Внедрение того или иного программного обеспечения для отдельных проектных операций требует точной настройки на специфику технологических процессов предприятия и четкого понимания того, как все элементы автоматизации будут работать в едином комплексе. В статье рассматривается, как грамотно выполнить такие настройки в модуле БАЗИС-Раскрой.
Немногим более года назад компания «БазисЦентр» выпустила первую версию нового модуля оптимизации раскроя плитных материалов БАЗИСРаскрой. Он создавался как программное решение, позволяющее формировать карты раскроя с максимальным учетом особенностей оборудования и технологии изготовления мебели на конкретном предприятии и требующее минимальных затрат при внедрении.
Настройки материалов для раскроя
Первоначально окно настроек материалов для раскроя (рис. 1) содержит две группы: «Прочие площадные материалы» и «Прочие погонные материалы». В зависимости от того, с какими типами материалов работает предприятие, можно создать произвольное количество новых групп. Создадим две группы: ДСП (древесностружечные плиты) с вложенными группами по толщине и ДВП (древесноволокнистые плиты), а затем добавим в каждую из них несколько видов материалов из общей базы (рис. 2). Уровень вложенности создаваемых групп неограничен, главное, чтобы структура групп отражала реальную производственную ситуацию.
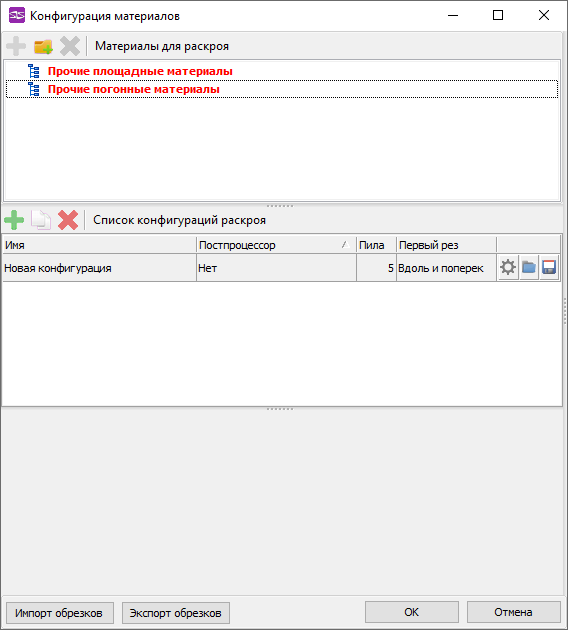
Рис. 1. Окно настроек для материалов
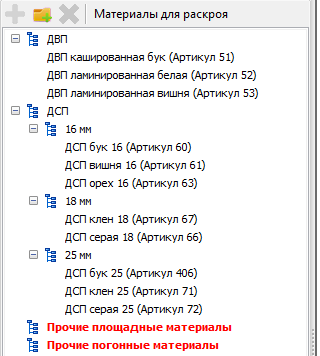
Рис. 2. Пример групп материалов
При загрузке модели для раскроя материалы панелей, которые отсутствуют в группах, добавляются в одну из групп «Прочие материалы», о чем выдается сообщение (рис. 3). Их можно переместить в одну из имеющихся групп, либо создать новую группу. Для каждой группы или для отдельных материалов создается список типоразмеров плит. Например, для группы ДСП 16 мм это может быть список, показанный на рис. 4. Обратим внимание, что в правом окне отображаются типоразмеры плит, которые могут использоваться для раскроя. Если те или иные типоразмеры плит в момент раскроя отсутствуют на складе, их можно оперативно исключить из раскроя, установив соответствующий флажок. В этом же окне указывается количество плит, имеющееся в наличии, которое после раскроя автоматически уменьшится на число использованных плит.
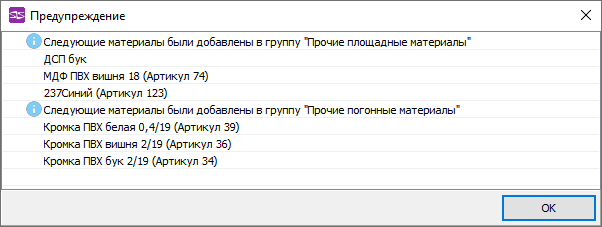
Рис. 3. Сообщение о новых материалах
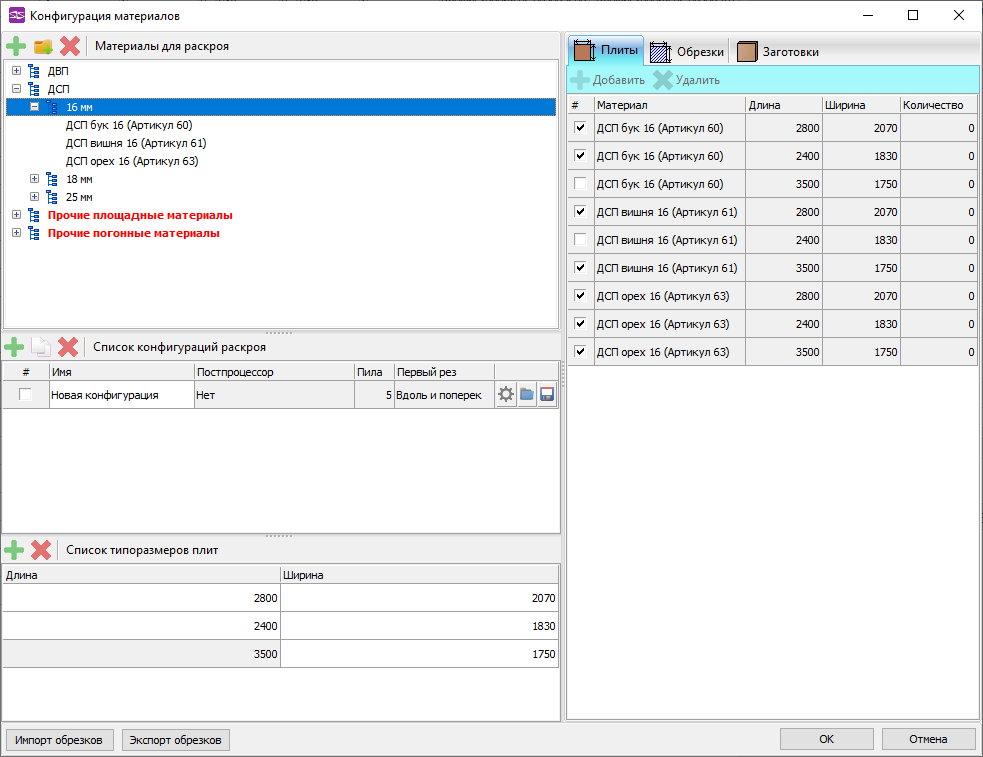
Рис. 4. Список типоразмеров плит
Третья операция по настройке материалов — создание списка конфигураций раскроя. Под этим термином понимается конкретное множество параметров, определяющих способ раскроя всех материалов некоторой группы или отдельного материала на определенном оборудовании. Каждая конфигурация сохраняется в отдельном файле и может быть загружена в любой момент времени. Грамотно созданные конфигурации раскроя для разных групп материалов позволяют значительно сократить время получения карт раскроя, гарантировать их качество и нивелировать разницу в квалификации технологов на предприятии.
В качестве примера создадим конфигурацию, соответствующую раскрою ДСП на форматнораскройном станке (ФРС) с названием «ДСП для ФРС». Все характеристики раскроя представлены в виде древовидной структуры, где для каждой позиции надо задать определенные значения характеризующих ее параметров (рис. 5).
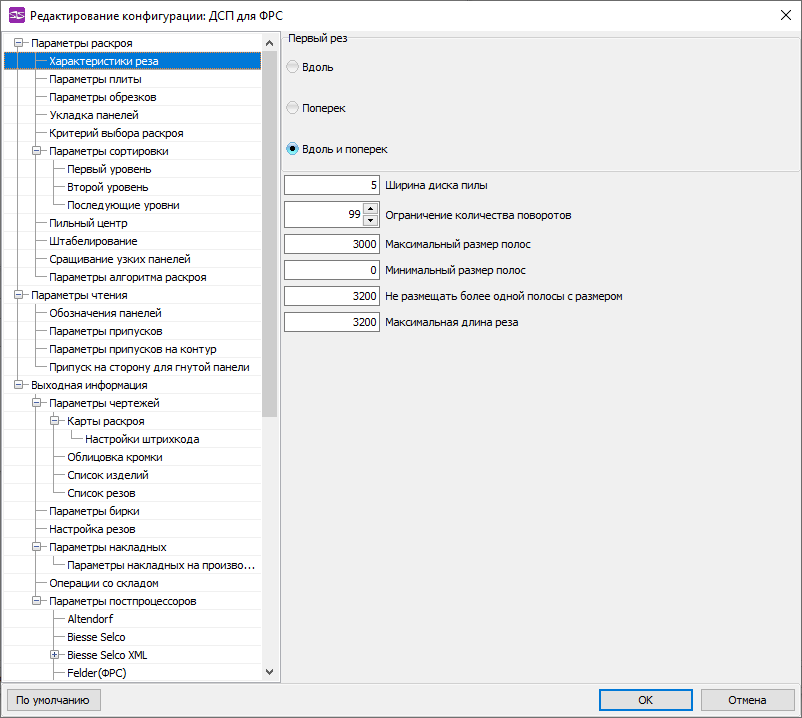
Рис. 5. Параметры конфигурации раскроя
Параметры раскроя
Первый параметр группы — характеристики резов (рис. 6). При раскрое важно задать направление первого реза: только вдоль или только поперек плиты либо же в любом из этих направлений. Далее указываем шесть числовых параметров:
- ширина диска пилы (для ФРС задаем 3,2 мм);
- количество поворотов плиты не ограничиваем, задавая максимально возможное значение;
- максимальный размер полос — 3000 мм;
- минимальный размер полос не контролируем, поэтому задаем нулевое значение;
- указываем, что на листе нельзя размещать более одной полосы размером свыше 1300 мм (это максимальное положение правого упора);
- максимальная длина реза — 3200 мм.
Далее определяем параметры плиты (рис. 7); прежде всего — это величина предварительной обрезки кромок плит материалов (торцовка). Важный нюанс: для ФРС производится обрезка только верхней и правой кромок, например по 20 мм. Конкретное числовое значение определяется состоянием кромок плит ДСП. Но это не значит, что для двух других кромок можно задать нулевые значения. Рекомендуется задать для них такие же значения. Это позволит избежать размещения заготовок близко к краю плиты. Нулевые отступы можно задавать, к примеру, при раскрое пластика.
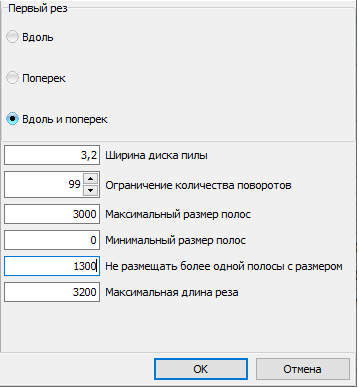
Рис. 6. Параметры реза
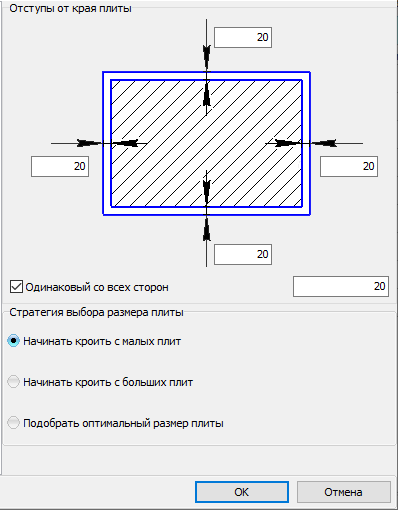
Рис. 7. Параметры плиты
Следующий параметр — стратегия выбора размера плиты. Он актуален в том случае, когда на складе есть плиты разных размеров. Возможны три варианта:
- начать кроить с плит наименьшего размера, а если их не хватит, то переходить к плитам большего размера;
- наоборот, начать с плит наибольшего размера;
- подобрать оптимальный размер плит, то есть выполнить раскрой на плитах всех имеющихся размеров и выбрать наиболее экономичный вариант.
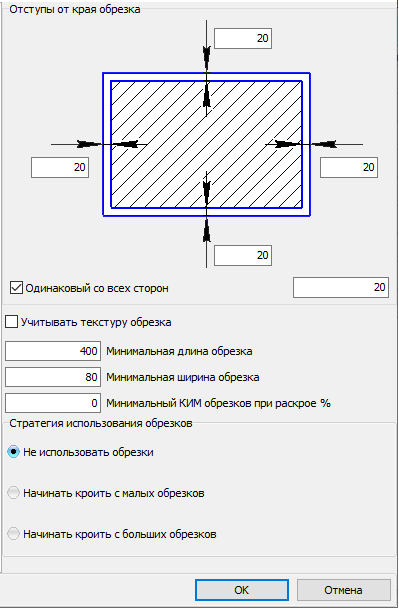
Рис. 8. Параметры обрезков
Если на предприятии организована работа с обрезками материалов, то для них также указываются размеры для торцовки (рис. 8). Далее задается критерий сортировки обрезков на деловые и отходы — минимальные значения длины и ширины, при которых обрезок считается деловым. При сортировке обрезков возможны два варианта:
- если текстура материала учитывается, то длина сравнивается с минимальной длиной, а ширина — с минимальной шириной;
- если текстура материала не учитывается, то производится четыре сравнения, и если хотя бы одно значение меньше минимального, то обрезок считается отходом.
Задание минимального коэффициента использования материала (КИМ) позволяет не увеличивать количество обрезков на складе и не тратить время на их поиск. При совместном раскрое плит и обрезков сначала раскраиваются именно обрезки, а уже потом — плиты. Может сложиться ситуация, когда количество вновь получившихся обрезков превышает количество использованных обрезков. Если задать минимальное значение КИМ достаточно большим (6080%), то детали будут размещаться на обрезках только в том случае, когда отходы будут минимальными, а общее количество обрезков не будет увеличиваться. Нулевое значение КИМ говорит о том, что по возможности обрезки всегда используются.
Стратегия применения обрезков во многом аналогична стратегии использования плит:
- не использовать обрезки;
- начать кроить с малых обрезков;
- начать кроить с больших обрезков.
Что касается укладки панелей (рис. 9), то для ФРС панели обычно начинают укладывать с правого верхнего угла. Кроме того, в начале раскроя на ФРС выполняется торцовка двух сторон плиты, устанавливается прямой угол, а затем начинается раскрой деталей. Это режим «Торцевать плиту». Для пильных центров алгоритм другой: сначала обрезается одна сторона плиты или стопки плит, пилятся полосы, а затем каждая полоса разворачивается и торцуется. Это режим «Торцевать полосы».
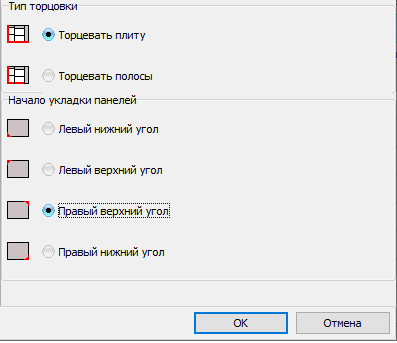
Рис. 9. Параметры укладки панелей
Следующим пунктом формируется стек критериев раскроя (рис. 10). Традиционный критерий любого раскроя — максимально возможное использование материала — для мебельного производства работает далеко не всегда. Во многих случаях, особенно при использовании высокопроизводительного пильного оборудования, приоритетным становится технологичность карт раскроя (Бунаков П.Ю., Каскевич Н.В. Новые технологии автоматизированного раскроя материалов для мебельного производства / Коломна: Московский государственный областной социальногуманитарный институт, 2013. 278 с).
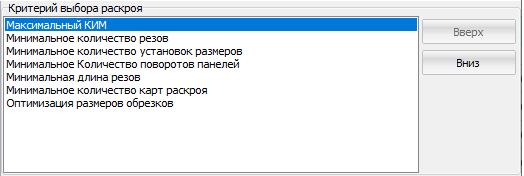
Рис. 10. Стек критериев раскроя
С целью учета всех производственных факторов технолог для каждого раскроя формирует свой стек из следующих критериев оптимизации: максимальное значение КИМ, минимальное количество резов, минимальное количество установок размеров, минимальное количество поворотов панелей, минимальная длина резов, минимальное количество карт раскроя и оптимизация размеров обрезков. Приоритет каждого критерия определяется его положением в списке: чем выше, тем приоритетнее, то есть оптимизация выполняется по самому верхнему критерию, затем по следующему и т.д.
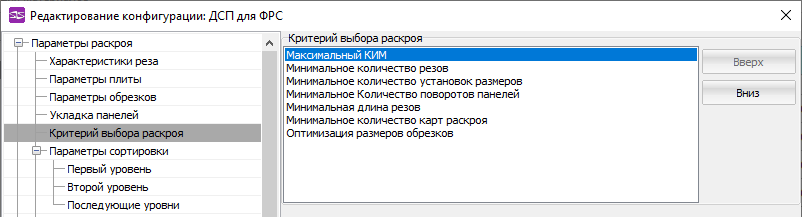
Рис. 11. Порядок сортировки
Далее идет группа параметров сортировки отдельно для первого, второго и последующих уровней (рис. 11). При раскрое на ФРС целесообразно установить такой порядок сортировки на первом уровне:
- сначала по размеру от большего к меньшему, чтобы получающиеся полосы можно было укладывать «пирамидой»;
- при одинаковых размерах сортировать по КИМ от максимума к минимуму, то есть сначала будут идти наиболее заполненные полосы;
- при равенстве двух предыдущих параметров вначале выходят готовые детали (на первом уровне обычно готовые детали получаются редко).
Дополнительно можно уточнить следующие моменты:
- самую большую полосу всегда делать последней. Это позволяет оставить ее на станке и продолжить работу с ней. Здесь же указывается, что следует считать большой полосой;
- обрезки размещать в начале полосы. Данный режим рекомендуется для некоторых моделей пильных центров, а для ФРС лучше размещать обрезки в конце полосы;
- узкие полосы в середине. Установка этого режима позволяет избежать деформации узких полос при попадании их на край плиты («сабельность»). При какой максимальной ширине полосу следует считать узкой, указывается здесь же. Если режим установлен и на какойлибо карте есть узкие полосы, то для этой карты сортировка по размеру не действует. Сортировка по размеру работает только при условии, что данный режим не установлен или на карте нет узких полос.
Точно такие же параметры задаются для второго и последующих уровней. Только для второго уровня рекомендуется сортировку начать с готовности, а уже готовые детали сортировать по размеру — от максимума к минимуму. Это позволит готовые детали сразу отложить от станка, складывая их «пирамидой». Для второго и последующих уровней характер размещения узких полос несущественен.
Далее указывается режим штабелирования (группирования) готовых панелей, который рекомендуется использовать при массовом производстве или при наличии большого количества одинаковых деталей. Он позволяет сократить количество перенастроек оборудования для последующей обработки деталей за счет того, что на соответствующие участки будут поступать большие партии одинаковых деталей. В качестве критерия штабелирования может выступать площадь детали, ее длина, ширина или периметр, позиция, количество деталей. Выберем, к примеру, площадь. В этом случае сначала будут напилены панели одной площади, потом следующей и т.д. Соответственно, готовый штабель можно сразу передать на участки последующей обработки, обеспечивая ритмичность работы всей технологической линии.
Следующая настройка — параметры алгоритма раскроя (рис. 12). Понятия оптимальных карт раскроя для ФРС и пильных центров заметно различаются. При выборе пильного центра следует с помощью движка задать соотношение между скоростью формирования карт и их качеством. Несмотря на желание получить самые качественные карты раскроя, не следует сильно сдвигать его по шкале в сторону «качественнее», поскольку в абсолютном большинстве случаев кроме увеличения времени раскроя это ничего не даст. Проведенные эксперименты показали, что при положении маркера примерно в середине шкалы оптимальные карты раскроя уже формируются. Когда можно задать максимальное качество? Например, на последнем листе оказались однадве детали небольших размеров. В этом случае имеет смысл сдвинуть движок на максимальное качество и выполнить раскрой заново. Возможно, но не гарантировано, что количество листов уменьшится.
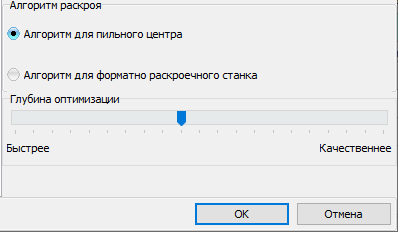
Рис. 12. Параметры алгоритма раскроя
В алгоритме раскроя для пильных центров основной акцент делается на технологичности карт, а для ФРС — на экономии материала, то есть при прочих равных условиях предпочтение отдается более плотной укладке деталей.
Параметры чтения
В данной группе параметров определяются правила формирования обозначений панелей на документации и различных припусков, например припуск на черновой раскрой, который редко, но применяется, или припуск на криволинейную кромку.
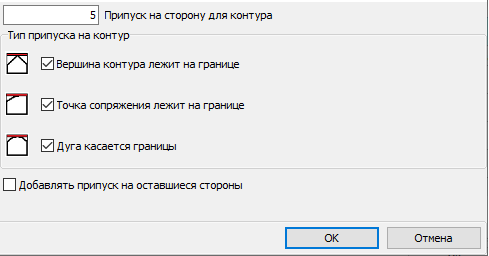
Рис. 13. Припуски на контур
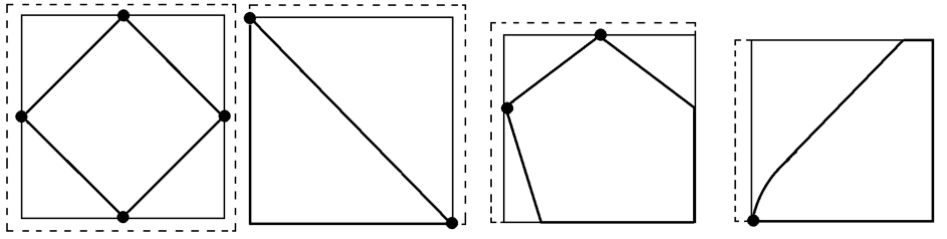
Рис. 14. Припуски на детали с острыми углами
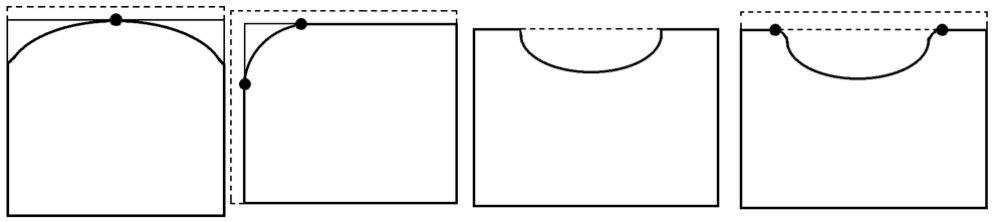
Рис. 15. Припуски на детали с сопряжениями
Припуски на черновой раскрой задаются так же, как и параметры торцовки панелей. Отметим несколько важных параметров:
- кратность округления распиловочных размеров. Нередко в модели оказываются детали, размеры которых указаны с излишне высокой точностью, недоступной для оборудования. В этом случае они округляются с заданной точностью;
- припуск на сторону для панелей с облицованной пластью. Данный параметр используется, когда раскраиваемая панель облицована какимлибо материалом. В этом случае ее распиловочные размеры будут увеличены на указанное значение;
- припуск на контур (рис. 13). Он добавляется к распиловочным размерам автоматически, когда контур панели не прямоугольный и при этом вершина угла или точка сопряжения лежит на стороне ее габаритного прямоугольника. В качестве примера на рис. 14 пунктирными линиями показано, как добавляется припуск для деталей, контуры которых имеют острые углы, а на рис. 15 — для деталей с сопряжениями. Опция «Добавлять припуск на оставшиеся стороны» позволяет добавить припуск на все стороны габаритного прямоугольника, если он добавлен хотя бы на одну сторону (рис. 16);
- припуск на сторону для гнутой панели. Технология изготовления гнутых панелей требует различных припусков вдоль траектории и поперек нее, что задается в соответствующих окнах.
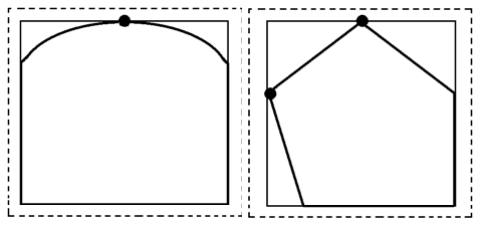
Рис. 16. Припуски на оставшиеся стороны
Выходная информация
Выходная информация — это, прежде всего, сами карты раскроя. Для них определяются параметры внешнего вида (рис. 17): отображение линий реза, штриховка обрезков и отходов, вид написания размеров, способ отображения пазов, вид изображения облицованных кромок и т.д. Помимо графической части в табличном виде формируются списки изделий и резов, вид которых также определяется соответствующим набором параметров.

