При
осмотре СК визуально проверить общее
состояние в рабочем положении.
1. Фундамента
(станины)
-
Наличие
трещин, деформаций -
Положение
и состояние плит под станиной.
2. Станок
— качалка
-
Положение
в вертикальной плоскости -
Центрация
-
Наличие
посторонних шумов (в редукторе,
подшипников, самой конструкции)
-
Уравновешенность
-
Наличие
и исправность заземления СК к
эксплуатационной колонне скважины,Эл.
двигателя и БУС к раме, металлорукава
нулевого и силового кабеля к рамеили
БУС. -
Наличие
подтёков по валам редуктора.
После
проверки общего состояния приступить
к поузловому осмотру, остановив СК и
установив
на тормоз. 1
.Осмотр электрооборудования СК.
-
Состояние
Эл. двигателя, кабелей, изоляции. -
Наличие
ручки на ключи управления. -
Знаки
безопасности. -
Запорное
устройство двери, его механическое
отключение, включениеавтоматического
выключателя. -
Крепление
Эл. двигателя -
Включение
и отключение СК производить в
диэлектрических перчатках.
2. Ограждения
площадки обслуживания.
-
Состояние
ограждения кривошипов. -
Наличие
и состояние дуг безопасности на стойке,
и их подъёмные крепления. -
Наличие
и состояние лестницы, ограждения и
площадки обслуживания БУС. -
Наличие
и состояние ограждения шкива Эл.
Двигателя.
3. Рама
и стойка.
-
Наличие
и состояние крепёжных изделий. -
Наличие
трещин и деформаций. -
Наличие
элементов самой конструкции и лестницы
на стойке.
4. Редуктор.
-
Уровень
масла в редукторе. -
Наличие
подтёков по валам. -
Состояние
и наличие крепёжных изделий. -
Состояние
кривошипа и его крепление на валу,
трещины, свободный ход на валу,состояние
шпонки и стяжного устройства, положение
противовесов на кривошипе. -
Наличие
свободного хода ведущего вала в
горизонтальной и вертикальнойплоскостях.
-
Состояние
тормозного устройства и надёжность
его работы.
5. Шатуны
с траверсой и подвесным подшипником.
-
Подтёки
смазки из корпусов подвесного подшипника
и нижней головки шатуна. -
Состояние
и наличие крепежа. -
Наличие
пробок и тавотниц на корпусах подшипников. -
Состояние
шатунов (трещины, деформация). -
Состояние
крепления верхней головки шатуна к
траверсе.
6. Балансир
с головкой и опорой.
-
Положение
головки балансира относительно
балансира. -
Наличие
и состояние крепления опоры к стойке
и балансира к опоре. -
Наличие
трещин и деформации балансира и головки. -
Подтёки
смазки из корпуса подшипников опоры,
наличие пробок и тавотниц накрышках
подшипников. -
Состояние
подвесного устройства штанг к головке
балансира.
Билет №12
1. Устройство и техническая характеристика не вставных насосов.
Не
вставные насосы
Спускаются
и поднимаются по частям (т.е. на НКТ),цилиндр
насоса спускается на колонне
штанг, плунжер насоса на штангах и
поднимается сначала колонна штанг с
плунжером, а затем цилиндр с НКТ (спуск
до 2500 м.)
НН
1C — насос не вставной с захватным штоком
со вставным цилиндром (втулочный).
НН
2С — насос не вставной с ловителем с
цельным цилиндром (безвтулочный).
НН
2БН — насос не вставной с ловителем с
цельным цилиндром (безвтулочный)
износостойкого исполнения.
НН
2БК — насос не вставной с ловителем с
цельным цилиндром (безвтулочный)
коррозионного
исполнения.
Высокая
точность изготовления поверхностей
деталей опоры должна обеспечивать
надёжную
герметичную посадку цилиндра насоса в
НКТ на заданной глубине скв.
Одновременно
предотвращать искривление насоса в
скв.
Цилиндр
насоса изготавливается двух видов:
-
С
цельным цилиндром (безвтулочный) -
С
вставным цилиндром из нескольких втулок
(втулочный). Они стянутыниппелем,
расположенным внутри кожуха (размер
втулки 300 мм., количество от11 до 16
штук).они подвергаются закалке,
азотизированию. Стальные втулкиобрабатывают
токами высокой частоты (ТВЧ).
ШСНУ
—
является гидравлической машиной
объёмного типа, где уплотнение между
плунжером
и цилиндром достигается за счёт высокой
точности их рабочих поверхностей
и
допускаемых зазоров.
В
зависимости от величины зазора насосы
выпускаются 4 групп посадок — О, 1, 2, З
(между
цилиндром и плунжером).
Подбор
насосов по группе посадки осуществляется
в зависимости от:
-
t°
условий -
глубины
подвески (800 — 1400 мм.) -
вязкости
откачивающей жидкости
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Содержание
- Монтаж станка качалки. Эксплуатация балансирных станков-качалок
- Технологическая карта по монтажу и демонтажу станков-качалок типа СК и СКД
- Способы доставки
- Оглавление
- Этот документ находится в:
- Организации:
- СОДЕРЖАНИЕ
- 1 ОБЩИЕ ПОЛОЖЕНИЯ
- 2 ОРГАНИЗАЦИЯ РАБОТ
- 3 ТИПОВАЯ КАРТА ПО МОНТАЖУ И ДЕМОНТАЖУ СТАНКОВ-КАЧАЛОК ТИПА СК и СКД
Монтаж станка качалки. Эксплуатация балансирных станков-качалок




![]()
![]()
В нашей стране применяют в основном редукторные станки-ка
чалки. Их устанавливают на фундаменты, которые делятся на три
-бутобетонные или бетонные;
-из бетонных труб;
-металлические постаменты различных конструкций.
Бутобетонные фундаменты для станков-качалок нормального
ряда сооружают с использованием деревянной опалубки; стены цо
коля выкладывают из бутового камня.
Перед монтажом станка-качалки проверяют комплектность по
ставки узлов и крепежного материала (болтов, гаек, шайб). Достав
ленные к месту монтажа узлы станка-качалки располагают с учетом
последовательности сборки.Монтаж начинается с установки рамы
на фундамент затаскиванием ее по уложенным накатам из труб или
краном, смонтированным на тракторе.
После установки рамы выверяют ее положение относительно цен
тра скважины и горизонтальность в продольном и поперечном на
При наличии на скважине вышки или мачты монтаж стойки
и балансира можно выполнять при помощи подъемника, в других слу
чаях — грузоподъемными средствами. Перед установкой балансира
проверяют горизонтальность верхней плиты стойки в двух направ
лениях и крепление к раме. Балансир поднимают и устанавливают на
плиту стойки вместе с его опорой. При этом продольная ось баланси
ра должна совпадать с продольной осью симметрии станка, а плос
кость качания балансира — быть перпендикулярной к плоскости ос
нования. Правильность положения балансира относительно центра
скважины проверяют отвесом, прикрепленным к центру траверсы
Небольшие отклонения устраняют перемещением балансира при
помощи регулировочных болтов. Закрепляя балансир, поднимают
траверсу с двумя шатунами и ее опорой для присоединения к балан
сиру. Верхние головки должны свободно вращаться на пальцах во
втулках траверсы. Пальцы должны быть надежно застопорены в вер
хних головках шатунов. После сборки тормозного устройства прово
рачивают шкив редуктора до установки кривошипов в горизонталь
ное положение и затормаживают их. На кривошипы устанавливают
противовесы и закрепляют их болтами с гайками и контргайками.
Нижние головки шатунов присоединяют к кривошипам и закрепля
ют их в определенном положении, затягивая гайку специальным пат
ронным ключом. Гайки после крепления шплинтуют. Расстояние меж
ду шатунами и кривошипами с обеих сторон станка должно быть оди
наковым. После проверки параллельности продольных осей криво
шипов и совпадения наружных поверхностей шкивов редуктора
и электродвигателя надевают клиновые ремни. Натяжение ремней ре
гулируют, поднимая или опуская поворотные салазки. По окончании
сборки и проверки ее качества устанавливают фундаментные шпиль
ки, концы которых должны выступать над верхней плоскостью рамы
для установки гайки и контргайки. При заливке цементного раство
ра под раму станка-качалки фундаментные болты затягивают после
По окончании монтажа электрооборудования, ограждения кри
вошипа и площадки с лестницей для обслуживания электродвигате
ля, а также проверки смазки в подшипниках и в редукторе разреша
ется выполнить пробный пуск .станка-качалки и обкатку на холос
том ходу в течение 3 ч.
В процессе обкатки проверяют вертикальность движения шату
нов, точки подвеса штанг, величину торцевого и радиального биения
шкивов, наличие шума и стуков в узлах. При удовлетворительной
работе и отсутствии дефектов присоединяют штанги скважинного
насоса и включают станок под нагрузкой.
Эксплуатация балансирных станков-качалок
Комплект клиновых ремней должен быть подобран по длине. До
пускаемое отклонение для длины ремней одного комплекта не долж
но превышать 0,25% от номинального размера. Сменять ремни сле
дует только путем перемещения электродвигателя по салазкам или
поворотом рамы-салазок (при поворотных салазках) на таком рас
стоянии, чтобы ремни надевались на шкивы и снимались с них со
вершенно свободно, без натяга.
Нельзя допускать смену ремней в натянутом состоянии при по
мощи ломов, оправок или других предметов при одновременном по
ворачивании шкива редуктора от руки, так как это приводит к по
вреждению ремней и небезопасно для обслуживающего персонала.
Недостаточное натяжение ремней влечет за собой снижение их
работоспособности. Однако увеличение натяжения можно рекомен
довать лишь до известного предела, после которого долговечность
ремней резко падает. Кроме того, излишнее натяжение вызывает по
вышенное давление на валы и опоры, в результате чего происходит
ускоренный износ их у редукторов и электродвигателей. Способность
ремня сохранять полученное первоначальное натяжение ограниче
на; как правило, чем больше натяжение, тем быстрее он растягивает
ся. Поэтому нельзя излишне натягивать ремни.
Степень натяжения можно определить по величине провеса вер
хней ветви наиболее натянутой струны под действием эталонного
У работающего станка-качалки места трения должны быть сма
заны. Зубчатые зацепления редуктора смазывают машинным маслом
Л, залитым в корпус редуктора.
