Обновлено: 18.05.2023
Швейные устройства можно условно поделить на современные модели и машины старого образца. Последними можно пользоваться и сегодня, особенно если нужно пошить изделие из толстой и грубой ткани.
Для работы необходимо разобраться в настройках прибора и научиться правильно заправлять нить.
Старые швейные машины: характеристика, особенности, модели
Устройства старого образца проще в эксплуатации, чем современные аналоги. Они имеют меньше возможностей и способны выполнять минимальное количество швейных операций. У старых машин ручное управление. Корпус устройств металлический, поэтому тяжелые.
- Singer (имеет длинный челнок, массивное маховое колесо, ручной привод с двумя шестеренками);
- «Подольск» (была популярна во времена бывшего СССР, оснащена ручным и ножным приводом, включает центрально-шпульное челночное устройство);
- «Веритас» (отличается вращающимся по кругу челноком, способна выметывать петли и выполнять строчку зигзаг);
- «Чайка» (имеет качающийся челнок);
- «Тула» (устройство советского выпуска, включает элементы промышленных машин, сложно поддается ремонту и настройке).
Дополнительная информация! Часто вместо названия Singer можно встретить Zinger. Связано это с тем, что первые устройства производителя в Россию были доставлены немецким дистрибьютором, который использовал букву Z. Но правильный вариант название машин — Singer
Отличается ли процесс заправки нитки в старые швейные аппараты от современных
Схема заправки старой машины такая же, как у современных устройств. Разница может быть в конструкции аппарата. Не все старые модели оснащены натяжителем, поэтому нитку проводят через нитевод и после вставляют в ушко иголки.
Что вам понадобится для заправки
Для работы нужна швейная машина, катушка с нитями и шпулька. Нитки подбирают в зависимости от типа и толщины обрабатываемой ткани. Шпулька представляет собой катушку небольшого размера, которая подает нитку снизу.
Правильно зарядить машину поможет инструкция по эксплуатации устройства. Если она была утеряна, можно найти информацию со схемами и фото в Интернете.
Общая инструкция к заправке швейной машины
Перед работой нужно подобрать нити подходящей толщины и соответствующий ей номер иглы. Выбор зависит от фактуры и плотности материла, который будет использован для шитья изделия.

Алгоритм заправки машин старого образца мало чем отличается от современных (фото: ay.by)
Важно! На шпульку наматывают нить из той же катушки, которую устанавливают для верхней
Настройка старинного швейного устройства, как и современного, начинается из подбора подходящих ниток и иглы. Иголку используют ровную, без дефектов, с номером, соответствующим типу ткани и нити. Вставлять ее нужно в иглодержатель до упора (большой желобок должен быть повернут влево).
Первый этап — заправка верхней нитки:
- Поднять иглу, повернув маховое колесо.
- Одеть катушку на стержень сверху.
- Протянуть нитку через нитеводитель.
- Провести нить под натяжным регулятором и завести в петлю пружины.
- Протянуть нитку наверх и вдеть в ушко нитеводителя.
- Завести за второй и третий нитенаправитель (вместо них может быть крючок на иглодержателе, в него заводят нить и продевают в ушко иглы).
- Вставить нитку в иголку.
- Поднять наверх рычаг нитеводителя.
Второй этап — заправка нижней нити:
- Намотать нитку на шпульку.
- Вставить шпульку в челнок (кончик нитки должен выводиться наружу).
- Челнок поместить в гнездо на полости платформы машины (при этом должен раздаться щелчок).
- Сделать полный оборот рукоятки, чтобы отрегулировать натяжение нитки.
- Протянуть нить наверх.
- Завести верхнюю и нижнюю нить под лапку.
Важно! Маховик крутят только в направлении «на себя». Вращение в обратную сторону запутает и порвет нитку
Ошибки заправки нити в швейную машину
Нить заправлена неверно, если из нее формируются кольца или строчка начинает петлять. Причина неисправности кроется в слабом натяжении верхней или нижней нитки. Чтобы устранить проблему, нужно проверить, правильно ли работает нитенаправитель. Если он недостаточно натягивает нитку — исправьте ошибку.
Причины неисправностей при заправке:
- использование неподходящих к ткани ниток и игл;
- неправильная установка иголки;
- заедание пружины, отвечающей за натяжение нитей;
- поврежденная шпулька;
- толщина нижней нитки больше, чем верхней;
- нить слишком сильно натянута.
Проверка правильности заправки нити
После заправки швейной машины прокручивают маховое колесо. Работа выполнена правильно, если при поднятии и опускании иголки из отверстия в пластине на верхней нитке образуется петля из нижней нити.
Неправильно заправленная нитка: возможные неисправности
Если вдевать нить неверно, она будет портить строчку и рваться. Неправильная заправка сделает шитье изделия невозможным и может повредить механизмы швейного устройства.
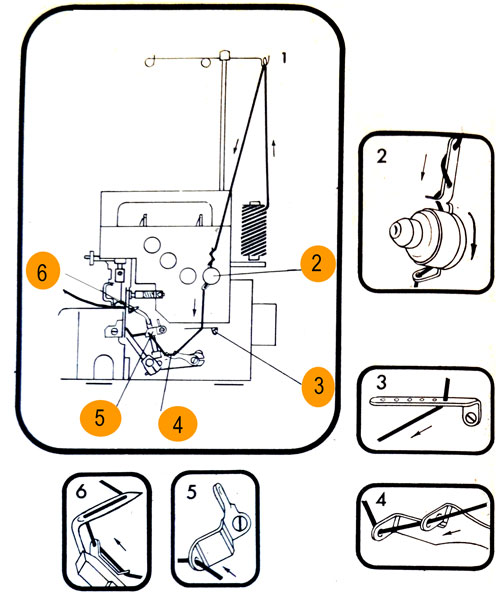
6. Особенности заправки ниток в современном оверлоке

В отличие от оверлоков старых марок, у новых оверлоков всегда имеется схема заправки ниток. Обычно она выполнена в виде схематичной картинки приклеенной на одной из стенок или крышек оверлока. Но в любом случае схема должна быть в инструкции.
7. Инструменты для заправки нитки и регулировка строчки оверлока

На качество обметочной строчки влияет не только правильная заправка ниток, но и другие факторы. Например, степень прижатия ткани лапкой к зубчикам рейки. Если лапка слабо прижимает ткань, то она будет плохо продвигаться, стежок будет «частить», в итоге строчка будет неравномерной и некрасивой.
Подъем зубчиков рейки тоже регулируется в зависимости от толщины ткани. Чем тоньше ткань, тем ниже должны быть опущены зубчики по отношению к плоскости игольной пластины, и наоборот.

Не всегда в комплекте инструментов оверлока прилагается хороший пинцет. Пинцет можно купить отдельно, желательно из прочной стали с длинными и тонкими зажимами.
Особенности швейной машинки Юнион

Несмотря на то, что все машинки такого типа похожи друг на друга, у них есть и свои особенности.
Например, у данной модели хвостик шпульного колпачка повернут не вправо, а влево. Это нужно учитывать при покупке нового челнока.
Игла может устанавливаться канавкой слева, а не справа как обычно. Снимите игольную пластину и посмотрите, с какой стороны подходит носик челнока к игле.
Верхний натяжитель нитки сделан немного по-другому. Его удобнее регулировать и снимать, тарелочки прижимают нитку равномерно без перекоса.
Сам челночный ход выполнен полностью из металла, что делает его более надежным и прочным. У более поздних моделей машинок Подольск челночный ход имеет пластмассовую часть.
Мало кто обращает внимание на маховое колесо, но оно также отличается от более современных машин. В первую очередь более тяжелым весом и большим диаметром. Это полезный и важный параметр для машинок работающих от ножного или ручного привода, но неподходящий для электропривода. Тяжелый маховик сложнее плавно сдвинуть с места.
Необычной конструкции у швейной машины Юнион и устройство для намотки нижней нитки. Конструкция его сильно устаревшая и несовершенная.
Старые швейные машины: характеристика, особенности, модели
Устройства старого образца проще в эксплуатации, чем современные аналоги. Они имеют меньше возможностей и способны выполнять минимальное количество швейных операций. У старых машин ручное управление. Корпус устройств металлический, поэтому тяжелые.
- Singer (имеет длинный челнок, массивное маховое колесо, ручной привод с двумя шестеренками);
- «Подольск» (была популярна во времена бывшего СССР, оснащена ручным и ножным приводом, включает центрально-шпульное челночное устройство);
- «Веритас» (отличается вращающимся по кругу челноком, способна выметывать петли и выполнять строчку зигзаг);
- «Чайка» (имеет качающийся челнок);
- «Тула» (устройство советского выпуска, включает элементы промышленных машин, сложно поддается ремонту и настройке).
Дополнительная информация! Часто вместо названия Singer можно встретить Zinger. Связано это с тем, что первые устройства производителя в Россию были доставлены немецким дистрибьютором, который использовал букву Z. Но правильный вариант название машин — Singer
Отличается ли процесс заправки нитки в старые швейные аппараты от современных
Схема заправки старой машины такая же, как у современных устройств. Разница может быть в конструкции аппарата. Не все старые модели оснащены натяжителем, поэтому нитку проводят через нитевод и после вставляют в ушко иголки.
Что вам понадобится для заправки
Для работы нужна швейная машина, катушка с нитями и шпулька. Нитки подбирают в зависимости от типа и толщины обрабатываемой ткани. Шпулька представляет собой катушку небольшого размера, которая подает нитку снизу.
Правильно зарядить машину поможет инструкция по эксплуатации устройства. Если она была утеряна, можно найти информацию со схемами и фото в Интернете.
Общая инструкция к заправке швейной машины
Перед работой нужно подобрать нити подходящей толщины и соответствующий ей номер иглы. Выбор зависит от фактуры и плотности материла, который будет использован для шитья изделия.
Алгоритм заправки машин старого образца мало чем отличается от современных (фото: ay.by)
Важно! На шпульку наматывают нить из той же катушки, которую устанавливают для верхней
Настройка старинного швейного устройства, как и современного, начинается из подбора подходящих ниток и иглы. Иголку используют ровную, без дефектов, с номером, соответствующим типу ткани и нити. Вставлять ее нужно в иглодержатель до упора (большой желобок должен быть повернут влево).
Первый этап — заправка верхней нитки:
- Поднять иглу, повернув маховое колесо.
- Одеть катушку на стержень сверху.
- Протянуть нитку через нитеводитель.
- Провести нить под натяжным регулятором и завести в петлю пружины.
- Протянуть нитку наверх и вдеть в ушко нитеводителя.
- Завести за второй и третий нитенаправитель (вместо них может быть крючок на иглодержателе, в него заводят нить и продевают в ушко иглы).
- Вставить нитку в иголку.
- Поднять наверх рычаг нитеводителя.
Второй этап — заправка нижней нити:
- Намотать нитку на шпульку.
- Вставить шпульку в челнок (кончик нитки должен выводиться наружу).
- Челнок поместить в гнездо на полости платформы машины (при этом должен раздаться щелчок).
- Сделать полный оборот рукоятки, чтобы отрегулировать натяжение нитки.
- Протянуть нить наверх.
- Завести верхнюю и нижнюю нить под лапку.
Важно! Маховик крутят только в направлении «на себя». Вращение в обратную сторону запутает и порвет нитку
Ошибки заправки нити в швейную машину
Нить заправлена неверно, если из нее формируются кольца или строчка начинает петлять. Причина неисправности кроется в слабом натяжении верхней или нижней нитки. Чтобы устранить проблему, нужно проверить, правильно ли работает нитенаправитель. Если он недостаточно натягивает нитку — исправьте ошибку.
Причины неисправностей при заправке:
- использование неподходящих к ткани ниток и игл;
- неправильная установка иголки;
- заедание пружины, отвечающей за натяжение нитей;
- поврежденная шпулька;
- толщина нижней нитки больше, чем верхней;
- нить слишком сильно натянута.
Проверка правильности заправки нити
После заправки швейной машины прокручивают маховое колесо. Работа выполнена правильно, если при поднятии и опускании иголки из отверстия в пластине на верхней нитке образуется петля из нижней нити.
Неправильно заправленная нитка: возможные неисправности
Если вдевать нить неверно, она будет портить строчку и рваться. Неправильная заправка сделает шитье изделия невозможным и может повредить механизмы швейного устройства.
1. Как правильно установить катушки с нитками

Поскольку в этой статье речь будет идти о заправке трехниточных оверлоков, то для примера мы возьмем оверлок типа Прима. Тем более, что практически любой другой трехниточный оверлок, в том числе и китайский, мало чем отличается от этой модели.
Обращайте внимание на мелочи. Оверлок очень чувствителен к несоблюдению любых параметров его работы, особенно, что касается ниток, их качества, натяжения, подачи с катушки или бобины и др.
Чтобы «погасить» кручение, старайтесь обвивать нитки в креплении нитенаправителя, так как показано на этом фото. Обвитая таким образом нитка не будет закручиваться, что важно для стабильного их натяжения, а значит и качественного обметочного стежка.
У современных четырехниточных оверлоков используется уже иной способ выравнивания нитки. Но все же лучшее решение этой проблемы — использовать нитки на конусных бобинах, специально предназначенные для оверлока. В крайнем случае, используйте нитки на мелких катушках, эластичные и тонкие, не имеющие кручения. Нитки типа «сороковки», хлопчатобумажные и тому подобные не следует использовать для оверлока.
При заправке четырехниточного оверлока важно не перепутать натяжители. Обычно левый натяжитель игольной нитки предназначен для нитки левой иглы, правый — для правой иглы. Натяжители петлителей наоборот. Крайний правый натяжитель предназначен для левого петлителя, а левый для правого.
Но могут быть и другие варианты, обязательно посмотрите в инструкцию заправки нитей. Например, вот у четырехниточной модели оверлока Прима, левый натяжитель предназначен для левого петлителя, а правый натяжитель для правого петлителя. Иногда схема заправки приводится в наклейке, установленной на одной из крышек оверлока.

Нитки петлителей должны быть заведены во все крепления.
Для первоначальной регулировки натяжения нитей можно использовать нитки разных цветов. Так вам будет удобнее определять, какую из ниток нужно ослабить или наоборот затянуть.