Рис. 17. Параметры оформления карт раскроя
Еще один важный выходной документ — бирки со штриховым кодом, которые могут создаваться и для панелей, и для обрезков. Они формируются на основе ранее созданных шаблонов. Именно бирки являются основой безбумажной технологии обработки деталей по всей технологической цепочке.
Для организации учета материалов автоматически создаются несколько видов накладных, для которых определяется формат представления и характер отображения выводимой информации.
Последнее множество параметров выходной информации относится к постпроцессорам для пильных центров, технологии нестинга (выполнение за один цикл максимального количества операций) и модулю БАЗИССимулятор. Каждая позиция в этом множестве характеризуется собственным набором параметров. В качестве примера на рис. 18 показан набор параметров для пильного центра KDT.
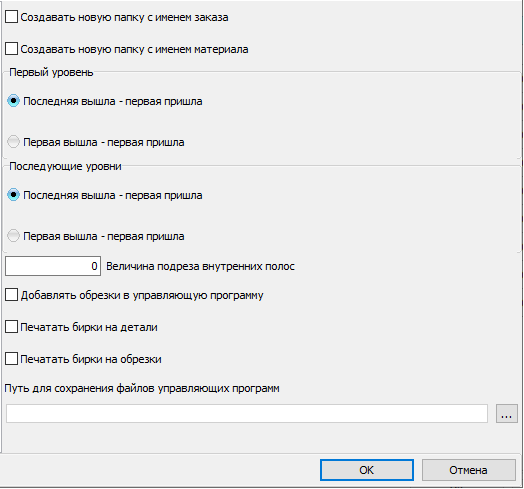
Рис. 18. Набор параметров для пильного центра KDT
Работа с конфигурациями
Задав все указанные группы параметров, получаем отдельную конфигурацию раскроя. Выше речь шла о конфигурации «ДПС для ФРС». Аналогичным образом можно создать еще несколько конфигураций, например для пильных центров KDT и SCM. Далее указываем, для каких материалов какие конфигурации можно использовать. В рассматриваемом случае для ДСП можно использовать все три из них, а для ДВП — только «ДСП для ФРС».
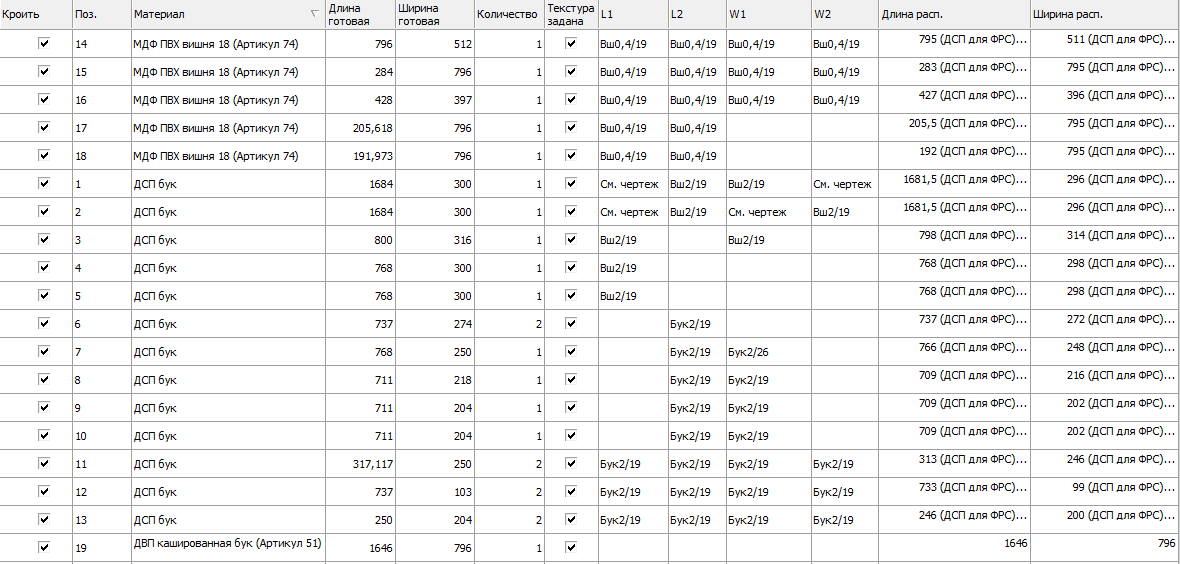
Рис. 19. Таблица раскраиваемых материалов
Считываем модель изделия, для которого надо выполнить раскрой. В таблице отображаются присутствующие в ней материалы (рис. 19). Можно раскраивать их все либо выбрать некоторые из них. Кроме того, можно визуализировать контур любой панели (рис. 20). Для каждого материала назначаем одну или несколько ранее созданных конфигураций, выполняем раскрой и получаем карты раскроя. Причем это не окончательный вариант — их можно редактировать следующими основными способами:
- сменить направление первого реза для любой карты. При этом в случае, если какието детали не разместятся на листе, они будут помещены в буфер раскроя (рис. 21);
- переместить детали на новое место вручную с автоматическим отслеживанием допустимости операции как в пределах одной карты раскроя, так и между картами. В процессе перемещения зеленым цветом выделяются области, куда можно поместить выбранную деталь, а серым — куда нельзя (рис. 22). Аналогичным образом можно перемещать и целые полосы.
Добившись требуемого качества раскроя, принимаем его, указывая, какие документы необходимо сформировать (рис. 23).
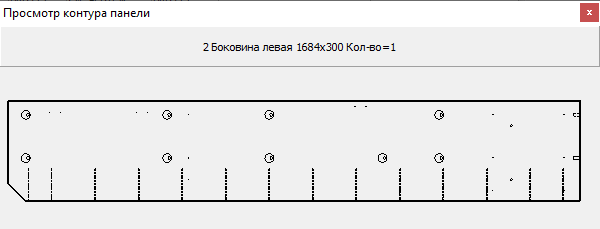
Рис. 20. Просмотр контура панели
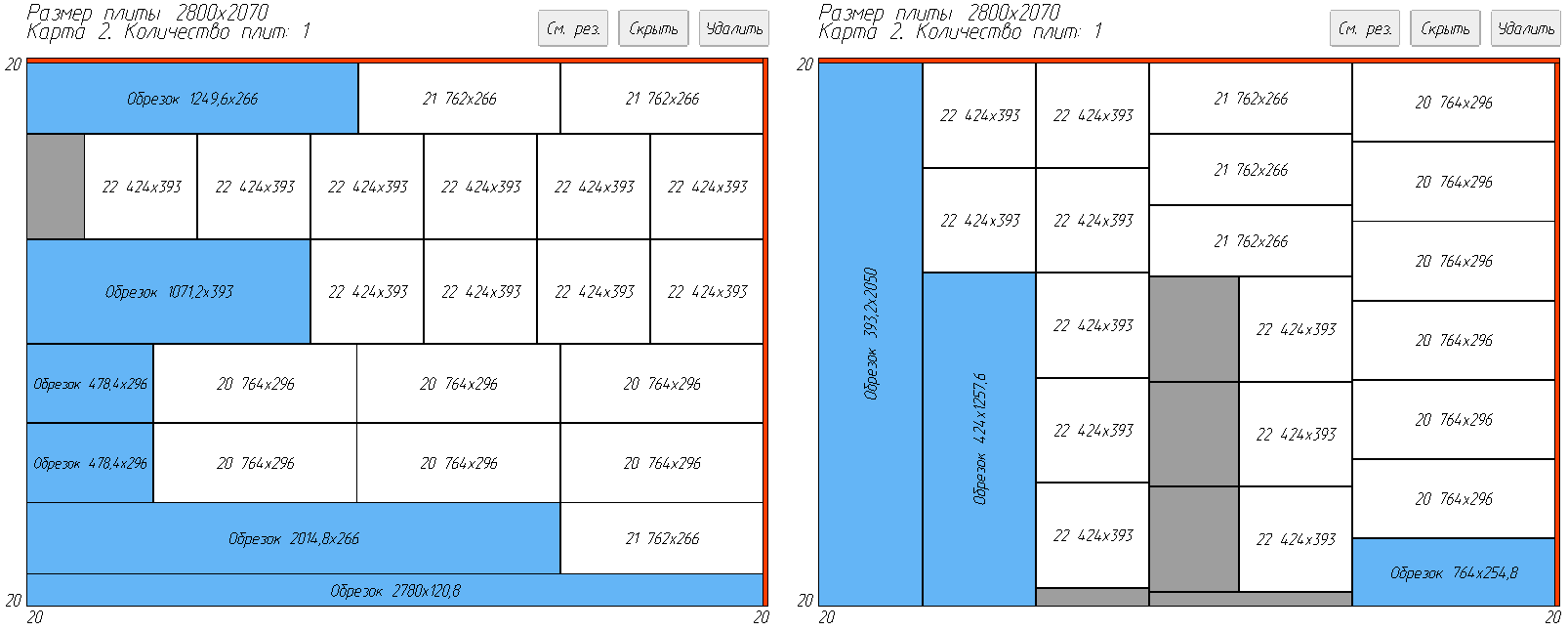
Рис. 21. Изменение направления первого реза
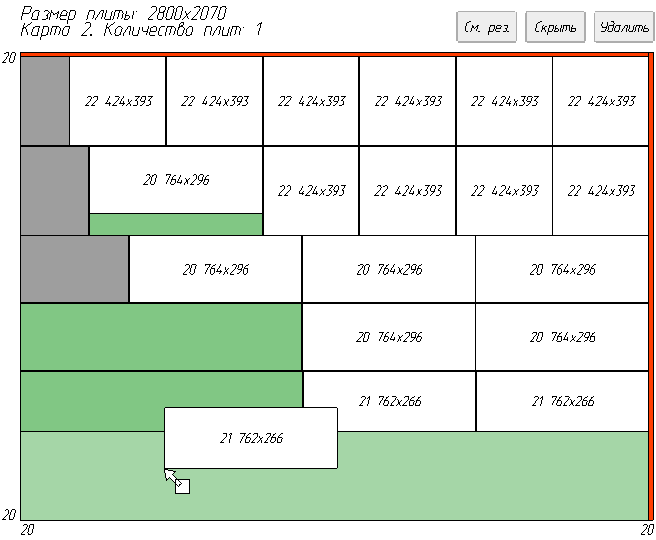
Рис. 22. Ручное редактирование карты
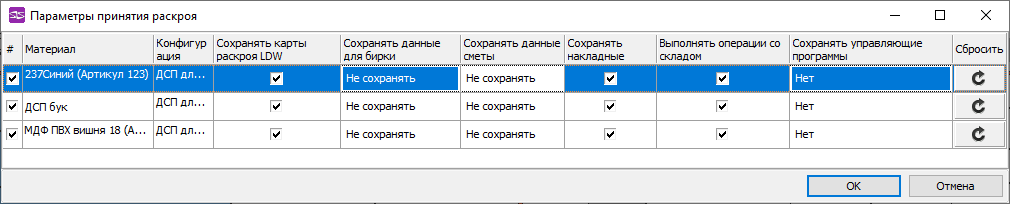
Рис. 23. Выбор формируемых документов
Заключение
Как показывает опыт пользователей, грамотная настройка механизма конфигураций позволяет создать на мебельном предприятии условия для быстрого и качественного формирования карт раскроя листовых материалов. Это своего рода база, аккумулирующая знания и опыт ведущих технологов и делающая его доступным для всех специалистов.
Источник:
по материалам ООО «Базис — Центр»
Модуль БАЗИС-Раскрой изначально разрабатывался для использования в условиях автоматизированных мебельных производств, различающихся между собой многими параметрами: объемом и номенклатурой изделий, оборудованием, уровнем автоматизации проектирования и производства и т. д.
Исходя из этого, помимо эффективных алгоритмов оптимизации и широкого набора технологических настроек в нем реализовано большое количество дополнительных возможностей, которые позволяют выполнить «тонкую» настройку, как на специфику организационно-технологических процессов, так и на особенности выполняемых заказов и обрабатываемых материалов.
Работа с проектом
Как правило, в состав заказа входит не одно изделие, а несколько, причем их количество может быть различным, и изготавливаться они могут из разных материалов. Конечно, можно сделать раскрой на каждое изделие в соответствии с тем количеством, с которым оно присутствует в проекте. Однако, поскольку все эти изделия входят в один заказ, то необходимо организовать одновременный раскрой всех деталей из одного материала. Это позволит получить значительную экономию времени и средств.
Другой вариант — собрать все элементы в нужном количестве на одном листе в модуле БАЗИС-Мебельщик, и передать задание на раскрой. Однако в этом случае придется столкнуться со следующей проблемой. В каждом элементе кухни нумерация деталей начинается с единицы, например, у стола-тумбы детали пронумерованы от 1 до 9, у навесной полки — от 1 до 11, и т.д. Другими словами, первые позиции во всех изделиях соответствуют абсолютно разным деталям. При передаче задания на раскрой программа расставит позиции заново по принципу сплошной нумерации. В результате количество позиций будет равно количеству различающихся деталей во всей кухне. Это означает, что при раскрое появятся такие позиции, которых нет ни на одном сборочном чертеже. Разобраться после раскроя, какая панель, к какому изделию относится, будет практически невозможно.
Для решения подобных задач в системе БАЗИС вводится понятие проекта. Проект представляет собой файл данных в табличной форме, содержащий информацию о том, какие изделия и в каком количестве входят в состав мебельного ансамбля (комплекта, гарнитура, заказа и т.п.). В проекте хранится также обозначение изделия, которое используется для формирования уникальных имен панелей при выполнении операции раскроя. Удобство использования проекта заключается в том, что он содержит ссылки на файлы моделей, хранящихся на жестком диске, и при изменении последних (изменение конструкции, замена фурнитуры и материалов) нет необходимости заново создавать проект.
В качестве примера создадим проект на модель кухни, показанной на рис. 4.1, и выполним раскрой этого проекта.

