний тираж, тыс. экз. |
5 |
|||||||
|
4 |
Периодичность выпуска |
9 |
|||||||
|
5 |
Красочность: |
||||||||
|
6 |
лицо |
4 |
|||||||
|
7 |
Оборот |
0 |
|||||||
|
8 |
Группа сложности |
II |
|||||||
|
9 |
Характер изобразительного материала |
Текст и многоцветные иллюстрации, цветные слайды |
|||||||
|
10 |
Линиатура растра, лин/см |
60 |
|||||||
|
11 |
Площадь, занятая иллюстрациями, % |
90 |
|||||||
|
12 |
Заполнение печатного листа печатными элементами, % |
70 |
|||||||
|
13 |
Количество текста, % |
12 |
|||||||
|
14 |
Характеристика бумаги и масса 1 м |
Мелованная ДУ — 120 |
|||||||
|
15 |
Характер обработки отпечатанной продукции |
Разрезка и обрезка по формату |
Плановые
нормы штучного времени и часовые нормы выработки
|
Наименование операции |
Учетная ед. |
Группа сложности |
Нормы по справочникам |
Процентное выполнение нормы |
Плановые нормы |
||
|
Штучного времени, мин. |
Выработки, ч |
Штучного времени, мин. |
Выработки, ч |
||||
|
приладка (1форма) |
I |
15 |
110 |
83.6 |
|||
|
смена форм (1 форма) |
I |
10 |
110 |
9.1 |
|||
|
смывка красочного аппарата (1 секция) |
I |
15 |
110 |
13.6 |
|||
|
ПЕЧАТЬ |
1000 |
I |
0.21 |
4.96 |
105 |
0.22 |
5.21 |
Введение
В условиях перехода к рыночным условиям хозяйствования возникает
необходимость прививать практические навыки студентам по экономике, организация
производства и менеджмента на полиграфических предприятиях.
Полиграфическое производство характеризуется большим разнообразием
выпускаемой продукции частым изменением номенклатуры и применяемыми
технологиями ее изготовления. В этих условиях инженер- менеджеру требуется
оперативно, профессионально и правильно реагировать на изменения. Это требует
от него знаний технологий, техники и специфики полиграфического производства.
В данном курсовом проекте будут рассматриваться ключевые вопросы
организации и управления полиграфическим производством, такие как, составление
схемы изготовления продукции, быстрый расчет ее себестоимости с применением
современных методик, организация оперативного управления и контроля качества
продукции, которые имеют место на каждом полиграфическом предприятии.
1. Разработка технологии изготовления продукции
На современных условиях наряду с традиционными видами высокой и глубокой
печати доминирующее положение сейчас занимает способ офсетной печати. Офсетная
печатная техника в последние годы развивалась наиболее быстрыми темпами. Наряду
с давно известными факторами офсетной печати, такими как, универсальность,
воспроизведение текста и иллюстраций любой сложности, экономичность,
возможность быстрого перехода на разные форматы заказов и толщину
запечатываемого материала в последнее время получили развитие такие направления
в полиграфическом производстве как:
развитие допечатных технологий, позволяющих получение фотоформ высокого
качества и в короткие сроки, что повышает производительность труда, освобождает
производственные площади, улучшает условия труда рабочих, повышает их
интеллектуальный уровень, значительно влияет на качество производимой
продукции;
автоматизация печатных процессов, управление машиной с одного пульта
управления. Уже сегодня в арсенале отечественной и зарубежной полиграфии
находится широкая номенклатура средств автоматизации печатного процесса,
начиная от электронной системы централизованного контроля и управлением
процесса печати и заканчивая многочисленными автоматическими устройствами
местного применения, которые способствуют сократить занимаемых оборудованием
площадей, что уменьшает накладные расходы, связанные с использованием площадей
предназначенных для размещения производственных цехов, повысить комфортности
условий работы на оборудовании.
Для разработки технологии производства полиграфической продукции
необходимо в соответствии с заданием (приложение №6) составляем таблицу
исходных данных для проектирования технологического процесса.
Проектирование комплексного технологического процесса изготовления
издания начинается с выбора способа печати и печатного оборудования.
Таблица 1.1. Исходные данные для проектирования технологического процесса
|
№ п/п |
Технические показатели издания |
Рекламные проспекты |
|
1 |
Формат бумаги, см. и доля листа |
60х908 |
|
2 |
Средний объем, печ. л. |
0,125 |
|
3 |
Средний тираж, тыс. экз. |
5 |
|
4 |
Периодичность выпуска |
12 |
|
5 |
Красочность: |
|
|
6 |
Лицо |
4 |
|
7 |
Оборот |
0 |
|
8 |
Группа сложности |
II |
|
9 |
Характер изобразительного материала |
Текст и многоцветные иллюстрации, цветные слайды |
|
10 |
Линиатура растра,лин/см |
60 |
|
11 |
Площадь, занятая иллюстрациями, % |
90 |
|
12 |
Заполнение печатного листа печатными элементами, % |
70 |
|
13 |
Количество текста, % |
9 |
|
14 |
Характеристика бумаги и масса 1 м.кв |
Мелованная ДУ-120 |
|
15 |
Характер разработки отпечатанной продукции |
Разрезка и обрезка по формату |
Выбор технологического оборудования полиграфического производства
Для выбора технологического оборудования базируется на характеристику
выпускаемой продукции (табл.1.1) в соответствии с приложением №1 осуществляем
подбор технологического оборудования для производства данной продукции.
Пример выбора технологического оборудования приведена в табл. 1.2.
Увеличение выпуска и расширение номенклатуры полиграфической продукции,
выпускаемой офсетным способом, приводить к увеличению ассортимента листовых
офсетных машин. Современные печатные машины можно разделить:
Таблица 1.2 Пример формирования технической характеристики печатного
оборудования
|
Показатели |
Печатное оборудование (KomoriSprint -226P) |
|
МАКСИМАЛЬНЫЙ ФОРМАТ ЛИСТА, см |
50,8х66 |
|
НОМИНАЛЬНЫЙ ФОРМАТ ЛИСТА, см |
47х65 |
|
ЭКСПЛУАТАЦИОННАЯ СКОРОСТЬ РАБОТЫ, об/час |
4.000-8.000 |
|
КРАСОЧНОСТЬ |
2 (1+1) |
|
ГАБАРИТНЫЕ РАЗМЕРЫ, м : |
|
|
длина |
3,545 |
|
ширина |
2,19 |
|
высота |
1,9 |
|
МАССА, кг |
5.600 |
|
ОБЩАЯ ПОТРЕБЛЯЕМАЯ МОЩНОСТЬ, кВт |
13,5 |
|
СТОИМОСТЬ, тыс. руб. |
1 965,6 |
|
te.о-Среднегодовое время простоя на ремонтах, |
203 |
|
Трудоемкость текущего ремонта, н-ч. |
123 |
|
tпр-Норма времени на приладку (приправку) одной формы |
1,25 |
|
tnee-Норма времени на печать для II группы сложности, ч/т. лист-прог. |
0,21 |
по виду обрабатываемой бумаги на две группы — листовые и рулонные;
по количеству печатных секций — на однокрасочные и многокрасочные;
по построению печатных секций — одно- и двухсторонние;
по формату — на машины малого, среднего и большого форматов.
Исходя из задания, данного для проектирования, где издание
четырехкрасочное, выбираю только листовые офсетные печатные машины. Считаю, что
рекламные проспекты форматом 60х908 и тиражом 20 тысяч экземпляров
целесообразно отпечатать на листовой двухкрасочной машине (1+1) KOMORISprint 226P форматом 508х660 мм производства Японии. Считаю, что затраты
на эту машину полностью обоснованы при печати четырехкрасочной продукции с
использованием повторного прогона листов-оттисков.
Фирма KOMORI выпускает широкий диапазон моделей
печатных машин, сохраняя при этом достоинства узкоспециализированного
производства. Машины серии SprintII соединяют в себе низкую стоимость, многофункциональность и другие
преимущества массовых машин с гибкостью, высоким качеством и пониженными
трудозатратами.
KOMORISprintII — это совершенно новая машина.
Отвечает практически всем потребностям полиграфического предприятия в
необычайно широком диапазоне применений — от печатания бланков до печатания
ценных бумаг и высококачественных репродукций, на бумаге от газетной до
мелованной с высоким глянцем. Может печатать с металлических и бумажных печатных
форм или работать по технологии «сухого офсета».
Серия SprintII содержит много уникальных новшеств
для облегчения эксплуатации и техобслуживания. Каскадный самонаклад,
обеспечивающий стабильную высокоскоростную подачу листов бумаги толщиной от
0,035 мм. Центральный пульт управления со стороны приемки.
Датчики: двойного листа, перекоса, опережения или запаздывания листов.
Форграйфер с качающимися захватами. Система увлажнения Komorimatic уменьшает расход спирта, улучшает
качество оттисков. Быстрая и точная диагональная приводка листов смещением
переднего упора. Снятие статического заряда с бумаги на подаче и на приемке.
Возможна комплектация системой полуавтоматической установки форм с погрешностью
0,06 мм, автоматической смывки красочного аппарата и очистки офсетного полотна.
Механизм переворота листа, позволяющий работать на двухкрасочной машине
по схемам 2+0 или 1+1. Тем самым, в каждодневной работе стала возможной
двухсторонняя печать с совершенно новым качеством: практически идентичный
результат печати с лицевой и обратной сторон. Только точно определенная
последовательность движений элементов поворотного устройства обеспечивает
высококачественную двухстороннюю печать на скорости до 8.000 отт./час.
Благодаря искусной слаженности распрямления листа и оптимального движения
захватов поворотного барабана, изменение направления листа происходит абсолютно
гармонично и с сохранением заданной приводки.
Подготовку издания к печати тиража производят после определения
технологии изготовления, выбора печатной машины, метода и способа печати. После
этого ведут подготовку применяемого оборудования, материалов: краски и бумаги,
а также определяют время на печать пробных оттисков и печать тиража.
Схема технологического маршрута подготовки заказа к печати в печатном отделении
показана на рис. 1.1.
Рис. 1.1. Схема технологического маршрута подготовки заказа к печати в
печатном цехе
2. Организация подготовки изданий к производству в печатном цехе
полиграфического предприятия
Целью проведения экономических расчетов на этапе подготовки к
производству является выявление зависимости затрат на производство от тиража
выпускаемой продукции.
.1 Расчет годовой производительности единицы печатного оборудования в
зависимости от среднегодового тиража издания
Расчет производим по тиражам: 5 тыс. экземпляров.
Подробный анализ расчета годовой производительности единицы печатного
оборудования произвожу на печать издания рекламный проспект тиражом 1 тыс.
экземпляров, сводная таблица представлена в Приложении 1.
Для определения годовой производительности печатной машины необходимо
выявить часовую норму выработки машины, эффективный фонд времени работы
оборудования, норму времени на приладку, годовое количество приладок и
коэффициент выполнения норм.
Поб.печ. = Нч*(Fд — tпр * Nпр)*kв.н.,
где: Поб.печ. — годовая производительность печатной машины,
тыс. л-отт.
Нч— часовая норма выработки в уч.ед./ч (1000 листопрогонов)
Fд — эффективный фонд времени работы
оборудования, ч.
tпр— норма времени на приладку
(приправку), ч.
Nпр — годовое количество приладок
(приправок)
kв.н. — коэффициент выполнения норм,
равный 1,05
Fд = Fреж — (fр.о. + fт.о.),
где: Fреж — режимный фонд времени работы оборудования, ч.
fр.о. — среднегодовой простой оборудования
на ремонтах и осмотрах, ч.
fт.о. — время простоя по техническим
причинам, ч.
![]()
Где:
fр.о.н. —
суммарный норматив простоя оборудования за весь срок его службы, ч.
Тн
— нормативный срок службы работы оборудования, ( по данным технического
паспорта), лет.
![]()
где
Nт.о. —
норматив простоя по технологическим причинам, %
В
соответствии со справочником «Единые нормы времени и выработки на процессы
полиграфического производства». — М.: Книжная палата, 1988 г., стр. 153-154 [3]
определяем необходимые нормативы:
Нч
= 4,96 уч.ед./ч (1000 листопрогонов)
tпр = 1,25 ч.
tпеч = 0,21 ч/т.л-отт.
По
справочнику «Положение о техническом обслуживании и ремонте оборудования
полиграфических предприятий» определяем следующие показатели, стр. 138:р.о.н.
= 2 200 ч.
Нормативный
срок службы печатной машины Тн = 11 лет.
Норматив
простоя по технологическим причинам определяется из Приложения 1 (Методическое
пособие) и составляет Nт.о. = 4,5%.
Режимный
фонд времени работы оборудования определяется исходя из Fреж = ((F365 — Fвых — Fпразд)*
8 — Fпредпраз)*kсм=((365 —
104 — 10)*8 — 8)*2=4000 ч.
Таким
образом:
![]()
![]()
Нахожу
эффективный фонд времени: Fд = 4 000
— (200+171) д = 3 629ч.
Годовое
количество приладок:
где:
tпеч — норма времени на печатание, ч/т.л.-отт., и определяется по справочнику
[3].
Nтир — среднегодовой тираж продукции, тыс.экз.
kт.н. — коэффициент отходов на технические нужды, %,
который определяется по «Нормам отходов бумаги на технологические нужды
производства». — Книга, 1983,[5] и равен 11%.
Тогда,
годовое количество приладок будет:
Nпр = 2637
Для
определения годовой производительности печатной машины необходимо также знать
годовую производительность единицы оборудования (кроме печатного) для расчета
годовой производственной программы запуска и выпуска продукции.
Годовая
производственная программа запуска продукции приравнивается годовой
производительности с учетом коэффициента загрузки оборудования. Годовая
программа выпуска продукции отличается от программы запуска на величину отходов
на технические нужды.
Годовая
производственная программа выпуска продукции, уч.ед. — N
Где:
Nзап. —
годовая производственная программа запуска продукции, уч.ед.
![]()
Где:
kзагр. —
коэффициент загрузки оборудования, принимается равным 0,87
Поб.
— годовая производительность единицы оборудования (кроме печатного), в уч.ед.
![]()
Поб
= 4,96 * 3 629 * 1,05 *1000 = 18 899 832 экз.
Тогда,
![]()
![]() зап =
зап =
27185 уч.ед.
N = 24 491
уч.ед.
Следовательно,
годовая производительность печатной машины равна:
Поб.печ.
= 4,96*(3 629 — 1,25* 2637) * 1,05
Поб.печ.
= 1734 т.л.-отт
Из
полученных данных я могу сделать вывод, что годовая производительность машины
меньше годовой производственной программы выпуска продукции, поэтому необходимо
проектировать несколько печатных машин, чтобы обработать весь объем годовой
программы выпуска продукции. Также при увеличении тиража производительность
печатного оборудования возрастает благодаря уменьшению количества приладок на
печатной машине. Можно предположить, что с увеличением тиража издания его
себестоимость будет уменьшаться за счет увеличения производительности машины.
Чтобы проверить данные предположения необходимо сделать расчет себестоимости
изданий и проследить динамику изменений.
.2
Расчет себестоимости изготовления учетной единицы продукции
Себестоимость
продукции — один из важнейших экономических показателей деятельности
промышленных предприятий и объединений, выражающий в денежной форме все затраты
предприятия, связанные с производством и реализацией продукции. Себестоимость
показывает, во что обходится предприятию выпускаемая им продукция. В
себестоимость включаются перенесенные на продукцию затраты прошлого труда
(амортизация основных фондов, стоимость сырья, материалов, топлива и других
материальных ресурсов) и расходы на оплату труда работников предприятия
(заработная плата).
Различают
четыре вида себестоимости промышленной продукции. Цеховая себестоимость
включает затраты данного цеха на производство продукции. Общезаводская
(общефабричная) себестоимость показывает все затраты предприятия на
производство продукции. Полная себестоимость характеризует затраты предприятия
не только на производство, но и на реализацию продукции. Отраслевая
себестоимость зависит как от результатов работы отдельных предприятий, так и от
организации производства по отрасли в целом.
Группировка
затрат по статьям расходов дает возможность видеть затраты по их месту и назначению,
знать, во что обходится предприятию производство и реализация отдельных видов
продукции. Планирование и учет себестоимости по статьям расходов необходимы для
того, чтобы определить, под влиянием каких факторов сформировался данный
уровень себестоимости, в каких направлениях нужно вести борьбу за ее снижение.
В промышленности применяется следующая номенклатура основных калькуляционных
статей:
Таблица
2.1
|
N п/п |
Наименование статей |
Виды себестоимости |
||
|
1 |
Сырье и материалы |
Цеховая себестоимость |
Заводская себестоимость |
Полная себестоимость |
|
2 |
Топливо и энергия на технологические нужды |
|||
|
3 |
Расходы на содержание и эксплуатацию оборудования |
|||
|
4 |
Основанная заработанная плата производственных рабочих |
|||
|
5 |
Цеховые расходы |
|||
|
6 |
Общезаводские расходы |
|||
|
7 |
Потери от брака |
|||
|
8 |
Непроизводственные расходы |
К статье «материалы» относят затраты на используемые в производстве
основные и вспомогательные материалы. В соответствии с «Инструкцией по
планированию, учету и калькулированию себестоимости продукции на
полиграфических предприятиях» в перечень основных материалов полиграфических
предприятий включены: пленка лавсановая, пленка триацетатная, фототехническая
пленка, печатные формы, краска печатная и добавки к ней, бронзовый порошок,
каптал, клеевые вещества, лак для лакирования, марля, нитки, проволока,
парафин, фольга для тиснения, картон, бумага, переплетные материалы, целлофан,
лак для припрессовки пленкой, полиамидная смола, растворители для лаков.
Материалы, не вошедшие в данный перечень, относятся к вспомогательным.
Первые семь статей расходов образуют фабрично-заводскую себестоимость.
Полная себестоимость складывается из фабрично-заводской себестоимости и
внепроизводственных расходов.
Расходы предприятий, включаемые в себестоимость продукции, делятся на
прямые и косвенные. К прямым расходам относятся затраты, непосредственно
связанные с изготовлением продукции и учитываемые прямым путем по ее отдельным
видам: стоимость основных материалов, топлива и энергии на технологические
нужды, заработная плата основных производственных рабочих. К косвенным расходам
относятся затраты, которые невозможно или нецелесообразно прямо относить на
себестоимость конкретных видов продукции: расходы цеховые, общезаводские
(общефабричные), по содержанию и эксплуатации оборудования.
Цеховые и общезаводские расходы в большинстве отраслей промышленности
включаются в себестоимость отдельных видов продукции путем распределения их
пропорционально сумме заработной платы производственных расходов (без доплат по
прогрессивно-премиальной системе) и расходам на содержание и эксплуатацию
оборудования.
По статье “Внепроизводственные расходы” учитываются главным образом
расходы по сбыту готовой продукции (затраты на тару, упаковку продукции и т.д.)
и расходы на стандартизацию и научно-исследовательские работы, централизованные
расходы по подготовке кадров и т.п. Как правило, внепроизводственные расходы
включаются в себестоимость отдельных видов продукции пропорционально их
фабрично-заводской себестоимости.
Подробный анализ расчета полной и удельной себестоимости продукции
произвожу на печать издания рекламный проспект форматом 60х90/8, тиражом 1 тыс.
экземпляров и красочностью 4+0. Сводная таблица расчета полной себестоимости
продукции представлена в Приложении 2.
Для расчета удельной себестоимости издания необходимо знать полную
годовую себестоимость, годовую производственную программу выпуска продукции и
тираж.

где:
Sе —
себестоимость одной учетной единицы продукции., руб.
Sп — полная годовая себестоимость, тыс. руб.
N — годовая
производственная программа выпуска изданий, тыс. уч.ед.
Nтир — тираж, тыс. экз.
![]()
Таблица
2.2.
|
Sм |
затраты на материалы, тыс. руб. |
Sм=1,2*Sм.осн. |
|
SL |
Затраты на заработную плату основных производственных |
SL=Lпр*k1 |
|
Sсоц |
Отчисления на социальные нужды, тыс.р. |
Sсоц=kсоц*SL |
|
Sоп |
Общепроизводственные расходы, тыс.р. |
Sоп=kоп*(Sоб+Lпр) |
|
Sох |
Общехозяйственные расходы, тыс.р. |
Sох=0,2*(Sоб+SL) |
|
Sком |
Коммерческие работы, тыс.руб. |
Sком=0,02*Sпроизв. |
А) Для определения затрат на материалы (Sм), необходимо знать затраты на основные материалы Sм.осн.,
которые зависят от цены на единицу материала за кг., кв.м. (Цм), от нормы
расхода материала на заказ, (qм) и от годовой производственной программы
выпуска продукции, в тыс. уч.ед. (N).
![]()
где:
Цм — цена на 1 кг бумаги;
qм — вес одной учетной единицы
N — количество
учетных единиц.
Расчет
краски и бумаги на тираж рассчитываю исходя из потребности.
Бумага
мелованная 120г/м2 размером 60х90. Цена за 1 кг. бумаги = 1,290
сомони., вес 1 листа 60х90 составит 0,0648 кг. → вес 1 уч. единицы =
0,0081 кг. или 0,81 кг. за 1000 усл.ед.
Таблица
2.3 Расчет краски
|
Расчет краски на 1000 |
Годвое кол-во кр-отт. |
Кол-во уч.ед |
Хар-ка Краски |
Нормы расхода на 1 уч. Ед.г. |
Потребность краски, сом. |
Ценав краски, сомон |
|
Yellow |
38792 |
245 |
«-541» |
0.072 |
17.4 |
50.12 |
|
Magenta |
«-231» |
0.078 |
18.9 |
55.09 |
||
|
Cyan |
«-331» |
0.125 |
30.3 |
|||
|
Black |
«-011» |
0.060 |
14.5 |
47.05 |
||
|
Всего |
81.1 |
51.35 |
Sм.осн.
бумаги = 1,29*0.81*245 = 252,8 тыс.сомон.
Sм.осн.
краски = 81,1*51.35=4,164 сомони.
Sм.осн.=å(Smосн.бумаги+Sм.осн.краски)=252,8+4,16=256,96тыс.сомон
Тогда, Sм = 1,2*256,96 = 308,35 тыс. сомон.м
= 308.35 тыс.сомон
Б) Затраты на заработную плату основных производственных рабочих (SL)
зависят от прямой заработной платы основных производственных рабочих, тыс.руб.
(Lпр) и коэффициента, учитывающего
доплаты, надбавки, премии по отношению к основной зарплате (k1). В свою
очередь, Lпр зависит от часовой тарифной ставки
рабочего (бригады) соответствующего разряда, тыс.руб./час (Lч), от нормы времени на единицу
продукции , ч/ед. (tшт), которая определяется по [3] и от годовой
производственной программы выпуска продукции (N). Часовая тарифная ставка определяется исходя из разряда
рабочего. В курсовом проекте рабочий IV разряда. Часовая тарифная ставка Lч= 60 сомон. tшт=12.1 мин (приложение 2).
Lпр = Lч*tшт*N
Lпр =
0,06*12,1*245 = 26,67 тыс. сом.
Для определения прямой заработной платы печатника есть формула:
Lпр.печ.
= Lч*(tпр*Nпр+tпеч*N)
пр.печ. = 0,06*(1,25*2637+0,21*245) = 30,13 тыс.сом.
Отсюда, SL = 30,13 * 1,5 = 45,19 тыс.сом.= 45,19 тыс.сом.
В) Отчисления на социальные нужды (Sсоц) рассчитываются с учетом
коэффициента kсоц = 35,6% от затрат на зарплату основных
производственных рабочих, тыс. сом.
Sсоц =
0,356*45,19 = 16,09 тыс.сом.соц = 16,09 тыс.сом.
Г) В общепроизводственные расходы (Sоп) входят коэффициент, который
учитывает накладные общепроизводственные расходы (kоп = 2), затраты на
содержание и эксплуатацию оборудования, тыс.руб. (Sоб) прямая заработная плата
основных производственных рабочих, тыс.руб. (Lпр). В свою очередь:
об = Sэ+Sр+Sа,
где Sэ — затраты на электроэнергию,
тыс.руб.
Sр —
затраты на проведение ремонта оборудования, тыс.руб.
Sа —
затраты на амортизацию, тыс.руб.
э = Цэ*kп*u*Fд,
где Цэ — цена одного кВт-ч, сомон. Цэ=0,1015 сом/кВт.ч. 10.15 дирам/кВт.ч
kп —
коэффициент потери мощности токоприемников, который определяется по Приложению
2. kп=0,73
u —
мощность токоприемников, кВт. u
=13,5кВт.
Sэ =
0,1015*0,73*13,5*3629 = 3,63 тыс.сом.
Sр = kт.р.*Lч.6*(Tк.ср.+Тт.ср.),
где kт.р. — коэффициент, учитывающий
накладные расходы на ремонт, тыс.сомон. kт.р. = 4 тыс.сомон.
Lч.6 —
часовая тарифная ставка рабочего шестого разряда, тыс.руб. Lч.6 = 0,09 тыс.руб.
Тк.ср. — среднегодовая трудоемкость капитального ремонта, н-ч.
Тт.ср. — среднегодовая трудоемкость текущего ремонта, н-ч.
Тк.ср. = Тк/Тн,
где Тк — трудоемкость капитального ремонта, которая определяется по
справочнику «Положение о техническом обслуживании и ремонте оборудования
полиграфических предприятий»[6], так на двухкрасочную машину офсетной печати =
1920 н-ч.
Тт.ср. = Тт*(Тн-2)/Тн,
где Тт — трудоемкость текущего ремонта, определяющаяся как и Тк. Тт=420
н-ч.
Тк.ср = 1920/11 = 175 н-ч
Тт.ср = 420*(11-2)/11 = 344 н-ч
Sp=
4*0,09*(175+344)=28 тыс.сом.
Sа =
Ко/Тн,
Ко — балансовая стоимость оборудования, тыс. сом.
Ко = 1,25*Ц,
где Ц — цена машины, тыс.сом. Цена машины = 295 тыс.сом.
Ко = 1,25*295= 369 тыс.сом.
Sа =
369/11= 34 тыс.сом.
Sоб =
5,1+28+34 = 67,1 тыс.сом. Тогда,
Sоп =
2*(66,6+26,67) = 186,54 тыс.сомоп= 186,54 тыс.сом
Д) Общехозяйственные расходы (Sох) рассчитываются как 20% от суммы затрат на содержание и эксплуатацию
оборудования, тыс.сом. (Sоб) и затрат на зарплату основных производственных
рабочих, тыс.сом. (SL).
Sох=0,2*(Sоб+SL)
ох = 0,2*(66,6+40)=21,321 тыс. сом.ох= 21,321 тыс. сом.
Е) Коммерческие расходы (Sком) рассчитываются как 2% от производственной
себестоимости продукции, тыс. сом. Sпроизв.
Sком =
0,02*Sпроизв.
Sпроизв
= Sм+SL+Sсоц+Sоп+Sох
Sком =
0,02*(308,35+45,19+16,09+186,54+21,321)=11,55тыс.сомком= 11,55 тыс.сом
Таким образом, полная годовая себестоимость Sп составит:
Таблица 2.4
|
Sм |
Sм=1,2*Sм.осн. |
308,35 |
|
SL |
SL=Lпр*k1 |
45,19 |
|
Sсоц |
Sсоц=kсоц*SL |
16,09 |
|
Sоп |
Sоп=kоп*(Sоб+Lпр) |
186,54 |
|
Sох |
Sох=0,2*(Sоб+SL) |
21,321 |
|
Sком |
Sком=0,02*Sпроизв. |
11,55 |
|
Sп |
сумма |
589,041 тыс.руб. |
.2.1 Расчет себестоимости изготовления учетной единицы продукции
Себестоимость единицы продукции необходимо рассчитывать для определения
оптовой и розничной цены продукции. Себестоимость единицы продукции зависит от
полной себестоимости на весь выпуск продукции, от тиража изданий и от годовой
производственной программы выпуска изданий.
![]() ,
,
где
Sп — полная себестоимость продукции, тыс.руб.
N — годовая
производственная программа выпуска изданий, тыс. уч.ед.
Nтир — тираж
изданий, тыс.экз.
Таким
образом, себестоимость единицы продукции на тираж 5 000 экз. составит:
![]()
Sе =
2100,41/245/1 = 8,58 сом
Важно
заметить, что при увеличении тиража изданий себестоимость продукции снижается
за счет уменьшения накладных общепроизводственных и общехозяйственных расходов
на зарплату персонала, на содержание и обслуживание оборудования и многих
других факторов. Значительную часть расходов в 1 учетной единице составят
материалы на изготовление продукции. Это можно проследить благодаря двум
диаграммам, показывающим состав себестоимости единицы продукции. Для сравнения
мы взяли изготовление рекламных проспектов тиражом 1 000 экз. и те же рекламные
проспекты тиражом 50 000 экз.
Рисунок
2.2.1.

Рисунок
2.2.2.
На
диаграммах можно наблюдать, что при увеличении тиража издания в составе
себестоимости единицы значительно снижается часть общепроизводственных и
общехозяйственных затрат, а также оплата производственным рабочим. Коммерческие
расходы при этом свою долю в себестоимости не утратили за счет их увеличения
прямо пропорционально увеличению тиража. Затраты на материалы значительны при
малых тиражах.
.2.2
Себестоимость одного машино-часа
Себестоимость
одного машино-часа зависит от полной себестоимости всей продукции и планового
объема работ (для всех машин кроме печатных). Также необходимо определять
плановый объем работ для печатных машин в маш-ч. Он зависит от нормы времени на
приладку, годового количества приладок, коэффициента выполнения норм, нормы
времени на печать и годовой производственной программы выпуска продукции.
Sм-ч = Sп/Fм-ч,
Где
Fм-ч — плановый объем работ (для всех машин кроме
печатных), маш-ч
Fм-ч = tшт*N/kв.н.
м-ч
= 12,1*245/1,05 = 2822 маш.-ч.
Fм-ч(печ) =
tпр*Nпр/kв.н.+tпеч.*N/kв.н.
Fм-ч(печ) =
1,25*2637/1,05+0,21*245/1,05
Fм-ч(печ) =
3188маш-ч.
.2.3
Расчет коэффициента косвенных расходов
Коэффициент
косвенных расходов определяется исходя из значений косвенных расходов на
продукцию и прямой заработной платы основных производственных рабочих. В свою
очередь, величина косвенных расходов на продукцию рассчитывается:
Sкосв = (k1 —
1)*Lпр +Sсоц+Sоп+Sох+Sком
Sкосв =
(1,5-1)*30,13+16,09+186,54+21,321+11,55косв = 250,56 тыс.сом.
Отсюда,
kкосв = Sкосв/Lпр
kкосв = 250,56
/30,13= 8,3
Интересно
заметить, что коэффициент косвенных расходов при расчете изданий разными
тиражами меняется.
Причем
при среднем тираже изданий в 10000 экземпляров коэффициент косвенных расходов
наименьший. Можно предположить, что при таком тираже наиболее эффективна работа
оборудования предприятия.
.3
Разработка форм документации для проведения экономических расчетов
Разработка
форм документации для проведения экономических расчетов на этапе подготовки
изданий к производству. С учетом конкретной технологии изготовления продукции
необходимо проработать на предприятиях формы нормативной документации,
используемые на этапе подготовки изданий к производству, которые позволяют
рассчитать себестоимость продукции, учитывая технологию изготовления изданий.
В
ходе технологической стадии подготовки издания к производству производится
оценка издания, которая выявляет скоординированность решений с технологическими
возможностями данного предприятия. Оценивая технологичность издания, технолог
выбирает наиболее оптимальный вариант технологии и оборудования для каждого
конкретного заказа. Если издание является типовым и технологичным для данного
предприятия, то это позволяет применить для его изготовления типовые формы
расчета себестоимости издания, а также освоенную технологию, что позволит
ускорить производственный процесс.
На
этапе экономического анализа проводится расчет объема работ по заказу и
составляется плановая калькуляция на заказ.
На
данном этапе подготовки издания к производству в качестве
нормативно-технической документации используется технологическая карта заказа
типового процесса и нормативно-технологическая карта заказа.
В
технологической карте типового процесса устанавливается последовательность
выполнения операций для изготовления однотипных изданий, раскрывается
содержание каждой операции, методы выполнения, устанавливается технологический
режим и исполнители.
В
нормативно-технологической карте заказа содержится технологический маршрут
прохождения заказа в производстве, указывается применяемое оборудование,
количественное задание по операциям, расчет трудовых и материальных затрат.
Произведу
расчет по технологической карте заказ на печать издания полноцветный рекламный
проспект форматом 60х90/8, объем 0,125 печатных листов, тиражом 20 тыс.
экземпляров. Печать производится на двухкрасочной листовой машине офсетной
печати Komori Sprint 226p форматом 47х65 см.
На
такой формат помещается 4 одинаковых листа восьмой доли. Следовательно,
прогонов машины будет 20 000 * 0,125 * 4 = 10 000 листопрогонов.
3.
Оперативное управление производством
Организация
полиграфического производства на полиграфическом предприятии подразумевает 2
вида управления:
![]() Оперативно-календарное планирование
Оперативно-календарное планирование
![]() Диспетчирование производства
Диспетчирование производства
В ходе организации оперативно-производственной деятельности должны
решаться следующие задачи:
. обеспечение выполнения договоров с заказчиками;
. выпуск продукции в полном соответствии с требованиями по качеству,
объему и срокам изготовления, установленных в договорах;
. оптимальное использование производственных мощностей;
. обеспечение минимальной длительности производственного цикла изданий;
. равномерная по времени и пространстве загрузка рабочих мест и т.д.
Оперативно-календарное планирование на полиграфическом предприятии
охватывает межцеховой и внутрицеховой уровни иерархии производства. Результатом
оперативно-календарного планирования на межцеховом уровне может быть
оперативный план предприятия в целом и графики выпуска полуфабрикатов и готовой
продукции по цехам, а также графики прохождения заказов по стадиям
полиграфического производства.
В число основных задач оперативно-календарного планирования входит
обеспечение максимальной прибыли предприятия, выполнения договорных
обязательств полиграфического предприятия по выпуску продукции заданных объемов
и качества в установленные сроки, минимальной длительности производственного
цикла, максимального использования производственных ресурсов предприятии и
слаженной работы всех подразделений.
Для обеспечения сбалансированности работы цехов предприятия строятся
план-графики загрузки оборудования.
