Заключительная статья из серии материалов, посвященных эксплуатации и ремонту «Ветерка». Об обслуживании и ремонте двигателя — см. в №115, системы зажигания — в №116, системы питания — в №117.
Все детали подводной части моторов «Ветерок-8» и «-12» (дейдвуд, подвеска, редуктор) одинаковы, за исключением гребного винта. Поэтому приведенные ниже рекомендации распространяются на обе модели.
Возможны следующие неисправности подводной части мотора.
1. Попадание воды в редуктор. Ее причиной могут послужить:
- износ или повреждение резиновых сальников;
- изгиб гребного вала;
- повышенный износ подшипников;
- плохое уплотнение разъемов.
2. Не включается гребной винт. Это происходит в тех случаях, когда:
- срезан штифт гребного винта;
- провернулся демпфер гребного винта;
- поломались шестерни редуктора;
- поломался вертикальный вал.
3. Самопроизвольное расцепление муфты холостого хода. Это происходит в том случае, когда выкрошены или изношены зубья муфты.
4. Не поступает вода в систему охлаждения двигателя. Причиной может явиться:
- повреждение или износ крыльчатки помпы;
- износ или отсутствие (после переборки) шпонки крыльчатки;
- негерметичное уплотнение трубок подвода воды к помпе или картеру.
Редуктор
Все неполадки в редукторе, его прогрессирующий износ происходят в основном в результате коррозии и проникновения воды во внутреннюю полость. Непременным условием долголетней безаварийной эксплуатации редуктора является своевременная (через 25 часов работы) замена смазки. При очередной замене необходимо убедиться в том, что в сливаемом масле не содержится вода. Перед сливом масла мотор должен простоять не менее часа, так как при вращении шестерен смазка интенсивно перемешивается с водой. Если после отворачивания нижней сливной пробки из редуктора сначала вытекает небольшое количество воды или сливаемое масло на только что заглушенном моторе имеет бурый цвет, это означает, что редуктор негерметичен.
Даже если количество воды небольшое, обязательно выявите причину негерметичности. Для этого отсоедините редуктор с проставкой от промежуточного корпуса, снимите водяную помпу, внутреннюю полость редуктора отмойте от остатков смазки.
Редуктор моторов «Ветерок» имеет по две уплотняющие манжеты на вертикальном и гребном валах, уплотняющее кольцо тяги муфты холостого хода и резиновое кольцо между стаканом сальника и шарикоподшипником № 205. Потеря герметичности этими уплотнениями может произойти в результате дефектов самого уплотнения либо больших радиальных люфтов проходящих через них деталей при износе подшипников. Люфты валов можно определить стрелочным индикатором, измерив перемещение в радиальном направлении валов в подшипниках.
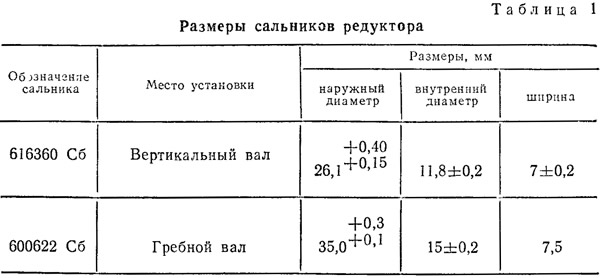
Резина сальников должна быть достаточно эластичной, на ней не должно быть механических повреждений; диаметр рабочей кромки должен быть несколько меньше диаметра гребного вала. Следует убедиться в том, что стягивающая пружина сальника находится на месте. Размеры сальников редуктора приведены в табл. 1.
Вода может проникать в редуктор через уплотнение тяги муфты холостого хода при износе резиновой втулки. Внутренний диаметр втулки должен составлять 5,3 ±0,3.
Качество уплотнения сальника вертикального вала 26 (рис. 1) можно проверить следующим образом. В полость сальника со стороны, обращенной к муфте, налейте примерно 1 см3 керосина. Легко проворачивая вал относительно стакана, следите за просачиванием керосина через уплотнение. Если сальник неисправен, то по другую его сторону на валике появится пятно.
В редуктор «Ветерка» следует заливать около 250 см3 масла до уровня контрольной пробки. Не допускайте работы мотора при низком уровне смазки в редукторе (ниже верхней контрольной пробки), так как это приведет к недостаточной смазке расположенного в верхней части проставки подшипника № 201 вертикального вала.
Полная разборка редуктора необходима при замене шестерен и подшипников. При разборке торцевым ключом отверните две гайки крепления корпуса редуктора и отсоедините корпус редуктора от проставки. Затем снимите стопорное кольцо, запирающее стакан сальника гребного вала. Чтобы извлечь из корпуса редуктора гребной вал, нужно вставить в отверстие штифта 17 имеющийся в ЗИП вороток и легкими постукиваниями по нему молотка вынуть вал в сборе с ведомой шестерней и подшипником (см. рис. 1).
Снимите стопорное кольцо подшипника № 205, распрессуйте съемником подшипник и, выбив штифт, снимите ведомую шестерню с вала. Если подшипник № 201 сидит в корпусе плотно, извлеките его съемником. Ведущую шестерню выпрессуйте при помощи выколотки и молотка. Чтобы не повредить хвостовик шестерни, выколотку лучше всего изготовить из меди или алюминия.
Перед сборкой внимательно осмотрите все детали. Работавшие шестерни, имеющие следы приработки и износ, пригодны к эксплуатации лишь в том случае, если на них нет сколов и поломки зубьев. Не забудьте осмотреть пластмассовую вилку 21 переключения муфты холостого хода (см. рис. 1). Если муфта отрегулирована правильно, на верхней плоскости полочки вилки, где она касается буртика муфты, должен быть виден гладкий кольцевой износ глубиной 0,1—0,3 мм. При неправильной регулировке ведомая муфта слишком плотно прижимается к ведущей. Это приводит к большому износу и даже оплавлению капрона вилки в зоне контакта с муфтой.
При существующей технологии изготовления невозможно обеспечить полную взаимозаменяемость шестерен редуктора. Поэтому при ремонте величина бокового зазора в конической зубчатой передаче устанавливается за счет дополнительной регулировки при помощи так называемого компенсатора — паронитовой прокладки (или набора прокладок) между корпусом редуктора и проставкой, которая обеспечивает также герметичность соединения. Небрежное обращение с этой прокладкой, неправильная ее замена являются главными причинами преждевременного выхода из строя не только шестерен, ро и других ответственных деталей редуктора. Вырезать прокладку из первого попавшегося под руку материала нельзя. Нельзя и считать, что любая прокладка заводского изготовления может полноценно заменить испорченную. Нормальная работа редуктора будет обеспечена лишь в том случае, когда толщина устанавливаемой прокладки будет точно соответствовать толщине прежней.
Сборка редуктора
Установите ведомую шестерню на горизонтальный вал и соедините их штифтом (рис. 2). Напрессуйте на ведомую шестерню подшипник № 205. Подберите компенсационную шайбу и зафиксируйте подшипник кольцом. Установите подшипник № 7203 в проставку, замерьте расстояние от торца подшипника до плоскости разъема и подберите комплект прокладок. Недостающее число паронитовых прокладок можно изготовить из картона, пропитанного минеральным маслом. Толщина комплекта должна быть такой, чтобы при сборке она составила 7,5 мм (рис. 3).
Запрессуйте подшипник № 7203 на ведущую шестерню, затем шестерню на вал. При этом не допускайте ударов по зубчатому венцу. Запрессовку завершайте слабыми ударами, постоянно проверяя легкость вращения шестерни. При появлении сопротивления прекратите прессование и легкими ударами по хвостовику снимите излишний осевой натяг. Шестерня в подшипниках должна вращаться легко, но без ощутимого радиального люфта в коническом подшипнике.
Установите подобранный по подшипнику № 7203 комплект парони-товых прокладок и соедините проставку с корпусом редуктора. Запрессуйте в корпус редуктора подшипник № 201 и подберите набор регулировочных шайб.
Для начала установите горизонтальный вал с регулировочной шайбой наибольшей толщины. При этом зазор в зацеплении должен быть больше допустимого. Устанавливая последовательно шайбы меньшей толщины, обеспечьте величину зазора в зацеплении 0,16—0,28 мм.
Самой надежной является проверка величины бокового зазора при помощи индикаторной головки (рис. 4). Для этого в отверстие под штифт втулки гребного винта плотно вставьте шпильку из проволоки диаметром 4 мм. На корпусе редуктора укрепите при помощи струбцины или ручных .тисков штатив с индикаторной головкой так, чтобы измерительный штифт головки касался шпильки на радиусе, примерно равном среднему радиусу шестерни (на схеме показано штрих-пунктиром). Затем при включенном переднем ходе несколько раз качните гребиой вал в правую и левую стороны. По величине отклонения стрелки индикатора можно судить о величине бокового зазора. Следует помнить, что при проверке зазора в зацеплении ведущая шестерня должна оставаться неподвижной.
Величину зазора в передаче можно ориентировочно определить, если сперва наложить на поверхность шестерни тонкую пластину из пластилина, а затем повернуть гребной вал. Показателем величины зазора будет служить толщина оставшегося на поверхности зуба пластилина. О качестве сборки редуктора свидетельствует также отсутствие резкого шума при быстром проворачивании ведущей шестерни.
Правильность зацепления шестерен проверяется «на краску». Для этого нужно вынуть ведомую шестерню вместе с горизонтальным валом, смазать тонким слоем краски зубья ведомой шестерни и снова собрать, Ведущую шестерню следует провернуть по ходу на 3—4 оборота, затем вновь вынуть вал.
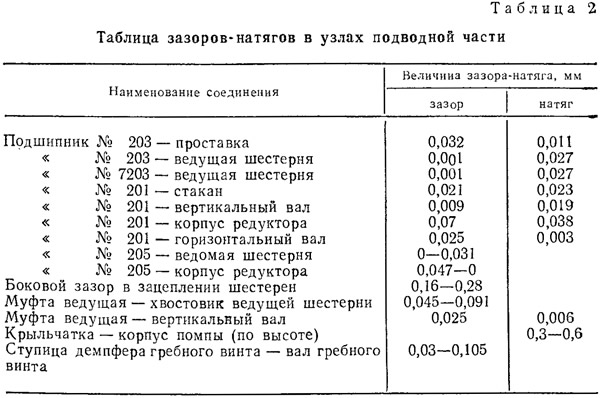
При правильном зацеплении шестерен пятно контакта у ведомой шестерни располагается на середине высоты зуба, сдвигаясь немного к его узкому концу. Зацепление считается нормальным, если продольный отпечаток бочкообразного вида составляет не менее 60% длины и 60% высоты зуба. В зависимости от смещения пятна контакта положение шестерен можно регулировать, руководствуясь приведенными в табл. 2 данными. После проверки «на краску» зазор в зубчатом зацеплении необходимо проверить еще раз.
Во время регулировки зазора в зацеплении зубьев долго работавших шестерен важно учесть возможность образования на поверхности зубьев углублений и выступов от износа. Возможно соприкосновение зубьев одной шестерни с выступами на зубьях другой, что вызывает шум при работе редуктора и быстрое разрушение зубьев. Поэтому при регулировке зацепления изношенных шестерен рекомендуем в первую очередь выключать из зацепления изношенный ступенчатый участок шестерни, пользуясь регулировочными шайбами.
Убедившись в правильности зацепления шестерен, продолжайте сборку подводной части:
- наденьте на стакан сальника 7 резиновое кольцо 9 (см. рис. 2), осмотрите сальник и установите стакан на место;
- вставьте в корпус стопорное кольцо и ударом молотка по оправке посадите кольцо в канавку;
- очистите плоскости проставки и стакана от прилипшей старой прокладки;
- запрессуйте в стакан сальник и подшипник № 201 (рис. 5);
- запрессуйте вертикальный вал так, чтобы его конец выступал из подшипника на 12,5—13 мм;
- запрессуйте на вал ведущую муфту, предварительно надев на нее пружинное кольцо;
- соедините муфту с валом штифтом и зафиксируйте штифт, сместив пружинное кольцо в канавку;
- установите на место пластину помпы, при помощи консистентной смазки зафиксируйте на вертикальном валу цилиндрическую шпонку и установите на место крыльчатку помпы.
Перед сборкой водяной помпы обратите внимание на целость и упругость крыльчатки. Если резина затвердела, имеет повышенный износ или на лопастях появились трещины, крыльчатку следует заменить. Нормальная крыльчатка при установке в корпус помпы и совмещении посадочного отверстия с отверстием корпуса должна касаться стенок стакана корпуса всеми лопастями. Крыльчатку можно не менять до тех пор, пока концы лопастей не износятся до появления острых кромок.
В новой помпе крыльчатка устанавливается с натягом 0,3—0,6 мм.
Корпус помпы 14 и пластину 25 (см. рис. 5) нужно заменить, если глубина образующихся в результате трения о крыльчатку кольцевых канавок превышает 0,3—0,4 мм. Перед установкой на место смажьте крыльчатку автолом или другой жидкой смазкой для предохранения крыльчатки от повреждения при сухом прокручивании. Крыльчатку нужно так установить, чтобы ее лопасти были загнуты против часовой стрелки (рис. 6).
Наденьте на вертикальный вал корпус помпы и, вращая его по часовой стрелке, посадите на крыльчатку. Установите в стакан уплотнительную втулку, пропустите через корпус и стакан тягу управления муфтой, наденьте на стакан уплотнительную прокладку, наверните на тягу капроновую вилку.
Вставьте в корпус трубку подвода воды, установите в вилку ведомую муфту и, вытянув тягу, прижмите ее к ведущей муфте.
На ведущую шестерню наденьте поджимную пружину, установите на место вал со стаканом, помпу со стаканом приверните к фланцу проставки. Проследите, чтобы трубка подвода воды встала в свое отверстие в проставке.
Регулировка муфты холостого хода
Износ рабочих поверхностей кулачков муфты холостого хода и неправильная регулировка муфты вызывают периодические удары в редукторе в результате самопроизвольного включения муфты. Износ и выработка возникают в основном в результате неправильного регулирования величины перемещения ведомой муфты, когда кулачки муфты не входят в сопряжение по всей высоте, а лишь касаются друг друга вершинами.
Причиной выработки может послужить также частое включение переднего хода на слишком высоких оборотах коленчатого вала, так как при этом возникают большие ударные нагрузки на вершины уступов.
Для регулировки муфты холостого хода сначала закрепите пружинный ограничитель ручки переключения в среднем положении. Плоскогубцами подтяните тягу до полного включения муфты холостого хода. Установите ручку переключения в положение «Ход» и, завертывая или вывертывая тягу, установите ее отогнутый конец строго против отверстия на рычаге. Вставив тягу в рычаг, зафиксируйте ее шплинтом.
Правильность регулировки муфты можно проверить, поворачивая с небольшим усилием гребной вал. При полном сцеплении кулачков ведущей и ведомой муфт у вала не должно быть большого хода, он будет лишь слегка покачиваться за счет зазоров в зубьях шестерен и кулачках муфт.
Включив ручку переключения в положение «Холостой ход», проверьте, разъединились ли муфты. Если разъединения не произошло, нужно вывернуть тягу на один оборот, повернув ее против часовой стрелки, и проверить еще раз.
Для качественной сборки редуктора желательно использовать ряд оправок. На рис. 7 приведены чертежи нескольких несложных в изготовлении оправок для запрессовки деталей редуктора.
Зазоры (натяги) в соединении деталей подводной части моторов «Ветерок» приведены в табл. 2.
Ну вот, внешний вид доведён до ума, хотя на самом деле взялся я за него частично из-за этой статьи, точнее из-за проблем при сборке. Пока ждал детали — занимался внешним видом. Итак. После покраски приступил к сборке. Первое — отрегулировал редуктор. Для регулировки использовал эндоскоп с Pandao, который подключается к телефону. Чёткость так себе, но отрегулировать позволяет вполне.