Подшипники валов редуктора, опор балансира, нижних головок
шатунов, верхних пальцев шатунов, опор балансира, траверсы сма
зывают маслом осоголин А или консталином Л.
В процессе эксплуатации станка обслуживающий персонал дол
жен систематически проверять его снаружи.
При осмотре необходимо обращать внимание главным образом
на состояние следующих узлов и деталей станка:
а) крепление рамы фундаментными болтами;
б) крепление болтов редуктора и стойки с рамой;
в) крепление болтов подшипников балансирного вала, крышки
редуктора, опоры серьги траверсы к балансиру;
г) плотность шпоночных соединений на кривошипном и ведущем
валах редуктора; при обнаружении незначительного зазора необхо
димо немедленно остановить станок для замены шпонки;
д) крепление кривошипных и верхних пальцев шатуна и пальцев
нижней и верхней головок серьги;
е) крепление роторных грузов на кривошипах и балансире;
ж) положение тормозных колодок;
з) крепление электродвигателя;
и) соединение подвески с головкой балансира и сальниковым
Источник
Технологическая карта по монтажу и демонтажу станков-качалок типа СК и СКД
Купить бумажный документ с голограммой и синими печатями. подробнее
Цена на этот документ пока неизвестна. Нажмите кнопку «Купить» и сделайте заказ, и мы пришлем вам цену.
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Карта определяет последовательность и правила выполнения типовых операций, связанных с монтажом и демонтажом станков-качалок типа СК и СКД и разработана для монтажа и демонтажа станков-качалок при их ремонте, модернизации, реконструкции, замене, консервации, ликвидации, установке нового оборудования
Оглавление
1 Общие положения
2 Организация работ
3 Типовая карта по монтажу станков-качалок типа СК и СКД
4 Требования охраны труда, промышленной и пожарной безопасности
5 Нормативы трудоемкости на монтаж и демонтаж станков-качалок типа СК и СКД
Приложение 1. Наряд-допуск на выполнение работ повышенной опасности
Приложение 2. Форма акта приемки-передачи оборудования в монтаж
Приложение 3. Форма акта на сдачу оборудования в демонтаж
Приложение 4. Форма акта готовности оборудования к демонтажу
Приложение 5. Порядок определения границы опасной зоны
Приложение 6. Перечень оборудования, инструмента, грузозахватных приспособлений и материалов для производства монтажа и демонтажа станков-качалок
Приложение 7. Габаритные размеры и масса составных частей станков-качалок
Приложение 8. Стропы, применяемые при монтаже и демонтаже станков-качалок
| Дата введения | 01.01.2021 |
|---|---|
| Добавлен в базу | 01.10.2014 |
| Актуализация | 01.01.2021 |
Этот документ находится в:
- Раздел Строительство
- Раздел Справочные документы
- Раздел Технологические карты
- Раздел 25 Магистральные трубопроводы газонефтепродуктов
- Раздел Технологические карты
- Раздел Справочные документы
- Раздел Экология
- Раздел 75 ДОБЫЧА И ПЕРЕРАБОТКА НЕФТИ, ГАЗА И СМЕЖНЫЕ ПРОИЗВОДСТВА
- Раздел 75.180 Оборудование для нефтяной и газовой промышленности
- Раздел 75.180.01 Оборудование для нефтяной и газовой промышленности в целом
- Раздел 75.180 Оборудование для нефтяной и газовой промышленности
- Раздел 75 ДОБЫЧА И ПЕРЕРАБОТКА НЕФТИ, ГАЗА И СМЕЖНЫЕ ПРОИЗВОДСТВА
Организации:
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ СПЕЦИАЛЬНОЕ ПРОЕКТНОЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ БЮРО НЕФТЯНОГО И ГАЗОВОГО МАШИНОСТРОЕНИЯ ООО «СПКТБ НЕФТЕГАЗМАШ»
ТЕХНОЛОГИЧЕСКАЯ КАРТА ПО МОНТАЖУ И ДЕМОНТАЖУ СТАНКОВ-КАЧАЛОК ТИПА СК И СКД
СОДЕРЖАНИЕ
1 ОБЩИЕ ПОЛОЖЕНИЯ. . 5
2 ОРГАНИЗАЦИЯ РАБОТ. 8
3 ТИПОВАЯ КАРТА ПО МОНТАЖУ И ДЕМОНТАЖУ СТАНКОВ-КАЧАЛОК ТИПА СК и СКД. -. 24
4 ТРЕБОВАНИЯ ОХРАНЫ ТРУДА. ПРОМЫШЛЕННОЙ И ПОЖАРНОЙ БЕЗОПАСНОСТИ. 29
5 НОРМАТИВЫ ТРУДОЕМКОСТИ НА МОНТАЖ И ДЕМОНТАЖ СТАНКОВ-КАЧАЛОК ТИПА СК и СКД. J7
ПРИЛОЖЕНИЕ 1. НАРЯД-ДОПУСК НА ВЫПОЛНЕНИЕ РАБОТ ПОВЫШЕННОЙ ОПАСНОСТИ. д|
ПРИЛОЖЕНИЕ 2. ФОРМА АКТА ПРИЕМКИ-ПЕРЕДАЧИ ОБОРУДОВАНИЯ В МОНТАЖ. ^
ПРИЛОЖЕНИЕ 3. ФОРМА АКТА НА СДАЧУ ОБОРУДОВАНИЯ В ДЕМОНТАЖ.
ПРИЛОЖЕНИЕ 4. ФОРМА АКТА ГОТОВНОСТИ ОБОРУДОВАНИЯ К ДЕМОНТАЖУ.
ПРИЛОЖЕНИЕ 5. ПОРЯДОК ОПРЕДЕЛЕНИЯ ГРАНИЦЫ ОПАСНОЙ ЗОНЫ. *
ПРИЛОЖЕНИЕ в. ПЕРЕЧЕНЬ ОБОРУДОВАНИЯ. ИНСТРУМЕНТА. ГРУЗОЗАХВАТНЫХ ПРИСПОСОБЛЕНИЙ И
МАТЕРИАЛОВ ДЛЯ ПРОИЗВОДСТВА МОНТАЖА И ДЕМОНТАЖА СТАНКОВ-КАЧАЛОК. 48
ПРИЛОЖЕНИЕ 7. ГАБАРИТНЫЕ РАЗМЕРЫ И МАССА СОСТАВНЫХ ЧАСТЕЙ СТАНКОВ-КАЧАЛОК. Я
ПРИЛОЖЕНИЕ 8. СТРОПЫ, ПРИМЕНЯЕМЫЕ ПРИ МОНТАЖЕ И ДЕМОНТАЖЕ СТАНКОВ КАЧАЛОК. 55
НАИМЕНОВАНИЕ РАЕ.ОТ И
ПОСР-ГДОВАТСЛЫЮСТЬ их выполнения
применяемые ОСОРУЛОНАНИ1:. МЕХАНИЗМЫ. ИНСТРУМЕНТ
• застроишь стойку, поднять автокраном, установить на раму, выверить положение в штанс и закрепить бо.ттами. При комплектовании станка • качалки площадками для обслуживания до монтажа стойки к рамс к верхней части стойки закрепить на кронштейнах верхнюю площадку для обслуживания
Автокран КС-3577 Агрегат 2АРОК Строп двухлстлсвой СКП1 -2.0ХЛ/2000 (2 шт.Х
Проверить горнзо1палыюсть верхней тьзиты стойки в двух направлениях с помощью брускового уровня
НАИМЕМОвАНИЕ РАБОТ И ПОСЛЕДОВАТЕЛЬНОСТЬ ИХ ВЫПОЛНЕНИЯ
ПрСЛЬ.: балансира на площадке, с установкой головки балансира, траверсы с шатунами, подвески устьевого штока:
— зааропить тело балансира, поднять автокраном, установить на подклалхи из деревянных брусьев и уложить на бок;
— застропмть головку балансира, поднять автокраном, подвести к телу балансира и произвести сборку;
• заблокировать головку балансира в рабочем положении;
— застрой иль траверсу со своей опорой, поднять автокраном, подвести к месту установки на балансире и закрепить корпус подшипника опоры траверсы к балансиру;
— подтащить вручную шатуны к траверсе, установить па рабочее место и закрепить;
— собрать подвеску сальникового штока с канатом и закрепить канат на головке балансира
ПРОФЕССИЯ РАБОЧЕГО. РАЗРЯД. КОЛИЧЕСТВО
V разряда — 1 чел.. Слесарь-монтажник IV разряда 2 чел.. Слесарь-монтажник III разряда — I чел.. Машинист крана
VI разряда — 1 чел.
Автокран KC3S77, Строп двухпстлсвой СКП1-2.0ХЛ/2000 (2 шт.).
Схема строповки головки балансира
Схема строповки траверсы с опорой
Проверить совладение продольной оси тела балансира с осью головки балансира. Верхние пальцы шатунов должны быть застопорены в верхних головках шатунов. Пальцы шатунов должны свободно вращаться во втулках траверсы.
В собранной подвеске канат должен выходить за нижнюю траверсу не более чем на 30мм. При тгом концы его должны быть аккуратно обрублены и заделаны
НАИМЕНОВАНИЕ РАБОТ И ПОСЛЕДОВАТЕЛЬНОСТЬ ИХ ВЫПОЛНЕНИЯ
ПРОФЕССИЯ РАБОЧЕГО, РАЗРЯД. КОЛИЧЕСТВО
Монтаж балансира в сборе с головкой балансира, с траверсой, шатунами, канатной подвеской: «стропить балансир двумя стропами на «удавку», при этом «удавка» должна находиться на продольной оси балансира. Между ребрами балансира и канатами стропа подложить предохранительные проставки, принялатъ страховочные канаты к шатунам, поднять автокраном н установить балансир с собранными частями на стойку:
— лакрспить корпуса подшипников опоры балансира к верхней плите стойки крепежными болтами, не затягивая их до отказа. Окончательную затяжку болтов произвести после регулировки положения балансир;! к устью скважины.
— установить башмаки шатунов на нижние головки шату нов и лакрспить болтами;
— «крепить шатуны к корпусам подшипников пальца кривошипов
V разряда — 1 чел.. Слесарь-монтажник IV разряда — 2 чел., Слесарь-монтажник III разряда — I чел.. Машинист крана
VI разряда — 1 чел.
Автокран КС-3577 Агрегат 2АРОК Строп двухпетлевой СКП1-2.0ХЛЖЮ0 (2 ют.).