Существует много методик построения графиков загрузки, как правило, это
выполняется вручную. В условиях автоматизации производственного процесса можно
использовать также компьютерные методы обработки заказов на базе программного
продукта MicrosoftProject, который позволяет оперативно
систематизировать любой производственный процесс. При этом программа опирается
на создаваемое организацией производства рациональное сочетание живого труда с
вещественными факторами процесса производства.
тираж производительность себестоимость
4. Организация контроля качества продукции
Система управления качеством существует на каждом полиграфическом
предприятии. Это особая организация в производственной системе. Современные
системы управления качеством на предприятиях создаются в соответствии с
требованиями стандартов ИСО серии 9000:2000, представляющих собой целый
комплекс документов: методические материалы, руководства по использованию
стандартов.
Под контролем понимается процедура оценки соответствия путем наблюдений и
суждений, сопровождаемых соответствующими измерениями. Эти измерения должны
осуществляться с помощью методов, которые должны подтверждать способность
процессов достигать запланированных результатов.
При выборе методов измерения для обеспечения соответствия продукции
необходимо учитывать:
![]() виды
виды
характеристик продукции, от которых затем зависят виды измерений, подходящие
средства измерений, необходимая точность и требующиеся
навыки;
![]() необходимое оборудование, программные средства и
необходимое оборудование, программные средства и
инструменты;
![]() расположение точек и измерения в процессе;
расположение точек и измерения в процессе;
![]() характеристики,
характеристики,
подлежащие измерению в каждой точке, документацию и критерии приемки, которые
будут применяться.
Видимое место в системе контроля занимает технический контроль качества,
который является составной частью производственного процесса и представляет
собой систему мероприятий, направленных на обеспечение производства продукции,
полностью соответствующих требованиям нормативных документов.
Заключение
В данном курсовом проекте были рассмотрены вопросы организации управления
производством, которые должен знать и использовать каждый менеджер, так как в
современных условиях конкуренции между предприятиями за рынок сбыта
производимой продукции необходимо грамотно определять технологию изготовления
продукции, применять оперативные методы расчета себестоимости продукции.
Менеджер или технолог предприятия должен уметь составить план загрузки
цеха или производства, сокращая при этом расходы на содержание и эксплуатацию
оборудования, расходы на персонал и другие расходы, одновременно, сокращая
сроки исполнения заказов, добиваясь эффективного использования всех имеющихся
ресурсов.
В ходе выполнения курсового проекта освещены вопросы оперативного
управления производством с использованием компьютерных методов обработки и анализа
информации, что позволит перейти на ступень выше любому полиграфическому
предприятию.
тираж производительность себестоимость
Список литературы
1) Булатова А.С. Экономика. 2-е издание, переработанное и
дополненное. — М.: Издательство БЕК, 1997. — 816с.
2) Волкова О.И. Экономика предприятия. — М.: Инфра-М,
2001. — 192с.
) Единые нормы времени и выработки на процессы
полиграфического производства. Для важнейших предприятий. — М.: Книжная палата,
1988. — 456с.
) Миронова Г.В., Ершов А.К., Осипова Г.И. Сперанская
Н.М., Кондрусь Е.А. Организация полиграфического производства. — М.: МГУП,
2002. — 352с.
) Нормы отходов бумаги на технологические нужды
производства. — М.: Книга, 1983. — 48с.
) Положение о техническом обслуживании и ремонте
оборудования полиграфических предприятий. — М.: Книжная палата, 1990. — 271с.
10 — 2007
Адъютант
АРМЕКС
Аплер Типография
ЛИМ-Корпорация
Печатный цех
Типография
1С: Предприятие 8.0. Полиграфия
ASystem
DISO
HIFLEX
Logicprint
Prinect
PrintEffect
Конкуренция на полиграфическом рынке возрастает с каждым годом, поэтому повышение эффективности работы за счет внедрения систем управления производством становится все более актуальным. Создание и внедрение подобных систем позволяет решить следующие задачи:
- оформление и расчет полиграфического заказа;
- подготовка производственной документации;
- взаиморасчеты с заказчиками, подготовка расчетных и отгрузочных документов;
- планирование и диспетчеризация производства;
- производственный учет;
- расчет плановой и фактической себестоимости;
- планирование расхода материалов, резервирование материалов;
- учет бумаги и материалов;
- учет готовой продукции;
- оперативная производственная отчетность;
- анализ достигнутых результатов;
- контроль за прохождением заказа в режиме online.
Ниже приводится обзор некоторых систем управления, представленных на российском рынке и ориентированных на управление полиграфическим предприятием.
Обзор систем управления полиграфическим предприятием
Адъютант
Система управления полиграфическим производством «Адъютант» фирмы «Сюрпресс» предназначена для автоматизации производственного, финансового и складского учета полиграфических предприятий. Она позволяет осуществлять прием заказов в полном соответствии с выбранным технологическим процессом, повысить достоверность информации о заказе в связи с формализацией процесса принятия и прохождения заказа, осуществлять полную диспетчеризацию работ на основании выбранного технологического процесса, оптимизировать позаказный учет всей продукции, иметь единый план производства.
Основные функции системы «Адъютант»:
- автоматизация единого документооборота типографии;
- оптимизация планирования производства;
- контроль производственных процессов в режиме реального времени;
- автоматизация складской деятельности;
- автоматизация учетной деятельности предприятия.
Система поддерживает все виды допечатного, печатного и послепечатного полиграфического оборудования. Система основана на концепции развивающегося программного комплекса, который может интегрироваться с существующими на предприятиях средствами автоматизации управления.
Формы, с которыми работает система, разделяются на группы по признакам принадлежности к функциональным модулям. Экранные формы позволяют отображать и выполнять работы с входящими и исходящими документами, а также с документами внутреннего пользования. Модификация и расширение модулей программного комплекса возможны на любом этапе внедрения системы. Рассмотрим функции основных модулей системы.
Технико-экономическое планирование
Данный модуль занимается обработкой поступающих от заказчиков заявок и подготовкой договоров с заказчиками. В нем предусмотрены разделы номенклатуры продукции. Модуль реализует обработку поступающей от маркетинговой службы информации на постановку изделий в производство и калькуляцию заказов. При этом происходит формирование портфеля заказов, составление на его основе оперативных и перспективных планов, планирование потребности в материалах.
Оформление заказов заключается в заполнении полей экранной формы, которые определяют характеристику заказа, например вид продукции, формат издания, тираж, вид оригинала, состав технологических операций и т.д.
Материально-техническое снабжение
Этот модуль служит для учета основных и вспомогательных материалов и ассортимента наименований. Он содержит информацию о наличии материалов на складах (с указанием места хранения), поставщиках, получателях. Осуществляется регулировка состояния склада. Начальнику склада система позволяет вести полноценный учет по нескольким складам.
Учет готовой продукции
Заказ, прошедший весь технологический маршрут, передается на склад готовой продукции; осуществляется учет движения готовой продукции на складе, учет расчетов с заказчиками, отгрузка заказа; формируются отчеты о ходе выполнения плана реализации продукции.
Технологическая подготовка производства
Основная функция модуля — подготовка технологических карт изготовления полиграфической продукции, расчет конструктивных, оформительских элементов издания и оптимальная раскладка элементов на печатном листе. При заполнении форм используются меню выбора оборудования.
Производственный учет в цехах
Модуль обеспечивает управление в реальном масштабе времени, предусмотрена передача оперативной информации из цехов о прохождении заказов. Осуществляется регулирование деятельности цехов в пределах смен. Одновременно с регистрацией выработки и перемещения полуфабрикатов из цеха в цех оформляется сопроводительная документация и ведется учет остатков бумаги и материалов в производстве.
Учет бумаги и материалов
Модуль осуществляет подготовку нарядов-требований на изготовление продукции и планирование закупок материалов. При выписке нарядов для определения необходимого количества материалов используются отраслевые нормативы отходов. На основании нарядов-требований составляются отчеты для заказчиков о количестве израсходованной на тираж бумаги и материалов.
Диспетчер производства
Назначение модуля — оперативное планирование (выдача месячных, недельных и сменных заданий для цехов), оперативный сбор информации о состоянии производства и обеспечение ритмичной работы цехов основного производства. Для сокращения длительности технологического цикла и оптимизации загрузки оборудования обеспечивается синхронизация выполнения параллельных технологических операций по изготовлению элементов продукции. Одновременно выполняется распределение производственных заказов по оборудованию. При перемещении полуфабрикатов из цеха в цех оформляется сопроводительная документация. Ведется учет остатков бумаги и материалов в производстве.
Подготовка данных
для финансового учета
Модуль предназначен для регистрации факта поступления денежных средств на расчетный счет или в кассу предприятия. Предусмотрен учет должников типографии, что позволяет направлять в производство только оплаченные заказы. Система взаимодействует (обмен данных) с программным обеспечением бухгалтерии предприятия.
Техническое обслуживание
Основные функции модуля: формирование и ведение справочников технологического оборудования, планирование профилактических и ремонтных работ, информирование ремонтно-технических и других служб предприятия.
Администрирование баз данных
Функции модуля реализуются на рабочей станции администратора, который решает задачи создания, поддержки и расширения баз данных. Модуль обеспечивает ведение учетных записей, назначение паролей на вход в систему, анализ журнала работы пользователей, создание архивов и их подключение (отключение) к основной базе данных.
Одной из главных особенностей системы является ее гибкость, обеспечивающая возможность настройки в соответствии со спецификой предприятия. В «Адъютанте» предусмотрена единая система документооборота с распределением прав пользователей. Набор стандартных отчетов позволяет получать информацию за произвольный период времени.
«Адъютант» не подключается непосредственно к технологическому оборудованию, не включает блоки планирования и анализа маркетинговой деятельности предприятия. При этом система способна интегрироваться с другими программными продуктами.
АРМЕКС
Данный программный комплекс предназначен для организаций, сферой деятельности которых является производство и продажа полиграфической продукции. Программа имеет сертификат совместимости с решениями «1C».
Основные возможности системы «АРМЕКС»:
- формирование и расчет заказа. Выбор и расчет необходимых технологических операций, печать сопроводительных документов;
- калькуляция стоимости и планируемого количества материалов заказа через производственное нормирование;
- диспетчеризация заказов клиента;
- автоматическое формирование заказа поставщику на материалы по оформленным заказам клиентов;
- учет материалов в производстве и на складах;
- учет готовой продукции (на складах и отгрузки);
- учет прохождения заказа по стадиям (калькуляция, выполнение, оплата, отгрузка), отслеживание сроков начала и завершения заказов;
- контроль оплаты заказов;
- взаиморасчеты с поставщиками и покупателями;
- учет банковских и кассовых операций;
- отчеты о заказах на складах и об их оплате;
- учет рабочего времени сотрудников;
- расчет зарплаты на полиграфическом предприятии.
В программе реализован учет на всех основных участках, характерных для данного вида производства, — от поступления и расчета заказа до отгрузки и оплаты продукции покупателем. Система состоит из рассмотренных ниже модулей.
Прием и расчет заказа
Расчет заказа разделен на три этапа: допечатная подготовка, печать и послепечатная обработка. Для оформления заказа необходимо указать сведения о клиенте, продукции, ценах и скидках. При оформлении заказа можно распечатать бланк заказ для клиента и технологическую карту заказа. Существует механизм оформления шаблонов заказов. В данном модуле оформляются отчеты, существуют различные шаблоны отчетов.
Диспетчеризация заказов
Для учета выполнения производственных операций по заказу в системе предусмотрен журнал оператора заказов и отчет об их выполнении.
Учет материалов на складе
и в производстве
Учитывается поступление материалов, заказ поставщику, перемещение материалов, резка бумаги, передача материалов в производство, списание материалов в брак.
Учет готовой продукции
Регистрируется передача готовой продукции на склад и отгрузка заказа клиенту; оформляется счет-фактура. Генерируются отчеты об остатках и движении продукции.
Взаиморасчеты с покупателями и поставщиками, банк, касса
Оформляются счет и выписка по банку. Можно вести учет по нескольким расчетным счетам, а также учет наличности в кассе в нескольких валютах. Генерируются отчеты по кассе, по банку, о взаиморасчетах с покупателями и поставщиками.
Расчет зарплаты
на полиграфическом предприятии
Для расчета зарплаты создаются табель учета рабочего времени и отчет о зарплате. Система интегрирована с «1С:Бухгалтерией 7.7», и все документы могут сохраняться в формате MS Excel.
Интерфейсы,
права доступа, база данных
В программе возможна настройка своих типов интерфейсов, прав доступа и меню. На основе «АРМЕКС» возможно организовать любое количество рабочих мест. Система может работать на базе файл-сервера (базы данных DBF) и клиент-сервера (SQL-сервер MS SQL Server 7.0/2000).
Аплер Типография
«Аплер Типография» — это автоматизированная система оперативного управления и анализа, предназначенная для малых и средних полиграфических предприятий.
Система поддерживает сквозную автоматизацию работы всех подразделений и служб типографии. Пользователи системы имеют установленные роли, например «Менеджер отдела продаж», «Технолог», «Мастер цеха» и т.д., что позволяет управлять доступом к информации. В небольших компаниях один пользователь может совмещать несколько ролей, в крупных типографиях несколько пользователей могут выполнять одну роль, работая параллельно. Рассмотрим основные возможности системы.
Централизованное
хранение информации
Система предоставляет единую информационную среду для организации работы сотрудников и подразделений типографии, что исключает возможность утери или искажения информации, а также повышает оперативность обмена информацией между сотрудниками.
Координация
взаимодействия сотрудников
Автоматизация рабочих процессов позволяет повысить эффективность каждого сотрудника и предприятия в целом. АСУ использует проверенную на практике модель прохождения заказа от калькуляции до отгрузки готовой продукции. Формализация рабочих процессов позволяет контролировать качество работы сотрудников, упрощает обучение персонала, обеспечивает предсказуемые реакции на события.
Повышение управляемости типографии
«Аплер Типография» делает возможным мгновенное получение текущей управленческой информации об объемах заказов, текущей загрузке оборудования, наличии материалов на складе, результативности работы менеджеров и т.п.
Сокращение ошибок
при расчете стоимости изготовления заказа
Исключению ошибок способствуют система утвержденных пооперационных прайс-листов, использование нормативов технологических затрат материалов и автоматизированный расчет количества операций, материалов и их стоимости.
Снижение затрат
времени сотрудников
Повышение эффективности работы сотрудников реализуется за счет автоматизации трудоемких и рутинных операций, исключения двойного ввода информации, использования электронного документооборота.
Управление загрузкой оборудования
Система обеспечивает возможность построения предварительных и оперативных планов с привязкой начала выполнения каждой операции к конкретной дате и времени. Планирование ведется на основе расчетной плановой длительности выполнения технологических операций и свободного ресурса по каждой единице производственного оборудования. Система позволяет учитывать затраты времени на профилактику оборудования и производить оперативное перепланирование в случае возникновения нештатных ситуаций.
Управление закупкой
и использованием материалов
Управление закупкой материалов и выдачей их в производство обеспечивает наличие необходимых материалов в нужное время и позволяет снизить складские запасы. Ведется учет фактически израсходованного количества материалов на производство продукции.
Организация отгрузки
и доставки готовой продукции
Система позволяет вести учет операций по отгрузке и планировать транспортировку, а также организовывать работу водителей-экспедиторов. Поддерживается возможность отгрузки тиража в несколько этапов.
ЛИМ-Корпорация
«ЛИМ-Корпорация» — это интегрированная информационная система управления предприятием, созданная фирмой «ЛИМ» на базе издательско-полиграфического объединения «Лев Толстой». Потенциальные пользователи системы — крупные и средние производственные фирмы.
Основные модули системы:
- администратор системы;
- банковские операции;
- администратор подсистемы учета материальных ценностей;
- оформление и калькуляция заказа;
- контроль прохождения полиграфического заказа в производстве;
- учет бумаги;
- учет готовой продукции.
Функции системы:
- оформление и регистрация заказа — расчет предварительной и фактической себестоимости, необходимых материалов (с учетом раскладки деталей на листе), а также формирование укрупненной технологической цепочки для предварительного расчета требуемых ресурсов;
- контроль над прохождением заказа в производстве, включая планирование и диспетчеризацию;
- автоматизация склада — учет бумаги и других материалов, регистрация прихода/расхода, учет готовой продукции, формирование соответствующих бухгалтерских проводок;
- прочие функции: учет кадров, расчет заработной платы, ведение списка контрагентов, ведение статистики и т.д.
Для обслуживания системы, как правило, достаточно одного администратора.
Печатный цех
«Печатный цех» представляет собой систему бухгалтерского, оперативного учета и расчета заработной платы для предприятий полиграфического производства, разработанную специалистами ФГУП «Типография № 12 им. М.И.Лоханкова». Продукт разработан на базе «1C: Предприятия 7.7», поэтому выполняет в основном учетные функции.
Логически система «Печатный цех» состоит из множества штатных объектов «1C». Из этого множества объектов составлены наборы, формирующие различные пользовательские интерфейсы (АРМ), такие как АРМ бухгалтера, специалиста планового отдела, менеджера по работе с клиентами, администратора системы и т.д.
Основные функции программного комплекса «Печатный цех»:
- расчет себестоимости заказа;
- учет движения ТМЦ;
- бухгалтерские функции;
- контроль всех стадий производства продукции;
- анализ плановых и фактических показателей по производству;
- формирование различных отчетов.
Использование «1С» в качестве базы является и достоинством системы, и ее основным недостатком. С одной стороны, тот факт, что система создана на основе типовой конфигурации «Бухгалтерский учет», позволяет синхронизировать движения ТМЦ на складе и в производстве с формированием соответствующих бухгалтерских проводок. Пользовательский интерфейс узнаваем и легко осваивается специалистами, работавшими до этого с «1С». Кроме того, система позволяет использовать входящий в «1C: Предприятие 7.7» компонент «Управление распределенными информационными базами», что необходимо для ведения учета при наличии в структуре предприятия удаленных складов.
Для обслуживания данного пакета требуется программист «1С», а также необходимо решать проблемы обновления версий и конфигураций. Кроме того, сам пакет «1С: Предприятие 7.7» в комплект поставки не входит — его придется приобретать отдельно. Разработчики настаивают на использовании Microsoft SQL Server 7.0/2000 в качестве СУБД.
Типография
«Типография» компании Profound Solutions позиционируется как решение для малых и средних полиграфических предприятий. Ядро системы разработано с помощью классических инструментальных средств программирования, а дальнейшие настройка и адаптация к требованиям конкретного предприятия производятся уже на самом предприятии. Данный программный комплекс, представляющий собой набор модулей, объединенных общей оболочкой, обеспечивает выполнение типичных задач автоматизации учета и планирования в полиграфическом производстве:
- расчет себестоимости заказа на основе списков операций и ресурсов, необходимых для выполнения заказа. Информационную базу для расчета себестоимости заказов обеспечивают справочники оборудования, норм расхода материалов (в том числе технических отходов), затрат времени, а также справочник основных типов заказов и операций, необходимых для их выполнения;
- планирование расходов и закупок;
- управление складом материалов и готовой продукции;
- планирование и диспетчеризация производства — составление технологической карты заказа, управление загрузкой производственных мощностей, составление плана-графика производства, перепланирование;
- управленческая отчетность.
Пока эта система не обладает достаточными функциональными возможностями в области формирования бухгалтерской отчетности, однако разработчики однозначно заявляют о производственной направленности своего программного продукта.
Каждому пользователю программного комплекса выделяются различные права доступа к компонентам системы в соответствии с той ролью, которую этот пользователь выполняет: менеджер, работник планового отдела, финансовый аналитик и т.д.
В техническом плане АСУ «Типография» — это программный комплекс, построенный по архитектуре «клиент-сервер». Аппаратная платформа — IBM PC. В качестве СУБД используется MS SQL Server 2000; клиентская часть может работать под управлением операционной системы Microsoft Windows 98 и выше.
1С: Предприятие 8.0. Полиграфия
Программный продукт «1С:Предприятие 8.0. Полиграфия» — это решение фирм «1С» и «Армекс», предназначенное для автоматизации предприятий, сферой деятельности которых является производство и продажа различной полиграфической продукции. Система является комплексным решением, которое позволяет организовать единую информационную систему для управления различными аспектами деятельности полиграфического предприятия.
Для управления полиграфическим производством (планирование производства, управление затратами и расчет себестоимости, управление данными об изделиях) предусмотрены следующие возможности:
- нормирование стоимости производственных операций по оборудованию, тиражу, формату или красочности полиграфической продукции;
- автоматический расчет стоимости операций допечатного, печатного и послепечатного производства;
- автоматический расчет технологических потерь и приладки допечатных и послепечатных операций. Расчет планового количества материалов по заказу. Расчет сложносоставных заказов;
- формирование формы заказа и технологической карты;
- система шаблонов заказов;
- возможность нормирования приладки и технологических потерь печатного оборудования по времени печати или по тиражу в разрезе формата или красочности полиграфической продукции. Возможность нормирования технологических потерь послепечатного оборудования по формату или количеству операций;
- возможность плановой загрузки рабочих центров (оборудования и подразделений).
Для управления основными средствами и планирования ремонтов реализованы следующие возможности:
- учет оборудования (производитель, вид оборудования, скорость печати);
- профилактика и ремонт оборудования по норме выработки заданных параметров (листопрогонному тиражу, количеству операций, времени печати и т.д.);
- учет заказов на выполнение работ по обслуживанию оборудования.
Для управления финансами предусмотрены следующие возможности: бюджетирование, управление денежными средствами, управление взаиморасчетами, бухгалтерский и налоговый учет, учет по МСФО, формирование консолидированной отчетности.
Основные возможности управления складом (запасами): учет материалов (формат, плотность, расход краски); учет готовой продукции (вид продукции, формат); система хранения и поиска ссылок на макеты и изображения; учет материалов на складе; учет материалов в производстве; механизм расчета планового количества материалов по заказам; учет готовой продукции.
Для управления продажами осуществляется контроль остатков и взаиморасчетов при отгрузке продукции по заказам и может создаваться расширенная отчетность по заказам (в том числе оплате и отгрузке) и продажам.
Основные возможности управления отношениями с покупателями и поставщиками: сохранение контактной информации; ведение календаря пользователя; напоминание о событиях; АВС-анализ; анализ стадий взаимоотношений; определение показателей работы менеджеров.
Также система позволяет управлять закупками, персоналом, включая расчет заработной платы, и дает возможность мониторинга и анализа показателей деятельности предприятия.
Наибольший эффект внедрение «1С:Предприятие 8.0. Полиграфия» может обеспечить на предприятиях с численностью персонала от 25 до 1000 человек, имеющих от пяти автоматизированных рабочих мест.
Руководству предприятия и управленцам, отвечающим за развитие бизнеса, «1С:Предприятие 8.0. Полиграфия» предоставляет широкие возможности анализа, планирования и гибкого управления ресурсами компании для повышения ее конкурентоспособности. Руководителям подразделений, менеджерам и сотрудникам, непосредственно занимающимся производственной, сбытовой, снабженческой и иной деятельностью по обеспечению процесса производства, предоставляются инструменты, позволяющие повысить эффективность ежедневной работы по своим направлениям. Работники учетных служб предприятия получают средства для автоматизированного ведения учета в полном соответствии с требованиями законодательства и корпоративными стандартами предприятия.
Основная поставка программного продукта «1С:Предприятие 8.0. Полиграфия» включает платформу «1С:Предприятие 8.0», конфигурацию «Полиграфия», полный комплект документации, ключи защиты на платформу и конфигурацию, лицензии на использование системы «1С:Предприятие 8.0» и конфигурации «Полиграфия» на рабочие места.
ASystem
АSystem — комплекс программных средств, предназначенный для управления рабочими процессами полиграфического предприятия. Данная система реализована по технологии клиент-сервер, что обеспечивает стабильно высокую производительность независимо от количества одновременно работающих пользователей.
Основные функции системы:
- регистрация заявки и расчет стоимости заказа, в том числе с применением механизма шаблонов и мастера заказов, формирование технологической цепочки, расчет плановой себестоимости и материальных ресурсов заказа;
- учет и ведение базы данных заказчиков и поставщиков.
- производственное планирование, учет выработки, формирование фактической себестоимости операций и заказов;
- управление запасами материалов, комплектующих и готовой продукции (складской учет);
- формирование отчетности с получением как общей технологической и финансовой статистики по предприятию, так и данных об эффективности работы конкретного оборудования или сотрудника.
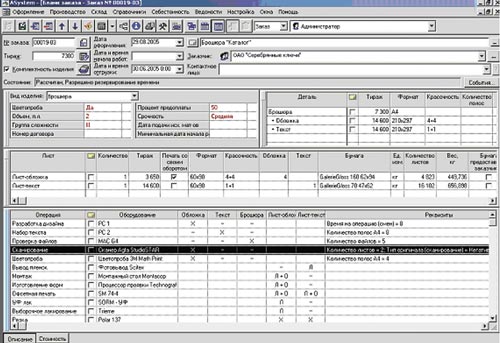
Бланк заказа в АSystem
Планирование загрузки оборудования
в АSystem
Сбор первичной информации может осуществляться различными способами. В систему заложена возможность интеграции с оборудованием на базе JDF. Если же оборудование не поддерживает аппаратную регистрацию, то предусмотрена возможность зафиксировать временные и технологические параметры выполнения операций вручную — с компьютера непосредственно в цехе или на основании рапортичек на рабочем месте учетчика или мастера цеха. Если регистрировать события раз в два-три часа, то можно получить картину деятельности предприятия в реальном масштабе времени.
Возможно компонентное и территориальное масштабирование системы. АSystem поддерживает возможность работы с удаленными участками производства.
DISO
Система DISO разработана мюнхенской фирмой SSB (Software, Service und Beratung GmbH) и позволяет полностью контролировать процесс прохождения заказов на полиграфическом предприятии — начиная от приема заказа и составления калькуляции и заканчивая отгрузкой готовой продукции. DISO имеет модульную структуру и может интегрироваться с системой управления печатным производством PECOM и системой управления допечатными процессами Trueflow.
Важнейшие функции DISO: прием и калькуляция заказа, создание технического задания, планирование производства, расчет плановой себестоимости заказа, контроль за прохождением заказа в производстве и в конечном счете получение информации о фактических затратах по каждому заказу. Объединение программных продуктов РЕСОМ и DISO осуществлено с помощью протокола JDF.
HIFLEX
HIFLEX является системой для типографий с распределенной структурой производства. Сбор информации осуществляется посредством формата JDF. HIFLEX позволяет управлять работами в пределах крупной типографии.
Система состоит из следующих модулей:
- калькуляция заказа;
- управление отношениями с клиентами;
- обработка заказа;
- расчет стоимостей (рассчитанная себестоимость, прямая себестоимость, статистика затрат);
- материальное управление;
- финансы и заработная плата;
- управление документооборотом;
- производственное планирование;
- электронный технологический рабочий лист.
Модуль калькуляции заказа позволяет производить автоматический расчет конечной стоимости и себестоимости различных работ на допечатной, печатной и послепечатной стадиях. Система включает изменяемые шаблоны типовых изделий и рекомендации по их производству. Имеется возможность учета комбинаций различных видов печати и послепечатной обработки. Система автоматически создает схему потока производства с учетом технологических правил. Также модуль калькуляции включает логически построенные подсказки для пользователя с алгоритмами проверки возможностей технологического процесса. Обеспечивается доступ к прейскурантам и информации по изделиям от поставщиков бумаги и расходных материалов. Единый генератор документов автоматически передает данные в калькуляции заказа в MS Word или другую систему для работы с текстами.
Модуль управления отношениями с клиентами состоит из базы данных клиентов. Неограниченный объем дополнительных данных может быть сформирован для каждого контактного лица. Финансовая информация относительно каждого клиента содержит сроки оплаты, информацию по скидкам и другие специальные условия, информацию по кредиту или оценку возможного кредита. Кроме того, база данных содержит замечания по закупке оборудования, информацию для рекламного отдела, данные по конкурентам, историю заказов клиента с характеристиками наиболее часто заказываемых изделий. Автоматически формируемые отчеты дают точный обзор всех рыночных действий, связанных с этим клиентом. Система отчетов обеспечивает поддержку службы маркетинга и проводимых рыночных исследований.
В HIFLEX предусмотрена возможность интеграции фактически любого стандартного программного обеспечения. Все существующие данные, касающиеся клиента или посредника, описания изделия, данные счета или состава изделия передаются в Word и затем автоматически форматируются согласно потребностям пользователя. Кроме того, рабочий лист или любые статистические данные или отчеты могут быть переданы в Excel. HIFLEX объединяет информацию, собирая ее из различных источников и сохраняя данные в центральном хранилище. Администрирование созданных документов выполняется в централизованном модуле документооборота.
Модуль производственного планирования служит для оптимизации загрузки оборудования и планирования сроков изготовления заказов. Модуль выполняет функции планировщика: получая данные от модуля калькуляции заказа, он выстраивает очередь выполнения заказов в соответствии с их параметрами (крайними сроком выполнения и приоритетами) и возможностям оборудования.
Система основана на базе данных SQL, написана на языках программирования С+ и С++ и совместима с платформами Windows и Macintosh.
Logicprint
Logicprint — комплексное решение для автоматизации бизнес-процессов полиграфического предприятия, разработанное компанией «Логикум». Logiсprint позволяет выполнять планирование, контроль и анализ работы полиграфического производства. Система включает рабочие места менеджера, технолога, кладовщика, бухгалтера, кадровика, а также средства финансового анализа. Реализованы возможности, необходимые для приема и выполнения полиграфических заказов, в том числе расчет стоимости заказов, формирование технологической карты и построение схем исполнения для производственного планирования. Продукт ориентирован на полиграфические предприятия полного производственного цикла с численностью сотрудников от 30 до 600 человек.
Logicprint базируется на процессном подходе к управлению бизнесом, что позволяет представить процесс изготовления продукции или оказания услуги в виде упорядоченной последовательности операций с возможностью управления и контроля на каждой стадии. Выполнение заказа — основной бизнес-процесс полиграфического предприятия. В продукте учитывается результат действия любого объекта данного бизнеса: от работы менеджера по заказам до функционирования производства. Благодаря процессному подходу Logiсprint обеспечивает своевременное и качественное выполнение заказов.
В Logiсprint используется средство расчета полиграфических заказов и построения схем их исполнения «Калькулятор 2». Технологическая карта составляется на этапе утверждения заказа, а участие технолога заключается лишь в контроле исполнения работ по каждому процессу. Таким образом, управление производством сводится к планированию и контролю исполнения процессов по заказам.
Logiсprint.Калькулятор2 позволяет строить простые и сложные схемы исполнения полиграфических заказов с детализацией до уровня производственных процессов (заданий), для каждого из которых вычисляется стоимость и время выполнения. На основании полученного «дерева производства» определяется стоимость заказа, а затем с помощью модуля планирования составляется производственный план. Logiсprint.Калькулятор2 поставляется в составе комплекса Logicprint или отдельно. Выделенный продукт включает все модули, необходимые для управления производственными заказами. При этом продукт Logiсprint.Калькулятор2 не содержит средств автоматизации финансового, бухгалтерского и складского учета. Приобретение продукта Logiсprint.Калькулятор2 может быть рекомендовано предприятиям, желающим внедрить автоматизированный расчет заказов и производственное планирование.
Основные функции систем управления полиграфическим предприятием
|
Основные функции |
Адъю-тант |
Ар-мекс |
Ап-лер |
ЛИМ-Корпо-рация |
Печат-ный цех |
Типог-ра-фия |
1С: Полиг-рафия |
ASys-tem |
DISO |
HIF-LEX |
Logic-print |
Pri-nect |
Print-Effect |
|
Оформление и калькуляция заказа |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
Диспетчеризация |
+ |
+ |
+ |
+ |
— |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
Выбор технологического процесса (цепочки) |
+ |
— |
+ |
+ |
— |
— |
— |
+ |
+ |
+ |
+ |
+ |
+ |
|
Планирование производства |
+ |
+ |
— |
+ |
— |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
Управление загрузкой оборудования |
+ |
+ |
+ |
+ |
— |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
Учет материалов в производстве |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
— |
+ |
+ |
|
Учет готовой продукции |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
— |
+ |
+ |
|
Доставка готовой продукции |
— |
+ |
+ |
— |
— |
— |
— |
— |
+ |
+ |
— |
+ |
+ |
|
Управление складом материалов и готовой продукции |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
— |
+ |
+ |
|
Контроль оплаты заказов |
+ |
+ |
+ |
+ |
+ |
— |
— |
+ |
+ |
+ |
— |
+ |
+ |
|
Расчет заработной платы |
— |
+ |
+ |
+ |
— |
+ |
+ |
— |
+ |
+ |
— |
+ |
+ |
|
Статистика (финансовая) |
+ |
— |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
— |
+ |
+ |
|
Автоматизация документооборота |
+ |
+ |
— |
+ |
— |
— |
— |
+ |
+ |
+ |
— |
+ |
+ |
|
Централизованное хранение информации |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
Ведение бухгалтерской документации |
+ |
— |
+ |
+ |
+ |
— |
+ |
+ |
+ |
+ |
— |
+ |
+ |
|
Сквозная автоматизация работы всех служб типографии |
— |
+ |
+ |
+ |
— |
+ |
— |
— |
+ |
+ |
— |
+ |
+ |
|
Координация взаимодействия сотрудников |
— |
+ |
+ |
+ |
— |
+ |
+ |
+ |
+ |
— |
+ |
+ |
+ |
|
Учет рабочего времени работников |
— |
+ |
+ |
+ |
— |
+ |
+ |
+ |
+ |
— |
+ |
+ |
+ |
|
Учет и введение базы данных заказчиков и поставщиков |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
Контроль производственных процессов в реальном режиме времени |
+ |
— |
— |
+ |
— |
— |
— |
+ |
+ |
— |
+ |
— |
— |
|
Учет прохождения заказа по стадиям |
+ |
+ |
— |
+ |
— |
— |
— |
+ |
+ |
+ |
— |
+ |
+ |
|
Взаиморасчеты с поставщиками и покупателями |
+ |
— |
— |
+ |
— |
— |
— |
— |
+ |
+ |
— |
+ |
+ |
|
Учет банковских и кассовых операций |
+ |
+ |
— |
+ |
— |
— |
— |
+ |
+ |
+ |
— |
+ |
+ |
|
Техническое обслуживание |
+ |
— |
— |
— |
— |
+ |
— |
+ |
+ |
— |
+ |
— |
— |
|
Администрирование баз данных |
+ |
+ |
— |
+ |
— |
— |
+ |
+ |
+ |
— |
+ |
+ |
+ |
|
Анализ деятельности предприятия (формирование отчетов) |
— |
— |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
— |
+ |
+ |
+ |
Logiсprint.Производство — решение для сбора фактических данных о производственных процессах. Система состоит из сети контроллеров, устанавливаемых на оборудование, рабочих мест сменного мастера, начальника цеха и производственного диспетчера. Непосредственно в производственных помещениях устанавливаются информационные киоски. Решение подходит для полиграфических предприятий с парком оборудования от 20 до 200 единиц.