Проект можно формировать и редактировать в различных модулях системы БАЗИС, при этом соответствующая кнопка в любом из них имеет одинаковый вид. После ее нажатия появляется диалогов Формирование проекта, показанный на рис. 4.2.

Начинаем формировать проект. Нажимаем кнопку Добавить файл в проект и в окне выбора указываем нужные файлы последовательно, или выделив целиком группу файлов (рис. 4.3).

Последняя возможность реализуется двумя способами:
▼ нажать клавишу и отметить файлы, которые необходимо включить в проект;
▼ указать первый файл группы, а затем — последний файл, зажав одновременно клавишу .
В проект можно включать следующие типы файлов:
▼ файлы системы БАЗИС с расширением *.b3d, *.ldw;
▼ библиотеки — *.bln, *.blf;
▼ списки панелей для раскроя — *.obl;
▼ другие проекты — *.bprj.
Далее в заполненном диалоге формирования проекта (рис. 4.4) указываем количество комплектов каждого изделия, входящего в данный заказ, и вводим краткое обозначение.
По умолчанию, краткое обозначение автоматически присваивается при включении файла в проект и совпадает с именем файла (без пути к нему). Его можно изменить в соответствии с принятыми на конкретном предприятии обозначениями, например, СР-3-600 — Стол рабочий 600 мм с тремя ящиками.
Назначенные соответствия файлов с изделиями и обозначений желательно сохранить, для того, чтобы проще было создавать другие проекты. Для этого используется кнопка Сохранить соответствие обозначений. В дальнейшем, если в какой-либо проект будет добавляться файл, которому ранее было присвоено обозначение, то именно оно, а не имя файла, будет автоматически взято в качестве обозначения.

Для работы с проектом используются следующие команды, принцип работы которых достаточно очевиден (табл. 4.1):

Как отмечено выше, в состав проекта можно включать другие проекты (рис. 4.6). В этом случае проект будет иметь вложенную структуру, но в окне формирования проекта она не отображается.

Для ее просмотра структуры проекта надо нажать кнопку Cтруктура проекта. На экране появится диалог Структура проекта (рис. 4.7).

Создадим проект из трех изделий (рис. 4.8):
▼ шкаф угловой (обозначение ШУ) в количестве 1 штуки;
▼ угловая консоль (УК) — 2 штуки;
▼ шкаф трехдверный с зеркалом (ШК3) — 2 штуки.

После создания проекта нажимаем кнопку ОК. Если не было произведено его сохранение, то будет выдан запрос (рис. 4.9).

Далее начинается формирование общего списка размеров панелей для раскроя и, если позиции в изделиях не были поставлены, то выдается запрос на их автоматическую расстановку.
При положительном ответе расставляются позиции для всех панелей входящих в изделие, а их размеры заносятся в таблицу. Обозначения панелей формируются автоматически по следующим правилам. Если для некоторого изделия задано краткое обозначение, например, ШУ, то обозначение панелей для него будет таким: ШУ/1, ШУ/4, ШУ/12 и т.д. Другими словами обозначение любой панели состоит из заданного краткого обозначения изделия, за которым после наклонной черты записывается номер позиции панели на сборочном чертеже. При таком принципе формирования обозначений легко определить, какая панель, какому изделию принадлежит, и в каком месте на сборочном чертеже она находится. Естественно, что панели от разных изделий при формировании общего списка объединяются по материалам.
При считывании информации о панелях из модели изделия определяются их размеры и количество в изделии. Затем это количество панелей умножается на количество изделий, которое необходимо раскроить. Например, для проекта, показанного на рис. 4.8, фрагмент списка панелей для раскроя представлен на рис. 4.10. Видно, что для углового шкафа (обозначение ШУ) детали позиций 6, 7, 8, 9, 10 изготавливаются в количестве одной штуки (в проект входит один угловой шкаф), а для угловой консоли (УС) детали позиций 6, 7, 8, 9 изготавливаются в количестве двух штук, поскольку в проекте две консоли.

Раскроим этот заказ, то есть сформируем карты раскроя одновременно для всех изделий, входящих в проект. На рис. 4.11 приведена одна из карт раскроя. На ней расположены детали позиций 23, 29, 32 от углового шкафа и детали позиций 25 и 32 от угловой консоли, при этом хорошо видно расположение панелей и принадлежность каждой из них тому или иному изделию. Естественно, что при совместном раскрое изделий коэффициент использования материала будет выше, так как возможно больше вариантов размещения деталей.

Информация об изделии в проект изделия не записываются. В него записываются только полные имена файлов (путь к нужному каталогу, имя файла и его расширение) и количество раскраиваемых изделий. Если создать проект и сохранить его на диск, а затем внести изменения в изделие, не изменяя его расположение на диске, то при повторной загрузке проекта информация о панелях будет считываться уже из модели измененного изделия. При этом можно изменить количество комплектов любого изделия и выполнить повторный раскрой.
Перед началом раскроя необходимо установить количество комплектов равным единице, поскольку количество комплектов каждого изделия уже назначено в проекте. Однако, если необходимо раскроить, например, десять таких кухонь, то в этом случае количество комплектов задается равным десяти. Интересной и полезной является возможность формирования проекта проектов, то есть включать в формируемый проект другие, ранее созданные проекты. Рассмотрим эту возможность на примере.
Пусть некоторая фирма получила большой заказ — поставить мебель для гостиницы, в которой есть одно-, двух- и трехместные номера. В одноместном номере должны быть кровать, тумбочка и шкаф в единственном экземпляре. Это один проект. В двухместном номере устанавливаются две кровати, две тумбочки и один шкаф. Это другой проект. В трехместном номере — три кровати, три тумбочки, два шкафа и один стол. Это третий проект. Заказанная мебель должна поставляться по мере готовности этажей гостиницы. На первом этаже имеется десять одноместных, пять двухместных номеров и два трехместных номера. Для раскроя изделий первого этажа формируем проект проектов, в который входят проект одноместного номера в количестве десяти комплектов, проект двухместного номера в количестве пяти комплектов и проект трехместного номера в количестве двух комплектов. Формируется общий проект, включающий в себя все необходимые изделия в нужном количестве. В результате будет произведен раскрой всех изделий для всех номеров первого этажа гостиницы. При готовности следующего этажа выполняем аналогичные действия.
Формирование проекта проектов мало чем отличается от обычного проекта. Создаем новый проект и добавляем в него проекты одноместных, двухместных и трехместных номеров, созданные ранее (рис. 4.12).

Добавим в новый проект повторно проект, например, двухместного номера. В этом случае будет выдан запрос на увеличение количества (рис. 4.13). При положительном ответе в строке, соответствующей двухместному номеру, количество увеличится на единицу, то есть вместо пяти комплектов раскраиваться будут шесть.

Сохраним проект. После этого формируется общий список панелей (рис. 4.14). В обозначении каждой детали присутствует обозначение проекта в проекте проектов (ОН — одноместный номер), обозначение изделия в исходном проекте(ШУ — шкаф угловой) и позиции деталей. Если после этого выполнить раскрой, то будут получены карты на всю мебель, необходимую для установки на первом этаже. При этом никаких ошибок комплектации заказа не может быть в принципе.

Работа с обрезками и дополнительным списком панелей
Обрезки это неизбежный атрибут любого мебельного производства. С одной стороны очень заманчиво их использовать для экономии материала, но с другой стороны это может потребовать таких накладных расходов, что весь эффект от экономии сведется к нулю.
Рассмотрим на примере, как можно организовать работу с обрезками в модуле БАЗИС-Раскрой. Окно списка обрезков показано на рис. 4.15. В верхней части окна находится список материалов, для которых есть обрезки, а в нижней — список обрезков для выбранного материала. По умолчанию список материалов всегда включает в себя два предопределенных материала — Плита (для листовых материалов) и Полоса (для погонажных материалов), даже, если для них нет обрезков.

Любой материал вместе со списком обрезков можно удалить или добавить новый материал, нажав соответствующие кнопки, расположенные рядом со списком материалов, или вызвав контекстное меню правой кнопкой мыши (рис. 4.16). Аналогичные операции можно проводить и с каждым обрезком в отдельности, при этом в случае добавления обрезка необходимо задать его размеры и количество.

В начале работы обрезков на складе нет, поэтому список пустой. Выполнив раскрой некоторого списка панелей, получим карты раскроя, на которых изображены детали и обрезки (рис. 4.17). Допустим, что качество карт раскроя приемлемо, поэтому нажимаем кнопку Принять текущий раскрой.

Статистика выполненного раскроя показана на рис. 4.18.

Запомним, что количество плит равно шести. В появившемся диалоге параметров сохранения результатов раскроя (рис. 4.19) по умолчанию включены опции Сохранить обрезки и Накладные на обрезки сохранять в формате *.ldw.

В результате раскроя формируются накладные на передачу обрезков на склад временного хранения (рис. 4.20).

Если теперь вызвать команду Работа с обрезками, то на панели Материал диалога Список обрезков на складе можно увидеть список всех материалов, обрезки из которых сохранялись в базе, а ниже — список панелей из материала, который выделен в списке материалов. На рис. 4.21 это материал ДСП вишня 16. В конце списка показано общее количество обрезов — 56 штук и их суммарная площадь — 38,536 м2. Если какой+то из обрезков, допустим, поцарапан или имеет другие дефекты, то его можно удалить из списка, как это описано выше.

При следующем раскрое того же самого материала можно использовать режим раскроя обрезков и плит, рассмотренный выше. Включим его и повторно выполним раскроя того же изделия. Статистика нового раскроя показана на рис. 4.22.

Количество плит — одна (сравним с шестью при раскрое только плит), количество обрезков — 28. Другими словами, вместо пяти плит оказалось достаточным использовать 28 обрезков, оставшихся от предыдущего раскроя.
Часть карт раскроя обрезков показана на рис. 4.23. И только те детали, которые не уместились на обрезках, раскраивались на единственной плите. Экономия налицо. В процессе раскроя появились новые обрезки. Их также можно тоже сохранить на складе обрезков, приняв текущий раскрой. Не стоит только забывать, что нормальное функционирование склада обрезков требует высокого уровня организации работ: каждый обрезок надо идентифицировать, обеспечить хранение, организовать быстрый поиск и т.д. Это сложно и накладно, поэтому, как правило, при работе с обрезками мебельщики идут по другому, упрощенному пути.

Перед выполнением раскроя какого-либо материала проверяется, есть ли пригодные для работы обрезки на складе. Если есть, то их реальные размеры заносятся в список обрезков. После чего выполняем раскрой обрезков и плит. В любом случае работа с обрезками требует дополнительных немалых усилий без особых гарантий получения значительной экономии, поэтому лучше максимально избавиться от них.
Этого можно добиться использованием дополнительного списка панелей. Для объяснения его смысла вернемся к предыдущему раскрою и включим режим раскроя только плит. Основной список панелей это те панели, которые необходимо раскроить сейчас для изготовления текущего изделия. При этом известно, что через какое-то время будет другой заказ, в котором будут присутствовать детали из этих же материалов, например, из ДСП вишня 16. Загрузим этот заказ в дополнительный список.
Формирование дополнительного списка выполняется аналогично формированию основного списка, при этом структура обеих списков идентична. Визуально оба списка отображаются в главном окне программы, только на различных вкладках (рис. 4.24).

Итак, есть основной список, который надо кроить сейчас, и дополнительный список, который будет раскраиваться через несколько дней. Выполняем раскрой и анализируем статистику (рис. 4.25), сравнивая ее со статистикой раскроя без дополнительного списка (рис. 4.18). Поскольку выполнялся раскроя только плит, то их количество по-прежнему равно шести. При этом увеличилось значение КИМ без учета обрезков с 76,34% до 80,31%, а значение КИМ с учетом обрезков практически не изменилось + 95,91% и 95,75%. Очевидно, что количество обрезков сократилось.

При этом на картах раскроя появились детали, перечеркнутые пунктирной линией (рис. 4.26). Это и есть детали из дополнительного списка. Они разместились на обрезках, полученных при раскрое основного списка деталей. Другими словами, раскрой обрезков производится оперативно, без их передачи на склад и всех других действий с ними. Таким образом формируется задел на будущее.

Раскроенные детали из дополнительного списка передаются на склад заготовок, содержимое которого доступно для оперативного просмотра и редактирования. При раскрое любого основного списка, программа вначале проверяет содержимое склада заготовок и только после этого начинает раскраивать недостающие детали. При анализе склада заготовок детали сравниваются и по размеру, и по материалу. Только в том случае, когда оба условия выполняются, деталь списывается со склада, и количество раскраиваемых деталей из основного списка уменьшается. Таким образом, если в задание включены детали, уже имеющиеся на складе заготовок, то программа не включит их в текущий раскрой, а просто выдаст накладную на получение со склада.
После выполнения раскроя при наличии дополнительного списка формируются документы трех видов:
▼ на передачу в производство полученных деталей основного списка, за минусом деталей взятых со склада;
▼ на отпуск заготовок со склада для основного списка;
▼ на передачу заготовок из дополнительного списка на склад (рис. 4.27).

Обратим внимание, что на накладной нет обозначения позиций и облицованных кромок. Это означает, что заготовки из дополнительного списка идентифицируются только по наименованию материала и по размерам, то есть на следующие изделия они могут пойти на любые подходящие по размерам детали.
Через какое-то время бывший дополнительный список станет основным. При этом в столбце На складе для каждой детали, которая ранее раскраивалась в
дополнительном списке, будет показано ее количество на складе. Ячейки в этом столбце закрыты для редактирования. Двойной щелчок мыши на любой из них приведет к открытию диалога Список заготовок на складе, который имеет точно такой же вид, что и диалог Список обрезков на складе (рис. 4.21). В новый дополнительный список снова включим какие-то изделия и выполним раскрой. Перед его началом, если на складе есть заготовки из того же материала, будет выдан запрос, показанный на рис. 4.28.

Обратим внимание на то, что при считывании списка панелей в дополнительный список они добавляются к уже имеющимся панелям. Поэтому сначала его надо очистить, то есть создать заново, нажав кнопку Создать новый список, и только потом считывать туда информацию, нажав кнопку Загрузить список из файла.
При положительном ответе выполняется раскрой только для тех деталей, которых нет на складе, или они имеются в недостаточном количестве. Для остальных деталей формируется накладная на отпуск заготовок со склада временного хранения (рис. 4.29). В ней уже присутствуют номера позиций и указания об облицовке кромок.