Канат пеньковый (15 м)
Проверить горизонтальность положения балансира на отсутствие перекоса брусковым уровнем. Замерить расстояние от торцов выходного вала редуктора до шатунов. Они должны быть
инструмент», Контрольно-И (Мерительный инструмент
равны, отклонение допускается нс более 3 мм.
Выверка правильности установки балансира по
Схема строповки балансира в сборе
центру скважины проверяется отвесом, закрепленным к центру траверсы канатной подвески, при
торикмггалыюм положении балансира
НАИМЕНОВАНИЕ РАБОТ И ПОСЛГДОВАТЕЛЫЮСТЬ И* выполнения
Монтаж ременной передачи (ьтсктродвигатель-редукгор) и регулировка тормозной системы:
— надеть ведомый шкив на конец входного вала редуктора до упора и «крепить его на налу редуктора гайкой со стопорной шайбой
— надеть комплект клиновых ремней на шкивы релукгора и
профгссии РАГ.ОЧСГО. РАЗРЯД, количество
Слесарь-монтажник V ратряда — 1 чел.. Слесарь-монтажник IV разряда — 2 чел.
Проверить соосность канавок шкивов редуктора н электродвигателя при помощи линейки, натянутой струны (шгги), приложив их к внутренним торцам обоих шкивов. При наличии смешения ослабить крепежные болты
электродвигателя, далее регулировку производить перемещением электродвигателя вдоль типов кронштейна, после чего закрепить электродвигатель.
Произвести необходимую натяжку клиновых ремней путем перемешен ИЯ кронштейна электродвигателя. Весь комплект клиновых ремней должен иметь равномерную натяжку.
НАИМЕНОВАНИЕ РАБОТ И | ПОСЛЕДОВАТЕЛЬНОСТЬ их ВЫПОЛНЕНИЯ
ПРОФЕССИИ РАБОЧЕГО. РАЗРЯД. КОЛИЧЕСТВО
— соединить рукоятку тормоза с ходовым винтом и зашплинтовать;
• закрепить рукоязку тормоза к стойке нижней площадки обслуживания
Слесарь-монтажник V разряда- 1 чел.. Слесарь-монтажник IV разряда -2 чел.
Установить одинаковые зазоры между тормозными колодками и тормозным диском с обеих сторон лиска. Произвести регу лировку тормоза
Монтаж электрооборудования станка-качалки:
— смонтировать станцию управления согласно проекту и руководств)’ по эксплуатации;
— заземлить сганок-качалку, станцию управления и электродвигатель к рамс;
— станцию управления подключить к электродвигателю и сети электроснабжения комплектом кабелей потребителя согласно проекту привязки;
— проверить направление вращения электродвигателя
Слесарь-монтажник V разряда — 1 чел., Слссарь-монтажмик IV раэряла — 2 чел., Электромонтер IV разряда
Заземлить сганок-качалку к кондуктору нс менее чем двумя стальными проводниками, приваренными в розных местах к кондуктору и раме. Сечение прямоугольного проводника должно быть не менее 48 ни 3 , толщина стенок из углового проката нс менее 4 мм. диаметр круглого проводника нс менее 10 мм. Заземляющие проводники, соединяющие раму с кондуктором, должны быть заглублены нс менее чем на 0,5 м.
НЛИМТМООАМИТ РАБОТ И
№ rvn ПОСЛГДОВАТЕЛЫЮСТЬ ИХ ВЫПОЛНЕНИЯ
ПРОФЕССИЯ РАБОЧЕГО, РАЗРЯД КОЛИЧЕСТВО
Произвести замер контура, значение сопротивления заземления не должно превышать 4 Ом. Кривошипы должны вращаться по часовой стрелке, когда скважина находится слева от наблюдателя
— привести с помощью
-> лс ктродви га тс л* кривошипы в юрнзонталыюс положение
— зас тропить противовес, поднять автокраном, установить на кривошип и закрепить;
— для установки противовесов с другой стороны кривошипов убрать подпорки, опустить тормозной рычат и при повороте кривошипов на 180° зафиксировать их тормозом в противоположном положении, установить и закрепить противовесы на рабочем месте
Машинист крана VI разряда — 1 чел.. Слесарь-монтажник IV разряда — 2 чел.. Слесарь-монтажник III разряда — 1 чел.
Автокран КС-3577, Строп двухпеглевой СКП1 -2.0ХЛ/200 (1 шт).
Схема строповки противовеса
Перед установкой противовесов на кривошип, необходимо отключить злсктропктанис и закрепить тормоз, поставить подпорки под кривошипы.
1 ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Настоящая ТЕХНОЛОГИЧЕСКАЯ КАРТА определяет последовательность и правила выполнения типовых операций, связанных с монтажом и демонтажом станков-качалок типа СК и СКД.
1.2 ТЕХНОЛОГИЧЕСКАЯ КАРТА разработана на основе действующих руководящих и нормативных документов, а тикже с учетом требований:
• ПЬ 08-624-03 «Правил безопасности в нефтяной и газовой промышленности». Госгортехнадзор России, г. Москва. 2003 г. (утверждены постановлением Госгортехнадзора России от 05.06.2003 г. №56; зарегистрировано Минюстом России 20.06.2003 г.. рсгистрашюнный №4812);
• П1» 10-257-98 «Правила устройства и безопасной эксплуатации грузоподъемных кранов-манипуляторов» (утверждены постановлением Госгортехнадзора России от 31 декабря 1998 г. №79);
• ПЬ IO-382-OO «Правит устройства и безопасной эксплуатации грузоподъемных кранов». Госгортехнадзор России, г. Москва. 2000 г. (утверждены постановлением Госгортехнадзора России от 31.12.99 г. №98 с изменениями от 10.01.2001 г.);
• ПОТ Р М-016-2001 РД 153-34.0-03.150-00 «Межотраслевых правил по охране труда (правила безопасности) при эксплуатации электроустановок». Госэнергонадзор Минэнерго России, г. Москва. 2001 г. (утверждены постановлением Минтруда РФ от 05.01.2001 г. № 3 и приказом Минэнерго от 27.12.2000 г. №163);
• «Стандарта ОАО «НК «Роснефть» «Организация технического обслуживания и ремонта нефтегазопромыслового оборудования» 111-01.05 С-0002. ОАО «НК «Роснефть», г. Москва. 2009 г. (утвержден приказом ОАО «НК «Роснефть» от 24.042009 г. №168);
• «Положения ОАО «Самаранефтегаз» о пуске в эксплуатацию вновь смонтированного, модернизированного, капитально отремонтированного нефтепромыслового оборудования» №П 1-01.05 Р-0046 ЮЛ-035 (утверждено приказом ОАО «Самаранефтегаз»
от 06.11.2009 г. №120!-П);
• «Положения о производственном контроле за соблюдением требований промышленной безопасности на опасных производственных объектах ОАО «Самаранефтегаз» №П4-05 СЦ-079 ЮЛ-035 (введены в действие приказом ОАО «Самаранефтегаз» от 20.02.2008 г. № 158-ГГ);
• «Инструкции ОАО «Самаранефтегаз» по выводу из эксплуатации, консервации, ликвидации и демонтажу технических устройств объектов добычи, сбора, подготовки нефти, газа, воды и поддержания пластового давления» №114-05 СЦ-079 ЮЛ-035 (введены в действие приказом ОАО «Самаранефтегаз» от 20.02.2008 г. №158-П);
• «Требований в области промышленной и пожарной безопасности, охраны труда и окружающей среды к организациям, привлекаемым к работам и оказанию услуг иа объектах ОАО «Самаранефтегаза и арендующим имущество ОАО «Самаранефтегаз» Л? 114-05 СД-021.01. ОАО «НК «Роснефть»:
• «Сборника карт технического обслуживания, текущего и капитальною ремонтов станков-качалок ОАО «Самаранефтегаз*;
• ГОСТ 12.3.009 «ССБТ. Работы погрузочно-разгрузочные. Общие требования безопасности»;
• Технической документации заводов-изготовитслей (технические условия, паспорта и руководства по эксплуатации станков-качалок типа СК и СКД).
1.3 ТЕХНОЛОГИЧЕСКАЯ КАРТА на монтаж и демонтаж распространяется на следующие типы станков-качалок:
CK4-2.I-1600. СКД4-2.1-4000. СКД6-2.5-2800. СК4-3-2500. СКб-2,1-2500. СК5-3-2500. СКД8-3-4000, СКД 10-3.5-5600, СКД12-3-5600. СКН5-3015. СК8-3.5-4000. CKS-3.5-5600. СК10-3-5600. СК 12-2,5-4000.
1.4 ТЕХНОЛОГИЧЕСКАЯ КАРТА разработана для монтажа и демонтажа станков-качалок при их ремонте, модернизации, реконструкции, замене, консервации, ликвидации, установке нового оборудования.
2 ОРГАНИЗАЦИЯ РАБОТ
2.1 Моглаж и демонтаж станков-качалок типа СК и СКЛ проводите» сервисной организацией (далее — Подрядчик) по договорам
2.2 До начала монтажа и демонтажа оборудования производственное подразделение Общества, эксплуатирующее станок-качалку, должно подготовить и оформить следующие документы:
• план ор1ашпацноиио-техничсских мероприятий по подготовке станка-качалки к монтажу и демонтажу;
• наряд-допуск на выполнение работ повышенной опасности (Приложение К-> I);
• акт приемки-передачи оборудования в монтаж (11риложсиис №2);
• акт на сдачу оборудования в демонтаж (11ридожсиие №3);
• акт о ГОТОВНОСТИ оборудования к демонтажу (Приложение .V»4).