Бланк заказа в системе PrintEffect

Детализация расчета в системе PrintEffect

Калькуляция заказа в системе PrintEffect
В процессе выполнения производственного плана необходимо собрать и ввести в систему управления фактические данные о параметрах производственных процессов. На небольших предприятиях имеется возможность ручного ввода фактических данных. Сбор данных на средних и крупных предприятиях рекомендуется осуществлять посредством сети контроллеров производственного учета. Это позволит в реальном масштабе времени получать оперативную и достоверную информацию о ходе производства. Специализированные контроллеры, используемые в составе решения Logiсprint.Производство, разработаны специально для полиграфии. Контроллер собирает информацию о текущей производительности и данные о простоях. Формируемый контроллером отчет по каждому заданию содержит, в частности, плановые и фактические показатели по затраченному времени на выполнение каждой стадии задания, данные о произведенной продукции (полуфабриката) и отходам. Контроллер прост в применении, имеет русскоязычный текстовый индикатор и возможность подключения световой сигнализации. На уровне заданий контроллер управляется штриховыми кодами, которые сканируются исполнителем из наряда-задания. В форме штрих-кодов реализованы также команды начала, окончания, паузы и снятия задания, а также операций складского учета.
В документации к Logiсprint для каждого рабочего места предусмотрено описание методики работы: должностные обязанности и методические рекомендации. Благодаря этому облегчается внедрение системы в производство.
Prinect
Prinect — комплексная система управления полиграфическим производством, включающая модули для управления допечатной, печатной и послепечатной стадиями технологического процесса.
Функциональными составляющими системы Prinect являются следующие группы модулей:
- Management Tools (инструменты управления ресурсами производства);
- Production Tools (управление рабочим потокам);
- Internet Portal (управление виртуальным рабочим потоком).
Каждая из модульных групп состоит из набора программных приложений.
Модульная группа Management Tools включает системы Prinance и Data Control.
Prinance позволяет выполнять сметную калькуляцию, обработку заказов, позаказную калькуляцию, генерирование счетов-фактур и др. В комплексе с другими программными продуктами, функционирующими в цепочке Prepress—Press—Postpress, система Prinance позволяет обеспечить интеграцию производственных процессов. Prinance поставляет данные о заказах производственным программам, а от них получает информацию для выполнения позаказной калькуляции и статистических расчетов.
Data Control — производственно-информационная система для планирования и управления полиграфическим предприятием, связывающая между собой отдельные элементы рабочего потока Prinect и осуществляющая связь с Prinance. Система выполняет планирование, проводит предварительную настройку параметров печатных машин и другого оборудования, контролирует работу всего производства, предоставляя менеджменту прямой доступ к информации об оборудовании.
Модульная группа Production Tools содержит компоненты для автоматизации управления технологическими процессами в производственных подразделениях. Для коммуникации используется стандарт JDF.
Модульная группа Internet Portal позволяет обеспечить взаимодействие всех участников производственного процесса в Глобальной сети. Он осуществляет подготовку данных в соответствии с требованиями заказчика, управление контентом и автоматический вывод на печать, а также утверждение цветопробы в режиме онлайн. Кроме того, Internet Portal создает интернет-шлюз для остальных продуктов системы управления рабочим потоком. Благодаря порталу повышается скорость заключения сделок с заказчиками и выполнения необходимых операций.
PrintEffect
PrintEffect — автоматизированная система управления для небольших полиграфических предприятий (типографий оперативной и широкоформатной печати, производств сувенирной продукции и т.п.) и дизайн-бюро.
PrintEffect — программный продукт, который может быть установлен и настроен пользователем без специальной подготовки.
Система работает в режиме клиент-сервер и поддерживает до десяти одновременно подключаемых рабочих мест.
В системе заложены типовые бизнес-процессы, описывающие технологические операции, которые используются в большинстве небольших полиграфических предприятий. Обеспечивается автоматизация управления всеми подразделениями: продаж, маркетинга, допечатной подготовки, печати, финишной обработки, доставки готовой продукции, складов материалов и готовой продукции.
Основные возможности PrintEffect:
- расчет заявки и оформление заказа на основании библиотеки шаблонов или ранее оформленных заказов;
- контроль за всеми стадиями выполнения заказа: от получения макета заказа от клиента и оформления заказа до выпуска и отгрузки уже готовой продукции;
- планирование и диспетчеризация загрузки как собственного оборудования, так и субподрядчиков, а также оценка времени выполнения операции на каждой стадии производства;
- регистрация фактических производственных показателей;
- складской учет материалов;
- анализ производственной и финансовой деятельности, а также себестоимости;
- обмен данными с различными внешними системами (например, с системой бухгалтерского учета «1С»).
Назначение и область применения систем управления полиграфического предприятия
|
Системы |
Назначение системы |
Масштаб производства |
Тип решения |
|
Адъютант |
Автоматизация производственного, финансового и складского учета |
Типографии любого размера |
Модульное решение с настройкой под конкретное предприятие |
|
Армекс |
Бухгалтерские и учетные функции |
Типографии любого размера |
Модульное решение с настройкой под конкретное предприятие, совместимость с «1С: Предприятия 7.7» |
|
Аплер |
Оперативное управление и анализ |
Малые и средние типографии |
Готовое решение |
|
ЛИМ-Корпорация |
Интегрированная информационная система управления предприятием |
Крупные и средние типографии |
Интегрированная система |
|
Печатный цех |
Бухгалтерский, оперативный учет и расчет заработной платы |
Типографии любого размера |
Готовое решение на основе «1С: Предприятия 7.7» |
|
Типография |
Автоматический учет и планирование |
Малые и средние типографии |
Модульное решение, настройка происходит на предприятии |
|
1С: Предприятие 8.0 Полиграфия |
Управление рабочими процессами |
Типографии любого размера |
Модульное решение |
|
ASystem |
Управление рабочими процессами |
Типографии любого размера |
Модульное решение |
|
DISO |
Информационно-управляющая система |
Крупные типографии |
Модульное решение |
|
HIFLEX |
Система для типографий с распределенной структурой производства и сбором информации посредством формата JDF |
Крупные типографии |
Модульное решение |
|
Logicprint |
Расчет полиграфических заказов, построение схем их исполнения, сбор фактических данных о производственных процессах |
Малые и средние типографии |
Готовое отраслевое решение |
|
Prinect |
Информационно-управляющая система |
Крупные и средние типографии |
Модульное решение |
|
PrintEffect |
Оперативный учет и управление предприятием |
Малые предприятия |
Модульное решение с настройкой под конкретное предприятие, совместимость с «1С» |
КомпьюАрт 10’2007
Общие положения
Должностные инструкции рабочих полиграфического производства разработаны в связи с изменением технологии производства, возрастанием роли научно-технического прогресса в производственной деятельности, повышением требований к уровню квалификации, общеобразовательной и специальной подготовке рабочих, качеству, конкурентоспособности продукции на внутреннем и внешнем рынках, а также изменением содержания труда.
Разряды работ установлены по их сложности без учета условий труда (за исключением экстремальных случаев, влияющих на уровень сложности труда и повышающих требования к квалификации исполнителя).
Должностная инструкция для каждой профессии имеет два раздела.
Раздел «Должностные обязанности» содержит описание работ, которые должен уметь выполнять рабочий.
В разделе «Должен знать» содержатся основные требования, предъявляемые к рабочему в отношении специальных знаний, а также знаний положений, инструкций и других руководящих материалов, методов и средств, которые рабочий должен применять.
В должностной инструкции приводится перечень работ, наиболее типичных для данного разряда профессии рабочего. Этот перечень не исчерпывает всех работ, которые может и должен выполнять рабочий. Администрация может разрабатывать и утверждать по согласованию с профсоюзным комитетом или иным уполномоченным работниками представительным органом дополнительный перечень работ, соответствующих по сложности их выполнения тем, которые содержатся в должностной инструкции профессий рабочих соответствующих разрядов.
Кроме работ, предусмотренных в разделе «Должностные обязанности», рабочий должен выполнять работы по приемке и сдаче смены, уборке рабочего места, приспособлений, инструмента, а также содержанию их в надлежащем состоянии, ведению установленной технической документации.
Наряду с требованиями к теоретическим и практическим знаниям, содержащимися в разделе «Должен знать», рабочий должен знать:
- правила по охране труда, производственной санитарии и противопожарной безопасности;
- правила пользования средствами индивидуальной защиты;
- требования, предъявляемые к качеству выполняемых работ (услуг);
- виды брака и способы его предупреждения и устранения;
- производственную сигнализацию;
- требования, предъявляемые к рациональной организации труда на рабочем месте.
Рабочий более высокой квалификации помимо работ, перечисленных в его должностной инструкции, должен уметь выполнять работы, предусмотренные должностными инструкциями рабочих более низкой квалификации, а также руководить рабочими более низких разрядов этой же профессии. В связи с этим работы, приведенные в должностной инструкции более низких разрядов, в должностных инструкциях более высоких разрядов, как правило, не приводятся.
В Англии, США и
некоторых других странах один типографский пункт равен 1/72 английского дюйма,
т.е. 1/72 от 25,4 мм, то есть 0,3527 мм. (Для сравнения — один пункт системы
Дидо равен 0,3758 мм.)
Компьютеры, впервые
созданные и промышленно произведенные в США, изготовлены на базе английской
системы измерения, основной единицей которой является английский дюйм. Это
стало стандартом для компьютерной промышленности мира, и в настоящее время все
производство компьютеров базируется на англо-американской системе измерения.
Такова реальность. И к ней придется приспособиться, если нет возможности ее
изменить, или подстроить под старую систему измерения. Конечно, в компьютер
можно ввести изменения, и это не является проблемой, но почти никто это не
делает, и все работают на базе английской системы измерения.
Нельзя категорично
утверждать, что одна система измерения лучше другой. Они просто дают разные
величины параметров, имеющих одинаковые названия в обеих системах и это,
конечно, создает проблемы.
И если попытаться
спрогнозировать тенденцию развития процесса сосуществования двух систем измерения
— Дидо и англо-американской, то система Дидо рано или поздно уйдет в историю,
вместе с наименованиями отдельных кеглей шрифтов. Однако если обозначение
шрифтов сохранится и будет записываться, как, например, «кегль 10», то
необходимо учитывать девальвацию размера и его несоответствие по системе Дидо.
Следовательно,
необходимо будет пересмотреть все ГОСТы и ОСТы и внести соответствующие
коррективы по размерам и требованиям. Например, рекомендуемый прежде кегль для
определенного вида литературы (в частности, детской), необходимо повысить, так
как сейчас текст набирается на компьютере, и англо-американская система
измерения дает заниженные величины кеглей.
Определять кегль шрифта
в миллиметрах очень неудобно из-за дробных чисел. Переходя на миллиметровую
систему измерений с сохранением обозначения шрифта цифрой, что в будущем
наиболее вероятно, необходимо договориться, что цифры — это пункты в англо —
американской системе, и внести соответствующие изменения в ГОСТы и ОСТы.
Вопросы
для проверки:
1. Назовите, какие три системы
измерения используются в полиграфической промышленности;
2. Назовите, на чем основана
типографская система;
3. Назовите, на чем основана
американская система измерения;
4. Назовите, как называется
специальная измерительная линейка в полиграфии.
Лекция
№ 5 Раздел 1. Полиграфическая продукция
Тема
занятия: Виды и способы печати. Высока, глубокая, офсетная. Трафаретная печать
Рассматриваемые вопросы:
1.Основные типы печати;
2. Высокая печать, достоинства и недостатки;
3. Глубокая печать, достоинства и недостатки;
4. Офсетная печать, достоинства и недостатки
5. Трафаретная печать, достоинства и недостатки.
Печать – это процесс
переноса красящего вещества с печатной формы на запечатываемый материал.
Основные типы печати:
1.
Высокая печать
2.
Глубокая печать
3.
Офсетная печать
4.
Трафаретная печать
Высо́кая печа́ть в полиграфии — способ
печати, отличающийся от плоской и глубокой печати тем, что
печатающие элементы на форме расположены выше пробельных, так что
при печати пробельные элементы бумаги не касаются. Исторически этот способ,
по-видимому, первым получил распространение в качестве технологии тиражирования
изображений (именно его, например, использовал Иоганн Гуттенберг, тот же
принцип лежит в основе конторской печати).
В полиграфической промышленности к технологиям высокой
печати относятся типографская (высокая, книжная) печать и флексография. Разница
заключается как в печатных формах (формы высокой печати изготавливаются в
частности, на базе линотипного и монотипного видов набора из достаточно
твердого гартового сплава или по современной технологии из вымывных фотополимеров), так и в
процессе печати.
На печатной форме высокой печати печатные элементы
расположены выше пробельных. Краска наносится на поверхность выступающих
печатных элементов. При соприкосновении с бумагой, для полного перехода краски,
необходимо давление. До изобретения печатных машин для этой цели использовали
пресс. Для воспроизведения текста и штриховых изображений, состоящих из отдельных
штрихов и линий, изготовить печатную форму даже на доске несложно, так как все
печатные элементы находятся на одном уровне. На них легко нанести краску
тампоном или валиком, положить бумагу и прижать ее для перехода краски.
Простота печатного процесса, легкость изготовления
печатной формы надолго сделали высокий способ печати доминирующим. Четкие
начертания букв, ровные штрихи и контуры оттисков высокой печати до сих пор
трудно достижимы другими способами печати. Однако в высокой печати использовали
долгое время тяжелые наборные металлические печатные формы из гартового сплава,
содержащий вредный для здоровья и экологически опасный свинец.
Это, вместе с характерными недостатками высокой печати
(низкая разрешающая способность, перетискивание на обратную сторону и прочими),
привело к резкому уменьшению доли высокой печати, особенно после появления
офсетных форм на алюминиевой основе. В последние десятилетия этот способ
утратил доминирующее положение в выпуске большинства видов издательской продукции,
но до сих пор используется для печати однокрасочных газет, книг, а также в
упаковке (например, печать самоклеящихся этикеток и гибкой упаковки).
Такой значительный удельный вес высокой печати
обусловлен ее универсальными репродукционными возможностями при воспроизведении
оригиналов самого различного характера: текстовых, иллюстрационных, смешанных,
одно- и многокрасочных. Оттиски характеризуются большой четкостью, резкостью,
насыщенностью тона и цвета. Положительная особенность этого способа —
стабильность качества изображения во всем тираже, которая обусловлена
отсутствием таких нестабильных процессов, как увлажнение печатных форм (в
плоской офсетной печати) или удаление краски с пробельных элементов форм (при
глубокой печати).
Поверхность печатных форм высокой печати из
фотополимеров химически нейтральна и может воспринимать любой раствор.
Следовательно, эти формы могут быть использованы для печати с применением
красок как на масляной основе, так и на базе водных и спиртовых растворителей
(флексография).
Важным стимулом для развития и поддержания
конкурентоспособности высокой печати явилось внедрение гибких полноформатных
печатных форм из фотополимеров с малой (0,4-0,7 мм) глубиной пробельных
элементов. Существенные изменения в технологию высокой печати внесли фотополимерные
печатные формы в сочетании с повышением жесткости конструкций печатных машин и
применением синтетических декелей из армированных
материалов на пористой волокнистой основе. Они позволили значительно повысить
эффективность работы за счет уменьшения затрат времени на подготовку к печатанию.
Глубо́кая печать, инта́льо — в полиграфии способ
печати с использованием печатной формы, на которой печатающие элементы утоплены
по отношению к пробельным. От плоской и высокой печати
отличаются тем, что толщина слоя краски на одном оттиске может меняться от десятков
до сотен микрометров, тогда
как обычно этот показатель стабильный и составляет около 1 микрометра. Такая
особенность технологии обеспечивает рельефность элементов изображения, которые
выступают над поверхностью бумаги. Шершавость изображений ощущается при прикосновении.[1] Предложил использовать способ гравировки
в качестве основного технического элемента защиты от подделки сотрудник Гознака Иван Иванович Орлов, автор и
других методов специальной печати: ирисовая печать, орловская печать.
Рельефный эффект используется как дополнительный
защитный элемент при печати банкнот, бланков ценных бумаг
(например, этот способ защиты используется предприятиями объединения «Гознак»). По мнению
специалистов, в точности скопировать такие элементы невозможно, а подделка
может быть обнаружена без специальных технических приспособлений.
В полиграфии глубокая печать традиционно
использовалась для производства иллюстрированной продукции. В художественной
графике метод глубокой печати применяется в отдельных видах гравюры, в частности в офорте.
Сегодня способ глубокой печати является доминирующим
на рынке производства упаковки, поскольку затраты на допечатную подготовку оригинал-макета и
изготовление форм окупаются благодаря значительной тиражестойкости таких форм и
большому тиражу продукции.
Офсетная печа́ть в полиграфии —
способ печати, использующий формы, на которых печатающие и пробельные элементы
расположены в одной плоскости и различаются лишь физико-химическими свойствами.
Основой для форм плоской печати, как правило, служат
металлические листы (пластины) — однослойные в случае монометаллических
форм и многослойные в случае биметаллических. Для изготовления формы пластина
покрывается светочувствительным слоем и засвечивается через фотоформу,
используемую в качестве шаблона. В настоящее время вместо засвечивания через фотоформу
используются лазерные машины, управляемые компьютером (computer-to-plate).
Затем экспонированную пластину подвергают химическому или электролитическому травлению, в результате
которого участки, играющие роль печатающих элементов, приобретают свойство гидрофобности
(олеофильности), а участки, соответствующие пробельным элементам, становятся гидрофильными. При
попадании на такую, предварительно увлажненную форму, краска задерживается лишь
на печатающих элементах.
В полиграфической промышленности на базе данного
принципа функционирует большинство машин офсетной печати, реже
используется способ ди-лито (плоская печать
без промежуточного звена). В изобразительном искусстве данная концепция
реализована в литографии.
Трафаретная печать (Шелкография) —
метод воспроизведения как текстов и надписей, так и
изображений
(монохромных или цветных) при помощи трафаретной печатной
формы, сквозь которую краска проникает на запечатываемый материал.
Трафаретная печать используется в течение вот уже
многих столетий, и, хотя технологии стали более совершенными, сам процесс не
претерпел существенных изменений. Суть его состоит в том, что чернила
продавливаются через трафарет, покрытый тканью или проволочной сеткой. Чернила
попадают только на открытые области трафарета и на поверхность печати,
расположенную ниже печатной сетки. Трафаретная печать очень универсальна, и
часто является единственным способом печати для определенных видов продукции.
Затраты на оборудование для трафаретной печати ниже, чем для других видов, но
ниже и производительность. Ручная трафаретная печать может осуществляться
только при наличии следующих элементов: крепкая рама, трафаретная ткань,
трафареты, резиновые валики и чернила. Существует и автоматическое печатное
оборудование, которое значительно ускоряет процесс. Тем не менее, оно сильно
проигрывает по скорости печатным машинам, использующимся при других технологиях
печати.
Область применения.
Трафаретная печать может быть выполнена почти на любом типе материала, включая
бумагу, стекло, ткань, пластмассу, дерево и металл. Столь же различны и продукты,
оформляемые при помощи данного метода: вывески, постеры, печатные плиты,
кружки, одежда, бутылки для безалкогольных напитков и прочее. Трафаретная
печать очень полезна в тех случаях, когда печатное изображение необходимо
обернуть вокруг объекта или, когда изображение должно быть напечатано на
объекте неправильной формы.
Ткани, используемые при трафаретной
печати.
Ткани для трафаретной печати отбираются по нескольким свойствам. Один тип ткани
может подходить для одних изделий и не подходить для других. Ткани
классифицируются согласно следующим свойствам: Волокно или тип нити,
формирующей ткань. Нить может быть многонитевой или моноволоконной. При этом
моноволокно обеспечивает наилучшее качество. Многонитевое волокно производит
изображения с более зазубренными краями, чем моноволоконное. При этом
моноволокно является более дорогим материалом. Плотность сетки – измеряется
числом нитей в линейный дюйм. Чем больше плотность, тем четче детали и выше
качество печати. Прочность определяется диаметром нити. Больший диаметр нити
обеспечивает большую прочность ткани, но качество печати при этом ухудшается.
Ткацкий рисунок для тканей трафаретной печати бывает трех типов: ровный,
используемый для большинства изделий, сетчатый, который выбирается для печати
больших тиражей, что обусловлено его прочностью, и саржевый (диагональный),
который не обеспечивает хорошего качества печати, но обладает низкой ценой.
Большинство тканей, используемых для трафаретов, созданы из одного из следующих
материалов: Шелк считается самой общеизвестной тканью из-за его долговечности.
Тем не менее, в настоящее время он утратил свою популярность, уступив место
другим тканям с такими же высокими качествами, но менее дорогим. Особенно стоит
выделить синтетические ткани. Органди — недорога и хороша для малых и средних
партий. Нейлон — самая долговечная ткань (синтетический или естественный). Это
— хороший выбор для печати, использующей выпуклые или вогнутые поверхности. Полиэстер
широко используется из-за его долговечности и универсальности. Металлическая
сетка сделана из нержавеющей стали, меди, бронзы или латуни и используется при
нанесении разогретых чернил на пластиковое основание.
Вопросы
для проверки:
1. Назовите, основные типы
печати;
2. Назовите, какие типы печати
относятся к технологиям высокой печати;
3. Назовите, достоинства
глубокой печати;
4. Перечислите недостатки
офсетной печати;
5. Перечислите достоинства
трафаретной печати.
Лекция
№ 6 Раздел 1. Полиграфическая продукция
Тема
занятия: Прямая плоская печать, цифровая, флексография, понтонная печать
Рассматриваемые вопросы:
1.Прямая плоская печать и ее особенности;
2. Цифровая печать, достоинства и недостатки;
3. Флексографская печать, достоинства и недостатки;
4. Понтонная, достоинства и недостатки
Плоская печать. При использовании
способа плоской печати передача текста и изображения на запечатываемый материал
осуществляется с использованием печатной формы, на которой печатные и
пробельные элементы расположены практически в одной плоскости. Различают два основных
способа плоской печати:
Косвенная плоская печать – относят
офсетный способ печати, при котором краска с печатной формы передается на
бумагу посредством промежуточного офсетного цилиндра, на котором закреплено
резинотканевое офсетное полотно. Офсетным способом печатаются самые разнообразные
издания: книги, журналы, газеты, все возможные рекламные материалы. Этот способ
печати стал доминирующем, благодаря ряду причин:
— Универсальные
возможности художественного оформления изданий;
— Возможность
двусторонней печати многокрасочной;
— Большая легкость
изготовления крупноформатной продукции бумаг различной массы;
— Наличие
высокопроизводительного оборудования;
— Улучшения качества
и появление новых основных технологических материалов.
Прямой способ плоской печати – при прямом способе
плоской печати изображения на печатной форме зеркальное. К этому способу
плоской печати относятся фототипия, литография, автолитография и ди-лито.
Фототипия – это безрастровый способ прямой
плоской печати с использованием печатных форм, на которых разделение
поверхности и печатной формы на печатные и пробельные элементы обеспечивается
различной степенью задубливания желатина, содержащего бихроматы щелочных
металлов, и набуханием желатина под воздействием увлажняющего спиртового
раствора.
Литография – наиболее старый способ прямой
плоской печати, для которого печатная форма изготавливается на плоском
литографском камне.
Автолитография – старинный
способ изготовления литографских печатных форм, который в настоящее время
применяется только художниками и в полиграфии применения не находит.
Ди-лито – это способ прямой плоской печати, при
котором зеркальное изображения с печатной формы изготовленной на алюминиевой
основе, как при способе плоской офсетной печати, передается непосредственно на запечатываемый материал без промежуточного звена.
Цифровая печать —
изготовление тиражной печатной продукции с помощью «цифрового» оборудования.
Под цифровым оборудованием понимают устройства, печатающие непосредственно из
электронных файлов, получаемых от рабочих станций, и использующая не офсетную технологию, а
технологии прямого нанесения красок, так же как в принтерах и ризографах.
Листовая цифровая печать. Применяется для
производства большого количества рекламных материалов типа буклеты, визитки,
листовки и пр. Используются цифровые лазерные печатные машины в основном
производства компаний Ксерокс, Коника-минольта, HP Indigo, Canon
и другие. Печать может быть, как цветная, так и в 1 краску (только черная
краска тонер, например, в ЦПМ Ксерокс, или в 1 любую краску (например, в
ЦПМ HP Indigo)).
Широкоформатная цифровая печать
Широкоформатная печать применяется для производства наружной и интерьерной
рекламы, ширина печати таких машин может достигать 5 метров, а длина — десятков
метров, в машинах используется принцип струйной печати. Материал, используемый
для печати — бумага, баннерная ткань, сетка,
специальные текстильные материалы. Спектр производителей оборудования весьма
широк.
Художественная цифровая печать (от англ. digital fine
art printing) – это направление цифровой печати, акцентирующее своё
внимание на создании художественных репродукций и фотоотпечатков
высокого качества, зародившееся в 1980-х годах в США. Отпечатки изготавливаются с помощью
цифрового оборудования непосредственно из файлов, таких как отсканированые
копий картин или цифровые фотографии, получаемых от рабочих станций.
Для изготовления используется широкий выбор
материалов: бумага, фотобумага, виниловая пленка, картон, холст
и т. д. В наши дни, широко используется профессиональными
фотографами, цифровыми и традиционными художниками для создания копий картин
или оформления своих работ.
Ла́зерный при́нтер – один из
видов принтеров,
позволяющий быстро изготавливать высококачественные отпечатки текста и графики
на обычной (не специальной) бумаге. Подобно фотокопировальным
аппаратам лазерные принтеры используют в работе процесс ксерографической печати, однако
отличие состоит в том, что формирование изображения происходит путём непосредственной
экспозиции (освещения) лазерным лучом фоточувствительных
элементов принтера.
Отпечатки, сделанные таким способом, не боятся влаги,
устойчивы к истиранию и выцветанию. Качество такого изображения очень высокое.
Струйный принтер – один из
видов принтеров. Обладает
малой скоростью печати по сравнению с лазерным принтером, но
отличается высоким качеством печати полутоновых изображений.
Принцип действия струйных принтеров похож на матричные принтеры тем, что
изображение на носителе формируется из точек. Но вместо головок с иголками в
струйных принтерах используется матрица, печатающая жидкими красителями.
Флексографическая печать (флексография,
флексопечать) – это способ печати, который представляет собой
прямую высокую ротационную печать
быстровысыхающими жидкими красками, закрепляющимися на различных (чаще —
гибких) материалах, с использованием эластичных печатных форм, которые могут
быть установлены на формных цилиндрах с различной длиной окружности. Флексографию
используют для печати на упаковках, на пластиковых пакетах, при производстве
этикеток и пр.
Понтонная печать –
это вид печати при котором каждый цвет изображения печатается краской
соответствующего оттенка, в отличии от триадной печати, где все оттенки
создаются наложением 4х основных красок. Цвета красок при понтонной
печати задаются с помощью шкалы понтон.
Типоофсет — Способ высокой
косвенной печати с использованием офсетного цилиндра и печатной формы способа
высокой печати. При применении этого способа
печати, увлажняющий аппарат не
участвует в технологическом процессе. В типоофсете сочетаются положительные стороны
способов офсетной и высокой печати.
Струйная печать – это
технология получения копий, при которой изображение наносится на запечатываемый
материал набрызгиванием специальных красок из сопел очень малого диаметра с
высокой скоростью (до 1 млн. капель/с). Струйная печать используется для
производственной маркировки на мягких упаковках, получения читаемых надписей на
поверхностях с грубой структурой, нанесения адресов на периодические издания и
пр.
ТРИАДНАЯ ПЕЧАТЬ (CMYK-ПЕЧАТЬ) – способ печати
полутоновых цветных иллюстраций триадными красками — желтой,
пурпурной, голубой и черной. Для расширения цветового охвата при печати
многокрасочных изображений к триаде печатных красок добавляют
дополнительно красную, зеленую, синюю, оранжевую краски.
Вопросы
для проверки:
1. Перечислите, какие способы
плоской печати различают;
2. Назовите, что представляет
собой прямой
способ плоской печати;
3. Перечислите, какие виды
печати относят к прямой плоской печати;
4. Назовите для изготовления
чего используют флексографию;
5. Назовите, на сколько и
какие типы краски можно разделить все флексографские краски.
6. Назовите, с помощью чего
задаются цвета красок при понтонной печати;
7. Назовите, при каком виде
печати изображение наносится на запечатываемый материал набрызгиванием.
Лекция
№ 7 Раздел 1. Полиграфическая продукция
Тема
занятия: Воспроизведение оригиналов, способы и основы воспроизведения текста
Рассматриваемые вопросы:
1.Виды текстовых оригиналов;
2.Вычитка оригинала;
3.Изобразительные оригиналы.
Оригинал (original — лат.) – первоначальный,
подлинник. В полиграфии оригиналом принято считать все, что поступает из
издательств в типографии или комбинаты для полиграфического воспроизведения:
специально подготовленный оригинал рукописи произведения автора, фотографии,
рисунки, чертежи и т.д.
Все издательские оригиналы подразделяются на текстовые
и изобразительные (иллюстрационные). Текстовые оригиналы ОСТ 29.115-88 в
основном делятся на следующие виды: машинописный, полиграфический, рукописный,
оригинал-макет, репродуцируемый оригинал-макет (РОМ) и кодированный.
Машинописный издательский оригинал представляет
собой отпечатанный на пишущей машинке с соблюдением определенных требований
текст прорецензированной и отредактированной рукописи. Оригинал должен быть
отпечатан на одной стороне листа бумаги форматом 210×297 мм. Бумага должна быть
хорошего качества, чтобы при внесении дополнений или разметке оригиналов чернила
не расплывались.
Текст должен быть отпечатан через два интервала; поля
на странице оригинала — левое не менее 20 мм, правое — 10 мм, верхнее — 20 мм и
нижнее не менее 20 мм. В одной полноформатной строке должно быть 56-57 знаков,
включая пробелы, 30 строк на странице оригинала, тогда емкость такой страницы
составит в среднем 1700 знаков, а емкость 24 таких страниц — 40 000 знаков.
Авторский лист содержит 40 000 знаков.
Вычитка оригинала – важная задача
обнаружения грамматических и стилистических ошибок и неточностей.
Печатный (полиграфический) оригинал может
быть целиком для всего издания или с частично включенным машинописным текстом.
Целиковый полиграфический оригинал используется при переиздании. Для
изготовления такого оригинала страницы книги наклеивают на одну сторону листов
стандартной бумаги указанного размера.
Многоколонные издания должны быть разрезаны по
колонкам, точно скомплектованы по порядку следования текста и наклеены по одной
колонке на стандартный лист бумаги. Шрифт должен быть не мельче кегля 10 п.,
нормальной плотности и прямого начертания. Оригиналы, напечатанные шрифтами
узкого начертания и кеглем мельче 10 п., в производство не принимаются, исключение
составляют документальные издания и издания, сложные для перепечатки, набранные
шрифтом Новой газетной гарнитуры, кеглем 8 п. Никаких исправлений и добавлений
в полиграфический оригинал делать не разрешается; все страницы с добавлениями и
исправлениями должны быть перепечатаны, вычитаны и включены в оригинал под
общей нумерацией.
Рукописный оригинал допускается для
текстов на языках, не имеющих соответствующих клавиатур на пишущих или
наборно-пишущих машинках. Частично такие оригиналы оформляются для сложного
словарного текста, лингвистических и формульных текстов.Рукописный оригинал должен
быть написан крупным четким почерком чернилами черного, темно-синего цвета, расстояние
между строками должно быть равным 1 см.
Закодированный текстовой оригинал – электронный
файл. Электронный файл может содержать текстовую информацию и сопровождаться распечаткой
и необходимыми пояснениями. Использование файла освобождает от набора, но
оригиналом считается распечатка текста, для первой корректуры, вычитанная
корректором-вычитчиком после необходимой редакционной правки, если она
предусмотрена.
Оригинал-макет – точная копия
полос будущего издания, предусматривающая построчное совпадение. Такой
оригинал-макет, предварительно прошедший все стадии издательской обработки,
изготавливался на наборно-пишущих машинках, типа ИГВ и более сложных типа IBM
Композер, оснащенных девятиширинным шрифтом, быстросменными шрифтоносителями
для набора на различных графических основах текстов любой сложности, монитором,
счетным устройством, делающим возможность использовать внешнюю память. Формат
набора, обеспечивающий совпадение со строкой наборной полосы будущего издания,
предварительно рассчитывался или использовалась специальная расчетная линейка.
При этом необходимо было только войти в зону выключки и необязательна была
вторая перепечатка, обеспечивающая выравнивание правого края после выключки
строк.
Репродуцируемый оригинал-макет (РОМ)
используется для фотографирования, если он изготовлен на бумаге, а также для
копировальных процессов или контактного копирования, если он изготовлен на
прозрачной основе. Репродуцируемый оригинал-макет может содержать иллюстрации,
если он изготовлен на компьютерных издательских системах (КИС), или для
иллюстраций могут быть оставлены места на полосах, в которые они монтируются
при монтаже (традиционном или электронном).
Все изобразительные оригиналы,
предназначенные для полиграфического репродуцирования, в зависимости от
способа их изготовления, подразделяются на:
—
рисованные
—
фотографические
—
полиграфические
(оттиски или распечатки)
По виду оригиналы делят на:
—
штриховые
(непрозрачные и прозрачные)
—
полутоновые
(непрозрачные и прозрачные)
Основные требования, предъявляемые к
штриховым непрозрачным одноцветным и многоцветным оригиналам, следующие:
—
штриховые
элементы должны иметь равномерную насыщенность, минимальная оптическая
плотность — 1,2 Б; оптическая плотность бумаги, на которой изготовлен штриховой
оригинал, не должна быть более 0,15 Б;
—
ширина
штриховых элементов на оригинале должна быть такой, чтобы с учетом масштаба
воспроизведения она была на репродукции не менее 0,1 мм, а расстояние между штриховыми
элементами — не менее 0,2 мм;
—
штриховые
непрозрачные многоцветные оригиналы, на которых элементы цветного изображения
не соприкасаются, могут быть выполнены в виде единого рисунка с указанием цвета
печатных красок для каждого элемента; указываются или номера печатных красок по
каталогу или образцы оттисков печатных красок.