Как видим, грамотное использование дополнительного списка позволяет значительно уменьшить количество обрезков при раскрое. Даже в том случае, когда раскраивается изделие из редкого материала, дополнительный список может пригодиться. На любом мебельном предприятии есть некоторые универсальные детали, например, стенки ящиков, размеры которых, как правило, одинаковые. Вводим в дополнительный список вручную размеры этих деталей, а количество указываем большое, например, 100 штук. Естественно, столько их не будет раскраиваться, поскольку они размещаются только на обрезках и отходах от раскроя основного списка деталей. Таким образом, формируется задел универсальных деталей на будущее. Это не обрезки, а детали, поэтому отношение к ним на складе будет совсем другое.
Напомним два важных момента раскроя обрезков. Для совместной оптимизации использования имеющихся обрезков и загрузки склада заготовок предусмотрена опция, определяющая возможность размещения на обрезках деталей из дополнительного списка без размещения на них деталей из основного списка. При ее выборе обрезки, на которых не размещаются детали из основного списка, не будут использоваться для раскроя деталей из дополнительного списка.
Обрезки, образующиеся в процессе раскроя, как и заготовки из дополнительного списка, передаются на склад, содержимое которого можно оперативно просматривать и редактировать.
В случае использования обрезков первоначально производится раскрой панелей на имеющихся в базе обрезках, а затем уже раскраиваются целые плиты. Если же выбрана опция раскроя только плит, то раскрой обрезков не выполняется, то есть содержимое базы обрезков игнорируется. При совместном раскрое обрезков и плит выполняется два вида контроля раскроя обрезков:
▼ по минимальному значению КИМ;
▼ по рациональности раскроя обрезков.
В первом случае задается минимальное значение КИМ при раскрое обрезков. Если при размещении деталей на некотором обрезке оказывается, что получившийся КИМ меньше этого значения, то раскрой такого обрезка не выполняется, и он остается в базе обрезков. Рассмотрим простой пример. На складе есть обрезок размером 1000х1000 мм. Установлен режим раскроя обрезков и плит, но при этом минимальное значение КИМ при раскрое обрезов (настраивается в группе Характеристики обрезков на вкладке Общие диалога Параметры (см. раздел Характеристика обрезков на с. 78) задано нулевым. Допустим, на карте раскроя имеется деталь размером 500х100 мм, и это единственная деталь, размеры которой меньше 1000 мм. Поскольку вначале раскраиваются обрезки, она будет размещена на имеющемся обрезке (КИМ, как нетрудно подсчитать, будет равен 5%). Если при раскрое плит появится новый обрезок, например, 900х900 мм, то на нем не разместится ни одна деталь и его придется сдать на склад. Получается двойная работа: один обрезок надо найти на складе и принести на раскрой, а после раскроя почти такой же обрезок отнести на склад. При этом очевидно, что деталь могла бы разместиться на новом обрезке. Установив минимальное значение КИМ отличным от нуля (например, 50%), можно исключить подобные ситуации.
Второй вид контроля введен в силу того, что при раскрое обрезков и плит может сложиться такая ситуация, при которой суммарная площадь вновь получившихся обрезков будет больше суммарной площади используемых обрезков. Это приведет к увеличению общего количества материала, хранящегося в базе обрезков. Другими словами, несмотря на то, что максимальное использование обрезков при раскрое является эффективным способом экономии материалов, с организационной точки зрения это может привести к дополнительным издержкам.
В модуле БАЗИС-Раскрой реализован следующий алгоритм выполнения данного вида контроля. Поскольку при совместном раскрое обрезков и плит в первую очередь выполняется раскрой обрезков, то рассчитывается два значения КИМ:
▼ отношение суммарной площади всех раскраиваемых деталей к суммарной площади использованных обрезков и полноформатных плит;
▼ отношение суммарной площади всех раскраиваемых деталей к суммарной площади использованных полноформатных плит без учета имеющихся обрезков.
В том случае, когда второе значение КИМ больше первого, раскрой обрезков оказывается неэффективным, поэтому программа выдает соответствующее
предупреждение и автоматически выполняет раскрой только полноформатных плит. Использование данного режима контроля является опциональным.
Для его включения следует включить опцию Анализ площадей.
Редактирование карт раскроя
Ручное редактирование карт раскроя
После формирования карт раскроя их можно отредактировать вручную. Для этого предназначены две кнопки, находящиеся под главным меню программы:
▼ Редактирование карт раскроя;
▼ Показать/скрыть буфер панелей.
Для ручного редактирования карт раскроя надо нажать первую из этих кнопок, после чего появится запрос Укажите панель. Далее необходимо поместить указатель мыши на панель, которая будет перемещаться, и щелкнуть левой кнопкой. Панель подсветится, после чего ее можно перемещать мышью на свободное место на этой или другой карте раскроя. Свободным местом считается обрезок или отход материала. При движении мыши контур панели перемещается за указателем. Если ориентация у перемещаемой панели не задана, то ее можно повернуть на 90°, нажав клавишу <Пробел>. При повторном нажатии данной клавиши панель вернется в исходное положение. Если же ориентация у панели задана, то таким образом повернуть ее будет невозможно. Однако в ряде случаев необходимо повернуть панель, даже если у нее ориентация задана. В этом случае используется комбинация клавиш + <Пробел>.
При указании нового положения панели проверяется возможность ее размещения на обрезке или отходе. Если панель можно разместить на свободном месте, то она удаляется со старого места и изображается на новом месте. Если же это невозможно, то панель остается на старом месте. При этом выдается сообщение (рис. 4.30).

В том случае, когда панель размещена на новом месте, изменяется информация о картах раскроя и той карты, с которой панель была взята, и той карты, на которую она перемещена. Изменяется также и общая информация по раскрою.
На том месте, где ранее располагалась панель, появляется обрезок или отход. Если рядом есть другие обрезки или отходы, которые в образовавшейся карте раскроя формируются одновременно с появившимся обрезком, то они объединяются. В свою очередь, на карте раскроя, куда перемещена панель, появляются новые обрезки и отходы.
Отметим, что в некоторых случаях программа запрещает размещение панели на обрезке или отходе, даже если на них достаточно свободного места. Это может произойти в двух случаях. Для пояснения приведем пример. Пусть есть две карты раскроя (рис. 4.31).

По левой карте необходимо раскроить шесть плит, а по правой — одну плиту. Допустим, необходимо перенести панель позиции 22 с правой карты на левую карту, где она свободно может разместиться на обрезке. Если это сделать то возникнет неопределенность: вместо одной панели позиции 22 будет изготовлено шесть панелей, что не допустимо. В этом случае выдает сообщение, показанное на рис. 4.32.

Аналогичная ситуация возникает, если взять панель с карты раскроя, по которой кроится пять плит, и поместить ее на карту, по которой кроится одна плита. В этом случае вместо пяти требуемых панелей будет изготовлена только одна, что также недопустимо, поэтому будет выдано такое же предупреждение.
Общее правило ручного редактирования карт раскроя: панели можно перемещать или внутри одной карты раскроя, или между картами, по которым надо пилить одинаковое количество плит.
Работа с буфером обмена
Однако в ряде случаев все+таки необходимо перемещать панели между картами раскроя с различным количеством плит. Для этого используется специальный буфер обмена панелей, который включается нажатием кнопки и выключается повторным ее нажатием. Буфер обмена представляет собой таблицу, выводимую в правой части окна, содержащего карты раскроя (рис. 4.33).

Занесем в него две правые детали позиции 28. Для этого при включенном буфере обмена нажмем кнопку Редактирование карт раскроя, выделим верхнюю панель, «перетащим» ее на таблицу буфера панелей и нажмем левую кнопку мыши. На карте раскроя панель удалится, а в таблице появится панель с этой позицией и размерами. При этом количество панелей будет равно количеству плит, раскраиваемых по той карте, с которой взята данная панель. В рассматриваемом случае в буфер будет помещено две панели. Если в буфер поместить другие панели, у которых размер и позиция совпадет с панелью, уже имеющейся в буфере, то количество панелей в буфере увеличится соответствующим образом. Поэтому после помещения туда второй панели позиции 28, суммарное их количество станет равным четырем (рис. 4.34).

На месте панелей на карте раскроя появятся обрезки, которые объединятся с уже имеющимися там отходами.
После этого панели можно брать из буфера мышью и размещать их на свободных местах карт раскроя. Всегда из буфера будет «забираться» именно то количество панелей, которое должно кроиться по карте раскроя, на которую помещается панель. Таким образом, последовательно можно разместить все панели из буфера на имеющихся свободных местах.
Буфер обмена панелей можно использовать еще и тогда, когда необходимо поменять местами две панели больших размеров, расположенных на одной карте раскроя. На другие карты такие панели поместить нельзя из-за того, что на них уже плотно уложены другие панели, и свободного места достаточных размеров просто нет. Поэтому одну панель помещают в буфер обмена, освобождая, таким образом, необходимое место на карте раскроя. На это место перемещают другую панель с этой карты, а на освободившееся место — панель из буфера обмена. Другими словами, в данном случае буфер обмена служит временным хранилищем панели.
Если начать новый раскрой при наличии неразмещенных панелей в буфере обмена, то выдается запрос, приведенный на рис. 4.35.

При ответе Продолжить буфер обмена панелями не закрывается, что позволяет продолжить размещение панелей из него на картах раскроя. При ответе Очистить буфер оставшиеся в нем панели будут безвозвратно потеряны, то есть их не будет ни на каких картах раскроя.
Каскадный раскрой
Достаточно часто при выполнении раскроя возникает необходимость перекроить отдельные карты раскроя, но с другими параметрами. Возникает противоречие: часть карт раскроя удовлетворяют всем технологическим настройкам, а другая часть — не удовлетворяет. Если изменить параметры раскроя и перекроить весь список панелей, то естественно изменятся все карты раскроя, а, следовательно, среди них опять могут появиться нетехнологичные карты.
Для решения данной задачи разработана уникальная технология, получившая название каскадного раскроя. Каскадный раскрой представляет собой технологию организации работы, позволяющую перекраивать отдельные карты по иной шкале критериев оптимизации и с иными настройками.
Приведем пример. Для некоторого изделия или заказа были сформированы карты раскроя для пильного центра. Поскольку пильный центр пилит по четыре плиты за цикл, то в настройках параметров раскроя установили значения: количество плит в пакете равно четырем и режим формирования карт раскроя для пакетов и отдельных плит. В результате были получены карты раскроя, показанные на рис. 4.36.

Проанализируем результат. По двум картам раскроя, расположенным слева на рис. 4.36, пилятся пакеты, содержащие четыре плиты. По одной карте раскроя (справа на этом же рисунке) надо распилить единственную плиту, что можно сделать на пильном центре или круглопильном станке. Итого необходимо девять плит. Видно, что на нижней карте раскроя имеется обрезок больших размеров. Поскольку по этой карте необходимо раскроить 4 плиты, то таких обрезков будет тоже четыре.
Воспользуемся каскадным раскроем и перекроим правую и нижнюю карты раскроя. для этого следует нажать кнопку Перекроить выделенные карты раскроя. После нажатия кнопки появляется запрос Укажите карту раскроя. В ответ на него указываем мышью эти карты раскроя. Они подсвечиваются. Затем нажимаем правую кнопку мыши и в клнтекстном меню выбираем пункт Закончить.
После этого появляется главное окно программы раскроя, в котором в качестве списка панелей присутствуют только панели, размещенные на указанных картах (рис. 4.37). Естественно, что их количество может не совпадать с общим количеством панелей во всем раскрое, поскольку выводится то количество панелей, которое размещено только на указанных картах раскроя с учетом количества раскраиваемых плит.

Параметр Количество комплектов в этом случае заблокирован и всегда равен единице. Размеры панелей в таблице доступны для редактирования, но делать это не рекомендуется, разве что при наличии очень веских причин.
Далее переходим в окно настройки параметров раскроя, вызвав команду главного меню Параметры — Настроить, и изменяем количество плит в пакете на единицу. После этого обычным образом выполняем раскрой и получаем новые карты раскроя, показанные на рис. 4.38.

Обратите внимание, что первая карта раскроя осталась неизменной. Она не была выделена и не перекраивалась. Изменились только две другие карты раскроя, по которым необходимо покроить только по одной плите. В результате этих действий количество плит для раскроя стало равно шести вместо первоначальных девяти плит. Все карты нового варианта раскроя имеют достаточно плотную укладку панелей. Вывод: по всем показателям новые карты раскроя намного лучше первоначальных карт. Это стало возможным благодаря грамотному применению технологии каскадного раскроя. Во многих случаях после первого перекроя карт и внимательного анализа результата выполняется второй перекрой с новыми параметрами и т.д.
Нередко при использовании каскадного раскроя хороший эффект дает отмена ориентации текстуры у деталей небольших размеров. На эстетические показатели мебельных изделий это практически не влияет, поскольку мелкие детали, как правило, находятся внутри, зато с точки зрения экономии материалов может дать существенный результат. Еще одним приемом улучшения характеристик карт раскроя с помощью каскадного раскроя является изменение размеров раскраиваемых плит, если это возможно.
Другими словами, каскадный раскрой является итерационной технологией последовательного улучшения карт раскроя. Ее применение значительно эффективнее ручного редактирования карт, делая последнее совершенно не эффективной, а порой и бессмысленной операцией.
Работа с бирками
Бирки, как элемент безбумажной технологии
Любое развивающееся предприятие рано или поздно сталкивается с проблемой возрастания объема конструкторско+технологических работ и ужесточения требований к срокам разработки и изготовления изделий. С другой стороны, возрастают и требования к качеству, что предполагает глубокую проработку каждого изделия на стадии конструкторского и технологического проектирования. Решение этих задач без увеличения штата сотрудников достигается автоматизацией соответствующих отделов.
Аналогичного уровня автоматизации необходимо добиться и на производстве. Основным сдерживающим фактором этого является необходимость работы с бумажными чертежами, отказаться от которых по разным причинам не готовы еще многие мебельщики. Однако условия рынка достаточно скоро поставят эту задачу во главу угла, поскольку конкуренция заставит использовать все возможные способы повышения эффективности производства. В системе БАЗИС реализованы возможности реализации безбумажной технологии, дело только за их практическим внедрением. Опыт ряда предприятий со всей очевидностью показывает, что это не только реально, но и исключительно выгодно. Безбумажная технология позволяет оптимизировать выполнение своих функций всеми участниками производственного процесса, а это не что иное, как резкое сокращение времени изготовления изделий и исключение субъективных ошибок (по сути, исключение брака).
Для того чтобы полностью отказаться от бумажных чертежей, на все рабочие места станочников необходимо установить компьютеры, сканеры для считывания штрих-кодов, отдельные модули системы БАЗИС и ряд дополнительных программ. Это позволяет на любом рабочем месте сделать доступной в электронном виде всю необходимую информацию для выполнения технологических операций. Рабочему ничего не надо додумывать или выполнять какие-то расчеты. Он просто выполняет свои обязанности в соответствии с четкими инструкциями.
Примерная схема организации обмена информацией между участниками технологической цепочки следующая. Технолог, исходя из имеющихся заказов и их приоритетов, формирует сменные задания, которые поступают на участок раскроя, где установлен современное пильное оборудование. Структура сменного задания может быть произвольной. Оно может быть единым заказом, или включать в себя несколько заказов полностью или частично. Модуль БАЗИС-Раскрой устанавливается непосредственно на рабочем место оператора станка. Все необходимые технологические настройки, учитывающие особенности работы конкретного станка, и шкала критериев оптимизации задаются технологом заранее. Поскольку сортировка по используемым материалам выполняется автоматически, то оператор просто загружает сменное задание в программу и формирует карты раскроя. После этого они могут быть экспортированы в систему управления станка с ЧПУ, или распечататься для исполнения на круглопильном станке. Комплектность заказа гарантируется фактом импорта данных непосредственно из модели изделия.
В случае необходимости вместе с картами раскроя можно получить подробную пошаговую инструкцию о том, в каком порядке следует выполнять раскрой каждой полученной карты.
На рабочем месте оператора раскройного участка устанавливается принтер для печати бирок. Объем информации, кодируемый штрих-кодом, и внешний вид бирок предварительно определяются технологом. На каждую полученную заготовку оператор наклеивает соответствующую бирку, которая будет сопровождать ее вплоть до упаковки готового заказа. Одновременно с печатью бирки информация об изготовлении очередной заготовки может передаваться в систему управления производством, если она используется на предприятии.
На рабочих местах операторов других участков обработки устанавливается программное обеспечение, позволяющее автоматически загрузить нужную управляющую программу. Для этого достаточно считать сканером бирку, наклеенную на заготовку. В случае необходимости уточнения каких-либо особенностей обработки на экран можно вывести чертеж детали. Таким образом, работа оператора сводится, по сути, к сканированию бирки, установке очередной заготовки на станок, запуску программы и снятию готовой детали. В системе БАЗИС имеются постпроцессоры практически для всех типов станков, использующихся на отечественных мебельных предприятиях, поэтому подключение нового оборудования не вызывает никаких проблем.
При использовании на предприятии системы управления производством организуется автоматическая передача в нее необходимых данных. Это дает возможность руководству в любой момент времени получать достоверную информацию о текущей производственной ситуации, что, как известно, является основой управления производством.
Общие принципы работы с бирками
Бирка — это лист бумаги определенного размера (обычно самоклеющейся), который наклеивается на панель или обрезок, с целью их однозначной идентификации и быстрого поиска, в том числе и сканером по штрих-коду. В бирках зашифровывается информация, необходимая для однозначной идентификации панели, а также некоторая дополнительная информация: на какие кромки панели и какая нанесена облицовка, из какого материала изготовлена панель и т.д.
Следует четко представлять себе, что штрих+код на бирках сам по себе не несет никакой информации о свойствах соответствующих панелей, программах по их обработке и т.д. Это просто некоторый код, позволяющий однозначно идентифицировать панель и найти всю необходимую информацию в базах данных. Здесь можно провести аналогию с номером автомобиля, в котором также нет данных ни о его владельце, ни о номере двигателя, ни о номере кузова. Но введя номер в программу, всю эту информацию можно быстро получить. Точно такая же ситуация и с панелями. Получить, например, управляющую программу для обработки любой панели — это значит ввести штрих-код в некоторую программу, которая обратится к базе данных, извлечет ее оттуда и передаст на станок. Сканеры, которые устанавливаются на рабочих местах, предназначены исключительно для быстрого ввода информации со штрих-кодов в программу. При их отсутствии это можно сделать и вручную, только гораздо медленнее и, возможно, с ошибками.
Информация для формирования бирок на панели записывается в файл BirkiPan.bir, а на обрезки — в файл BirkiObr.bir. Это текстовые файлы, в которых разделителем является символ табуляции, поэтому их можно открыть любым текстовым или табличным редактором (MS Word, MS Excel и т.п.).
После получения карт раскроя, качество которых по всем параметрам удовлетворяет условиям производства, необходимо нажать кнопку Принять текущий раскрой. На экране появится диалог Принять текущий раскрой (рис. 4.39)

В этом диалоге включаем опцию Сохранять информацию для бирок, а также опции, определяющие необходимость формирования бирок отдельно для заготовок и обрезков, и нажимаем кнопку ОК. После этого создаются файлы с информацией для бирок, а на главном окне раскроя становится доступной группа кнопок Бирки (рис. 4.40).