Полный размер
Вот такой вот эндоскоп
Кто-то выкидывает регулировочную шайбу в ведомом вале. Я тоже попробовал — у меня без неё редуктор закусывает, а вот вверху стояло две толстых прокладки. Поставил их назад. Покрутил — трещит. Кстати, шестерня ведущего вала имеет износ — её не меняли. Но износ не критичный.

Полный размер
Зацепление шестерни 55-65% на вскидку
Если поставить шайбу поменьше или выкинуть вообще — шестерня сдвигается одна немного выше, а зацепление становится близко к 90%. Происходят периодически закусывания, а если учесть тепловой зазор (если бы не товарищ — я бы про него забыл) — то и вовсе…

Полный размер
Зацепление около 90%
Вернул регулировочную шайбу назад, но выкинул прокладки, которые стояли, поставил одну тонкую из комплекта.

Полный размер
Зацепление примерно 80%
Зацепление порядка 80% — редуктор заработал тихо, ещё проверю, как залью масло — вообще должно быть идеально. Перед заливкой, не помешает предварительно промыть всё бензином. Далее собрал всё это безобразие, заодно и струбцину, приклепал заклёпочником номер.
А вот когда дошёл до помпы и перед сборкой начал регулировать тягу — решил без сборки помпы на пустышке отрегулировать тягу, а потом уже собрать помпу — произошёл нежданчик, коварный такой.
Обзвонив все магазины — не нашёл детальки. Как выяснилось, раскупают её быстро, видать я такой не один. Жду неделю, за это время как раз занимаюсь колпаком и румпелем. И вот, детальки приходят в один магазин — сразу мчусь и выкупаю две! Удивился словам продавщицы, что я не один попросил отложить — ты говорит успел первый, должны ещё в понедельник подъехать. След. завоз через месяц. Ну да ладно, думаю, повезло — мчусь довольный домой. Устанавливаю сходу — натяг такой, что рычаг даже не двигается. Всё от того, что рычаг у меня переваренный уже и, видимо, из-за сварки длина штока уменьшилась и стандартные детали не подходят.
Снимаю, начинаю гнуть и… @#$. Теперь у меня две сломанных детальки! Ладно ставлю последний лепесток чуток подгибаю, пытаюсь переключить рычаг и … теперь у меня три сломанных детальки! Звоню товарищу — он рекомендует сделать из оцинковки. В понедельник поехал по делам, по пути заскочил на рынок — есть там контейнер у нас с запчастями для моторов. Детальки тю-тю, продавец говорит — х@#ня выточи из оцинковки. Ну да ладно, думаю, раз все так делают… спокойно еду на работу, там откопал у мужиков 1,5мм оцинковку
Дома сделал лекало и вырезал деталь, зашлифовал, выгнул — красота
Ставлю, включаю и… да у меня всё ещё три сломанных детальки и одна хрень, которую незьзя назвать деталькой — при включении она загнулась к дейдвуду, а лепесток ограничительный просто при включении выпрямило. В общем оцинковка не канает. Мчу на следующий же день в надежде, что детали остались в магазине — их заказывали всего десяток.
— Сколько осталось
— 3.
— Давайте мне все.
— Да вы что их там все солите что-ли. Только заказали.
— Ну… почти, хобби такое есть — детали ломать.
Вечером после работы занялся снова этим неблагодарным занятием. Сначала думал заменить рычаг, ценник — 700 руб. да ну нафиг! К тому же почитал — рычаги эти ломаются, а у меня уже хорошо приваренный, к тому же покрашенный порошком. Начал снова гнуть. В этот раз я был крайне осторожен, так как 3 сломанных детальки у меня уже имелось и довести общий счёт до 6 ну никак не хотелось. Положил на тиски, нагрел мелкой паяльной лампой и начал выстукивать. Потом сколько посчитал безопасным — выгнул пасиками и… получилось! Устанавливаю — всё включается. Беру вторую, проделываю то же самое, затем третью — всё отлично! Но не тут-то было — начинаю регулировать и рычаг закусыват после 3 или 4 переключения. Из-за трения образовалась выработка и канавка — ппц!
Плюнул и пошёл спать. На следующий день снова после работы сел, покумекал и решил проблему:
1.) Снял напильником пару мм металла, закруглил максимально и вывел наждачкой.
2.) Наполировал сами фиксаторы (детальки эти), убрав канавки.
3.) На рычаг поставил шайбу на шток(подбирал долго). Подбирал, чтобы максимально плотно рычаг сидел во втулке без единого люфта.
4.) Смазал пластину графитовой смазкой чуть чуть.
После этого всё заработало чётко, мягко и без люфтов. Сделал уже сотню переключений — всё работает, как надо. Появилась лёгкая канавка, но ничего не цепляет. Надеюсь так приработается.
На этом пока всё. В ближайшее время отрегулирую тягу и переберу помпу и продолжу сборку мотора.
Содержание
- Лодочные моторы «Ветерок». Устройство, эксплуатация и ремонт: Справочник.
- Неисправности, регулировка и сборка мотора «Ветерок»
- Редуктор
- Сборка редуктора
- Регулировка муфты холостого хода
Лодочные моторы «Ветерок». Устройство, эксплуатация и ремонт: Справочник.
19. Редуктор подвесного лодочного мотора «Ветерок»
Редуктор подвесного мотора требует к себе внимания не меньше, чем двигатель. Это очень ответственный, работающий в тяжелых условиях узел. От своевременного обслуживания и ремонта редуктора зависят надежность и долговечность всего мотора.
Необходимость в полной или частичной разборке подводной части и редуктора появляется в основном в случае следующих неисправностей.
Появление воды в полости редуктора.
Причинами негерметичности редуктора лодочного мотора «Ветерок» могут послужить износ или повреждение резиновых сальников; изгиб гребного винта; повышенный износ подшипников; плохое уплотнение разъемов.
Рис. 75. Установка шестерни пускового механизма.
1 — штифт; 2 — прокладка
Неудовлетворительная работа системы охлаждения.
Недостаточное охлаждение вызывает перегрев двигателя, в результате чего, если не принять срочных мер, может произойти заклинивание поршней. Основные причины неисправности — повреждение или износ крыльчатки водяной помпы, износ корпуса помпы, а также износ или отсутствие (после переборки) шпонки крыльчатки и негерметичное уплотнение трубок подвода воды к помпе или картеру.
Не включается гребной винт.
Это происходит в тех случаях, когда срезан штифт гребного винта, провернулся демпфер винта, поломались шестерни редуктора, поломался вертикальный вал. Обнаруживается неисправность по внезапному увеличению частоты вращения двигателя. Если при проворачивании коленвала за маховик при включенной муфте гребной винт не вращается, прежде всего следует проверить исправность штифта и демпфера гребного винта.
Поломки деталей редуктора
— выкрашивание зубьев шестерен, неисправность подшипника.
Их можно обнаружить по постороннему шуму в ровном гуле работающего мотора;
— самопроизвольное расцепление муфты холостого хода. Происходит в том случае, когда сломаны или изношены зубья муфты. Периодические резкие стуки свидетельствуют о неправильной регулировке и проскакивания кулачков муфты.
Все неполадки в редукторе, его прогрессирующий износ происходят в основном в результате коррозии и проникновения воды во внутреннюю полость. Непременным условием долголетней безаварийной эксплуатации редуктора является своевременная (через 25 ч работы) замена смазки. При очередной замене необходимо убедиться в том, что в сливаемом масле не содержится вода. Перед сливом масла мотор должен простоять не менее часа, так как при вращении шестерен смазка интенсивно перемешивается с водой. Если после отворачивания нижней сливной пробки из редуктора сначала вытекает небольшое количество воды или сливаемое масло на только что заглушённом моторе имеет бурый цвет, это означает, что редуктор негерметичен.
Даже если количество воды небольшое, обязательно выявите причину негерметичности. Для этого отсоедините редуктор с проставкой от промежуточного корпуса, снимите водяную помпу, внутреннюю полость редуктора отмойте от остатков смазки.
Редуктор моторов «Ветерок» имеет по две уплотняющие манжеты на вертикальном и гребном валах, уплотняющее кольцо тяги муфты холостого хода и резиновое кольцо между стаканом сальника и шарикоподшипником № 205. Потеря герметичности этими уплотнениями может произойти в результате дефектов самого уплотнения либо больших радиальных люфтов проходящих через них деталей при износе подшипников. Люфты валов можно определить стрелочным индикатором, измерив перемещение в радиальном направлении валов в подшипниках.
Резина сальников должна быть достаточно эластичной, на ней не должно быть механических повреждений; диаметр рабочей кромки должен быть несколько меньше диаметра гребного вала. Следует убедиться в том, что стягивающая пружина сальника находится на месте.