Вопросы
для проверки:
1. Назовите, что принято
считать в полиграфии оригиналом;
2. Назовите два вида
издательских оригинала;
3. Все издательские оригиналы
подразделяются Назовите, что представляет собой прямой способ плоской печати;
4. Назовите, что представляет
собой машинописный издательский оригинал;
5. Назовите, что представляет
собой закодированный текстовой оригинал;
6. Перечислите, на какие типы
подразделяются изобразительные оригиналы, предназначенные для полиграфического
репродуцирования;
7. Назовите, основные
требования, предъявляемые к штриховым непрозрачным одноцветным и многоцветным
оригиналам.
Лекция
№ 8 Раздел 1. Полиграфическая продукция
Тема
занятия: Изготовление печатной продукции. Плакаты и афиши. Репродукции с картин
и открытки
Рассматриваемые вопросы:
1.Основные этапы изготовления печатной продукции;
2.Классификация плакатов и их характеристика;
3.Репродукции с картин, технология изготовления;
4. Открытки. Основные виды
Любая печатная продукция готовится в три этапа:
1) Допечатная подготовка, включая изготовление
печатных форм — все эти операции, связаны с компьютерной обработкой
изображения, изготовлением фотоформ (пленок) и, собственно, печатных форм
(клише, пластин, трафаретов).
2) Печать тиража. Это основной этап изготовления
печатной продукции. Основными способами печати на данный момент являются
офсетная печать и оперативная полиграфия. Для изготовления упаковки и
этикетки используется способ флексографии. Существуют также и другие
способы печати, каждый из которых предназначен для решения определенного
класса задач. Но здесь мы остановимся только на двух основных способах печати.
При печати больших тиражей более экономичным
является офсетный способ печати. Офсетный способ печати, как никакой
другой, обеспечивает высокое качество выпускаемой продукции.
3) Послепечатная обработка и
отделка. Послепечатная обработка включает в себя: брошюровку,
фальцовку, биговку, переплетные работы, высечку и др. Послепечатная обработка
включает также специальные отделочные работы, направленные на улучшение
внешнего вида готового продукта печати: лакирование, ламинирование, конгрев,
тиснениефольгой, блинтовое (слепое) тиснение, высечка, биговка, склейка,
термопечать и др. Отделочные работы придадут Вашей печатной продукции
индивидуальность и неповторимость.
Использование методов дизайна при создании плакатных
форм
Афиша – объявление о спектакле, концерте,
лекции и т. п., вывешиваемое на видном месте.
Плакат – разнообразность графики, лаконичное,
броское изображение на крупном листе с кратким пояснительным текстом.
Классификация плакатов и их характеристика.
По технике создания:
-печатные;
-трафаретные;
-самодеятельные.
По характеру содержания:
-сатирические;
-декоративные;
-монографические,
-библиотечные и т.д.
По направлению использования:
-агитационные;
-информационные;
-рекламные;
-просветительские;
-учебно-методические.
Плакат-афиша – разновидность
плаката-объявления. Афиша содержит информацию о концерте, спектакле, другом
зрелищном мероприятии и принципиально не отличается от объявления. Создавая
плакат-объявление или плакат-афишу, используют такие
изобразительно-выразительные элементы, которые эмоционально окрашивают и
наиболее образно раскрывают сообщение, создают эстетическую привлекательность.
Это – символы, эмблемы, обобщенные образы, которые дают возможность в предельно
емкой форме выразить основные содержание представляемого мероприятия. Довольно
часто применяется такой прием: в качестве основного элемента афиши изображается
какая-либо деталь предполагаемого целого. Например, при создании афиши о предстоящем
конкурсе бальных танцев в центральную часть плаката помещаются изображение
туфель партнеров.
Плакат-молния представляет
собой оперативное средство визуальной информации. Основной
изобразительно-выразительный элемент молнии – текст. Шифр текста должен быть
прост в восприятии. Содержание — лаконичное, фиксирующее факт, событие.
Репродукции с картин
В последнее время декораторы все чаще советуют нам не
захламлять пространство своих домов лишней мебелью, а пространство, которое
кажется пустым заполнить картинами на стенах. Но вешать обычные картинки из
журналов, оформленные в рамы как-то не хочется. А настоящие шедевры стоят
дорого и не доступны каждому. Выхода из подобной ситуации два. Первый — это приобретать
картины молодых и малоизвестных художников, которые еще не успели прославиться
и заломить цену, а второй – это покупка репродукций.
Здесь нужно быть очень внимательным и не спутать
термин со словом копия. Процесс создания репродукции в корне отличается от
дешевой станочной печати. Это тонкое и кропотливое искусство, требующее от
мастеров специализированных знаний и ювелирной аккуратности. Качественные картины
с доставкой на дом можно выбрать в интернет-магазине «Арт-Картина», который
зарекомендовал себя как очень достойный и уважаемый проект на рынке
репродукций.
Сама технология изготовления требует не только больших
умений, но и колоссальных затрат. Современная техника для фотографии, обработки
и печати изображений очень дорогостоящая, но только с помощью нее нынешние
умельцы могут доставить истинное удовольствие народу. Картины, которые
получаются в результате невозможно отличить от оригинала на глаз. Для того чтобы
сделать вывод об их подлинности необходим как минимум микроскоп. Каждый мазок
рельефен и прорисован идеально, все краски лежат на холсте как «живые». А
эффект «искусственного состаривания » делает шедевр достойным тех
миллионов, которых стоит подлинная работа мастера.
Но именно в том и состоит основное преимущество
репродукции — они гораздо дешевле оригиналов, несмотря на то, что выглядят
ничуть не хуже. Их легко приобрести в художественных мастерских и галереях,
которые занимаются поставкой репродукций на русском рынке искусства.
Открытки
Слово «открытка» в русском языке произошло от
словосочетания «открытое письмо», то есть этим словом обозначается вид
корреспонденции, которая может отправляться по почте без конверта. В этом
смысле открыткой может называться только почтовая карточка строго определенного
размера, соответствующего международному почтовому стандарту- 105*148 мм.
Однако сейчас открытками называют не только почтовые карточки, но и
поздравительные открытки разнообразных конструкций и форматов, а также другие
виды поздравлений, не имеющих никакого отношения ни к почте, ни к полиграфии:
виртуальные электронные поздравления -flash-открытки или сувениры в виде
открыток — например, подушки-открытки. В нашей статье речь пойдет о поздравительных,
рекламных, почтовых и «деловых» открытках, изготовленных с помощью полиграфических
технологий и материалов.
Виды открыток
Первый вид открыток – обыкновенные почтовые карточки,
предназначенные для отправки по почте без конверта. На одной стороне почтовой
карточки напечатан герб страны и марка, на другой –место для текста. Размер
такой почтовой открытки строго определен 9х14 см.
Второй вид открыток — иллюстрированные почтовые
карточки. Это открытки на одной или на обеих сторонах которой имеется
какое-либо изображение. В свою очередь иллюстрированные открытки можно
разделить на художественные карточки и фотооткрытки. Художественные открытки
обычно имеют иллюстрацию в виде репродукции с какого-либо произведения
искусства. Или же они могут воспроизводить художественную работу. специально
разработанную для открытки. Художественная открытка всегда авторская открытка.
Она передает нам мысли и чувства художника, его настроение. Чем же характеризуются
эти виды открыток?
Фотооткрытка
Фотооткрытки отличаются тем, что их иллюстрации
представляют собой фотографии. Раньше их еще называли видовыми. Обычно на
видовых открытках можно увидеть фотографии городов, виды местности, природы,
известных людей. Фотооткрытка открывает огромные возможности для творчества.
Сочетание искусства фотографии и дизайнерского оформления позволяет передать
именно те чувства, которые вы хотите выразить другому человеку.
Рекламная открытка
Виды открыток включают рекламную открытку, которая
появилась практически одновременно с обычными поздравительными.
Сувенирно-рекламные карточки, превозносившие производителя, вкладывались в
упаковочные коробки, стеклянные банки с продукцией. Покупатель после
использования продукта долго хранил такие карточки. Рука не поднималась
выбросить такую красоту. Трудно себе представить более оригинальную и
действенную рекламу. В настоящее время рекламная открытка имеет значительное
преимущество перед другими видами рекламы-она не навязчива. По своему формату
рекламные открытки обычно имеют размер стандартной почтовой карточки.
Деловая открытка
Деловая открытка появилась несколько десятилетий назад
и в наше время только набирает обороты. Эти открытки предназначены для
поздравления своего партнёра по бизнесу, клиента, представителя СМИ, сотрудника
органа власти или государственного чиновника с профессиональным праздником,
победой на выборах, да и мало ли с чем можно поздравить хорошего , но не
близкого человека.Такую открытку не выкинут в корзину, а поставят на рабочем
столе, где она простоит долгое время, напоминая о дарителе.Кроме того с её
помощью можно установить доверительные отношения с клиентами или партнёрами по
бизнесу и даже с собственными сотрудниками.
Вопросы
для проверки:
1. Назовите и охарактеризуйте
3 этапа создания печатной продукции;
2. Перечислите, на какие
группы классифицируют плакаты по характеру содержания;
3. Назовите, что представляет
собой плакат-молния;
4. Назовите, что представляет
собой репродукции с картин;
5. Перечислите основные виды
открыток;
6. Перечислите, наиболее
распространенные форматы открыток;
7. Перечислите, методы печати
открыток;
8. Назовите, какие операции происходят
в послепечатной обработке открыток.
Лекция
№ 9 Раздел 1. Полиграфическая продукция
Тема
занятия: Этикетки
и бланки, почтовые марки, декалькомания
Рассматриваемые вопросы:
1.Основные виды этикеток и принцип их изготовления;
2.Бланки, их характеристика;
3.Почтовые марки, разновидности марок;
4. Декалькомания.
Полиграфическая (печатная) продукция является главным
средством массовой информации и общения между людьми, мощным орудием пропаганды
политических, научных знаний, средством политической борьбы и выражения
общественного мнения, а также хранителем духовных ценностей всех веков и всех
народов. Выпускаемая в настоящее время печатная продукция очень разнообразна
по своему виду, конкретному назначению, срокам издания, техническому
исполнению.
Виды этикеток
Привлекательная информативная этикетка — мощный
фактор в конкурентной борьбе за покупателя. Она позволяет выделить товар среди большого количества схожих
бутылок, банок, коробок. Как рекламный, информационный элемент, а в настоящее
время и элемент для борьбы с подделками упаковки, этикетка сопровождает любой
продукт на пути от производителя к потребителю. Роль этикетки как способа
рекламирования и продвижения товара определяет высокие требования к ее внешней
привлекательности, художественному оформлению и содержанию ее информационной
части.
Современные электронные и полиграфические технологии
позволяют создавать «интеллектуальные» этикетки — smart lables. Их секрет
заключается в наличии интегральной микросхемы, которая позволяет использовать
этикетки для управления движением изделий в производственных линиях, для
предотвращения краж и подделок. Среди такого многообразия различают следующие
виды этикеток:
— бумажные;
— самоклеющиеся;
— полимерные;
— объемные;
— голографические.
Бумажные этикетки изготавливают из
белой высококачественной этикеточной бумаги одностороннего мелования (с
мелованным поверхностным слоем): высокоглянцевой, полуглянцевой, матовой
суперкаландрированной, цветной флуоресцентной, суперкаландрированной и других высококачественных
видов. Высокие эстетические свойства этикеткам
придает металлизированная бумага, полученная напылением слоя металла или с
применением металлонаполненного лака. Этикетки литографируют с помощью
типографского оборудования.
Самоклеящиеся этикетки — этикетки с
постоянно липким адгезионным слоем, который защищен до момента использования антиадгезионной
бумагой, изготовленной с покрытием из силиконовых каучуков. В качестве
адгезивов используют хлоропреновые и акрилатные каучуки. Самоклеящиеся этикетки
поставляются в рулоне, но они предварительно высечены и дискретны. Оборудование
для нанесения этикеток позволяет наносить их с этикет-ленты. Простой изгиб
ленты на 180 °С приводит к тому, что этикетка легко отходит от антиадгезионной
бумаги и приклеивается к таре. Адгезионный контакт в таких самоклеящихся
этикетках возникает в момент давления на этикетку при нанесении их на тару.
Происходит очень прочный контакт, поэтому попытка снять этикетку, например, при
обработке возвратной тары, приводит к проблеме остаточного слоя адгезива.
Достоинство этикетки заключается в том, что она может
одновременно служить защитой от несанкционированного вскрытия, подделки и
обеспечивать неприкосновенность упаковки; этикетка предоставляет возможность
наносить секретные знаки, голографические марки и пломбы; может обтягивать не
только корпус банки, но и укупорочное средство (пробку,
колпачок и т. п.); печатный рисунок находится на внутренней стороне этикетки,
поэтому он не смывается, не стирается, не намокает. Толщина полимерной этикетки
составляет 0,04-0,08 мм, температура усадки -100-200 °С в зависимости от
материала.
Объемная этикетка (трехмерная)
(резината — залитая смолой) получается путем нанесения на обычную плоскую
поверхность прозрачного или окрашенного полимера, химическая природа которого
может быть различной. Эти этикетки изготавливают с применением полиуретановой
смолы, они обладают высокими физико-механическими и эстетическими свойствами,
устойчивы к термическим (от -40 до +80 °С) и химическим воздействиям (бензина,
масла). К тому же объемная этикетка обладает способностью к саморегенерации
(способностью восстанавливать форму гладкой поверхности при незначительных
царапинах) и саморегуляции (защита от УФ излучения). Благодаря особым оптическим
характеристикам смола после застывания образует своеобразную линзу, которая
зрительно увеличивает изображение, при этом краски становятся более яркими, глубокими
и блестящими. Применение: для этикеток на бутылки дорогих вин, парфюмерной продукции,
идентификационных этикеток и т. д.
Голографическая этикетка выполняет
защитную функцию, так как защитные свойства включены в технологию, которая не
позволяет проводить копирование и воспроизведение элементов защиты, в том числе
предполагая наличие режимного и правового обеспечения на самом
предприятии-изготовителе защитных элементов от несанкционированного выпуска
дополнительных («левых») тиражей данной продукции. Защитные свойства голограмм
достигаются за счет двух основных свойств: 1) физико-механических свойств
используемых материалов (используемые материалы обладают защитными свойствами
от оптического копирования и от снятия реплик и обеспечивают саморазрушение
информационных слоев при попытке отделения защитной голограммы от поверхности
защищаемой продукции); 2) внесения в голографическое изображение различных элементов
защиты (изготовление защитных голограмм осуществляется комбинированными
методами с внесением в изображение высокотехнологичных элементов защиты).
Бланк. Бумажный лист, как правило формата А4 и
менее, содержащий элементы фирменного стиля или информацию постоянного
характера (накладные, акты и т.п.), предназначен для последующего заполнения.
Бланки самокопирующие. Несколько листов
специальной самокопирующей бумаги, скрепленных с одной стороны при помощи
специального клея, позволяющего легко разделять листы.
Почтовая марка —
специальный знак почтовой оплаты,
выпускаемый и продаваемый национальными (и иными) почтовыми ведомствами и
обладающий определённой номинальной стоимостью (номиналом). Служит
для облегчения сборов за пересылку
предметов (отправлений), осуществляемых
почтой.
Декалькомания (от франц. «décalcomanie»;
по-английски часто называется «Letraset» — от названия наиболее известной
фирмы-производителя) — изготовление печатных оттисков (переводных изображений)
для последующего сухого переноса на какую-либо поверхность при помощи высокой
температуры или давления. Используется для создания надписей и изображений на бумаге, картоне, керамике, для детских переводных картинок и др. Оскар Домингес считается
изобретателем декалькомании (в 1935).
Вопросы
для проверки:
1. Перечислите основные виды
этикеток;
2. Объясните принцип создания
самоклеющей этикети;
3. Назовите, по какому
принципу классифицируют почтовые марки;
4. Перечислите основные
преимущества деколи.
Лекция
№ 10 Раздел 1. Полиграфическая продукция
Тема
занятия: Виды
полиграфических работ
Рассматриваемые вопросы:
1.Основные полиграфические процессы;
2.Характеристики и описание полиграфических процессов;
Полиграфические процессы и работы
|
Название полиграфических работ/процессов |
Описание/характеристика |
|
Postpress |
То |
|
Postscript |
Ставший |
|
Prepress |
То |
|
Superblack |
(англ. |
|
Акклиматизация |
Процесс |
|
Акциденция |
(от |
|
Аналоговая |
Цветопроба, |
|
Баланс |
Равновесное |
|
Бесшвейное |
Скрепление |
|
Блинтовое |
(от |
|
Блок |
Комплект |
|
Брошюровочно-переплётные |
Процессы, |
|
Выборочное |
Лакирование |
|
Вывод |
Формирование |
|
Вырубка |
Отделочный |
|
Вычитание |
Замена |
|
Допечатные |
В |
|
Лакирование |
Облагораживание |
|
Лакирование |
Облагораживание |
|
Ламинация |
это |
|
Нумерация |
Печать |
|
Обработка |
Преобразование |
|
Отделочные |
Технологические |
|
Переплёт |
скрепление |
|
Переплёт |
(англ. |
|
Переплет |
Подобную |
|
Переплет |
переплет |
|
Переплет |
представляет |
|
Перфорация |
Один |
|
Подборка |
Комплектовка |
|
Приводка |
Технологическая |
|
Приладка |
Подготовка |
|
Припрессовка |
Процесс |
|
Смывка |
Операция |
|
Совмещение |
Технологическая |
|
Сплошное |
В |
|
Сталкивание |
Выравнивание |
|
Тиснение |
(по |
|
Тиснение |
Нанесение |
|
Увлажнение |
Подача |
|
Фальц |
Сгиб |
|
Фальцовка |
Операция |
|
Цветоделение |
В |
|
Цветокоррекция |
Изменение |
|
Цветопроба |
Получение |
|
Цифровая |
В |
|
Шитьё |
Cшивание |
|
Шитьё |
Шитье |
|
Шитьё |
Шитье |
|
Шитьё |
Шитье |
|
Экранная |
Получение |
Вопросы
для проверки:
1. Перечислите виды теснения;
2. Объясните принцип шитья в
накидку;
3. Объясните с помощью чего
выполняется цветокоррекция;
4. Перечислите существующие виды
шитья блоков;
5. Объясните, чем отличается
шитье в накидку от шитья в тачку.
Лекция
№ 11 Раздел 1. Полиграфическая продукция
Тема
занятия: Газетное
и картографическое производство
Рассматриваемые вопросы:
1.Печать газет;
2.Газетное производство и его основные работы;
3. Картографическое производство и его основные
работы.
Печать газет
Одним из самых значимых средств информации сегодня
является газета. Первые газеты появились в Европе в начале XVII века.
Предшественниками газеты были листовки, выпускавшиеся в XVI веке. Большинство
газет издаются ежедневно большими тиражами. Некоторые газеты печатаются в
утреннее и вечернее время с целью повышения актуальности их содержания. Самыми
значимыми категориями газет являются ежедневные и еженедельные. Внешне газеты
существенно отличаются от журналов. Газеты обычно состоят из самостоятельных
листов большого формата, подобранных в комплект. В этом случае газета имеет
несколько различных по содержанию частей.
Газеты изготовляются на специальных печатных машинах.
Это ротационные высокопроизводительные газетные комплексы, которые обеспечивают
экономичность выпуска изданий на газетной бумаге. Классической газетной печатью
была черно-белая. Современные рулонные печатные машины позволяют обеспечить
экономичную многокрасочную печать. Благодаря этому внешний вид газеты
соответствует современным визуальным привычкам читателя (цветные фотографии,
телевидение). Размещаемая в газетах красочная реклама также отвечает
требованиям заказчиков. Так как рекламные приложения и объявления покрывают
большую часть стоимости выпуска газеты, цена ее экземпляра для конечного пользователя
становится относительно низкой.
Газетное производство – это
комплекс полиграфических процессов, масштабы и характер которых определяются
тиражом, объёмом и периодичностью выпускаемой газеты. Особенностями Г. п., в
отличие от других специализированных полиграфических производств, являются
оперативное взаимодействие работников редакции и типографии на основе строго
установленного почасового графика, использование высокопроизводительного
оборудования для выполнения в кратчайшие сроки процессов набора, изготовления
клише, матрицирования, отливки стереотипов, печатания и экспедирования тиража
газеты.
Процессам собственно Г.П. предшествуют составление
работниками редакции (техред, выпускающий) макета для вёрстки, разметка
оригиналов рукописи, иллюстраций и других элементов оформления. Работники
наборного цеха типографии обеспечивают срочный набор и вёрстку (монтаж) газеты.
Параллельно производятся читка корректуры, исправление ошибок в наборе по оттискам
гранок и свёрстанных полос, вводятся новые информационные материалы,
поступившие в редакцию в ходе работы над текущим номером газеты. Исправленные и
окончательно оформленные полосы редактор подписывает к печати. Затем с газетных
полос снимают (оттискивают) картонные матрицы, с которых отливают Стереотипы -печатные формы
для печатания газеты на ротационных машинах.
Основное оборудование наборных цехов — полуавтоматические
строкоотливные Наборные машины — Линотипы, на которых можно набрать 8-10
тыс. знаков в час. В современном Г. п. всё более внедряются автоматические
наборные строкоотливные машины, набирающие текст с перфоленты со скоростью,
вдвое превышающей скорость набора на полуавтоматических машинах. Стандартная полоса
газеты формата (см) 60 × 42 содержит 35-40 тысяч знаков.
Клише иллюстраций изготовляются способом
травления фотоизображения на цинке, при этом применяются репродукционные
фотоаппараты, копировальные станки, машины для ускоренного «однопроцессного»
травления. В передовых газетных предприятиях электронно-гравировальные автоматы
позволяют изготовлять клише для газеты за 25-30 мин.
Матрицирование газетных полос производится на
гидравлических прессах, развивающих общее усилие в 4-7 Мн (400-700 тс).
С картонных матриц отливают стереотипы. На современном отливном автомате можно
отливать 2 стереотипа в минуту. Большинство газет печатается на скоростных
ротационных машинах. Новейшие ротационные газетные машины при ширине бумажного
рулона 168 см и скорости вращения печатного цилиндра 40 тыс. об/ч
печатают более 100 тыс. экз. газет в час. В крупном Г. п. эти машины представляют
собой агрегаты производительностью более 1 млн. экз. в час. Эти машины снабжены
автоматическими устройствами для безостановочного перевода печати на новый
рулон бумаги, для удаления мест склейки бумаги и макулатурных оттисков, а также
для вывода тиража газеты в экспедицию. Экспедиции оборудованы автоматизированными
линиями, на которых производятся заданный расчёт, компоновка и упаковка газет в
пачки.
Большое значение для обеспечения надёжности Г. п. и
эффективного использования оборудования, а также для точного воспроизведения
мелких графических элементов текста и иллюстраций имеют применяемые специальные
материалы: тройные типографские сплавы (свинец — олово — сурьма), обладающие
необходимыми литейными свойствами, быстро кристаллизующиеся и устойчивые при
матрицировании под давлением; матричный картон с высокими пластическими
свойствами для воспроизведения всех графических элементов, достаточно
термостойкий при многократной отливке стереотипов (до 30 металлических
стереотипов с одной матрицы). В современных ротационных машинах скорость
прохождения бумажной ленты доходит до 650 м/мин, вследствие чего
возникают большие усилия в натяжении бумажного полотна, а поэтому газетная бумага,
при относительно малой плотности (50 г/м2), должна обладать
большим сопротивлением разрыву, высокими печатно-техническими свойствами,
обеспечивающими воспроизведение на газетных оттисках текста и иллюстраций.
Газетная печатная краска должна полностью и мгновенно закрепляться — «высыхать»
на бумаге при выходе оттиска с машины.
Картографическое производство — отрасль
производства, занимающаяся созданием картографических произведений.
Картографическое производство
— вид производства, основу которого составляют картосоставительские и
картоиздательские процессы, результатом является картографическая продукция.
Картографическая продукция —
результаты картографических работ, предназначенные для применения в различных
сферах человеческой деятельности, включая производственную.
Цифровое картографическое производство — вид
производства, основу которого составляют технологические процессы цифрования
картографической, фотографической или графической информации и ее обработки, а
результатом являются цифровые карты
Вопросы
для проверки:
1. Назовите работы, которые
предшествуют процессам газетного производства;
2. На чем производится
матрицирование газетных полос;
3. Что
является основным оборудованием наборных цехов;
4. Перечислите основные работы
картографического производства.
Лекция
№ 12 Раздел 1. Полиграфическая продукция
Тема
занятия: Производство беловых товаров, упаковок
Рассматриваемые вопросы:
1.Бумажно-беловые товары и их классификация;
2.Производство беловых товаров;
3. Производство упаковок;
4. Классификация упаковок;
5. Методы печати упаковок.
Бумажно-беловые товары – это наиболее
востребованный вид канцелярских изделий. Где бы человек ни был, чем бы он не
занимался – небольшая тетрадь или блокнот всегда должны находиться у него под
рукой. Сюда человек сможет в любой момент занести важную информацию, а также те
свои мысли, которые он пожелает сохранить. Наличие у вас блокнота или тетради
гарантирует вам, что вы никогда не забудете о важных событиях и делах, которые
вам предстоит сделать. Бумажно-беловые товары необходимы каждому человеку в
независимости от того, кем он является на данный момент: бизнесменом или
студентом. В этом разделе вы найдете качественные блокноты, ежедневники, записные
книжки, а также блокноты для детей. Огромный выбор товаров и разнообразие их
дизайнов позволят вам без труда подобрать именно то, что вам нужно.
Классификация беловых товаров:
1 вид: школьные тетради. Потребляемые
ежегодно, десятками миллионов экземпляров. характеристика: объем 12-24 страницы
постоянный формат, наличие систем линий, печать в одну-две краски.
Комплектовка: выполняется вкладкой, скрепление проволокой в накидку.
2 вид: общие тетради. Объем 48 более
страниц, тетради для рисования. Характеристика: постоянный объем,
постоянный формат, тетради для рисования без линеек и печати, а общие тетради –
печать в одну-две краски, наличие систем линеек. Комплектовка, так же, как и
школьные тетради. Тетради 96 — 120 стр., расцитаны на длительный срок
пользования и имеют книжную конструкцию, т.е. заключены в гибкий переплет или в
составной переплет.
3 вид: записные книжки и блокноты. Являются
самыми разнообразными по оформлению. Блокноты представляют собой стопку
отдельных листов линовальной или чистой бумаги, скрепленных по короткой стороне
клеем, проволокой или спиралью. Портативные блокноты кроются плотной бумажной
или картонной обложкой. А для настольных и подарочных блокнотов изготавливается
переплетная крышка с различными оформительскими элементами.
4 вид: альбомы. В эту группу
объединены самые крупноформатные изделия, предназначенные в основном для
хранения фотоотпечатков, различных этикеток, открыток, марок и т.п. Большинство
из них отличается усложненной конструкцией корешковой части блоков и
переплетных крышек. Альбомные блоки составляются из отдельных листов плотной
белой или цветной бумаги, или односгибных тетрадей, которые называются кулисами.
5 вид: папки разных конструкций.
Отличаются максимальным объемом ручных работ, особенно в случае выпуска папок с
клапанами или тесемками. Материалом для них является бурый картон различной
толщины, который оклеивается или обложечной бумагой, или технической тканью, бумвинилом.
Производство беловых товаров
Сегодня производством бумажно-беловых изделий
занимается множество фабрик и целлюлозно-бумажных комбинатов по всему миру.
Производители бумажно-беловых изделий предлагают потребителям различные виды
бумаги: писчую, машинописную, для принтеров, масштабно-координатную, ватман и
другие ее виды, а также картон, бумагу для бытовых и производственных нужд.
Производство упаковок
Создание упаковки можно рассматривать как один из
важных элементов реализации маркетинга. Поместив товар в эффектную упаковку,
можно обеспечить значительно больший прирост его продаж, чем при проведении
других маркетинговых мероприятий, в частности рекламы. Это определяется рядом
факторов.
Классификация упаковки
Основными
признаками, по которым классифицируют тару и упаковку, являются
1.
конструкция;
2.
назначение;
3.
материал;
4.
состав;
5.
технология производства.
По назначению тару и упаковку
можно разделить на производственную, транспортную, потребительскую, специальную
(консервирующую).
Потребительская упаковка
предназначается для продажи населению товара, является частью товара и входит в
его стоимость, а после реализации переходит в полную собственность потребителя,
как правило, не предназначается для самостоятельного транспортирования и перевозится
в транспортной упаковке. Потребительская упаковка имеет ограниченную массу,
вместимость и размеры. В большинстве случаев ее суммарный периметр не должен
превышать 600 мм.
Транспортная тара представляет
собой самостоятельную транспортную единицу и предназначена для перевозки,
складирования и хранения продукции.
Производственная тара
предназначена для выполнения внутрицеховых, внутризаводских и межзаводских
перевозок и накопления сырья, материалов, полуфабрикатов, заготовок, готовых
изделий и отходов.
В зависимости от применяемого материала тару и
упаковку подразделяют на стеклянную, деревянную, металлическую, полимерную,
бумажную, картонную и т.д.
Упаковку классифицируют по составу (тара и
вспомогательные упаковочные средства), по различным конструктивным признакам:
форме, размерам.
Комбинированная тара и упаковка включает
комбинацию полимерных материалов с бумагой, картоном, фольгой. Эта упаковка
обеспечивает высокую сохраняемость и высокие потребительские свойства
упакованной продукции за счет сложения разнообразных качеств используемых
материалов в одно целое.
• Упаковка типа стреч представляет двойную
заготовку из листового материала (чаще всего картона), в которой вырезают окно,
соответствующее по форме упаковываемому изделию. Изделие закрывают с двух
сторон растягивающейся или термоусадочной пленкой на основе ПВХ, ПВДХ, СЭВ, а
концы ее закрепляют скобами, клеем или сваркой между листами картона. Для
плотного прилегания пленки полость с изделием нагревают и вакуумируют. Эту
упаковку применяют для парфюмерных и косметических средств в пеналах, флаконах,
тубах, различных галантерейных и хозяйственных товаров.
Упаковка типа блистер состоит из жесткой
картонной подложки и футляра из прозрачного листового материала. Футляр может
иметь форму правильного полушария (упаковка типа «блистер-бабл-пак») или
повторять по контуру упаковываемое изделие (упаковка типа
«блистер-контур-пак»). Упаковку типа «блистер» применяют для лекарственных
препаратов, хозяйственных товаров, канцелярских принадлежностей, галантерейных,
парфюмерных и косметических товаров, сувениров, игрушек, инструмента
и т.д.
Методы печати упаковок
Ключевым методом печати на разнородных категориях
упаковки, были флексография и офсетная печать, а также глубокая
печать. К разнообразным категориям упаковки
предъявляются соответствующие требования, в непосредственной зависимости от
которых выявляется и наиболее оптимальный вариант печати полиграфической продукции.
Вопросы
для проверки:
1. Назовите что относится к бумажно-беловым
товарам;
2. Перечислите
основные виды беловых товаров;
3. Назовите
основные признаками, по которым классифицируют тару и упаковку;
4. Перечислите основные методы
печати упаковок.
Лекция
№ 13 Раздел 1. Полиграфическая продукция
Тема
занятия: Билето-обойное производство
Рассматриваемые вопросы:
1.Общая характеристика билетов;
2.Производство билетов;
3. Общая характеристика обоев;
4. Производство обоев.
Общая
характеристика билетов
Билет – это бланк строгой отчетности, который
состоит из 3-х обязательных частей: корешок билета, основная
часть и контроль. В некоторых случаях появляются дополнительные
части: подарок, талон и т.п. Все обязательные части должны быть четко разделены
между собой. Размеры этих частей не регламентируются.
Первоначально необходимо определиться с размерами
билетов. Чаще всего используется 3 размера: 210х55 мм, 210х70 мм и 210х96 мм,
что соответствует 5-ти, 4-м или 3-м билетам на листе А4. Однако это не
означает, что стоит ограничивать себя этими рамками.
Одним из элементов билета
является перфорация. Она позволяет легко отделить основные части
билетов друг от друга. Это необязательный элемент на билете, но он очень сильно
облегчает работу контролеров на входе на мероприятие. Существует 2 вида
перфорации: строчная и марочная. На наш взгляд более эстетично выглядит
марочная перфорация, она же может быть использована как некий элемент защиты,
т.к. в домашних условиях ее практически нельзя повторить. На билеты наносятся
1, 2 или 3 линии перфорации.
Бумага для печати билетов используется
различной плотности от 80 гр/кв.м. до 200 гр/кв.м. Это
обычно офсетная или мелованная матовая бумага, использование глянцевой бумаги
не приветствуется, т.к. на нее очень плохо ложиться персонализация. Возможно
использование цветной офсетной или дизайнерской бумаги, однако при этом нужно
учитывать особенности макета и способа нанесения. Обязательным условием
изготовления билетов и билетных книжек является нумерация. Каждый билет
должен иметь свой уникальный номер.
Обойное производство
Обои – рулонный материал, преимущественно на
бумажной основе, для внутренней отделки помещений. Бумажные О. — с давних пор
традиционный отделочный материал в странах Восточной Азии (Япония, Китай). В
Европе до 18 в. применялись исключительно тканевые О. (например, штофные); ими
обивали (отсюда термин «О.») стены и потолки помещений. С развитием бумажного
производства тканевые О. были вытеснены более дешёвыми бумажными (узорчатыми и
без рисунка, однотонными и многоцветными). В современных условиях всё большее
применение для изготовления О. находят полимерные материалы. Различают 3
основных вида О.: обычные, влагостойкие (моющиеся) и звукопоглощающие
(ворсовые).
Обычные О. могут быть: негрунтованные (рисунок
печатается непосредственно на белой или цветной бумаге), грунтованные (рисунок
наносится на предварительно окрашенную поверхность бумаги), фоновые (без
рисунка, однотонной матовой окраски), тиснёные (с рельефно выступающим
рисунком).
Влагостойкие О. бывают: печатные, изготовляемые
на красках с добавкой водостойких полимеров; печатные с защитной плёнкой на
лицевой стороне, образованной полимерными эмульсиями и лаками; получаемые
нанесением тонкой цветной полимерной плёнки на бумажную основу с последующим
тиснением; в виде безосновной полимерной непрозрачной плёнки с печатным
рисунком. Влагостойкие О. выдерживают многократное мытьё тёплой водой с мылом и
отличаются повышенной стойкостью к истиранию.