Кнопка Текущий список материалов для бирок позволяет посмотреть, информация по каким материалам и для каких заказов была сформирована ранее (рис. 4.41). Далее можно выбрать другой материал этого же изделия или заказа, опять выполнить и принять раскрой. В указанные выше файлы будет добавлена новая информация для бирок, уже по другому материалу. Эти операции нужно повторять столько раз, сколько требуется для раскроя всего изделия или заказа.

Для печати бирок используется специальная программа Birka8.exe, которая вызывается нажатием кнопки Печать бирок. При работе с ней можно установить требуемые параметры печати и распечатать бирки, о чем будет рассказано ниже.
Кнопка Удалить список бирок предназначена для удаления информации о бирках в файлах, если она не потребуется в дальнейшем. После этого она, а также кнопки просмотра списка материалов и печати бирок становятся недоступными.
Кнопка Настройка бирок позволяет выполнить настройку формирования бирок (рис. 4.42).

По умолчанию бирки на листе располагаются в порядке появления панелей при раскрое. Это означает, что на первую готовую панель наклеивается первая бирка, на вторую вторая и т.д. Если рядом расположены несколько одинаковых деталей, то одинаковые бирки будут следовать друг за другом. Такой прием позволяет очень быстро находить бирки, предназначенные для готовых панелей. Подобный порядок формирования бирок наилучшим образом подходит для круглопильных станков.
Рассмотрим следующую ситуацию: есть одна карта раскроя, на которой расположены четыре панели с позициями 1, 2, 3, 4, и в соответствии с ней надо раскроить три листа. На круглопильном станке листы будут раскраиваться последовательно, то есть детали будут появляться (а, соответственно, и формироваться бирки) в следующем порядке: 1, 2, 3, 4, 1, 2, 3, 4, 1, 2, 3, 4.
Пусть теперь эта же карта раскроя исполняется на пильном центре, где можно кроить пакетами. В этом случае сначала появляются все три панели позиции 1, потом все три панели позиции 2 и т.д. Для удобства наклеивания бирок они должны формироваться уже в другом порядке: 1, 1, 1, 2, 2, 2, 3, 3, 3, 4, 4, 4. Как правило, на каждую отпиливаемую панель формируется своя бирка. Этот режим установлен по умолчанию. Однако можно явно указать, на какое количество одинаковых панелей следует формировать одну бирку. Рассмотрим эту возможность подробнее.
При раскрое пакетов на пильных центрах готовые детали появляются сразу по несколько штук. Далеко не всегда необходимо наклеивать бирку на каждую панель, нередко бывает достаточно наклеить одну бирку на стопку деталей, и передать всю ее на дальнейшую обработку. В этом случае следует задать количество панелей, равное количеству плит в пакете. Например, по некоторой карте раскроя надо покроить 6 плит, а станок позволяет кроить одновременно не более 4 плит. Задав четыре плиты в пакете, получим две бирки на каждую панель: одну для стопки из четырех панелей, и вторую — на оставшиеся две панели.
В том случае, когда перед отправкой на последующую обработку формируется штабель из всех панелей каждого типоразмера, можно наклеивать одну бирку на весь штабель. Поскольку заранее неизвестно, сколько деталей будет в каждом штабеле, можно задать любое, но достаточно большое количество плит, например, 10000. В этом случае всегда будет формироваться единственная бирка на последнюю панель каждого типоразмера панелей. По умолчанию все бирки записываются в один файл. Это правило можно изменить включением опции Сохранять бирки для каждой карты в отдельный файл.
Принцип формирования информации для бирок, реализованный в модуле БАЗИС-Раскрой, преследует цель оптимального использования самоклеющейся бумаги. Обычно для бирок покупают листы формата А4 с 24 бирками. Если количество деталей из одного материала равно, например, 25, то используется два листа бумаги, при этом на втором листе печатается только одна бирка. Повторно для другого материала использовать этот лист невозможно, так как печать начинается с первой бирки, которой уже нет. Поэтому рациональнее выполнить раскрой для всех материалов заказа, сохранить информацию для бирок в один файл, а потом распечатать все бирки для всех материалов заказа. Отходы бумаги в этом случае будет значительно меньше.
Работа с данными для бирок
После принятия раскроя и нажатия кнопки запускается программа Birka8.exe. В нее автоматически загружается информация по ранее выполненным раскроям, которая доступна на вкладке Данные (рис. 4.43).

Панель Параметры содержит список наименований всех параметров, которые могут присутствовать в бирке. В том случае, если для некоторого материала в раскраиваемом заказе бирки уже созданы, то повторно они не создаются, а выдается сообщение с предложением удалить их (рис. 4.44).

Для удаления бирок предназначена кнопка Удалить список бирок. Для работы со списком параметров используется контекстное меню, вызываемое щелчком правой кнопкой мыши на панели Параметры (рис. 4.45).

Назначение его пунктов очевидно. Например, при переименовании параметра выдается диалог Редактирование параметра (рис. 4.46), к котором вводится новое название параметра. Отметим, что удалять таким образом можно только стандартные параметры. Составные и постоянные параметры удаляются в отдельных окнах, которые описаны ниже.

На вкладке Данные можно выполнить следующие операции, нажав соответствующие кнопки (табл. 4.2).

Файлы с расширением bir представляют собой текстовые файлы, в которых разделителем является символ табуляции. Фрагмент такого файла показан на рис. 4.47.

Для включения информации в штрих-коды, выводимые на бирки, существует набор стандартных параметров, который отображается на панели Параметры (см. рис. 4.43). Он включает в себя полную информацию о панелях и ряд дополнительных данных, например, дата печати, номер заказа и т.д. При необходимости из этих стандартных параметров можно сформировать составной параметр. Диалог создания составных параметров показан на рис. 4.48.

Для примера создадим составной параметр Панель, включив в него данные о длине и ширине панели, а также наименование материала, из которого она изготовлена. Кнопкой Добавить новый вызываем диалог редактирования составного параметра (рис. 4.49).

В левой его части выводится список стандартных параметров, а в правой части — информация о создаваемом составном параметре. В поле Название вводим название параметра — Панель. КнопкойДобавить переносим из списка параметров в таблицу, отражающую структуру составного параметра, нужные строчки: Длина, Ширина, Материал. При ошибочном переносе некоторого параметра его можно вернуть в список кнопкой Исключить.
Как видим, в этом случае порядок параметров следования в составном параметре таков: Материал, Ширина, Длина. Изменим его и сделаем в порядке, соответствующем включению параметров, то есть Длина, Ширина, Материал. Устанавливаем курсор в ячейку Длина строки Длина детали и кнопкой Переместить вверх перемещаем ее на первую позицию. Аналогично перемещаем параметр Ширина детали на вторую позицию. Эти перемещения можно выполнять и кнопкой Переместить вниз.
В столбце Длина задается количество символов, которые будут включаться в составной параметр из выбранных параметров. Если реальное количество символов окажется меньшим, чем указанное, то недостающие параметры будут заполняться символом, указанным в поле Добавлять символ. В рассматриваемом случае информация о панели длиной 300 мм будет представлена в виде 0300.
Некоторые системы управления станков не воспринимают штрих-код с пробелами, поэтому для них пробелы надо заменять другими символами. Символ для замены пробелов можно ввести в поле Заменять пробел на. После этого все пробелы будут заменяться указанным символом. После нажатия кнопки ОК созданный параметр Панель появляется в списке составных параметров (рис. 4.50), при этом в таблице Используемые параметры отображается его состав.

Для включения его в общий список параметров достаточно еще раз нажать ОК. В случае необходимости составной параметр можно удалить, нажав кнопку Удалить параметр, или отредактировать (двойной щелчок левой кнопкой мыши на соответствующей строке).
Для примера создадим составной параметр из параметров Номер заказа и Позиция. Комбинация этих двух параметров однозначно идентифицирует деталь. Назначим количество символов для номера заказа в количестве четырех символов, а для позиции — трех символа. Дополнительно можно задать уточняющие настройки. В поле Добавлять символы задается символ, который будет дописываться слева, если количество символов в параметре меньше, чем задано в настройках. Например, в рассматриваемом случае номер заказа 745 будет записан как 0745, поскольку для него отведено четыре символа, а дополнительный символ — нуль.
Составные параметры удобно использовать для однозначной идентификации заготовок на участках обработки. Например, создаем один параметр для кромкооблицовочного станка, а другой — для фрезерно-присадочного станка. Соответственно, эти параметры появятся в списке параметров, которые можно разместить на бирке и преобразовывать в штрих-код. Для того чтобы штрих-код, предназначенный для одного станка, не считал оператор другого станка, эти параметры преобразовываются в штрих-коды с разной кодировкой. Допустим, один параметр — в кодировке 128А, а другой — 128В. Естественно, что сканеры на станках настраиваются на чтение штрих-кода только в определенной кодировке.
Помимо составных параметров, можно создавать постоянные параметры — статичный набор символов, который добавляется в штрих-код независимо от остальных параметров. Примером такого параметра может служить расширение имени файла управляющей программы для станка с ЧПУ, поскольку оно фиксировано для каждого типа станка.
Для фрезерно-присадочных станков управляющие программы сохраняются в файлах с определенным расширением, например bpp. Имя файла состоит из номера заказа и позиции этой панели, например, 0745028.bpp, где 0745 — номер заказа, а 028 — номер позиции панели. Если сделать просто составной параметр, то он будет совпадать с именем файла управляющей программы, но без расширения. К этому составному параметру надо добавить расширение, чтобы получить полное имя файла. Для этого как раз и нужно использовать постоянные параметры. Постоянные параметры создаются в диалоге, показанном на рис. 4.51.

Для добавления нового параметра следует нажать кнопку Добавить параметр и в диалоге, показанном на рис. 4.52, ввести название параметра и его значение. Кнопкой Удалить параметр можно удалить выбранный параметр. Редактирование параметра — двойной щелчок левой кнопкой мыши на соответствующей строке.

Формирование шаблонов бирок
Процесс создания шаблона бирки производится на вкладке Бирка (рис. 4.53). и заключается в размещении на поле заданного размера фиксированных текстовых строк, геометрических элементов и рисунков, а также указания места расположения определенных параметров деталей или обрезков. Созданные шаблоны сохраняются в файлах с расширением br (команда Файл — Сохранить шаблон) и загружаются по мере необходимости (команда Файл — Открыть шаблон). Загружать их можно как из файлов c расширением br, так и из файлов с расширением bsb (шаблоны бирок в седьмой версии системы БАЗИС). Бирки для текущего раскроя создаются в нужном количестве в соответствии с текущим шаблоном.

Отметим, что при вызове модуля формирования бирок для панелей по умолчанию загружается шаблон, находящийся в файле BirkiShab.br, а для обрезков — в файле BirkiShabObr.br. Это означает, что пользователь, сформировав нужные шаблоны и записав их в указанные файлы, всегда при повторном запуске модуля будет иметь возможность формирования нужных бирок.
В левой части окна расположен список стандартных параметров, а также созданных пользователем составных и постоянных параметров. Средняя часть окна это рабочая область для формирования шаблона бирки. На ней расположены линейки, позволяющие точно позиционировать объекты на поле бирки. Правая часть — инспектор. В нем отображается информация о выбранном на рабочем поле объекте.
Создание нового шаблона начинается с вызова команды Файл — Новый шаблон. После этого в области формирования шаблона появляется рабочее поле, размеры которого соответствуют реальным размерам бирки на листе бумаги. Для удобства работы масштаб изображения поля можно изменить, выбрав нужный из раскрывающегося списка Масштаб. Текущий масштаб, который отображается в окне, никак не влияет на реальный размер бирки. Общие параметры бирки задаются в диалоге Инспектор (рис. 4.54).

Поле Фоновый рисунок определяет рисунок, выводимый на бирку, на фоне которого будут размещаться данные. Рисунком может быть любой графический файл с расширениями bmp, jpg, wmf, png, ico, emf. По умолчанию фоновый рисунок отсутствует. Выбор файла с фоновым рисунком выполняется в диалоге Картинка (рис. 4.55), которое вызывается кнопкой Обзор в строке Фоновый рисунок.

Управление выбором рисунка осуществляется кнопками (табл. 4.3).

В строке Цвет задается цвет всей бирки. По умолчанию он не задан, то есть соответствует цвету бумаги, на которой будет печататься бирка. Выбор цвета производится из выпадающего меню, показанного на рис. 4.56.

Поле Рамка определяет «окантовку» бирки — линии, которые выводятся вдоль габаритных размеров бирки (рис. 4.57).

Кнопки, находящиеся в строке Рамка, позволяют выбрать те линии, которые будут изображаться на бирке: верхнюю, нижнюю, левую, правую соответственно. Кнопка Все линии включает режим отображения всех четырех линий, а кнопка Выключить линии отключает его. Элементы раскрывающегося списка Линия позволяют выбрать линию рамки, для которой будет выполнена настройка параметров. Управление параметрами осуществляется кнопками, расположенными в строках Стиль и Тень (табл. 4.4).

Кнопки оформления рамки дублируются на на вкладке Бирка (см. рис. 4.53).
Имя бирки — это текстовая строка, предназначенная для ее обозначения. Размеры бирки на листе бумаги задаются в полях Высота и Ширина.
В диалоге Параметры страницы (рис. 4.58), вызываемом одноименной командой главного меню, указывается тип принтера, формат бумаги, ориентация листа при печати, значения отступов от его краев и расстояние между соседними бирками.

Для удобства позиционирования объектов на поле бирки можно использовать сетку.
Управление параметрами сетки осуществляется кнопками (табл. 4.5).

Для размещения на поле шаблона бирки стандартных, составных или постоянных параметров необходимо выбрать нужный параметр на панели Параметры и зажатой левой кнопкой мыши переместить его в нужное место бирки. Для примера разместим на бирке дату печати. После указания места положения параметра на бирке она примет вид, показанный на рис. 4.59.

Другими словами, каждый параметр состоит из двух частей: заголовок и значение. Значение представляет собой стандартный текст, заключенный в квадратные скобки. При печати бирок он заменяется некоторым реальным значением: текущей датой, шириной или длиной панели и т.д. На рис. 4.60 показан фрагмент бирки, соответствующий шаблону на рис. 4.59.

При размещении любого параметра на поле бирки в списке параметров он вычеркивается. Это позволяет избежать необоснованного дублирования параметров. Однако в некоторых случаях такое дублирование необходимо. Для этого можно воспользоваться кнопками вызова команд работы с буфером обмена (табл. 4.6).

После размещения на бирке все объекты можно перемещать зажатой левой кнопкой мыши или удалять клавишей , предварительно выделив щелчком левой кнопки. Для редактирования отдельных параметров объектов используется панель Инспектор. При указании любого объекта на панели отображаются его свойства. Для объектов типа «строка» вид панели показан на рис. 4.61.

Рассмотрим свойства таких объектов.
▼ Выравнивание — размещение объекта относительно поля бирки. Может принимать следующие значения:
▼ baNone (по умолчанию) — без выравнивания, то есть объект можно произвольным образом перемещать по полю бирки;
▼ baBottom — прижат к нижней кромке;
▼ baCenter — размещен посередине горизонтального размера кромки;
▼ baClient — занимает все поле бирки;
▼ baLeft — прижат к левой кромке;
▼ baRight — прижат к правой кромке;
▼ baWidth — растянут на всю ширину бирки.
▼ Автоширина — опция автоматического определения длины объекта по тексту, который в нем находится. По умолчанию он равен False (Ложь), то есть объект занимает все место на поле, которое ему выделено. Если установить значение True (Истина), то размер объекта будет совпадать c размером соответствующей текстовой строки.
▼ Цвет — цвет фона, на котором выводится текстовая строка. По умолчанию он не задан, и строка выводится на фоне бирки. Задание цвета производится из
выпадающего списка (см. рис. 4.56).
▼ Рамка — параметры «окантовки» текстовой строки (см. рис. 4.57).
▼ По горизонтали — выравнивание текстовой строки относительно ширины объекта:
▼ haCenter — разместить посередине объекта;
▼ haLeft — прижать к левой стороне;
▼ haRight — прижать к правой стороне.
▼ Высота — высота объекта в мм.
▼ Х — расстояние от левой кромки бирки до левой границы объекта.
▼ Текст — текстовая строка или несколько строк. Ввод строк производится в специальном окне редактора текста (рис. 4.62).