2.3 План организационно-технических мероприятий по подготовке станка-качалки к монтажу н демонтажу должен предусматривать
• определение технического состояния монтируемого и демонтируемого составных частей станка-качалки — для установления возможности его безопасного монтажа и демонтажа;
• проверка комплектности станка-качалки перед монтажом;
• подготовка подъездных путей, площадок для установки подъемно-транспортной техники, временного складирования монтируемых и демонтируемых составных частей станка-качалки;
• подготовка тары для временного накопления производственных отходов;
• подготовка емкостей для слива масла ил редуктора,
• порядок обращения с отходами, образующимися в результате выполнении работ на объекте монтажа и демонтажа (идентификация, временное хранение, обработка, регенерация и т.п ), направленный на минимизацию загрязнения окружающей среды, нейтрализацию опасных отходов и повышение ресурсных характеристик отходов до уровня ВНР;
• остановку сганка-качхзки, установку редуктора на тормоз, установку сальникового штока на зажим, снятие канатной подвески;
• отключение электродвигателя станка-качалки от источников электропитания;
• проверка рабочей зоны монтажа и демонтажа сгонка-качалки на предельно-допустимую концентрацию взрывоопасных газов;
• подготовка погруто-разгруэочной техники, грузозахватных приспособлений, такелажных средств, монтажных и демонтажных устройств и приспособлений;
• подготовка автотранспортой техники;
• установление сигнальных ограждений и знаков безопасности на границах опасных для людей зон;
• обеспечение освещенности рабочей площадки (при выполнении монтажных и демонтажных работ в ночное время суток).
2.4 План организационно-технических мероприятий утверждается главным инженером Общества. При необходимости. План организационно-технических мероприятий может разрабатываться совместно с Подрядчиком, производящим монтаж и демонтаж оборудования или согласовываться с ним.
2.5 Отключение станка-качалки от электрической сети и включение их в есть перед демонтажом н после монтажа осуществляется электротехническим персоналом.
2.6 Передача станка-качхтки Подрядчику в монтаж пли демонтаж производится по актам (Приложения №2 и №3).
2.7 Подготовка станка-качалки к монтажным и демонтажным работам осуществляется владельцем объекта. В случае отсутствия у владельца объекта собственного обслуживающего персонала, подготовка осуществляется с привлечением персонала Подрядчика под руководством ответственного за безопасную эксплуатацию оборудования в цехе производственного подразделения Общества.
2.8 Монтаж и демонтаж станка-качалки проводится персоналом Подрядчика, под руководством ответственного инженерно-технического работника (далее • ИТР) Подрядчика
2.9 Перед начатом монтажных и демонтажных работ ответственный ИТР (руководитель работ) Подрядчика обязан:
■ произвести расстановку членов бригады в зависимости от выполняемых работ;
■ произвести ознакомление с содержанием и объемом монтажных и демонтажных работ;
■ провести инструктаж по технике безопасности.
Результаты ознакомления с содержанием монтажных и демонтажных работ и инструктажа по технике безопасности заносятся в «Журнал инстру ктажей» под роспись каждого члена бригады.
2.10 Монтажные и демонтажные работы на опасных производственных объектах Общества должны выполнятся с оформлением наряд-допуска (Приложение №1). В процессе производства работ грузоподъемными механизмами необходимо определить границу опасной юны. Порядок определения границы опасной юны приведен в Приложении №5.
2.11 Общий вид станка-качалки приведен на Рисунке I.
Рисунок — Общий вид станка-качалки 1 — балансир (с головкой); 2 — опора балансира; 3 — стойка; 4 — шатун; 5 — траверса; 6 — кривошип;
7 — редуктор; 8 — ремень; 9 — ограждение криьошипно-шатунного мехаиитма, 10 — хккгродвиппель; 11 — уж* тормота; 12 — рама; 13 — противовес; 14 — подвеска устьевого штока
3 ТИПОВАЯ КАРТА ПО МОНТАЖУ И ДЕМОНТАЖУ СТАНКОВ-КАЧАЛОК ТИПА СК и СКД
3.1 Типовая карта по монтажу станков-качалок типа СК и СКЛ при вс лека в Таблице I.
КАИМЕНОвАКИЕ РАБОТ И ПОСЛЕДОВАТЕЛЬНОСТЬ ИХ выполнения
ПРИМЕНЯЕМ Ь£ ОБОРУДОВАНИЕ. МЕХАНИЗМЫ. ИНСТРУМЕНТ
юпыо работы по моитах СХЕМА СТРОПООКИ
Осмотр состояния фундамента после завершения строительства, на отсутствие отклонений от горизонтальности и вертикальности.
Разметка продольной оси фундамента
Слесарь-монтажник V разряда — 1 чел.. Слесарь-мои тажник IV разряда — 2 чел.
Таблица 1 примечаикь
Проверка горизонтальности фундамента
ПРОИЗВОДИТСЯ бр>сковым уровнем в двух взаимио-перлендикулярних направлениях, в начале и конце фундамента. Отклонения от вертикальности проверить с помощью отвеса.
Разметить мелом продольную ось фундамента, которая должка проходить через центр устья скважины н середину расстояния между отверстиями крепления рамы станка-качалки к фундаменту. Расположение отверстий д ля крепления рамы по
НАИМЕНОВАНИЕ РАБОТ И ПОСЛЕДОВАТЕЛЬНОСТЬ ИХ
ПРИМЕНЯЕМЫЕ ОБОРУДОВАНИЕ. IM ХАН ИЗ МЫ, ИНСТРУМЕНТ
отношению к центру устья скважины должны
соответствовать технической локуме1Гтадии станка
Монтаж ромы в сборе с редуктором с установленными кривошипами, шкивами и закрепленным электродвигателем:
— застрелил, раму н сборе, поднять автокраном и установил, на фундамент. Чакре пить рому к фундаменту болтами.
а) 11ри ус-зовии поставки редуктора и электродвигателя, нс смонтированных на раме, произвести их предварительную сборку на площадке:
Слесарь-монтажник V’ разряда — 1 чел., Слссарь-мотпажник IV разряда — 2 чел.. Слесарь-монтажник III разряда — 1 чел.. Машинист крана -VI разряда — 1 чет.
Автокран КС-3577 Агрстат 2А РОК Строп
чешрехветвевой 4СК1-1.6ХЛ/8000 (1 шт.),
Строп двухпетлевой СКП I-2.0XJI/2000 (2 шт.).
Строп одиовствсвой 1СК-0.63ХЛ/2000. Канат пеньковый (15 м).
Лебедка с рычажным приводом, лом. Комплект слесарномонтажного инструмента.
Схема строповки рамы
Перемещением рамы, совместить се продольную ось с продольной осью фундамента и расположить от центра скважины, на расстоянии, указанном и схеме привязки. При этом плоскость симметрии рамы должна проходить через центр скважины, отклонение оси рамы не более 10 мм.
горизонтальности рамы производится брусковым уровнем в двух взаимно-перпендикулярных
НАИМЕНОВАНИЕ РАБОТ И ПОСЛЕДОВАТЕЛЬНОСТЬ ИХ ВЫПОЛНЕНИЯ
Источник
Глава 5
ЭКСПЛУАТАЦИЯ СКВАЖИН
ШТАНГОВЫМИ НАСОСАМИ
Наиболее
распространен в мировой практике штанговый
насосный способ добычи нефти, который
охватывает более 2/3 общего действующего
фонда.
В России станки-качалки
выпускаются по ГОСТ 5866-76, устьевые сальники
— по ТУ 26-16-6-76, НКТ — по ГОСТ 63380, штанги — по
ГОСТ 13877-80, скважинный насос и замковые
опоры — по ГОСТ 26-16-06-86.
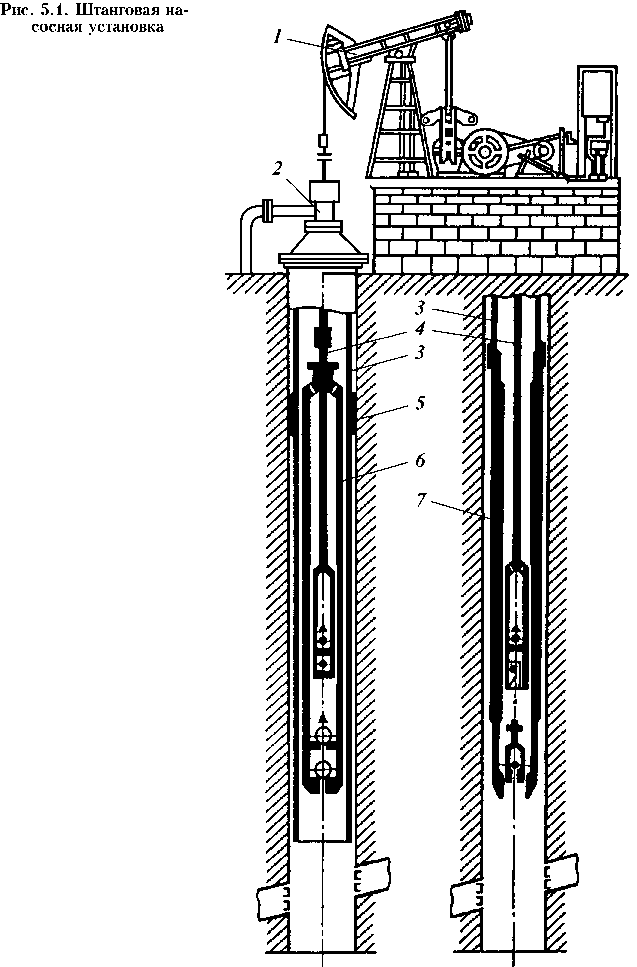
Скважинная
штанговая насосная установка (УСШН) (рис. 5.1)
состоит из станка-качалки 1, оборудования
устья 2, колонны НКТ 3, подвешенных на
планшайбе, колонны насосных штанг 4,
штангового насоса вставного 6 или
невставного 7 типа. Вставной насос 6
крепится в трубах НКТ с помощью замковой
опоры 5. Скважинный насос спускается под
уровень
жидкости.
Возвратно-поступательное
движение плунжера насоса, подвешенного на
штангах, обеспечивает подъем жидкости из
скважины на поверхность. При наличии
парафина в продукции скважины на штангах
устанавливают скребки, очищающие
внутренние стенки НКТ. Для борьбы с газом и
песком на приеме насоса могут
устанавливаться газовые или песочные
якоря.
5.1. Приводы
штанговых насосов
ГОСТ 5866-76
предусматривает изготовление
станков-качалок 13 типоразмеров. Основные
параметры и их размеры приведены в табл.
5.1-5.4.
Каждый тип станка-качалки
характеризуется максимальными
допускаемыми нагрузками на устьевой шток,
длиной хода устьевого штока и крутящим
моментом на кривошипном валу редуктора,
числом двойных ходов балансира в
минуту.