Звукопоглощающие О. изготовляют на
бумажной основе с лицевой поверхностью, образованной ворсом различных
волокнистых материалов (преимущественно отходов текстильного производства).
Чистка поверхности звукопоглощающих О. производится пылесосом.
О., кроме чисто декоративных целей, имеют также и
гигиеническое значение, т.к. они закрывают мелкие поры и щели стен. Цвет О.
оказывает влияние на освещённость помещения.
Обойное производство включает
процессы: приготовление красочных составов; поверхностную окраску бумаги
(грунтование); печатание обойного рисунка; отделку (тиснение, лощение, поверхностное
покрытие, в некоторых случаях нанесение клеевого слоя на обратную сторону О.);
раскатку (расфасовка на куски); сортировку и упаковку.
Технология приготовления красочных составов, помимо
подбора цветов красок, включает приготовление связующего, эмульсий и лаков, и
смешения компонентов красочного состава.
Поверхностная окраска бумаги (грунтование)
осуществляется на бумагокрасильных (грунтовальных) машинах. Грунтовальная
машина состоит: из устройства по размотке рулона; красконаносного устройства;
сушильной части; устройства по намотке загрунтованной бумаги. Грунтовальные
машины различаются в зависимости от принципа работы красконаносного устройства,
которые могут быть валиковыми, щёточными, с гибким или воздушным шабером и др.
Печатание О. производится на обоепечатных
машинах, принципиальная схема которых аналогична грунтовальным. Обоепечатные
машины классифицируются по признаку применяемой печати и количеству печатных
форм. Грунтовальные и обоепечатные машины дополнительно классифицируются по
типу конструкции сушильной части. Наибольшее распространение получили конструкции
фестонного и камерного типа. Применяются три способа печати: высокая, глубокая
и трафаретная. Печатные формы (клише) для высокой печати (См. Высокая печать)
представляют собой валы длиной, соответствующей ширине производимых обоев, и
диаметром от 95 до 185 мм в зависимости от характера обойного
рисунка. В качестве материала для печатных форм высокой печати используется
круглая древесина твёрдых пород (груша, орех, клён и яблоня), спрессованные
бумажные валы. Разновидностью высокой печати является флексопечать, при которой
используются печатные формы из эластичного материала. Печатные формы для
глубокой печати (См. Глубокая печать) имеют
также форму вала, но изображение обойного рисунка вдавлено в глубь общей
поверхности печатной формы. Форма для печати трафаретным способом представляет
собой туго натянутое сито с нанесённым на него обойным рисунком. Площадь сита,
находящаяся за контуром рисунка, покрывается лаком, с тем чтобы при продавливании
через него красочной пасты с помощью шабера (ракеля) на основе оставался
оттиск, соответствующий рисунку. Модификацией этого способа является
ротационно-трафаретная печать, которая позволяет осуществлять процесс печати
непрерывно. В качестве формы для печати здесь служит бесшовная гильза с тонкой
перфорированной стенкой, на которую наносится обойный рисунок, как и при
плоскотрафаретной печати. Внутри гильзы устанавливается шабер, который
продавливает печатную пасту через свободные от лака ячейки на прижатое к
трафарету полотно – основу для обоев.
Требуемые свойства и художественный эффект О. придают,
используя определённые исходные материалы (гидрофобные связующие, светопрочные
красители, различные виды основы для О. и т.д.), а также различные приёмы при
отделке обоев (тиснение, покрытие плёнками, рельефное нанесение красочных паст,
пластизолей, волокон и нитей, покрытие клеем обратной стороны).
Конечным этапом производства О. является их расфасовка
на рулоны соответствующей длины, рассортировка по сортам и оттенкам,
маркировка, упаковка и складирование. Расфасовка производится машинным способом
на полуавтоматах и автоматах.
В развитии обойного производства наметилась тенденция
объединения производственных процессов, увеличения рабочей ширины (до 2-3
полотен стандартных обоев), а также внедрения автоматизированных систем
управления процессами и контроля за качеством готовой продукции. Внедряются
новые приёмы печати и достижения химии в получении исходных продуктов с необходимыми
свойствами.
Вопросы
для проверки:
1. Назовите что является одним из
элементов билета;
2. Какая по
плотности бумага применяется для печати билетов;
3. Назовите,
что является обязательным условием изготовления билетов и билетных книжек;
4. Какие
процессы включает в себя обойное производство.
Лекция
№ 14 Раздел 1. Полиграфическая продукция
Тема
занятия: Понятие
о качестве продукции
Рассматриваемые вопросы:
1.Понятие о качестве продукции;
2.Показатели надежности;
3. Основы контроля качества;
4. Сущность контроля качества продукции.
|
Качество продукции. Понятие качества продукции регламентировано в Качество — это В настоящее время признана классификация следующих Показатели назначения характеризуют основную Показатели надежности характеризуют свойства объекта Безотказность — это свойство Долговечность — свойство Ремонтоспособность — это Сохраняемость — это Показатели стандартизации и унификации Эргономические показатели Эстетические показатели Показатели транспортабельности Патентно-правовые показатели Экологические показатели Показатели безопасности |
Основы контроля качества
Система качества — совокупность
организационной структуры, методик, процессов и ресурсов, необходимых для
осуществления общего руководства качеством (административного управления качеством).
Политика в области качества — основные
направления и цели организации в области качества, официально сформулированные
высшим руководством.
Планирование качества
— деятельность, которая устанавливает цели и
требования к качеству и применению элементов системы качества.
Обеспечение качества — все планируемые
и систематически осуществляемые виды деятельности в рамках системы качества, а
также подтверждаемые (если это требуется), необходимые для создания достаточной
уверенности, что объект будет выполнять требования к качеству.
Улучшение качества — мероприятия,
предпринимаемые повсюду в организации с целью повышения эффективности и
результативности деятельности и процессов для получения выгоды, как для
организации, так и для ее потребителей.
Контроль качества продукции – действия
(комплекс мер), включающие проведение измерений, анализ испытаний совокупности
свойств и характеристик продукции и их сравнение с установленными требованиями
для определения соответствия полученных и требуемых величин параметров
качества.
Необходимость организации системы контроля качества в
условиях бесперебойного поточного производства, как правило, обусловлена
следующими причинами:
— нестабильность показателей качества продукции разных
групп сложности;
— невозможность выполнения повторяющихся
(периодических) заказов по одним и тем же нормативам;
— наличие периодических сбоев поточного производства
по причине неудовлетворительного качества продукции даже при высокой
квалификации персонала (под такими сбоями в первую очередь подразумеваются
перепечатки тиражей по вине типографии);
— неудовлетворенность заказчиков качеством продукции;
— высокие технологические отходы материалов на
производстве.
Для стандартизации качества поэтапно осуществляются
следующие действия:
— сбор информации и анализ стабильности печати;
— выработка объективных критериев оценки качества
печати;
— разработка системы контроля этих критериев, создание
постоянно действующей системы;
— сквозной контроль качества на базе объективных данных
(норм и допусков).
Вопросы
для проверки:
1. Перечислите
и дайте краткую характеристику показателям надежности;
2. Назовите,
что характеризуют Показатели стандартизации и унификации;
3. Назовите,
что характеризуют Эстетические показатели;
4. Перечислите,
что отражают экологические показатели;
5. Назовите,
что характеризуют патентно-правовые показатели;
6. Что
позволяет контроль качества продукции.
Лекция
№ 15 Раздел 1. Полиграфическая продукция
Тема
занятия: Технический
и статистический контроль продукции
Рассматриваемые вопросы:
1.Характеристика Статистического приемочного контроля;
2. Сущность статистического регулирования технологических процессов;
3. Методы статистического регулирования;
4. Основные задачи подразделений входного контроля
качества изделий.
Статистический приемочный контроль – это
выборочный контроль качества продукции, основанный на применении методов
математической статистики для проверки соответствия качества изделий
установленным требованиям.
Основной его задачей является отбраковка партий,
засоренность которых дефектными экземплярами изделий превышает уровень,
регламентированный нормативной документацией для нормального хода производства.
Сущность статистического регулирования технологических процессов
состоит в том, что в определенные моменты времени из
совокупности единиц продукции, прошедших данный процесс, отбирают выборку и
измеряют контролируемый параметр. По результатам измерений определяют одну из
статистических характеристик, значение которой наносят на контрольную карту, и
в зависимости от этого значения принимают решение о корректировке процесса или
о его продолжении без корректировки.
Контрольная карта — карта, на
которой для наглядности отображения состояния технологического процесса отмечают
значения соответствующей регулируемой выборочной характеристики смежных выборок
или проб.
Проба – определенное количество нештучной
продукции, отобранное для контроля.
Выборка – изделие или определенная совокупность
изделий, отобранных для контроля из партии или потока продукции.
Поток продукции — продукция
одного наименования, типономинала или типоразмера и исполнения, находящаяся в
движении на технологической линии.
Статистическое регулирование технологического процесса — это
корректирование значений параметров технологического процесса по результатам
выборочного контроля параметров производимой продукции, осуществляемое для
технологического обеспечения требуемого уровня ее качества.
Одним из главных компонентов производства,
непосредственно обеспечивающих качество продукции, является технологический
процесс, от его совершенства, точности и устойчивости зависит стабильность
качества, надежность и долговечность изделий.
Точность технологического процесса – это
степень соответствия результатов его исполнения установленным требованиям,
устойчивость (надежность) – это свойство сохранять точность признаков качества
при протекании процесса без остановки.
Объектами контроля точности являются все
элементы технологического процесса: продукция на различных стадиях ее
изготовления; оборудование и оснастка, используемые при изготовлении продукции;
деятельность работников, участвующих в технологическом процессе.
Контроль точности технологических процессов проводится
на стадиях технологической подготовки производства и серийного выпуска изделий.
Проверки могут быть систематическими (плановыми), которые проводятся по
графикам, утвержденным руководителем предприятия, и специальными — в случаях
внедрения новых технологических процессов, их изменения или совершенствования,
запуска в производство новой продукции и др.
План контроля – это
совокупность значений объемов выборок п, приемочных и браковочных чисел.
Контроль по альтернативному признаку – это
контроль по качественному признаку, в ходе которого каждую проверенную единицу
продукции относят к категории годных либо дефектных, а последующее решение о
контролируемой совокупности принимают в зависимости от обнаруженных в выборке
или пробе дефектных единиц продукции или же от количества дефектов, приходящихся
на определенное число единиц продукции.
Приемочное число – это контрольный
норматив, являющийся критерием для приемки партии продукции. Он может быть
равным максимальному числу дефектных единиц (дефектов) в выборке или пробе в
случае статистического приемочного контроля по альтернативному признаку либо
соответствующим предельному значению контролируемого параметра в выборке или
пробе в случае статистического приемочного контроля по количественному
признаку.
Браковочное число – это контрольный
норматив, являющийся критерием для забракования партии продукции. Он может быть
равным минимальному числу дефектных единиц (дефектов) в выборке или пробе в
случае статистического приемочного контроля по альтернативному признаку либо
соответствующим предельному значению контролируемого параметра в выборке или
пробе в случае статистического приемочного контроля по количественному
признаку.
Единица продукции – отдельный
экземпляр штучной продукции или определенное в установленном порядке количество
нештучной или штучной продукции.
Дефектная единица продукции – это единица
продукции, имеющая хотя бы один дефект.
При выборочном контроле план входного контроля должен соответствовать
плану контроля приемо-сдаточных испытаний, установленных в стандартах и
ТУ.
Основные задачи подразделений входного контроля
качества изделий:
— проведение входного контроля качества поступающей на
предприятие продукции, оформление документов по результатам контроля; контроль
за проведением технологических испытаний продукции в цехах, лабораториях,
контрольно-испытательных станциях и других подразделениях;
— контроль за соблюдением складскими работниками
правил хранения и выдачи в производство поступившей продукции; вызов
представителей поставщиков для участия в составлении акта по дефектам,
обнаруженным на входном контроле; анализ причин возникновения дефектов в поставляемой
продукции; подготовка статистической информации о дефектах, их характеристика
для использования ее в системе управления качеством продукции на
заводе-поставщике.
Эффективность входного контроля тем выше, чем меньше
случаев поступления в производство со склада недоброкачественной продукции. В
целях компенсации предприятию-потребителю затрат на проведение входного
контроля для поступающих сырья, материалов, полуфабрикатов, комплектующих
изделий целесообразно установить порядок, при котором входной контроль производится
за счет средств предприятия-поставщика продукции. Это заставит поставщика
всемерно сокращать согласованную с потребителем номенклатуру предметов и
средств труда, подвергающуюся входному контролю, путем коренного повышения их
качества, обеспечения сохранности во время упаковки и в пути следования до
пункта назначения, возмещать утраченные средства за счет виновных лиц.
Вопросы
для проверки:
1. Назовите в чем состоит
сущность статистического регулирования технологических процессов;
2. Назовите и дайте краткую
характеристику трем методам статистического регулирования;
3. Назовите объекты контроля
точности;
4. Перечислите, основные
задачи подразделений входного контроля качества изделий.
Лекция
№ 16 Раздел 2. Полиграфическое оборудование
Тема
занятия: Организация
печатного цеха. Полиграфические термины
Полиграфические термины
Абрис – контур границ отдельных красок или
оттенков в цветном изображении.
Антиква – типографский латинский шрифт
с округленными контурами.
Ассюре – типографская линейка, которая дает
оттиск в виде нескольких тонких параллельных или волнистых линий;
Баланс – равновесное соотношение между
количествами печатной краски и увлажняющего раствора, которое обеспечивает
оптимальное качество оттиска.
Баланс «по серому» – нормированное
соотношение размеров растровых элементов на трех цветоделенных растровых
фотоформах. Позволяет получить на оттиске нейтрально-серый тон при
нормализованном процессе печатания.
Биг – прямолинейное углубление
на картоне или обложечной бумаге, благодаря ему легче раскрывается
коробки, а бумага легче сгибается.
Бронзовая печатная краска – смесь
металлического порошка бронзы и связующего вещества. Имеют склонность
к эмульгированию с увлажняющим раствором, что в конечном итоге
приводит к возникновению полос и разводов на отпечатанном
оттиске.
Вкладка в тетрадь – присоединение
дробной части печатного листа к тетради, вставкой в ее середину.
Вкладыш – отдельно напечатанное
и сброшюрованное небольшое приложение к изданию, как правило, вложенное
в него.
Вклейка – отдельный оттиск иллюстративного
материала или текста, вклеиваемый между определенными страницами издания.
Графика векторная – математическое
описание графического объекта.
Графика растровая – графическое
представление объекта в виде множества точек.
Диапозитив – позитивное черно-белое или
цветное изображение, созданное на прозрачной основе
Издания объем – число печатных,
учетно-издательских или авторских листов, содержащихся в издании.
Изображение полутоновое – плоскостное
изображение, состоящее из микроэлементов, каждый из которых может
иметь одно из теоретически бесконечного количества уровней яркости.
Изображение цветоделенное – одноцветное
изображение, полученное на экране монитора издательской системы или
на твердом носителе после разделения на отдельные цвета многоцветного
изображения оригинала.
Изображение штриховое – плоскостное
изображение, состоящее из элементов, которые могут иметь только один
уровень яркости по отношению к фону.
Издание
1) произведение печати, самостоятельно
оформленное, прошедшее редакционно-издательскую подготовку, имеющее
установленные выходные сведения и предназначенное для передачи содержащейся
в нем информации;
2) процесс выпуска книги, газеты, журнала
и прочих произведений печати.
Издание малотиражное – издание,
отпечатанное ограниченным тиражом.
Иллюстрация – наглядное дополнительное
изображение, дополняющее основную текстовую информацию.
Ин-октаво – формат издания
в 1/8 листа, получаемый фальцовкой в три сгиба.
Ин-плано – формат издания в целый
развернутый лист.
Ин-фолио – формат издания
в 1/2 листа, получаемый фальцовкой в один сгиб.
Интенсивность цвета печатной краски –
свойство краски передавать свою окраску и другие оптические характеристики
запечатываемой поверхности, связанное с природой и количеством пигмента
в краске, а также толщиной красочного слоя на оттиске.
Интерлиньяж – междустрочие, пробел между двумя
строками, который при наборе в металле изменяется путем вставки пробельных
материалов различных толщин, а при компьютерном наборе –путем использования
специальных подпрограмм и команд.
Кант – напуск края крышки или обложки
переплетённой книги, выступающие за обрез книжного блока.
Каптал – лента с утолщенным краем,
наклеиваемая на края корешков книжных блоков для лучшего скрепления концов
тетрадей, входящих в блок.
Кегль – измеряемый в пунктах размер шрифта,
по его высоте.
Клеевое бесшвейное скрепление (КБС) –
скрепление клеем элементов книжного блока по корешку.
Клише – иллюстрационная и/или текстовая
печатная форма высокой печати или ее часть из металла или пластмассы,
изготовленные фотомеханическим способом или гравированием.
Колонтитул – элемент структуры издания,
содержащий некоторые справочные данные об издании.
Колонцифра – цифра, обозначающая порядковый
номер страницы печатного издания. Располагается вверху или внизу полосы набора.
Контртитул – дополнительный титул
на левой стороне разворота книги; обычно помещается в многотомных изданиях
и содержит сведения, относящихся ко всему изданию.
Копия – точная передача изображения оригинала
на носитель каким-либо способом.
Корешок – край книжного блока, место, где
скреплены все технологические элементы книги.
Короб защитный – металлический
короб, в котором монтируются объемные буквы с неоном и находятся
все электрические части вывески.
Краска печатная – гетерогенная
коллоидная система, состоящая из высокодисперсных частиц пигментов,
равномерно распределенных и стабилизированных в жидкой фазе
связующего вещества.
Краска печатная, классификация
классификация – группирование разных видов
печатных красок по следующим признакам:
· по способу
печати;
· по
конструктивным и техническим особенностям печатного оборудования;
· по
назначению печатных красок;
· по типу
запечатываемого материала.
Краски кроющие – это краски,
которые при нанесении на поверхность, предварительно окрашенную другим
цветом, сохраняют свой цветовой тон.
Краски яркость – Яркость
красок – это отношение количества отраженных краской лучей
к количеству падающих лучей.
Краскооттиск – это изображение, которое
получаем в итоге соприкосновения листа запечатываемого материала
с печатной формой;
– это отпечатанный с, как правило, одной стороны
и в одну краску лист. В данном измерении оценивают
производительность печатных машин, а также объемы продукции предприятия,
производимые за какой-то промежуток времени.
Книжное издание – издание,
представляющее собой блок скрепленных в корешке отпечатанных листов любого
формата в обложке или переплете.
Курсив – это наклонный типографский шрифт.
В нем строчные буквы похожи по начертанию на рукописный шрифт.
Макет – это пример, по которому делают
верстку полос издания и монтаж, затем это утверждается издательством.
Различают макеты на следующие категории — художественное оформление издания,
верстка и издание.
Марашка – этот термин означает попадание
посторонних частиц на печатную форму. В результате получают дефекты
изображения на печатном оттиске.
Марка – имя, термин, знак, символ, рисунок или
их сочетание, предназначение которого — идентификация товаров или
услуг производителя, либо продавца, и отличие их от товаров
и услуг конкурентов.
Матрикс – метод изготовления эластичных печатных
форм для высокой печати посредством вулканизированных каучуковых матриц.
Матрица – в переводе с немецкого
означает матка, источник, начало. В печати это углубленная форма для
отливки наборных литер, она применяется для изготовления набора в наборных
машинах; Матрица представляет собой картонную, винипластовую или свинцовую
пластину с углубленным оттиском, нанесенным печатной формой. Служит
матрица для отливки стереотипов или непосредственного получения гальваностереотипов.
Набор – процесс, подразумевающий перенос текста
из написанного от руки или машинописного вида в электронный вид.
Набор текста – создание из текста
отдельных текстовых форм при обработке на компьютере, посредством фотонабора,
а также металлического машинного или ручного набора и пр.
Накат краски – это процесс нанесения краски
специальными накатными валиками на печатную форму.
Насыщенность цвета – это степень
отличия для человеческого зрения хроматического цвета от равного
по светлоте ахроматического или серого цвета. Насыщенность
в полиграфии оценивается по атласу цветов.
Натиск – усилие, которое оказывают
на запечатываемый материал в процессе печати для его прижима
к печатной форме высокой печати; также его определяют, как
не рекомендуемый к применению термин, который обозначает дефект
оттиска при слишком сильном давлении при высокой печати.
Начертание шрифта – вариант рисунка
шрифта одной гарнитуры. Их классифицируют: по плотности;
по насыщенности; по наклону.
Негатив – изображение, обратное
по тонопередаче.
Нонпарель – мелкий типографский шрифт.
Обложка – бумажное покрытие верхнее издания
с текстом или изображением, которое предохраняет страницы издания
от механических разрушений и загрязнения, является неотъемлемым
элементом внешнего оформления изделий.
Оптическая плотность – мера,
в которой измеряют пропускание света для прозрачных объектов
и отражение света для непрозрачных объектов.
Оригинал – текстовой и иллюстрационный
материал, который прошел редакционно-издательскую предварительную отделку
и предназначен для воспроизведения в полиграфии. Изобразительные
оригиналы подразделяют по характеру элементов на штриховые
и полутоновые, черно-белые и цветные; по технике исполнения.
Из текстовых оригиналов выделяют машинописные, печатные, кодированные,
а также рукописные. Авторский оригинал представляет собой, как правило,
текстовый и иллюстрационный материал, который специально подготовлен
автором к сдаче в издательство для дальнейшей подготовки его
к изданию.
Оригинал авторский – текстовой
и иллюстрационный материал, который подготовлен одним автором или
авторским коллективом к дальнейшей передаче в издательство для
подготовки к изданию.
Оригинал издательский – материал,
который поступает в печать после предварительной редакционной подготовки,
он подлежит в дальнейшем для репродуцирования полиграфическими
средствами. В эту категория входит текстовый, иллюстрационный, смешанный
оригинал, оригинал-макеты и др.
Оригинал- макет – текстовый
и графический материалы, которые объединены в едином оригинал-макете.
Оттенок – цвет, который получают из чистого
цвета при добавлении в него белого или черного цвета, а также других
цветов.
Оттиск – изображение на запечатываемом
материале, которое получено посредством полиграфии.
Оттиск контрольный – оттиск, взятый
с печатного аппарата для оценки и контроля параметров отображения
печати. Оттиск непосредственно оценивается печатником, мастером, а также
технологом и заказчиком.
Оттиск тиражный – оттиск, который
взяли из печатной машины в ходе печати тиража издания, с целью
провести периодический или выборочный контроль качества печати.
Оттиски пробные – это
полиграфические оттиски, взятые с иллюстрационных печатных форм, которые
изготовлены на пробопечатных станках и предназначены для контроля
результатов цветоделения, а также градационной передачи изображения
и других параметров технологического процесса печати.
Патрица – это рельефная выпуклая форма для
печатания или тиснения.
Петит – мелкий типографский шрифт.
Печатная форма – поверхность
предмета, который изготовлен из металла или пластмассы, бумаги или дерева,
а также литографского камня и др. Печатная форма служит, как
правило, для образования и дальнейшего сохранения изображения в виде
отдельных участков, которые воспринимают печатную краску. Печатающие элементы
печатной формы воспринимают краску и передают краску
на запечатываемый материал или звено передачи.
Печатная форма фотополимерная – рельефная
печатная форма, которая изготовлена на основе фотополимеризующихся
материалов.
Пластина офсетная резинотканевая (офсетное полотно) – ткань
из нескольких слоев с односторонним резиновым покрытием,
предназначенная для обтягивания офсетного цилиндра. Резинотканевая поверхность
ткани воспринимает печатную краску с печатающих элементов печатной формы
и далее передает ее на бумагу.
Плашка – сплошное покрытие печатной краской
поверхности запечатываемого материала.
Полиграфия – отрасль техники, а также
совокупность технических средств и приемов, которые используют для
получения большого количества одинаковых копий оригинала, предварительно
прошедшего редакцию и допечатную отделку.
Поликарбонат – это прочный пластиковый
материал, предназначенный в основном для изготовления наружной рекламы.
Политипаж – печатные формы, которые годны
для многократного использования в качестве типовых иллюстраций
в книгах и других изданиях.
Полос спуск – процесс размещения полос издания
на монтажной и печатной форме, который обеспечивает после фальцевания
оттисков нужный алгоритм чередования страниц в тетрадях.
Полоса – запечатанная площадь страницы издания,
на которой, как правило, размещают набор текста или иллюстрации.
Припрессовка пленки – термический
процесс для нанесения на сторону отпечатанного листа, прозрачной защитной
полимерной пленки с клеем или без него.
Пункт – основная единица типографской системы
мер. 1 пункт равняется 0, 3759 мм.
Ракель – это тонкий нож из упругой стальной
ленты или из резины в зависимости от способа печати.
С помощью ракеля в глубокой печати снимают печатную краску
с пробельных элементов формного цилиндра, а в трафаретной печати
посредством ракеля продавливают печатную краску через ячейки печатной формы.
Раствор увлажняющий – жидкость,
которая применяется в плоской офсетной печати, служит для смачивания
пробельных элементов печатной формы. От состава раствора и уровня
pH зависит устойчивость краски пробельных и печатающих элементов.
Растровые элементы, относительная площадь –
величина, которая равна отношению площади растровых элементов
к их максимально возможной площади; зависит данная величина
от линиатуры растра и выражается в процентах или числом, меньшим
или равным 1.
Рейбер – деревянная планка, расположенная
в ручном литографском станке, под действием которой делают оттиск
с печатной формы на запечатываемый материал.
Репринт – повторный тираж.
Репродукция – оттиск, который выполнен
полиграфическими средствами и отражает изобразительный оригинал.
Ретушь электронная – коррекция,
проводимая посредством электронных средств с одновременным просмотром результатов
исправлений на экране монитора издательской системы.
РЖБ (RGB) – цветовая модель, которая
используется при работе с изображениями на компьютере. Схема
составлена из трех основных цветов — Red (красный), Green (зеленый),
Blue (синий).
Рондо – особый закруглённый рукописный
и печатный шрифт, а также под данным понятием понимают перо
с широким концом для письма данным видом шрифта.
Синтез цвета автотипный – воспроизведение
цвета в полиграфии. Причем в данном процессе цветное полутоновое
изображение формируют посредством воздействия разноцветных растровых элементов
разных по размерам и форм с одинаковой по светлоте красок,
но разным по характеру наложения красок.
Синтез цвета субтрактивный – получение цвета
в результате процесса вычитания спектральных составляющих из белого
цвета.
Система мер типографская – система
измерения на основе типографского пункта (0, 3759 мм), который
является 1/72 долей французского дюйма (27, 06 мм).
Слайд – цветной диапозитив малого формата.
Тетрадь – сложенный в результате фальцовки
в несколько раз, запечатанный или еще чистый лист бумаги.
Технология «компьютер — печатная машина» –
(Computer-To-Print) процесс одновременного печатания и изготовления
печатных форм путем прямого экспонирования, или лазерного гравирования,
в результате чего получают печатающие и пробельные элементы,
с полным управлением от компьютера издательской системы. Данный
способ используется в машинах цифровой печати главным образом для
изготовления красочных изданий малыми тиражами, которые требуют изменений
во время печати тиража.
Технология «компьютер — печатная форма» –
(Computer-To-Plate (CTP)) процесс изготовления печатных форм путем
экспонирования, лазерного гравирования или электроэррозии изображений
непосредственно на формный материал, с управлением от компьютера
издательской системы.
Тираж – суммарное количество экземпляров
печатного издания одного названия.
Типометрия – типографская система мер для
шрифтов и наборных материалов.
Триада печатных красок – комплект
цветных печатных красок из 3-х цветов (пурпурная, желтая, голубая),
предназначенных для печати цветных изображений.
Триплекс – способ трехкрасочного
репродуцирования одноцветных полутоновых оригиналов.
Условный печатный лист – единица
измерения объёма издания, которая используется для пересчета
и сопоставления печатных объёмов издания, как правило, равна печатному
листу 60×90см.
Фолиант – книга, формат которой равен половине
бумажного листа, а также данным определением можно назвать толстую книгу
большого формата.
Форзац – лист бумаги, который сфальцован
в один сгиб и соединяет книжный блок непосредственно
с переплетной крышкой.
Формат – размер листа полиграфического
материала, размер книги, размер иллюстрации, полосы текста
и др. элементов печатного издания. В полиграфии есть несколько
обозначений форматов бумажного листа.
Фотоформа – иллюстрационный или текстовой диапозитив,
или негатив обязательно на прозрачной основе, который подготовлен для
дальнейшего копирования на формный материал в процессе изготовления печатной
формы.
Фронтиспис – иллюстрация в книге,
которая располагается на левой стороне разворота титульного листа;
представляет собой, как правило, портрет автора или рисунок главной идеи издания.
Цвет, насыщенность – степень
различимого человеческим глазом отличия хроматического цвета от равного
по светлоте ахроматического или серого цвета. В полиграфии данный
параметр оценивается по атласу цветов.
Цвет, яркость – величина,
которая характеризует плотность светового потока, непосредственно отраженного
окрашенным в цвет предметом по направлению к наблюдателю.
Цвета памятные – это, как
правило, цвета хорошо знакомых предметов, очень часто встречающиеся
в повседневной жизни.
Цветовой охват триады печатных красок –
множество цветовых тонов и оттенков, которые получают при печати основными
триадными красками в результате автотипного синтеза цвета.
Цветовой тон – основная характеристика цвета
печатной краски. Обозначается по значению усредненной длины волны,
соответствующей определенному участку спектра цвета.
Цветовые характеристики печатной краски – имеют
три основных показателя: цветовой тон, насыщенность и светлота.
В условиях производства условиях их контролируют посредством денситометра.
Цветопроба – получение цветного изображения,
которое называется контрольным, на материальном носителе или
на цветном экране устройства. Различают аналоговую или растровую, цифровую
или полутоновую и экранную цветопробы.
Цветопроба аналоговая – цветопроба,
изготовленная непосредственно с цветоделенных растрированных фотоформ,
которые предназначены к печати. Это эталоный оттиск при дальнейшем печати
и приемке тиража.
Цветопроба экранная – получение
пробного изображения непосредственно на экране монитора издательской
системы для визуальной оценки цветовых характеристик цветного изображения после
его ввода, обработки или коррекции цвета. Экранная цветопроба нужна и для
быстрого согласования промежуточных или конечных результатов оформления издания
с заказчиком.
ЦМИК (CMYK) – цветовая модель, которая
используется при печати, возникает за счет смешивания четырех основных
красок — Cyan (голубой), Magenta (пурпурной), Yellow (желтой), Black
(черной).
Шкала контрольная – изображение
из нормированных тестовых элементов, которое предназначено для контроля
и оценки качества выполнения операций полиграфического процесса,
а также для своевременного выявления возможных отклонений и дефектов.
Шкала оперативного контроля – контрольная
шкала, которая содержит тест-элементы для оценки процессов растискивания,
скольжения, двоения, подачи краски, точности совмещения красок, воспроизведения
светов и теней и пр.
Шкала серая – ступенчатое контрольное
изображение равномерного ряда оптических плотностей нейтрально-серых полей,
которые изготовлены на прозрачной или непрозрачной основе
и предназначены для оценки и измерения качества тонопередачи при
фотографической съемке, процедуре сканировании, копировальных и других
печатных процессах.
Шкала цветового охвата – оттиск, который
содержит цветовые поля каждой отдельной краски, а также двойные
и тройные наложения красок в разных соотношениях, и наложения
с черной краской.
Шрифт – графическая форма знаков определенной
системы письма; комплект литер, предназначенный для воспроизвения какой-либо
информации посредством цифр и знаков. Шрифты различают по характеру
рисунка, наклону, насыщенности, размеру и т.д.
Шрифт, начертание – вариант рисунка
наборного шрифта одной гарнитуры. Начертания шрифта классифицируются:
по плотности; по насыщенности; по наклону.
Шрифта гарнитура – комплект
шрифтов разных начертаний, по насыщенности, кегля и плотности,
которые объединены общностью рисунка очка гарнитуры шрифтов и имеют собственные
названия.
Шрифта емкость – характеристика
гарнитуры шрифта, которая зависит от плотности; обычно определяется
количеством знаков, которые помещаются в строке заданного формата.
Ярлык – листок картона, как правило, небольшого
формата, который содержит сведения о товаре или продукции. Обладает
навесным способом крепления.
Ярусы – ярусы головки таблицы, заголовки граф,
соподчиненных по смыслу и расположенные в головке таблицы друг
под другом.
Ячейка – мельчайший печатающий элемент печатной
формы глубокой печати, который образован растром; а также мельчайший
углубленный элемент растровой структуры анилоксного красочного валика.
Лекция
№ 17 Раздел 2. Полиграфическое оборудование
Тема
занятия: Технологические
этапы прохождения заказа
Рассматриваемые вопросы:
1.Этапы прохождения заказа;
2. Сущность этапов прохождения заказа;
3. Последовательность
и порядок выполнения заказов;
Этапы прохождения заказа
Процесс выполнения заказов проходит несколько этапов:
1) Прием заказа.
Менеджер по работе с клиентами осуществляет прием
вашего заказа, после чего оформляется бланк на его открытие. Наши менеджеры не
только осуществляют просчет вашего заказа, но и проводят первичный анализ
технического задания.
Затем наши технологи проводят обязательный тщательный
анализ всех подготовленных к производству материалов, чтобы избежать
возникновения технологических погрешностей (в особенности у новых моделей
продукции). При обнаружении неточностей, наши специалисты обязательно посоветуют
вам внести изменения в технические параметры заказа, чтобы избежать брака.
По завершении анализа, наши технологи устанавливают
необходимые сроки печати.
2) Разработка макета и «приладка»
Разработка макетов Вашего изделия производится нашим
дизайнерским отделом. Утверждая макет, вы можете заказать на нашем производстве
пробную печать 1 штуки изделия («приладку»). Получив на руки готовое изделие и
оценив его, клиент в письменной форме дает согласие на осуществление печати всего
тиража.
3) Печать тиража на производстве.
После улаживания всех важных формальностей ваш заказ
поступает в печать в нашу
компанию. Печатать тиража осуществляется опытным печатником под наблюдением
технолога производства. По завершении печати, тираж проходит постпечатные
операции, предусмотренные техническим заданием.
4) Готовый заказ: вручение клиенту.
По желанию клиента, его тираж может быть упакован в
термоусадочную пленку, уложен в коробки, после чего доставлен нашим
транспортным отделом до дверей офиса заказчика к указанному сроку.
Вопросы
для проверки:
1.
Перечислите
этапы прохождения заказа;
2.