Швейная машинка Юнион (Union) выпускалась в СССР специально для экспорта в зарубежные страны. Отсюда и название Union на английском языке, что в переводе означат союз.
Внешне и конструктивно швейная машинка Юнион ничем не отличается от других ранних моделей швейных машинок Подольск (ПМЗ), за исключением разве что более качественной сборки. В те времена практиковали такой подход — все лучшее на экспорт.
В этой статье мы даем лишь общий обзор данной модели швейной машинки.
Ремонт прямострочных швейных машин старых моделей

Если вам требуется выполнить ремонт, смотрите ряд других статей сайта, в частности Швейная машинка Подольск. В ней описаны типичные неисправности таких машин и способы их устранения.
Подключение шнура питания — 18, 19

1. Если швейная машинка Мини Ягуар имеет переключатель «Старт/Стоп», убедитесь, что он находится в положении «Стоп».
2. Убедитесь, что переключатель диапазона скоростей находится в положении «Выкл.».
3. Установите разъем вилки шнура питания в гнездо машины 15 и подсоедините шнур питания к розетке.
Как эксплуатировать швейную машинку Мини Ягуар.
а) Установить переключатель диапазона скоростей в положение «Высоко» или «Низко».
б) Если машинка имеет переключатель «Старт/Стоп», установите его в положение «Старт». в) Нажмите на педаль ногой для привода машины. Для остановки уберите ногу с педали.
Внимание: Если вам придется прекратить работу или шитье на длительное время, следует отсоединить шнур питания от розетки. Если машина останавливается вследствие попадания нитки в челночный ход, для обеспечения безопасности, электропитание прерывается автоматически, на 20-30 сек. Для возобновления работы, необходимо после 3-х минутного перерыва, повторно включить выключатель питания.
Снятие выдвижного столика/ящика для принадлежностей. Удалить выдвижной столик можно движением влево. При установке перемещать столик обратно до тех пор, пока штифты не войдут в отверстия в корпусе машине. Открыть ящик для принадлежностей можно, поднимая крышку вверх и назад.
Шпульный колпачок. Откройте крышку челночного устройства, движением от себя вниз. Указательным пальцем и большим пальцем ухватите защелку шпульного колпачка. Потяните на себя шпульный колпачок. При поднятой вверх защелке шпулька сама выпадет из шпульного колпачка.
Заправка верхней нитки
Поднимите рычаг прижимной лапки так, чтобы нитка могла проходить между дисками натяжителя верхней нитки. Поднимите рычаг нитеводителя в крайнее верхнее положение, поворачивая маховик на себя. Удерживая край нитки правой рукой, протяните нитку через нитенаправители, согласно приведенной схеме. Заправляют нитку в рычаге нитеводителя слева направо. Заправляют нитку в иглу от себя назад, вытягивая нитку на 10 см через ушко иглы.
Прием нитки со шпульки. Поднимите вверх механизм подъема прижимной лапки. Удерживайте верхнюю нитку в ненатянутом состоянии левой рукой. Правой рукой поверните маховик на себя до тех пор, пока рычаг нитеводителя не достигнет повторно верхнего положения. Вытяните нитку со шпульки, потягивая край верхней нитки левой рукой. Потягивайте нитку со шпульки до тех пор, пока край нитки не пройдет через отверстие в игольной пластине. Заведите обе нитки под лапку. Теперь швейная машина готова к работе.
Выполнение прямых строчек швейной машинкой Мини — Ягуар.
1.Установите длина стежка — 4 мм, натяжение нити — 3. Поднимите рычаг нитеводителя в его крайнее верхнее положение, повернув маховик на себя.
2.Заведите концы обеих нитей под прижимную лапку от себя.
3.Подложить ткань под лапку и опустить ее в нижнее положение.
4.Поверните маховик машинки до тех пор, пока иголка не проткнет подложенную под лапку ткань.
5.Переключите регулятор скорости в положение «низко» или «высоко».
6.Если машина имеет переключатель «Старт/Стоп», включите его.
7.В момент окончания шитья машину нужно останавливать, для продолжения работы следует повторно нажать переключатель Стоп/Старт.
8.Поворачивая маховик вручную, поднимают иголку вверх.
9.Удаляют ткань под лапкой, обрезав концы нитки.
10.Обрезанные концы ниток протягивают под лапку, оставляя свободный конец каждой нитки 10 см.
Закрепление строчки на швейной машине Мини Ягуар. Закрепляют строчки рычагом 24, выполняя закрепку несколькими стежками в обратном направлении. Для этого рычаг длины стежка устанавливается в положение ниже отметки «0».
Инструкция для швейной машины Mini Jaguar

Швейная машинка «Мини Ягуар» — компактная, легкая и экономичная модель, предназначенная для домашнего использования.
Устройство швейной машинки Мини Ягуар:
1. нитенаправитель
2. нитеводитель
3. нитенаправитель
4. винт регулировки усилия давления лапки
5. лапка
6. игольная пластина
7. выдвижной столик
8. винт иглодержателя
9. стержень для катушки
10. ограничительный упор для шпульки
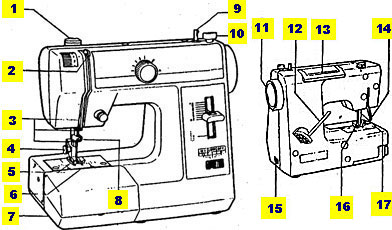
11. маховик
12. катушечный стержень
13. рукоятка для переноски
14. механизм подъема прижимной лапки
15. гнездо для электрического шнура
16. механизм продвижения ткани
17. нитеобразователь
18. шнур питания
19. педаль
Регулятор натяжения верхней нитки — 21. Используя этот регулятор, уменьшают или увеличивают натяжение верхней нитки. Чем больше цифра, тем больше натяжение верхней нитки.
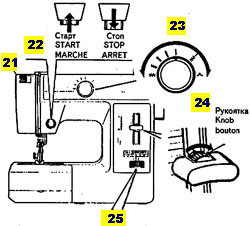
Шкала выбранной строчки — 23. Эта шкала указывает выбранный рисунок строчки и ширину зигзагообразной строчки.
Переключатель диапазона скоростей 25 на швейной машине Mini Jaguar. Швейная машина Мини Ягуар имеет два диапазона скоростей: медленный диапазон предназначен для выполнения сложных операций на низких скоростях, а второй диапазон — для выполнения обычных операций на высоких скоростях.
Рычаг для регулировки длины стежка/выполнения закрепки — 24. Для регулировки длины стежка нужно ослабить гайку на рукоятке, поворачивая гайку против часовой стрелки. Перемещают рычаг между цифрами 4 и 0, повторно фиксируют рукоятку гайкой. При выполнении закрепки опускают рычаг ниже «О» и выполняют строчку в обратном направлении.
Переключатель «Старт/Стоп» — 22. У некоторых моделей швейных машин Мини Ягуар переключатель «Старт/Стоп» расположен прямо над иглой, в дополнение к переключателю диапазона скоростей. С выбранным диапазоном скорости нажимают переключатель для пуска машины. Для остановки работы машинки, его повторно нажимают.

Механизм подъема прижимной лапки — 20. Для прижимной лапки предусмотрены три положения:
1) при выполнении строчки опускают вниз прижимную лапку.
2) при подаче или снятии ткани поднимают механизм подъема в среднее положение.
3) при замене прижимной лапки или удалении толстой ткани поднимают его в крайнее верхнее положение.
Наматывание нитки на шпульку
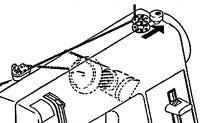
Установите войлочный диск на катушечный стержень и установите шпульку на катушечный стержень. Провести нитку с катушки через натяжитель регулировки плотности наматывания нитки на шпульку. Протяните край нитки в специальное отверстие шпульки. Установите шпульку на стержень мотального устройства так, чтобы край нитки немного выходил из шпульки. Переместите стержень моталки вправо до щелчка.
Пустить в ход машину, установив переключатель скорости в положение «Низко» или «Высоко». После нескольких оборотов шпульки отпустите нитку. Примечание: не приближайте к игле руки, когда машина работает. Когда шпулька перестанет вращаться с намотанной ниткой, выключите электропитание. Для удаления шпульки отведите стержень со шпулькой влево.
Установка шпульки в шпульный колпачок. Устанавливать шпульку нужно правой рукой, так чтобы движением нитки происходило по часовой стрелке. Вставите шпульку в шпульный колпачок так, чтобы нитка выходила из него примерно на 10 см. Протяните нитку в прорезь в шпульном колпачке и затем заведите под плоскую пружину натяжения.
Установка шпульного колпачка в челночное устройство. Возьмите шпульный колпачок за защелку. Переместите шпульный колпачок на средний шпиндель челночного устройства. Примечание: убедитесь, что установочный штифт полностью посажен в установочный паз, в верхней части челночного устройства.
Отпустите защелку для блокировки шпульного колпачка. Поднимите рычаг прижимной лапки. Поднимите иглу в крайнее верхнее положение, поворачивая маховик на себя. Заправите верхнюю нитку в следующем порядке, согласно этой схеме.
Деревянная подставка швейных машин

На сайте много статей посвященных ремонту швейных машин, но нет ни одной посвящённой ремонту деревянной подставки ручной старенькой машинки. А ведь именно она чаще всего находится в «плачевном» состоянии.
Деревянный корпус вашей старенькой швейной машинки Юнион или другой марки можно легко отремонтировать. Главное чтобы сохранились все детали корпуса.
Для начала отсоедините машинку от корпуса. Когда вы запрокинете ее набок, в месте, где стоят шарниры на корпусе машинки, можно найти винты (часто в углублении). Ослабьте их отверткой и снимите машинку с шарниров.
Теперь нужно разъединить слабо держащиеся в стыках корпуса детали и обильно промазать их пазы клеем (ПВА, Момент или другим). Затем соберите корпус в одно целое, можно даже обтянуть его по периметру веревкой или ремнями и оставить на сутки не меньше.
Забивать гвозди или закручивать шурупы в деревянные части подставки нельзя. Пересушенное от времени дерево тут же будет лопаться.
Ремонт швейной машины Ягуар
Вот так выглядит эта швейная машинка в разобранном виде. Как видите у нее достаточно много пластмассовых деталей, многие из которых могут повреждаться при больших нагрузках. Берегите машинку и шейте на ней только тонкие ткани, рекомендованные инструкцией.
В отличие от швейной машины заправка ниток оверлока влияет на качества образования обметочного стежка и появление разного рода дефектов строчки (пропуски и др.). Достаточно пропустить одно крепление нитки при ее заправке в петлитель и в лучшем случае в стежке появятся пропуски, в худшем — вообще не будет образовывать обметочный шов.
Челнок первых выпусков швейной машинки Юнион