За рубежом станки-качалки
обычной конструкции произво-
|
Показатель |
СК3-1,2- 630 |
СК5- 3-2500 |
СК6-2,1- 2500 |
СК12- 2,5-4000 |
СК8-3,5- 4000 |
СК8-3,5- 5600 |
СК10-3- 5600 |
|
Номинальная нагрузка (на устьевом |
30 |
50 |
60 |
120 |
80 |
80 |
100 |
|
штоке), кН |
|||||||
|
Номинальная длина |
1,2 |
3 |
2,1 |
2,5 |
3,5 |
3,5 |
3 |
|
ка, м |
|||||||
|
Номинальный крутящий момент (на |
6,3 |
25 |
25 |
40 |
40 |
56 |
56 |
|
выходном валу |
|||||||
|
Число ходов балансира в минуту |
5-15 |
5- |
12 |
||||
|
Редуктор |
Ц2НШ-315 |
Ц2НШ-450 |
Ц2НШ-750Б |
Ц2НШ-560 |
|||
|
Габариты, |
|||||||
|
длина |
4125 |
7380 |
6480 |
7450 |
8450 |
8450 |
7950 |
|
ширина |
1350 |
1840 |
1840 |
2246 |
2246 |
2246 |
2246 |
|
высота |
3245 |
5195 |
4960 |
5730 |
6210 |
6210 |
5835 |
|
Масса, кг |
3787 |
9500 |
8600 |
14145 |
14200 |
14245 |
14120 |
Т а б л и ц а 5.2
|
Показатель |
СКД3-1,5- 710 |
СКД4-2,1- 1400 |
СКД6-2,5- 2800 |
СКД8-3- 4000 |
СКД10- 3,5-5600 |
СКД12- 3,0-5600 |
|
Номинальная нагрузка (на устьевом |
30 |
40 |
60 |
80 |
100 |
120 |
|
кН |
||||||
|
Номинальная длина хода |
1,5 |
2,1 |
2,5 |
3,0 |
3,5 |
3,0 |
|
Номинальный |
7,1 |
14 |
28 |
40 |
56 |
56 |
|
ном валу редуктора), кН-м |
||||||
|
Число ходов балансира в минуту |
5- |
15 |
5- |
14 |
5- |
12 |
|
Редуктор |
Ц2НШ-315 |
Ц2НШ-450 |
Ц2НШ-700Б |
Ц2НШ-560 |
||
|
Габариты, |
||||||
|
длина |
4050 |
5100 |
6085 |
6900 |
7280 |
6900 |
|
ширина |
1360 |
1700 |
1880 |
2250 |
2250 |
2250 |
|
высота |
2785 |
3650 |
4230 |
4910 |
5218 |
4910 |
|
Масса, кг |
3270 |
6230 |
7620 |
11600 |
12170 |
12065 |
|
Редуктор |
Номинальный крутящий момент (на |
Межосевое расстояние, мм |
Передаточное число |
Габариты, |
мм |
Масса, кг |
|||
|
суммар ное |
быстроходной ступени |
тихоходной ступени |
длина |
шири на |
высота |
||||
|
Ц2НШ-315 |
7,1 |
515 |
200 |
315 |
39,868 |
1010 |
1140 |
685 |
680 |
|
Ц2НШ-355 |
14 |
580 |
225 |
355 |
40,35 |
1130 |
1400 |
760 |
1090 |
|
Ц2НШ-450 |
28 |
730 |
280 |
450 |
39,924 |
1475 |
1554 |
984 |
2090 |
|
Ц2НШ-750Б |
40 |
750 |
300 |
450 |
37,18 |
1483 |
1930 |
960 |
2735 |
|
Ц2НШ-560 |
56 |
915 |
355 |
560 |
40,315 |
1775 |
1930 |
1125 |
3200 |
Т а б л и ц а 5.4
Техническая
характеристика станков-качалок
|
Станок-качалка |
Наибольшая допустимая нагрузка на |
Номинальная длина хода устьевого |
Наибольший |
Габариты (при горизонтальном положении |
Масса комплекта, кг |
||
|
длина |
ширина без ограждения |
высота |
|||||
|
СК2-0,6-250 |
20 |
0,3; 0,45; 0,6 |
2,5 |
3150 |
1150 |
2000 |
1600 |
|
СК3-1,2-630 |
30 |
0,6; 0,75; 0,9; 1,05; 1,2 |
6,3 |
4200 |
1350 |
3300 |
3850 |
|
СК4-2,1-1600 |
40 |
0,9; 1,2; 1,5; 1,8; |
16 |
5900 |
1700 |
4800 |
7200 |
|
СК5-3-2500 |
50 |
1,3; 1,8; 2,1; 2,5; 3,0 |
25 |
7400 |
1850 |
5550 |
9900 |
|
СК6-2,1-2500 |
60 |
0,9; 1,2; 1,5; 1,8; 2,1 |
25 |
6550 |
1850 |
5100 |
9600 |
|
СК8-3,5-4000 |
80 |
1,8; 2,1; 2,5; 3,0; |
40 |
8500 |
2250 |
6650 |
15100 |
|
СК12-2,5-4000 |
120 |
1,2; 1,5; 1,8; 2,1; 2,5 |
40 |
7500 |
2250 |
6400 |
14800 |
|
СК8-3,5-5600 |
80 |
1,8; 2,1; 2,5; 3,0; |
56 |
8500 |
2250 |
6650 |
15600 |
|
СК10-3-5600 |
100 |
1,5; 1,8; 2,1; 2,5; 3,0 |
56 |
8000 |
2250 |
6550 |
15450 |
|
СК10-4,5-8000 |
100 |
2,3; 2,7; 3,3; 3,9; 4,5 |
80 |
10550 |
2600 |
9000 |
24900 |
|
СК12-3,5-8000 |
120 |
1,8; 2,1; 2,5; 3,0; |
80 |
9550 |
2600 |
8500 |
24800 |
|
СК15-6,0-12500 |
150 |
3,0; 3,5; 4,5; 5,2; 6,0 |
125 |
13200 |
3100 |
11500 |
34800 8, |
|
СК20-4,5-12500 |
200 |
2,3; 2,7; 3,3; 3,9; 4,5 |
125 |
11700 |
3100 |
10700 |
34500 8 |
дятся по спецификации 11Е
стандарта АНИ. Диапазон показателей:
грузоподъемность 2-20 т; длина хода 0,5-6,0 м;
крутящий момент до 12000 кг-м. В России
наиболее известны фирмы “Lufkin” (США),
“Indystrial CA” (Румыния).
Станок-качалка (рис.
5.2) состоит: из рамы 13 с подставкой под
редуктор и поворотной плитой 12; стойки 3;
балансира 2 с головкой и опорой траверсы
15; двух шатунов 4; двух кривошипов 5 с
противовесами 14 (при комбинированном
или кривошипном уравновешивании);
редуктора 6; тормозов 16; клиноременной
передачи 7, 8; электродвигателя 9;
подвески устьевого штока 1 с канатом;
ограждения 11 кривошипно-шатунного
механизма. Рама из профильного проката
изготовлена в виде двух полозьев,
соединенных поперечными связями. Стойка -из
профильного проката
четырехногая.
Балансир — из профильного
проката двутаврового сечения; однобалочной
или двубалочной конструкции. Головка
балансира — поворотная или откидывающаяся
вверх. Для ее фиксации в рабочем положении в
шайбе головки предусмотрен паз, в который
входит клин защелки.
Опора балансира —
ось, оба конца которой установлены в
сферических роликоподшипниках. К средней
части от квадратного сечения приварена
планка, через которую опора балансира
соединяется с балансиром.
Траверса —
прямая, из профильного проката. С ее помощью
балансир соединяется с двумя параллельно
работающими шатунами.
Опора траверсы
шарнирно соединяет балансир с траверсой.
Средняя часть оси установлена в
сферическом роликоподшипнике, корпус
которого болтами прикреплен к нижней полке
балансира.
Шатун — стальная трубная
заготовка, на одном конце которой вварена
верхняя головка шатуна, а на другом — башмак.
Палец верхней головки шатуна шарнирно
соединен с траверсой. Палец кривошипа
конусной поверхностью вставляется в
отверстие кривошипа и затягивается с
помощью гаек.
Кривошип — ведущее звено
преобразующего механизма станка-качалки. В
нем предусмотрены отверстия для изменения
длины хода устьевого штока. На кривошипе
установлены противовесы, которые могут
перемещаться.
Редуктор
типа Ц2НШ представляет собой
совокупность
двух пар цилиндрических
шевронных зубчатых передач, выполненных с
зацеплением Новикова. Изготовление
редуктора должно отвечать требованиям ОСТ
26-02-1200-75 (см. табл.
5.3).
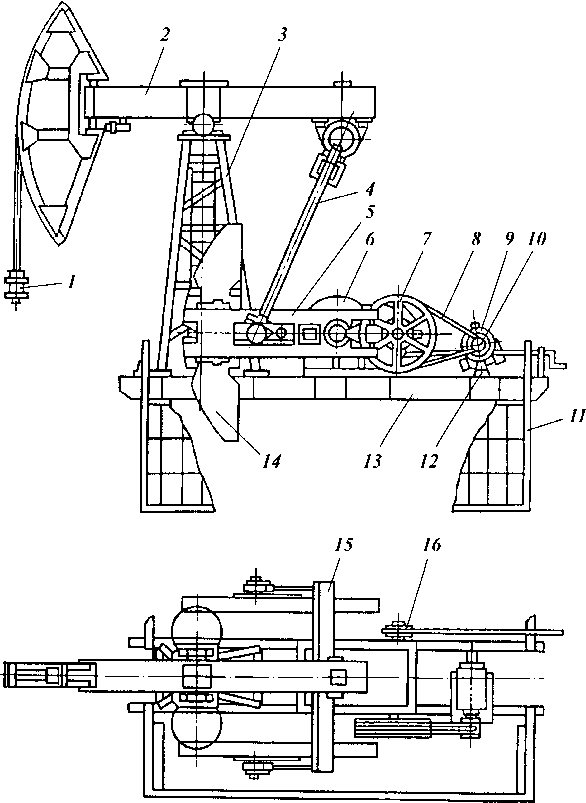
Рис.