▼ Поворот — угол поворота текстовой строки в градусах.
▼ Растяжение — определение соответствия между размерами текста и самого объекта на листе бумаги. Выбор того или иного значения данного параметра визуально на поле бирки никак не отражается. Он проявляется только при печати или просмотре бирок (кнопка Предварительный просмотр). На рис. 4.63 показаны, если смотреть слева направо: вид объекта на поле бирки, а также его виды при установке значений данного параметра smDontStretch (не растягивать), smMaxHeight (максимальная высота) и smActualHeight (реальная высота) соответственно. Для наглядности у объектов задана рамка.

▼ Y — расстояние от верхней кромки бирки до верхней границы объекта.
▼ По вертикали — выравнивание текстовой строки относительно высоты объекта:
▼ haCenter — разместить посередине объекта;
▼ haTop — прижать к верхней стороне;
▼ haBottom — прижать к нижней стороне.
▼ Ширина — ширина объекта в мм.
▼ Переносить по словам — опция автоматического разбиения строки на слова в том случае, когда длина строки больше ширины объекта. По умолчанию он равен True (Истина). На рис. 4.64 у объекта слева данная опция установлена в True, а у объекта справа — в False. Для наглядности у обоих объектов задана рамка.

Сделаем несколько замечаний относительно редактирования объектов.
▼ Положение и размеры объектов можно изменять как на панели Инспектор, так и визуально, перемещая мышью или растягивая их.
▼ Ряд свойств объектов можно редактировать как с помощью инспектора, так и дублирующими кнопками на панелях инструментов Рамка и Текст. Если данные панели скрыты, то их можно активировать командами Вид — Рамка и Вид —Текст соответственно.
▼ Если выделено одновременно несколько объектов, то в диалоге Инспектор отображаются их общие свойства, которые можно редактировать одновременно для всех объектов.
В случае использования сетки любой объект можно точно поместить в ближайший узел, указав его мышью и нажав кнопку Расположить объекты в узлах сетки.
Для точного позиционирования объектов друг относительно друга необходимо выделить всю группу. Это можно сделать двумя способами:
▼ зажатой левой кнопкой мыши обвести прямоугольной областью все необходимые объекты;
▼ последовательно указывать объекты левой кнопкой мыши, одновременно зажав клавишу .
При необходимости из объектов, расположенных на бирке, можно создать составной объект, который в дальнейшем будет рассматриваться как единое целое. Для этого надо выделить группу объектов и нажать кнопку Сгруппировать. У составного объекта в окне инспектора отображаются и редактируются общие свойства для всех входящих в него объектов. Обратная операция, то есть разделение составного объекта на составляющие его части, реализуется кнопкой Разгруппировать.
Команды позиционирования объектов друг относительно друга позволяют выполнять операции выравнивания и распределения (табл. 4.7).



Помимо объектов, отражающих те или иные свойства деталей, на бирке могут размещаться вспомогательные объекты, которые в дальнейшем можно редактировать всеми описанными выше командами.
Ввод штрих-кода производится нажатием кнопки Объект Штрих-код и последующим указанием его местоположения на бирке (рис. 4.67).

Тип системы кодирования выбирается из раскрывающегося списка Тип панели Инспектор. Параметр, который кодируется в штрих-коде, задается в поле Выражение. Его название должно в точности совпадать к тем, которое выводится в окне Параметры. Текст, выводимый под штрих-кодом, задается в поле Текст. Назначение остальных свойств очевидно, поэтому не будем их подробно описывать.
Существует более быстрый способ создания объекта Штрих-код. На поле бирки выделяем кодируемый параметр, например, Длина детали, нажимаем правую кнопку мыши и вызываем команду контекстного меню Редактор —Преобразовать в объект “Штрихкод“.

Преобразование только одного параметра в штрих+код, как правило, не дает полной информации по панели. Если кромкооблицовочный или фрезерно-присадочный станок оснащены сканерами, то чтение с его помощью только номера заказа или номера позиции детали однозначно не идентифицирует деталь. Для того, чтобы решить эту проблему можно создать составной параметр, как это описано выше, и преобразовать его в штрих-код.
Для ввода текстовых строк следует нажать кнопку Объект “Текст” и расположить в нужном месте прямоугольник, определяющий положение строки.
Сама текстовая строка или несколько строк вводятся на панели Инспектор в поле Текст. В нем же в строке Шрифт можно определить параметры строки (рис. 4.69). Команды задания параметров строки дублируются кнопками.

В поле бирки могут быть размещены графические объекты. Кнопки вызова команд работы с графикой описаны в табл. 4.8.

Пример готового шаблона бирка приведен на рис. 4.70.

После завершения формирования шаблона можно просмотреть бирки, которые будут созданы в соответствии с ним для текущего раскроя, нажав кнопку Предварительный просмотр. Данное окно приведено на рис. 4.71.

Особенности раскроя для пильного оборудования с ЧПУ
В настоящее время в модуле БАЗИС-Раскрой реализовано автоматическое формирование управляющих программ для станков с числовым программным управлением. Кнопки, управляющие формированием программ находятся в группе Задание на раскрой окна Раскрой. Описание кнопок приведено в табл. 4.9.

Управляющие программы, которые будут сформированы для этих станков, сохраняются в отдельных папках. Настройка путей для их сохранения, а также ряда дополнительных параметров, индивидуальных для каждой системы управления, производится на вкладке Дополнительно в окне параметров раскроя (рис. 4.72), которое вызывается командой главного меню Параметры —Настроить.

Кнопка Настройка предназначена для задания правил формирования имен файлов, в которых будут сохраняться управляющие программы. При ее нажатии появляется диалог, показанный на рис. 4.73.

При включении опции Создавать новую папку с именем заказа в указанной для сохранения управляющих программ папке будут создаваться вложенные папки, имена которых совпадают с именами заказов, и в эти папки будут записываться управляющие программы. В том случае, когда в заказе есть панели из различных материалов, то рекомендуется дополнительно установить флажок Создавать новую папку с именем материала. В этом случае в папке с именем заказа будут созданы папки c именами материалов, и уже в них будут сохраняться управляющие программы для конкретного материала из этого заказа. Таким образом, для хранения управляющих программ можно организовать древовидную структуру, в которой легко будет ориентироваться.
Имена файлов с управляющими программами состоят из обязательной части и трех необязательных дополнений. Первая необязательная часть — префикс. Префикс — это набор символов, с которого начинается имя файла. Например, префиксом может быть название пильного центра или фамилия составителя управляющей программы. При включенной опции Заказ в имя файла через пробел после префикса включается номер раскраиваемого заказа, а при включенной опции Материал — еще и наименование материала.
Естественно, в том случае, когда управляющие программы сохраняются в отдельных папках по заказам, то имя заказа не имеет смысла включать в имя файла. Это же относится и к включению наименования материала в имена файлов.
На некоторых раскройных станках устанавливаются системы управления, которые не воспринимает в именах файлов русские символы. В этом случае необходимо включить опцию Переводить русские символы в английские. Обязательная часть имени файла включает в себя слово Карта и порядковый номер карты раскроя (управляющей программы), а также слово Кроить и количество плит, которые надо раскроить по этой карте.
Пример формируемого имени файла оперативно отображается в поле, расположенном в нижней части окна. Рис. 4.74, а) соответствует имени файла на русском языке, а рис. 4.74, б) — тому же имени файла, но с переводом русских букв в латинские буквы.

Отметим, что одновременно формировать управляющие программы для различных станков невозможно. Дело в том, что для разных станков могут быть взаимоисключающие требования к картам раскроя. Например, для станков SCM Group началом укладки панелей является левый нижний угол, а для станков Altendorf F45 ELMO — правый верхний угол. Есть и другие примеры. Это означает, что в том случае, когда необходимо получить управляющие программы для разных станков, следует сформировать несколько вариантов раскроя: каждый для отдельного станка. Подобная ситуация может возникнуть, если на производстве установлены разные станки, но заранее неизвестно, на каком из них будет производиться раскрой. По этой причине в группе выбора станков (рис. 4.72) кнопки работают, как переключатели: одновременно нажать две из них невозможно. Для получения управляющих программ на конкретный тип станка перед выполнением раскроя следует нажать соответствующую кнопку, а затем кнопку Раскроить.
Во многих случаях оборудование с ЧПУ имеет ограничения по количеству поворотов панелей. Если в параметрах раскроя на вкладке Критерии выбора задано большее значение, то выдается предупреждающее сообщение, пример которого показан на рис. 4.75.

При получении подобных сообщений рекомендуется вернуться в режим настройки параметров раскроя, установить корректные значения и только потом нажать кнопку Раскроить. В этом случае будут сформированы карты раскроя в соответствии с выполненными настройками и заданными критериями оптимизации.
Рассмотрим назначение параметров, специфичных для каждой системы управления.
Пильные центры SCM
Окно назначения параметров для станков SCM вызывается кнопкой Выход на станок SCM. В нем надо задать толщину материала и максимальную толщину
раскраиваемого пакета.
Как правило, первые резы выполняются горизонтально. Если необходимо выполнить первыми вертикальные резы, то плита поворачивается на 90° и после этого устанавливается на станок. Однако ряд моделей станков SCM оснащается поворотным столом, то есть допускает вертикальные резы (Р-резы). В этом случае отпадает необходимость в дополнительном повороте плиты. Для учета этой особенности следует включить опцию Возможны первые вертикальные резы.
Некоторые модели станков SCM имеют возможности для печати бирок. Включив опцию Добавлять информацию для бирок, можно использовать эту возможность. В этом случае в управляющую программу добавляется информация для печати бирок.

В нижней части диалога указываются пути, в соответствии с которыми будут сохраняться управляющие программы и файлы заданий. Для их указания надо нажать кнопку Обзор, расположенную рядом с соответствующим полем, и стандартным образом выбрать путь.
Как правило, папка для сохранения управляющих программ должна находиться внутри папки, в которой установлена программа WinCut, и она имеет имя prg.
Для пильного центра SCM можно сразу сформировать задание, которое будет сохранено в заданной папке. Как правило, она находится внутри папки, где установлен WinCut и имеет имя lst.
Рассмотрим формирование карт для пильного центра SCM Group. Поскольку стандартное расширение файлов для управляющих программ пильных центров SCM Group и файлов заданий не определено, то в качестве расширений устанавливаются следующие значения:
▼ для управляющих программ — scm;
▼ для файлов заданий — wrk.
Сформированные управляющие программы и файлы заданий можно перенести на компьютер станка и загрузить в систему управления. На мониторе станка будет выведено изображение, показанное на рис. 4.77.

Пильные центры SCM, как правило, могут делать первые резы только вдоль плиты. Этим объясняется особенность формирования карт раскроя именно для этого типа станков. Если разрешены первые резы вдоль и поперек плиты, или только поперек плиты, то такую карту раскроя станок выполнить не может. Однако, если КИМ при первых поперечных резах намного выше, чем при продольных резах, то карта раскроя формируется иначе. Плита поворачивается на 90°, и первые резы тем самым выполняются вдоль повернутой плиты. Фактически это означает то же самое, что и выполнением первых резов поперек для исходной (не повернутой) плиты (рис. 4.78).
При таком варианте раскроя длина и ширина плиты для станка меняются местами, но при этом и у панелей также меняются местами размеры, поэтому направление текстуры у них сохраняется. В результате формируется полный набор панелей с правильными размерами и текстурой. Если в раскрое присутствуют карты с первыми резами и вдоль плиты и поперек плиты, то при получении результирующих карт и управляющих программ они сортируются по признаку наличия поворота плиты.

В итоговой статистике на картах раскроя выводится общее количество плит, а также количество плит, которое необходимо загружать с тем и другим расположением в отдельности (рис. 4.79). Если же все плиты расположены одинаково, то выводится только общее количество плит. В том случае, когда модель станка позволяет выполнять любые резы, следует включить опцию Возможны первые вертикальные резы.

При формировании управляющих программ одинаковые блоки объединяются, и устанавливаются счетчики повторений. Однако в ряде ситуаций может быть сформирована программа, содержащая более 99 строк, что является пределом для системы управления станка. В этом случае выдается предупреждение, но программа все равно создается. Такая ситуация может возникнуть тогда, когда в списке панелей имеется много типоразмеров панелей, размеры которых незначительно отличаются друг от друга, но при этом количество панелей каждого типоразмера невелико.
Отметим, что на станок рациональнее передавать не файлы с картами раскроя, а файлы заданий. В этом случае на экране станка выводится окно редактора списка панелей (рис. 4.80).

Для того чтобы увидеть соответствующие карты раскроя, надо переключиться в режим просмотра карт, окно которого показано на рис. 4.81.

Станки и пильные центры Altendorf
Для пильных центров Altendorf диалог настройки параметров (рис. 4.82), которые влияют на формирование управляющей программы, вызывается нажатием кнопки Выход на станок Альтендорф.

В качестве параметров задаются толщина материала и минимальная позиция левого упора. Дело в том, что у этих пильных центров левый упор не может устанавливаться вплотную к пиле, причем у разных моделей станков эта величина может быть разной. Если, например, в управляющей программе будет присутствовать команда установки левого упора на 100 мм, то станок ее выполнить просто не сможет.
Параметр Соотношение длины и ширины полос влияет на формируемую управляющую программу, определяя, от какого упора базировать деталь. Если соотношение длины и ширины заготовки больше заданного значения (для примера на рис. 4.82 — больше трех), то по ширине заготовка должна раскраиваться от правого упора, в противном случае точный угол 90° от левого упора не гарантирован.
Рассмотрим примеры. Допустим, необходимо раскроить полосу размером 700×500 мм, на которой размещается деталь с размерами 660×480 мм. В этом случае оба реза производятся от левого упора. Если же раскраиваемая полоса имеет размер 1200×200 мм и на ней размещается деталь 1150×190 мм, то пиление выполняется таким образом. Длина 1150 мм отпиливается от левого упора, а ширина 190 мм — от правого упора, поскольку размера в 200 мм недостаточно для того, чтобы гарантировать точный угол 90°. В таких случаях и используется значение параметра Соотношение длины и ширины полосы.
Высота выступа пильного диска может задаваться одним из двух способов: либо относительно поверхности каретки, либо относительно поверхности раскраиваемого материала. Это выбирается переключателем Способ задания высоты пильного диска. Высота пильного диска над поверхностью материала определяет угол входа инструмента в материал. Для каждого материала он имеет свое оптимальное значение, например, для ДСтП это 25 мм. На станке же высота пильного диска задается относительно поверхности каретки. Поэтому для удобства установки нужного значения и предлагается два варианта.
При выборе любого из них значение второго параметра будет рассчитано и выдано в качестве справочного значения. Например, на рис. 4.82 высота пильного диска задается относительно поверхности каретки и равна 41 мм. Поскольку толщина материала 16 мм, то высота пильного диска над поверхностью материала равна 41 + 16 = 25 мм, что и видно во втором окне. Если изменить толщину материала до 22 мм, то выступ пильного диска над поверхностью материала станет равным 19 мм, что не является оптимальным. Значит, придется вручную пересчитывать задаваемое значение выступа. Выберем второй способ задания высоты относительно поверхности материала на 25 мм. В этом случае при изменении толщины материала с 16 мм на 22 мм в первом окне автоматически появится необходимое значение выступа над поверхностью каретки, равное 25 + 22 = 47 мм.
При формировании карты раскроя учитываются и другие особенности работы пильных центров Altendorf. Если плита вначале раскраивается на полосы, то используется правый упор. Из этого правила есть одно исключение. В том случае, когда полоса шире, чем максимально возможная позиция правого упора, то используется левый упор. Ширина полос должна сортироваться по уменьшению размера в соответствии с картой раскроя. Это объясняется тем, что последняя полоса остается на станке для дальнейшего распиливания на необходимые панели.
Некоторые идентичные панели рекомендуется распиливать из остатка полосы. Например, необходимо раскроить семь одинаковых панелей. Для шести из них размер устанавливается на левом упоре, а седьмая панель разворачивается на 180° и распиливается на правом упоре. Исключение составляет случай, когда седьмая панель имеет ширину, меньшую, чем 158 мм или параметр Соотношение длины и ширины полосы предписывает использование правого упора.
На ряде моделей станков, выпускаемых компанией Altendorf, устанавливается запатентованный поперечный упор DIGIT L, который снабжён системой корректировки длины, что упрощает раскрой и обрезку заготовок с точным соблюдением размеров. Он позволяет производить настройку размера по длине с точностью до 0,1 мм. При его наличии необходимо включить опцию Есть поперечный упор DIGIT L.
Компания Altendorf активно применяет на своих станках надёжный и испытанный на практике принцип вакуумной фиксации. Основным ее элементом является высокопроизводительный вакуумный насос, обеспечивающий создание вакуума через встроенные в каретке зоны присосок. Заготовка фиксируется на каретке благодаря создаваемому разрежению. Любая зона присосок может по отдельности активироваться нажатием кнопки, благодаря чему вакуум создается именно там, где он необходим. Даже при длинных угловых резах заготовка остается закреплённой на каретке по всей линии пропила. Управление любой зоной присосок может производиться отдельно, а для снятия заготовки достаточно одного нажатия на кнопку. Благодаря вакуумным фиксаторам заготовка неподвижно лежит на каретке, что необходимо для чистых прецизионных пропилов в любой плоскости.
Для автоматического управления вакуумными фиксаторами необходимо включить опцию Использовать вакуумные фиксаторы на каретке. После этого задаются параметры размещения фиксаторов в соответствии с предлагаемой схемой. При использовании режима автоматического управления заготовка будет надежно фиксироваться без участия оператора.
Количество символов в именах управляющих программ (12 или 8 цифр) задается переключателем Имя файла управляющих программ. Среди всех станков Altendorf модель Altendorf F45 ELMO стоит несколько особняком от других станков. Приведем пояснения. Применение высокопроизводительных пильных центров оправдано для раскроя большого количества однотипных изделий, когда раскрой выполняется пакетами. В силу этого их система управления автоматически считает, что все используемые карты раскроя являются технологичными, поэтому количество поворотов полос у карт раскроя, как правило, не более четырех-пяти.
Если рассматривать обычный круглопильный станок, то у него нет многих ограничений, присущих пильным центрам. Например, количество поворотов полос может быть любое, поскольку их осуществляет человек. Кроме того, у него более тонкая пила и подрезчик, и, соответственно, в опилки уходит меньшая площадь плиты. Недостатки круглопильных станков связаны с тем, что на них, как правило, не пилят одновременно по нескольку плит. Скорость резания у них также меньше, чем у пильных центров. Самое же существенное в том, что очень большое время занимает установка упоров на правильный размер. Основной причиной появления брака служит именно неправильная установка размеров.
В станках Altendorf F45 ELMO произведено совмещение преимуществ круглопильного станка и пильного центра: количество поворотов не ограничено системой управления, при этом упоры устанавливаются автоматически на нужный размер в соответствии с программой раскроя. Это исключает основную причину возникновения брака и резко сокращается время на установку упоров.
Для получения управляющих программ для станков Altendorf F45 ELMO, перед выполнением раскроя следует нажать кнопку Выход на станок Altendorf, а затем кнопку Раскроить. При этом иногда может появиться предупреждающее сообщение (рис. 4.83), в котором указывается, из скольких цифр должно состоять имя заказа: шести или двух.