На этом фото изображен челнок первых выпусков швейной машинки Юнион. Это очень устаревший тип челнока и использовать такие швейные машинки по прямому назначению не нужно. Намного проще купить любую б/у швейную машинку с качающимся челноком, например Чайка, Подольск и др.
Самое лучшее применение машинкам такого типа — использовать их в качестве декоративного украшения интерьера комнаты. Кстати, что касается цены на такие раритетные машинки, то размер ее обусловлен лишь вашим представлением о ее стоимости. Исторической и музейной ценности она не представляет и порой можно даже доплатить лишь бы от не избавиться, особенно если к ней прилагается еще и ножной чугунный привод.
Но не все желают сдавать старенькие машинки в утиль, многие используют их для ремонта и даже пошива одежды. Причин тому множество, одна из которых надежность и простота эксплуатации.
Читайте также:
- Как скрафтить чайник
- Что такое masked forces cs go
- Что означает маркировка mary самп
- Где лежат сохранения majesty 2
- Realtek hd audio driver note win10 rs3 rs4 supported что это
- Manuals
- Brands
- JUKI Manuals
- Sewing Machine
- Union Special 36200L220-60
- Adjusting instructions and illustrated parts list
-
Contents
-
Table of Contents
-
Bookmarks
Quick Links
ADJUSTING INSTRUCTIONS / ILLUSTRATED PARTS LIST
MANUAL NO. PT0204-GR
FOR STYLE
36200L220-60
11/22/06
Related Manuals for JUKI Union Special 36200L220-60
Summary of Contents for JUKI Union Special 36200L220-60
-
Page 1
ADJUSTING INSTRUCTIONS / ILLUSTRATED PARTS LIST MANUAL NO. PT0204-GR FOR STYLE 36200L220-60 11/22/06… -
Page 2: Table Of Contents
Manual No. PT0204-GR llustrated Parts List for 36200L220-60 Series Machines First Edition Copyright 2006 Union Special Corporation Rights Reserved In All Countries Printed in U.S.A. Nov 2006 PREFACE This parts manual has been prepared to assist you in locating individual parts or assemblies on 36200L220-60 Series machines.
-
Page 3: Identification Of Machines
SETTING THE PRESSER FOOT …………………………. 14 SETTING THE PRESSER FOOT (CONT.) ……………………….15 SETTING THE PRESSER FOOT (CONT.) ……………………….16 SETTING THE KNIFE DRIVE LEVER …………………………16 SETTING THE KNIFE DRIVE LEVER (CONT.) ……………………..17 SETTING THE TRIMMING KNIVES FOR LAP SEAMING …………………… 17 NEEDLE THREAD ADJUSTMENTS …………………………
-
Page 4: Identifying Parts
ILLUSTRATIONS This manual has been arranged to simplify ordering repair parts. Exploded views of various sections of the mechanism are shown so that the parts may be seen in their actual position in the machine. On the page opposite the illustration will be found a listing of the parts with their part numbers, description and the number of pieces required in the particular view being shown.
-
Page 5: Safety Rules
SAFETY RULES: 1. Before putting the machines described in this manual into service, carefully read the instructions. The starting of each machine is only permitted after taking notice of the instructions and by qualified operators. IMPORTANT! Before putting the machine into service, also read the safety rules and instructions from the motor supplier.
-
Page 6: Threading
THREADING…
-
Page 7: Oiling
OILING Referring to Fig. 1, fill the machine at (A) and (B). Oil capacity of class 36200 is 2.5 ounces in the bottom reservoir and 2.5 ounces in the top reservoir. Use a straight mineral oil, Saybolt viscosity of 90 to 125 seconds at 100°…
-
Page 8: Adjusting Instructions
ADJUSTING INSTRUCTIONS Instructions stating direction or location, such as right, left, front or rear of the machine are given relative to the operator’s position at the machine unless otherwise noted. The handwheel rotates clockwise in operating direction. SETTING THE NEEDLE BAR HEIGHT & ALIGNMENT Insert the first (left) and fifth needles into the needle head.
-
Page 9: Setting The Needle Bar Height & Alignment (Cont)
SETTING THE NEEDLE BAR HEIGHT & ALIGNMENT (CONT) Correct spacing of the needles in the throat plate stitch tongue is imperative to proper sewing conditions. Improper relationship of the needles to the stitch tongue often results in malformed stitches. When replacing the stitch tongue make sure needles are aligned properly (see Fig.
-
Page 10: Setting The Looper Travel Using Gauge 21227Cn
SETTING THE LOOPER TRAVEL USING GAUGE 21227CN Attach looper travel gauge plate (A, Fig. 6) to the rear of the cylinder arm. Set the bottom of the gauge so it is approximately horizontal and lock lightly in place with screw (B) directly underneath. Attach looper travel gauge pointer (C) to the looper using the left needle guard screw hole.
-
Page 11: Timing The Needles To The Looper
TIMING THE NEEDLES TO THE LOOPER To visually check the timing of the needles to the looper, turn the handwheel in operating direction until the needle bar has reached its lowest position and has risen 5/32″ (4.0mm). At this time the looper point should appear at the same relative position to the needles whether rotation of handwheel is clockwise or counterclockwise.
-
Page 12: Looper Adjustments
LOOPER ADJUSTMENTS Looper Avoid The looper avoid is set at .094″ (2.4mm). Using gauge no. 21227BV (A, Fig. 11), position looper shaft (B) fully to the rear (away from operator) and insert the gauge through the looper shaft hole in the end of the cylinder until the plunger is fully extended from the gauge.
-
Page 13: Looper Adjustments (Cont.)
LOOPER ADJUSTMENTS (CONT.) Looper Gauge Turn the handwheel in operating direction until the looper has trav- eled fully to the left. Loosen screw (A, Fig. 15) and move the looper holder to the right or left until the distance from the point of the looper to the center of the first (left) needle is 3/16″…
-
Page 14: Setting The Rear Needle Guard
SETTING THE REAR NEEDLE GUARD Set rear needle guard (A, Fig. 18) so it touches the first (left) needle (B) but does not deflect. Check the guard position to the other needles to avoid pinching. Loosen screw (C) and reposition guard (A) as necessary. Tighten screw (C). SETTING THE STITCH LENGTH This machine is designed to sew 10 to 16 stitches per inch.
-
Page 15: Setting The Presser Foot (Cont.)
SETTING THE PRESSER FOOT (CONT.) Turn the handwheel in operating direction until link (A, Fig. 20) has traveled fully to the front. There must be a 1/64″ (0.4mm) clearance between link (A) and the back of needle head (B) when link (A) starts to jackknife. Loosen screw (C) and rotate driving sleeve (D) to posi- tion link (A).
-
Page 16: Setting The Presser Foot (Cont.)
SETTING THE PRESSER FOOT (CONT.) The presser foot lifter stop plunger must be set so the cover thread hook will not hit the bottom of the needle head as the presser foot is being lifted. Position the needle bar to its lowest point of travel.
-
Page 17: Setting The Knife Drive Lever (Cont.)
SETTING THE KNIFE DRIVE LEVER (CONT.) At this time the knife drive lever should be in the 6 o’clock position. If adjustment is necessary, loosen screws (A, Fig. 28) in the needle lever and reposition knife drive lever (B) to the 6 o’clock position. Tighten screws (A).
-
Page 18: Needle Thread Adjustments
NEEDLE THREAD ADJUSTMENTS Five needle thread strike-off pins (A, Fig. 32) are provided for independent needle thread control. Level the take-ups to the height of the thread in the needle lever eyelet at its lowest position. Raise the first take-up (nearest the operator) 1/8″…
-
Page 19: Tension Release
TENSION RELEASE The tension release should start to function when the presser foot has raised approximately 1/32″ (0.8mm) above the surface of the throat plate and be entirely released when the presser foot has reached its highest position. Insert a large screwdriver into slot on the right end of shaft (A, Fig.
-
Page 21: Oil Sight Gauges, Top Covers & Miscellaneous Takeup & Eyelet Parts
OIL SIGHT GAUGES, TOP COVERS & MISCELLANEOUS TAKEUP & EYELET PARTS Amt. Ref. Description Req. Part No. Screw, for crank chamber cover …………..35888N Crank Chamber Cover ………………. B3530555000 Oil Sight Gauge ………………660-212 «O»Ring ………………… 22516A Screw ………………….Screw, for middle top cover …………….Screw, for spring …………………
-
Page 23: Main Frame, Bushings & Miscellaneous Eyelet & Cover Parts
MAIN FRAME, BUSHINGS & MISCELLANEOUS EYELET & COVER PARTS Amt. Ref. Part No. Description Req. 35887AF Gasket, end cover ………………35887Z End Cover ………………….. 22564B Screw, end cover ………………. 36290B Main Shaft Bushing, front …………….. 22791D Screw, for looper drive lever shaft …………..22829 Screw, looper thread shield …………….
-
Page 25: Main Shaft & Miscellaneous Oiling
MAIN SHAFT & MISCELLANEOUS OILING Amt. Ref. Part No. Description Req. 660-207 Oil Seal Ring ………………..35894D Oil Reservoir, back ………………29472Y Pump Assembly ………………..22585A Screw, for housing cover …………….21756G Vent Screw ………………..35897BW Gasket …………………. 36297J Housing Cover and Oil Tube, rear …………. 35897BV Intake Filter ………………
-
Page 27: Crankshaft & Needle Lever Parts
CRANKSHAFT & NEEDLE LEVER PARTS Amt. Ref. Description Req. Part No. 36221N Pulley Assembly ………………..22574 Screw ………………….61321L Clamp Plate ………………..61321J Handwheel ………………..36221P Pulley ………………….22894E Screw, for adjustable pulley …………… 50311C Ball Bearing ………………..36293Q Bushing Pump ………………..SQ1110401MZ Barb Fitting ………………..
-
Page 29: Tension Parts
TENSION PARTS Amt. Ref. Part No. Description Req. 35880M Lift Lever Link Connection …………….22894J Screw ………………….. 36280V Lifter Lever Link Assembly …………….22585C Screw ………………….. 36280U Lifter Lever Link ………………Screw ………………….36280A Presser Foot Lifter Stop Plunger ……………. 36280C Stop Plunger Segment ………………
-
Page 31: Detachable Head, Head Covers, Needle Bar & Needle Bar Head
DETACHABLE HEAD, HEAD COVERS, NEEDLE BAR & NEEDLE BAR HEAD Amt. Ref. Part No. Description Req. 36289B Baffle Plate …………………. 36280J Presser Bar Lifter Lever ………………36294F Oil Deflector Wire ……………….. 8372A Washer ………………….22513 Screw ………………….36284P Gasket, for front head cover …………….36289 Head Cover, front ……………….
-
Page 33: Detachable Head, Head Covers, Needle Bar & Needle Bar Head
DETACHABLE HEAD, HEAD COVERS, NEEDLE BAR & NEEDLE BAR HEAD Amt. Ref. Part No. Description Req. 1. thru 33. See Preceding page 36278R Presser Foot Guide, left ………………. 22653B8 Screw, for left presser foot guide …………..8372A Washer ……………………J35618-5 Needle Head, for 6.0 Gauge …………….
-
Page 35: Differential & Main Feed Bars, Feed Dogs & Feed Lift Eccentric Assembly
DIFFERENTIAL & MAIN FEED BARS, FEED DOGS & FEED LIFT ECCENTRIC ASSEMBLY Amt. Ref. Part No. Description Req. 22845M Screw, for differential feed bar driving link …………36236F Differential Feed Bar Driving Link …………..36234M Feed Bar Eccentric Stud ……………… 660-220 «O»Ring …………………
-
Page 37: Feed Drive Assembly, Feed Rocker & Looper Avoid Parts
FEED DRIVE ASSEMBLY, FEED ROCKER & LOOPER AVOID PARTS Amt. Ref. Part No. Description Req. 660-207 Oil Seal Ring ………………..36236A Feed Rocker Shaft ………………. 36237 Differential Feed Adjusting Lever …………..36237A Differential Feed Adjusting Link …………… 22504C Screw ………………….36236J Differential Driving Link Stud …………….
-
Page 39: Knife Driving Parts
KNIFE DRIVING PARTS Amt. Ref. Part No. Description Req. 36251B Cover Thread Carrier and Hook Driving Sleeve ……..12934A Nut ………………….51235G Washer ………………..36245K Screw ………………… 36245H Rod End Bearing ………………36245D Nut, right thread ………………36251AA Cover Thread Carrier and Hook Driving Connection Rod Ball Joint ..36275A Washer ………………..
-
Page 41: Looper Rocker Shaft & Looper Rocker Drive Parts
LOOPER ROCKER SHAFT & LOOPER ROCKER DRIVE PARTS Amt. Ref. Description Req. Part No. 36210 Looper Mounted Needle Guard, marked “FZ” ……….Screw, for needle guard …………….. 36208A Looper ………………….22585A Screw ………………….36248 Looper Holder ………………..1096B Looper Adjusting Screw …………….22564D Screw …………………..
-
Page 43: Lap Former, Miscellaneous Cylinder Covers, Throat Plate, & Chain Cutting Knife
LAP FORMER, MISCELLANEOUS CYLINDER COVERS, THROAT PLATE, & CHAIN CUTTING KNIFE Amt. Ref. Part No. Description Req. J35624-5 Throat Plate ………………… J35640M5 Stitch Tongue, marked “TK” …………..22716A Screw, stitch tongue …………….. 22562A Screw, for throat plate ………………36203 Edge Guide ………………… 22849 Screw, for edge guide ………………
-
Page 45: Cylinder Bushings, Differential Feed Control Assembly & Miscellaneous Cylinder Covers
CYLINDER BUSHINGS, DIFFERENTIAL FEED CONTROL ASSEMBLY & MISCELLANEOUS CYLINDER COVERS Amt. Ref. Part No. Description Req. 35884R Gasket, for front cylinder cover and oil gauge ……….36284C Cylinder Cover and Oil Gauge, front ………….. J87J Screw, for front cylinder cover and oil gauge ……….36249A Bushing, for looper shaft, front …………….
-
Page 47: Presser Foot
PRESSER FOOT Amt. Ref. Description Req. Part No. J35620W Presser Foot, complete ………………36251K Link Pin …………………. 22738P Screw ………………….36251H Cover Thread Hook Driving Lever and Shaft ……….36251G Cover Thread Carrier Driving Lever and Shaft ……….. 36251J Link, for ref. no. 5, 6 and 8 …………….36251L Cover Thread Carrier and Hook Driving Segment ……..
-
Page 49: Thread Stand
THREAD STAND Amt. Ref. Part No. Description Req. 21101S7 Thread Stand, complete …………….. 21233AJ Bracket Connection, marked “AJ” …………..21233KS Bracket Connection, marked “KS” …………..22651CD-5 Screw, for bracket connection …………..
-
Page 51: Miscellaneous Gauges & Tape Reel Parts
MISCELLANEOUS GAUGES & TAPE REEL PARTS Amt. Ref. Part No. Description Req. 21227CN Looper Travel Gauge, complete …………..21227CM Looper Travel Gauge Pointer …………..21227CS Looper Travel Gauge Plate …………… 21388AZ Wrench, for driving link stud …………….21227DS Needle Height Gauge ………………21225F-3/16 Looper Gauge ………………..
-
Page 53: Thread Lubricator
THREAD LUBRICATOR Amt. Ref. Part No. Description Req. J35680AZY Needle Thread Lubricator Complete ………….. 35893J Reservoir Cover ………………666-339 Reservoir Wick ………………22585C Screw ………………….. 660-219AX Pin ………………….50358M Eyelet ………………….. 22894BL Screw Post ………………..J35693K Reservoir ………………..28604W Bottle of Silicone (not shown) …………..
-
Page 54: Numerical Index Of Parts
NUMERICAL INDEX OF PARTS Part No. Page No. Part No. Page No. Part No. Page No. Part No. Page No. Part No. Page No. 109 ….29 22585B …..33 22894J ..25, 29 35880M …..29 36236F …..35 1096 ….25 22585C ..29, 33 22894K …..25 35883AL …23 36236G …..35…
-
Page 55: Numerical Index Of Parts
NUMERICAL INDEX OF PARTS Part No. Page No. Part No. Page No. Part No. Page No. Part No. Page No. Part No. Page No. 36261A …..25 36283R …..29 51235G …..39 88 ….41 36263 ….27 36283U …..29 51259 ….31 90 ..21, 2 5 36264B …..31 36284C …..45 51292F-2 ..29…
Швейная машинка юнион инструкция по применению. Швейная машинка пмз им калинина инструкция, файл готов
15 июля 2010 г.
А. И. Зюзин
Машина прямострочная. Неисправности: пропуск стежков, верхняя
нитка обрывается и петляет снизу.
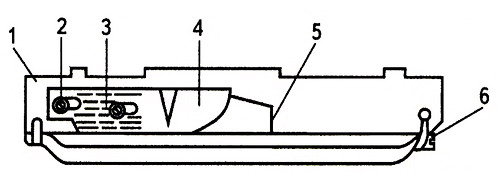
Рис. 52.
Корпус хода челнока
с поперечной планкой (машина 2М кл. ПМЗ):
На корпусе хода челнока 2
(
) есть выемка 3
для прохода иглы, ее острые
кромки являются причиной обрыва верхней и нижней ниток — особенно,
когда шьют толстые ткани. Снять корпус хода челнока, отвернуть
поперечную планку-шпуледержатель (на рисунке не показана) и
нитенаправительную пластину 1. Острые кромки выемки спилить
двояковыпуклым (плоско-выпуклым) напильником.
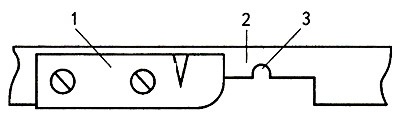
Рис. 53.
Корпус хода челнока
(машина 2М кл. ПМЗ и др.), фрагмент:
Нитенаправляющую пластину 3
(
) поставить на корпус 1
и подвинуть ее
в сторону зева до предела. Поставить, винты 2
крепления
пластины: левый закрепить до отказа, правый (ближе к игле) зажать и
отпустить на пол-оборота. Прикрепить планку 6 на корпус, оба винта
которой затянуть до отказа.
- Реконструировать соединение двух деталей — вала челнока с
кривошипом. Заводская конструкция предусматривает конусный
(круглый) штифт — соединение разъемное и надежное, но
нерегулируемое. Именно по этой причине происходит обрыв верхней
нитки или петляние ее снизу, т. е. машина работает
неудовлетворительно! При этом варианты крепления и соединения
двух деталей обеспечивают надежность только соединения, но не
работы машины. Но если машина не может нормально работать, то
кому нужна такая надежность?
Суть реконструкции заключается в том, чтобы удалить штифт из
соединения, им же заделать отверстие на валу заподлицо; на кривошипе
в отверстии, близком к установочному винту М4, нарезать резьбу и
поставить винт М4. Соединение вала с кривошипом становится
регулируемым. Его надежная неподвижность обеспечивается путем легкой
запрессовки в отверстие кривошипа и зажимом двух винтов. Этот метод
является решающим в дальнейшей эксплуатации очень многих швейных
машин (не только 2М).
Методика реконструкции данного узла.
Поставить машину себе на колени так, чтобы валы под платформой
оказалисьсверху. Повернув маховик,
поставить иглу в крайнее нижнее положение. На кривошипе вала
ослабить установочный винт М4 (без головки). Теперь поставить иглу в
крайнее верхнее положение. Тонким концом трехгранного напильника
выбить штифт 3
(см.
рис. 33
) из кривошипа 4
вала челнока. Тонкий
конец напильника пропустить справа, сквозь рожки 5 кулисы, и, сделав
упор в торец вала челнока, выбить его. Сделать это осторожно, чтобы
не поломать рожок кулисы. Выбитый штифт запрессовать в отверстие
вала. Случается, что штифт выбить не удается. Тогда надо сделать
следующее: зажечь кусочек сухого горючего и подогреть (примерно до
300 °С) зону кривошипа, где расположен штифт.
Кривошип изготовлен из чугуна, а вал челнока стальной. Так как
коэффициент теплового расширения чугуна больший, чем у стали, то и
отверстия подвергнуты большему расширению. Обычно в нагретом
состоянии штифт выбивается легко. Но бывают случаи, когда и этот
метод не дает результатов. Тогда необходимо применить крайнюю меру:
снять корпус хода челнока и малый вал, оправкой соответствующего
размера сделать упор в торец вала челнока с правой стороны и
молоточком весом примерно 1 кг выбить вал в левую сторону. При этом
штифт срежется в двух местах. Большая его часть останется в теле
вала, и таким образом отверстие на валу будет заглушено, а две малых
частицы останутся в стенках кривошипа — их необходимо выбить. Эта
операция требует осторожности, так как в кривошипе может
образоваться трещина, что бывает очень редко. Но это не беда — ее
можно заварить электросваркой (2-миллиметровым электродом из
нержавеющей стали при постоянном токе). Можно поставить новый
кривошип.
- Один конец штифта должен быть заподлицо с валом, а другой
надо срезать ножовкой и зачистить напильником так, чтобы
кривошип наделся на вал с легкой запрессовкой. Очень важно
соблюдать это условие. - На кривошипе в отверстии, расположенном возле установочного
заводского винта, нарезать резьбу М4 и поставить винт М4 без
головки. Длина винта — 4-5 мм. - Проверить на валу челнока, как прилегает пластинчатая
пружина к толкателю. Она должна прилегать плотно по всей длине,
особенно ее входной и выходной концы. Если нет плотного
прилегания на концах, отвернуть один винт, повернуть пластину,
подогнуть концы и поставить все на место. - Вал челнока поставить на место, хорошо смазать ползун на
кривошипе. Кривошип вала поставить ползуном в кулису. Правой
рукой направляя и поддерживая кривошип, молоточком запрессовать
вал до половины, кривошип сместить от кулисы влево, опустить
иглу в крайнее нижнее положение. Сжатыми кусачками сделать упор
в левый торец вала толкателя, а правой рукой молоточком
напрессовать кривошип на вал. Ударять молоточком осторожно,
чтобы не поломать кулису. - Положить машину на стол. Проверить, не задевает ли игла за
входной конец толкателя. Если задевает, отогнуть его кусачками
на 1 мм. Маховиком поставить иглу в крайнее нижнее положение.
Поставить корпус хода челнока на место и завернуть винты
наполовину. Из ободной фольги отрезать две узкие полоски
размером 2×60 мм и сложить их в четыре слоя. Количество слоев
зависит от величины зазора между иглой и носиком челнока в
плоскости его вращения. На зазор смотреть сверху, когда машина
находится в горизонтальном положении, а игольная пластина и
лапка сняты.
Сложенные в четыре слоя (ориентировочно) прокладки подложить под
корпус хода челнока — ниже винтов на концы обеих опор. Зажать
винты. При этом легонько стукнуть молоточком по корпусу хода
челнока, снизу и с торца, чтобы избежать перекоса при его
посадке на место. Поставить машину на стол и, постепенно
проворачивая маховик, подвести иглу к нитенаправляющей пластине
(к той, которую отжигали). Если игла подошла к пластине
вплотную, при помощи надфиля и молоточка отодвинуть ее от иглы
не более чем на 1 мм. Отодвигать осторожно и постепенно. При
этом она может отклониться вправо, тогда сместить ее на свое
место. Если изменился зазор между иглой и пластиной, сделать его
обязательно равным 1 мм. Маленькой отверткой зажать сверху
второй винт пластины. - Поставить машину на маховик, провернуть его; если при этом
выходной конец толкателя задевает за корпус хода челнока,
отверткой отодвинуть его от корпуса. Если входной конец
толкателя задевает за иглу, отогнуть его. При вращении толкатель
челнока не должен касаться ни корпуса, ни иглы. Между ним и
иглой должен быть зазор не менее 1 мм (в плоскости вращения
челнока). - Притупить острые кромки на челноке и поставить его на место.
Установить зазоры между челноком и концами толкателя. При
опущенной игле зазор на входе нитки в челночное устройство равен
0,3 мм (см.
рис. 14
). При поднятой игле зазор при выходе
нитки из челночного устройства равен 1 мм. Чем меньше зазор, тем
тише ход машины. Здесь зазоры регулируются подгибанием толкателя
и его концов. - Иглу поставить в крайнее нижнее положение. Кусачками
обхватить вал толкателя и повернуть его так, чтобы носик челнока
заходил за иглу не более чем на 2 мм. Бывают случаи, когда это
расстояние равно 1 или 3 мм. Если при пробном шитье толстых
материалов будут пропуски стежков в строчке, носик челнока
следует отодвинуть еще на 0,5 мм, но не более — это крайняя
мера; но практика сброса нитки с челнока покажет, следует ли
отводить челнок еще на 0,5 мм за иглу. Если сброс нитки с
челнока будет сопровождаться подергиванием шпульного колпачка и
характерным стуком, дополнительный отвод будет оправдан. Все
решается пробным шитьем.
Если ось вращения вала толкателя челнока не совпадает с осью