5.2. Станок-качалка типа СК:
1 —
подвеска устьевого штока; 2 — балансир с
опорой; 3 — стойка; 4 — шатун; 5 —
кривошип; 6 — редуктор; 7 — ведомый шкив; 8 —
ремень; 9 — электродвигатель; 10 — ведущий
шкив; 11 — ограждение; 12 — поворотная
плита; 13 -рама; 14 — противовес; 15 —
траверса; 16 — тормоз
Валы
цилиндрических зубчатых передач лежат в
плоскости разъема корпуса и крышки
редуктора. Для равномерного распределения
нагрузок на валы и подшипники принято
симметричное расположение зубчатых колес и
опор. Опоры ведущего и промежуточного валов
выполнены на роликоподшипниках с короткими
цилиндрическими роликами, а ведомого вала
на роликоподшипниках двухрядных
сферических. На конце ведущего вала
насаживаются шкивы тормоза и клиноременной
передачи, положение которых после
определенного срока эксплуатации
необходимо менять для увеличения общего
срока службы ведомого колеса редуктора. Для
этого на обоих концах ведомого вала имеются
по два шпоночных паза.
Смазка зубчатых
колес и подшипников валов осуществляется
из ванны корпуса редуктора.
Тормоз —
двухколодочный. Правая и левая колодки
прикреплены к редуктору. С помощью стяжного
устройства колодки зажимают тормозной
шкив, насаженный на ведущий вал редуктора.
Рукоятка тормоза, насаженная на стяжной
винт, вынесена в конец рамы, за
электродвигатель.
Салазки поворотные
под электродвигатель обеспечивают быструю
смену и натяжение клиновых ремней.
Выполнены они в виде рамы, которая шарнирно
укреплена на заднем конце рамы
станка-качалки.
К поворотной плите
поперечно прикреплены болтами двое
салазок, на которые устанавливается
электродвигатель. Рама с салазками
поворачивается вращением ходового
винта.
Привод станка-качалки
осуществляется от электродвигателя со
скоростью вращения вала 750, 1000 и 1500
мин-1. Электродвигатель — трехфазный
короткозамкнутый, асинхронный с повышенным
пусковым моментом во влагоморозостойком
исполнении. На валу электродвигателя
установлена конусная втулка, на которую
насажен ведущий шкив клиноременной
передачи.
Подвеска устьевого штока типа
ПСШ грузоподъемностью 3, 5, 10 т состоит из
верхней и нижней траверс, двух зажимов
каната и зажима устьевого штока. Для
установки в подвеске гидравлического
динамографа в нее вставляют два винта, с
помощью которых раздвигаются траверсы
подвески.
Штоки сальниковые устьевые
ШСУ предназначены для соединения колонны
насосных штанг с канатной подвеской
станка-качалки.
Для герметизации устья
насосных скважин и подвески
насосно-компрессорных труб предусмотрено
оборудование устья насосных скважин.
Наиболее распространенным оборудованием
устья скважин на промыслах является
устьевой сальник.
При однотрубной
системе сбора и транспорта нефти и газа
используется устьевое оборудование
насосных скважин на давление до 4 МПа,
имеющее шифры СУС1-73-31 и СУС2-73-31,
соответственно обозначающие сальники
устьевые с самоус-танавливающейся головкой
с одинарным и двойным уплотнением для НКТ
диаметром 73 мм (табл. 5.5).
Характерной
особенностью устьевых сальников СУС
является шарнирное соединение между
головкой сальника и его тройником для
поворота головки в пределах конусного угла
(3°) и самоустанавливания по сальниковому
штоку. Этим обеспечивается более полная
загрузка уплотняющих элементов и
повышается срок их службы.
Устьевой
сальник СУС1 (рис. 5.3) состоит из шаровой
головки, с помещенными в ней нижней и
верхней втулками, направляющими втулками
из прессованной древесины и уплотнительной
набивки. На верхнюю часть шаровой головки
навинчивается крышка с двумя скобами, с
помощью которых подтягивают
уплотнительную набивку.
Для
герметизации узла шаровой головки 9
предусмотрено уплотнительное кольцо 5.
Наличие в нижней части шаровой головки двух
стопоров 4 не позволяет проворачиваться
шаровой головке вокруг своей оси при
затяжке крышки головки 12. Крышка шаровой
головки 12 крепится к тройнику двумя
откидными болтами 14.
Тройник снабжен
быстроразборным соединением для
подсоединения к выкидной
линии.
Устьевой сальник СУС2А в отличие
от СУС1 имеет двойные уплотнения и три ряда
направляющих втулок. Устьевой сальник с
двойным уплотнением позволяет менять
изношенные верхние уплотнительные
элементы без разрядки скважины за счет
нижнего уплотнения — буферной манжеты.
Изношенные
Т а б л и ц а 5.5 Техническая
характеристика устьевых сальников
|
Показатель |
СУС1-73-31 |
СУС2-73-31 |
|
Рабочее |
||
|
при подвижном устьевом штоке |
4,0 |
4,0 |
|
при неподвижном устьевом |
||
|
затянутой сальниковой набивке |
7,0 |
14,0 |
|
Диаметр присоединительной |
73 |
73 |
|
Диаметр |
31 |
31 |
|
Габариты, мм: |
||
|
длина |
350 |
350 |
|
ширина |
182 |
182 |
|
высота |
407 |
528 |
|
Масса, кг |
21 |
24 |
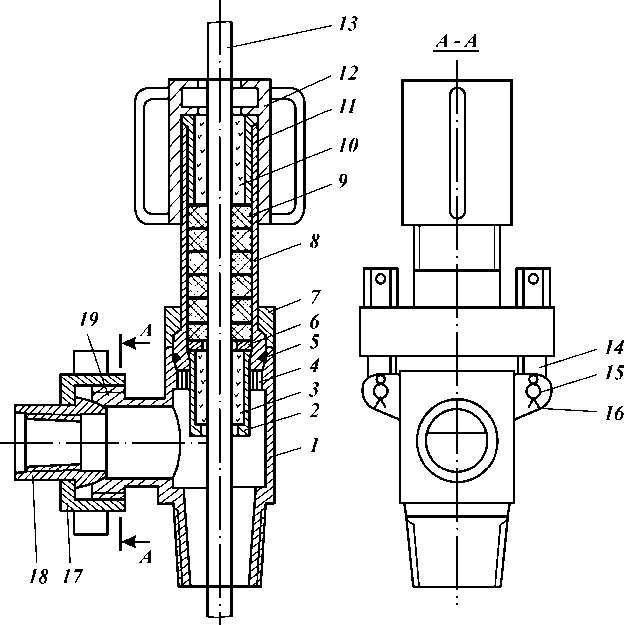
Рис.
5.3. Сальник устьевой СУС1-73-31:
1
— тройник; 2 — втулка нижняя; 3 —
вкладыш; 4 — стопор; 5 — кольцо
уплотнительное; 6 — манжетодержатель; 7
— крышка шаровая; 8 — уплотнительная
набивка; 9 — головка шаровая; 10 — вкладыш; 11
— грундбукса; 12 — крышка головки; 13
— шток; 14 — болт откидной; 15 — палец; 16 —
шплинт; 17 — гайка накидная; 18 — ниппель;
19 — наконечник
направляющие
втулки, как правило, меняют при текущем
ремонте скважин.
При установке устьевых
сальников на устье все резиновые кольца и
уплотнительные набивки должны смазываться
густой смазкой.
Разбирать шаровую
крышку и отделять головку от тройника без
необходимости не рекомендуется. При потере
герметичности в шаровой опоре заменяют
уплотнительные кольца в условиях
мастерской.
Для оборудования устья
скважин выпускаются: ОУ140-146/168-65А —
оборудованные устья насосных скважин,
периодически фонтанирующих, с
концентрической подвеской колонны НКТ
относительно оси скважины; 0У140-146/168-65Б -то
же, для скважин с эксцентрической подвеской
труб (рис. 5.4).
В состав оборудования ОУ
входят устьевой сальник СУС2 с двойным
уплотнением и пробковые краны КППС65-140. В
качестве запорных устройств применяют
пробковые краны от фонтанной арматуры с
уплотнительной смазкой на 14 МПа. Подъемная
колонна смещена относительно оси скважины.
В трубной головке оборудования ОУ типа Б
предусмотрен патрубок с задвижкой для
установки лубрикатора и спуска
исследовательских приборов в затрубное
пространство. Для перепуска газа из
затрубного пространства в выкидную линию в
обвязке предусмотрен обратный клапан.
Затвор обратного клапана (седло и шарик)
использован от скважинного
насоса.
Оборудование устья скважин,
эксплуатируемых с помощью погружных
электронасосов ОУЭН, может быть
использовано и на периодически
фонтанирующих скважинах (табл. 5.6). При этом
допускаются подвеска колонны
насосно-компрессорных труб, а также
профилактические, ремонтные и
исследовательские работы на скважине.
Колонну насосно-компрессорных труб
подвешивают на разъемном конусе, в котором
предусмотрен проход и для кабеля. Трубы и
кабель уплотняют резиновыми разрезными
прокладками, поджимаемыми разъемным
фланцем.
Балансирный привод
станка-качалки имеет недостаток -точка
подвеса штанг совершает сложное движение,
что вызывает рост динамических нагрузок на
штанговую колонну. С целью их уменьшения
применяется безбалансирный станок-качалка,
в котором шатун и балансир заменяются
гибкой связью — стальным
канатом.
Приводная часть
безбалансирного станка-качалки (включая
редуктор) аналогична балансирному.
Конструкция кривошипа V-образной формы, с
углом 30°. Над устьем скважины, на наклонной
стойке расположен ролик, через который
переброшена гибкая подвеска, соединенная с
шатунами. Нижняя головка
Т а б л и ц а
5.6
|
Показатель |
ОУ140-146/168-65А |
ОУ140-146/168-65Б |
ОУЭН140-65 |
|
Габариты, мм: длина |
2100 |
2100 |
1950 |
|
ширина |
430 |
430 |
430 |
|
высота |
1180 |
1026 |
1290 |
|
Масса, кг |
473 |
468 |
548 |
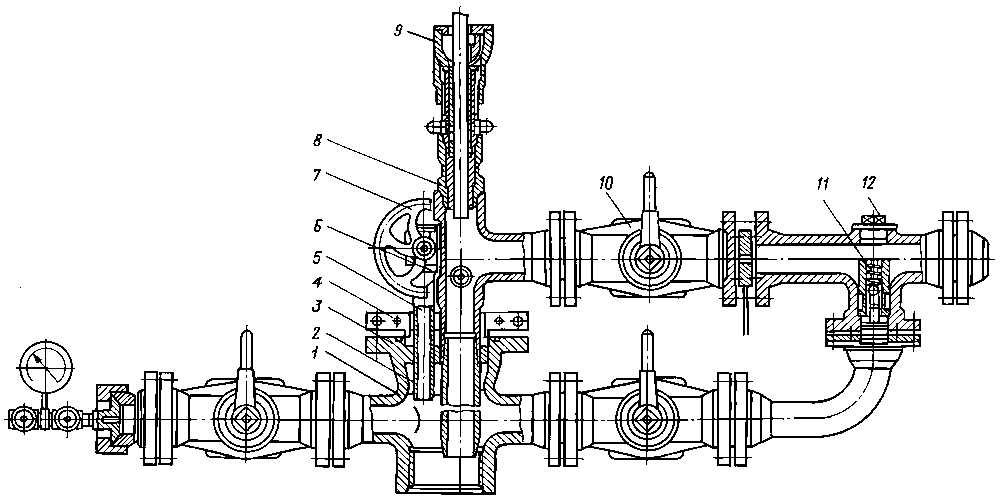
Рис.