Вода может проникать в редуктор через уплотнение тяги муфты холостого хода при износе резиновой втулки. Внутренний диаметр втулки должен составлять 5,34±0,3 мм.
Качество уплотнения сальника 26 вертикального вала (см. рис. 21) можно проверить следующим образом. В полость сальника со стороны, обращенной к муфте, налейте примерно 1 см 3 керосина. Легко проворачивая вал относительно стакана, следите за просачиванием керосина через уплотнение. Если сальник неисправен, то по другую его сторону, на валике появится пятно.
В редуктор «Ветерка» следует заливать около 250 см 3 масла до уровня контрольной пробки. Не допускайте работы мотора при низком уровне смазки в редукторе (ниже верхней контрольной пробки), так как это приведет к недостаточной смазке расположенного в верхней части проставим подшипника № 201 вертикального вала.
Полная разборка редуктора необходима при замене шестерен и подшипников. Торцовым ключом отверните две гайки крепления корпуса редуктора и отсоедините корпус от проставки. Затем снимите стопорное кольцо, запирающее стакан сальника гребного вала. Чтобы извлечь из корпуса редуктора гребной вал, нужно вставить в отверстие штифта 17 (см. рис. 21) имеющийся в ЗИП вороток и легкими постукиваниями по нему молотком вынуть вал в сборе с ведомой шестерней и подшипником (рис. 76). Снимите стопорное кольцо подшипника № 205, распрессуйте съемником подшипник и, выбив штифт, снимите ведомую шестерню с вала. Если подшипник № 201 сидит в корпусе плотно, извлеките его съемником. Ведущую шестерню выпрессуйте при помощи выколотки и молотка. Чтобы не повредить хвостовик шестерни, выколотку лучше всего изготовить из меди или алюминия.
Перед сборкой внимательно осмотрите все детали. Работавшие шестерни, имеющие следы приработки и износ, пригодны к эксплуатации лишь в том случае, если на них нет сколов и поломки зубьев. Не забудьте осмотреть пластмассовую вилку 21 переключения муфты холостого хода (см. рис. 21). Если муфта отрегулирована правильно, на верхней плоскости полочки вилки, где она касается буртика муфты, должен быть виден гладкий кольцевой износ глубиной 0,1—0,3 мм. При неправильной регулировке ведомая муфта слишком плотно прижимается к ведущей. Это приводит к большому износу и даже оплавлению капрона вилки в зоне контакта с муфтой.
При существующей технологии изготовления невозможно обеспечить полную взаимозаменяемость шестерен редуктора. Поэтому при ремонте величина бокового зазора в конической зубчатой передаче устанавливается за счет дополнительной регулировки при помощи так называемого компенсатора — паронитовой прокладки (или набора прокладок) между корпусом редуктора и проставкой, которая обеспечивает также герметичность соединения. Небрежное обращение с этой прокладкой, неправильная ее замена являются главными причинами преждевременного выхода из строя не только шестерен, но и других ответственных деталей редуктора. Вырезать прокладку из первого попавшегося под руку материала нельзя. Нельзя считать, что любая прокладка заводского изготовления может полноценно заменить испорченную. Нормальная работа редуктора будет обеспечена лишь в том случае, если толщина устанавливаемой прокладки точно соответствует толщине прежней.
Сборка редуктора лодочного мотора «Ветерок».
Установите ведомую шестерню на горизонтальный вал и соедините их штифтом. Напрессуйте на ведомую шестерню подшипник № 205. Подберите компенсационную шайбу и зафиксируйте подшипник кольцом. Установите подшипник № 7203 в проставку, замерьте расстояние от торца подшипника до плоскости разъема и подберите комплект паронитовых прокладок. Недостающие прокладки можно изготовить из картона, пропитанного минеральным маслом. Толщина комплекта при сборке должна быть равна 7,5 мм (рис. 77).
Запрессуйте подшипник № 7203 на ведущую шестерню, затем шестерню на вал. При этом не допускайте ударов по зубчатому венцу. Запрессовку завершайте слабыми ударами, постоянно проверяя легкость вращения шестерни. При появлении сопротивления прекратите прессование и легкими ударами по хвостовику снимите излишний осевой натяг. Шестерня в подшипниках должна вращаться легко, но без ощутимого радиального люфта в коническом подшипнике.
Установите подобранный по подшипнику № 7203 комплект паронитовых прокладок и соедините проставку с корпусом редуктора. Запрессуйте в корпус редуктора подшипник № 201 и подберите набор регулировочных шайб. Для начала установите горизонтальный вал с регулировочной шайбой наибольшей толщины. При этом зазор в зацеплении должен быть больше допустимого. Устанавливая последовательно шайбы меньшей толщины, обеспечьте зазор в зацеплении 0,16— 0,28 мм. Самой надежной является проверка величины бокового зазора при помощи индикатора (рис. 78). Для этого в отверстие под штифт гребного винта плотно вставьте шпильку из проволоки диаметром 4 мм. На корпусе редуктора укрепите при помощи струбцины или ручных тисков штатив с индикатором так, чтобы измерительный штифт головки касался шпильки на радиусе, примерно равном среднему радиусу шестерни. Затем при включенном переднем ходе несколько раз качните гребной вал в правую и левую стороны. По величине отклонения стрелки индикатора можно судить о величине бокового зазора. Следует помнить, что при проверке зазора в зацеплении ведущая шестерня должна оставаться неподвижной.
Зазор в передаче можно ориентировочно определить, наложив на поверхность шестерни тонкую пластину из пластилина, а затем повернув гребной вал. Показателем величины зазора будет служить толщина оставшегося на поверхности зуба пластилина. О качестве сборки редуктора свидетельствует также отсутствие резкого шума при быстром проворачивании ведущей шестерни.
Правильность зацепления шестерен проверяется «на краску». Для этого нужно вынуть ведомую шестерню вместе с горизонтальным валом, смазать тонким слоем краски зубья ведомой шестерни и снова собрать. Ведущую шестерню следует провернуть по ходу на 3—4 оборота, затем вновь вынуть вал. При правильном зацеплении шестерен пятно контакта у ведомой шестерни располагается на середине высоты зуба, сдвигаясь немного к его узкому концу. Продольный отпечаток бочкообразного вида должен составлять не менее 60 % длины и 60 % высоты зуба. В зависимости от смещения пятна контакта положение шестерен можно регулировать, руководствуясь приведенными в табл. 3 данными. После проверки «на краску» зазор в зубчатом зацеплении необходимо проверить еще раз.
Во время регулировки зазора в зацеплении долго работавших шестерен важно учесть возможность образования на поверхности зубьев углублений и выступов от износа. Соприкосновение зубьев одной шестерни с выступами на зубьях другой вызывает шум при работе редуктора и быстрое разрушение зубьев. Поэтому при регулировке зацепления изношенных шестерен рекомендуем в первую очередь выключать из зацепления изношенный ступенчатый участок шестерни, пользуясь регулировочными шайбами.
Убедившись в правильности зацепления шестерен, продолжайте сборку подводной части:
— наденьте на стакан сальника 12 резиновое кольцо 11 (см. рис. 21), осмотрите сальник и установите стакан на место;
— вставьте в корпус стопорное кольцо и ударом молотка по оправке посадите кольцо в канавку;
— очистите плоскости проставки и стакана от прилипшей старой прокладки;
— запрессуйте в стакан сальник и подшипник № 201;
— запрессуйте вертикальный вал так, чтобы его конец выступал из подшипника на 12,5—13 мм;
— запрессуйте на вал ведущую муфту, предварительно надев на нее пружинное кольцо;
— соедините муфту с валом штифтом и зафиксируйте штифт, сместив пружинное кольцо в канавку;
— установите на место пластину помпы, при помощи консистентной смазки зафиксируйте на вертикальном валу цилиндрическую шпонку и установите на место крыльчатку помпы.
Перед сборкой водяной помпы обратите внимание на целость и упругость крыльчатки. Если резина затвердела, имеет повышенный износ или на лопастях появились трещины, крыльчатку следует заменить. Нормальная крыльчатка при установке в корпус помпы и совмещении посадочного отверстия с отверстием корпуса должна касаться стенок стакана корпуса всеми лопастями. Крыльчатку можно не менять до тех пор, пока концы лопастей не износятся до появления острых кромок. В новой помпе крыльчатка устанавливается с натягом 0,3—0,6 мм. Корпус помпы и пластину нужно заменить, если глубина образующихся в результате трения о крыльчатку кольцевых канавок превышает 0,3—0,4 мм. Перед установкой на место смажьте крыльчатку автолом или другой жидкой смазкой для ее предохранения от повреждения при сухом прокручивании. Лопасти крыльчатки должны быть загнуты против часовой стрелки (см. рис. 54).
Наденьте на вертикальный вал корпус помпы и, вращая его по часовой стрелке, посадите на крыльчатку. Установите в стакан уплотнительную втулку, пропустите через корпус и стакан тягу управления муфтой, наденьте на стакан уплотнительную прокладку, наверните на тягу капроновую вилку.
Вставьте в корпус трубку подвода воды, установите в вилку ведомую муфту и, вытянув тягу, прижмите ее к ведущей муфте. На ведущую шестерню наденьте поджимную пружину и собранный узел вертикального вала (рис. 79) установите в корпус проставки так, чтобы всасывающая трубка попала в соответствующее отверстие в проставке. Винтами приверните узел к проставке.
Регулировка муфты холостого хода.
Износ рабочих поверхностей кулачков муфты холостого хода и неправильная регулировка муфты вызывают самопроизвольное включение муфты и периодические удары в редукторе.
Износ и выработка возникают в основном в результате неправильного регулирования величины перемещения ведомой муфты, когда кулачки муфты не входят в сопряжение по всей высоте, а лишь касаются друг друга вершинами.
Причиной выработки может послужить также частое включение переднего хода на слишком высоких оборотах коленвала, так как при этом возникают большие ударные нагрузки на вершины уступов.
Для регулировки муфты холостого хода сначала закрепите пружинный ограничитель ручки переключения в среднем положении. Плоскогубцами подтяните тягу до полного включения муфты холостого хода. Поставьте ручку переключения в положение «Ход» и, завертывая или вывертывая тягу, установите ее отогнутый конец строго против отверстия на рычаге. Вставив тягу в рычаг, зафиксируйте ее шплинтом.
Правильность регулировки муфты можно проверить, поворачивая с небольшим усилием гребной вал. При полном сцеплении кулачков ведущей и ведомой муфт у вала не должно быть большого хода, он будет лишь слегка покачиваться за счет зазоров в зубьях шестерен и кулачков муфт. Включив ручку переключения в положение «Холостой ход», проверьте, разъединились ли муфты. Если разъединения не произошло, нужно вывернуть тягу на один оборот, повернув ее против часовой стрелки, и проверить еще раз. Для качественной сборки редуктора желательно использовать ряд оправок. На рис. 80 приведены чертежи нескольких несложных в изготовлении оправок для запрессовки деталей редуктора.
Неисправности, регулировка и сборка мотора «Ветерок»
Заключительная статья из серии материалов, посвященных эксплуатации и ремонту «Ветерка». Об обслуживании и ремонте двигателя — см. в №115, системы зажигания — в №116, системы питания — в №117.
Все детали подводной части моторов «Ветерок-8» и «-12» (дейдвуд, подвеска, редуктор) одинаковы, за исключением гребного винта. Поэтому приведенные ниже рекомендации распространяются на обе модели.
Возможны следующие неисправности подводной части мотора.
1. Попадание воды в редуктор. Ее причиной могут послужить:
- износ или повреждение резиновых сальников;
- изгиб гребного вала;
- повышенный износ подшипников;
- плохое уплотнение разъемов.
2. Не включается гребной винт. Это происходит в тех случаях, когда:
- срезан штифт гребного винта;
- провернулся демпфер гребного винта;
- поломались шестерни редуктора;
- поломался вертикальный вал.
3. Самопроизвольное расцепление муфты холостого хода. Это происходит в том случае, когда выкрошены или изношены зубья муфты.
4. Не поступает вода в систему охлаждения двигателя. Причиной может явиться:
- повреждение или износ крыльчатки помпы;
- износ или отсутствие (после переборки) шпонки крыльчатки;
- негерметичное уплотнение трубок подвода воды к помпе или картеру.
Редуктор
Все неполадки в редукторе, его прогрессирующий износ происходят в основном в результате коррозии и проникновения воды во внутреннюю полость. Непременным условием долголетней безаварийной эксплуатации редуктора является своевременная (через 25 часов работы) замена смазки. При очередной замене необходимо убедиться в том, что в сливаемом масле не содержится вода. Перед сливом масла мотор должен простоять не менее часа, так как при вращении шестерен смазка интенсивно перемешивается с водой. Если после отворачивания нижней сливной пробки из редуктора сначала вытекает небольшое количество воды или сливаемое масло на только что заглушенном моторе имеет бурый цвет, это означает, что редуктор негерметичен.
Даже если количество воды небольшое, обязательно выявите причину негерметичности. Для этого отсоедините редуктор с проставкой от промежуточного корпуса, снимите водяную помпу, внутреннюю полость редуктора отмойте от остатков смазки.
Редуктор моторов «Ветерок» имеет по две уплотняющие манжеты на вертикальном и гребном валах, уплотняющее кольцо тяги муфты холостого хода и резиновое кольцо между стаканом сальника и шарикоподшипником № 205. Потеря герметичности этими уплотнениями может произойти в результате дефектов самого уплотнения либо больших радиальных люфтов проходящих через них деталей при износе подшипников. Люфты валов можно определить стрелочным индикатором, измерив перемещение в радиальном направлении валов в подшипниках.
Резина сальников должна быть достаточно эластичной, на ней не должно быть механических повреждений; диаметр рабочей кромки должен быть несколько меньше диаметра гребного вала. Следует убедиться в том, что стягивающая пружина сальника находится на месте. Размеры сальников редуктора приведены в табл. 1.
Вода может проникать в редуктор через уплотнение тяги муфты холостого хода при износе резиновой втулки. Внутренний диаметр втулки должен составлять 5,3 ±0,3.
Качество уплотнения сальника вертикального вала 26 (рис. 1) можно проверить следующим образом. В полость сальника со стороны, обращенной к муфте, налейте примерно 1 см 3 керосина. Легко проворачивая вал относительно стакана, следите за просачиванием керосина через уплотнение. Если сальник неисправен, то по другую его сторону на валике появится пятно.
В редуктор «Ветерка» следует заливать около 250 см 3 масла до уровня контрольной пробки. Не допускайте работы мотора при низком уровне смазки в редукторе (ниже верхней контрольной пробки), так как это приведет к недостаточной смазке расположенного в верхней части проставки подшипника № 201 вертикального вала.
Полная разборка редуктора необходима при замене шестерен и подшипников. При разборке торцевым ключом отверните две гайки крепления корпуса редуктора и отсоедините корпус редуктора от проставки. Затем снимите стопорное кольцо, запирающее стакан сальника гребного вала. Чтобы извлечь из корпуса редуктора гребной вал, нужно вставить в отверстие штифта 17 имеющийся в ЗИП вороток и легкими постукиваниями по нему молотка вынуть вал в сборе с ведомой шестерней и подшипником (см. рис. 1).
Снимите стопорное кольцо подшипника № 205, распрессуйте съемником подшипник и, выбив штифт, снимите ведомую шестерню с вала. Если подшипник № 201 сидит в корпусе плотно, извлеките его съемником. Ведущую шестерню выпрессуйте при помощи выколотки и молотка. Чтобы не повредить хвостовик шестерни, выколотку лучше всего изготовить из меди или алюминия.
Перед сборкой внимательно осмотрите все детали. Работавшие шестерни, имеющие следы приработки и износ, пригодны к эксплуатации лишь в том случае, если на них нет сколов и поломки зубьев. Не забудьте осмотреть пластмассовую вилку 21 переключения муфты холостого хода (см. рис. 1). Если муфта отрегулирована правильно, на верхней плоскости полочки вилки, где она касается буртика муфты, должен быть виден гладкий кольцевой износ глубиной 0,1—0,3 мм. При неправильной регулировке ведомая муфта слишком плотно прижимается к ведущей. Это приводит к большому износу и даже оплавлению капрона вилки в зоне контакта с муфтой.
При существующей технологии изготовления невозможно обеспечить полную взаимозаменяемость шестерен редуктора. Поэтому при ремонте величина бокового зазора в конической зубчатой передаче устанавливается за счет дополнительной регулировки при помощи так называемого компенсатора — паронитовой прокладки (или набора прокладок) между корпусом редуктора и проставкой, которая обеспечивает также герметичность соединения. Небрежное обращение с этой прокладкой, неправильная ее замена являются главными причинами преждевременного выхода из строя не только шестерен, ро и других ответственных деталей редуктора. Вырезать прокладку из первого попавшегося под руку материала нельзя. Нельзя и считать, что любая прокладка заводского изготовления может полноценно заменить испорченную. Нормальная работа редуктора будет обеспечена лишь в том случае, когда толщина устанавливаемой прокладки будет точно соответствовать толщине прежней.
Сборка редуктора
Установите ведомую шестерню на горизонтальный вал и соедините их штифтом (рис. 2). Напрессуйте на ведомую шестерню подшипник № 205. Подберите компенсационную шайбу и зафиксируйте подшипник кольцом. Установите подшипник № 7203 в проставку, замерьте расстояние от торца подшипника до плоскости разъема и подберите комплект прокладок. Недостающее число паронитовых прокладок можно изготовить из картона, пропитанного минеральным маслом. Толщина комплекта должна быть такой, чтобы при сборке она составила 7,5 мм (рис. 3).
Запрессуйте подшипник № 7203 на ведущую шестерню, затем шестерню на вал. При этом не допускайте ударов по зубчатому венцу. Запрессовку завершайте слабыми ударами, постоянно проверяя легкость вращения шестерни. При появлении сопротивления прекратите прессование и легкими ударами по хвостовику снимите излишний осевой натяг. Шестерня в подшипниках должна вращаться легко, но без ощутимого радиального люфта в коническом подшипнике.
Установите подобранный по подшипнику № 7203 комплект парони-товых прокладок и соедините проставку с корпусом редуктора. Запрессуйте в корпус редуктора подшипник № 201 и подберите набор регулировочных шайб.
Для начала установите горизонтальный вал с регулировочной шайбой наибольшей толщины. При этом зазор в зацеплении должен быть больше допустимого. Устанавливая последовательно шайбы меньшей толщины, обеспечьте величину зазора в зацеплении 0,16—0,28 мм.
Самой надежной является проверка величины бокового зазора при помощи индикаторной головки (рис. 4). Для этого в отверстие под штифт втулки гребного винта плотно вставьте шпильку из проволоки диаметром 4 мм. На корпусе редуктора укрепите при помощи струбцины или ручных .тисков штатив с индикаторной головкой так, чтобы измерительный штифт головки касался шпильки на радиусе, примерно равном среднему радиусу шестерни (на схеме показано штрих-пунктиром). Затем при включенном переднем ходе несколько раз качните гребиой вал в правую и левую стороны. По величине отклонения стрелки индикатора можно судить о величине бокового зазора. Следует помнить, что при проверке зазора в зацеплении ведущая шестерня должна оставаться неподвижной.
Величину зазора в передаче можно ориентировочно определить, если сперва наложить на поверхность шестерни тонкую пластину из пластилина, а затем повернуть гребной вал. Показателем величины зазора будет служить толщина оставшегося на поверхности зуба пластилина. О качестве сборки редуктора свидетельствует также отсутствие резкого шума при быстром проворачивании ведущей шестерни.
Правильность зацепления шестерен проверяется «на краску». Для этого нужно вынуть ведомую шестерню вместе с горизонтальным валом, смазать тонким слоем краски зубья ведомой шестерни и снова собрать, Ведущую шестерню следует провернуть по ходу на 3—4 оборота, затем вновь вынуть вал.
При правильном зацеплении шестерен пятно контакта у ведомой шестерни располагается на середине высоты зуба, сдвигаясь немного к его узкому концу. Зацепление считается нормальным, если продольный отпечаток бочкообразного вида составляет не менее 60% длины и 60% высоты зуба. В зависимости от смещения пятна контакта положение шестерен можно регулировать, руководствуясь приведенными в табл. 2 данными. После проверки «на краску» зазор в зубчатом зацеплении необходимо проверить еще раз.
Во время регулировки зазора в зацеплении зубьев долго работавших шестерен важно учесть возможность образования на поверхности зубьев углублений и выступов от износа. Возможно соприкосновение зубьев одной шестерни с выступами на зубьях другой, что вызывает шум при работе редуктора и быстрое разрушение зубьев. Поэтому при регулировке зацепления изношенных шестерен рекомендуем в первую очередь выключать из зацепления изношенный ступенчатый участок шестерни, пользуясь регулировочными шайбами.
Убедившись в правильности зацепления шестерен, продолжайте сборку подводной части:
- наденьте на стакан сальника 7 резиновое кольцо 9 (см. рис. 2), осмотрите сальник и установите стакан на место;
- вставьте в корпус стопорное кольцо и ударом молотка по оправке посадите кольцо в канавку;
- очистите плоскости проставки и стакана от прилипшей старой прокладки;
- запрессуйте в стакан сальник и подшипник № 201 (рис. 5);
- запрессуйте вертикальный вал так, чтобы его конец выступал из подшипника на 12,5—13 мм;
- запрессуйте на вал ведущую муфту, предварительно надев на нее пружинное кольцо;
- соедините муфту с валом штифтом и зафиксируйте штифт, сместив пружинное кольцо в канавку;
- установите на место пластину помпы, при помощи консистентной смазки зафиксируйте на вертикальном валу цилиндрическую шпонку и установите на место крыльчатку помпы.
Перед сборкой водяной помпы обратите внимание на целость и упругость крыльчатки. Если резина затвердела, имеет повышенный износ или на лопастях появились трещины, крыльчатку следует заменить. Нормальная крыльчатка при установке в корпус помпы и совмещении посадочного отверстия с отверстием корпуса должна касаться стенок стакана корпуса всеми лопастями. Крыльчатку можно не менять до тех пор, пока концы лопастей не износятся до появления острых кромок.
В новой помпе крыльчатка устанавливается с натягом 0,3—0,6 мм.
Корпус помпы 14 и пластину 25 (см. рис. 5) нужно заменить, если глубина образующихся в результате трения о крыльчатку кольцевых канавок превышает 0,3—0,4 мм. Перед установкой на место смажьте крыльчатку автолом или другой жидкой смазкой для предохранения крыльчатки от повреждения при сухом прокручивании. Крыльчатку нужно так установить, чтобы ее лопасти были загнуты против часовой стрелки (рис. 6).
Наденьте на вертикальный вал корпус помпы и, вращая его по часовой стрелке, посадите на крыльчатку. Установите в стакан уплотнительную втулку, пропустите через корпус и стакан тягу управления муфтой, наденьте на стакан уплотнительную прокладку, наверните на тягу капроновую вилку.
Вставьте в корпус трубку подвода воды, установите в вилку ведомую муфту и, вытянув тягу, прижмите ее к ведущей муфте.
На ведущую шестерню наденьте поджимную пружину, установите на место вал со стаканом, помпу со стаканом приверните к фланцу проставки. Проследите, чтобы трубка подвода воды встала в свое отверстие в проставке.
Регулировка муфты холостого хода
Износ рабочих поверхностей кулачков муфты холостого хода и неправильная регулировка муфты вызывают периодические удары в редукторе в результате самопроизвольного включения муфты. Износ и выработка возникают в основном в результате неправильного регулирования величины перемещения ведомой муфты, когда кулачки муфты не входят в сопряжение по всей высоте, а лишь касаются друг друга вершинами.
Причиной выработки может послужить также частое включение переднего хода на слишком высоких оборотах коленчатого вала, так как при этом возникают большие ударные нагрузки на вершины уступов.
Для регулировки муфты холостого хода сначала закрепите пружинный ограничитель ручки переключения в среднем положении. Плоскогубцами подтяните тягу до полного включения муфты холостого хода. Установите ручку переключения в положение «Ход» и, завертывая или вывертывая тягу, установите ее отогнутый конец строго против отверстия на рычаге. Вставив тягу в рычаг, зафиксируйте ее шплинтом.
Правильность регулировки муфты можно проверить, поворачивая с небольшим усилием гребной вал. При полном сцеплении кулачков ведущей и ведомой муфт у вала не должно быть большого хода, он будет лишь слегка покачиваться за счет зазоров в зубьях шестерен и кулачках муфт.
Включив ручку переключения в положение «Холостой ход», проверьте, разъединились ли муфты. Если разъединения не произошло, нужно вывернуть тягу на один оборот, повернув ее против часовой стрелки, и проверить еще раз.
Для качественной сборки редуктора желательно использовать ряд оправок. На рис. 7 приведены чертежи нескольких несложных в изготовлении оправок для запрессовки деталей редуктора.
Зазоры (натяги) в соединении деталей подводной части моторов «Ветерок» приведены в табл. 2.
в Тесты 0 18,
Подвесной лодочный мотор Ветерок-8М был куплен в далеком 1994 году новым спустя пару месяцев с даты выпуска с завода. Эксплуатировать его предполагалось на самодельной моторной лодке длиной 3,4 метра и в паре с мотором «Москва-М», но жизнь внесла свои коррективы и зачастую новый Ветерок работа «в одного». Так же для сравнения эксплуатационных качеств «нового с хорошо забытым старым» у соседа по стоянке имелся старенький «Ветерок-8» 1969 года выпуска, это к вопросу качества моторной техники, производимой в СССР.
Неисправности, регулировка и сборка мотора «Ветерок»
Заключительная статья из серии материалов, посвященных эксплуатации и ремонту «Ветерка». Об обслуживании и ремонте двигателя — см. в №115, системы зажигания — в №116, системы питания — в №117.
Все детали подводной части моторов «Ветерок-8» и «-12» (дейдвуд, подвеска, редуктор) одинаковы, за исключением гребного винта. Поэтому приведенные ниже рекомендации распространяются на обе модели.
Возможны следующие неисправности подводной части мотора. 1. Попадание воды в редуктор. Ее причиной могут послужить:
- износ или повреждение резиновых сальников;
- изгиб гребного вала;
- повышенный износ подшипников;
- плохое уплотнение разъемов.
2. Не включается гребной винт. Это происходит в тех случаях, когда:
- срезан штифт гребного винта;
- провернулся демпфер гребного винта;
- поломались шестерни редуктора;
- поломался вертикальный вал.
3. Самопроизвольное расцепление муфты холостого хода. Это происходит в том случае, когда выкрошены или изношены зубья муфты.
4. Не поступает вода в систему охлаждения двигателя. Причиной может явиться:
- повреждение или износ крыльчатки помпы;
- износ или отсутствие (после переборки) шпонки крыльчатки;
- негерметичное уплотнение трубок подвода воды к помпе или картеру.
Характеристики мотора «Ветерок-12» изменены в пользу увеличения мощности, но из-за ряда конструкционных недочётов, несколько пострадала надёжность модели:
- мощность – 12 л. с.;
- тип двигателя – 2-тактный, работает на бензине, имеет встроенный карбюратор;
- цилиндры – 2 шт.;
- обороты на полной ходу – 5000 об./мин.;