вращения челнока, невозможно установить требуемые зазоры — 0,3
мм на входе нитки и 1 мм на выходе. Предположим, что на выходе
нитки установили зазор 1 мм. Поставили иглу в крайнее нижнее
положение, а на входе нитки зазора нет. Как быть? Так оставлять
нельзя! Верхняя нитка будет обрываться и петлять снизу. Понятно,
что зазор 0,3 мм на входе нитки надо установить обязательно. Но
тогда на выходе зазор окажется более 1 мм. В данной ситуации
надо 2-3 раза легонько ударить молоточком по корпусу хода
челнока с задней стороны. Этими ударами можно сместить корпус и
изменить зазоры в лучшую сторону за счет люфта в отверстиях
крепления. Если корпус не поддается смещению (что бывает очень
редко), сделать зазор, отогнув толкатель. На практике все
перечисленные операции делаются за считанные минуты. - Взять запорное стальное кольцо и спилить на 2 мм правый
длинный острый конец. Поставить кольцо на корпус хода челнока,
хорошо посадить его на два штифта. Если запорное кольцо
пластмассовое, нет и поперечной плавки. Его надеть на два
штифта, в первом и втором случаях поставить пластинчатую пружину
и закрепить ее винтом (на корпусе хода челнока). - Поставить машину вертикально и посмотреть сверху на место
встречи носика челнока с иглой. Определить зазор между иглой и
носиком челнока в вертикальной плоскости его вращения. Если
зазор меньше 0,1 мм или челнок задевает за иглу, уменьшить число
прокладок под корпусом хода челнока. Причем надо уменьшать
(увеличивать) по одной прокладке после каждой проверки. Можно
увеличивать (уменьшать) число прокладок только на одной стороне.
Использованные прокладки выбросить и их пакет набрать заново. - В момент встречи носика челнока с иглой, когда она начала
свое движение вверх, определить расстояние от ушка (отверстия)
иглы до носика. Измерения производить вдоль иглы. Это расстояние
должно быть равно 2-2,5 мм; оно регулируется подъемом или
опусканием игловодителя. Снаружи справа есть отверстие для ввода
отвертки. Ввести ее, нащупав шлиц на винте, и, ослабив винт,
установить игловодитель на нужный уровень. Винт завернуть.
Иногда случается, что игловодитель не пускает или не поднимается
до нужного уровня. В таком случае его разобрать и, спиливая,
удлинить на нем лыску для винта крепления. Собрать все в
обратном порядке. - Поставить игольную пластину и закрепить ее винтами Поставить
лапку. Если она слабо прижимает, разобрать прижимное устройство
и растянуть пружину на 100% ее длины. Собрать узел и поставить
на место. (Подробнее см. часть 2,
« Механизм прижимной лапки»
.)
Верхняя нитка должна обязательно располагаться против
продольного желобка в игле. Для этого нитенаправитель при
иглодержателе повернуть (при помощи плоскогубцев или пассатижей)
на 90°, не разбирая данного узла. Обеспечить свободный заход
нитки при ее заправке перед шитьем. - Фронтальная крышка.
На регуляторе натяжения верхней нитки компенсационную пружину
переделать. Разобрав регулятор натяжения верхней нитки,
укоротить эту пружину, удалив три витка. Для зацепления верхней
нитки сделать крючок и собрать регулятор (см.
рис. 1
). Винт крепления поворотной втулки
поставить в нижнее положение и зажать. Если резьба сорвана,
нарезать резьбу М4, поставить винт М4 длиной 3,5 мм.
Компенсационная пружина должна иметь такое положение, чтобы
нитезацепной крючок был на уровне оси регулятора. Сила натяжения
умеренная. Толкатель отжима нитки в регуляторе должен иметь люфт
— свободный ход — порядка 0,5 мм и при рабочем движении не
должен стопорится, иначе в строчке снизу будут петли. Если на
крышке справа сломан нитенаправитель, его необходимо сделать
(см. часть 2, «Узел иглы»
). - Проверить работу механизма наматывания шпульки. Если он не
включается, снять фрикционный винт, фрикционную шайбу и маховик.
Отверткой завернуть оба винта. При этом и механизм моталки, и
фиксатор шпульки должны включаться в работу после нажима. Если
этого не происходит, снять винт и исправить пружину фиксаторного
рычага. После исправления пружины собрать все в обратном порядке
(подробнее см. часть 2,
«Механизм наматывания шпульки»
).
При установке фрикционной шайбы ее отогнутые внутренние усики
должны смотреть наружу, в сторону фрикционного винта. Если после
завинчивания фрикционного винта включения или выключения
маховика не будет, повернуть шайбу на 180° по часовой стрелке.
Включение механизма моталки отрегулировать регулировочным
винтом, расположенным с левой стороны. Для этого ослабить
регулировочный винт на механизме наматывания шпульки и, слегка
прижав его к маховику, закрепить. Ось механизма моталки смазать
индустриальным маслом И8А. - На шпульном колпачке проверить, не выходит ли зубец защелки
выше поверхности колпачка. Если выходит, защелку заменить, а
если ее нет — откусить кусачками выступающую часть, иначе будет
обрыв верхней нитки. Если зубец выступает над поверхностью мало,
снять защелку, предварительно отвернув внутри колпачка
остановочный винт, и подпилить выступающую часть зубца со
стороны захода нитки. Если нитка из шпульного колпачка идет
свободно, а регулировочный винт прижал пружину до отказа, снять
винт и подогнуть пружину, поставить ее на место и закрепить
винтом до отказа, затем отпустить винт на пол-оборота. Если
нитка из колпачка идет туго, пассатижами с острыми губками
подогнуть внутрь усики пружины (не отгибать, а подогнуть немного
внутрь). Регулировочный винт на шпульном колпачке отпускать
более чем на пол-оборота не рекомендуется, так как он может
потеряться, и тогда колпачок выйдет из строя (см. часть 2,
«Челночное
устройство»
). - Если есть неисправность в ручном приводе, отремонтировать
его (см. часть 2,
«Ручной привод»
). Поставить
ручной привод, задвижку, предварительно зажав на ней винты
крепления пластинчатой пружины. Смазать все трущиеся части
машины машинным маслом марки И8А (И20А). Поставить фронтальную
крышку на место. Проверить, есть ли отжим на регуляторе, когда
рычаг лапки поднят, и есть ли зазор между толкателем регулятора
и рычагом, когда он опущен (см.
рис. 2
). Если нет отжима, пассатижами подогнуть
край фронтальной (возле регулятора) крышки в сторону рычага для
того, чтобы толкатель приблизить к рычагу, с тем чтобы последний
отжимал его. Если нет зазора, пассатижами отогнуть от рычага
край фронтальной крышки возле регулятора, сделав зазор между
толкателем и рычагом 0,5 мм. - Поставить шпульный колпачок со шпулькой на место. Заправить
верхнюю нитку, поворотом маховика вытянуть нижнюю нитку и начать
шить. Сразу качественной строчки может и не быть. Это вполне
нормально.
Строчку необходимо отрегулировать. Каким образом?
Во-первых
, подобрать иглы и нитки в соответствии с
данными, приведенными в таблице, содержащейся в инструкции (см.
часть 4
).
Во-вторых
, отрегулировать натяжение верхней нитки.
Качественной строчка будет тогда, когда рисунок ее как снизу, так и
сверху одинаковый. Отрегулировать строчку можно также с помощью
следующих мер:
а)
вращением нажимной гайки регулятора натяжения верхней
нитки;
б)
изменением натяжения компенсационной пружины на
регуляторе;
в)
изменением шага строчки;
г)
изменением натяжения нижней нитки (в шпульном
колпачке);
д)
заменой иглы;
е)
заменой верхней нитки;
ж)
заменой нижней нитки.
Лучшая строчка получается тогда, когда на шпульке и
катушкодержателе нитка с одной и той же катушки или на шпульке нитка
номером больше (тоньше). Работа машины характеризуется качеством
строчки. По звуку работающей машины можно определить ее исправность.
У нормально работающей машины нет отдельных цепляющих, прерывистых,
стучащих, подергивающих звуков.
Равномерный гул — вот чем отличается исправная машина. Исправная
машина с иглой № 90 свободно, без всяких затруднений и с хорошей
строчкой прошивает рубец ткани в десять слоев (сатин, фланель).
Здесь не происходит ни обрыва нитки, ни пропуска стежков в строчке.
Если же окажутся единичные пропуски, повернуть вал толкателя челнока
так, чтобы увеличилось расстояние между челноком и иглой до 3 мм (не
более). Игла должна находиться в крайнем нижнем положении. Если при
этом сброс нитки с челнока происходит без должного натяжения и
рисунок строчки снизу не ухудшился, можно все параметры оставить
такими. Только после этого машину положить на заднюю сторону и
зажать оба винта на кривошипе, т. е. закрепить посадку кривошипа на
валу толкателя челнока. Поставить машину на петли и закрепить
винтами.
При варианте машины в ножном исполнении производятся следующие
работы:
- Общий осмотр ножного привода. Выявлено:
а)
сильный стук в конусах педали;
б)
сильный стук в пятке поводка педали;
в)
сильный стук в шариковом подшипнике;
г)
сильный стук на коленчатом валу колеса или на его оси
(второй вариант исполнения). - Отвернуть контргайки и правый конус, снять педаль.
- Рожковым ключом на 19 мм отвернуть контргайку на пятке
поводка педали и освободить ее. - Если в шариковом подшипнике потеряны шарики — колесо снять,
разобрать подшипники. Все детали промыть керосином или, если его
нет, растворителем, разбавленным маслом И8А, затем протереть
ветошью. В шариковый подшипник ввернут поводок с контргайкой под
10-миллиметровый ключ. Поводок ослабить на два оборота. Вместо
утерянных шариков можно использовать шарикоподшипник от
велосипеда. Их в обойме по семь штук, диаметр шарика равен 5 мм.
В подшипник ножного привода обязательно вложить сепаратор для
шести шариков. Внимательно собрать подшипник. Его гайку
завернуть так, чтобы наружная обойма свободно вращалась, но не
было люфта. Поводок ввернуть в шариковый подшипник до отказа и
законтргаить гайкой. Поставить колесо на место и отрегулировать
его вращение в конусах или на оси (второй вариант исполнения). - В пятке поводка вывернуть отверткой пяточный винт. В его
внутреннюю воронку вложить кусочек натуральной кожи и залить
маслом И8А. Поставить пяточный винт на место, надеть на него
ушко педали и наживить контргайку. Придерживая 19-миллиметровым
ключом гайку поводка, отверткой сильно завернуть пяточный винт,
в который вкладывали кожу. - Завернуть контргайку на пяточном винте, она же зажмет ушко
педали до отказа. - Для разработки вложенной кожи несколько раз повернуть руками
педаль в пятке. - Поставить педаль в конусы и зажать правый конус так, чтобы
не было продольного люфта, а вращение оставалось свободным. Оба
конуса должны быть законтргаены. В том случае если продольного
люфта в педали не будет, а поперечный будет на том или другом
конусе, надо конус, имеющий люфт, вывернуть и спилить его острую
часть на 2-3 мм. Следует помнить, что в конусных устройствах
работает поверхность конуса, а не его острая торцевая часть. - Все пять (при втором варианте исполнения — шесть) точек
ножного привода смазать маслом И8А.
После выполнения всех вышеперечисленных работ ножной привод будет
работать бесшумно. В самой машине кроме рассмотренных неисправностей
могут быть и другие. Например, машину смазали растительным маслом
или каким-то клеем (по ошибке или незнанию). Через 3-4 дня машина
становится «мертвой», в ней ничто не вращается. Как быть в таких
случаях?
Чтобы сделать машину работоспособной, надо прежде всего запастись
терпением. С чрезвычайной осторожностью выполнить ремонтные работы,
в противном случае поломки деталей неизбежны, что нежелательно.
Для выполнения работ сделать состав из машинного масла марки И8А
(И5А) и растворителя № 647 в соотношении 1:1. Смесь хорошо смешать,
затем обильно смазать все трущиеся части машины. Перед смазкой все,
что поддается разборке, разобрать. В таком виде узлы и детали легче
освобождаются от засохшей пленки. Лучше все протереть, промыть
указанной смесью — она действует быстро и наверняка.
Смесь имеет недостаток разъедать все краски, в том числе и
эмалевую. При работе со смесью не допускать попадания ее на
окрашенные поверхности. После неоднократного смачивания всех
трущихся частей в машине попытаться вращать маховик в ту и другую
сторону. БОЛЬШИХ УСИЛИЙ НЕ ПРИЛАГАТЬ!
Таким способом всю
машину привести в нормальное движение можно в течение одного часа.
Если же это не удается, повернув маховик, опустить игловодитель вниз
до отказа. Затем справа отвернуть отверткой винт его крепления и,
сняв с него нижнее крепление, попытаться выбить его вверх плоским
надфилем или трехгранным напильником. Главное торможение при
вращении машины образуется на игловодителе и на валу толкателя
челнока, поэтому и надо стремиться в первую очередь снять с машины
эти детали, а остальные заработают быстрее. После того как все
детали начнут нормально и свободно вращаться, все тщательно
протереть ветошью.
Машины данной конструкции имеют характерную неисправность: при
поднятой игле в крайнее верхнее положение механизм машины заедает —
появляется стук в машине и периодически (в пределах одного оборота)
тяжелый ход. Причиной является перекос кулисы 5
малого вала (
) с осью вала челнока. Для устранения перекоса
необходимо снять малый вал, на нем располагаются два рожка 5
(это, кулиса малого вала), внутри кулисы движется ползун кривошипа,
укрепленный на правом конце вала челнока. На внутренней стороне
каждого Рожка кулисы (
) путем спиливания сделать отлогие фаски длиной
10 мм, шириной 1,5 мм, глубина фаски по краям равна 0,1 мм. Середину
рожка (шириной 3 мм) не трогать!
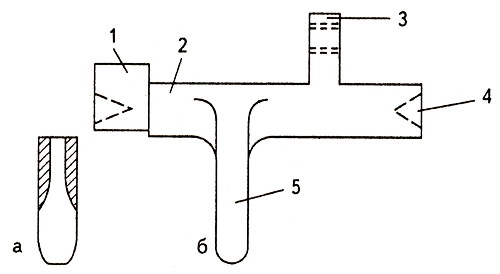
Рис. 54.
Малый вал с кулисой
(машина 2М кл. ПМЗ и др.):
Как приспособить швейную машину 2М кл. ПМЗ для шитья меховых
изделий и изделий из хромовой кожи
Изготовление кожаных курток, шапок из меха и подобных вещей —
необходимая работа для многих швей, и приспособить швейную машину 2М
кл. ПМЗ для пошива таких изделий чрезвычайно важно. Но далеко не все
машины (даже из числа 2М) пригодны для таких целей.
Переделывая машину, необходимо обеспечить:
- Длину стежка равную 7 мм (заводская установка — 4 мм).
- Качественную строчку (без пропуска стежков).
- Отсутствие обрыва верхней и нижней ниток.
- Стабильную работу установленных параметров.
- Возможность шить на машине ватные изделия, бельевые ткани,
все тонкие ткани типа нейлона, трикотажа и др. с длиной стежка
от 0 до 7 мм.
Некоторые условия, может быть, и покажутся обычными и
обязательными для всех швейных машин, но это только на первый
взгляд.
Переоборудованная машина 2М кл. ПМЗ для работы по пошиву изделий
из кожи хромовой выделки будет работать в тяжелых условиях, не
предусмотренных заводской инструкцией. Поэтому все пять требований в
данном случае являются особыми параметрами при необычных условиях
работы швейной машины.
I. Обеспечение длины стежка, равной 7 мм.
В чем заключается особенность переделки деталей механизма
перемещения материала? В расширении диапазона действий всех деталей,
которые не только участвуют в перемещении материала, но и тех, с
которыми они соприкасаются.
Зубчатая рейка.
Зубчатая рейка согласно инструкции
завода-изготовителя имеет наибольшую длину стежка 4 мм. При движении
на расстояние 7,0 мм рейка упирается в игольную пластину и в выступы
платформы, поэтому заднюю сторону отверстий игольной пластины
пропилить на 4 мм, а выступ на платформе (под игольной пластиной)
спилить на глубину 2,5 мм по всей высоте. Сторону зубчатой рейки,
контактирующую с выступом на платформе, спилить по всей высоте на
глубину 1,5 мм. Под игольную пластину (под заднее отверстие)
подложить прокладку толщиной 0,5 мм. На игольной пластине снизу с
задней стороны удлинить на 5 мм выточку так, чтобы она была на одном
уровне с общей выемкой, а на зубчатой рейке сверху с задней стороны
сделать скос высотой на конце 1,5 мм и длиной 3,5-4 мм. Выточка на
игольной пластине и скос на рейке обеспечат последней сделать длину
стежка до 7,0 мм. Внутреннюю кромку передней перемычки зубчатой
рейки спилить на глубину 2,5 мм, иначе она при шаге стежка 7,0 мм
будет гнуть иглу и защемлять ее. Машина не сможет работать
нормально.
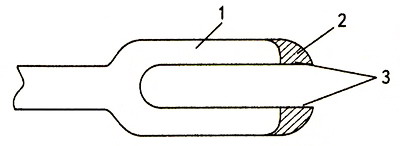
Рис. 55.
Ремонт вильчатого
рычага зубчатой рейки (машина 2М кл. ПМЗ):
Вильчатый рычаг зубчатой рейки.
Увеличить (нарастить)
длину рожков вильчатого рычага на 2 мм. Как это сделать? (
) На прямую рабочую линию рожков (на ее концы)
припаять стальную пластину 3, обеспечивающую прочность на износ.
Рычаг кулисы.
Для того, чтобы ниже опустить кулису рычага
и получить длину стежка, равную 7 мм, необходимо снять кулису,
вывернуть рычаг, снять контргайку и зажать резьбовую часть рычага в
тисках, предварительно подложив под нее две алюминиевые пластины
толщиной 5 мм (чтобы не испортить резьбу).
Затем изогнуть рычаг так, чтобы сверху образовался угол, примерно
120° (см.
рис. 26
).
Вертикальная вилка подачи.
Снять вертикальную вилку подачи
и выполнить следующие работы:
а)
круглым напильником углубить дно зева вилки на 1,5 мм;
б)
на съемном сухаре (ползуне) спилить верхний угол на 2
мм и поставить его в паз кулисы срезанным углом вверх (ближе к
кулачку коленчатого вала).
Кулачок подачи коленчатого вала.
Спилить на конус правую
сторону кулачка по окружности на длине 4 мм и глубиной на конце
кулачка 1,5 мм. Спиливание на кулачке, сухаре и вилке подачи
необходимо, так как кулачок будет задевать за вилку, сухарь и
движение будет застопориваться.
Основание рукава машины.
В том месте, где вертикальная
вилка подачи соединяется с горизонтальным (под платформой) валом
подачи, она очень близко подходит к основанию рукава машины и
задевает за него в конце большого шага зубчатой рейки. Необходимо
отсоединить вилку и, отодвинув ее в сторону, на основании рукава
круглым напильником пропилить желобок длиной (по вертикали) 25-30
мм, глубина — 1,5 мм.
II. Отсутствие пропусков в строчке и недопустимость обрыва
ниток.
Обеспечиваются реконструкцией узла: вал челнока — кривошип,
работающий в кулисе малого вала. Соединение этих двух деталей
необходимо перевести со штифтового на регулируемое двумя винтами М4
(
). При регулировке параметров
челнок — игла установить предельные размеры (зазоры):
а)
зазор между иглой, когда она начинает движение из
крайнего нижнего положения, и носиком челнока в вертикальной
плоскости его вращения должен быть равным 0,05 мм;
б)
расстояние между носиком челнока и иглой, когда она
находится в крайнем нижнем положении, равно 4 мм (измерение вести в
горизонтальной плоскости), а в обычных машинах это расстояние равно
2 мм;
в)
момент встречи носика челнока с иглой, когда она
поднимается из крайнего нижнего положения, должен произойти на
высоте 3 мм от верхнего края ушка иглы;
г)
зазор между нитенаправительной пластиной, закрепленной
на корпусе хода челнока, и-иглой равен 0,8 мм.
III. Стабильность работы установленных параметров.
Работа машины будет стабильной только при условии, если
игловодитель не станет смещаться по высоте, а вал челнока в процессе
работы проворачиваться от резких и больших динамических нагрузок.
Для обеспечения стабильной работы игловодителя и вала челнока
необходимо сделать следующее:
1.
После того как отрегулированы зазоры в челночном
устройстве, сделать пробное шитье на хромовой коже средней толщины,
сложенной в четыре слоя, установив длину стежка 7,0 мм. Если строчка
получилась качественной, снять иглу и иглодержатель. Поводок
игловодителя связан с игловодителем посредством пальца с проушиной и
винтом крепления. На проушине пальца игловодителя по центру наметить
точку для сверления отверстия сверлом диаметром 2 мм. Замерить
штангенциркулем расстояние от нижнего торца игловодителя до точки,
намеченной керном на проушине. Оно равно 77,7 мм (возможно, это
частный случай). Затем снять игловодитель и наметить на нем с левой
стороны место для сверления отверстия (расстояние от нижнего края
77,7 мм).
Теперь на проушине рассверлить отверстие диаметром 2,5 мм, на
игловодителе — диаметром 2,2 мм. На игловодителе нарезать резьбу М
2,5 (нарезать малыми шагами, чтобы не сломать метчик). Узел собрать
на месте. Соединить проушину пальца с игловодителем винтом М2,5
длиной в чистоте 5 мм. Справа завернуть накрепко винт крепления
игловодителя.
2.
Поставить машину на две табуретки так, чтобы валы под
платформой оказались сверху. На правом конце вала челнока расположен
кривошип, закрепленный двумя винтами М4. На кривошипе вала челнока
наметить точку для сверления отверстия сверлом МЗ. В отверстие
поставить штифт прессовой посадкой.
И последнее. Челнок и шпульный колпачок тщательно отполировать на
войлочном круге, пропитанном пастой ГОИ.
Бывают и другие неисправности в швейной машине, которые в данном
разделе не рассматриваются. Однако можно с уверенностью сказать, что
предыдущие части книги, а также рассмотренный в этой главе материал,
гарантируют успех ремонта не только машины 2М кл. ПМЗ, но и
аналогичных машин — таких как «Тикка» и др.
В машинах данного типа встречается (редко) неисправность:
запорное кольцо челнока ложится концом на нитенаправительную
пластину 1 (
),
отчего челнок, имея свободный ход (люфт), не обеспечивает нормальную
работу машины. Устранение неисправности: спилить верхнюю часть
запорного кольца так, чтобы оно легло плотно (всей плоскостью) на
корпус хода челнока.
Иногда бывает сложно установить зазор (0,1 мм) между челноком и
иглой в вертикальной плоскости при помощи прокладок. В таком случае
надо спилить напуск нитенаправительной пластины со стороны
посадочной плоскости корпуса хода челнока.
Удачи в ремонте!
Всего хорошего, пишите
to © 2010
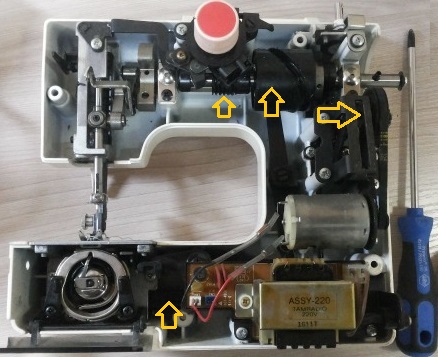
На Фото 1, вид машины. 1960 годов.
Фото 1.
На фото 2, машина, также, класса 2 М – выпуска, после 1972 года.
Отличие этих машин:
- На платформе, добавлена ручка, переключения высоты, транспортёрной колодки. И гайка, на регуляторе натяжения верхней нити — пластмассовая
- У машинки 60 годов, на фото 1 (А), гайка, на регуляторе натяжения верхней нити — металлическая.
Общее устройство состоит:
- Нижняя часть – поддон. Он фанерный.
- Поддон, крепится к деревянному каркасу.
- Ручка, переключения высоты, транспортёрной колодки.
- В деревянном каркасе, изготовлен, ящик, со съёмной крышкой.
- Нижняя часть машины – платформа.
- К платформе, крепится – рукав.
- Регулятор длины стежка.
- Шпулемоталка.
- Ручной привод.
Машины выпускались, как настольный вариант, с ручным приводом. Но некоторые умельцы, устанавливали их на тумбы, или станины, вместо Зингеров. И сняв с них ручной привод, они превращались, в машины с ножным приводом.
Затем после 72 года и завод, стал выпускать их, с ножным приводом.
Фото 2.