5.4. Оборудование устья ОУ140-146/
168-65Б:
1 — крестовик; 2 —
конусная подвеска; 3 — резиновые
уплотнения; 4 — разъемный фланец; 5 —
патрубок; 6 — тройник; 7 -задвижка; 8 —
сальник устьевой СУС2; 9, 11 — обратный
клапан; 10 — кран; 12 — пробка
шатуна
соединена с кривошипом. Безбалансирные
станки-качалки рассчитаны на нагрузку 30 и 60
кН, длину хода от 0,45 до 5 м и крутящий момент
до 80 кН-м. Они имеют меньшие габариты и
металлоемкости по сравнению с балансирным.
Недостатком является малая надежность
гибкой связи.
Гидро- и пневмопривод
штанговых установок приводят в движение
штанги через шток с поршнем, расположенным
в цилиндре. Гидро- и пневмопривод позволяют
получить более благоприятный закон
движения точки подвеса штанг (ТПШ).
Вниз
штанги движутся под действием сил
тяжести.
Пневмопривод обычно
используется малой мощности, т.е. для
скважин с малой глубиной подвески и малой
подачей. Гидропривод (гидрокачалка)
более широко известен (рис.
5.5)
Приводной цилиндр 3 с поршнем
крепится на фланце обсадной колонны
скважины. С поршнем соединен полированный
шток 2, проходящий через сальник 1. К
штоку подвешена колонна штанг. Жидкость
подается попеременно в рабочую полость
цилиндра и уравновешивающий аккумулятор 5.
Рабочая жидкость при ходе штанг вверх
поступает на прием насоса системы
гидропривода (А) над напором из
аккумулятора, где поддерживается
постоянное давление сжатым газом над
уровнем жидкости в аккумуляторе. В конце
хода вверх элементы управления 4
переключают систему на подачу
рабочей
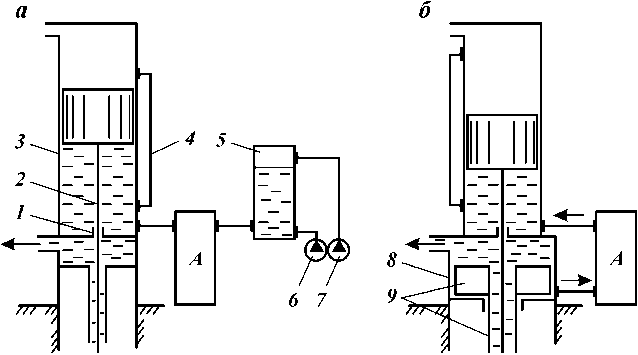
Рис.
5.5. Схема гидропривода штангового насоса
фирмы “Викерс” (США) (¦?)
и типа АГТ (
•)
жидкости из рабочего цилиндра в
аккумулятор. Под действием веса штанг
жидкость поступает на прием силового
насоса. Для поддержания давления жидкости и
газа в аккумуляторе имеются компрессор
7 и насос 6. По схеме АГН уравновешивание
происходит за счет веса НКТ. Для этого
используется уравновешивающий цилиндр
8, в котором на поршень 9 подвешены
НКТ. Установки с гидроприводом
обеспечивают большие длины хода глубинного
насоса, легкость регулирования режима
работы и малую металлоемкость. Параметры
установки АГН-Л: длина хода точки подвеса
штанг 2,2 м; нагрузка до 60 кН; масса 1550 кг.
В
последнее время гидрофицированный привод
ЛП-114 предложен заводом “Мотовилиха” (г.
Пермь). Такие приводы работают в Западной
Сибири (г. Сургут). Уравновешивание
производится гидроаккумулятором.
Параметры установки ЛП-114: длина хода точки
подвеса штанг 2,5 м; нагрузка до 80 кН; масса 1980
кг. Схема ЛП-114 соответствует схеме (см. рис.
5.5, а).
Станки-качалки с одноплечным
балансиром
В связи с появлением на
промыслах большого количества зарубежного
оборудования можно встретить
станки-качалки с одноплечным балансиром
типа МАРК фирмы “Lufkin” (США), а также
отечественных производителей (привод ПШГНО
6-2,5, Уралтрансмаш, г. Екатеринбург) (рис. 5.6).
Особенностью подобных приводов является
использование кинематической схемы с
одноплечным балансиром. Подобное
выполнение станков-качалок обусловлено
рядом причин. Так, эти станки-качалки имеют
более благоприятный закон движения точки
подвеса штанг, позволяющий несколько
уменьшить динамические нагрузки на
штанговую колонну. Если сравнить два
станка-качалки с одинаковыми длинами и
соотношениями кинематических звеньев, один
из которых обычный станок-качалка, а второй
— с одноплечным балансиром, то у последнего
максимальные нагрузки в точке подвеса
штанг будут несколько меньше (около 8-10 %, по
данным [2]). Одно-плечный станок-качалка
имеет также более пологую кривую скорости
точки подвеса штанг, позволяющую
существенно (около 35 %) снизить амплитуду
колебаний штанг, а следовательно, и их
динамическое нагружение и тем самым
увеличить срок работы штанговой колонны.
Рассмотрим последний вывод более
подробно.
Известно, что вследствие
упругих деформаций штанг и труб, после
начала движения точки подвеса штанг вверх,
плун-
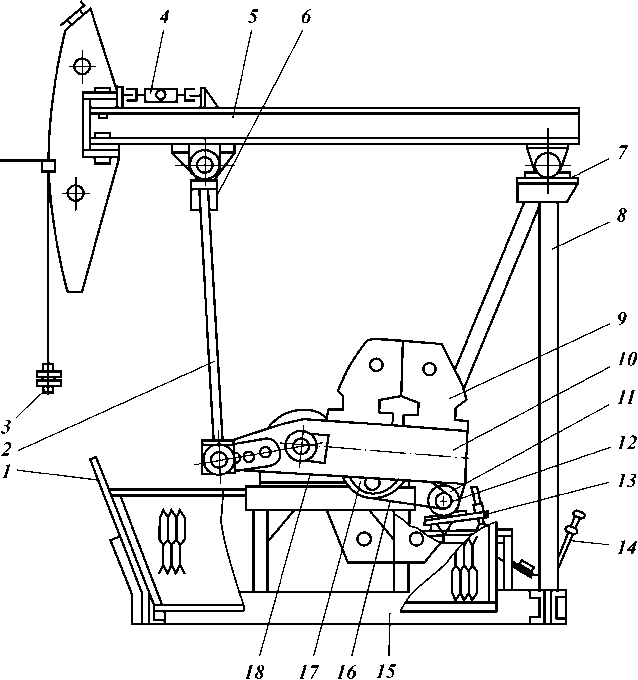
Рис.
5.6. Станок-качалка с одноплечным
балансиром:
1 — ограждение; 2 —
шатун; 3 — подвеска устьевого штока; 4
— стяжка; 5 — балансир с опорой; 6 —
траверса; 7 — винт установочный; 8 —
стойка; 9 — противовес; 10 — кривошип;
11 — электродвигатель; 12 — шкив
ведущий; 13 -плитка поворотная;
14 — рычаг тормоза; 15 — рама;
16 — ремень; 17 — шкив
ведомый; 18 —
редуктор
жер остается неподвижным
относительно цилиндра. После того как
произойдет вытяжка штанг и сокращение труб,
движение от ТПШ передается плунжеру, причем
за это время ТПШ успевает набрать
определенную скорость. В р езультате
плунжер резко страгивается с места и
нагружается столбом жидкости в трубах в
виде импульса силы, т.е. возникают
продольные свободные колебания системы
штанговая колонна -столб жидкости. У
станков-качалок с одноплечным балансиром в
сравнении с обычными станками-качалками
ТПШ в момент страгивания плунжера успевает
набрать меньшую скорость, что, как уже
указывалось, позволяет существенно снизить
амплитуду колебаний штанг и уменьшить их
динамическое нагружение.
Интересно
отметить, что у подобных станков-качалок
направление вращения кривошипа обратное,
т.е. против часовой стрелки (устье слева),
что также позволяет несколько уменьшить
динамические нагрузки.
Другим
достоинством подобных станков-качалок
является их компактность, а следовательно,
и меньший вес, в результате чего их
применение более предпочтительно при
больших нагрузках на полированный
шток.
Однако они имеют и недостатки,
препятствующие их широкому
распространению. Это, прежде всего, их малая
боковая устойчивость, т.е. большая высота
при малой ширине. У подобных
станков-качалок кривошипы с грузами
находятся в опасной близости от устья
скважины, что затрудняет их техническое
обслуживание и ремонт. При балансировке
подобных станков-качалок требуется большой
вес кривошипных грузов, так как вес самого
кривошипа приложен к балансиру со стороны
скважины по отношению к стойке
балансира.
Станки-качалки с
дезаксиальным кривошипно-шатунным
механизмом
Наряду с аксиальными
(обычными) кривошипно-шатунными
механизмами (станки-качалки типа СК), у нас в
стране выпускаются станки-качалки с
дезаксиальной схемой (типа СКД). За рубежом
(в особенности в США) практически все
станки-качалки выпускаются с небольшим
дезаксиалом.
Дезаксиал n
определяется местом расположения
кривошипного центра (точки 0) относительно
прямой В1В2 (рис. 5.7), где
В1 и В2 — крайнее верхнее и нижнее
положения кривошипа. Если точка 0
расположена на прямой В1В2, то
механизм аксиальный (обычный), если справа
от прямой В1В2, то механизм с
отрицательным дезаксиалом, если слева, то
механизм с положительным дезаксиалом.