Назовите,
что входит в этап – Прием заказа;
3.
Назовите,
что входит в этап – Разработка макета и «приладка»;
4.
Назовите,
что входит в этап – Печать тиража на производстве.
5.
Назовите,
что входит в этап – Готовый заказ: вручение клиенту.
Лекция
№ 18 Раздел 2. Полиграфическое оборудование
Тема
занятия: Полиграфическое
оборудование на различных технологических этапах
Рассматриваемые вопросы:
1.Допечатное оборудование;
2. Печатное оборудование для
офсетной печати;
3. Печатное
оборудование для цифровой печати;
4. Послепечатное оборудование.
Полиграфия —
сложная отрасль, для качественного изготовления печатной продукции требуется
достаточно много оборудования на всех этапах полиграфической производственной
цепочки.
1. Допечатное оборудование
·
Вывод
форм (CTP).
В настоящее время технология выполнения допечатной
подготовки по технологии CTP считается самой перспективной.
Преимущества и достоинства
технологии CTP:
—
более высокое качество воспроизведения изображения на
печатных формах (т.к. исключаются копировальные процессы);
—
сокращение времени на приладку печатного оборудования;
—
уменьшение «макулатурных» отходов, расхода краски.
—
снижение риска возникновения брака за счет автоматизации рабочих
процессов.
·
Цифровая
цветопроба.
Цифровая
цветопроба выполняется на струйном принтере EPSON STYLUS PRO 7600 и растровом
процессоре EFI ColorProof. EFI ColorProof — позволяет получать отпечатки с
предсказуемым воспроизведением цветов, а также профессиональные и стабильные
цветопробы.
С помощью EFI ColorProof у заказчика
полиграфической продукции появляется возможность заранее цвета, которые
будут впоследствии получены в процессе печати тиража.
·
Сканер
HEIDELBERG TANGO
Данный сканер представляет из себя сканер
барабанного типа. Предназначен для осуществления сканирования самых различных
оригиналов: черно-белых и цветных, прозрачных и непрозрачных, позитивных и
негативных оригиналов. Формат оригинала — до 45X48. Оптическое разрешение до
11000 dpi.
·
Система
управления рабочими потоками KODAK PRINERGI CONNECT — позволяет
небольшому количеству персонала (до 5-ти человек) осуществлять все функции
припресса и управления выводными процессами.
2. Печатное оборудование
для офсетной печати.
·
KBA
Rapida 105
Новейшая листовая офсетная 8-ми секционная
печатная машина. Данное оборудование позволяет достигать высокой
рентабельности и автоматизации печатного процесса. Данная машина посволяет
оказывать более качественные и разнообразные полиграфические услуги благодаря
различным решениям «отделки в линию».
·
Офсетная
печатная машина roland 505 LV
Данная офсетная печатная машина оптимально
сочетает высокую производительность и эффективность. Скорость печати этого
офсетного оборудования достигает 18000 оттисков в час.
·
Четырехкрасочная
машина для офсетной листовой печати Heidelberg SpeedMaster 102-4 P
Листовые печатные машины Heidelberg
SpeedMaster SM 102 — одни из самых надежных и передовых в мире. Пульт
управления СР 2000 является наиболее современной системой управления печатными
машинами в полиграфической отрасли.
·
Четырехкрасочная
печатная машина Sakurai Oliver 472ED II
Офсетные печатные машины OLIVER японской фирмы
SAKURAI обеспечивают превосходное качество печати и при микропечати, и при
печати больших фоновых полей (плашек). Машины SAKURAI OLIVER имеют линейное
секционное построение и обладают предельной конструкционной жесткостью за счет
цельнолитой станины.
3. Печатное оборудование для
цифровой печати.
·
Печатная
машина HP Indigo press 3500
Предлагаем печать на высококачественном
оборудование для цифровой печати HP Indigo press 3500. HP Indigo press 3500 —
является цифровой офсетной машиной второго поколения,
предназначенной для печати самых различных тиражей продукции красочностью до
7+7. Производительность данной печатной машины позволяет достигать до 2000
оттисков формата А3+ (4+0) в час.
·
Цифровая
полноцветная печатная машина Xerox DocuColor 8000
Обладая скоростью печати — 80 страниц
формата А4 в минуту, Цифровая полноцветная печатная машина призвана заполнить
нишу производительности и функциональности между DocuColor 6060 и Xerox iGen3.
4. Послепечатное
оборудование
·
Листоподборочное
оборудование. Листоподборка MKW RAPID
Для изготовления многостраничной
продукции: каталогов, книг, брошюр, журналов и т.д. требуется подбор комплектов
из отпечатанных листов в строго определенной последовательности. Далее уже
следует этап скрепления разложенной по комплектам продукции.
·
Модуль боковой подрезки и разрезки двойников MKW T20
Мобильный модуль подрезки боковых кромок и
разрезки двойников, тройников подключаемый в линию к модулю шитья и
фальцовки MKW SFT. Модуль имеет собственный пульт управления, быстро и точно
синхронизируется с другими частями машины и позволяет значительно расширить
возможности оборудования.
·
Вырубка, биговка, перфорация, конгревное тиснение.
Штанцевальная
машина Yawa MW1050Y предназначена для высококачественной вырубки, биговки,
перфорации и конгревного тиснения. Стабильно работает с широким спектром материалов:
картоном до 1.5 мм, гофрокартоном профилей Е и В (толщиной до 3 мм), кашированным
картоном и т.д.
·
Автоматическая кашировальная машина SBL ST 1600
Кашировальная машина способна выполнять
заранее запечатанные листы бумаги к лайнеру, в качестве которого выступает
картон или гофрокартон. SBL ST — 1600, как правило, используется в типографиях
для изготовления красочной и прочной упаковки, а также POS-материалов на основе
картона или гофрокартона.
·
Машина для бесшвейного скрепления Horizont BQ 460
Данное оборудование предназначено для
скрепления листовой продукции с использованием термоклеея. Применяется при
изготовлении книг, журналов, брошюр, каталогов, альбомов и т.д. средних тиражей
печатной продукции.
Фальцевально-склеивающая
машина BOXMASTER 650PC
Автоматическая фальцевально-склеивающая
машина BoxMaster PRO 650РС предназначена для зготовления стандартных коробок с
одной линией склейки, складных коробок с двойными стенками и коробок с быстро
складывающимся дном или донным самозатвором.
Вопросы
для проверки:
1.
Перечислите
преимущества и достоинства технологии CTP;
2.
Назовите,
что в процессе позволяет цифровая цветопроба;
3.
Назовите,
что требуется для изготовления многостраничной продукции;
4.
Назовите, что способна выполнять кашировальная машина;
5.
Назовите,
для чего предназначен промышленный рулонный ламинатор.
Лекция
№ 19 Раздел 2. Полиграфическое оборудование
Тема
занятия: Классификация
типографских печатных машин, особенности строение печатного аппарата
Рассматриваемые вопросы:
1. Основные устройства печатных машин;
2. Классификация типографских печатных машин;
3. Печатное
устройство машин;
4. Подготовка машины к печатанию
тиража.
Печатные машины
Любая печатная машина обеспечивает:
1. нанесение краски на печатную форму
2. подачу запечатываемого материала в зону печатания и
выравнивание его
3. создание контакта (т.е. давления) в печатной паре
4. отделение оттиска от формы (или от декеля)
5. вывод оттиска из зоны печатания для наложения
последующих красок или непосредственно в приемное устройство
6. приемка готовых оттисков (укладывание листов в
стопу или смотка рулона)
Основные устройства печатных машин (т.е.
практическая каждая печатная машина имеет эти вещи):
1. бумагопитающее устройство
2. бумагопроводящая система
3. приемно-выводное устройство
4. печатная секция (красочный аппарат, печатный
аппарат, увлажняющий аппарат)
5. а также доп.устройства (сушильное и другие
устройства, и фальцевальный аппарат).
Классификация типографских печатных машин,
особенности строения печатного аппарата
Четкой классификации нет, т.к. печатные машины можно
классифицировать по различным признакам:
1. По виду применяемой (используемой)
бумаги:
— листовые
— рулонные
2. По геометрической форме рабочих органов
печатного устройства:
— тигельные
— плоскопечатные
— ротационные (офсетная
— разновидность ротационной)
Тигельные и плоскопечатные обычно используют только
листовую бумагу, ротационные могут печатать как на листовой, так и на рулонной.
3. По числу красок, которые могут быть
отпечатаны на бумаге за один рабочий цикл:
— однокрасочные
— двухкрасочные
— многокрасочные
4. По возможности запечатывать одну или
обе стороны бумаги ротационные печатные машины бывают:
— односторонние
— двусторонние
— комбинированные (можно
перестраивать на печатание с одной или двух сторон)
5. По виду (способа) печати:
— плоской печати
— высокой печати
— глубокой печати
6. По виду (выпускаемой) печатаемой
продукции печатные машины бывают:
— газетные
— книжные
— универсальные
— и т.д. (специализированные:машины для
печати этикеток, упаковки, печати на картоне и т.п.)
7. По максимальному формату оттиска (по
максимальному запечатываемому формату бумаги) печатные машины бывают:
— малого формата (до 54 х 75 см)
— среднего формата (до 70 х 92 см)
— большого формата (до 84 х 108 см)
Ротационные листовые машины имеют
производительность порядка от 5 000 до 30 000 оттисков в час (обозначается:
отт/ч).
Скорость печатания рулонных печатных машин выражается
скоростью движения бумажной ленты во время ее контакта с печатной формой или резинотканевым
полотном. Средняя величина лежит в пределах – от 3 до 15 метров в секунду
(м/с)



Схемы печатного устройства печатной
машины: а — тигельной; 6 — плоскопечатной; в — ротационной;
1 — форма; 2 — талер; 2′ — формвый
цилиндр; 3 — тигель; 3′ — печатный цилиндр; 4 — бумага
Печатное
устройство машин. Печатное устройство машин бывает
различным по конструкции, как правило, состоит из основания, на котором
размещается печатная форма, из опоры для запечатываемого материала и создания
контакта его с печатной формой. В зависимости от геометрической формы
основания и опоры печатные устройства бывают: тигельные, плоскопечатные и
ротационные. Печатная пара – это пара поверхностей, между
которыми проходит бумага. В данном случае печатная пара – это формный и
офсетный цилиндры (в предыдущем случае печатная пара: формный и печатный цилиндр).
Красочный
аппарат. Задача красочного аппарата – взять краску из
красочного ящика, раскатать ее равномерным очень тонким слоем и равномерно
аккуратно нанести на поверхность печатающих элементов печатной формы.
Подготовка
машины к печатанию тиража
Печатание тиража состоит из следующих групп операций:
1.
Подготовка бумаги (акклиматизация)
2.
Подготовка краски
3.
Подготовка печатных устройств
4.
Подготовка красочных и увлажняющих аппаратов
5.
Подготовка бумагопитающего и приемно-выводного устройств
6.
Приводка
7.
Подготовка противоотмарочных, сушильных, контрольно-регулирующих и др.
устройств.
Вопросы
для проверки:
1. Перечислите, что
обеспечивает любая печатная машина;
2. Назовите, что представляет
собой листовое устройство подачи бумаги;
3. Назовите, на чем
размещается печатная форма в печатном устройстве печатной машины;
4. Назовите, что такое талер;
5. Назовите, что такое
печатная пара;
6. Назовите, что такое декель.
Лекция
№ 20 Раздел 2. Полиграфическое оборудование
Тема
занятия: Классификация
печатных машин
Рассматриваемые вопросы:
1.Основные устройства печатных машин;
2. Классификация печатных машин;
3. Основные узлы и
механизмы листовых офсетных печатных машин;
Классификация печатных
машин
Основной признак
отличия печатных машин — это технологический процесс,
выполняемый печатной машиной. Соответственно, различают машины для высокой,
плоской (офсетной), глубокой и трафаретной печати.
В любой печатной машине
обязательны следующие основные устройства:
— бумагопитающая
система, подающая бумагу в печатный аппарат (наклад, самонаклад, рулонная
размотка);
— красочный аппарат,
наносящий краску на печатную форму;
— печатный аппарат,
прижимающий бумагу к печатной форме, в результате чего и получается оттиск
— бумаговыводное
устройство, принимающее оттиск из печатного аппарата и выводящее его на
приемку, иногда с предварительной обработкой — лакированием, сушкой, разрезкой,
фальцовкой и пр.
Печатные машины обычно
классифицируют:
— по формату:
малоформатные (до 500 х 700 мм), среднего формата (500 х 700 мм), полного формата
(до 740 х 1050 мм) и большеформатные (более 740 х 1050 мм);
— по подаче листа в
печатный аппарат: по широкой или узкой стороне;
Первые — более высокого
класса, для высококачественной печати. При подаче листа по узкой (длинной)
стороне после увлажнения и прохождения первого печатного аппарата абсолютные величины
линейной деформации больше (пропорционально длине листа), что сильно влияет на
совмещение красок при многокрасочной печати. Единственное преимущество этих
машин — малая ширина и общая компактность самих машин. Машины с подачей листа
по узкой стороне, как правило, применяют в оперативной однокрасочной печати;
— по красочности:
однокрасочные, двухкрасочные и многокрасочные.
— по назначению:
универсальные печатные машины для печати на бумаге и картоне, машины для печати
на любом картоне, для печати на жести, для печати ценных бумаг;
— по самонакладу:
с фрикционной подачей листа, с полистной подачей листа захватами, с каскадной
вакуумной (пневматической) подачей листов.
— по возможностям
печатания: односторонняя и двухсторонняя печать.
— по производительности:
с низкой скоростью печатания (до 7000 листов/час), высокоскоростные (от 15 000
до 18 200 листов/час) и со средней скоростью печатания (данные на 1999 г.);
— пo весу машины:
тяжелого и легкого типа. Печатные машины тяжелого типа более устойчивы, меньше
подвержены действию вибраций, стабильные в работе, а это факторы, определяющие
качество печатной продукции. Машины легкого типа менее требовательны к
фундаменту и перекрытиям помещения. Они также легко перевозятся и поднимаются
по этажам здания;
— пo структуре
печатного аппарата: секционное (линейное, трехцилиндровое) и
сателлитное построение, планетарное построение: пяти, семи, девяти и т. д.
цилиндровое, «резина к резине»;
— пo качеству печатания:
для оперативной или качественной однокрасочной печати, для высококачественной
многокрасочной печати в один прогон;
— пo уровню
автоматизации: примитивные, посредственные, традиционные, автоматизированные,
высокоавтоматизированные с цифровым программным управлением;
— пo возможностям
агрегатирования машины: машина может работать в
линии с лаковой секцией или лаковым модулем, сушильным модулем или удлиненной
сушкой, имеет впечатывающие или нумерационные модули, может работать в линии с
высечной секцией.
Основные узлы и
механизмы листовых офсетных печатных машин

Печатный
аппарат — основной и определяющий узел печатной машины, состоящий из красочных
и увлажняющих систем, печатного цилиндра, формных и офсетных цилиндров. Он
также имеет вспомогательные устройства, подводящие и убирающие запечатываемый
материал. Иногда некоторые из составных узлов могут отсутствовать или совмещать
выполнение нескольких функций, например, для офсетных машин, сконструированных
для печатания по технологии «резина к резине» печатный цилиндр
отсутствует и его функции выполняет офсетный цилиндр второго печатного
аппарата. Но во всех печатных аппаратах листовой офсетной печатной машины
всегда присутствуют один или несколько красочных и увлажняющих аппаратов и
формный цилиндр.
Формный
цилиндр — именно на нем укрепляется печатная форма — офсетная, фотополимерная,
стереотипная и пр. Печатный цилиндр — как правило, захватывает запечатываемый
материал (при листовой печати) и служит опорой для создания давления и
закрепления запечатываемого материала в процессе печатания. Давление необходимо
для перехода краски в процессе печатания с формы или промежуточного звена на
материал. Офсетный цилиндр — составная часть печатного аппарата листовой
офсетной печатной машины. На нем устанавливается офсетная резинотканевая
пластина.
Вопросы
для проверки:
1. Назовите
основной признак отличия печатных машин;
2. Перечислите
основные устройства любой печатной машины;
3. Назовите основные
узлы и механизмы листовых офсетных печатных машин;
4. Назовите
из чего состоит печатный аппарат;
5. Назовите, где укрепляется
печатная форма.
Лекция
№ 21 Раздел 2. Полиграфическое оборудование
Тема
занятия: Основные
узлы и механизмы листовых офсетных печатных машин
Рассматриваемые вопросы:
1.Печатный аппарат;
2. Формный цилиндр;
3. Офсетный цилиндр;
4. Красочный
аппарат;
5. Увлажняющий аппарат.
Основные
узлы и механизмы листовых офсетных печатных машин.
Печатный аппарат — основной и определяющий узел печатной машины, состоящий
из красочных и увлажняющих систем, печатного цилиндра, формных и офсетных
цилиндров. Он также имеет вспомогательные устройства, подводящие и убирающие
(отводящие) запечатываемый материал. В зависимости от конструкции машины
некоторые из составных узлов могут отсутствовать или совмещать выполнение
нескольких функций, например, для офсетных машин, сконструированных для
печатания по технологии «резина к резине», печатный цилиндр отсутствует и его
функции выполняет офсетный цилиндр второго печатного аппарата. Во всех печатных
аппаратах офсетных печатных машин всегда присутствует один или несколько
красочных и увлажняющих аппаратов и формный цилиндр
Листовая офсетная печатная машина с печатным аппаратом
«резина к резине», работающая по схеме

Построение печатного аппарата машины по схеме
«резина к резине»
1 Офсетные цилиндры
2 Формные цилиндры
3 Увлажняющие аппараты
4 Красочные аппараты
5 Запечатываемый материал
Формный цилиндр — один из цилиндров печатного аппарата ротационной
печатной (листовой или рулонной) машины, на котором укрепляется печатная
форма — офсетная, фотополимерная, стереотипная и пр. (в печатных машинах
глубокой ротационной печати пробельные и печатающие элементы изготавливают
(травлением, гравированием) непосредственно на поверхности формного цилиндра.)
Печатный цилиндр — это цилиндр в ротационной печатной машине или
плоскопечатной, который, как правило, захватывает запечатываемый материал (при
листовой печати) и служит в качестве базовой плоскости (опорой) для создания
давления и закрепления запечатываемого материала в процессе печатания. Давление
необходимо для перехода краски в процессе печатания с формы или промежуточного
звена на материал.
Офсетный цилиндр — составная часть печатного аппарата листовых и
рулонных офсетных печатных машин. На офсетном цилиндре устанавливается офсетная
резинотканевая пластина; в рулонных печатных машинах для печатания «резина к
резине» офсетный цилиндр одновременно выполняет функции печатного цилиндра для
печатного аппарата второй краски. Такую конструкцию печатной секции машины
называют «с четырехцилиндровым построением».
Красочный аппарат — узел печатной машины, служащий для передачи краски
из красочного ящика в печатный аппарат, подготовки (раската) и нанесения на
печатную форму. Красочный аппарат состоит из красочного ящика (кипсейки),
дукторного вала, системы обрезиненных валиков и металлических цилиндров
различного диаметра, накатных валиков, а дополнительно может содержать валики-наездники
и мостовой валик.
Красочные аппараты могут иметь самые разнообразные схемы
построения. Трудно определить однозначно, какая из них лучше, если не указано
назначение печатной машины, в которой эти красочные аппараты применяются.
Красочные аппараты, построенные по схеме «L», высоко реактивны и используются в
скоростных печатных машинах — как правило, в рулонных, хотя некоторые
фирмы используют их и в листовых. Единственная слабая сторона этой схемы —
это более низкая аккумуляционная способность красочного аппарата. Если
необходимо накатать за один оборот формного цилиндра большое количество краски
на печатную форму, то возникают проблемы с равномерностью наката краски в
начале и в конце формы. Общий принцип таков: чем больше количество валиков и
цилиндров и чем больше разнообразие их диаметров, тем больше аккумуляционная и
раскатная способность красочного аппарата. Количество накатных валиков
определяет равномерность наката краски на печатающие элементы формы при
достаточной аккумуляционной способности самого аппарата. Эти два свойства
красочного аппарата хорошо себя проявляют в равномерности наката краски при печатании
больших по площади плашек. Максимальное количество накатных валиков, которые
встречал автор, — это пять, если считать и накатной валик, который
накатывает одновременно и краску, и увлажняющий раствор, как показано на схеме.
Увлажняющий аппарат — узел печатной машины, служащий для смачивания
увлажняющим раствором пробельных элементов печатной формы при печатании
способом плоской печати. Схем построения увлажняющих аппаратов великое
множество. Это и контактные и бесконтактные аппараты, с разным покрытием
валиков и цилиндров.
Вопросы
для проверки:
1. Перечислите
основные устройства любой печатной машины;
2. Назовите основные
узлы и механизмы листовых офсетных печатных машин;
3. Назовите,
из чего состоит печатный аппарат;
4. Назовите,
из чего состоит офсетный цилиндр;
5. Назовите,
из чего состоит увлажняющий аппарат.
Лекция
№ 22 Раздел 2. Полиграфическое оборудование
Тема
занятия: Оборудование
оперативной печати
Рассматриваемые вопросы:
1.Оперативная полиграфия методом цифровой печати;
2. Основные преимущества
цифровой печати;
3. Оперативная
полиграфия на ризографе;
4. Преимущества
тиражирования на ризографе;
5. Оперативная
полиграфия и офсетная печать.
Оперативная
полиграфия — одно из важных направлений в любой рекламной кампании.
Некоторые тиражи полиграфической продукции мы можем изготовить прямо при вашем
присутствии. Как правило, это оперативная полиграфия методом цифровой печати.
Большие тиражи производятся методом офсетной печати. На печать стандартной
офсетную полиграфическую продукцию у нас максимально сжатые сроки — от одного
дня до трех суток.
Оперативная
полиграфия методом цифровой печати
Цифровая печать —
современное решение в такой области как оперативная полиграфия, позволяющее с
высокой оперативностью реализовать любые идеи в области рекламной и деловой
полиграфии. Если Вам нужно срочно изготовить рекламную продукцию небольшим
тиражом, например, изготовить листовки, буклеты, календари или напечатать
визитки, то оперативная полиграфия методом цифровой печати в таком случае
является оптимальным решением. Цифровая печать наиболее эффективна при
изготовлении малых тиражей, которые экономически и технически трудно выполнимы
на офсетном оборудовании, так как при уменьшении тиража, в отличие от офсетного
способа печати, стоимость единицы продукции практически не возрастает.
Цифровая печать
осуществляется непосредственно из файла, не требуя вывода цветоделенных пленок,
что позволяет печатать не только из традиционных программ верстки, но и из
любых других, относящихся к офисным (Word, PowerPoint, Exel и пр.). Из-за
отсутствия предпечатных операций, приладки, необходимости изготавливать
печатные формы, стоимость оттиска на цифровой печатной машине незначительно
зависит от количества копий в тираже. Поэтому при выполнении заказа методом
цифровой печати минимальный тираж — 1 экземпляр.
Оперативная
полиграфия, выполненная методом цифровой печати выгодна также при печати
полиграфической продукции с нумерацией. Перед тем, как печатать заказ,
существует возможность распечатать пробный вариант, чего нельзя сделать при
офсетном методе печати. Распечатав пробный вариант цифровым методом печати, Вы
можете внести сразу изменения до начала выполнения заказа.
Основные
преимущества цифровой печати:
·
Высокая оперативность
·
Низкая стоимость при малых тиражах
·
Возможность внесения изменений и корректировки цвета после
пробного листа печати
·
Печать переменных данных, персонализированная печать, печать по
требованию
·
Высокое качество
·
Возможна печать на матовых или глянцевых мелованных бумагах,
текстурных и дизайнерских художественных бумагах, самоклеящейся бумаге, прозрачных
пленках.
·
Печать производится с одной или с двух сторон.
Оперативная
полиграфия — удобная услуга, когда вы можете заказать срочную печать визиток,
бланков, буклетов, брошюр, календарей, приглашений, конвертов и множества
других наименований печатной продукции тиражом от 1 экземпляра в течение
нескольких часов, а иногда прямо при Вас.
Комплекс послепечатного
оборудования для резки, ламинации, фальцовки, переплета, листоподбора, вырубки,
скругление углов, брошюровки, навивки, тиснения, позволяет производить разнообразные
виды продукции:
·
Рекламная оперативная полиграфия – каталоги, листовки, буклеты,
плакаты, постеры, проспекты, бирки, ценники, дисконтные карты, этикетки
·
Деловая оперативная полиграфия – визитки, бланки, конверты,
папки, обложки, кубарики, блокноты, брошюры, отчеты, дипломы, дипломные проекты
·
Имиджевая оперативная полиграфия – открытки, календари
настенные, календари-домики, квартальные календари, приглашения на свадьбу, на
день рождения, на юбилей, презентации
Оперативная
полиграфия на ризографе
Тиражирование на
ризографе – способ печати, который является наиболее быстрым и дешевым
для получения большего кол-ва отпечатков.
Преимущества
тиражирования на ризографе:
·
Низкая стоимость отпечатка.
·
Действительно низкая стоимость копии позволяет серьёзно
экономить на печати.
·
Оперативность исполнения заказа.
·
Высокая скорость печати (до 130 копий в минуту) позволяет
выполнить даже большой заказ в день обращения.
·
Доступное по цене качество печати.
·
Разрешение печати 400 точек на дюйм позволяет качественно
воспроизводить мелкий шрифт и несложную графику.
Оперативная
полиграфия и офсетная печать — совмещаем несовместимое
Офсетная печать
используется при изготовлении больших тиражей, в случае печати специальными красками,
а также для печати на специальных сортах бумаги. С помощью офсетной печати
возможно изготовление практически любой офисной полиграфической продукции.
Офсетная печать — классический и наиболее экономный способ печати как
полноцветной, так и одно- двух- красочной продукции. При офсетном способе
печатания краска с печатной формы передаётся под давлением на промежуточную
эластичную поверхность резинового полотна, а с неё на бумагу или другой
печатный материал. В офсетной полиграфии чем больше тираж, тем меньше стоимость
оттиска. Это связано с особенностями технологии производства, поскольку
оборудование рассчитано на определенный минимальный объем печати. Продукция,
изготовленная офсетным способом, отличается высочайшим качеством при
относительно невысокой стоимости. Современный офсетный печатный процесс переведен
в область цифровых решений. Многие операции, на которые ещё недавно у печатника
уходила уйма времени, сегодня автоматизированы.
Преимущества
офсетной печати:
·
Высочайшее качество воспроизведения оригинала
·
Большие тиражи за короткие сроки
·
Чем выше тираж, тем выгоднее становится печать
При офсетной печати
требуется допечатная обработка (цветоделение, цветопроба, создание форм, печать
форм, подготовка пресса, цветобалансировка).
Профессиональная
послепечатная обработка тиража дополняет качество печати и делает печатное
издание законченным продуктом. Каждый заказчик заинтересован в том, чтобы его
полиграфическая продукция выглядела как можно привлекательней. Для некоторых
эксклюзивность и изысканность важна настолько, что это условие является
решающим при выборе типографии. Наше послепечатное оборудование позволяет
производить практически любые финишные операции: резка, ламинирование,
фольгирование, сверление, скругление уголков, установка люверсов, ригеля,
сборка на металлическую и пластиковую пружину, биговка, брошюровка на скрепку,
нумерация.
Вопросы
для проверки:
1. Назовите, что представляет
собой цифровая печать;
2. Перечислите основные
преимущества цифровой печати;
3. назовите, что относится к
деловой оперативной печати;
4. назовите, что относится к
имиджевой оперативной печати;
5. назовите, что представляет
собой тиражирование на ризографе;
6. перечислите основные
преимущества тиражирования на ризографе.
Лекция
№ 23 Раздел 2. Полиграфическое оборудование
Тема занятия:
Цифровые
печатные машины
Рассматриваемые вопросы:
1.Цифровая печать;
2. Виды цифровой печати;
3. Применение цифровых
печатных машин;
4. Производители цифровых
машин;
5. Преимущества цифровых машин
Цифровая печатная машина
Цифровая печать –
способ переноса изображения на материал посредством использования
компьютеризированного оборудования. Используются специальные цифровые машины,
которые печатают из электронных файлов. Краски наносятся напрямую, без трафаретов
или форм.
Виды цифровой печати
Цифровую печать можно разделить на 3 основных типа:
1. Листовая. Лазерный бесконтактный способ передачи текста и рисунка.
Оптимально подходит для производства материалов в большом количестве.
Применяется дорогостоящая цифровая лазерная техника. Характеризируется высокой
скоростью работы и возможностью изготавливать крупные партии продукции в
короткие сроки.
2. Широкоформатная (рулонная). Подходит для производства изделий большого формата,
в основном – для печати носителей наружной рекламы. Полотно может достигать
размера около 5 м, а длина его вообще не ограничена. Используется принцип
струйной печати. В качестве материала может выступать бумага, сетка, текстиль,
баннерная ткань. Чернила проникают глубоко в поверхность материала. Изображение
очень стойкое, долговечное, не выгорает и не повреждается после механического
воздействия.
3. Фотопечать. Перенос рисунка струйным методом. Изображение получается
очень качественным. Такая печать довольно медленная, но это компенсируется
яркостью цвета и четкостью контуров. Изображение довольно устойчиво к внешним
воздействиям.
Виды цифровых печатных машин
В большом количестве разнообразного цифрового полиграфического оборудования можно выделить два основных его
типа:
1. Лазерные. Печатают порошковым тонером. Он закрепляется на
поверхности бумаги благодаря воздействию высоких температур.
2. Струйные. Печать производится чернилами. Такой процесс переноса
изображения немного дороже, а обслуживание машин должно быть качественным.
Производители цифровых машин
Существуют множество производителей цифровых печатных
машин. Среди них можно выделить наиболее известные компании:
— HP;
— Хеrох;
— Canon;
— Eastman;
— Kodak;
— •Konica;
— Xeikon;
— Océ и т.д.
Преимущества
Цифровая печатная машина обладает множеством преимуществ,
благодаря чему данный способ переноса изображения качественно отличается от
других. Среди плюсов такой техники можно выделить:
—
не нанимает много места;
—
экономит электроэнергию;
—
проста в использовании и
управлении;
—
не высокие затраты
производства, особенно при малом тиражировании;
—
отсутствуют затраты на
допечатную подготовку;
—
большая скорость печати;
—
возможность изменять данные
на каждом отдельном экземпляре продукции;
—
рисунок яркий и четкий;
—
контуры изображения не
размыты;
—
возможность создавать пробные
образцы;
—
краска стойкая и долговечная.
Материалы на которых
печатают цифровые печатные машины
Цифровые печатные машины работают с различными
материалами. Это может быть не только обычная или фотобумага, а и пленка,
пластик. Сложно работать с фактурными поверхностями, так как на них качество
рисунка значительно снижается. Невозможно работать с толстым картоном или слишком
тонкой бумагой, например, газетной.
Принципы печати
Оборудование для цифровой печати работает совсем не так,
как машины офсетного или трафаретного способа передачи изображения. Благодаря
полностью компьютеризированному процессу работу (не считая подачу бумаги)
продукция производится быстрее и проще. Есть большие функциональные возможности
управления цветом, а также спектр дополнительных операций. Многие виды
оборудования оснащены дополнительными элементами, что позволяет сразу же
производить послепечатную обработку. Весь процесс печати контролируется компьютером,
что более надежно.
Несмотря на то, что цифровая печать имеет огромное
количество преимуществ, лучше пользоваться этим методом при изготовлении
продукции небольших и средних размеров. Но если нужно перейти от одного типа
работы сразу же к другому, то сделать это можно быстро и без проблем. Не
придется даже перенастраивать оборудование.
Технические характеристики
Конечно, все цифровые печатные машины различаются между
собой, поскольку каждый производитель оснащает их разными функциями, наделяет
меньшей или большей мощностью и т.п. Но большинство технических характеристик
можно выделить условно по общепринятым правилам:
—
скорость печати одной копии –
от 5 до 8 сек;
—
масштабирование – 25-400%;
—
память копира – от 100 до
1500 Мб;
—
плотность используемого
материала – от 60 до 260 г/м 2;
—
емкость лотков, подающих
бумагу – от 1000 до 5000 листов;
—
время разогрева от 100 до 700
сек.
Вопросы
для проверки:
1. Перечислите виды цифровой печати;
2. Назовите где применяются
цифровые печатные машины;
3. Назовите
основных производителей цифровых машин;
4. Перечислите преимущества
и недостатки цифровых машин.
Лекция
№ 24 Раздел 2. Полиграфическое оборудование
Тема
занятия: Подготовка
машины к печатанию тиража
Рассматриваемые вопросы:
1.Подготовка печатных материалов;
2. Акклиматизация бумаги
3. Входной контроль бумаги;
4. Технологическая схема подготовки печатного процесса;
Общая технико-технологическая схема
подготовки печатных машин к печатанию тиража
Многие технологические операции, которые необходимо
провести до начала печатания тиража, идентичны в различных способах печатания.
Во-первых, это подготовка печатных материалов. Для
любого способа печати необходимо подготовить бумагу. В современных условиях рынка
листовую бумагу заказывают нужного сорта, печатно-технических свойств, а также
соответствующего формата, поэтому на полиграфическом предприятии при подготовке
бумаги к печати необходимо провести акклиматизацию или в специальных
акклиматизационных камерах, или выдерживанием бумаги в цеховых условиях не
менее 24 часов до равновесной влажности и температуры. Акклиматизация бумаги
необходима для устранения внутренних неравномерностей влажности в стопе бумаги.
Равномерность влажности и температуры обеспечит одинаковые начальные условия
для различных тиражей и во многом уменьшит опасность неприводки в процессе
печатания, особенно несовмещение красок при многокрасочной печати.
Следует отметить, что, если поставщик бумаги
обеспечивает герметичную упаковку, то такая бумага может быть отправлена в
печать сразу же после снятия упаковки. Иногда бумагу следует разрезать на
части, подрезать по формату для конкретной печатной машины с выверкой «верного
угла», что является одним из условий точной приводки при печати разрезки и
правильной фальцовки.
Что касается рулонной бумаги, то она также должна
пройти акклиматизацию. Рулонную бумагу освобождают от упаковки (амбалажа) и
проводят внешний осмотр, выявляя отсутствие побитостей, нецилиндричности формы,
правильности намотки, отсутствия грязи и т.д.
Входной контроль бумаги до недавнего времени
производился всеми полиграфическими предприятиями страны, но в последнее время
в основном не производится. Поставщики бумаги гарантируют её соответствие
техническим условиям и ГОСТом.