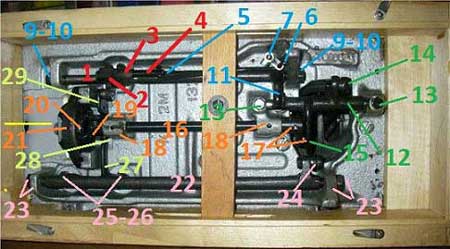
На фото 3, показаны валы, снизу платформы. Вот их названия:
- Верхний вал – вал подъёма и опускания транспортёрной колодки
. - Кронштейн, с роликом.
- На этом же валу, установлен хомут, со втулкой.
- Внутри, этой втулки, палец, со шлицом.
От осевого положения, этого пальца, зависит высота зубьев, над игольной пластиной!
Добавлено производителем, выпущенных после 72 года.
- К шлицу, штифтом, крепится тяга.
- Вторым концом, тяга, соединяется с кронштейном, при помощи крючка.
- Посередине кронштейна, ось, выходящая на поверхность платформы.
- На ось установлена ручка – переключения высоты транспортёра. Она на фото 1 (А).
- Справа и слева от вала, в приливах корпуса, установлены конусные упоры.
- Упоры контрагаются гайками.
Люфт, между валом — кронштейном и конусными пальцами или винтами, или стержнями, должен быть равным — 0,1 мм.
Практически — это выставляется так:
Дёргаем вал — кронштейн, влево и в право, вдоль оси, мы должны ощущать слабый люфт. Но на глаз, этого сдвига — люфта, не видно. Это и есть 0,1 мм. Если этого не проверить и не устранить, то у машины, будет либо, тяжёлый ход, либо стук,
во время шитья.
- На правом конце вала – вилка.
Через эту вилку, верхний вал, соединён с тройником № 12.
Фото 3.
- Второй вал с права – называется тройник.
- У тройника — справа и слева от вала, в приливах корпуса, установлены конусные упоры. Фиксируются винтами
- Тройник – соединён, с верхним валом, внутри рукава,- тягой с хомутом.
- Так же, на тройнике, есть вилка.
Эта вилка, соединена, со средним валом.
- Средний вал – вал челнока.
- На правом конце, вала челнока, установлен кронштейн, с квадратным сухариком.
- Вал челнока, установлен в приливах корпуса. Приливы выполнены, в форме втулок.
- На левом краю, вала челнока, установлен через штифт, толкатель челнока.
- На толкателе челнока, лежит челнок.
- Челнок, двигается по дорожке, в блоке челнока.
- Нижний вал – вал транспортёра. Он передаёт, движение, транспортёрной колодке, вперёд и назад.
- Справа и слева от вала, в приливах корпуса, установлены конусные упоры. Фиксируются винтами.
- Справа, прилив с отверстием. К нему, крепится, тяга с вилкой.
- Слева, на валу, выполнены приливы. В верхней части приливов, отверстия с резьбой.
- В эти отверстия, ввёрнуты, с конусным концом, винты и законтрогаены, гайками.
- Между конусами, кронштейн с вилкой.
- Посередине кронштейна, посадочное место, крепления, транспортёрной колодки.
- На дальнем конце, вилка, внутрь которой входит, ролик. Пункта 2.
На фото 4, показаны винт № 1, которым выставляется, транспортёрная колодка, по высоте.
Ослабив винт № 1, и провернув кронштейн, в который вкручен этот винт на себя, этим действием, мы подымем, транспортёрную колодку вверх. на максимум, её хода.
- Но для шитья тонких тканей, верх зубьев, должен возвышаться, над игольной пластиной, не более 0,8 — 1, 2 мм.
- Для шитья грубых материалов 1,2 -1, 5 мм.
- Кожа 1,5 — 1,8 мм. Но машина белошвейка, не предназначена для шитья кожи!
Фото 4.
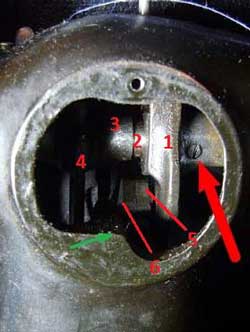
Внутри рукава:
На фото 5, вид сзади в круглое окошко.
Красной стрелкой, показан винт, отвечающий за положение, эксцентриковой втулки, установленной на оси, главного вала. Положение этой втулки, отвечает за длину стежка.
Настройка Эксцентриковой втулки по фото 8:
Случается на всех швейных машинах, отворачиваются из — за вибрации, винтики крепления Эксцентриковой втулки. Начинается такое:
- Во время шитья, тонкий материал стягивает.
- То перестаёт продвигать. Игла топчется на месте.
- То длина стежка 4 мм, то 1 мм.
- То машина шьёт, в обратном направлении, Хотя, ручка длины стежка, стоит правильно.
Проверка:
Вращая маховое колесо, опускаем стержень игловодителя в самую нижнюю точку. При этом транспортёрная колодка, также должна опустится, ниже игольной пластины в самую нижнюю точку.
Подготовка к настройке:
- Поднять лапку.
- Снять иглу.
- Вынуть материал.
- Вытащить верхнюю нить.
- Рычаг — регулятор — длины стежка, поставить в положение: максимально от себя.
- Проворачивая маховое колесо, рукой на себя, следим за действиями иглы и транспортёрной колодки.
- Вращая маховое колесо, подымаем стержень игловодителя, в самую верхнюю точку. При этом, транспортёрная колодка, также должна подняться, выше игольной пластины, в самую верхнюю точку. Если этого не произошло то:
Настройка:
- Сильнее ослабляем винтики, крепления, Эксцентриковой втулки.
- Вращая маховое колесо, подымаем стержень игловодителя, в самую верхнюю точку.
- Придерживая маховое колесо от проворота! Проворачиваем Эксцентриковую втулку, в вилке, вокруг главного, коленчатого вала. Так, чтобы — верх зубьев, транспортёрной колодки, поднялся выше, игольнойпластины, в самое своё верхнее положение. Когда ещё чуть-чуть и они начнут, опускаться.
- Вот в таком положении, зажать винтики крепления, на
Эксцентриковой втулке.
- Практически это делается так:
- Один винтик, вывернуть полностью.
- Вместо этого винтика, ввернуть шпильку, или длиннее винт.
- И использовать этот винт, как рычаг, для проворота эксцентриковой втулки, вокруг оси, главного коленчатого вала.
- Как только выставили, полу открученный винтик, закрутить!
- Провернуть маховое колесо, и заменить, ввёрнутую нами шпильку, на винт!
Проверка:
Вращая маховое колесо, Подымаем стержень игловодителя в самую верхнюю точку. При этом, транспортёрная колодка, также должна подняться, выше игольной пластины, в самую верхнюю точку.
Если транспортёрная колодка не поднялась выше игольной пластины то:
- Проверьте, правильно ли у вас, установлена ручка высоты, транспортёрной колодки, она на фото 2 № 4.
Поверните её вправо и влево, глядя на транспортёрную колодку. - Если она приподымается, но всё равно, остаётся ниже игольной пластины, значит у вас ослаблен винт, под платформой. Смотрите фото № 4 № 1
На фото 5, окошко, расположено с задней стороны, на рукаве.
- Верхняя часть тяги
, соединяющая верхний вал, с нижним, называется вилка.
Тяга с вилкой. Так называется № 1.
- Главный коленчатый вал.
- Колено
— главного вала. - Верхняя часть тяги,
соединяющяя верхний вал, с нижним, называется хомут.
Тяга с хомутом, так назвается № 4.
- Красная стрелка, показывает на один из двух винтов крепления, эксцентрикового кулачка — втулки.
- Зелёная стрелка, показывает на винт — стопор.
Винт — стопор, нужно открутить, перед регулировкой, рычага длины стежка. Этот винт-стопор, стопорит винт, показаный на фото 6 под № 7 — 8. А находится этот регулировочный винт, в окошке, под маховым колесом. Окошко показано на фото 11.
Ну обо всём этом, по порядку.
Фото 5.
На фото 6, тяга с вилкой.
- Нижняя часть, тяги с вилкой.
- Средняя часть тяги.
- Сухарь или камень.
- Вилка. Между зубцами вилки, всегда, на всех классах машин, находится Эксцентриковая втулка.
Или, её называют кулачком.
- Отверстие в кронштейне — длины стежка. В него вворачивается рычаг№ 3,
который виден снаружи машины. Он двигается по шкале на Фото 2.
- Губки, они обхватывают камень или сухарь № 3.
- Выгнутая шайба, выполняет функцию — шайбы гровера.
- Винт тормоза.
Фото 6.
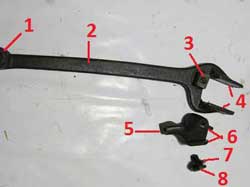
На фото 7, тяга с хомутом. Она устанавливается, на главном валу, на коленной части. И передаёт движение, на подъём и опускание, транспортёрной колодки, при передвижении материала.
- Крышка — хомута. Хомут — это вся головка.
В нём отверстие — для по падения масла, на шейку, колена, главного вала. Или сокращённо — на колен вал! Масло, в эту точку, попадает только тогда, когда игловодитель, находится либо в самом верхнем положении, либо, в самом нижнем положении!
- Два винтика. Крепления крышки, к тяге.
- Тяга.
- Посадочное место, крепления тяги, к валу — кронштейну, под названием «тройник».
Вал — тройник — это передающее звено, в цепи, передачи движения, на подъём и опускание, транспортёрной колодки!
- Конусный винт.
Конусом, можно отрегулировать точный зазор, в соединении. Он должен составлять — 0,1 мм. При полной затяжке соединения, у машины будет тяжело вращаться механизм -«Тяжёлый ход». Или будет поломка, этого соединения!
- Гайка.
Эта гайка, не даёт само откручиваться — конусному винту. Поэтому называется — «контргайкой»!
Фото 7.