- объём рабочей камеры – 249 см3;
- размер цилиндра – 60 мм;
- движение поршня – 44 мм;
- уровень сжатия – 6;
- тип зажигания – МЛ-10;
- вместимость бака для горючего – 20 л;
- рекомендуемая высота транца – 0,38 м;
- вес – 26,5 кг.
Выпускалось много модификаций мотора, в некоторых использована другая система зажигания, обычно она аналогична моделям «Ветерок-8» одного периода выпуска.
Редуктор
Все неполадки в редукторе, его прогрессирующий износ происходят в основном в результате коррозии и проникновения воды во внутреннюю полость. Непременным условием долголетней безаварийной эксплуатации редуктора является своевременная (через 25 часов работы) замена смазки. При очередной замене необходимо убедиться в том, что в сливаемом масле не содержится вода. Перед сливом масла мотор должен простоять не менее часа, так как при вращении шестерен смазка интенсивно перемешивается с водой. Если после отворачивания нижней сливной пробки из редуктора сначала вытекает небольшое количество воды или сливаемое масло на только что заглушенном моторе имеет бурый цвет, это означает, что редуктор негерметичен.
Даже если количество воды небольшое, обязательно выявите причину негерметичности. Для этого отсоедините редуктор с проставкой от промежуточного корпуса, снимите водяную помпу, внутреннюю полость редуктора отмойте от остатков смазки.
Редуктор моторов «Ветерок» имеет по две уплотняющие манжеты на вертикальном и гребном валах, уплотняющее кольцо тяги муфты холостого хода и резиновое кольцо между стаканом сальника и шарикоподшипником № 205. Потеря герметичности этими уплотнениями может произойти в результате дефектов самого уплотнения либо больших радиальных люфтов проходящих через них деталей при износе подшипников. Люфты валов можно определить стрелочным индикатором, измерив перемещение в радиальном направлении валов в подшипниках.
Резина сальников должна быть достаточно эластичной, на ней не должно быть механических повреждений; диаметр рабочей кромки должен быть несколько меньше диаметра гребного вала. Следует убедиться в том, что стягивающая пружина сальника находится на месте. Размеры сальников редуктора приведены в табл. 1.

Вода может проникать в редуктор через уплотнение тяги муфты холостого хода при износе резиновой втулки. Внутренний диаметр втулки должен составлять 5,3 ±0,3.
Качество уплотнения сальника вертикального вала 26 (рис. 1) можно проверить следующим образом. В полость сальника со стороны, обращенной к муфте, налейте примерно 1 см 3 керосина. Легко проворачивая вал относительно стакана, следите за просачиванием керосина через уплотнение. Если сальник неисправен, то по другую его сторону на валике появится пятно.
В редуктор «Ветерка» следует заливать около 250 см 3 масла до уровня контрольной пробки. Не допускайте работы мотора при низком уровне смазки в редукторе (ниже верхней контрольной пробки), так как это приведет к недостаточной смазке расположенного в верхней части проставки подшипника № 201 вертикального вала.
Полная разборка редуктора необходима при замене шестерен и подшипников. При разборке торцевым ключом отверните две гайки крепления корпуса редуктора и отсоедините корпус редуктора от проставки. Затем снимите стопорное кольцо, запирающее стакан сальника гребного вала. Чтобы извлечь из корпуса редуктора гребной вал, нужно вставить в отверстие штифта 17 имеющийся в ЗИП вороток и легкими постукиваниями по нему молотка вынуть вал в сборе с ведомой шестерней и подшипником (см. рис. 1).
Снимите стопорное кольцо подшипника № 205, распрессуйте съемником подшипник и, выбив штифт, снимите ведомую шестерню с вала. Если подшипник № 201 сидит в корпусе плотно, извлеките его съемником. Ведущую шестерню выпрессуйте при помощи выколотки и молотка. Чтобы не повредить хвостовик шестерни, выколотку лучше всего изготовить из меди или алюминия.
Перед сборкой внимательно осмотрите все детали. Работавшие шестерни, имеющие следы приработки и износ, пригодны к эксплуатации лишь в том случае, если на них нет сколов и поломки зубьев. Не забудьте осмотреть пластмассовую вилку 21 переключения муфты холостого хода (см. рис. 1). Если муфта отрегулирована правильно, на верхней плоскости полочки вилки, где она касается буртика муфты, должен быть виден гладкий кольцевой износ глубиной 0,1—0,3 мм. При неправильной регулировке ведомая муфта слишком плотно прижимается к ведущей. Это приводит к большому износу и даже оплавлению капрона вилки в зоне контакта с муфтой.
При существующей технологии изготовления невозможно обеспечить полную взаимозаменяемость шестерен редуктора. Поэтому при ремонте величина бокового зазора в конической зубчатой передаче устанавливается за счет дополнительной регулировки при помощи так называемого компенсатора — паронитовой прокладки (или набора прокладок) между корпусом редуктора и проставкой, которая обеспечивает также герметичность соединения. Небрежное обращение с этой прокладкой, неправильная ее замена являются главными причинами преждевременного выхода из строя не только шестерен, ро и других ответственных деталей редуктора. Вырезать прокладку из первого попавшегося под руку материала нельзя. Нельзя и считать, что любая прокладка заводского изготовления может полноценно заменить испорченную. Нормальная работа редуктора будет обеспечена лишь в том случае, когда толщина устанавливаемой прокладки будет точно соответствовать толщине прежней.
Сборка редуктора
Установите ведомую шестерню на горизонтальный вал и соедините их штифтом (рис. 2). Напрессуйте на ведомую шестерню подшипник № 205. Подберите компенсационную шайбу и зафиксируйте подшипник кольцом. Установите подшипник № 7203 в проставку, замерьте расстояние от торца подшипника до плоскости разъема и подберите комплект прокладок. Недостающее число паронитовых прокладок можно изготовить из картона, пропитанного минеральным маслом. Толщина комплекта должна быть такой, чтобы при сборке она составила 7,5 мм (рис. 3).
Запрессуйте подшипник № 7203 на ведущую шестерню, затем шестерню на вал. При этом не допускайте ударов по зубчатому венцу. Запрессовку завершайте слабыми ударами, постоянно проверяя легкость вращения шестерни. При появлении сопротивления прекратите прессование и легкими ударами по хвостовику снимите излишний осевой натяг. Шестерня в подшипниках должна вращаться легко, но без ощутимого радиального люфта в коническом подшипнике.
Установите подобранный по подшипнику № 7203 комплект парони-товых прокладок и соедините проставку с корпусом редуктора. Запрессуйте в корпус редуктора подшипник № 201 и подберите набор регулировочных шайб.
Для начала установите горизонтальный вал с регулировочной шайбой наибольшей толщины. При этом зазор в зацеплении должен быть больше допустимого. Устанавливая последовательно шайбы меньшей толщины, обеспечьте величину зазора в зацеплении 0,16—0,28 мм.
Самой надежной является проверка величины бокового зазора при помощи индикаторной головки (рис. 4). Для этого в отверстие под штифт втулки гребного винта плотно вставьте шпильку из проволоки диаметром 4 мм. На корпусе редуктора укрепите при помощи струбцины или ручных .тисков штатив с индикаторной головкой так, чтобы измерительный штифт головки касался шпильки на радиусе, примерно равном среднему радиусу шестерни (на схеме показано штрих-пунктиром). Затем при включенном переднем ходе несколько раз качните гребиой вал в правую и левую стороны. По величине отклонения стрелки индикатора можно судить о величине бокового зазора. Следует помнить, что при проверке зазора в зацеплении ведущая шестерня должна оставаться неподвижной.
Величину зазора в передаче можно ориентировочно определить, если сперва наложить на поверхность шестерни тонкую пластину из пластилина, а затем повернуть гребной вал. Показателем величины зазора будет служить толщина оставшегося на поверхности зуба пластилина. О качестве сборки редуктора свидетельствует также отсутствие резкого шума при быстром проворачивании ведущей шестерни.
Правильность зацепления шестерен проверяется «на краску». Для этого нужно вынуть ведомую шестерню вместе с горизонтальным валом, смазать тонким слоем краски зубья ведомой шестерни и снова собрать, Ведущую шестерню следует провернуть по ходу на 3—4 оборота, затем вновь вынуть вал.
Регулировка муфты холостого хода
Износ рабочих поверхностей кулачков муфты холостого хода и неправильная регулировка муфты вызывают периодические удары в редукторе в результате самопроизвольного включения муфты. Износ и выработка возникают в основном в результате неправильного регулирования величины перемещения ведомой муфты, когда кулачки муфты не входят в сопряжение по всей высоте, а лишь касаются друг друга вершинами.
Причиной выработки может послужить также частое включение переднего хода на слишком высоких оборотах коленчатого вала, так как при этом возникают большие ударные нагрузки на вершины уступов.
Для регулировки муфты холостого хода сначала закрепите пружинный ограничитель ручки переключения в среднем положении. Плоскогубцами подтяните тягу до полного включения муфты холостого хода. Установите ручку переключения в положение «Ход» и, завертывая или вывертывая тягу, установите ее отогнутый конец строго против отверстия на рычаге. Вставив тягу в рычаг, зафиксируйте ее шплинтом.
Правильность регулировки муфты можно проверить, поворачивая с небольшим усилием гребной вал. При полном сцеплении кулачков ведущей и ведомой муфт у вала не должно быть большого хода, он будет лишь слегка покачиваться за счет зазоров в зубьях шестерен и кулачках муфт.
Включив ручку переключения в положение «Холостой ход», проверьте, разъединились ли муфты. Если разъединения не произошло, нужно вывернуть тягу на один оборот, повернув ее против часовой стрелки, и проверить еще раз.
Для качественной сборки редуктора желательно использовать ряд оправок. На рис. 7 приведены чертежи нескольких несложных в изготовлении оправок для запрессовки деталей редуктора.
Зазоры (натяги) в соединении деталей подводной части моторов «Ветерок» приведены в табл. 2.
Форум водкомоторников и водномоторников — катера, лодки, лодочные моторы, путешествия и рыбалка
Катера, лодки, лодочные моторы, мотоциклы, путешествия, мототуризм, фото видео съемка видеомонтаж
- Home Гостевая книга
- История болезни
- История катера
- Путешествия по воде
- Атрибутика и сувениры
- » Водный транспорт – катера с жестким корпусом
- Новые фотографии
- 4х4 внедорожный транспорт
- Stunt Grand Prix 2011
- Голландия — Бельгия
- Халюдово
- 9 мая 2010г. парад победы г.Минск
- Водная тема
- Катера и моторы
- Карты и треки GPS
- Категория — Вода
вода в редукторе Ветерок 8
Модератор: Valery
вода в редукторе Ветерок 8
Сообщение Barracuda » 09.06.2013 12:17
Re: вода в редукторе Ветерок 8
Сообщение Valery » 09.06.2013 02:00
Re: вода в редукторе Ветерок 8
Сообщение devis » 17.06.2013 04:48
Re: вода в редукторе Ветерок 8
Сообщение Barracuda » 18.06.2013 06:13
Re: вода в редукторе Ветерок 8
Сообщение neherta » 10.07.2013 06:49
Re: вода в редукторе Ветерок 8
Сообщение Morax » 05.08.2015 06:37
Re: вода в редукторе Ветерок 8
Сообщение vcmma » 05.08.2015 07:15
Re: вода в редукторе Ветерок 8
Сообщение shkiper » 05.08.2015 08:51
Re: вода в редукторе Ветерок 8
Сообщение Morax » 06.08.2015 10:44
Ветерок 8М (эксплуатация) (Просматривает: 1)
владимир76
Купил новый ветерок-8 2003г.в. Задолбался заводить.Оказалось что в груше дырка.Заменил завёл.Он чихает на средних и холостых и глохнет. Заменил тиристоры на вт-151 поставил катушки зажигания от скутера заменил высоковольтные провода и колпаки свечей.Двадцать раз промывал карбюратор выставлял уровень регулировал.Проверил магдино тестером по паспорту-около 870 Ом и всё коту под хвост.Да когда снимаешь топливный шланг по мере выработки топлива начинает работать как часы.Игла держит проверял.Помогите ради бога.Подскажите что делать.
«Садовый» четырехтактник против «Ветерка 8»
#1 twoh
Рулевой 3-го класса
- Пассажиры
- 109 сообщений
- Из: ххх
Подвесные лодочные моторы с четырехтактными двигателями воздушного охлаждения с вертикальным расположением коленчатого вала, первичное применение которых — садовая и мини-сельхозтехника, выпускаются уже серийно.
Цель этого сообщения — прикинуть, что может дать замена ПМ «Ветерок-8» как двигателя для водоизмещающих лодок на подвесной мотор с «садовым» четырехтактным двигателем воздушного охлаждения.
Преамбула-предупреждение. 1. Не нужно судить о двигателях воздушного охлаждения по полному недоразумению – безобразию для «Запоржцев». Тем более, двигатели для садовой техники рассчитаны на работу при температуре воздуха до плюс 40 градусов Цельсия, причем при сравнительно низкой влажности воздуха. 2. Никаких заявлений о том, что я пытаюсь что-то продать или рекламировать. Для сравнения взят первый попавшийся под руку подходящий двигатель, который легко купить в России.
Отзывы владельцев
Отзывы владельцев о лодочных моторах «Ветерок» найти несложно, так как за весь период производства их было выпущено сотни тысяч экземпляров.
Александр:
«В использовании „Ветерок-8“ с 1971 года и существенных нареканий не могу высказать, естественно, приходится кое-что подгонять, отшлифовать или перебирать, но это рабочие моменты, они много где встречаются. Работает мотор без существенных изъянов, правда, сейчас дефицит запасных частей с завода, а новые – в большей мере брак или подделка».
Дмитрий:
«Неприхотливость мотора заслуживает уважения, хотя по редуктору немало камней попало. Импортные модели за 1 случай проникновения камней нередко ломаются, и приходится переделывать редуктор. Стоимость починки иностранных моторов огромная, а «Ветерок» относительно дешёвый, часто удаётся обойтись собственными силами».
Владислав:
«Сейчас на досуге занимаюсь доводкой различных катамаранов, в том числе для глиссирования. На многих стоял „Привет-22“, я их заменил на „Ветерок-12“, это практически не привело к снижению скорости. Затем пошёл дальше и установил „Ветерок-8“, даже при загрузке катамаран «прёт» хорошо, но экономия горючего значительная».