Печатные краски в настоящее время также поставляются
готовыми к использованию и требуют только суточной акклиматизации в условиях
цеха. Следует отметить, что многие современные печатные машины поэтому имеют
термостатические красочные аппараты, поддерживающие начальную стабильную
температуру краски. При заказе краски важно учитывать для какого способа
печати, печатного оборудования, сорта бумаги и вида работ она предназначена.
Входной контроль красок проводится чаще, чем бумаг, особенно если переходят на
новые сорта. В первую очередь оцениваются свойства, предопределяющие
взаимодействие краски с бумагой, а именно: степень перетира, липкость,
вязкость, скорость и способ закрепления, склонность к пылению, коэффициент
краскопереноса и т.д. Оптимальным является проверка печатно-технических свойств
красок и бумаг на пробопечатных станках в стандартных условиях и режимах.
Иногда требуется корректировка печатно-технических свойств красок с помощью
сиккативов, мягчительных паст и паст уменьшающих липкость красок, веществ,
корректирующих вязкость и пылимость красок и т.п.
В контактных способах печатания необходимым условием
является наличие печатной формы, поэтому необходима установка печатной формы в
машину. Она может устанавливаться вручную и автоматически. Некоторые
современные офсетные печатные машины имеют устройства автоматической смены и
правильного расположения формных пластин (система Autoplate). Также следует
отметить, что офсетная печатная форма может изготавливаться непосредственно в
печатной машине – данную функцию реализует технология DI (Direct Imaging).
Подготовка бумагоподающей системы (самонакладов для листовых или
бумагопроводящей системы для рулонных печатных машин) также нужна в разных
способах печатания. Установка формы и настройка подачи бумаги должны быть
проведены так, чтобы обеспечить правильное расположение всех печатных элементов
относительно друг друга и краев бумаги, т.е. приводку. На многокрасочных
машинах в первой секции обеспечивается приводка «по листу», а в остальных –
совмещение красок (при совмещении приводочных крестов после нанесения всех
красок кресты должны быть чёрными).
В процессе подготовки печатного аппарата производится
установка декеля и регулировка давления во всех зонах печатного контакта.
Именно регулировку давления называют приправкой или приладкой.
Учитывая вышесказанное, обобщённая технологическая
схема подготовки печатного процесса состоит из следующих операций:
— подготовка
бумаги; подготовка краски;
— смена
печатной формы с предварительной приводкой;
— подготовка
печатного аппарата.
— приправка
или приладка (регулировка давления);
— зарядка и
настройка бумагоподающей и бумагопроводящей систем;
— настройка
увлажняющего и красочного аппаратов;
— пробная
печать и окончательная регулировка всех систем;
— подпись к
печати (создание эталонного оттиска);
— настройка
систем автоматического контроля и регулирования печатного процесса;
— печать тиража.
Каждый способ печати и вид печатного оборудования
вносит свои коррективы в эту схему, особенно в конкретное выполнение каждой
операции.
Вопросы
для проверки:
1. Охарактеризуйте этап
подготовки печатных материалов;
2. Расскажите, как происходит
акклиматизация бумаги и для чего она необходима;
3. Назовите, что является
необходимым условием в контактных способах печати;
4. Назовите, что называют
регулировкой давления;
5. Назовите, что создается на
этапе подписи к печати.
Лекция
№ 25 Раздел 2. Полиграфическое оборудование
Тема
занятия: Технологическая
подготовка изданий к производству
Рассматриваемые вопросы:
1.Этапы подготовки изданий к производству;
2.Характеристика продукции;
3. Техническая характеристика печатного оборудования;
4. Схема технологического маршрута подготовки заказа к
печати в печатном отделении.
Проектирование комплексного технологического процесса изготовления
издания начинается с выбора способа печати и печатного оборудования.
На первом этапе технолог составляет таблицу
характеристики продукции.
Таблица
1 – Характеристика продукции
|
№ п/п |
Характеристика издания |
Значения |
||||
|
1 |
Вид |
буклет |
||||
|
2 |
Периодичность |
2 |
||||
|
3 |
Формат |
60х90/4 |
||||
|
4 |
Объем |
4 |
||||
|
5 |
Тираж |
1 |
3 |
5 |
10 |
20 |
|
6 |
Красочность |
2+0 |
||||
|
7 |
Группа |
2 |
На сегодняшний день наряду с традиционными видами высокой
и глубокой печати доминирующее положение сейчас занимает способ офсетной
печати. Офсетная печатная техника в последние годы развивалась наиболее
быстрыми темпами. Наряду с давно известными факторами офсетной печати, такими
как, универсальность, воспроизведение текста и иллюстраций любой сложности,
экономичность, возможность быстрого перехода на разные форматы заказов и толщину
запечатываемого материала и т.д. В последнее время получили развитие такие
направления:
— развитие
допечатных технологий, позволяющих получение фотоформ высокого качества и в
короткие сроки, что повышает производительность труда, освобождает
производственные площади, улучшает условия труда рабочих, повышает их
интеллектуальный уровень, значительно влияет на качество производимой продукции;
— автоматизация
печатных процессов, управление машиной с одного пульта управления.
— сокращение
занимаемых оборудованием площадей, что уменьшает хозяйственные расходы за
аренду помещений, предназначенных для размещения производственных цехов;
— повышение
комфортности условий работы на оборудовании.
Второй этап работы технолога при оформлении
технологической карты заказа – это техническая характеристика печатного
оборудования.
Таблица
2 – Техническая характеристика печатного оборудования
|
№ п/п |
Показатели |
Значения |
||||
|
1 |
Марка |
Hamada |
||||
|
2 |
Формат, |
210*297 |
||||
|
3 |
Красочность |
2+0 |
||||
|
4 |
Эксплуатационная |
10000 |
10000 |
10000 |
10000 |
10000 |
|
5 |
Мощность |
7.5 |
||||
|
6 |
Стоимость, |
1 |
||||
|
7 |
Среднегодовое |
|||||
|
8 |
Норматив |
4,5 |
||||
|
9 |
Норма |
0,3 |
||||
|
10 |
Норма |
0,3 |
0,19 |
0,16 |
0,12 |
0,1 |
Схема технологического маршрута подготовки
заказа к печати в печатном отделении показана на рисунке 1.1.

Рисунок
– 1.1 Технологическая схема изготовления продукции
Вопросы
для проверки:
1. Назовите, с выбора чего
начинается проектирование комплексного технологического процесса изготовления
издания;
2. Назовите, что составляет
технолог на первом этапе;
3. Назовите второй этап работы
технолога при оформлении технологической карты заказа;
4. Охарактеризуйте этап
контроля качества продукции;
5. Охарактеризуйте этап
подготовки краски;
6. Охарактеризуйте этап
приправки.
Лекция
№ 26 Раздел 2. Полиграфическое оборудование
Тема
занятия: Себестоимость
издательской продукции (работ, услуг)
Рассматриваемые вопросы:
1. Себестоимость издательской продукции;
2. Виды себестоимости;
3. Отчетная калькуляция издательской продукции.
Себестоимость издательской продукции
(работ, услуг) – это выраженные в денежной форме затраты на выпуск и
продажу издательской продукции, завершенных работ, оказанных услуг.
Как правило издательства рассчитывают
следующие виды себестоимости:
— производственную (общеиздательскую) себестоимость,
включающую расходы на издательскую подготовку и полиграфические работы,
— полную себестоимость – включающую производственную
себестоимость плюс коммерческие расходы (затраты на продажу).
Затраты на выпуск издания и его продажу, включающие
только переменные расходы, образуют его неполную себестоимость.
На формирование себестоимости печатной продукции
влияют факторы, характеризующие количественную и качественную стороны
производимой продукции. К ним относятся:
— тип издания (учебник, детская литература, научно —
техническая литература и т.д.);
— характер воспроизводимого оригинала (издания
текстовые и иллюстрационные, тексто — иллюстрационные, однокрасочные и т.п.);
— формат издания и формат полосы набора;
— объем издания;
— тираж;
— характер внешнего оформления.
Уровень и структура затрат в целом и на отдельных
технологических операциях создания печатной продукции постоянно меняются.
Основой для расчета себестоимости является
тематический план выпуска продукции (изданий) и план их
художественно-графического оформления. Расчетам себестоимости выпущенной
продукции предшествуют расчеты затрат по каждой статье калькуляции.
Расходы на полиграфические работы рассчитывают исходя
из тематического плана выпуска изданий, плана их художественно-графического
оформления и договорных цен на изготовление конкретного издания.
Расходы на бумагу, картон, переплетные и другие
материалы планируют исходя из потребности в них в натуральном выражении в
соответствии с объемами изданий и нормами расходов на учетную единицу
издательской продукции. Количество бумаги планируют, как правило, в весовых
единицах (тоннах), картона — в весовых единицах (тоннах), переплетных и других
материалов — в метрических или весовых единицах.
Потребность в бумаге, картоне, переплетных и других
материалах в натуральном выражении планируют в разрезе видов изданий, их
названий или серий, по сортам и номерам бумаги.
Канцелярские, типографские, почтово-телеграфные и
телефонные расходы рассчитываются следующим образом:
— канцелярские расходы — по сложившимся фактическим
затратам с учетом предполагаемых объемов работ;
— типографские расходы для собственных нужд — исходя
из предполагаемого объема работ и договорных цен;
— телеграфные и почтовые расходы — по сложившимся
фактическим затратам с соответствующей их корректировкой на объем
выпуска;
— расходы на связь — исходя из сложившихся фактических
затрат и тарифов на оплату.
Расходы на продажу рассчитываются исходя из затрат на
рекламу и расходов на продажу продкуции в соответствии с заключенными
договорами. На основании планов реализации издательской продукции рассчитывают
затраты на упаковку, транспортировку, погрузку, разгрузку, пересылку,
экспедирование готовой продукции и т.д.
Расходы на обязательные бесплатные экземпляры
продукции определяются по расчетной (плановой) себестоимости одного экземпляра.
В процессе выпуска продукции, выполнения работ,
оказания услуг издательство составляет две калькуляции – плановую и отчетную.
Плановая калькуляция составляется на издания,
включенные в тематический план, на основе которого формируется производственная
программа. Плановая калькуляция устанавливает предельно допустимые размеры
затрат на изготовление продукции в планируемом периоде. Отчетная калькуляция
отражает фактические затраты (фактическую себестоимость выпущенной продукции)
издательства и составляется на основе фактических затрат в разрезе статей
плановой калькуляции.
Таблица 3 – Отчетная калькуляция издательской
продукции
|
№ п/п |
Статьи калькуляции |
Себестоимость продукции (руб.) |
||
|
По плану |
По факту |
|||
|
Всего выпуска |
1 000экземп. |
|||
|
1. |
Материальные |
|||
|
2. |
Авторские |
|||
|
3. |
Авторские |
|||
|
4. |
Отчисления |
|||
|
5. |
Типографские |
|||
|
6. |
Редакционные |
|||
|
7. |
Общеиздательские расходы |
|||
|
8. |
Потери |
|||
|
9. |
Производственная |
|||
|
10. |
Коммерческие |
|||
|
11. |
Полная |
Вопросы
для проверки:
1. Дайте определение себестоимости
издательской продукции (работ, услуг)
2. Назовите, виды
себестоимости;
3. Охарактеризуйте
производственную (общеиздательскую) себестоимость;
4. Охарактеризуйте полную
себестоимость;
5. Назовите, какие факторы
влияют на формирование себестоимости печатной продукции
Лекция
№ 27 Раздел 2. Полиграфическое оборудование
Тема
занятия: Сменное
планирование в печатном цехе полиграфического производства
Рассматриваемые вопросы:
1. Сменное
планирование в печатном цехе полиграфического производства;
2. Организация
оперативного управления производством на полиграфических предприятиях.
Сменное планирование в печатном цехе полиграфического
производства
Оперативно-календарное планирование (ОКП) на
полиграфическом предприятии представляет собой комплекс различных методов,
организационных форм и технико-экономических расчетов, направленных на
обеспечение слаженности и согласованности работы всех звеньев производства.
В современных условиях календарное планирование
является определяющим этапом внутрифирменного планирования. Именно календарный
план может показать не только то, что нужно достичь в результате
оперативно-производственной деятельности в конечном счете, но также и показать,
как это сделать и как должно развиваться выполнение плана во времени и пространстве.
В число основных задач оперативно-календарного
планирования входит:
— обеспечение
максимизации прибыли предприятия;
— выполнение
договорных обязательств по выпуску продукции заданных объемов и качества в
установленные сроки;
— минимизация
длительности производственного цикла;
— увеличение
использования производственных ресурсов предприятия;
— слаженность
работы всех звеньев полиграфического предприятия;
— максимальная
реализация принципов параллельности, непрерывности и ритмичности.
На этапе общезаводского (межцехового)
оперативно-календарного планирования составляется сводный оперативный или
тематический план полиграфического предприятия, который формируется путем
увязки производственной программы с плановой производительностью ведущего оборудования
цехов и участков.
Организация оперативного управления производством на
полиграфических предприятиях, специализирующихся на выпуске журнальной
продукции, имеет свои специфические особенности. Основное требование,
предъявляемое к системе оперативно-календарного планирования при изготовлении
полиграфической продукции такого рода, заключается в обеспечении жестких сроков
выпуска периодических изданий. Поэтому календарно-плановые расчеты производства
по формированию календарных планов и графиков должны быть соподчинены именно
этому требованию.
Периодический характер повторяемости изданий создает
предпосылки для использования такой эффективной системы управления
производственными запасами, как система «Точно в срок». Оперативно-календарное
планирование на малых полиграфических предприятиях может быть ограничено
составлением сводного календарного плана.
На внутрицеховом уровне оперативно-календарного
планирования на полиграфическом предприятии разрабатываются графики загрузки
оборудования и плотности работ.
График загрузки оборудования на полиграфических
предприятиях строится для печатных цехов и поточных линий. Этот вид графиков
позволяет обеспечить рациональную организацию производственного процесса в
пространстве.
Порядок построения графика загрузки печатных машин
следующий:
1. рассчитывается
загрузка в машино-часах для каждого заказа, представленного в табл. 3.1 и
формируется производственное задание на неделю.
Таблица 4 – Данные для построения план-графика работы
печатного цеха предприятия

2. определяется
количество машин для выполнения сформированной производственной программы. Для
этого загрузка в машино-часах запланированного перечня заказов сравнивается с
плановым фондом времени работы единицы оборудования. График загрузки печатных
машин будет более точным, если при его составлении учесть плановые остановки
оборудования, связанные с его техническим обслуживанием.
3. выбирается
фронт работ на операции для изготовления каждого заказа.
4. заказы
выстраиваются в очередь с учетом сроков их изготовления либо с использованием
правил приоритетности запуска.
5. строится
график загрузки оборудования по машинам.
6. производят
уплотнение графика и расчет недоиспользованного времени.
Вопросы
для проверки:
1. Охарактеризуйте, что
представляет собой оперативно-календарное планирование (ОКП) на полиграфическом
предприятии;
2. Назовите, что входит в
число основных задач оперативно-календарного планирования
3. Назовите, что составляется
на этапе общезаводского (межцехового) оперативно-календарного планирования;
4. Назовите, что создает
периодический характер повторяемости изданий;
5. Назовите, что
разрабатывается на внутрицеховом уровне оперативно-календарного планирования на
полиграфическом предприятии
Лекция
№ 28 Раздел 2. Полиграфическое оборудование
Тема
занятия: Печатные
формы
Рассматриваемые вопросы:
1. Печатная форма;
2. Копировальный слой. Разновидность
копировальных слоев;
3. Гидрофильные полимеры, очувствленные слоями
хромовой кислоты;
4. Гидрофильные
полимеры, очувствленные диазосоединениями;
5. Слои на основе диазосоединений
Печатная форма. Что это такое?
Печатная форма представляет собой пластину (или цилиндр), на поверхности
которой находятся печатающие и не печатающие элементы (пробельные). Печатающие
элементы — это участки формы, на которые в процессе печатания наносится краска.
Пробельные элементы – это соответственно, не принимающие на себя краску
участки.
В отличие от цифровой печати в офсетной и многих
других видах печати используются печатные
формы. В офсетной печати форма представляет собой тонкие, преимущественно,
алюминиевые пластины. Их толщина для различных печатных машин варьируется от
0,15 до 0,3 мм. Печатная форма должна хорошо натягиваться на формный цилиндр
печатной машины и плотно его облигать.
Существуют также формы на бумажной и полимерной
основе.
На металличискую (алюминиевую) основу формы
наносится копировальный слой, на котором впоследствии формируется изображение.
Печатные формы вследствие воздействия света и
обработки образуют воспринимающие или отталкивающие краску элементы.
Печатная форма не вечна и печатать на ней
бесконечно длинный тираж невозможно. В процессе печати форма изнашивается.
Применительно к печатной форме существует такое понятие – тиражестойкость. Для листовой
офсетной печати преимущественно выпускаются пластины, позволяющие печатать до
100 -150 тыс. оттисков с одной пластины. Дополнительная термическая обработка
повышает тиражестойкость. Но как правило тиражестойкости в 100 тыс оттисков
хватает «за глаза», ибо подавляющее большинство заказов печатается современными
российскими типографиями тиражом до 5000 экземпляров.
Перенос информации
фотоформы с помощью света на формные пластины (реже цилиндры), покрытые
светочувствительным (копировальным) слоем, называются копировальным процессом.
Он основан на способности копировального слоя изменять свои физико-химические
свойства и прежде всего растворимость под действием света. При этом назначение
полученной на формной пластине копии зависит от вида печатных форм и технологии
их изготовления.
Копировальный слой
представляет собой в большинстве случаев тонкую (2—4 мкм) воздушно-сухую пленку
светочувствительного или очувствленного полимера. Такие слои обладают очень
низкой светочувствительностью и только к коротковолновым лучам. Поэтому их
используют лишь для контактного копирования с фотоформ, применяя для
экспонирования сильные источники освещения (металлогалогенные и другие лампы).
Обработка копий производится при слабом дневном свете или при освещении
маломощных электрических ламп.
Копировальные слои
обычно получают путем нанесения соответствующих жидких растворов на формные
пластины или рулонный материал с последующим высушиванием и разрезкой рулонного
материала на отдельные пластины. В зависимости от состава, а также
фотохимических и физико-химических изменений, происходящих в копировальных
слоях под действием света, их подразделяют на четыре группы:
—
гидрофильные полимеры, очувствленные солями хромовой кислоты;
—
гидрофильные полимеры, очувствленные диазосоединениями;
—
слои на основе диазосоединений;
—
фотополимеризующиеся слои.
1.
Гидрофильные полимеры, очувствленные слоями хромовой кислоты, часто
называют хромированными копировальными слоями. Они состоят в основном из двух
компонентов: гидрофильного полимера, например, поливинилового спирта
(высокомолекулярного винилового соединения) или желатины и соли хромовой
кислоты -в большинстве случаев дихромата аммония. Последний в присутствии
воздушно-сухого полимера приобретает светочувствительные свойства — разлагается
под действием света с восстановлением шестивалентного хрома до трехвалентного
(типа хромихромата). Таким образом, при экспонировании через негатив такого
слоя свет проходит только через прозрачные участки негатива и задубливает
находящийся под ними копировальный слой. После растворения незадубленного слоя
— проявления копии на поверхности пластины, получается позитивная копия.
Следовательно, такие слои ведут себя как негативные. Эти слои, ранее широко
применявшиеся, обладают серьезным недостатком — наличием эффекта темнового
дубления, заключающегося в дублении в темноте, что сокращает время их сохранения.
Поэтому такие слои наносят на формные пластины непосредственно перед копированием.
2.
Гидрофильные полимеры, очувствленные диазосоединениями -это слои,
состоящие из двух компонентов, например, поливинилового спирта или
поливинилпирролидона (синтетический цепной полимер на основе виниловых
соединений) с диазосмолой (высокомолекулярная светочувствительная соль
диазония). В результате фотохимического разложения диазосмолы при экспонировании
образуются молекулы нерастворимого дубящего вещества, которые способствуют дублению
полимера. После проявления задубленный слой остается на копии. Следовательно,
эти слои являются также негативными, диазосмола выполняет те же функции, что и
дихроматы в слоях первой группы.
3.
Слои на основе диазосоединений в зависимости от своего состава
могут быть как негативными, так и позитивными. Последние нашли наиболее широкое
применение. Они состоят из ортонафтохинондиази-дов* (О-диазохиноны нафталиновый
ряд) с введением некоторых компонентов, улучшающих физико-химические и
механические свойства слоев.
4.
Фотополимеризующиеся копировальные слои состоят из смеси полимеров
и ненасыщенных соединений (мономеры), которые под действием света
полимеризуются, т. е. происходит рост макромолекул с образованием сетчатой
структуры. В результате полимеризующееся вещество изменяет свои
физико-химические свойства и в том числе теряет растворимость. Следовательно,
эти слои относятся к негативным слоям.
Вопросы
для проверки:
1. Охарактеризуйте, что
представляет собой печатная форма;
2. Охарактеризуйте, что
представляет собой копировальный слой;
3. Назовите, что представляют
собой гидрофильные полимеры, очувствленные слоями хромовой кислоты;
4. Назовите, что представляют
собой гидрофильные полимеры, очувствленные диазосоединениями;
5. Назовите, что представляют
собой слои на основе диазосоединений.
Лекция
№ 29 Раздел 2. Полиграфическое оборудование
Тема
занятия: Классификация
печатных форм основных видов печати
Рассматриваемые вопросы:
1. Печатные формы плоской офсетной печати;
2. Изготовление печатных форм;
3. Негативное и позитивное
копирование;
4. Печатные формы высокой печати;
5. Печатные формы глубокой печати
6. Структурная модель
классификации печатных форм

Печатная форма представляет
собой пластину (или цилиндр), на поверхности которой находятся печатающие и не
печатающие элементы (пробельные). Печатающие элементы — это участки
формы, на которые в процессе печатания наносится краска. Пробельные элементы
– это соответственно, не принимающие на себя краску участки. В полиграфическом
производстве существуют три основных вида печатных форм: плоской офсетной,
высокой и глубокой печатей.
Печатные формы плоской офсетной печати. В основе
принципа офсетной (плоской) печати лежит тот факт, что вода и масло не
смешиваются. Чтобы возможно было осуществить печать, форма должна иметь
зажиренные печатные элементы, которые воспринимают краску и отталкивают воду
(олеофильные), а также пробельные элементы, не содержащие изображения, обладающие
противоположными свойствами, т.е. воспринимающие воду и отталкивающие краску
(гидрофильные).
Печатные формы традиционно изготавливают путем
контактного копирования с фотоформ; но в настоящее время на рынке предлагается
также множество устройств прямого получения форм. Они используют на входе
страничные файлы и выдают готовые формы с заданной схемой спуска. Эти формы
получают путем лазерного поэлементного экспонирования, в отличие от одновременного
экспонирования всего изображения, переносимого на форму при обычном
копировании.
Для листовых и рулонных офсетных машин применяются
одни и те же формы. Они делаются из металла — в большинстве случаев из
алюминия, имеющего предварительно нанесенный светочувствительный слой. Такие
формы могут быть изготовлены как негативным, так и позитивным путем копирования
(т.е. копироваться с негатива или диапозитива). Покрытие поверхности формных
пластин различное для каждого вида форм.
В случае негативного копирования светочувствительное
покрытие формной пластины полимеризуется в местах падения света (т.е. там, где
есть изображение) и за счет химических изменений приобретает свойство
притягивать краску. Не экспонированные участки покрытия формы удаляются при дальнейшей
обработке и обнажают находящийся под покрытием металл. Эти зоны поверхности
воспринимают воду и отталкивают краску, т.е. соответствуют областям, не содержащим
изображения. В случае позитивного копирования светочувствительный слой под
действием ультрафиолетового облучения становится нестойким и при дальнейшей
обработке удаляется. Покрытие, не подвергшееся воздействию облучения,
воспринимает краску и отталкивает воду, в то время как металл притягивает воду
и отталкивает краску.
Печатные формы высокой печати. Эти формы имеют
пространственное разделение печатающих и пробельных элементов: рельефные
печатающие элементы 1 находятся в одной плоскости, а пробельные 2 углублены на
различную величину в зависимости от их площади.
Печатные формы могут классифицироваться по следующим
признакам:
·
по взаимному расположению печатных и пробельных элементов:
— форма способа высокой печати — печатные элементы
лежат в одной плоскости и выше пробельных элементов, создавая рельеф,
— форма способа плоской печати — печатные и
пробельные элементы лежат в одной или почти в одной плоскости,
— форма способа глубокой печати — пробельные
элементы лежат в одной плоскости, а печатные элементы углублены на одинаковую
или разную величину,
— форма способа трафаретной печати — печатные и
пробельные элементы лежат в одной плоскости, создавая поверхность с локальными
просветами;
·
расположение печатных элементов образует на печатной форме прямое
или зеркальное изображение:
— прямое изображение на печатной форме,
— зеркальное изображение на печатной форме;
·
динамика структуры печатной формы в процессе печати тиража:
— постоянная (аналоговая) печатная форма,
— переменная (реверсивная) печатная форма;
·
печатная форма в целом как одна из геометрических структур:
— плоскость (гибкая или жесткая пластина, плита),
— цилиндр (формный цилиндр глубокой печати) или
часть цилиндрической поверхности (круглые стереотипы);
·
структура печатных элементов в плоскости печати:
— регулярная растровая структура,
— нерегулярная искусственно созданная растровая
структура,
— нерегулярная природная структура формного
материала (литографский камень);
·
процесс создания структуры печатной формы:
— литье или интегральное экспонирование,
— гравирование или сканирование (механический
процесс),
— травление (химический процесс),
— электризация, магнетизм, ионизация (физический
процесс),
— полимеризация, дубление, набухание, коагуляция,
(физико-химические процессы);
·
структура формного материала и печатной формы:
— монолитная печатная форма (стереотип,
литографская форма, клише на микроцинке),
— составная печатная форма (ручной набор, текст и
клише),
— однослойная печатная форма без подложки
(монометаллическая форма плоской печати на алюминиевой фольге, трафарет),
— однослойная печатная форма с подложкой (селеновая
пластина, фотополимерная форма на металлической подложке, печатная форма для
фототипии на стекле или на алюминиевой пластине) или с носителем в виде тела
(формный цилиндр глубокой печати),
— двухслойная печатная форма с подложкой
(биметаллическая печатная форма офсетной печати, печатная форма плоской печати
без увлажнения).
Вопросы
для проверки:
1.
Охарактеризуйте,
что представляет собой печатная форма плоской офсетной печати;
2.
Охарактеризуйте,
что представляет собой печатная форма высокой печати;
3.
Назовите,
что представляют собой печатная форма глубокой печати;
4.
Назовите,
что представляет собой негативное и позитивное копирование;
5.
Назовите,
что включает в себя структурная модель классификации печатных форм.
Лекция
№ 30 Раздел 2. Полиграфическое оборудование
Тема
занятия: Характеристики
фотоматериалов
Рассматриваемые вопросы:
1. Фотографические материалы (фо́томатериалы);
2. Общая классификация фотоматериалов;
3. Характеристики
фотоматериалов.
Фотографические материалы (фо́томатериалы) — светочувствительные материалы
для фотографии, в том числе фотопластинка, фотоплёнка, фотобумага. В роли светочувствительного материала
когда-то выступали специально подготовленные серебряные пластинки, позже —
фотоэмульсионные материалы, а теперь фотосенсоры, которые под действием электромагнитного излучения (прежде всего –видимого света) меняют свои структурные или физико-химические свойства,
сохраняя наступившие изменения после прекращения облучения, либо обратимо
меняют состояние фоточувствительных элементов, фотодиодов или пикселей.
Благодаря фотоматериалам была создана фотография, как способ фиксациии зображений, создаваемых специалной оптической системой — объективном.
Общая классификация фотоматериалов.
Классификация фотоматериалов:
1) по виду подложки:
а) на гибкой полимерной основе (фото- и кинопленки);
б) на жесткой основе (стеклянные пластинки);
в) на непрозрачной основе (керамика, дерево, металл);
2) по размерам:
а) ширине и длине роликовых фотоплёнок;
б) форматам фотопластинок и листовых фотопленок;
3) по назначению:
а) общего назначения;
б) специального назначения;
4) по способу применения:
а) негативные (для съёмки);
б) позитивные (для печати);
в) обращаемые (для прямого получения позитива);
5) по цвету изображения:
а) чёрно-белые;
б) цветные.
Фотопленки классифицируют:
♦ по виду получаемых изображений:
черно-белые и цветные;
♦ по назначению: предназначенные для съемки –
негативные; предназначенные для печати с негативов — позитивные; для прямого
получения позитива — обращаемые;
♦ по виду подложки: гибкие полимерные или
жесткие;
♦ по формату: перфорированные и
неперфорированные ленты в катушечной расфасовке; перфорированные ленты имеют
ширину 35 мм, неперфорированные – 16 и 61,5 мм. Выпускают также фотопленки в
виде форматных листов различных размеров.
Фотобумагу классифицируют:
♦ по виду получаемых изображений: черно-белая
и цветная;
♦ по назначению (методу печати): для
контактной, для контактной и проекционной, проекционной печати;
♦ по структуре поверхности: гладкая,
структурная (бархатистая, зернистая, тисненая);
♦ по характеру поверхности: глянцевая,
полуматовая, матовая;
♦ по массе основы: тонкая (135 г/м2),
полукартон (190 г/м2), картон (220 и 235 г/м2);
♦ по цвету основы: белая, окрашенная;
♦ по виду основы: на бумаге-основе с
баритованным покрытием, с полимерным покрытием, на гибкой основе других видов (ткани, полимерные материалы и т. п.);
♦ по контрастности: мягкая, полумягкая,
нормальная, контрастная, особо контрастная;
♦ по формату: листовая и рулонная.
В зависимости от галогенидного состава
светочувствительного слоя фотографические бумаги различают: бромосеребряные,
хлоросеребряные хлоробромосеребряные, йодобромо-серебряные, йодохлоробромосеребряные.
Характеристики фотоматериалов
Оптическая
плотность, Д — безразмерная величина, характеризирующая степень ослабления оптического
излучения в проявленных фотоматериалах за счет поглощения и рассеяния при прохождении
излучения через фотоматериал. Фотографическая плотность изображения, измеряется
с помощью денситометров.
Контрастность,
К — фотографического изображения определяется разностью максимальной и минимальной
оптических плотностей.
Светочувствительность
фотоматериала S- способность реагировать на оптическое излучение. Светочувствительность
количественно определяется по оптической плотности фотографического слоя.
Светочувствительность
к белому свету называется общей (фотографической), по отношению к монохроматическому
— спектральной, по отношению к свету, прошедшему через светофильтр — эффективной
светочувствительностью. Общая светочувствительность, количественно выражается
числом и проставляется на упаковке фотоматериала, Таблица 1.
Естественная
светочувствительность серебряных фотоматериалов ограничена УФ и синей зонами
оптического излучения 1<510нм.
Добавочная
светочувствительность фотоматериалов обусловлена введением в фото слой сенсибилизаторов
— органических красителей.
Сенсибилизированные
фотоматериалы в зависимости от области их спектральной чувствительности имеют
следующие названия — ортохроматические — до 590 нм; изохроматические — до 650
нм; панхроматические — до 700 нм; инфрахроматические — 760-920 нм.
Разрешающая
способность характеризует способность фотоматериалов давать раздельные
изображения мелких соседних деталей, обычно линий. Разрешающая способность
фототехнических пленок лежит в пределах 200-300
линий/мм. У специальных штриховых фотоматериалов может достигать 300-500
линий/мм. Высокой разрешающей способностью обладают бессеребряные фотоматериалы,
в которых светочувствительным слоем является диазосоединение. Диазопленки (ДП)
получили широкое применение в производстве фотошаблонов в силу следующих положительных
факторов:
·
проявление ДП осуществляется в парах аммиака,
·
для получения изображения не требуется
фиксирования, промывки и сушки, т.е. исключаются все «мокрые процессы»,
сопутствующие фотохимической обработке черно-белых фотоматериалов,
·
проявленная ДП, в местах, подвергнутых
экспонированию, образует видимое изображение, не пропускающее УФ свет,
·
разрешающая способность выше, чем у эмульсионных
материалов, до 1000 лин/мм.
Вопросы
для проверки:
1.
Охарактеризуйте,
что представляет собой фотоматериалы;
2.
Назовите,
сколько видов фотоматериалов вы знаете;
3.
Назовите,
на сколько групп подразделяют фотоматериалы по виду получаемых изображений;
4.
Назовите,
какие характеристики фотоматериалов вы знаете;
5.
Охарактеризуйте оптическое свойство фотоматериалов;
6.
Охарактеризуйте светочувствительность фотоматериалов.
Лекция
№ 31 Раздел 2. Полиграфическое оборудование
Тема
занятия: Полимерные
формы
Рассматриваемые вопросы:
1. Требования к полимерным формам;
2. Классификация Фотополимерных Печатных Форм;
3.
Процесс изготовления флексографской печатной формы.
Полимерные формы
Это значит, что какой-то полимер реагирует на свет.
Есть 2 вида полимеров: либо они «сшиваются», т.е. полимеризуются или
затвердевают под воздействием света, либо они наоборот – становятся растворимыми.
Вот на этом построена вся технология производства печатных форм.
Сфера применения фотополимерных печатных форм – любая
печатная продукция.
Плюсы применения:
– хорошая приводка (т.к. точность наложения краски, от
которой зависит качество оттисков цветного изображения)
– возможно воспроизведение изображений линиатурой до
120 л/см (высокой линиатуры)
– простое изготовление печатных форм
– высокая тиражестойкость
– многократное использование
Недостатки:
– неустойчивы к некоторым составляющим печатных красок
(печатные краски, если не соответствует требованиям, могут разъесть печатную
форму)
Общие требования к флексографским печатным
формам
1) Равномерность печатающей поверхности с хорошим красковосприятием
и краскоотдачей
2) Малые отклонения в толщине пластины (равномерность
толщины пластины)
3) Высокая тиражестойкость
Классификация Фотополимерных Печатных
Форм (всего 2 разновидности)
1. Твердополимерные, т.н. ТПФМ (твердополимерные
фотоматериалы)
2. Жидкополимерные формы – ЖФПМ
Твордополимерные формы бывают однослойными и
многослойными
Твердость, поверхность, информационные свойства.