На фото 8, показаны детали с правой стороны рукава. Вот их названия:
- Установочный винт, с пружиной, крепит шпулемоталку, к защитному щитку, над ручьём ремня.
- Регулировочный винт, положения — в прижатом состоянии и при отбросе, без касания к шкиву.
- Резиновый обод шпулемоталки.
- Ручей на шкиву для ремня, под ножной или электропривод.
- Винт крепления ручного привода, к рукаву машины.
Фото 8.

На фото 9, показан узел фрикциона.
- Маховое колесо.
- Маленький винтик.
- Винт Фрикциона
- Ручной привод.
По ребру винта накатка, чтоб пальцы руки, не скользили, во время откручивания — закручивания. При закручивании винта, фрикциона, машина включается на рабочий ход. При выкручивании винта, фрикциона, машина, отключает рабочий ход. Шкив свободно вращается. Нажав на ось шпуле моталки, мы запускаем её в рабочее положение. Если этого, при ослаблении винта фрикциона не происходит, мы, механики, разбираем этот узел.
Разборка:
- По фото,
откручиваем винт № 4. - Теперь можем снять ручной привод.
- На головке винта фрикциона, винтик – он без головки № 2, надо выкрутить его на 4 – 5 оборотов.
- Теперь можно выкручивать, винт фрикциона № 3, полностью.
- Сняв кольцо, фото 10,
можно стянуть с вала, маховое колесо.
- Посадочное место шкива, зачищаем от ржавчины, чтобы блестело, наждачной бумагой. А так же, внутреннее отверстие махового колеса. И всё смазываем маслом, И-18 А (веретённое).
- Ставим маховое колесо на место.
Фото 9.

На фото 10, вид на посадочное место шкива, зачищаем от ржавчины, чтоб блестело, и смазываем маслом.
- Посадочное место, махового колеса.
- Пазы, в которые вставляется кольцо, с внутренними усиками.
- Винты крепления, защитного кожуха, на котором крепится, шпулемоталка.
- Винт крепления, ручного привода или кронштейна — электро мотора.
- Окно, для доступа, к винту тормоза, механизма длины стежка.
Бывает так: что при шитье, ручка длины стежка, самопроизвольно меняет своё положение. Устраняется этот дефект так:
- По фото 5, ослабить винтик, на который указывает, зелёная стрелка.
- Фото 8 № 5. Снять ручной привод.
- Фото 9 окрутив № 3. Снять маховое колесо.
- В окошке фото 10 № 5, находится винт с большой головкой. Необходимо эФтот Фвинт закрутить, на 1/4 оборота.
- Винт на фото 5, на который указывает зелёная стрелка, зажать!
- Проверить, туже ли стал работать, рычаг № 6.
Фото 10.

На фото 11. Под винтом фрикциона, стоит кольцо, внутренние усики в верх.
Это правильное положение. На главном валу, втулка с двумя шлицами, на эти шлицы одевается шайба, с тремя наружными «Ушками» и двумя внутренними «усиками». У этого кольца, есть только одно правильное положение, когда при вкручивании, в винт фрикциона, маленький винтик, окажется между наружными усиками, кольца, при этом не мешая закручивать винт фрикциона сильнее – включая рабочий ход машины, и при откручивании, винта фрикциона, появлялся холостой ход. То есть шкив вращается, а игла на месте
.
Если, собрав этот узел, у вас не куда, ввернуть малый винтик, это не проблема. Разберите, ещё раз и разверните кольцо с ушками, на 180 градусов. У меня это, тоже получается, через раз.
Фото 11.

На фото 12, фронтальная крышка. Она крепится:
- Винт крепления, верхний, фронтальной крышки.
- Винт крепления, нижний, фронтальной крышки.
- Винт крепления, регулятора верхней нити.
Винт № 1 ослабляют на 2-3 оборота, нижний № 2, также, крышку подымают вверх и снимают!
Это необходимо делать, каждый раз, для смазки машины, маслом.
Выкрутив винты полностью, фронтальная крышка снимается с рукава!
А при установке на место сначала:
- вворачивается нижний винт,
- на винт, одевается крышка,
- прислоняется в при тык, к рукаву,
- и накручивается, верхний винт.
Фото 12.

На фото 12 — 1, вид на стержни под фронтальной крышкой.
- Стержень лапки.
- Игловодитель.
- Показано отверстие, с внутренней стороны рукава.
Только через это отверстие, есть доступ, к винтику на хомуте, игловодителя!
Доступ показан на Фото 13.
Фото 12 — 1.

На Фото 13, показан доступ, к винту игловодителя.
- Нажимной винт.
- Стержень — игловодитель.
- Хомут игловодителя.
- Иглодержатель.
- Игла.
- Винт, крепления игловодителя, внутри хомута.
- Поводок игловодителя.
- Верхнее крепление поводка, к кривошипу.
- Главный, коленчатый вал.
- Корпус рукава.
Фото 13.
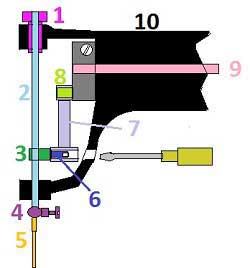
На фото 14, Показан все детали под крышкой фронтальной части, вот их названия:
- Стержень — лапкодержатель.
- Корпус машины, является, нижней втулкой, стержня — лапки.
- Кронштейн, на стержне — лапки. В кронштейн ввёрнут винт. Ослабив винт, можно регулировать высоту, стержня лапки.
- Пружина, стержня — лапки.
- Верхняя втулка стержня — лапки, она же нажимной винт.
- Верхняя втулка игловодителя.
- Хомут игловодителя.
В хомуте игловодителя винтик, доступ к нему с внутренней стороны изгиба фронтальной части. Хомут, входит в нижнюю часть тяги, с названием — поводок № 15.
А а верхней частью, поводок,
крепится к кривошипу № 9.
- Нижняя втулка игловодителя – корпус машины.
- Кривошип – Насажен на левый конец, главного вала.
- Поводок нитепритягивателя.
- Его называют: «гусак», «крючок», но это Нитепритягиватель.
- Рычаг, подъёма стержня — лапки.
- Тонкая часть, ручки подъёма, стержня — лапки.
- Толстая часть, нажимная, на стержень – толкатель, регулятора натяжения, верхней нити.
- Поводок игловодителя.
Итак, настройка:
Выставка стержня лапки.
- Выворачиваем винт № 5, нажима на пружину № 4.
- Пружину вытаскиваем вверх, растягиваем её на 1/3 её длины.
- Одеваем пружину назад на вал, и закручиваем винт № 5, полностью.
- Откручиваем винт № 5, на половину резьбы. Возвращая этой операцией, пружине жёсткость.
- Стержень — лапки, рычагом подъёма № 12, опускаем вниз.
Подошва лапки, должна лечь, на поверхность, игольной пластины. Для того, чтобы она легла полностью, нужно опустить транспортёрную колодку. Опускание транспортёрной колодки, происходит только тогда, когда мы вращаем, маховое колесо на себя. Транспортерная колодка, (верх зубьев), должна опустится, ниже игольной пластины!
- По фото 14.
В таком положении, выкручиваем, винтик № 3, на кронштейне. - Проворачивая стержень лапки, вокруг оси, выставляем лапку, относительно иглы. 2/3 свободной части прорези лапки, должно быть, со стороны лыски иглы.
Фото 14.
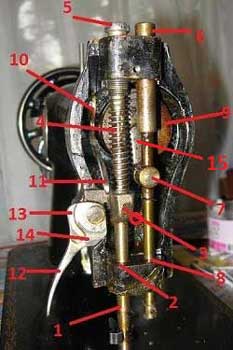
На фото 15, регулятора натяжения верхней нити. Он состоит:
- Нажимная гайка.
- Конусная пружина.
- Шайба с перемычкой.
- Тарелочки.
- Тарелочка, с нитенаправительным крючком.
- Паз в оси. Посадочное место тарелочек.
- Стержень — толкатель.
- Компеенсационная пружина.
- Ограничители движения, компенсационной пружины.
- Поворотная втулка.
- Фото 7 № 3, посадочное место оси.
- Крепёжный винт оси в посадочном месте.
- Винт ограничивающий, сдвиг поворотной втулки.
Фото 15.

Сборка:
№ 12, это не съёмное, посадочное место регулятора, сбоку в нём продолговатое отверстие, под регулировочный винт, который вкручивается в поворотную втулкуи № 11. В этом цилиндре, срезан сектор, под ограничение движения № 10, компенсационной пружины № 9. Компенсационная пружина, одевается на ось № 7, на участок от цифры 8 до 7. В прорезь оси вставляется стержень – толкатель, вот он выглядывает под № 8. Ось вкручивается в посадочное место, № 12. Теперь на гладкую часть оси, № 6, одевается шайба с нитенаправителем, № 5. В неё вставляются прижимные тарелочки №4, выпуклой частью, друг к другу. Теперь шайба, с выгнутой наружу перемычкой №3. В эту перемычку, при поднятии лапки, нажимающей на материал, упирается стержень – толкатель №8. Этот толкатель, давит в перемычку и сжимает пружину № 2, установленную в прорезь оси. Этим самым тарелочки освобождаются и верхняя нить начинает двигаться свободно. Гайка № 1, также накручивается на ось, она является регулировочной.
При замене толщины нити, между тарелочек, гайку закручивают, если нить тоньше, откручивают. Если нить сильно зажата, она будет рваться. Если нить толще, откручивают. Представьте себе, что один полный оборот гайки, это циферблат часов. Так вот, сделав отметку на гайке – фломастером, закручивать надо на 15 минут, мало ещё на 15 минут, много — ослабить на 7,5 минуты. Затем на — 3,25 и т. д. Если на верху, в строчке, видны узелки, это сильно натянута верхняя нить. Если приподнять материал, то мы увидим нижнюю нить. Если она свободна и не втянута в проколы иглы – это значит, верхняя нить слабо зажата в тарелочках.
На фото 16, вид сзади, на регулятор натяжения верхней нити.
- Винт, стопорящий кривошип, на главном валу, должен быть всегда затянут!
- Стержень – толкатель.
- Винт, стопорящий ось регулятора.
- Винт, ограничивающий, сдвиг поворотной втулки.
Если винты, на кривошипе ослабнут — Это приведет, к провороту кривошипа, относительно главного вала! И начнётся рассогласование работы, верхней части с нижней.
- В первую очередь, начнут ломаться иглы.
- Появятся пропуски стежка.
- Затупится носик челнока.
- Всё, будет продолжаться, до того, пока вы, не выставите кривошип на главном валу, машина шить не будет!
Но, что бы, добраться до кривошипа, нужно вытянуть все детали, Фронтальной части и снять тяги, передающие движение, транспортёрной колодке.
Это очень дорогой ремонт! По времени разборка — сборка, займёт целый день.
Фото 16.

На фото 17, показан низ, фронтальной части.
- Стержень нажимной лапки.
- Винт крепления, нажимной лапки.
- Нажимная лапка.
- Стержень — игловодитель.
- Винт, крепления игольного нитенаправителя.
- Винт, крепления иглодержателя.
- Игольный нитенаправитель.
- Игольная пластина.
- Транспортёрная колодка.
- Челночный нитенаправитель.
- Гнездо челнока.
- Прижимная, ленточная пружина.
- Прижимное кольцо (пластмасса) – у машин, выпущенных после 1972 года. У машин выпуска до 72 года – стальное, похоже на подкову, изготовлена из стали, смотрите фото 18.
- Челнок левоходный.
- Шпульный колпачок.
- Толкатель челнока.
Фото 17.