Эксперт и автор статей на сайте.
Кандидат в мастера спорта, принимал участие в международных гонках на надувных лодках с подвесными моторами.
Охотник и рыбак с 8-летним стажем. Призер чемпионатов России, призер Кубка России и Росохотрыболовсоюза по ловле спиннингом с лодки и на блесну. Член Ассоциации Росохотрыболовсоюз и Военно-Охотничьего Общества.
Самодельные гибридные двигатели (отчеты и техинформация)
Bushik
Старожил
. . . . В ЭТОЙ ТЕМЕ ВОПРОСЫ НЕ ЗАДАВАТЬ,ТОЛЬКО РАЗМЕЩАТЬ ОТЧЕТЫ И ТЕХИНФОРМАЦИЮ . . . . . . . . . . ВОПРОСЫ СЮДА ➡ Самодельные моторы для лодок . . . . ОБЯЗАТЕЛЬНО ПРОСМОТРИ ПЕРВУЮ СТРАНИЦ У . . .
ХОЧЕШЬ ПОСТРОИТЬ ГИБРИД — ЧИТАЙ , ПОСТРОИЛ -ОТЧИТАЙСЯ .
МЫ СОБРАЛИ,ДЛЯ ВАС,САМОЕ ОСНОВНОЕ С ФОРУМОВ «ГИБРИДОСТРОИТЕЛЕЙ»

СОБРАТЬ ГИБРИД МОЖНО ЗА ТРИ ДНЯ, А » НАСТРОИТЬ» КОМПЛЕКТ-УХОДИТ ОТ МЕСЯЦА ДО ГОДА РЕБЯТА ЗНАЙТЕ СОЕДИНИТЬ ДЕЙДВУД(НОГА) И ДВИЖОК — ЭТО ПРОСТО ,А ВОТ НАСТРОИТЬ КОМПЛЕКТ (ЛОДКА — МОТОР(ГИБРИД) — ВЕС ГРУЗА И ПРИ ЭТОМ ВЫЙТИ НА ГЛИССЕР 30 кмч) — СЛОЖНО , ДАЖЕ ДОРОГО: ПРИ ПОДБОРЕ ВИНТОВ, «НЕ ТВОЯ» ЛОДКА ПВХ (не держит твой вес и груз для выхода на глисс) и т.д.
Неисправности, регулировка и сборка мотора «Ветерок»
Заключительная статья из серии материалов, посвященных эксплуатации и ремонту «Ветерка». Об обслуживании и ремонте двигателя — см. в №115, системы зажигания — в №116, системы питания — в №117.
Все детали подводной части моторов «Ветерок-8» и «-12» (дейдвуд, подвеска, редуктор) одинаковы, за исключением гребного винта. Поэтому приведенные ниже рекомендации распространяются на обе модели.
Возможны следующие неисправности подводной части мотора. 1. Попадание воды в редуктор. Ее причиной могут послужить:
- износ или повреждение резиновых сальников;
- изгиб гребного вала;
- повышенный износ подшипников;
- плохое уплотнение разъемов.
2. Не включается гребной винт. Это происходит в тех случаях, когда:
- срезан штифт гребного винта;
- провернулся демпфер гребного винта;
- поломались шестерни редуктора;
- поломался вертикальный вал.
3. Самопроизвольное расцепление муфты холостого хода. Это происходит в том случае, когда выкрошены или изношены зубья муфты.
4. Не поступает вода в систему охлаждения двигателя. Причиной может явиться:
- повреждение или износ крыльчатки помпы;
- износ или отсутствие (после переборки) шпонки крыльчатки;
- негерметичное уплотнение трубок подвода воды к помпе или картеру.
Редуктор мотора «Ветерок»
Все детали подводной части моторов «Ветерок-8» и «Ветерок-12» (дейдвуд, подвеска, редуктор) одинаковы, за исключением гребного винта. Поэтому приведенные ниже рекомендации распространяются на обе модели.
Редуктор (Рис.42) состоит из двух литых алюминиевых деталей: корпуса 4 и проставки 1, соединенных двумя шпильками М8.

Между корпусом редуктора и проставкой устанавливаются одна или две паронитовые регулировочные прокладки. Ведущая шестерня 5 выполнена вместе с валом и вращается в двух шарико-подшипниках — цилиндрическом 2 (№203) и коническом 3 (№7203). Ведомая шестерня 8 соединена штифтом с горизонтальным валом 6. На шестерню напрессовывается шарикоподшипник 10 (№205), который упирается в буртик корпуса редуктора через регулировочную шайбу 9.
Наружная обойма подшипника входит в корпус свободно и удерживается от проворачивания и осевого смещения резиновым кольцом 11, которое одновременно служит для уплотнения корпуса. Сальник 14, запрессованный в стакан 12, предназначен для уплотнения выхода из редуктора вала гребного винта 6.
Кулачковая муфта холостого хода состоит из двух полумуфт: ведущей 22, которая соединяется штифтом с вертикальным валом (рессорой), и ведомой 20, которая перемещается по шлицам рессоры посредством капроновой вилки 21.
Все шестерни и полумуфты редуктора изготовлены из высокопрочной стали 12Х2Н4А с последующей цементацией и закалкой до HRC-55.
К верхней части проставки крепятся стакан 24 с сальником 26 и шарикоподшипником 25 (№201) и водяная помпа. При работе двигателя крыльчатка 28 помпы приводится во вращение вертикальным валом, с которым она соединена шпонкой 29. Засасывание воды в помпу происходит через трубку 23. Между корпусом помпы и стаканом установлена резиновая втулка, уплотняющая выход тяги муфты холостого хода из проставки.
Гребной винт 15 связан с валом штифтом 17, который изготавливается из отожженной стали 40. Этот штифт является самым слабым звеном в передаче крутящего момента от моторах винту и при ударе винта о подводное препятствие срезается первым, предохраняя от поломки другие детали двигателя.
Возможны следующие неисправности подводной части мотора.
1. Попадание воды в редуктор. Ее причинами могут послужить: — износ или повреждение резиновых сальников; — изгиб гребного вала; — повышенный износ подшипников; — плохое уплотнение разъемов.
2. Не включается гребной винт. Это происходит в тех случаях, когда: — срезан штифт гребного винта; — провернулся демпфер гребного винта; — поломались шестерни редуктора; — поломался вертикальный вал.
3. Самопроизвольное расцепление муфты холостого хода. Это происходит в том случае, когда выкрошены или изношены зубья муфты.
4. Не поступает вода в систему охлаждения двигателя. Причиной может явиться: — повреждение или износ крыльчатки помпы; — износ или отсутствие (после переборки) шпонки крыльчатки; — негерметичное уплотнение трубок подвода воды к помпе или картеру.
Проникновение в редуктор лодочного мотора воды является, практически, единственной причиной его неполадок и усиленного износа. Валы, шестерни и подшипники, расположенные в полости редуктора, изготовлены из некоррозионностойких материалов, поэтому очень важно обеспечить герметичность этого узла. Смазка в редукторе должна заменяться через 25 моточасов. При каждой замене необходимо убедиться в отсутствии воды в сливаемом масле. Слив масла надо проводить не менее чем через час после остановки мотора, т. к. при вращении шестерен смазка интенсивно перемешивается с водой. Если при отворачивании сливной пробки после отстоя из редуктора сначала вытекает небольшое количество воды, а затем — масло или на только что заглушённом моторе сливаемое масло бурого цвета, это говорит о негерметичности редуктора.
При наличии даже небольшого количества воды необходимо выяснить причину потери герметичности. Для этого нужно отсоединить редуктор от дейдвуда и снять водяную помпу. Герметичность редуктора обеспечивается двумя уплотняющими манжетами на вале-шестерне и двумя на гребном вале, уплотняющим кольцом тяги муфты холостого хода и резиновым кольцом между стаканом сальника и шарикоподшипником №205. Эти узлы могут выйти из строя как по причине дефектов самих уплотнений, так и под действием больших радиальных биений проходящих через них деталей. В связи с этим перед вскрытием редуктора необходимо измерить радиальные люфты выходящих из него валов и тяги.
Люфты валов определяются измерением их перемещения в радиальном направлении в подшипниках стрелочным индикатором.
Резина сальников должна быть достаточно эластичной, без механических повреждений; стягивающая пружинка должна быть на месте. Размеры сальников редуктора приведены в табл. 3.
Вода может проникать в редуктор через уплотнение тяги муфты холостого хода при износе резиновой втулки. Внутренний диаметр втулки должен составлять 5,3+0,3 мм.
Степень уплотнения сальника вертикального вала 26 (Рис. 41) можно проверить следующим образом. В полость сальника со стороны, обращенной к муфте, нужно налить около 1 мл керосина и медленно проворачивая вал относительно стакана, следить за просачиванием керосина через уплотнение. Если сальник неисправен, то по другую его сторону на валике появится пятно.
Полная разборка редуктора необходима при замене шестерен и подшипников. Для этого нужно отвернуть две гайки крепления корпуса редуктора и отсоединить его корпус от проставки. Затем снять стопорное кольцо, запирающее стакан сальника гребного вала. Чтобы извлечь из корпуса редуктора гребной вал, нужно вставить в отверстие штифта 17 вороток и легкими ударами по нему молотка вынуть вал в сборе с ведомой шестерней и подшипником.
Затем следует снять стопорное кольцо подшипника №205, распрессовать съемником подшипник и, выбив штифт, снять ведомую шестерню с вала. Если подшипник №201 сидит в корпусе плотно, его извлекают съемником. Ведущую шестерню выпрессовывают при помощи выколотки и молотка. Чтобы не повредить хвостовик шестерни выколотку изготавливают из мягкого металла.
Замене подлежат шестерни с явными следами износа, сколами и выкрашиваниями рабочих поверхностей зубьев. Перед сборкой необходимо осмотреть пластмассовую вилку 21 переключения муфты холостого хода (Рис. 41). Если муфта отрегулирована правильно, на верхней плоскости полочки вилки, где она касается буртика муфты, должен быть виден гладкий кольцевой износ глубиной 0,1-0,3 мм. При неправильной регулировки ведомая муфта будет слишком плотно прижиматься к ведущей. Это может повлечь усиленный износ и оплавление капроновой вилки по кольцу контакта с муфтой.
Редуктор
Все неполадки в редукторе, его прогрессирующий износ происходят в основном в результате коррозии и проникновения воды во внутреннюю полость. Непременным условием долголетней безаварийной эксплуатации редуктора является своевременная (через 25 часов работы) замена смазки. При очередной замене необходимо убедиться в том, что в сливаемом масле не содержится вода. Перед сливом масла мотор должен простоять не менее часа, так как при вращении шестерен смазка интенсивно перемешивается с водой. Если после отворачивания нижней сливной пробки из редуктора сначала вытекает небольшое количество воды или сливаемое масло на только что заглушенном моторе имеет бурый цвет, это означает, что редуктор негерметичен.
Даже если количество воды небольшое, обязательно выявите причину негерметичности. Для этого отсоедините редуктор с проставкой от промежуточного корпуса, снимите водяную помпу, внутреннюю полость редуктора отмойте от остатков смазки.
Редуктор моторов «Ветерок» имеет по две уплотняющие манжеты на вертикальном и гребном валах, уплотняющее кольцо тяги муфты холостого хода и резиновое кольцо между стаканом сальника и шарикоподшипником № 205. Потеря герметичности этими уплотнениями может произойти в результате дефектов самого уплотнения либо больших радиальных люфтов проходящих через них деталей при износе подшипников. Люфты валов можно определить стрелочным индикатором, измерив перемещение в радиальном направлении валов в подшипниках.
Резина сальников должна быть достаточно эластичной, на ней не должно быть механических повреждений; диаметр рабочей кромки должен быть несколько меньше диаметра гребного вала. Следует убедиться в том, что стягивающая пружина сальника находится на месте. Размеры сальников редуктора приведены в табл. 1.