Строение твердополимерных печатных форм,
Однослойная состоит из 4 слоев:
– защитная пленка
– антиадгезионный слой (т.е. отрывается вместе с
защитной пленкой, не позволяет ей сильно прилипать к )
– слой фотополимера
– пленка-подложка
Многослойная:
– защитная пленка
– антиадгезионный слой
– слой фотополимера
– пленка-стабилизатор
– слой-подложка
– антиадгезионный слой
– защитная пленка
Фотополимер сильно взаимодействует с кислородом
(теряет свои фоточувствительные свойства, твердеет на воздухе и т.п.), поэтому
с двух сторон есть пленка.
Подложка – нужна для того, чтобы при изготовлении на
нее выливали тонким слоем фотополимер, который затвердевает. Затем всё это дело
еще нарезается на куски нужные нам.
Однослойная пластина. Этот фотополимер под
воздействием УФ затвердевает пускай (происходит полимеризация). Если мы сверху
положим фотоформу и всё это дело положим под ультрафиолет, то под прозрачными
участками фотоформы грубо говоря разрушатся молекулярные связи, которые потом
очень легко удаляются (вымыванием, выдуванием воздухом, щеточками механически –
не важно). У нас остаются печатающие элементы, а пробельный элемент имеет такие
свойства, что легко удаляется.
В состав фотополимеризующегося слоя входят мономеры
(т.е. что такое «полимер» – грубо – очень длинная молекула),
фотоинициаторы (вещество, которое является источником дальнейшей цепной
реакции, т.е. вещество, когда получает дозу УФ запускает реакцию – само
меняется и заставляет вокруг себя располагающиеся молекулы также изменяться),
эластомерное связующее, стабилизаторы и добавки.
Сам полимер не светочувствителен (ему всё равно, каким
на него светом светят), но фотоинициатору не всё равно, и когда на
фотоинициатор светят ультрафиолетом, оно само меняется и заставляет рядом
находящиеся молекулы полимера также изменятся (принцип домино – само упало и
другие свалило).
Процесс производства: рулон с пленкой-подложкой разматывается,
на него выливается полимер равномерным слоем, сверху защитная пленка, чтобы не
было воздействия с кислородом. Дальше режется на нужный формат.
Процесс изготовления флексографской
печатной формы состоит из шести этапов:
1.
Предварительное экспонирование пластины с обратной стороны. При предварительном
экспонировании происходит полимеризация фотополимерного слоя с обратной
стороны, т.е. формируется основание для печатных элементов формы. Путем
изменения времени предварительного экспонирования можно регулировать глубину
рельефа печатной формы.
2.Основное
экспонирование
Основное экспонирование осуществляется со стороны будущих печатных элементов
через негатив. Происходит формирование рельефа. Непроэкспонированные участки
остаются растворимыми.
3.
Вымывание фотополимерного слоя. В процессе вымывания из формы удаляются незаполимеризированные
участки. в качестве вымывного раствора рекомендуется использовать не загрязняющий
окружающую среду, возможно применение и любого другого раствора из имеющихся на
рынке.
4.
Сушка. В процессе сушки происходит испарение проникшего в рельефный слой
вымывного раствора; пластина возвращается к своей первоначальной толщине. после
сушки рекомендуется выдержать печатную форму в состоянии покоя 12-15 часов при
комнатной температуре.
5.
Дополнительное экспонирование. При дополнительном экспонировании происходит окончательная
полимеризация всего мономера в печатной форме. Форма приобретает окончательную
твердость.
6.
Заключительная обработка. Обработка может быть химической с использованием
хлорида и брома или световой (жестким УФ-светом). В процессе заключительной
обработки устраняется липкость с поверхности формы. Печатная форма приобретает
устойчивость к различным растворителям печатных красок.
Вопросы
для проверки:
1.
Охарактеризуйте,
что представляет собой полимерная печатная форма;
2.
Назовите,
общие требования к флексографским печатным формам;
3.
Назовите,
этапы изготовления флексографской печатной формы;
4.
Назовите,
строение твердополимерных печатных форм.
Лекция
№ 32 Раздел 2. Полиграфическое оборудование
Тема
занятия: Фотополимерные печатные формы
Рассматриваемые вопросы:
1. Фотополимерная печатная форма;
2. Преимущества фотополимерных печатных форм,
изготовленных по технологии ctp;
3.
Строение фотополимеризующихся пластин.
Фотополимерная
печатная форма
Фотополимерные
флексографические печатные формы изготавливаются, как по аналоговой технологии
(с выводом негативов), так и по технологии Computer–to–Plate (CtP) на
высокотехнологическом оборудовании известных производителей BASF (Сombi F III),
DuPont (Cyrel 1000), Alpha (LaserGraver).
На
всех этапах подготовки и производства, фотополимерных флексографических
печатных форм используются контрольно измерительные приборы ведущих
производителей X-Rite, Troyka System, Gretag Macbeth.
Преимущества фотополимерных печатных форм, изготовленных по технологии
CtP:
•
Отсутствие проблем, возникающих вследствие неплотного прижима фотоформ в
вакуумной камере и образования пузырей при экспонировании фотополимерных
пластин;
•
Нет потерь качества форм вследствие попадания пыли или других включений;
• Не
происходит искажение формы печатных элементов из-за низкой оптической плотности
фотоформ и так называемой «мягкой» точки;
•
Профиль печатного элемента оптимален для стабилизации растискивания и точной
цветопередачи;
•
Расширение диапазона тонопередачи за счет стабильного воспроизведения растровых
точек от 1% до 99%;
Современное
оборудование, опыт и профессионализм нашего персонала обеспечит изготовление
форм в кратчайшие сроки.
Комплексные
решения и индивидуальный подход к каждому клиенту обеспечивает высокий уровень
работы с нашими партнёрами.
Строение
фотополимеризующихся пластин
Все
типы фотополимеризующихся пластин для высокой печати имеют одинаковое строение
и состоят из нескольких слоев:
1. Защитная
пленка
– служит для предохранения фотополимеризующегося слоя от светового излучения и
других внешних воздействий; удаляется только в процессе изготовления формы.
2. Фотополимеризующийся
слой –
благодаря ему формируются возвышенные печатающие элементы и углубленные
пробельные. Основой фотополимеризующегося слоя является фотополимеризующаяся
композиция (ФПК). Ее основные компоненты, влияющие на печатно-технические
характеристики и качество фотополимерных печатных форм, следующие:
·
мономер – как
правило, это органическое соединение со сравнительно невысоким молекулярным
весом и с низкой вязкостью, способное к полимеризации. Мономер является
растворителем или разбавителем для остальных компонентов композиции. Изменяя
содержание мономера, обычно регулируют вязкость системы;
·
олигомер –
ненасыщенное органическое соединение с большим, чем у мономера, молекулярным
весом, способное к полимеризации и сополимеризации с мономером. Олигомер
является вязкой жидкостью либо твердым веществом. Считается, что свойства получаемых
при отверждении покрытий, в частности фотополимерных печатных форм,
определяются главным образом самой природой олигомера.
В
качестве олигомеров и мономеров наиболее распространены олигоэфир- и
олигоуретанакрилаты, а также различные ненасыщенные полиэфиры;
·
фотоинициатор –
вещество, инициирующее цепную реакцию. Полимеризация винильных мономеров под
действием УФ-излучения может протекать и без участия других соединений, но
довольно медленно. Для ускорения реакции в композицию вводит небольшое
количество веществ (от долей процента до процентов), способных под действием
света генерировать свободные радикалы и/или ионы, которые инициируют цепную
реакцию. Такой тип реакции называется фотоинициированной полимеризацией.
Несмотря на незначительное содержание фотоинициатора в композиции, ему
принадлежит важная роль в определении многих характеристик процесса отверждения
(скорости фотополимеризации, широты экспонирования) и свойств полученных
покрытий. В качестве фотоинициаторов применяют органические производные
бензофенона, антрахинона, тиоксантона, асцилфосфиноксиды, пероксипроизводные.
Большинство фотоинициаторов поглощают световое излучение в ближней ультрафиолетовой
и частично в коротковолновой видимой области (250-460 нм). ФПК в виде
фотополимеризующегося слоя бывает в твердом, закристаллизованном виде.
3. Подложка – служит
основой для рельефа (печатающих элементов) и может быть выполнена из различных
материалов (полиэфирных, стальных и алюминиевых).
Фотополимеризующиеся
пластины классифицируются по двум параметрам: по типам подложки (полиэфирная,
стальная и алюминиевая) и по видам вымывного раствора, при помощи которого удаляется
неполимеризованный слой с пробелов.
Выбор
пластины на определенной подложке зависит от типа печатной машины и от вида запечатываемого
материала. Формы на полиэфирной и алюминиевой подложках монтируются на формных
цилиндрах при помощи двусторонней липкой ленты. При креплении форм на полиэфирной
подложке, как правило, не возникает никаких проблем, так как эти подложки
достаточно гибкие. Фотополимерные формы на алюминиевой подложке из-за жесткости
целесообразно использовать на тигельных машинах, то есть на плоском формном
устройстве. Для машин с магнитными цилиндрами следует использовать формы на
стальной основе, которые обладают такой же гибкостью, как формы на полиэфирной
подложке, особенно если пластины тонкие (до 0,73 мм). Необходимо
отметить, что практически все современные машины высокой печати оснащены формными
цилиндрами с магнитным покрытием.
Толщина
подложки составляет порядка 0,2-0,3 мм. Полимер в процессе изготовления форм
вымывается до подложки. Высота печатающих элементов формы определяется
вычитанием толщины подложки из общей толщины пластины. Например, толщина
пластин Nyloprint для высокого способа печати не превышает 1 мм и обычно бывает
в пределах 0,5-0,98 мм.
Фотополимерные
формы на стальной основе могут использоваться и для тампонного способа печати,
для так называемого глубокого офсетного способа. Он применяется для
запечатывания различной продукции нестандартной формы из самых разных
материалов. Правда, в этом случае печатающие элементы должны быть
углублены относительно пробельных. Формы на стальной и алюминиевой основах
рекомендуются для печати на пластмассовых тюбиках, стаканчиках, металлических
банках, если используется высокая типоофсетная непрямая печать.
При выборе типа
формного материала необходимо получить от поставщика полную информацию о
пригодности пластины к тому или иному типу растворителя для печатных красок.
По типу вымывного
раствора пластины можно разделить на водовымывные и спиртовымывные. При
использовании спиртовымывных пластин можно получить лучшие градационные характеристики
оттисков, например, превосходную проработку сложных цветовых оттенков. Однако
процесс изготовления форм при помощи спирта не является экологически чистым:
образующиеся в процессе изготовления формы пары, оказывают вредное влияние на
здоровье человека. К тому же необходимо специально покупать и
утилизировать спиртовой вымывной раствор.
Вопросы
для проверки:
1. Перечислите преимущества
фотополимерных печатных форм, изготовленных по технологии CtP;
2. Назовите, для чего служит
защитная пленка в фотополимерных печатных формах;
3. Назовите, что такое
мономер;
4.
Назовите,
для чего служит подложка.
Лекция
№ 33 Раздел 2. Полиграфическое оборудование
Тема
занятия: Этапы изготовления жидкополимерных печатных форм
Рассматриваемые вопросы:
1. Жидкие
фотополимеризующиеся композиции;
2. Изготовление печатных
форм из жидкой фотополимеризующейся композиции;
3. Цифровой
способ изготовления флексографских печатных форм.
4. Экспонирующие установки с
люминесцентными облучателями
Жидкие фотополимеризующиеся композиции (ЖФПК) поставляются на полиграфические предприятия в
емкостях в жидком виде либо их изготовляют непосредственно на предприятиях
путем смешивания исходных компонентов.
Технологическая операция, в ходе которой в
фотополимеризующейся композиции протекает реакция фотополимеразации и
образуется скрытое рельефное изображение, называется экспонированием
фотополимеризующегося слоя. Фотополимеризация происходит только на тех
участках фотополимеризующегося слоя, которые подвергаются облучению.
При изготовлении печатных форм из жидкой фотополимеризующейся
композиции ее заливают в
полость между двумя стеклами 1 (рис. 15.4). Предварительно на одном из стекол
укладывают негатив 2 эмульсионным слоем в сторону жидкой композиции. Негатив
накрывают тонкой (6-12 мкм) защитной полиэтиленовой пленкой 3 во избежание
контакта негатива с жидкой композицией 4.

Рис. 15.4. Экспонирование жидкой фотополимеризующейся
композиции.
При экспонировании поток ультрафиолетовых излучений
люминесцентных или газоразрядных ламп 6, проходящий через прозрачные участки
негатива, полимеризует жидкую композицию на печатающих элементах 5, превращая
ее в твердый полимер. На пробельных участках, где свет не действовал, композиция
остается в первоначальном жидком состоянии. Для создания основы печатной формы
композицию освещают такими же лампами с оборотной стороны, что приводит к
образованию прочной твердой основы 7. После экспонирования жидкую композицию
удаляют с пробельных участков сжатым воздухом или вымывают.В заключении форма высушивается и подвергается дополнительной
обработке: УФ-облучению или нагреванию для увеличения степени полимеризации
печатающих элементов формы, повышая ее тиражестойкость.
Есть еще так называемый цифровой способ
изготовления флексографских печатных форм (используют формный материал
под названием: рукавные печатные формы или бесшовные печатные формы – когда
форма надевается на цилиндр, заправляется в машину, где лазерным лучом изготавливается
печатная форма, которая потом используется в печатной машине). Бесшовная
печатная форма используется для того, чтобы не было шва в узоре (например,
обои) (форма на цилиндре запаивается под подогревом, шва нет). Есть печатные
технологии, когда формный материал уже изготавливается в виде цилиндра,
одеваются на формный цилиндр, по технологии появляются печатающие и пробельные
элементы и всё это без единого шовчика. Идеология такова: используется
многослойный материал, он имеет тонкий …точный слой черный; лазерным лучом на
поверхности нашего формного материала печатной формы – мы рисуем фотоформу (не
отдельно фотоформа где-то делается, потом оборачивается), а грубо говоря –
лазерный луч на этом черном слое уже сам прорисовывает изображение, т.е.
создается аналог фотоформы. Потом облучается УФ. (под пленкой черной формный
материал легко удаляется). Маска прожигается лазером, а дальше похоже
(вымывается, сушится, дополнительно УФ-облучается, отлеживается).
Экспонирующие установки с люминесцентными
облучателями имеют небольшую
производительность и габаритные размеры. Эти установки применяются в малых и
средних по объему производства полиграфических предприятиях.
Выпускаются установки для экспонирования плоских фото-полимеризующихся
пластин с помощью люминесцентных
ламп. расположенных на откидывающейся крышке.
Установка такого типа (рис. 15.6) состоит из вакуумного
стола 1, на поверхности которого имеется система вакуумных канавок 2.
Фотополимеризующуюся пластину с фотоформой оператор
кладет на стол и закрывает сверху полиэтиленовой пленкой.
При создании под пленкой вакуума она прижимает негатив к
фотопо-
лимеризующейся пластине и столу. На откидывающейся крышке 3 смонтирована панель
люминесцентных УФ-ламп 4. Крышка для облегчения открывания и закрывания
оборудована противовесами 5. На пульте управления 6 размещены реле времени для
задания продолжительности экспонирования и кнопки включения и выключения
вакуум-насоса. Установки просты по конструкции и в обслуживании, но имеют
большую продолжительность экспонирования фотополимеризующихся пластин.

Рис. 15.6. Экспонирующая установка с люминесцентыми
источниками света, расположенными на откидывающейся крышке
Существуют также экспонирующие установки, в которых
люминесцентные лампы расположены в корпусе под защитным стеклом.
В некоторых экспонирующих установках для повышения производительности
применяют подвижный
облучатель, который поочередно устанавливается на двух
пластинодержателях. Установка такого типа представляет собой полуавтоматическое
устройство, состоящее из облучателя, пластинодержателя, станины, вентиляционной
системы, устройства дозирования энергии облучения и электрооборудования.
Вопросы
для проверки:
1.
Назовите,
что представляет собой экспонированием
фотополимеризующегося слоя.;
2.
Назовите,
чем накрывают негатив;
3.
Назовите,
в чем заключается цифровой
способ изготовления флексографских печатных форм;
4.
Назовите,
что такое подвижный облучатель.
Лекция № 34 Раздел 2. Полиграфическое оборудование
Тема занятия: Изобразительные фотоформы для
однокрасочной печати
Рассматриваемые вопросы:
1.Изготовление фотоформ для однокрасочной репродукции;
2. Этапы процесса изготовления
аналоговых фотоформ;
3. Обработка изображений в фоторепродукционных процессах.
|
Лекция
№ 35 Раздел 2. Полиграфическое оборудование
Тема
занятия: Текстовые фотоформы
Рассматриваемые вопросы:
1. Текстовые фотоформы;
2. Технологический процесс изготовления текстовых
фотоформ;
3.
Фотонабор.
Фотоформа —
иллюстрационный или текстовый диапозитив, или негатив (на прозрачной основе),
подготовленный для копирования на формный материал при изготовлении печатной формы.
Набор текста на автоматических наборных
машинах по программе, подготовленной на наборно-программирующих аппаратах или
читающих автоматах, называется автоматическим набором.
Исходным материалом для воспроизведения
текста является издательский текстовой оригинал, который представляет собой
текстовую часть произведения, прошедшую редакционно -издательскую обработку,
подписанную в набор или печать ответственными лицами издательства и
подготовленную к сдаче
Для изготовления печатной формы необходимо
получить текстовую фотоформу. Все существующие способы воспроизведения текста
полиграфическими средствами можно разделить на две группы — способы, основанные
на применении типографского набора (ручной, буквоотливной, строкоотливной), и
способы, основанные на фотонаборе.
Текстовые фотоформы с использованием
типографского набора изготовляют по одной из следующих схем. С полосы набора
получают оттиск на непрозрачной пленке или на белой бумаге высокого качества.
Полученный оттиск является оригиналом, с которого в дальнейшем фотографированием
получают негатив, а с него на высококонтрастной пленке копированием —
диапозитив. С полосы набора получают оттиск на прозрачной основе (целлофан,
триацетатная пленка). Для этой цели используют тигельные или малоформатные
плоскопечатные машины. Полученный оттиск-диапозитив перед использованием
припудривают порошком графита или алюминия для увеличения оптической плотности
элементов текста. Непосредственно фотографируют полосу набора. Перед этим ее
препарируют, заполняют пробельные участки черным порошком, а печатающие
элементы зачищают до блеска. При фотографировании такой формы получают
диапозитив. — Используют способ “электротекст”. Способ основан на получении с
текстовой формы в специальной тигельной машине на целлофановой пленке
невидимого изображения, несущего электрический заряд. После обработки пленки в
жидком проявителе (сажа, смешанная с бензином или толуолом) текст становится
видимым, так как частицы этого проявителя закрепляются на заряженных участках
пленки. Способ “электротекст” широкого применения не нашел из-за нестабильности
и пожароопасности технологического процесса, невысокого качества проявителя и
пленки. Ни один из рассмотренных вариантов схем с использованием типографского
набора не обеспечивает достаточно высокого качества воспроизведения текста.
В настоящее время самым прогрессивным и
перспективным видом набора текста является фотонабор, выполняемый на
фотонаборных машинах или автоматах. В процессе фотонабора участвуют, как
правило, разнообразные технические средства, которые можно классифицировать по
группам. К первой группе оборудования относятся наборно-кодирующие и читающие
аппараты и автоматы и другое оборудование, которое используется для ввода
данных в фотонаборное оборудование. Во вторую группу входят запоминающие
устройства, устройства поиска данных и их преобразования, устройства,
осуществляющие перенос слов и выключку строк, т.е. доведение строки до нужного
формата.
Вопросы
для проверки:
1.
Назовите,
что является исходным материалом для воспроизведения текста;
2.
Назовите,
что необходимо
для изготовления печатной формы;
3.
Назовите,
сколько существует способов изготовления текстовых фотоформ;
4.
Перечислите,
из каких стадий состоит процесс изготовление текстовых фотоформ.
Лекция
№ 36 Раздел 3. Полиграфическое оборудование
Тема
занятия: Отделочные
процессы. Классификация отделочных работ
Рассматриваемые вопросы:
1. Понятие отделочные процессы;
2. Классификация отделочных работ;
3. Укрупненная классификация способов отделки полиграфической
продукции.
ОТДЕЛОЧНЫЕ
ПРОЦЕССЫ — процессы дополнительной обработки печатной
продукции, приводящие к улучшению ее внешнего вида, повышению качества и
прочности, напр., лакирование, биговка, тиснение и пр.
|
||||||||||||||||||||||||||||||||||||
|









Укрупненная классификация способов отделки полиграфической
продукции
|
Нанесение покрытий |
Имитация |
Механические способы отделки |
|
лакирование |
печатание металлизированными красками |
бескрасочное тиснение |
|
припрессовка пленки |
бронзирование |
перфорирование |
|
нанесение клеевой пленки |
тиснение фольгой |
высечка |
Нанесение покрытий на оттиски.
Для увеличения механической прочности, эластичности и водостойкости оттисков, а
также для защиты их от загрязнений и повышения насыщенности изображения на
оттиски наносят способами лакирования или припрессовки пленки прозрачные бесцветные
покрытия. В зависимости от характера печатной продукции эти покрытия наносят
как на одну, так и на обе стороны оттисков. На оборотную сторону некоторых
оттисков наносят клеевые пленки.
Лакирование оттисков
— это процесс нанесения на их поверхность лаковых композиций (на весь лист за
исключением кромок, или только по площади красочного изображения), которые образуют
в результате испарения растворителей гладкие прозрачные пленки толщиной 20–40
мкм. Состав лака выбирается в соответствии со свойствами лакируемой продукции
(вид бумаги, краски и т. д.), ее назначением и условиями эксплуатации.
Выборочное лакирование
используется для выделения определенных деталей (особый цветовой эффект или для
коробок, где не лакируются места будущей склейки).
Припрессовка пленки
к оттискам (ламинирование пленкой) — это прочное соединение бумаги
или тонкого картона и оттисков на этих материалах с прозрачным бесцветным
пленочным материалом за счет припрессовки пленок, переноса термопластического
материала с основы или нанесения расплава полимера.
Печатание металлизированными
красками аналогично печатанию обычными красками, в связи с этим отнесение
его к отделочным процессам является условным. Печатание металлизированными
красками ведется на листовых машинах обычно способами высокой, плоской
офсетной, флексографской и трафаретной печати с использованием красок,
содержащих мелкодисперсные порошки бронзы или алюминия. При этом печатать нужно
на бумаге с гладкой поверхностью.
Бронзирование оттисков — это
нанесение бронзовой или алюминиевой пудры на свежеотпечатанный оттиск.
Непосредственно перед бронзированием получают оттиск краской соответствующего
тона: под бронзовую пудру — желтого, под алюминиевую — сине-серого.
Сущность бронзирования заключается в
следующем. После получения основного печатного изображения, например, на бумаге
и достаточного закрепления краски печатают способами высокой или плоской
офсетной печати необходимые для бронзирования элементы — получают грунтовое
изображение. Не давая высохнуть этому изображению, на поверхность оттиска
наносят в избытке металлизированный порошок (величина его частиц не превышает
20–60 мкм).
Тиснение металлизированной
фольгой — это процесс горячего переноса металлизированной пленки при
определенном давлении с промежуточной основы на оттиск. В зависимости от вида
фольги изображение может имитировать цвет и блеск золота или серебра. Такая
фольга состоит из окрашенного слоя и слоя термоклея (адгезионного слоя). Клише
(форма высокой печати) может «передавать» изображение под давлением и при высокой
температуре.
Механические способы отделки
оттисков. Бескрасочное тиснение — это процесс получения изображений
за счет деформации оттисков (бумаги) под воздействием давления и нагревания.
Для отделки оттисков применяют только рельефное тиснение, в результате которого
изменяют фактуру всей поверхности оттиска или делают рельефными отдельные
участки изображения.
В первом случае процесс называют гренированием
(придание поверхности зернистой
Перфорирование оттисков
— это пробивка отверстий, или просечка штрихов в печатной продукции. Получается
цепочка близкорасположенных друг от друга круглых, продолговатых, прямоугольных
отверстий небольшого размера (диаметром 1 мм), по линии отрыва для лучшего
отделения нужной части оттиска при использовании готовой продукции. Этот
процесс применяется при производстве этикеток, упаковок, почтовых марок,
настенных календарей и другой продукции.
Высечка (штанцевание)
— это придание заготовкам изделий, листовой печатной продукции или книжным
изданиям сложной конфигурации в соответствии с их конструкцией или с замыслом
художника-оформителя. Высечка является обязательной операцией при изготовлении
некоторых видов этикеток, упаковок, игрушек, почтовых конвертов, применяется
также в рекламных изданиях и изданиях для детей дошкольного и младшего
школьного возраста, изготавливаемых по специальному заказу.
Вопросы
для проверки:
1. Назовите, чем являются
отделочные процессы в полиграфии;
2. Назовите несколько видов
отделочных процессов и охарактеризуйте их;
3. Расскажите, как происходит Лакирование
оттисков;
4. Расскажите, как происходит Бронзирование
оттисков;
5. Расскажите, как происходит Перфорирование
оттисков.
Лекция
№ 38 Раздел 3. Полиграфическое оборудование
Тема
занятия: Резка
и высекание
Рассматриваемые вопросы:
1. Понятие резки бумаги;
2. Требования к качеству резки
печатной продукции;
3. Разрезка листов;
4. Вырубка в полиграфии;
5. Применение вырубки или высечки
Резка бумаги – это
один из технологических процессов послепечатной обработки, который придает
необходимую форму и размер полиграфическому изделию. К тому же данный процесс
является одним из критериев оценки общего качества полиграфической продукции.
Качественно и аккуратно выполненная резка, без бороздок и неровностей на краях
бумаги, сразу располагает человека к такому товару или предложению.
Отпечатанные листы обрезают в стопе со
всех четырех сторон. Это делается для того, чтобы:
§
убрать незапечатанную площадь (то есть белые поля по краю) листа,
§
получив две взаимно перпендикулярные «верные» стороны, придать
листам точные формы и размеры.
Такой процесс называют подрезкой.
Если, к примеру, на одном листе напечатали несколько штук визиток, то после
отпечатки они также разделяются при помощи листовой резки. Такой процесс называется
разрезкой.
Печатная продукция, как каталоги и
брошюры, где используется непружинный переплет, поддается технологии обрезки по
завершению всех операций, включая само переплетение листов. Это позволяет
получить ровный срез и точный размер листов готового экземпляра печатной продукции.
Требования к качеству резки
печатной продукции:
1.
после обрезки листы должны иметь прямоугольную форму;
2.
не допускается на верхнем листе стопы наличие морщин вдоль линии
разреза;
3.
не допускается наличие шероховатостей, волнистостей, слипания
обрезанных кромок, полос на плоскости обреза стопы и кромках всех листов, они
должны быть чистыми и гладкими;
4.
нижние листы должны быть полностью разрезаны и иметь чистую ровную
кромку;
5.
допускается отклонение в размере листов стопы по длине реза 1 мм;
допустимая косина – не более 0,1% от размера листа вдоль реза;
6.
после разрезки листов текста в ширине разрезанных полей
допускается отклонение 1 мм (в том числе и косина);
7.
допускаемое отклонение обложек брошюр для крытвенных машин,
этикеток, открыток, бланков и т.д. от утвержденного образца до 5 мм;
8.
правильность размеров листов и полей после резки необходимо
проверять при помощи измерительной линейки с миллиметровым делением,
приравнивая их к эталону;
качество разрезки должно периодически
контролироваться мастерами выборочным методом.
Разрезка листов.
Для разрезки, подрезки и обрезки оттисков
применяют одноножевые бумагорезальные машины.
Резальные одноножевые устройства (РОУ)
(резаки, папшеры, одноножевые резальные станки и машины) необходимы в
полиграфии не меньше, чем печатные машины.
В зависимости от принципа
разрезки материала РОУ можно разделить на три типа:
Первый тип – РОУ с
дисковым ножом, или дисковые (роликовые ) резаки. Как правило, настольные,
ручные, легкого типа и находят применение для обрезки и разрезки отдельных
листов бумаги, пленки, фотопленки и др. режут точно и ровно.
Второй тип – РОУ
сабельного типа. Ручные настольные и ручные напольные. Такие резаки режут стопы
из нескольких десятков листов.
Третий тип РОУ –
одноножевые резальные станки.
Основной параметр, по которому выбирают
резальные устройства – это длина реза.
Также особую роль играет загруженность резальной машины и требования к точности
разрезки. Иногда эти два фактора создают непреодолимое противоречие. Машина
загружена на 5%, а требования к точности резки очень высоки.
Вырубка в полиграфии
Вырубка, высечка, надсечка —
относятся к послепечатным операциям. Очень часто без этих операций невозможно изготовит некоторые изделия, к примеру, упаковку, или же
придать желаемую форму рекламной продукции и т.д.
О терминах: вырубка, высечка, надсечка.
Вырубка (штанцевание)
— прорезание обрабатываемого материала насквозь с помощью режущей линейки
штанц-формы по непрерывной линии, одновременно осуществляются процессы биговки,
рицовки, перфорации и т.д. Вырубка осуществляется полистно на специальном
оборудовании плоскими или ротационными штанц-формами.
Высечка
— процесс отделения изделия по замкнутому сложному контуру,
осуществляемый на специальном оборудовании из заранее нарезанных
заготовок. Для высечки используются цельнометаллические толстостенные литые
штампы. В отличие от вырубки, осуществляется обработка не каждого листа, а всей
стопы заготовок. Высечку используют, как правило, для изготовления
малоформатной продукции, к примеру, этикеток.
Надсечка (рицовка)
— частичное прорезание материала режущей линейкой ( на 1/2…2/3 толщины
обрабатываемого материала). Наиболее часто надсечка применяется при
изготовлении самоклеящихся этикеток. При этом слой материала, из которого
изготавливается этикетка, прорезается насквозь, а слой закрывающей клей
специальной бумаги остается целым.
Использование вырубки в процессе
изготовления изделий полиграфии, повышает их стоимость, так как используется
дополнительная технологическая операция, требующая изготовления специального
штампа. Как стоимость дополнительной операции, так и стоимость изготовления
штампа, включаются в стоимость готового изделия.
Изготавливать штампы по индивидуальному
дизайну имеет смысл только при изготовлении больших тиражей продукции. Малые
тиражи изготавливать, используя дорогую операцию вырубки, нерентабельно. В
целях экономии, можно использовать готовые штампы, имеющиеся в типографии.
Применение вырубки или высечки.
Операцию вырубки или высечки применяют при
изготовлении изделий, имеющих контур, отличный от прямоугольного. Даже для
того, чтобы закруглить уголки карманного календарика, требуется операция
вырубки или высечки.
Вырубка и высечка применяются не только при
изготовлении упаковок или этикеток. Самая различная рекламная продукция,
календари, по замыслу дизайнера, могут быть изготовлены с применением вырубки. Буклеты, листовки, брошюры, каталоги оригинальной формы
способны эффективно привлекать внимание потенциальных клиентов. При
изготовленииоткрыток, приглашений, детских книжек,
пазлов и т.д. может быть использована фигурная вырубка. Решение о применении
вырубки следует принимать, тщательно взвесив все факторы, ведь это
дорогостоящий процесс, особенно при изготовлении
малых тиражей продукции.
Вопросы
для проверки:
1.
Назовите
определение резки бумаги;
2.
Назовите
основные требования к качеству резки печатной продукции;
3.
Расскажите
типологию, на которую подразделяется РОУ в зависимости от принципа разрезки материала,
охарактеризуйте их;
4.
Охарактеризуйте
процесс вырубки и высечки;
5.
Расскажите,
о применении вырубки и высечки.
Лекция
№ 39 Раздел 3. Полиграфическое оборудование
Тема
занятия: Фальцовка.
Комплекс брошюровочно-переплетных работ по обработке тетрадей
Рассматриваемые вопросы:
1. Понятие фальцовки;
2. Виды фальцовки;
3.
Качество фальцовки;
4.
Фальцовка тетрадей.
Фальцовка – операция сгибания, складывания запечатанного листа
информационно-рекламного материала. Фальц — (от нем. falz falzen — сгибать) –
место сгиба печатного листа. Фальцы создаются в процессе фальцовки.
Фальцовка – один из брошюровочных процессов, назначение которого
складывать (сгибать) отпечатанные листы с тем или иным числом сгибов. Различают
три вида фальцовки:
·
взаимно перпендикулярная – каждый последующий сгиб
перпендикулярен предыдущему;
·
параллельная – все сгибы параллельные;
·
комбинированная – последовательность параллельных и
перпендикулярных сгибов нерегламентирована.
Наиболее распространенный вид фальцовки
– взаимно перпендикулярные сгибы листа пополам. В зависимости от числа страниц
в листе (от доли листа, в которую отпечатана книга или журнал) применяется
фальц в один, два, три или четыре сгиба.
Фальцовка гармошкой – способ сложения
запечатанного листа, когда все сгибы параллельные и обращены во внешнюю
сторону. Раскрывается такой буклет (сфальцованный гармошкой) простым растяжением
без раскладки листов.
Фальцовка вовнутрь, оконная
фальцовка – способ сложения запечатанного листа, когда все сгибы
параллельные, при котором крайние доли листа каждый раз складываются
вовнутрь.
Еще различают симметричную и смещенную
фальцовку. При симметричной сгиб приходится на центр сфальцованной части листа,
а при смещенной фальцовке — сгибы выполняют со смещением, например, со шлейфом.
Ручная фальцовка:
применяется только как вспомогательный процесс при выпуске изданий на особых
сортах бумаги, при малых тиражах.
Машинный метод:
можно разделить в зависимости от применяемого устройства на два вида:
1. вороночный метод для получения готовых
тетрадей издания сфальцованных газет, который используется в рулонных печатных
машинах крупносерийного книжно-журнального и газетного производства;
2. с использованием специальных листовых
фальцмашин, работающих отдельно от листовых печатных машин.
|
Качество фальцовки Правильная Точность фальцовки определяют, как равенство размеров полей на смежных страницах совпадение Плотность, четкость Отсутствие складок и Качество фальцовки листов во многом зависят от таких технологических факторов, как толщина, Толщина бумаги. В тонких листах волокон целлюлозы Объемная масса бумаги. Каландрованные и висококаландрованные бумаги, имеющие большую Влажность бумаги. С увеличением влажности бумаги растут Направление волокон в Продольное расположение имеет преимущество, поскольку повышается прочность, долговечность При поперечном Число фальцев. Следует помнить, что увеличение Объем тетрадей, на который Толщина тиражной бумаги Более толстая бумага дает, |
||||
|
||||