Дело в том, что имена файлов управляющих программ для станков Altendorf должны быть сформированы в соответствии с определенным шаблоном:
▼ ХХХХХХMMPPKK (для имени файла из 12 цифр);
▼ ХХMMPPKK (для имени файла из 8 цифр).
Каждое поле шаблона несет определенную информацию (табл.):

Наличие двух вариантов обозначения номера заказа объясняется тем, что программу в станок можно вводить двумя способами:
▼ С компьютера, подключенного к станку. В этом случае в качестве имени заказа можно использовать шесть цифр, то есть имя файла может состоять из 12 цифр.
▼ С носителя информации, подключаемого через USB-разъем на пульте управления станка. В этом случае воспринимаются только имена файлов, состоящие из 8 цифр, то есть в качестве имени заказа можно использовать только два символа.
В процессе раскроя формируются карты в соответствии с настройками и критериями оптимизации, заданными заранее. Одновременно с ними создаются и сохраняются в указанном каталоге управляющие программы для станка, стандартное расширение которых saw. Эти управляющие программы можно перенести на компьютер станка и загрузить в систему управления.
Началом укладки панелей для станков Altendorf всегда является правый верхний угол. Это требование системы управления станка. Под каждой картой раскроя изображается штрих-код с закодированным в нем именем файла управляющей программы (рис. 4.84).

Если считать этот штрих+код сканером станка, то управляющая программа для данной карты раскроя автоматически загрузится в систему управления. Совместное использование станков Altendorf и системы БАЗИС является эффективным средством создания высокоавтоматизированного мебельного производства. О методике и опыте его организации рассказывается ниже.
Станки Selco фирмы Biesse
Для станков Selco фирмы Biesse диалог настройки параметров (рис. 4.85), которые влияют на формирование управляющей программы, вызывается нажатием кнопки Выход на станок Biesse (Selco).

Назначение большинства параметров очевидно из их названий. Поясним только параметр Максимальный размер прирезки. При выполнении пакетного раскроя на полосах третьего уровня и выше можно делать предварительную прирезку для компенсации смещения полос при поворотах пакета, поэтому необходимо задать ее максимальный размер. Нулевое значение запрещает делать прирезку.
Одновременно с формированием карт раскроя в соответствии с настройками и критериями оптимизации, назначенными заранее, формируются и сохраняются в назначенной папке управляющие программы и задания для раскроя.
Для данного типа станков автоматически создаются две папки:
▼ DIST для записи файлов заданий,
▼ TAGLI для записи управляющих программ.
Пильные центры Paoloni
Формирование управляющих программ для пильного центра Paoloni не требует назначения каких+либо дополнительных параметров, поэтому задается только путь для их сохранения (рис. 4.86).

Для пильного центра Paoloni очень критично уменьшение количества поворотов панелей. Этого можно достигнуть, установив движок Глубина оптимизации в крайнее левое положение, как это показано на рис. 4.87. При этом, как отмечалось выше, может уменьшиться значение КИМ. Другими словами, технолог должен уметь настраивать параметры оптимизации раскроя, исходя из конкретной ситуации.

Раскройные центры Macmazza
Для раскройных центров Macmazza диалог настройки параметров (рис. 4.88), которые влияют на формирование управляющей программы, вызывается нажатием кнопки Выход на станок MacMazza. Назначение большинства параметров очевидно из их названий. Параметр Максимальный размер прирезки описан в разделе 4.5.4.

В качестве дополнительной опции на оборудовании Macmazza устанавливается возможность задания предварительных резов и Z-резов (до 4 различных типов резов при программировании раскроя одной заготовки). Для учета данной особенности при формировании карт раскроя необходимо включить опцию Возможны предварительные (Р) резы.
Раскройные центры Griggio, Holzma, Holz-Her
Раскройные центры Griggio, Holzma, Holz-Her не требует задания каких-либо специфических параметров, влияющих на формирование управляющих программ. Соответствующие диалоги настройки показаны на рис. 4.89, рис. 4.90, рис. 4.91. Они вызываются нажатием кнопок Выход на станок Griggio, Выход на станок Holzma, Выход на станок Holz-Her. Назначение всех параметров очевидно из их названий.

Поддержка технологии Nesting
Технология одновременного раскроя, профилирования и сверления плитных древесных материалов на одном обрабатывающем центре с ЧПУ за один установ плиты, получившая название Nesting, получает все более широкое распространение на мебельных предприятиях. Ее преимущества в снижении времени изготовления изделия за счёт сокращения межоперационных простоев, минимизации расхода материалов, использования высокой скорости вращения и подачи инструмента, сокращении количества оборудования и персонала, экономии места за счет меньшего количества оборудования.
Однако этой технологии свойственны и определенные недостатки, главным из которых является значительно более низкая производительность раскроя по сравнению с производительностью специализированного станка для раскроя плит. Это объясняется двумя причинами. Во-первых, в опилки превращается гораздо больший объем материала (диаметр фрезы составляет 10-25 мм, тогда как ширина пилы — 3-5 мм), и, во-вторых, отсутствует режим пакетной обработки, поскольку обрабатываться может только один слой листового материала. Особенно явно это проявляется при большом количестве прямоугольных заготовок, что, как правило, характерно для корпусной мебели. Отсутствие подрезного инструмента, который предотвращает сколы, приводит к более низкому качеству обработки кромок панелей концевой фрезой.
Следующая проблема — сложность использования крупноразмерных обрезков плит, а, следовательно, существенное снижение коэффициента использования материала. Кроме того, участок необходимо оборудовать эффективной системой удаления стружки, учитывая значительно большее стружкообразование и количество подлежащих удалению отходов.
Таким образом, и технология раскроя Nesting, и традиционная технология раскроя имеют свои преимущества и недостатки. Безусловно, есть области, в которых использование технологии Nesting экономически оправдано, однако повсеместное его внедрение на мебельных предприятиях на современном уровне развития вряд ли целесообразно.
Тем не менее, учитывая интерес мебельщиков к данной технологии и достаточно широкий спектр соответствующего оборудования от ведущих производителей, в системе БАЗИС реализована ее программная поддержка. Полноценная реализация технологии Nesting в САПР требует разработки модулей фигурного раскроя, учитывающих особенности оборудования и технологических процессов обработки материалов в мебельной промышленности. Однако, как показал анализ номенклатуры заказов ряда типичных мебельных предприятий, 70-90% их потребностей в фигурном раскрое покрываются реализаций гибридных алгоритмов. Они предполагают совмещение алгоритмов регулярного раскроя с автоматическим формированием управляющих программ для станков с функциями Nesting.
Для настройки объема информации, импортируемого из модели мебельного изделия, на вкладке Дополнительно диалога задания параметров раскроя, который появляется на экране после вызова команды Параметры —Настроить следует нажать кнопку Файл для Nesting. В диалоге, показанном на рис. 4.92, задается необходимость передавать на карты раскроя данные об отверстиях в пласти панели, а также прямолинейных и криволинейных пазов. Попутно отметим, что в технологии Nesting отсутствует возможность горизонтального сверления. Для этого необходим следующий рабочий цикл.

Формирование управляющих программ производится в три этапа:
▼ выполняется раскрой материала в соответствии с выбранными критериями оптимизации и технологическими настройками:
▼ формируется файл в формате системы БАЗИС с именем Nesting.b3d, который сохраняется в указанной папке;
▼ в модуле БАЗИС+ЧПУ создается управляющая программа для конкретного станка.
В файл Nesting.b3d включаются данные по всем картам раскроя для данного материала. На рис. 4.93 показана одна карта раскроя, а на рис. 4.94 — ее представление в файле.


Для примера сформируем управляющую программу для реализации данной карты раскроя на оборудовании HOMAG Group с системой управления WoodWOP 6. В модуле БАЗИС-ЧПУ стандартным образом открываем файл Nesting.b3d. В окне, показанном на рис. 4.95, видно, что в файле находится информация о девяти картах раскроя.

Включением опций выбираем нужную карту или несколько карт и, чтобы экспортировать карты в управляющуюпрограмму, нажимаем кнопку Экспорт. В диалоге, показанном на рис. 96 выбираем тип файлов для системы ЧПУ (в рассматриваемом случае это WoodWop 4.5+6). При необходимости выполняем технологические настройки. Для этого нажатием кнопки Технологические параметры вызываем окно, показанное на рис. 4.97.


В результате работы модуля БАЗИС-ЧПУ формируется файл управляющей программы обработки указанной карты раскроя для выбранной системы управления. Остается только импортировать его на станок. На рис. 4.98 показано главное окно системы управления WoodWOP 6.0 с загруженной управляющей программой.

Рис. 4.96. Окно системы управления WoodWOP 5.0
Статистическая информация по раскрою
По окончании выполнения раскроя на полученных картах и в окне программы выдается краткая статистическая информация по его результатам: количество плит, КИМ, общая длина и количество резов и т.д. Более подробную информацию можно получить, нажав кнопку Суммарная информация по раскрою.
В диалоге Информация по раскрою (рис. 4.99) представлена вся информация по результатам раскроя в целом и отдельно по каждой полученной карте раскроя.

Для сохранения статистической информации в файле следует нажать кнопку Сохранить в файл, выбрать необходимый формат данных (txt, doc или xls) и задать имя файла.
Рассмотрим более подробно полученную информацию. Смысл большинства статистических данных понятен из комментариев к ним, однако некоторую информацию стоит пояснить подробнее.
В начале файла выводится название заказа, материал, дата выполнения раскроя и значения КИМ. После названия материала выводится его код, если он назначен в базе материалов. Эта информация носит справочный характер и может быть использована в других задачах:
Заказ 14-260112
Материал ДСП вишня 16
Дата 26.11.2012
КИМ=83,28 %
КИМ с учетом обрезков =94,87 %
Превышение площади поворачиваемых полос над площадью плит объясняется особенностями алгоритма выполнения раскроя. Вначале плита разрезается на полосы. Затем каждая полоса поворачивается для того, чтобы разрезать ее на другие полосы. Получившиеся полосы могут быть еще раз повернуты для выполнения последующих резов и т.д. Таким образом, один и тот же фрагмент плиты может поворачиваться несколько раз. Другими словами, площадь поворачиваемых полос является характеристикой карт раскроя — количественным показателем затрат физического труда:
Площадь использованных плит и обрезков =110,715 кв.м
Площадь поворачиваемых полос =223,531 кв.м
Информация по обрезкам и отходам:
Площадь панелей =92,2063 кв.м
Площадь обрезков =12,8331 кв.м
Площадь обрезки плит =2,0152 кв.м
Площадь отходов =2,8658 кв.м
Площадь резов =1,0843 кв.м
Площадь обрезков это площадь деловых обрезков, которые сдаются на склад и могут быть использованы повторно. На картах раскроя они заштриховываются синим цветом с выводом надписи Обрезок и указанием его размеров.
Площадь обрезки плит это площадь отходов, которые образуются в результате торцевания плит по краю. Она зависит от значений заданных отступов от края плиты: чем они больше, тем больше будет эта величина при том же количестве плит.
Площадь отходов это площадь фрагментов плиты, которые необходимо утилизировать. На картах раскроя отходы заштрихованы красным цветом.
Площадь резов это площадь той части плиты, которая превратилась в опилки: произведение общей длины резов на ширину реза. При большом количестве плит в раскрое (120…150 штук) площадь резов может быть сопоставима с площадью нескольких плит. Иными словами, эти плиты покупается только для того, чтобы превратится в опилки. Особенно это заметно при большом количестве мелких деталей.
Далее идет информация о длине резов, суммарном периметре панелей, используемой облицовке, а также количественные данные об элементах и операция раскроя, смысл которой в основном очевиден.
Длина резов =361,426 м
Периметр панелей =481,388 м
Длина облицовки Кромка ПВХ 0,5мм =163,99 м
Количество отрезов облицовки Кромка ПВХ =172 м
Длина облицовки с учетом свесов Кромка ПВХ 0,5мм =174,31 м
Длина облицовки (Смотри чертеж) 0мм =105,648 м
Количество отрезов облицовки (Смотри чертеж) =0
Длина облицовки с учетом свесов (Смотри чертеж) 0мм =105,648 м
Размер плиты=2750×1830
Количество плит материала =22
Количество использованных обрезков =0
Количество карт раскроя =13
Количество панелей =152
Количество обрезков =42
Количество отходов =46
Количество поворотов панелей =88
Количество установок размеров =96
Количество резов =262
Количество поворотов панелей это суммарное количество поворотов, которые необходимо выполнить, чтобы реализовать раскрой.
Количество установок размеров это суммарное количество установок размеров (перемещений упоров), которые надо выполнить, чтобы реализовать раскрой.
Как отмечалось выше, на пильных центрах можно кроить не по одной плите, а пакетом, состоящим из нескольких плит. Полный раскрой такого пакета называется циклом. Например, если пакет состоит из двух плит, то количество резов, длина резов, количество поворотов и количество установок размеров будет в два раза меньше, а если пакет состоит из четырех плит — то, соответственно, в четыре раза. Проблема состоит в том, что количество плит, которое надо раскроить по карте раскроя может быть не кратно количеству плит в пакете. Допустим, в пакете можно раскроить за один цикл четыре плиты, при этом общее количество плит для раскроя равно девяти. Сформируем пакеты: два пакета из четырех плит и один пакет из одной плиты. В итоге получается три пакета, то есть три при раскрое надо будет выполнить три цикла. Можно распределить плиты по пакетам другим образом — сформировать три пакета по три плиты. Однако количество циклов все равно будет равно трем. Даже в том случае, если бы количество раскраиваемых плит равнялось двенадцати, то при формировании трех пакетов по четыре плиты количество циклов по-прежнему равнялось бы трем.
На раскрой одного пакета на пильном центре затрачивается от 10 до 20 минут в зависимости от карты раскроя. Для пильных центров именно количество циклов является очень важным показателем качества карт раскроя. По этой причине в итоговой информации по раскрою приводятся данные по количеству циклов, количеству резов и другим параметрам, в тех случаях, когда пакет состоит из 2, 3, 4, 5 или 6 плит.
Количество циклов по 2 плиты в пакете =16
Количество установок размеров =69
Количество поворотов панелей =64
Количество резов =197
Длина резов =265,816 м
Количество циклов по 3 плиты в пакете =14
Количество установок размеров =60
Количество поворотов панелей =56
Количество резов =178
Длина резов =235,664 м
Количество циклов по 4 плиты в пакете =13
Количество установок размеров =56
Количество поворотов панелей =52
Количество резов =167
Длина резов =220,305 м
Количество циклов по 5 плит в пакете =13
Количество установок размеров =56
Количество поворотов панелей =52
Количество резов =167
Длина резов =220,305 м
Количество циклов по 6 плит в пакете =13
Количество установок размеров =56
Количество поворотов панелей =52
Количество резов =167
Длина резов =220,305 м
После общих статистических данных по раскрою идет информация по каждой карте раскроя, а также — список размещенных на ней панелей, например:
Карта 1
Размер плиты=2750×1830
КИМ=79,02 %
Установок размеров =4
Количество поворотов панелей =4
Количество резов =11
Длина резов =15,359 м
Количество плит материала =4
Панели
20 482,5 783 4
29 1726,5 714 2
Объем предоставляемой технологу информации является более чем достаточным для принятия обоснованных решений. Анализ статистики раскроя является важным этапом технологической подготовки производства, помогающим выбрать оптимальную стратегию раскроя.
Расчет стоимости раскроя
Статистическая информация о раскрое носит не только справочный характер, она может быть использована для решения ряда технико-экономических задач, например, для расчета заработной платы распиловщика. Для этого можно сохранить данную информацию в файл системы MS Excel с расширением xls, где задать нормы оплаты и, пользуясь встроенными возможностями для выполнения расчетов, ввести нужные формулы. Эти же данные можно использовать в качестве входной информации для автоматизированных систем планирования и управления производством. Они записываются в виде, удобном для обработки внешними программами, что хорошо видно из вышеприведенных примеров.
Важнейшей характеристикой любого раскроя является его стоимость, которая, как отмечалось выше, складывается из стоимости материала и стоимости работ по исполнению полученных карт. Именно этим объясняется тот факт, что далеко не всегда карты раскроя с максимальным значением КИМ являются предпочтительными. Причиной этого является высокая трудоемкость изготовления и, как следствие, большие накладные расходы.
Для расчета стоимости раскроя на основе статистических данных можно воспользоваться встроенным калькулятором, который вызывается кнопкой Расчет стоимости раскроя (рис. 4.100).