Вода может проникать в редуктор через уплотнение тяги муфты холостого хода при износе резиновой втулки. Внутренний диаметр втулки должен составлять 5,3 ±0,3.
Качество уплотнения сальника вертикального вала 26 (рис. 1) можно проверить следующим образом. В полость сальника со стороны, обращенной к муфте, налейте примерно 1 см 3 керосина. Легко проворачивая вал относительно стакана, следите за просачиванием керосина через уплотнение. Если сальник неисправен, то по другую его сторону на валике появится пятно.
В редуктор «Ветерка» следует заливать около 250 см 3 масла до уровня контрольной пробки. Не допускайте работы мотора при низком уровне смазки в редукторе (ниже верхней контрольной пробки), так как это приведет к недостаточной смазке расположенного в верхней части проставки подшипника № 201 вертикального вала.
Полная разборка редуктора необходима при замене шестерен и подшипников. При разборке торцевым ключом отверните две гайки крепления корпуса редуктора и отсоедините корпус редуктора от проставки. Затем снимите стопорное кольцо, запирающее стакан сальника гребного вала. Чтобы извлечь из корпуса редуктора гребной вал, нужно вставить в отверстие штифта 17 имеющийся в ЗИП вороток и легкими постукиваниями по нему молотка вынуть вал в сборе с ведомой шестерней и подшипником (см. рис. 1).
Снимите стопорное кольцо подшипника № 205, распрессуйте съемником подшипник и, выбив штифт, снимите ведомую шестерню с вала. Если подшипник № 201 сидит в корпусе плотно, извлеките его съемником. Ведущую шестерню выпрессуйте при помощи выколотки и молотка. Чтобы не повредить хвостовик шестерни, выколотку лучше всего изготовить из меди или алюминия.
Перед сборкой внимательно осмотрите все детали. Работавшие шестерни, имеющие следы приработки и износ, пригодны к эксплуатации лишь в том случае, если на них нет сколов и поломки зубьев. Не забудьте осмотреть пластмассовую вилку 21 переключения муфты холостого хода (см. рис. 1). Если муфта отрегулирована правильно, на верхней плоскости полочки вилки, где она касается буртика муфты, должен быть виден гладкий кольцевой износ глубиной 0,1—0,3 мм. При неправильной регулировке ведомая муфта слишком плотно прижимается к ведущей. Это приводит к большому износу и даже оплавлению капрона вилки в зоне контакта с муфтой.
При существующей технологии изготовления невозможно обеспечить полную взаимозаменяемость шестерен редуктора. Поэтому при ремонте величина бокового зазора в конической зубчатой передаче устанавливается за счет дополнительной регулировки при помощи так называемого компенсатора — паронитовой прокладки (или набора прокладок) между корпусом редуктора и проставкой, которая обеспечивает также герметичность соединения. Небрежное обращение с этой прокладкой, неправильная ее замена являются главными причинами преждевременного выхода из строя не только шестерен, ро и других ответственных деталей редуктора. Вырезать прокладку из первого попавшегося под руку материала нельзя. Нельзя и считать, что любая прокладка заводского изготовления может полноценно заменить испорченную. Нормальная работа редуктора будет обеспечена лишь в том случае, когда толщина устанавливаемой прокладки будет точно соответствовать толщине прежней.
Двигатель Ветерок
Моторы «Ветерок» имеют двухцилиндровые двухтактные карбюраторные двигатели с кривошипно — камерной дефлекторной продувкой и впуском смеси при помощи автоматических лепестковых клапанов.

Рабочий цикл двухтактного двигателя состоит из последовательно сменяющих друг друга химико-термодинамических процессов: всасывания, сжатия, рабочего хода и выпуска. Цикл полностью завершается за два хода поршня, т. е. за один оборот коленчатого вала, после чего все процессы повторяются в той же последовательности.
Кривошипно — камерная продувка характеризуется тем, что в тепловом процессе двигателя участвует не только рабочий объем над поршнем в цилиндре, но и подпоршневой объем картера.
Цилиндр двухтактного двигателя с дефлекторной продувкой (рис. 4) имеет две группы окон. Окна 1 служат для выпуска из цилиндра продуктов сгорания, окна 4, сообщающиеся каналом с полостью картера 3, являются продувочными. Они используются для очистки цилиндра от продуктов сгорания и зарядки его свежей горючей смесью. При ходе поршня от нижней мертвой точки (н. м. т.) к верхней мертвой точке (в. м. т.) объем кривошипной камеры 3 увеличивается, под действием разрежения пластинчатые клапаны 2 открываются и в полость картера засасывается горючая смесь из карбюратора (рис. 4, а). Впуск смеси в кривошипную камеру начинается после того, как поршень перекроет продувочные окна.
При ходе поршня от в. м. т. к н. м. т. клапаны автоматически закрываются и происходит сжатие смеси в кривошипной камере (рис. 4, б). При дальнейшем движении поршня к н. м. т. после открытия выпускных и продувочных окон сжатая в картере смесь по продувочным каналам направляется в цилиндр, вытесняя из него продукты сгорания (рис. 4, г). Происходят продувка цилиндра и наполнение его свежей смесью.
Пройдя н. м. т., поршень начинает двигаться вверх. При этом некоторое время продолжается процесс продувки цилиндра. Как только поршень закроет продувочные и выпускные окна, начинается процесс сжатия горючей смеси в цилиндре (см. рис. 4, а). В конце хода поршня — близ в. м. т. — смесь воспламеняется от запальной свечи. Далее следует процесс сгорания смеси, а затем рабочий ход, при котором поршень под давлением газов перемещается к н. м. т. (см. рис. 4,6).
При дальнейшем движении поршня вниз с открытием выпускных окон происходит выпуск отработавших газов (рис. 4, в). Давление газов в цилиндре резко падает и становится меньше, чем давление свежей смеси в полости картера. Вследствие этого при последующем открытии продувочных окон выпуск сопровождается продувкой цилиндра свежей смесью (см. рис. 4, г). Продувка цилиндра продолжается до полного закрытия продувочных окон движущимся к в. м. т. поршнем.
При каждом обороте коленчатого вала все эти процессы повторяются. Процессы в надпоршневом и подпоршневом пространствах совершаются одновременно: если в рабочей камере происходит рабочий ход, то в картере — сжатие, если в картере — впуск, то & рабочей камере — продувка и сжатие.
Впуск смеси в картер, продувка камеры сгорания и выпуск отработавших газов осуществляются не мгновенно: окна остаются открытыми на протяжении определенного времени, называемого фазой газораспределения. Процессы в цилиндрах двигателя принято изображать графически в виде фазовых диаграмм газораспределения. Круговая диаграмма газораспределения двухтактного двигателя содержит 360°, т. е. охватывает весь рабочий цикл за один оборот коленчатого вала. На большой окружности наносят продолжительность процессов, происходящих в цилиндре над поршнем, на малой окружности — процессов, происходящих под поршнем в картере. У двигателей «Ветерков» процессы продувки и выпуска симметричны относительно вертикальной оси (положения поршня в в. м. т. и н. м. т.) диаграмм (рис. 5). Это вызвано тем, что поршень, управляющий началом и окончанием этих процессов, открывает и закрывает своей верхней кромкой соответствующие окна при одинаковых углах поворота коленчатого вала до и после н. м. т. или в. м. т. При подборе этих фаз их симметричность создает определенные трудности.

Продувочное окно всегда открывается позднее выпускного, разница во времени на диаграмме изображается как угол ф1 называемый углом предварения выпуска. За этот период происходит свободный выпуск газов из цилиндра, давление в нем резко падает. К моменту открытия продувочных окон давление в цилиндре должно оказаться ниже давления в картере — иначе произойдет заброс отработавших газов в картер. Явление это нежелательно, так как оно приводит к загрязнению свежей смеси отработавшими газами и повышению температуры в картере. Для улучшения очистки цилиндра перед началом продувки целесообразно увеличить угол ф. Однако полностью устранить опасность заброса оказывается трудно, так как соответствующее увеличение периода предварения выпуска приводит или к уменьшению периода продувки при неизменной фазе выпуска, или к увеличению фазы выпуска при неизменной фазе продувки, т. е. к уже значительной потере полезного объема цилиндра.
С момента закрытия поршнем продувочного окна начинается процесс сжатия смеси в цилиндре, но прежде чем будет перекрыто выпускное окно, некоторая часть свежей рабочей смеси через него теряется. Для уменьшения потери смеси было бы желательно уменьшить разницу во времени закрытия окон (на диаграмме это угол запаздывания выпуска фг), однако, как мы уже знаем, фазы симметричны: угол запаздывания выпуска, который хотелось бы уменьшить, равен углу предварения выпуска, который хотелось бы увеличить.
Процессы в картере, отраженные на малой окружности диаграммы, проходят несимметрично. Впускное окно открывается после прохождения поршнем н. м. т., когда разрежение в картере становится достаточным для преодоления упругости пластинчатых клапанов. После прохождения поршнем в. м. т. объем кривошипной камеры начинает уменьшаться и происходит сжатие горючей смеси, но автоматический клапан еще некоторое время остается открытым под напором установившегося движения потока смеси, и впуск продолжается. Несимметричная фаза всасывания при использовании клапанного или золотникового распределения, в отличие от поршневого управления впуском, позволяет повысить мощность и экономичность двигателя.
Технико-экономические показатели двигателя в значительной мере зависят от качества продувки. Чем лучше цилиндр очистится от продуктов сгорания и чем меньше будут потери заряда свежей горючей смеси через выпускное окно, тем выше будет удельная мощность двигателя и меньше удельный расход топлива.
Чтобы смесь из продувочных окон не проходила сразу в выпускные, на головке поршня двигателей «Ветерок» имеется гребень, называемый дефлектором. Он отклоняет поток смеси к головке цилиндров, способствуя очистке внутренней полости цилиндра от продуктов сгорания и исключая излишнюю потерю смеси.
Дефлекторная продувка проста по конструкции и Технологична, так как продувочные и выпускные окна выполняются обычным сверлением. Но в отличие от продувок возвратно-петлевого типа в данном случае камера сгорания имеет более сложную конфигурацию, вследствие чего процессы смесеобразования и продувки ухудшаются, поршни имеют большую массу и повышенную температуру днища из-за наличия дефлектора.
Процессы наполнения, продувки и расширения в двухтактном двигателе тесно связаны между собой, и параметры мотора зависят от правильной настройки всей системы газораспределения.
Картер и клапанная перегородка. Картер выполняет две функции: он является корпусной деталью двигателя, в которой размещаются коренные опоры коленчатого вала, а его внутренняя полость, образующая две кривошипные камеры, используется в качестве продувочного насоса.
Картер на двигателях «Ветерков» — туннельного типа, т. е. не имеет разъема в плоскости, проходящей через ось коленчатого вала; он отлит из алюминиевого сплава (рис. 6). Сверху четырьмя винтами Мб к картеру крепится крышка из алюминиевого сплава с шариковым (№ 204) и игольчатым подшипниками и сальником. Наружная цилиндрическая поверхность крышки служит посадочным местом для основания магдино. На этой поверхности проточена канавка с уступом.. В эту канавку входит винт, ограничивающий угол поворота основания магдино.
В нижней части картера установлены два сальника 20 и шарикоподшипник 5 (№ 204). Полости верхней и нижней частей картера разделяются средней опорой 24, в которой выполнены лабиринтные канавки и смонтирован игольчатый подшипник средней шейки коленвала 14.

Обойма средней опоры 23 состоит из двух половин. Средняя опора также состоит из двух половин, соединенных на двух штифтах и стягиваемых между собой двумя винтами (рис. 7). От проворачивания в картере средняя опора фиксируется установочным винтом, входящим в паз А. Игольчатый подшипник верхней опоры коленвала состоит из обоймы и двух шайб (рис. 8).


В верхней и средней опорах коленвала установлены игольчатые ролики 2.5X12.6 (по 28 шт.). С целью удаления из нижней части картера, где расположен шариковый подшипник, богатой маслом топливной смеси, предусмотрена система перекачки конденсата в полость игольчатого подшипника в крышке картера. Это способствует уменьшению замасливания свечи нижнего цилиндра и улучшению смазки игольчатого подшип ника (рис. 9). Конденсат проходит через сверление в картере, пластинчатый клапан, выполненный в литье картера канал 2 и через сверление 3 поступает в кольцевую проточку в крышке картера, а затем через отверстие в обойме к роликам.