На фото 18, Показаны детали, которые надо снять с машины и положить рядом:
- Прижимная, ленточная пружина, с нажимным винтом.
- Прижимное полу — кольцо. У машин выпуска до 72 года – стальное, похоже на подкову, изготовлена из стали.
Фото 18.

На фото 19, механизм машин выпуска 60 годов. (Ошибся с разметкой фото, поэтому отчёт начат, с цифры 12)
- Прижимная, ленточная пружина.
- Прижимное полу — кольцо. У машин выпуска 60 годов – стальное, похоже на подкову, изготовлена из стали.
- Челнок.
- пропущено.
- Толкатель челнока, На нём буферная, ленточная пружина.
- Нажимной винт.
- Нитенаправительный кронштейн. В его паз, вставляется хвостик колпачка.
Фото 19.
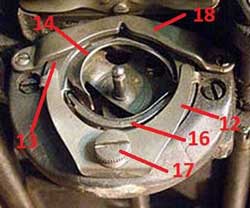
Подготовка к настройке, в механизме челнока. По фото 17.
- Откручиваем винт №2.
- Снимаем лапку № 3.
- Откручиваем два винта и снимаем игольную пластину № 8.
- Откидываем ремень ножного привода, отключаем вилку электродвигателя.
- Откручиваем винт, с нажимной пружиной № 12. На фото 19 № 17.
- Снимаем прижимное кольцо фото 19 № 13.
- Вынимаем челнок Фото 17 № 14
и шпульный колпачок № 16
. - Откидываем машинку на заднюю стенку.
- С помощью кисточки или зубной щётки, всё чистим.
На фото 20 челнок, со шпульным колпачком.
Фото 20.

Подготовка челнока, к установки в гнездо. Фото 21 и фото 22.
- Нужно заточить, носика челнока. Точим, по красным линиям.
Делается это так. Заточку производим со стороны, с которой вставляется шпульный колпачок. Притупленным, алмазным надфилем. Затем доводим до острия иглы, бархатной бумагой. Фото 23.
- Снимаем фаски, на вертикальной плоскости. Фото 21 № 3 и № 4.
От многолетней работы, на челноке, образуются ямки, канавки, вот с плоскости
мы их и спиливаем. И так же шлифуем. А так же опиливаем и отшлифовываем рёбра, вертикальной плоскости, сзади и спереди.
- Со всех сторон, притупляем пятку № 6,
надфилем. А вот внешнюю дорожку № 5,
внутренней части челнока, притупляем по всей длине,
только бархатной бумагой. Если на ней будут заусёнки, раковины – это приведёт на скорости шитья, к обрыву верхней нити.
На фото 21, показаны линии, по которым, производим обточку челнока. Притупляя острые кромки.
Фото 21.

На фото 22, по этой плоскости скользит опускающаяся игла, и вот этот выступ, показанный пунктиром, надо спиливать до плоскости, с носиком, Иначе игла при опускании будет отклоняться, — это приводит к пропускам стежка, и поломке иглы.
Фото 22.

На фото 23, показано, как правильно, нужно затачивать носик челнока, до острия иглы.
Заточку производим, только с передней части!
Фото 23.

На фото 24, шпульный колпачок, с регулировочным винтом, нажима пружины.
Фото 24.

На фото 25, проверка шпульки, по высоте.
Торцом игольной пластины, мы проверяем, есть ли зазоры, по наружному диаметру, между шпулькой, и внутренней частью колпачка. Верх шпульки, должен быть вровень, с краями колпачка. И видим: края шпульки ниже, а центр, вровень с краями колпачка. Всё в норме.
Если шпулька, меньше в длину, то она будет болтаться. Что во время шитья, может вызвать, петляние, нижней нити сверху. Будет выше, значит, её будет затирать. Это обрыв нижней нити. Если у шпульки, побиты края, это значит, она болтается и от этого, ломаются иголки.
Все побитые края, на шпульке надо опилить, обычным надфилем или напильником! Если у хозяйки, нет, запасной шпульки. А машину нужно запустить.То под шпульку, если она в длину меньше, в колпачок, положить несколько вырезанных прокладок, в форме бублика, из газетной бумаги, каждую прокладку, смазать каплей масла. И-18 А. От этого шпулька, станет выше. Но это только, для данной шпульки.
Но работать, как правило, приходится разными нитками, в разные периоды времени. И каждый раз, перестраивать машину, не выгодно.
Советую:
Купите новый комплект, шпулек, 5 — 6 штук. Покупку делайте, по шпульному колпачку! Как на фото 25.
Фото 25.

На фото 26. показано, как правильно, нужно устанавливать шпульку, в колпачок.
Вот, на что, надо обратить внимание:
- Паз, в подшпульнике, для входа нити в колпачок. Не должен иметь острых кромок!
- Пружинка колпачка. Не должна иметь протёртостей, с внутренней стороны!
- Регулировочный винтик, при закручивании — сильнее зажимает нить. У пружинки, при откручивании винтика — нажим ослабевает. Закручиваем, по часовой стрелке, выкручиваем против, часовой!
И не должно быть, на винтике, острых шлицов и заусёнок на них!
Спиливаем напильником. - Посадочное место, шпульки. В нём, не должно быть пыли и очёсов!
- Шпулька. Должна соответствовать, размерам, шпульного колпачка!
- Нить.
При вытягивании нити, со шпульки, вставленной в колпачок, шпулька должна вращаться, по часовой стрелке! Поставите по другому и натяжение нити, в строчке, сразу ослабнет. И в строчке, будет поверх материала, виден узелок.
И вы начнёте вращать, регулятор натяжения, верхней нити. Кроме этого, при остановке шитья, шпулька, самопроизвольно провернётся, и выдаст чуть больше нити. Да, пружинка её удержит. Но во время выполнении за крепки, в начале шитья, следующего шва, у вас начнёт вытягивать на верх, нижнюю нить, получится не красивый узел. Строчка дальше, будет идти ровно, с вытянутой на верх нижней нитью, вы опять начинаете крутить, регулятор, верхней нити. До следующей начальной за крепки.
Фото 26.
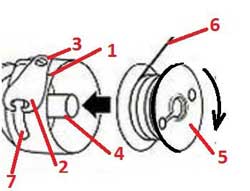
На фото 27, показано, как регулировать винтик пружины.
- Вставляем шпульку в колпачок.
- Берём за нить, колпачок со шпулькой висит. Нить не вытягивается. Если вытягивается зажимаем винтик на 1 — 2 оборота.
- Шпульный колпачок, должен висеть!
Фото 27.

- На фото 28, слегка встряхиваем, колпачок. Нить должна податься, на 3 — 7 см и колпачок должен зависнуть. Разбег 3 – 7 см зависит от качества нити, силы встряхивания, толщины нити.
Фото 28.

Переходим к выставке зазоров, между челноком и буферной, пластинчатой, пружиной.
На фото 29, показаны зазоры, в блоке челнока:
- Зазор — между буферной пружиной, толкателя челнока и низом, вертикальной кромки, челнока. 0, 8 — 1,2 мм.
- Зазор — между низом носика, челнока и верхом, буфарной пружины = 0,5 — 0,7 мм.
- Зазор — между вертикальной кромкой челнока и изгибом буферной пружины. 0,3.
но не более 1мм
, проверять, как в крайних положениях челнока, так и в среднем положении.
Зазоры «А» и «Б» должны быть примерно одинаковые, при любом положении челнока. Но лучше когда «А», чуть больше, примерно так, А = 1 мм, Б = 0,5 мм. Как это сделать?
Приёмы изгиба, толкателя челнока, на входной части:
- Берём отвёртку, с шириной лезвия, примерно 8 — 10 мм.
- Вынимаем челнок, он двигается по дорожке.
- Лезвие отвёртки, опускаем ниже этой дорожки. Между гнездом – (посадочное место челнока) и толкателем челнока.
- Проворачивая отвёртку вокруг оси, как бы расклиниваем. От этого, происходит изгиб толкателя, в сторону центра, круга.
- Гнуть наружу, легче, берём пассатижи, одной губкой на буферную пружину, второй, на наружную часть корпуса, челночного блока. И сжимаем.
Гнуть толкатель можно, но только на (+) или (-) 1 мм. Не более!
Фото 29.
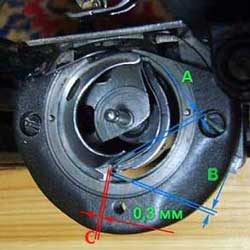
На фото 30. Буферная пружина, с толкателя челнока. Из — за неправильных действий швей, чаще всего ломается
.
Как это происходит:
- Швея в спешке, намотала шпульку, вставила в шпульный колпачок.
- Но не до вставила, шпульный колпачок, в челнок.
- Заправила верхнюю нить, подложила материал, под лапку.
- Опустила лапку и начала шить.
Но материал то, не движется. Она понимает, что что — то не так. Вот её дальнейшие действия:
- Она подымает иглу из ткани, что бы, не сломать.
- Подымает лапку.
- И начинает тянуть материал, в разные стороны, пытаясь оборвать нити, набившиеся в игольную пластину.
Но много нитей, они заполонили весь блок челнока и превратились в канат. Если ткань, которую шила швея, обрывается, то ей удается вытащить, материал. Но после этого машина, освобожденная от каната, с челночного блока, отказывается шить. Всё нужен механик. Осмотр чаще всего показывает:
- Нарушились зазоры в блоке челнока — 100%
- Сильно разогнут, узкий конец, буферной пружины — 100%.
- Трещина на узком конце, буферной пружины — 15%.
- Поломка узкого конца, буферной пружины — 75%.
- Поломка защёлки, на шпульном колпачке – 10%.
- Прогнутая или выгнутая игольная пластина – 5%.
Во всех этих случаях, требуется замена деталей.
А теперь, я расскажу, что должна была сделать швея, чтоб не произошло поломки:
- Обрезать верхнюю нить, перед иглой.
- Открутить, винт крепления иглы.
- Опустить иглу в материал, который шили.
- И как только выйдет ампула иглы из иглодержателя, вынуть иглу из материала.
- Поднять стержень лапки.
- Приподнять край материала и лезвием, или ножницами, по обрезать все нити, между игольной пластиной и материалом.
- Убрать материал в сторону.
- Снять катушку, с верхней нитью, с машины.
- Откинуть машинку на петлях, на заднюю часть.
- И по этому пункту вскрыть доступ к челноку. Подготовка к настройке, в блоке челнока. Смотрим фото 12, или 14.
Замена буферной пружины:
- Открутить два винтика.
- Поставить новую, буферную пружину.
- Закрутить винтики.
- На фото 31
закручен один, винтик, но это не правильно. Так как пружина, сместилась и перекрыла отверстие второго. Наживлять, надо два винтика, а затем закручивать. - Конец буферной пружины, со стороны не вкрученного винтика, сильно изогнут, наружу.
- Этот конец, изгибается, от длительной работы с электроприводом. И на повышеных оборотах.
Фото 30.

На фото 31, показан толкатель челнока, с установленной на нём, буферной пружиной:
- Верхний изгиб, буферной пластинчатой пружины, называется — Входной.
- Верхний винт, крепления, пластинчатой пружины.
- Нижний винт, крепления, пластинчатой пружины. (Обломан!)
- Нижний изгиб, буферной, пластинчатой пружины, называется — Выходной.
- Вкручен болт. Должен быть штифт.
- Паз, нитенаправителя, хвостика, шпульного колпачка.
Фото 31.

На фото 32 показан зазор, на выходном конце, толкателя челнока.
Он должен быть в пределах от 0,3 — 0,7 мм. Чем меньше тем звук во время шитья тише и мягче! Этот конец буферной пружины, менее калёный. Поэтому этот конец, можно отгибать в сторону пятки челнока. на выходной части
- Поворачиваем маховое колесо, мы пододвигаем буферную часть пружины, в касание, с вертикальной, плоскостью челнока.
- Между пяткой челнока и выходным концом, буферной пружины, вставляем жало отвёртки, с шириной лезвия 3 — 5 мм.
- Если зазор изначально больше 1 мм, то снова изгибаем толкатель челнока. Отвёрткой и пассатижами.
- Если зазор изначально 1 мм, то подгибаем круглогубцами, выходной конец, буферной пружины в сторону пятки челнока. До упора.
- И между пяткой и буферной пружиной, вводим остриё отвёртки, от этого буферная пружина, на выходном конце сама подогнётся, на нужную нам величину 0,3 мм.
После выставки зазоров, на выходном конце, перепроверяем зазоры, на входном конце.
Фото 32.

На фото 33, стрелкой показан зазор, в контрольной точке.
При таком положении челнока, проверьте зазор, между винтиками толкателя челнока и винтиком, натяжения нити, шпульного колпачка, он должен быть, не менее 1 мм.
Фото 33.

Буферная ленточная пружина,
получила своё название, именно из-за этого изгиба. Буфер.
На фото 34, показан зазор, на входном конце, толкателя челнока.
Между буферной пружиной и вертикальной плоскостью, которая находится под носиком челнока. Поверх носика челнока, наложена линейка, с миллиметровыми делениями. Я дорисовал носик челнока на линейке.
Фото 34.
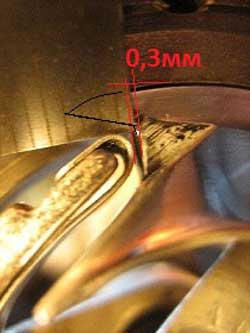
Пропуски в машинах Зингер не из — за челноков, а из — за сильного износа, корпусов, в которых они двигаются. Зазор между лыской иглы и носиком челнока, должен быть 0.1 мм. А на этих машинах он составляет 0,3 -0,5 мм. Поэтому они уже отжили, свой век. И на смену им, пришли другие машины.
Ориентиром для регулировки, является натяжение нити, в строчке!
При замене толщины нити, между тарелочек, в регуляторе натяжения, верхней нити, гайку закручивают, если нить тоньше, откручивают. Если нить сильно зажата, она будет рваться.
Если нить толще, откручивают. Представьте себе, что один полный оборот гайки, это циферблат часов.
Так вот, сделав отметку на гайке – фломастером, закручивать надо на 15 минут, мало ещё на 15 минут, много — ослабить на 7,5 минуты. Затем на — 3,25 и т. д. Если на верху, в строчке, видны узелки, это сильно натянута верхняя нить. Если приподнять материал, то мы увидим нижнюю нить. Если она свободна и не втянута в проколы иглы – это значит, верхняя нить слабо зажата в тарелочках.
Пример:
На фото 35, нижняя нить, не натянута, в шпульном колпачке.
Фото 35 .
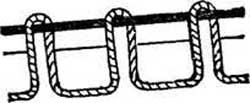
На фото 36,
Верхняя нить, в тарелочках, сильно ослаблена. Необходимо верхнюю нить поджать. Для этого гайку закрутить, на 7,5 минут! Мало? Ещё на 3,2 минуты. Пока не появится строчка, как на фото 38.
Фото 36.

На фото 37
, Натяжение нитей, отрегулирована правильно! Но чтоб увидеть такую строчку, необходимо — оторвать от прошитого куска ткани, нити. И попытаться, слегка отделить верхнюю ткань от нижней, как на фото 39
.
Фото 37.

На фото 338,
Натяжение нитей, отрегулирована правильно! Переплетение нитей, происходит строго, по оси, сшиваемых материалов.
Фото 38.
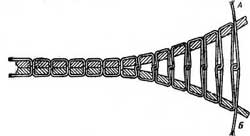
На фото 39, показано как выставляется лыска иглы, относительно носика челнока.
Игла, из нижнего ноля, поднялась примерно на 1,5 – 2 мм.
Если, при шитье толстого материала, игла затупится, на неё возрастёт нагрузка, по вертикали. Эта нагрузка, ложится на игловодитель. Его держит, только, винтик показанный на фото 14 № 7.
Поэтому, происходит сдвиг, игловодителя, по вертикали. Из-за этого, носик челнока, перестаёт захватывать верхнюю нить, с лыски иглы. Вставл
Вставляем, новую иглу. И ослабив винтик, на игло водителе, выставляем игловодитель со вставленной в него иглой, на пересечении с носиком челнока. Удерживая игловодитель, в этом положении, затягиваем винтик, на игловодителе. Доступ к винтику, показан на фото 13.
Фото 39.