В таблице выводятся наименования параметров, влияющих на стоимость раскроя, их значения и суммарная стоимость. Третий столбец таблицы является редактируемым. В нем для каждого параметра задается его удельная стоимость, то есть стоимость за единицу измерения. Набор этих значений (расценки) можно сохранить в текстовом файле, нажав кнопку Сохранить расценки в файл, или загрузить ранее сохраненные расценки, нажав кнопку Загрузить расценки из файла.
Кнопка Cохранить расчет в файл в левом верхнем углу предназначена для сохранения в текстовом файле результатов расчета.
Сохранение параметров раскроя
Перед выполнением раскроя необходимо задать достаточно большое количество параметров настройки. Все они, безусловно, сохраняются и при следующем сеансе работы устанавливаются в качестве значений по умолчанию. Однако нередкой является ситуация, когда на производстве установлено, например, два станка для раскроя: один применяется для раскроя ДСтП, а другой — для раскроя ДВП и пластика. Очевидно, что длина хода каретки и толщина пилы у них разные. Кроме того, они могут отличаться друг от друга и другими параметрами. Это означает, что для одного станка должны быть выполнены одни настройки, а для другого — другие. Для того чтобы каждый раз не изменять настройки для разных станков, их лучше сохранить в разных файлах, а затем по мере необходимости считывать из нужного файла.
Для сохранения настроек необходимо вызвать команду главного меню Параметры — Сохранить и в открывшемся стандартном окне сохранения в файл указать его имя. Расширение имени файла по умолчанию — cfg. Соответственно, для установки ранее сохраненных настроек, надо выполнить команду главного меню Параметры — Открыть. После этого открывается указанный файл, и все параметры принимают те значения, которые были в нем ранее сохранены.




Руководство Базис-Раскрой
Информация о файле
Руководство пользователя для модуля Базис-Раскрой
Обратная связь
Главная / Программы / Технология оптимального раскроя с использованием модуля «Базис-раскрой»
Технология оптимального раскроя с использованием модуля «Базис-раскрой»
Продолжительность2 дня (8 академических часов)
Пройти обучение в учебном классе PRAKTIKA
Корпоративное обучение на предприятии Заказчика
Онлайн консультация
Содержание программы
- Оборудование для цеха
- Оборудование для раскроя. Основные настройки оборудования
- Материалы для раскроя
- Модуль «Базис-раскрой»
- Назначение и интерфейс модуля
- Типы документов в «Базис-раскрое»
- Открытие и создание документов в «Базис-раскрое»
- Создание нового задания
- Работа с библиотеками и проектами
- Импорт и экспорт данных
- Заказ и его обработка
- Параметры заказа
- Конфигурация материала
- Работа со складом, с заготовками, с обрезками
- Конфигурация раскроя
- Общие параметры
- Подходы к оптимизации раскроя
- Выполнение раскроя
- Подготовка и сохранение карт раскроя
- Накладные для склада
- Работа с бирками
- Информация на бирке
- Подготовка и печать бирок
Вопросов на самом деле больше и за много лет общения с подписчиками набралась статистика. Ответы на основные вопросы раскроем в этой статье.
Где взять программу?
Это самый частый вопрос и на него люди ищут самый простой ответ — использование «народного софта». Поверьте, это не самый простой и не самый правильный ответ на этот вопрос. Дело в том, что на период обучения программе, вы вполне легально можете использовать самый последний релиз программы и потом вам ничего не нужно будет переделывать заново. Мало кто знает, что есть Онлайн режим работы программы. Т.е. эта та же самая программа Базис Мебельщик, Смета и другие модули, но просто она переведена в режим работы по связи с сервером Базис-Центра и работает при доступе компьютера в Интернет. Компания Базис Центр вполне охотно предоставляет ознакомительный сертификат на 2 недели на модули Системы Базис. В течении этого времени можно легко завершить большую часть обучения. После того, как действие сертификата закончится, вы за небольшую сумму докупаете время использования модулей и работаете дальше. Базис Онлайн можно использовать в трех режимах:
- Активация сертификата на время. Действует до определенной даты с момента активации. Для получения сертификата необходимо
в личном кабинете Базис Онлайн заполнить всю контактную информацию о себе: ФИО, телефон, e-mail и почтовый адрес. Только при полном заполнении контактной информации у вас будет возможность получить сертификат. - Покупка почасового доступа. Вы приобретаете пакет времени в часах. Только когда вы используете программу работает таймер. Это идеальный вариант для обучения. Так же этот вариант подходит на период пока заказов не так много и вы не можете себе позволить купить лицензионный ключ сразу. Если вы отходите от компьютера и забыли поставить таймер на паузу, то программа сама остановит его через несколько минут (время можно настроить).
- Покупка доступа на календарный период (30 / 90 / 180 / 360 дней). В этом случае нет необходимости ставить программу на паузу. Для обучения я могу рекомендовать этот вариант, если у вас действительно есть свободное время для занятий. Порой быстрый темп нашей жизни предполагает, что мы постоянно переключаемся с одного дела на другое и не можем выкроить пару недель на обучение. Именно поэтому я рекомендую покупку часового пакета времени для обучения.
Все это были способы приобретения доступа к программе на время обучения, а как быть если вы точно будете использовать этот софт в своей работе, но полной суммы на покупку всех модулей сразу у вас нет? Для этой ситуации есть решение — можно попросить предоставить рассрочку на покупку модулей. В этом случае вы делаете первый платеж, вам высылается лицензионный ключ, на котором стоит таймер до следующей даты платежа. В личном кабинете просто не появится новая прошивка ключа пока не совершите платеж по графику. Рекомендую этот вариант получения всех необходимых модулей сразу.
Не советую вам совершать глупость, используя нелицензионный софт. Во-первых это незаконно, а во-вторых я выше описал очень доступные способы работы. Но если вы и их не можете себе позволить, то лучше сменить род деятельности.
Какие модули нужны для работы?
Для ответа на этот вопрос нужно исходить из задач, которые вы намерены решать с помощью модулей системы Базис. Рассмотрим несколько примеров и вы найдете для себя нужное решение.
Конструктор «на удаленке»
Вы конструктор, занимаетесь проектированием мебели удаленно и у вас есть несколько постоянных клиентов. Ваша задача проектировать изделие по требованиям заказчика. Разумеется вам понадобится модуль Базис Мебельщик, но часто нужно с модели получить полную спецификацию, в том числе и на стоимость работ — без модуля Базис Смета не обойтись. Бывает, что просят сделать карты раскроя для форматно-раскроечного станка без ЧПУ, тогда понадобится модуль Раскрой (опционально). Решение: Базис Мебельщик и Смета.
Компания с небольшим парком ручного оборудования
Если вы решили использовать в своей работе систему модулей Базис, но у вас нет пока ни одного станка с ЧПУ, то вам к вышеупомянутым модулям Мебельщик и Смета, понадобится Базис Раскрой, но без покупки Постпроцессора (он нужен только для создания управляющих программ на форматно-раскроечные станки с ЧПУ). В этом случае у вас появляется возможность выводить карты раскроя в печатном виде и передавать минимальную документацию в цех. Сложность вызовет только создание читаемых чертежей на присадку. Делать присадку нужно будет на ручном многошпиндельном сверлильно-присадочном станке. Решение: Базис Мебельщик, Смета и Раскрой (без Постпроцессора).
В компании станок с технологией Нестинг
Использование станка с технологией раскроя «нестинг» является наиболее популярным форматом комплектации оборудования для небольших предприятий. Этот станок (фактически горизонтально-фрезерный трех осевой станок XYZ), осуществляет раскрой листа фрезой и присаживает отверстия по пласти панели с одной стороны. Для другой стороны необходима переустановка уже вырезанной заготовки детали и запуск отдельной программы присадки. Торцевые отверстия формируются на ручном сверлильно-присадочном станке или на автоматизированном торцевом присадочном станке. Для создания файла раскроя требуется специальный модуль Нестинг раскроя, который формирует из списка деталей в модуле Базис Раскрой новый файл модели с размещёнными на листе деталями. Этот файл необходимо открыть с помощью модуля Базис ЧПУ и создать управляющую программа для работы станка. Решение: Базис Мебельщик, Смета, Раскрой, Нестинг раскроя, ЧПУ.
Работа нескольких пользователей одновременно
Часто возникает задача одновременной работы нескольких сотрудников в конструкторском отделе компании. В этом случае стоит задача одновременного использования модулей системы Базис. Если ключ настроен по локальной сети или виртуальный (работает при наличии Интернет), то на нем должно быть столько лицензий Мебельщика, сколько предполагается одновременно работающих пользователей. А вот остальные модули могут находится на этом ключе в единственном экземпляре и использоваться по очереди. Один завершил расчет в Смете, другой теперь имеет возможность ею воспользоваться. Чем больше штат сотрудников, тем больше модулей должно быть на ключе, т.к. вероятность и оперативная потребность одновременного использования в этом случае возрастает.
С чего начать освоение программы?
Первое с чего стоит начать — это изучение функционала программы Базис Мебельщик. И начинать надо с самых свежих версий. Не получится обмануть судьбу, что вы обучение начнете в 8-ке и потом будете работать в самой последней версии. Нет, уже на первых уроках вы столкнетесь с тем, что у вас просто нет того функционала, который я использую в курсе обучения. Дело в том, что все эти нововведения ускоряют и облегчают процесс проектирования, колоссально экономят ваше собственное время. Важно в самом начале освоить следующие темы:
- Фрагменты и эластичность.
- Создание и установка схем крепежа.
- Нанесение кромок (вручную и полуавтоматически).
- Работа с пазами.
Без этого дальнейшая ваша работа будет малопродуктивна. Это базовые основы. Очень подробно от простого к сложному я рассказываю в своем курсе обучения Базовый курс Базис Мебельщик 2021-2022. Для ускорения процесса обучения можно воспользоваться Дополнительными материалами к курсу (все элементы, что используются в видео, собраны в единый архив).
Вторым шагом должно быть изучение и настройка модуля Базис Смета. В нем мы затрагиваем учет не только необходимых материалов для сборки изделия, но и операции, а так же формулы расчета стоимости с применением наценок. Очень подробно я рассказываю о модуле в курсе Базис Смета.
Третьим шагом после прохождения курсов по Мебельщику и Смете станет курс по созданию своих собственных библиотек компонентов, ускоряющих процесс разработки готовых изделий. Этой теме посвящен курс по созданию кухонной библиотеки для Базис Мебельщик, которая сразу адаптирована для использования в модуле Базис Салон.
По завершению этих трех этапов вы можете смело двигаться в сторону других модулей. Это Раскрой, ЧПУ или Менеджер прайс-листов с Базис Салоном.
Кроме курсов обучения в свободном доступе, есть индивидуальные курсы обучения. Их необходимость вызвана требованиям индивидуального подхода к процессу обучения, когда наставник занимается именно с вами. Все затруднения и вопросы сразу разбираются. Навыки приобретаются вами сразу с первого занятия. Список таких курсов будет пополнятся по мере их появления.
Список доступных курсов обучения:
- Базовый курс Базис Мебельщик 2021-2022
- Базовый курс Базис Мебельщик 2021-2022 (индивидуальный)
- Базис Смета
- Базис Смета (индивидуальный в разработке)
- Базис Раскрой 2022 (Индивидуальный)
- Базис Бирка 11
- Базис Бирка 2022 (Индивидуальный в разработке)
- Менеджер Прайс-листов и Базис Салон (в разработке)
Что необходимо для быстрого старта в Базис Мебельщик?
Быстрый старт в Базис Мебельщик предполагает, что вы знакомы с работой программы, но у вас нет ресурса времени создавать все компоненты самому (ящики, петли, подъемники, сушки для посуды и прочее). Если вы еще не умеете работать с программой, но желаете приобрести сразу все компоненты, то скорее всего это приведет только к путанице и бардаку. Покупайте все последовательно и осознанно.
Итак, мы понимаем, что нам нужно что-то на подобие конструктора и подключить только то, что необходимо в данный момент. Подключать все библиотеки сразу нет смысла — это приведет только к созданию хаоса в ваших файлах и через некоторое время все это превратится в цифровой мусор. Вы не будете понимать нужен ли вам этот файл или нет? Можно его удалить? А может он понадобится? Все это признаки того, что вы запутались. Поэтому подключаем к своей базе компонентов только то, что нам необходимо сейчас. Если какая-либо фурнитура используется 1 раз, то для нее создайте специальный раздел «Прочее». Там и будут хранится компоненты, необходимые ситуационно и им не нужна систематизация. Это рекомендация из собственного опыта.
Я подготовил инструкцию и подобрал компоненты для сборки именно системы в качестве примера.
Стартовый набор Базис Мебельщик
Стартовый набор представляет собой созданную заранее структуру папок, как в моих курсах обучения с минимальным набором параметрический и пользовательской фурнитуры. Созданы разделы для хранения текстур, документов, фрагментов, фурнитуры и так далее. Присутствует самый минимальный набор параметрической фурнитуры, а самое главное в этом архиве создана и предварительно настроена База данных. Важно отметить, что в базе данных так же настроена Смета. Заполнены Базы Операций и Базы Статей затрат. Т.е. механизм расчета работает сразу, как в курсе обучения по Базис Смета. Вот на это вам не придётся тратить время. Для запуска Стартового набора необходимо:
- Приобрести Стартовый набор для Базис Мебельщик 2022-2023 и скачать архив.
- Распаковать архив в корень системного диска (не нужно помещать Мои Документы и прочие файловые структуры на ваших дисках), переименовать папку BazisMebelschik в удобное вам название — BazisMebelschik_MyCompany.
- Запустить программу Базис Мебельщик. В главном меню выбрать Настройка / Восстановить настройки. Выбрать внутри распакованного архива в папке Настройка и BackUp файл начальной настройки и принять изменения. В этот момент весь интерфейс и настройки вашей программы станут, как у меня в курсах обучения.
- Далее необходимо настроить пути. Переходим в Главное меню — Настройка / Пути к файлам. Переназначаем пути к нужным папкам, только уже в вашей файловой системе.
- После того, как вы приняли изменения путей к файлам, вам необходимо сохранить уже настройки под Вашим именем. Главное меню — Настройка / Сохранить настройки. Введите свое название, например: Настройка БМ_Роман_office.bzxconfig.
- Все готово к работе. Сейчас вы имеете созданную структуру папок, настроенную смету и интерфейс программы Базис Мебельщик. Дальше нужно наполнить вашу систему компонентами, которые нужны для дальнейшей работы.
Библиотека ЛДСП и кромок
В первую очередь к вновь созданной системе нужно подключить библиотеку записей для Базы данных по листовым и кромочным материалам с текстурами, с которыми работает ваша компания. Конечно можно создать самому, но вы уже понимаете, что это большие затраты времени. У меня заготовлено несколько готовых решений для этой задачи (состав библиотек может меняться в зависимости от обновлений):
- Материалы EGGER (входит в Стартовый набор для Базис Мебельщик)
- Материалы Lamarty
- Материалы Kronospan
- Материалы Томлесдрев
Библиотека петель
Следующим этапом нужно подключить самую необходимую систему открывания — это петли. Аналогично приобретаем необходимый набор и подсоединяем его к нашей базе.
- Петли Blum ClipTop (входит в стартовый набор для Базис Мебельщик)
Библиотеки ящиков и направляющих
Далее необходимо определится с какими ящиками, направляющими мы будем работать в первую очередь. Не нужно покупать все возможные пакеты. Для начала берите то, что необходимо сейчас. Если вдруг встанет задача, то подключить новую библиотеку и начать ее использовать у вас займет около 5 минут. Все мои компоненты имеют единую структуру и типы фрагментов, что позволяет, к примеру, ящики одного производителя легко менять на аналогичные ящики другого.
- Ящики и направляющие
Библиотеки подъемников
К сожалению список брендов подъемных механизмов, которые можно вам рекомендовать не отличается большим разнообразием. На данный момент самыми популярными являются подъемники Blum. Конечно некую конкуренцию им могут составить аналогичные по функциональности подъемники Hafele (Kessebohmer), но тут нужен опыт их установки и эксплуатации.
- Подъемник Blum Aventos HF
- Подъемник Blum Aventos HK-S / HK-S TipOn
- Подъемник Blum Aventos HK top / HK top TipOn
- Подъемник Blum Aventos HK-XS / HK-XS TipOn
- Подъемник Blum Aventos HL
- Подъемник Blum Aventos HS
Вот это минимально необходимые действия для быстрого старта работы. Остальная фурнитура по мере необходимости так же легко подключается к вашей системе: опоры, навесы, бутылочницы, сушки для посуды, наполнение для шкафов и многое другое (ссылка на раздел наполнения для мебели). Всегда ориентируйтесь на затраты вашего времени работы и стоимость готового решения. Искренне надеюсь, что эта статья помогла вам найти ответы на основные вопросы. За всем остальным вы можете обратится ко мне. Мы обсудим вашу задачу и подберем решение для вас индивидуально. Контактная информация указана в соответствующем разделе сайта — контакты.
Роман Багаев,
автор курсов обучения по модулям системы Базис