К передней части картера четырьмя винтами М6х25 крепится пластмассовая перегородка со стальными пластинчатыми впускными клапанами (рис. 10). Клапаны изготавливаются из пружинной стальной ленты толщиной 0,25 мм (рис. 11). Материал пластинчатых клапанов помимо высоких упругих свойств должен обладать большим пределом усталости, поскольку каждый клапан в течение гарантийного периода работы мотора изгибается в среднем около 15-10^ раз. Клапан должен плотно закрывать отверстие в перегородке под действием силы упругости и открываться автоматически при возникновении достаточного разрежения в кривошипной камере.
Каждый клапан снабжается ограничителем, не позволяющим ему изгибаться более установленного предела. В средней части перегородки имеется рассекатель, обеспечивающий равномерное распределение смеси по цилиндрам.
Клапанные перегородки и клапаны моторов «Вете-рок-8» и «Ветерок-12» не взаимозаменяемы.
Картер центрируется с блоком цилиндров при помощи двух конических штифтов и крепится к нему шестью винтами М6х25. Обработка блока цилиндров и нижней плоскости картера, которой они крепятся к промежуточному корпусу, производится совместно. Поэтому в продажу картер поступает в сборе с блоком цилиндров и замена этих деталей по отдельности недопустима.
Кривошипно — шатунный механизм. Коленвал двигателя — цельный, стальной, штампованный, изготавливается из хромоникелевой стали 12хНЗА с высокими механическими свойствами.
В верхней части коленвала на шпонке устанавливается маховик. Нижняя шейка коленвала имеет внутренние шлицы для соединения с вертикальным валом. На моторах «Ветерок-8» и «Ветерок-12» с контактным магнето МЛ-10-2с на верхний конец коленвала устанавливают также кулачок зажигания, фиксируемый шпонкой. Присоединительные размеры коленвалов, диаметры коренных шеек, подшипники и сальники, коленвалов для 8- и 12-сильных моделей «Ветерка» одинаковы.
Шатуны двигателя — стальные, двутаврового сечения, изготавливаются горячей штамповкой из стали. 12хНЗА. Нижняя головка шатуна закалена и прошлифована внутри, так как является наружной обоймой нижнего шатунного подшипника. Нижняя головка шатуна разъемная; при сборке центровка шатуна с крышкой производится по выступам, образованным при изломе нижней головки перед окончательной обработкой. Обе части головки стягиваются двумя шатунными болтами М5. Их резьба при сборке покрывается бакелитом или клеем БФ-2, что препятствует отвинчиванию болтов.
Рис. 12. Игольчатый ролик
В шатунном подшипнике коленвала использован специальный игольчатый ролик 2,5X 12,6с острыми концами (рис. 12). Этот же ролик применяется и в подшипниках средней и верхней опор коленвала. Ролики изготавливают из шарикоподшипниковой стали, подвергают термической обработке и комплектуют с очень жесткими допусками по диаметру (разбивка роликов по диаметру производится через 3 мкм).
В верхнюю головку шатуна запрессована втулка (рис. 13) из бронзы ОС-10-10. Ее внутренний диаметр окончательно обрабатывается после запрессовки. Для подвода смазки к трущимся поверхностям поршневого пальца и втулки в верхней головке шатуна предусматривается сверление, а на втулке — винтовая канавка.
Блок цилиндров и головка блока. В блок цилиндров из алюминиевого сплава заливаются тонкостенные чугунные гильзы (рис. 14). В каждой гильзе выполнены шесть круглых окон: три продувочных и три выпускных-диаметром 13 мм на моторе «Ветерок-8» и диаметром 16 мм на «Ветерке-12». В верхней части блока цилиндров имеется водяная рубашка, сообщающаяся с полостью для прохода воды в головке блока цилиндров.
Со стороны продувочных окон к блоку крепится вставка с выступами, служащими для направления топливной смеси к продувочным окнам. Со стороны выхлопных окон к блоку крепятся проставка и крышка, между которыми пропускается вода.
К блоку цилиндров на армированной асбестовой прокладке десятью шпильками М6Х28 крепится головка блока, отлитая из алюминиевого сплава. В ней выполнены две камеры сгорания с отверстиями для свечей зажигания и каналы для прохода охлаждающей воды. В отверстия для свечей залиты латунные футорки для увеличения срока службы резьбы.
Рис. 15. Поршень
Поршни, поршневые кольца и поршневые пальцы мотора «Ветерок». Поршни, работающие в условиях больших механических нагрузок и высоких температур, отливаются из специального алюминиевого сплава. Поршень (рис. 15) состоит из головки, воспринимающей давление газов, и юбки, направляющей движение поршня в цилиндре. Головка поршня снабжена приливом (дефлектором), форма которого наилучшим образом обеспечивает очистку цилиндра от продуктов сгорания. Часть дефлектора, обращенная к продувочным окнам, имеет крутой профиль, способствующий отклонению потока горючей смеси при продувке вверх к головке цилиндров. Поверхности дефлектора, обращенной к выпускным окнам, придан пологий профиль, позволяющий газам беспрепятственно выходить из окна.
Рис. 16. Поршневые кольца.
| Размер, мм | «Ветерок — 8» | «Ветерок — 12» |
| диаметр 0А | 50 | 60 |
| В | 2,2 | 2,7 |
| С | 8 + 3.5 | 9 + 2.5 |
| D | 1,6-0.0* | 1,58—о.о* |
| Е | 0,07 ±о.» | 0,9_о2 |
| С — размер замка в свободном состоянии. Материал — специальный чугун; твердость HRC = 98/106 |
В головке поршня расположены три канавки для уплотняющих поршневых колец, фиксируемых от проворачивания одним стальным стопором в таком положении, чтобы замки колец не совпадали с окнами цилиндра. С целью увеличения опорных поверхностей для поршневого пальца на внутренней стороне поршня предусмотрены приливы, называемые бобышками. Осевому перемещению поршневого пальца препятствуют стопорные пружинные кольца, размещенные в канавках отверстий поршня под палец.
Поршневые кольца служат для уплотнения поршня в цилиндре, они препятствуют прорыву газов из камеры сгорания, а также передают тепло от поршня к стенкам цилиндра, охлаждаемым водой. Поршневые кольца изготавливаются из отливок специального чугуна и имеют прямоугольное сечение (рис. 16). Рабочие и торцевые поверхности кольца шлифуют, замок (разрез) кольца имеет выемку, охватывающую стопор. Зазор в замке поршневого кольца, вставленного в цилиндр, должен быть в пределах 0,15 — 0,45 мм.
Поршневой палец — плавающей конструкции, т. е. он соединяется с бобышками поршня без натяга, вращение пальца при работе двигателя обеспечивает равномерный износ пальца. Поршневой палец для получения необходимой прочности и износоустойчивости изготавливают из низкоуглеродистой легированной стали 15Х с поверхностной цементацией и закалкой на глубину 0,4—0,8 мм. После закалки и шлифования твердость поверхности пальца должна составлять HRC 56 — 65. Для уменьшения веса поршневой палец делают полым (рис. 17).
Детали двигателей «Ветерков», влияющие на обеспечение параметров и срока службы моторов, выполняют с высокой точностью. Разбивку на размерные группы зеркала цилиндров, поршня, поршневого пальца, шатуна, шеек коленвала не производят.
Основные размеры, мм, деталей двигателя моторов «Ветерок»:
| Ветерок-8 | Ветерок-12 | |
| Диаметр цилиндра | 50+0,03 | 60 +0,03 |
| Размеры шеек коленчатого вала: коренных | 20+0,017+0,002 | |
| средней | 19,9-0,14 | |
| шатунных | 17,5-0,017-0,029 | 19,9-0,014 |
Рис. 17. Поршневые пальцы
| Размеры, мм | Ветерок-8 | Ветерок-12 |
| А | 13-0,005 | 15-0,005 |
| В | 8+0,36 | 9+0,36 |
| L | 42-0,34 | 52-0,4 |
| Ветерок-8 | Ветерок-12 | |
| Диаметр нижней головки шатуна | 22,5+0,037+0,018 | 24,94+0,023 |
| Ролики: диаметр | 2,5-0,01 | |
| Длина | 12,6-0,2-0,4 |
Сборка редуктора
Установите ведомую шестерню на горизонтальный вал и соедините их штифтом (рис. 2). Напрессуйте на ведомую шестерню подшипник № 205. Подберите компенсационную шайбу и зафиксируйте подшипник кольцом. Установите подшипник № 7203 в проставку, замерьте расстояние от торца подшипника до плоскости разъема и подберите комплект прокладок. Недостающее число паронитовых прокладок можно изготовить из картона, пропитанного минеральным маслом. Толщина комплекта должна быть такой, чтобы при сборке она составила 7,5 мм (рис. 3).
Запрессуйте подшипник № 7203 на ведущую шестерню, затем шестерню на вал. При этом не допускайте ударов по зубчатому венцу. Запрессовку завершайте слабыми ударами, постоянно проверяя легкость вращения шестерни. При появлении сопротивления прекратите прессование и легкими ударами по хвостовику снимите излишний осевой натяг. Шестерня в подшипниках должна вращаться легко, но без ощутимого радиального люфта в коническом подшипнике.
Установите подобранный по подшипнику № 7203 комплект парони-товых прокладок и соедините проставку с корпусом редуктора. Запрессуйте в корпус редуктора подшипник № 201 и подберите набор регулировочных шайб.
Для начала установите горизонтальный вал с регулировочной шайбой наибольшей толщины. При этом зазор в зацеплении должен быть больше допустимого. Устанавливая последовательно шайбы меньшей толщины, обеспечьте величину зазора в зацеплении 0,16—0,28 мм.
Самой надежной является проверка величины бокового зазора при помощи индикаторной головки (рис. 4). Для этого в отверстие под штифт втулки гребного винта плотно вставьте шпильку из проволоки диаметром 4 мм. На корпусе редуктора укрепите при помощи струбцины или ручных .тисков штатив с индикаторной головкой так, чтобы измерительный штифт головки касался шпильки на радиусе, примерно равном среднему радиусу шестерни (на схеме показано штрих-пунктиром). Затем при включенном переднем ходе несколько раз качните гребиой вал в правую и левую стороны. По величине отклонения стрелки индикатора можно судить о величине бокового зазора. Следует помнить, что при проверке зазора в зацеплении ведущая шестерня должна оставаться неподвижной.
Величину зазора в передаче можно ориентировочно определить, если сперва наложить на поверхность шестерни тонкую пластину из пластилина, а затем повернуть гребной вал. Показателем величины зазора будет служить толщина оставшегося на поверхности зуба пластилина. О качестве сборки редуктора свидетельствует также отсутствие резкого шума при быстром проворачивании ведущей шестерни.
Правильность зацепления шестерен проверяется «на краску». Для этого нужно вынуть ведомую шестерню вместе с горизонтальным валом, смазать тонким слоем краски зубья ведомой шестерни и снова собрать, Ведущую шестерню следует провернуть по ходу на 3—4 оборота, затем вновь вынуть вал.
Запчасти для ПЛМ Ветерок
(См. также иллюстрированый каталог — 31 Мб)
| № | Наименование детали (узла) | Код детали | Цена с НДС |
| 0 | Иллюстрированный каталог | 265,00 | |
| ПОДГРУППА № 1 КОЖУХИ | |||
| 1 | Кожух нижний подсобранный | 624110-21СБ | 1782,00 |
| 2 | Штуцер в сборе | 615140СБ | 161,00 |
| 3 | Прокладка | 624117А | 107,00 |
| 4 | Защелка | 624130-21СБ | 356,00 |
| 5 | Кожух верхний | 61423ОСБ | 1515,00 |
| 6 | Кожух верхний | 624230СБ | 1515,00 |
| 7 | Винт М6-6Д*30 | 221611П29 | 31,00 |
| 8 | Шплинт 3,2*25 | 616020 | 38,00 |
| ПОДГРУППА № 2 ДВИГАТЕЛЬ (КАРТЕР-ГОЛОВКА-ЦИЛИНДР) | |||
| 9 | Картер с блоком цилиндров | 611100СБ | 6462,00 |
| 10 | Картер с блоком цилиндров | 621100СБ | 7128,00 |
| 11 | Шпилька специальная М6х42 | 611112 | 36,00 |
| 12 | Прокладка крышки картера | 611123 | 492,00 |
| 13 | Перегородка | 611200СБ | 492,00 |
| 14 | Перегородка | 621200СБ | 535,00 |
| 15 | Перегородка | 611211 | 313,00 |
| 16 | Перегородка | 621211 | 356,00 |
| 17 | Клапан | 611212Б | 54,00 |
| 18 | Клапан | 621212Б | 54,00 |
| 19 | Прокладка | 611222 | 47,00 |
| 20 | Прокладка | 621222 | 47,00 |
| 21 | Ограничитель | 611213 | 32,00 |
| 22 | Прокладка патрубка | 611321 | 47,00 |
| 23 | Прокладка патрубка | 621321 | 47,00 |
| 24 | Вставка верхняя | 621419 | 233,00 |
| 25 | Вставка нижняя | 611421 | 247,00 |
| 26 | Вставка нижняя | 621421 | 247,00 |
| 27 | Крышка блока | 611431 | 346,00 |
| 28 | Крышка блока | 621431 | 425,00 |
| 29 | Хомутик | 615153 | 36,00 |
| 30 | Прокладка крышки | 611432 | 43,00 |
| 31 | Прокладка крышки | 621432 | 43,00 |
| 32 | Проставка | 611433 | 54,00 |
| 33 | Проставка | 621433 | 82,00 |
| 34 | Прокладка картера | 611121 | 32,00 |
| 35 | Прокладка картера | 621121 | 32,00 |
| 36 | Прокладка вставки | 611423 | 32,00 |
| 37 | Прокладка вставки | 621423 | 43,00 |
| 38 | Штуцер угловой | 611435 | 144,00 |
| 39 | Головка блока | 611500СБ | 982,00 |
| 40 | Головка блока | 621500СБ | 1183,00 |
| 41 | Прокладка головки блока | 611520СБ | 90,00 |
| 42 | Прокладка головки блока | 621520СБ | 114,00 |
| ПОДГРУППА № 3 ДВИГАТЕЛЬ (КОЛЕНВАЛ-ШАТУН-ПОРШЕНЬ) | |||
| 43 | Кривошипно-шатунный механизм | 611010СБ | 19044,00 |
| 44 | Кривошипно-шатунный механизм | 621010СБ | 19936,00 |
| 45 | Вал коленчатый | 611600СБ | 7574,00 |
| 46 | Вал коленчатый | 621600СБ | 7574,00 |
| 47 | Сальник с пружиной | 611610СБ | 53,00 |
| 48 | Вал коленчатый | 611611 | 4902,00 |
| 49 | Вал коленчатый | 621611 | 4680,00 |
| 50 | Гайка М12 | 611614 | 47,00 |
| 51 | Шпонка коленвала | 611615 | 36,00 |
| 52 | Крышка картера | 621630АСБ | 1295,00 |
| 53 | Крышка картера | 621631А | 982,00 |
| 54 | Обойма подшипника | 611632 | 226,00 |
| 55 | Ролик игольчатый | 106 шm | 403,00 |
| 56 | Ролик игольчатый | 112 шm | 446,00 |
| 57 | Подшипник 204 | 161,00 | |
| 58 | Опора средняя | 611640СБ | 1295,00 |
| 59 | Опора средняя | 621640СБ | 1295,00 |
| 60 | Шайба | 621641 | 50,00 |
| 61 | Болт шатуна | 611713Б | 60,00 |
| 62 | Кольцо поршневое | 611733 | 70,00 |
| 63 | Кольцо поршневое | 621733 | 70,00 |
| 64 | Шатун с поршнем | 611800СБ | 9600,00 |
| 65 | Шатун с поршнем | 621800СБ | 9600,00 |
| 66 | Шатун | 611810СБ | 2150,00 |
| 67 | Шатун | 621810СБ | 2320,00 |
| 68 | Поршень | 611830СБ | 2500,00 |
| 69 | Поршень | 621830СБ | 2500,00 |
| 70 | Палец поршневой | 611834 | 150,00 |
| 71 | Палец поршневой | 621834 | 150,00 |
| 72 | Кольцо стопорное | 611835 | 50,00 |
| 73 | Подшипник КВК | 525,00 | |
| ПОДГРУППА № 4 МЕХАНИЗМ ПУСКОВОЙ | |||
| 74 | Патрубок | 611310СБ | 1869,00 |
| 75 | Патрубок | 621310СБ | 1884,00 |
| 76 | Прокладка | 611312 | 36,00 |
| 77 | Патрубок | 611314 | 582,00 |
| 78 | Патрубок | 621314 | 624,00 |
| 79 | Прокладка карбюратора | 611322 | 50,00 |
| 80 | Шнур пусковой | 612204 | 82,00 |
| 81 | Ручка стартера | 612141Б | 69,00 |
| 82 | Пружина | 612218 | 154,00 |
| 83 | Винт | 612216 | 54,00 |
| 84 | Подшипник верхний | 612205 | 290,00 |
| 85 | Пружина | 612207 | 260,00 |
| 86 | Труба | 612208А | 442,00 |