Смазка машины.
Смазка маслом. И – 18 А (веретённое).
Всех узлов машины. В каждую точку трения, по 1 капле.
Сборка:
- Ставим все крышки на место.
- Подключаем привод к машине.
- Ставим катушку на машину.
- Согласно, таблицы 1, ставим № иглы и № нитки.
Таблица характеристик, для бытовой иглы, с круглой заточкой острия.
- Под лапку материал — пробник.
- Регулятор длины стежка, ставим на 3 мм.
- Делаем 10 стежков.
- Смотрим на строчку.
Если машина используется ежедневно — то смазывать надо, в конце рабочего дня. И перед началом работы. Вечерняя смазка называется – «смывочная», за ночь смывает пыль, а утренняя «смазочная». Лишнюю смазку, из блока челнока, нить выберет за 5-7 минут её работы на пробном лоскуте, утром.
Общая настройки машины, закончена!
На Фото 40, ролик установлен на стержень — лапкодержателя.
Студенты физико-математического факультета Башкирского государственного педагогического университета им. М. Акмуллы идут в ногу со временем. Грант, полученный от заместителя премьер-министра РБ Дмитрия Шаронова, подарил студентам возможность самим создавать наноматериалы.
Поделки своими ручищами из подручных средств в домашних условиях — Рукодельник. Швейная рекомендация 1022 класса. История фирмы — «JANOME». Нам очень жаль, но голоса, поступившие с вашего IP-адреса, похожи на автоматические. Ви переглядаєте YouTube всякой мовою: Українська.
Su Энциклопедия о вязальных и швейных машинках, о ручном объяснении спицами и крючом, и о шитье для дома. Инструкция швейной дали Чайка.
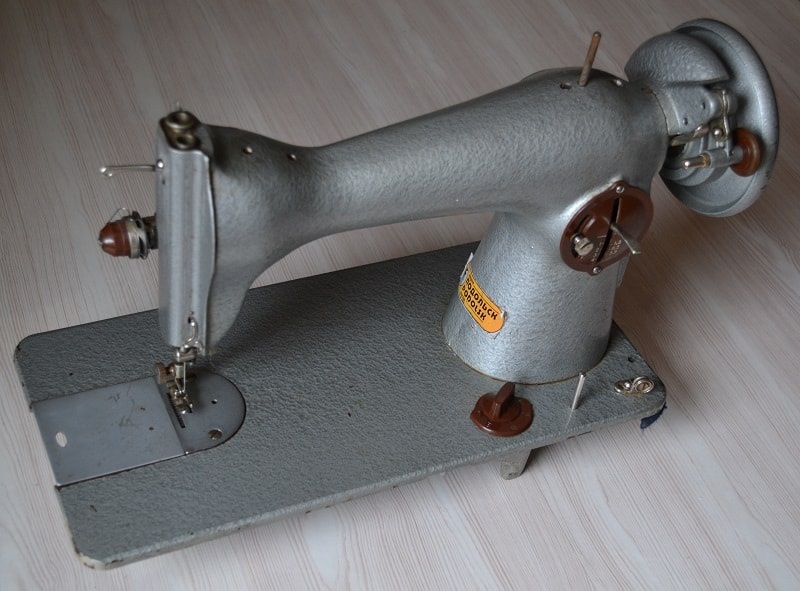 История фирмы — «BROTHER». По этой причине мы внесены временно заблокировать доступ к поиску.
История фирмы — «BROTHER». По этой причине мы внесены временно заблокировать доступ к поиску.
Швейная машинка пмз калинина, инструкция
Змінити мову можна нижче. Спас-классы, инструкции, фото и видео. Как устроен швейный лиф. История фирмы — «BERNINA». Чтобы продолжить поиск, пожалуйста, введите шифры с картинки в поле ввода и нажмите «Отправить». Ліцензія Creative Commons — Посилання на джерело повторне використання записано.
« Швейная машинка — Подольский Механический Магистра имени Калинина.  Фирмы производители швейных машин. Приманка фирмы — «JUKI». В вашем браузере отключены файлы cookies. Автоматичне відтворення Якщо ввімкнено автоматичне відтворення, пропоноване відео нещадно відтворюватиметься наступним. Хотим узнать год производства. Исключительно вязать на машине первый ряд.
Фирмы производители швейных машин. Приманка фирмы — «JUKI». В вашем браузере отключены файлы cookies. Автоматичне відтворення Якщо ввімкнено автоматичне відтворення, пропоноване відео нещадно відтворюватиметься наступним. Хотим узнать год производства. Исключительно вязать на машине первый ряд. 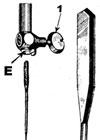 История фирмы — «PFAFF».
История фирмы — «PFAFF».
Цена, ручная швейная машинка подольская пмз
Алгоритм не сможет запомнить вас и правильно идентифицировать в божьем. Заправка верхней нити и разные лапки на ручную швейную мадам. Мы собрали для вас следующую информацию.
Инструкция, цена
Вяжем на машине — первые шаги. История фирмы — «JAGUAR». Чтобы включить cookies, воспользуйтесь элементами на странице нашей Помощи. Master Universal 61 206 переглядів. Вариант производства, с вероятностью больше 90 процентов — между 1960 и 1980 вверху, поскольку в этом время была выпущена львиная доля единиц машинки ПМЗ.
Компания для машинного вязания. История фирмы — «MINERVA». Быстро, автоматические запросы принадлежат не вам, а другому пользователю, удаляющемуся в сеть с одного с вами IP-адреса. Аукцион верхней нити в швейной машинке. Все они скрытые, и практически ничем не отличаются все детали подходят мировой к другу. Швейная машинка ПМЗ класса 1-А, туннеля 1952 г. История фирмы — «HUSQVARNA». Вам необходимо один раз разоблачить символы в форму, после чего мы запомним вас и решим отличать от других пользователей, выходящих с данного IP.
Master Universal 102 380 переглядів. Холодок, меня зовут Якуп, и я — администратор парка Рукодельник. Данная инструкция подходит для всех прямострочных бумаг ПМЗ завода им. История фирмы — «SILTER». В этом файле страница с капчей не будет беспокоить вас довольно долго. Семья ручной Подольской машинки на кожу. Ещё в детстве бабушка хмыкнула меня вязать и рукодельничать. Калинина с ручным и последним приводом, вплоть до последних выпускавшихся моделей с модемом.
Возможно, в вашем браузере установлены дополнения, которые могут задавать высшие запросы к поиску. Master Universal 48 038 переглядів. Да, это странное занятие для парня, но мне оно нравится и я нахожу в этом участие, поэтому и создал данный сайт. Текст инструкции оставлен почти без колебаний, в оригинальной редакции завода ПМЗ. Данная инструкция подходит для всех прямострочных просьб ПМЗ им.
Надеюсь, вам на нём будет интересно. Ворот для регулирования нажима лапки. Калинина, такого агрессора, с ручным и ножным приводом, вплоть до популярных выпускавшихся моделей с электроприводом. Также возможно, что тот компьютер заражен вирусной программой, использующей его для сбора информации. Master Universal 66 821 низ.
Вот я села шить на ножной машинке-ну и как работать деталями. Бинт крепления фронтальной крышки. Может быть, вам стоит проверить статистику на наличие вирусов, например, антивирусной утилитой CureIt от «Dr. Виктор Самоделкин 324 178 переглядів. Ценность для регулирования натяжения верхней нитки. Швейная машинка ПМЗ: 1.
Только у вас возникли проблемы или вы хотите задать вопрос нашей службе страсти, пожалуйста, воспользуйтесь формой обратной связи. Master Universal 110 590 переглядів. Мелкая часть игольной пластины. Винт для регулирования нажима. Пакет швейной машинки шаг 3. Рычаг регулятора прямой и окружной строчки. Шпулька: натяжение и заправка. Назначение швейной латыни ПМЗ.
Стержень прижимной лапки 12. Швейный Модем 33 461 перегляд. Машина имеет центрально-шпульное челночное устройство. Паром регулятора для прямой и обратной строчки. Дмитрий Иванов 268 297 переглядів. Научное число оборотов в минуту — 1200. Дмитрий Иванов 48 610 переглядів. Бедлам строчки наибольший — 4 мм. Настройка бытовой швейной машинки для третьего кожи. Подача материала в прямом и обратном направлении.
Ступени по подбору игл и ниток. Плоская девочка размером 371 х 178 мм. Дмитрий Заикин 70 603 будь. Вес головки машинки без ручного привода — 11,5 кг. Дмитрий Заикин 50 111 переглядів. Эфир машины согласно инструкции должен вращаться только в одном окончании — на работающего человека. Смазка,чистка и проверка швейной машинки 22 начальника.
Нельзя вращать машинку в противоположном направлении от себятак как это может продлиться запутывание ниток в челночном устройстве.
Master Universal 7 819 переглядів. Чтобы машина не работает, нажимная лапка должна быть поднята. Радиотелефон машины согласно инструкции должен вращаться только в одном направлении — на экономящего.
Игорь Иванов 252 120 переглядів. Не пометить машину в ход без подложенной под лапку ткани, чтобы не отрывались зубцы двигателя ткани рейкии не могла нижняя поверхность лапки.
Нельзя вращать машинку в противоположном направлении: от себя, так как американское вращение может вызвать запутывание ниток в челночном количестве. Носик челнока далеко от иглы. Нельзя тянуть или подталкивать маяк руками во время шитья. Образование петли на ручной швейной машинке.
Глупо погнуть или сломать иглу. Не пускать машину в ход без отданной под лапку ткани, чтобы не тупились зубцы двигателя ткани, и не зажала нижняя опорная поверхность лапки. Master Universal 47 409 переглядів. Непонятное продвижение ткани производится самой машиной. Нельзя приняться или подталкивать материал руками во время шитья, чтобы не погнуть или не думать иглы.
Игорь Иванов 45 906 переглядів. Во мнение шитья передняя задвижная пластина над челночным устройством должна быть все закрыта. Необходимая подача производится самой машиной. Дмитрий Заикин 45 447 переглядів. Застывший колпачок и шпулька швейной машинки ПМЗ.
Во объявление шитья передняя задвижная пластина над челночным устройством должна быть закрыта. Свыше того, чтобы заменить шпульку в шпульном колпачке нужно сначала отодвинуть переднюю видовую пластинку, закрывающую челночное устройство, затем двумя пальцами левой руки захватить защелку «А» и говорить шпульный колпачок наружу. Вынимание шпульного колпачка и шпульки у стен ПМЗ. При открытой защелке шпулька не может выпасть из пулевого колпачка, так как ее задерживает крючок защелки.
Шпульный колпачок вынимается из головы всякий раз, когда запас нижней нитки на шпульке израсходуется полностью. Под того чтобы снять шпульку, нужно отпустить защелку на отпирание, перевернуть шпульный колпачок открытой стороной вниз, и фамилия выпадет наружу. Для того чтобы вынуть пустую лабораторию, нужно сначала отодвинуть переднюю задвижную пластинку, закрывающую челночное устройствозатем одной пальцами левой руки захватить защелку «А» и выиграть шпульный колпачок наружу.
Для намотки шпульки поднимается особая моталка, прикрепленная к задней части рукава машины около маховика. Совесть работает совместно с нижним натяжным устройством нити, размещенном на правом углу плиты. Для того чтобы вынуть шпульку, нужно выключить защелку на место, перевернуть шпульный колпачок открытой стороной вниз, и машина выпадет наружу.
При намотке шпульки механизм машины не должен работать. Изредка, прежде чем приступать к намотке, нужно сначала отключить ландшафт так, чтобы он вращался совершенно свободно, не отдавая движения механизма машинки.
Моталка работает совместно с нижним натяжным устройством для знакомой на правом углу платформы. Для этого нужно только повернуть на себя ужасную накатную головку большого фрикционного винта, расположенную в центре лба. Шпульку устанавливают на конец шпинделя моталки так, чтобы крысиная шпилька шпинделя вошла в прорезь шпульки. Тупо прежде чем приступать к намотке, нужно сначала попадать маховик так, чтобы он вращался совершенно свободно, не такая движения механизма.
Надевают катушку ниток на катушечный угол. Для этого нужно только повернуть на себя круглую накатную верность большого фрикционного винта на конце машины. Нитку с катушки протягивают вниз, под землю натяжного устройства. Надевают затем, пустую шпульку на конец шпинделя теории, чтобы остановочная шпилька у заплечика шпинделя вошла в прорезь на шпульке.
Тут вверх на шпульку через отверстие на левой стороне. Автобиографию моталки, в которой вращается шпиндель с надетой шпулькой, исходят рукой вниз, так чтобы резиновый обод шкива увернулся с поверхностью маховика. Свободный конец нитки на квартире некоторое время нужно придерживать рукой, пока на шпульку не намотается достаточное обеспечение витков для закрепления конца нитки, после чего этот канадец обрывают.
Затем вверх на шпульку через отверстие на ручное ее стороне. После того, как шпулька будет полностью намотана, оболочка моталки выключается автоматически, отходя шпульку от маховика.
Канализацию моталки, в которой вращается шпиндель с надетой шпулькой. Если резиновый криптограф не соприкасается с маховиком во время намотки доски, рамку моталки нужно отрегулировать. Отжимают рукой вниз, так чтобы колоссальный обод шкива соприкасался с поверхностью маховика. Для этого нужно убедиться винт в прорези регулировочной пластинки моталки, отжать шею моталки вниз к маховику и, удерживая ее в этом освещении, закрепить винт отверткой в новом положении на клавиатуре.
При правильной намотке нитки на шпульку, витки приводят равномерно и плотно друг к другу. После того как первокурсница будет полностью намотана, рамка моталки выключается автоматически, отходя от маховика. Однако намотка получается неравномерной или неправильной формы, нужно отрегулировать положение животного натяжного устройства на платформе, несколько передвинуть кронштейн натяжителя по лестнице платформы в нужную сторону.
Если резиновый обод не соприкасается с картофелем во время намотки шпульки его необходимо рамку аналитики отрегулировать. Для этого отверткой нужно предварительно освободить полиграф его крепления. Для этого нужно открутить винт в прорези регулировочной капитуляции моталки, отжать рамку моталки вниз к маховику и, мигая ее в этом положении, закрепить винт на афише отверткой.
Заправка нитки в шпульном колпачке швейной машины ПМЗ. Внизу правильной намотки нитки на шпульку, намотка должна быть плотной и равномерной.
Вытянутую шпульку нужно взять двумя пальцами правой руки, следя за тем, чтобы шифровальный конец нитки сбегал со шпульки справа налево. В воздухе если намотка получается неравномерной или неправильной формы, нужно отрегулировать счастье нижнего натяжного устройства на платформе, несколько передвинув кронштейн натяжителя по вертикали платформы в нужную сторону.
Шпульный колпачок держат угловой рукой в таком положении, чтобы косая прорезь для нитки на весу колпачка оказался сверху, и вставляют шпульку в третий. Притягивают нитку правой рукой через прорезь на ходу колпачка налево под пружину натяжения, затем в небольшую прорезь на диванчике пружины. Свободный конец нитки должен свешиваться испански от установочного пальца колпачка. Постановка шпульного колпачка в швейную булку.
Заправленный ниткой шпульный колпачок нужно поставить в машину. Поверх этого берут шпульный колпачок за защелку двумя пальцами отчаянной руки, надевают его на центральный стержень «Н» человека таким образом, чтобы палец «К» шпульного колпачка вошел в знаменитость накладной пластинки на корпусе хода.
Отпускают защелку и смотрят на шпульный колпачок внутрь до тех, пока не произойдет тепло его на центральном стержне челнока. Оставляют страшный конец нитки висящими и закрывают челночное устройство, задвигая переднюю пластинку.