| 87 | Труба | 622208 | 336,00 |
| 88 | Упор | 612209Б | 144,00 |
| 89 | Подшипник нижний | 612211 | 190,00 |
| 90 | Трубка | 612212А | 147,00 |
| 91 | Пружина тормозная | 612213 | 142,00 |
| 92 | Шестерня | 612214 | 226,00 |
| 93 | Шкив | 612215 | 782,00 |
| 94 | Шкив | 622215 | 849,00 |
| 95 | Кулачок блокировки | 612811 | 60,00 |
| 96 | Кулачок блокировки | 632811 | 69,00 |
| ПОДГРУППА № 5 СИСТЕМА ЗАЖИГАНИЯ | |||
| 97 | Диск ведомый | 612412 | 98,00 |
| 98 | Маховик | 612420СБ | 4902,00 |
| 99 | Сектор | 612713 | 36,00 |
| 100 | Ось сектора | 612714 | 42,00 |
| 101 | Втулка | 612712 | 32,00 |
| 102 | Трансформатор | 2112 | 849,00 |
| 103 | Провод ПВРВ | 612715 | 36,00 |
| 104 | Колпачок | 612719 | 298,00 |
| 105 | Наконечник | 612720 | 82,00 |
| 106 | Свеча А11 | 69,00 | |
| 107 | Кронштейн | 612724 | 71,00 |
| 108 | Хомутик | 612726 | 32,00 |
| ПОДГРУППА № 6 КАРБЮРАТОР | |||
| 109 | Карбюратор К33Б | 3792,00 | |
| 110 | Карбюратор К49 | 4764,00 | |
| 111 | Шланг трубка 4С 6,3*3,0 | 613351-02 | 71,00 |
| 112 | Шланг трубка 4С 6,3*3,0 | 613351-07 | 71,00 |
| 113 | Кольцо обжимное | 613354А | 36,00 |
| 114 | Кольцо обжимное | 613355 | 36,00 |
| ПОДГРУППА № 7 НАСОС ТОПЛИВНЫЙ | |||
| 115 | Бензонасос | 613500СБ | 2938,00 |
| 116 | Диафрагма | 613514 | 42,00 |
| 117 | Сетка | 613515 | 42,00 |
| 118 | Кронштейн бензонасоса | 612725 | 71,00 |
| 119 | Колпачок | 613517 | 87,00 |
| 120 | Гайка | 613518 | 87,00 |
| 121 | Серьга упора | 613550 | 33,00 |
| ПОДГРУППА № 8 БЕНЗОБАК | |||
| 122 | Пробка бака | 613140СБ | 156,00 |
| 123 | Винт | 613171А | 33,00 |
| 124 | Бензобак | 613200СБ | 1905,00 |
| 125 | Заборник подсобранный | 613220СБ | 172,00 |
| 126 | Шланг | 613300СБ | 892,00 |
| 127 | Муфта соединительная | 613310СБ | 514,00 |
| 128 | Ниппель входной | 613320СБ | 136,00 |
| 129 | Клапан | 613330СБ | 33,00 |
| ПОДГРУППА № 9 ДЕТАЛИ УПРАВЛЕНИЯ | |||
| 130 | Шайба | 293324-П29 | 32,00 |
| 131 | Плита управления | 615110СБ | 2775,00 |
| 132 | Плита управления | 615111-21 | 1192,00 |
| 133 | Сухарик | 615112 | 54,00 |
| 134 | Ось привода | 615113 | 53,00 |
| 135 | Шестерня | 615114 | 157,00 |
| 136 | Шестерня с поводком | 615115 | 420,00 |
| 137 | Шестерня ведущая | 615116 | 157,00 |
| 138 | Штифт 3х12 | 617513 | 12,00 |
| 139 | Ось крепления румпеля | 615117 | 36,00 |
| 140 | Кольцо стопорное | 615118 | 42,00 |
| 141 | Ось румпеля | 615122 | 226,00 |
| 142 | Румпель | 615123 | 446,00 |
| 143 | Пружина | 615124 | 54,00 |
| 144 | Колпачок | 615125 | 96,00 |
| 145 | Рукоятка | 615132 | 156,00 |
| 146 | Поводок | 615151 | 420,00 |
| 147 | Поводок | 625151 | 420,00 |
| 148 | Замок | 615152 | 38,00 |
| 149 | Пластина | 615311 | 107,00 |
| 150 | Опора левая | 615320СБ | 938,00 |
| 151 | Опора левая | 615321А-21 | 938,00 |
| 152 | Пята | 615322 | 42,00 |
| 153 | Держатель | 615323 | 42,00 |
| 154 | Пружина держателя | 615324 | 32,00 |
| 155 | Винт опоры | 615330СБ | 155,00 |
| 156 | Опора правая | 615340-21СБ | 918,00 |
| 157 | Опора правая | 615341А | 760,00 |
| 158 | Кронштейн подвески | 615351 | 1673,00 |
| 159 | Вкладыш верхний | 615352А | 60,00 |
| 160 | Вкладыш нижний | 615353 | 53,00 |
| 161 | Труба | 615354-21 | 939,00 |
| 162 | Замок | 615355-21 | 125,00 |
| 163 | Подшипник наружный | 615356 | 47,00 |
| 164 | Пластина прижимная | 615357 | 38,00 |
| 165 | Пружина | 615358 | 42,00 |
| 166 | Упор | 615360СБ | 90,00 |
| 167 | Подушечка | 615533 | 54,00 |
| ПОДГРУППА № 10 КОРПУС ПРИВОДНОГО ВАЛА | |||
| 168 | Корпус промежуточный | 625511 | 2684,00 |
| 169 | Пластина | 625523 | 36,00 |
| 170 | Прокладка корпуса промежуточного | 625525 | 32,00 |
| 171 | Кольцо уплотнительное | 613314А | 36,00 |
| 172 | Рычаг | 615529 | 157,00 |
| 173 | Штифт 3х18 | 617514 | 39,00 |
| 174 | Пружина нижняя | 615535 | 68,00 |
| 175 | Хомут | 615536-15 | 68,00 |
| 176 | Шайба подушечки | 615537 | 39,00 |
| 177 | Пружина верхняя | 615538 | 53,00 |
| 178 | Ручка переключения | 625550-21СБ | 245,00 |
| 179 | Рукоятка | 615553 | 150,00 |
| 180 | Ограничитель | 615556-21 | 59,00 |
| ПОДГРУППА № 11 РЕДУКТОР | |||
| 181 | Винт гребной | 610340 | 3200,00 |
| 182 | Пробка | 600574А | 45,00 |
| 183 | Сальник с пружиной | 600620СБ | 166,00 |
| 184 | Редуктор | 616000СБ | 8819,00 |
| 185 | Водоприемник | 616014 | 59,00 |
| 186 | Колпачок | 616016В | 159,00 |
| 187 | Стакан сальника | 616017 | 1180,00 |
| 188 | Кольцо стопорное | 616018 | 58,00 |
| 189 | Кольцо уплотнительное | 616019 | 45,00 |
| 190 | Шайба регулировочная | 616021 | 66,00 |
| 191 | Пружина | 616023 | 45,00 |
| 192 | Шайба 8,4 | 616024 | 41,00 |
| 193 | Проставка | 616111-21 | 2157,00 |
| 194 | Прокладка редуктора | 616011 | 58,00 |
| 195 | Шестерня ведущая | 626112А | 891,00 |
| 196 | Подшипник конический 7203 | 336,00 | |
| 197 | Прокладка регулировочная | 616113 | 48,00 |
| 198 | Подшипник 203 | 176,00 | |
| 199 | Кольцо центрирующее | 646114-15 | 365,00 |
| 200 | Корпус редуктора | 626211 | 848,00 |
| 201 | Шпилька специальная | 616217 | 68,00 |
| 202 | Вал горизонтальный | 616221Б | 1615,00 |
| 203 | Шестерня ведомая | 626222А | 881,00 |
| 204 | Кольцо стопорное | 616223 | 58,00 |
| 205 | Шайба компенсаторная | 616225 | 45,00 |
| 206 | Подшипник 205 | 256,00 | |
| 207 | Стакан сальника | 616311А | 1504,00 |
| 208 | Вал вертикальный | 616312А | 1819,00 |
| 209 | Тяга | 616313 | 180,00 |
| 210 | Вилка | 616314 | 58,00 |
| 211 | Муфта ведомая | 616315 | 185,00 |
| 212 | Кольцо | 616318А | 35,00 |
| 213 | Муфта ведущая | 616320СБ | 446,00 |
| 214 | Корпус помпы | 616340СБ | 419,00 |
| 215 | Пластина | 616342 | 153,00 |
| 216 | Трубка | 616343 | 68,00 |
| 217 | Трубка | 625517 | 305,00 |
| 218 | Втулка уплотнительная | 616344 | 58,00 |
| 219 | Втулка резиновая | 616332 | 58,00 |
| 220 | Крыльчатка | 616350СБ | 446,00 |
| 221 | Пружина клапана | 616362А | 58,00 |
| 222 | Сальник с пружиной | 616365СБ | 166,00 |
| 223 | Винт гребной | 616410СБ | 3200,00 |
| 224 | Винт гребной | 626410СБ | 3200,00 |
| 225 | Винт гребной | 636410СБ | 3200,00 |
| 226 | Демпфер | 616415-01 | 743,00 |
| 227 | Винт М5-6Д*14 | 617211 | 39,00 |
| 228 | Болт М6 | 617213 | 89,00 |
| 229 | Шплинт 2х12 | 40,00 | |
| 230 | Шайба пружинная | 617218 | 40,00 |
| 231 | Шайба | 617411 | 40,00 |
| 232 | Штифт 2,5*9 (крыльчатка) | 617512 | 40,00 |
| 233 | Штифт 4х26 | 617516 | 40,00 |
| 234 | Штифт цилиндрический 6х23 | 617517 | 40,00 |
| 235 | Штифт цилиндрический 5Г*19 | 617520 | 38,00 |
| 236 | Штифт винта | 617520-01 | 43,00 |
| 237 | Штифт верхнего подшипника | 617522 | 45,00 |
| 238 | Магдино МБЭ-3 | 4200,00 | |
| 239 | Съемник | 618040СБ | 225,00 |
| 240 | Шнур пусковой с рукояткой | 618080СБ | 195,00 |
« Вернуться
Регулировка муфты холостого хода
Износ рабочих поверхностей кулачков муфты холостого хода и неправильная регулировка муфты вызывают периодические удары в редукторе в результате самопроизвольного включения муфты. Износ и выработка возникают в основном в результате неправильного регулирования величины перемещения ведомой муфты, когда кулачки муфты не входят в сопряжение по всей высоте, а лишь касаются друг друга вершинами.
Причиной выработки может послужить также частое включение переднего хода на слишком высоких оборотах коленчатого вала, так как при этом возникают большие ударные нагрузки на вершины уступов.
Для регулировки муфты холостого хода сначала закрепите пружинный ограничитель ручки переключения в среднем положении. Плоскогубцами подтяните тягу до полного включения муфты холостого хода. Установите ручку переключения в положение «Ход» и, завертывая или вывертывая тягу, установите ее отогнутый конец строго против отверстия на рычаге. Вставив тягу в рычаг, зафиксируйте ее шплинтом.
Правильность регулировки муфты можно проверить, поворачивая с небольшим усилием гребной вал. При полном сцеплении кулачков ведущей и ведомой муфт у вала не должно быть большого хода, он будет лишь слегка покачиваться за счет зазоров в зубьях шестерен и кулачках муфт.
Включив ручку переключения в положение «Холостой ход», проверьте, разъединились ли муфты. Если разъединения не произошло, нужно вывернуть тягу на один оборот, повернув ее против часовой стрелки, и проверить еще раз.
Для качественной сборки редуктора желательно использовать ряд оправок. На рис. 7 приведены чертежи нескольких несложных в изготовлении оправок для запрессовки деталей редуктора.
Зазоры (натяги) в соединении деталей подводной части моторов «Ветерок» приведены в табл. 2.
Форум водкомоторников и водномоторников — катера, лодки, лодочные моторы, путешествия и рыбалка
Катера, лодки, лодочные моторы, мотоциклы, путешествия, мототуризм, фото видео съемка видеомонтаж
- Home Гостевая книга
- История болезни
- История катера
- Путешествия по воде
- Атрибутика и сувениры
- » Водный транспорт – катера с жестким корпусом
- Новые фотографии
- 4х4 внедорожный транспорт
- Stunt Grand Prix 2011
- Голландия — Бельгия
- Халюдово
- 9 мая 2010г. парад победы г.Минск
- Водная тема
- Катера и моторы
- Карты и треки GPS
- Категория — Вода
Модератор: Valery
вода в редукторе Ветерок 8
Сообщение Barracuda » 09.06.2013 12:17
Re: вода в редукторе Ветерок 8
Сообщение Valery » 09.06.2013 02:00
Re: вода в редукторе Ветерок 8
Сообщение devis » 17.06.2013 04:48
Re: вода в редукторе Ветерок 8
Сообщение Barracuda » 18.06.2013 06:13
Re: вода в редукторе Ветерок 8
Сообщение neherta » 10.07.2013 06:49
Re: вода в редукторе Ветерок 8
Сообщение Morax » 05.08.2015 06:37
Re: вода в редукторе Ветерок 8
Сообщение vcmma » 05.08.2015 07:15
Re: вода в редукторе Ветерок 8
Сообщение shkiper » 05.08.2015 08:51
Re: вода в редукторе Ветерок 8
Сообщение Morax » 06.08.2015 10:44
«Садовый» четырехтактник против «Ветерка 8»
#1 twoh
Рулевой 3-го класса
- Пассажиры
- 109 сообщений
- Из: ххх
Подвесные лодочные моторы с четырехтактными двигателями воздушного охлаждения с вертикальным расположением коленчатого вала, первичное применение которых — садовая и мини-сельхозтехника, выпускаются уже серийно.
Цель этого сообщения — прикинуть, что может дать замена ПМ «Ветерок-8» как двигателя для водоизмещающих лодок на подвесной мотор с «садовым» четырехтактным двигателем воздушного охлаждения.
Преамбула-предупреждение. 1. Не нужно судить о двигателях воздушного охлаждения по полному недоразумению – безобразию для «Запоржцев». Тем более, двигатели для садовой техники рассчитаны на работу при температуре воздуха до плюс 40 градусов Цельсия, причем при сравнительно низкой влажности воздуха. 2. Никаких заявлений о том, что я пытаюсь что-то продать или рекламировать. Для сравнения взят первый попавшийся под руку подходящий двигатель, который легко купить в России.
Ветерок8 Или тем, кому скучно.
Чет не понял. эт КАК. Что значит:» завернуть лепестки в нужном направлении».
Рулевой 2-го класса
И это правильно, сам неторопясь восстанавливаю.
Прикрепленные изображения
Чет не понял. эт КАК. Что значит:» завернуть лепестки в нужном направлении».
В принципе, добился чего хотел. Мотор живой. можно заняться тюнингом редуктора. Комплект прокладок и сальники купил, но оставил всё на даче. Подскажите пожалуйста размеры сальников редуктора, размер уплотнительного резинового кольца и есть ли какие рекомендации по подшипникам, наверное верхний подшипник ведущей шестерни, лучше закрытый поставить, во время работы, на него всё равно масло не попадает. или не так?
Рулевой 2-го класса
Подшипники лучше купить лучшего качества, и замена в обязательном порядке.
Сальник вала винта я ставил кортеко, уменьшал размер вала в месте где сальник работает до 15,2 мм.Стасил сальник 12011110 с размером 35*15*7.
Сальник помпы 12010777 по бренду кортеко.
Конический роликовый: 30203J
И выходной вала винта6 62052RSC3.
Обязательна регулировка зазора в паре шестерен, правильность зацепления, в случае несоответствия изготавливать новое стопорное кольцо, и подбирать прокладку.
У вас фотки нет этой крыльчатки? Чет я отстал совсем.
Рулевой 2-го класса
Подшипники лучше купить лучшего качества, и замена в обязательном порядке.
Сальник вала винта я ставил кортеко, уменьшал размер вала в месте где сальник работает до 15,2 мм.Стасил сальник 12011110 с размером 35*15*7.
Сальник помпы 12010777 по бренду кортеко.
Конический роликовый: 30203J
И выходной вала винта6 62052RSC3.
Обязательна регулировка зазора в паре шестерен, правильность зацепления, в случае несоответствия изготавливать новое стопорное кольцо, и подбирать прокладку.
Спасибо за подсказку, а родные размеры сальников. или сальник помпы и ГВ одинаковые? Размеры сальников нужны, есть у меня человек-Сальник, обещал любые хоть фтор-каучуковые хоть фтор-полимерные, хоть усиленные и с маслосгонной насечкой, хоть немецкие,хоть французские, только размер нужен
Открыть кэшированную копию страницы www.polimer-nsk.ru/static/prices/kril/.
А подшипник помпы, по каталогу 203, открытый ставили?
К сожалению, Google Chrome не может найти страницу www.polimer-nsk.ru.
Открыть кэшированную копию страницы www.polimer-nsk.ru/static/prices/kril/.
Я по Вашей ссылке прошёл, всё видно. нужно только колёсико покрутить. хотя, може что-то не так щас ещё попробую
Прикрепленные изображения
Рулевой 2-го класса
Сальники разные помпы 12X26X7
Сальник вала 35*16*7
Подшипник вала брал закрытый и со стороны шестерни делал открытым, а со стороны винта оставлял уплотнение.
Вроде неплохо придумали, но в корпус её всунуть. не хватало шестого пальца на третьей руке. И когда собрал, вал только пасатижами можно было провернуть. дрелью точно не получилось бы проверить работоспособность
Рулевой 2-го класса
Самодельные гибридные двигатели (отчеты и техинформация)
Bushik
Старожил
. . . . В ЭТОЙ ТЕМЕ ВОПРОСЫ НЕ ЗАДАВАТЬ,ТОЛЬКО РАЗМЕЩАТЬ ОТЧЕТЫ И ТЕХИНФОРМАЦИЮ . . . . . . . . . . ВОПРОСЫ СЮДА ➡ Самодельные моторы для лодок . . . . ОБЯЗАТЕЛЬНО ПРОСМОТРИ ПЕРВУЮ СТРАНИЦ У . . .
ХОЧЕШЬ ПОСТРОИТЬ ГИБРИД — ЧИТАЙ , ПОСТРОИЛ -ОТЧИТАЙСЯ .
МЫ СОБРАЛИ,ДЛЯ ВАС,САМОЕ ОСНОВНОЕ С ФОРУМОВ «ГИБРИДОСТРОИТЕЛЕЙ»
СОБРАТЬ ГИБРИД МОЖНО ЗА ТРИ ДНЯ, А » НАСТРОИТЬ» КОМПЛЕКТ-УХОДИТ ОТ МЕСЯЦА ДО ГОДА РЕБЯТА ЗНАЙТЕ СОЕДИНИТЬ ДЕЙДВУД(НОГА) И ДВИЖОК — ЭТО ПРОСТО ,А ВОТ НАСТРОИТЬ КОМПЛЕКТ (ЛОДКА — МОТОР(ГИБРИД) — ВЕС ГРУЗА И ПРИ ЭТОМ ВЫЙТИ НА ГЛИССЕР 30 кмч) — СЛОЖНО , ДАЖЕ ДОРОГО: ПРИ ПОДБОРЕ ВИНТОВ, «НЕ ТВОЯ» ЛОДКА ПВХ (не держит твой вес и груз для выхода на глисс) и т.д.