Основное их отличие в том, что у аксиального
станка-качалки время хода ТПШ вверх и вниз
равно. Поэтому такие станки-качалки
называют симметричными. Однако нагружение
ТПШ за время хода вверх и вниз
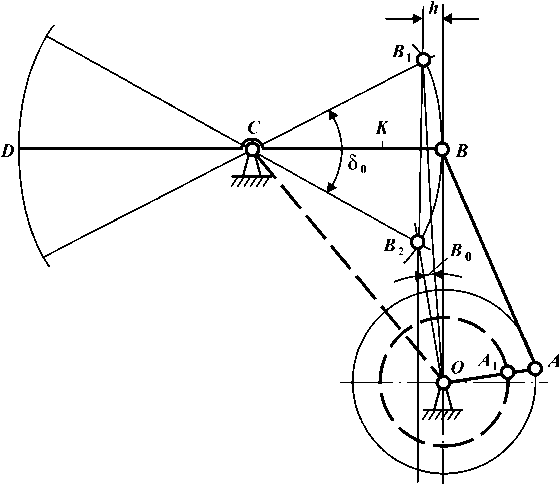
Рис.
5.7. Кинематическая схема преобразующего
механизма
дезаксиальных
станков-качалок
разное,
что обусловлено работой штангового насоса.
При ходе вверх станок-качалка производит
работу по поднятию штанговой колонны и
столба жидкости, при ходе вниз штанговая
колонна идет под собственным весом, а вес
столба жидкости передается на трубы.
Очевидно, что если средняя скорость
движения ТПШ при ходе вверх будет меньше,
чем при ходе вниз, то это позволит уменьшить
ускорения, а следовательно, и динамические
нагрузки, действующие на штанговую колонну
п р и ходе вверх, т.е. в тот период, когда она
наиболее нагружена.
Исходя из этих
соображений станки-качалки выполняют с
небольшим отрицательным дезаксиалом, у
которых время хода вверх больше времени
хода вниз. Слишком большой дезаксиал также
нежелателен, так как при этом происходит
увеличение утечек через плунжер при ходе
вверх, появляется возможность зависания
колонны штанг в трубах при ходе вниз за счет
большей скорости спуска, особенно при ее
работе в наклонно направленных скважинах и
скважинах с отклонениями парафина или
гидратов.
5.2.
Насосно-компрессорные
трубы
Насосно-компрессорные трубы по
ГОСТ 633-80 могут выпускаться четырех
конструкций:
гладкие и муфты к ним;
с
высаженными наружу концами и муфты к ним
(тип В);
гладкие высокогерметичные и
муфты к ним (тип НКМ);
безмуфтовые
высокогерметичные с высаженными наружу
концами (тип НКБ).
ГОСТ 633-80
предусматривает изготовление труб по
точности и качеству двух исполнений: А и Б.
Трубы всех типов исполнения А выпускаются
длиной 10 м, с возможными отклонениями ±5 %.
Трубы исполнения Б изготавливают двух
групп длин: группа 1 — от 5,5 до 8,5 м; группа 2 —
от 8,5 до 10,0 м.
Трубы соединяют с помощью
резьб конических с треугольным (НКТ) или
трапецеидальным (НКМ, НКБ)
профилем.
Колонна труб, свинченная из
гладких труб, имеет прочность, не
одинаковую по всей длине. Прочность
резьбового соединения меньше прочности
тела трубы. Такие трубы называют
неравнопрочными. Равнопрочные трубы (с
высадкой и НКБ) имеют прочность, одинаковую
по всей длине.
При применении НКТ для
обеспечения герметичности необходимо
применять специальные смазки.
Трубы
типов НКМ и НКБ относятся к
высокогерметичным из-за выполнения
специального уплотнительного пояска на
ниппельной и муфтовой частях
соединения.
Трубы типов НКМ и НКБ
требуют специальной оснастки при
проведении спускоподъемных работ, чтобы
избежать износа уплотнительной
поверхности ниппеля в момент укладки на
мостки или, наоборот, в момент подачи трубы
с мостков на устье. Целесообразнее работать
с такими трубами с установкой их в
вертикальное положение на мачте подъемного
агрегата.
По механической прочности
трубы разделяют по группам прочности.
Предельная глубина спуска одноразмерной
равнопрочной колонны труб (в вертикальных
скважинах), исходя из расчета на растяжение
от собственного веса, приведена в табл. 5.7. В
табл. 5.8 приведены аналогичные данные для
НКТ по стандарту Американского нефтяного
института АНИ5СТ из наиболее известных
групп прочности (при коэффициенте запаса
прочности 1,3).
Для наклонных скважин
указанные значения будут
меньше.
Максимальный диаметр НКТ для
эксплуатационной колон-
Предельные
глубины спуска (в м) одноступенчатой
колонны насосно-компрессорных труб
(гладкие) отечественного производства по
ГОСТ 633-80
|
Условный диаметр трубы, мм |
Толщина стенки трубы, мм |
Группа прочности |
||||
|
Д |
К |
Е |
Л |
М |
||
|
48 |
4,0 |
1986 |
2614 |
2874 |
3397 |
3920 |
|
60 |
5,0 |
2207 |
2904 |
3194 |
3775 |
4355 |
|
73 |
5,5 |
2308 |
3037 |
3341 |
3948 |
4555 |
|
7,0 |
2484 |
3266 |
3593 |
4246 |
4899 |
|
|
89 |
6,5 |
2381 |
3133 |
3446 |
4073 |
4700 |
|
102 |
6,5 |
2192 |
2885 |
3173 |
3750 |
4327 |
|
114 |
7,0 |
2237 |
2944 |
3238 |
3827 |
4416 |
Т а б л и
ц а 5.8
Предельные глубины спуска (в м)
одноступенчатой колонны
насосно-компрессорных труб (гладкие) по
стандарту АНИ
|
Условный диаметр трубы, мм |
Толщина стенки трубы, мм |
Группа прочности |
||||
|
Н-40 |
J-55 |
С-75 |
N-80 (L-80) |
P-105 |
||
|
48 |
3,68 |
1620 |
2216 |
3017 |
3222 |
— |
|
60 |
4,83 |
1866 |
2564 |
3502 |
3732 |
4900 |
|
73 |
5,51 |
1952 |
2687 |
3667 |
3911 |
5128 |
|
7,82 |
— |
— |
4081 |
4359 |
5715 |
|
|
89 |
6,45 |
2059 |
2834 |
3855 |
4117 |
5400 |
|
102 |
5,74 |
1793 |
2462 |
3355 |
3580 |
— |
|
114 |
6,88 |
1935 |
2677 |
3665 |
3912 |
— |
ны 146 мм не должен превышать 73 мм,
для колонны 168 мм -89 мм.
В настоящее время
основная масса отечественных НКТ
выпускается с группами прочности Д, К,
Е.
За рубежом трубы НКТ изготавливают
как по стандартам АНИ (5А, 5АХ, 5АС), так и по
другим нормативным документам. Стандарт
АНИ5А предусматривает выпуск труб групп
прочности Н-40, J-55 и N-80, стандарт АНИ5АС — из
высокопрочных сталей группы прочности Р-105,
стандарт АНИ5АС -из коррозионно-стойких
сталей групп прочности С-75 и L-80.
Механические свойства сталей, используемых
для НКТ, приведены в табл. 5.9. Выпускаются
также нестандартизирован-ные трубы групп
прочности С-90, Q-125, V-150.
Стандартами АНИ
предусмотрены муфтовые (для гладких труб и
с высадкой наружу) и безмуфтовые
соединения. Применяют резьбы конические с
треугольным (аналоги соединений для
гладких труб НКТ по ГОСТ 633-80), или
трапецеидальным профилем (аналоги
соединений труб типов НКБ, НКМ
|
Показатель |
Группа прочности стали |
||||
|
Д |
К |
Е |
Л |
М |
|
|
Временное сопротивление о,, |
65 |
70 |
75 |
80 |
90 |
|
не менее |
|||||
|
Предел текучести от, кгс/м2, |
38 |
50 |
55 |
65 |
75 |
|
Относительное удлинение, |
|||||
|
S5 |
16 |
12 |
12 |
12 |
12 |
|
S10 |
12 |
10 |
10 |
10 |
10 |
по ГОСТ
633-80). Могут применяться и специальные
уплотнительные кольца из тефлона для
увеличения герметичности
соединения.
Стандартами АНИ [29]
предусмотрены резьбовые соединения
высадкой наружу
(рис. 5.8, 1),
гладкие (рис.
5.8, 2)
и
безмуфтовые соединения,
например, “Интеграл” (рис. 5.8, 3). Данные
резьбовые соединения взаимозаменяемы с
соединениями по ГОСТ 633-80. Из соединений
других типов можно отметить соединения
“Хайдрилл” (рис. 5.8, 8-15). Характерной
особенностью таких соединений является
двухступенчатая резьба, причем соединение
может быть как муфтовое, так и безмуфтовое,
с высадкой наружу и во внутрь. Данное
соединение позволяет получить три
уплотнительные поверхности -на концах труб
и ступеньках резьб. Выполнение соединения
“Хайдрилл” с высадкой (рис. 5.8, 11, 13, 14)
позволяет получить прочное и герметичное
соединение, прочность которого не менее
прочности тела трубы.
Фирма “Атлас
Брэдфорд” (США) в своих резьбовых
соединениях широко применяет
уплотнительные кольца из тефлона (рис. 5.8,
18-23), позволяющие получить
высокогерметичное соединение, так как
уплотнение осуществляется по двум
поверхностям: по коническим уплотнительным
поверхностям и уплотнительному кольцу.
Фирмы “Маннесман” (ФРГ) и “Валурек”
(Франция) (рис. 5.8, 16, 17, 24-26) применяют в
своих соединениях резьбу “Батресс”,
подходящую больше для обсадных труб. Фирма
“Маннесман” широко использует соединение
типа TDS, уплотнение которого осуществляется
за счет выполнения специальной выпуклой
поверхности на конце трубы, плотно входящей
в цилиндрическую расточку муфты, а фирма
“Валурек” — высокогерметичное соединение
типа VAM, уплотнение которого осуществляется
за счет выполнения конической поверхности
на скошенном конце трубы, позволяющей при
свинчивании получать две уплотнительные
поверхности.
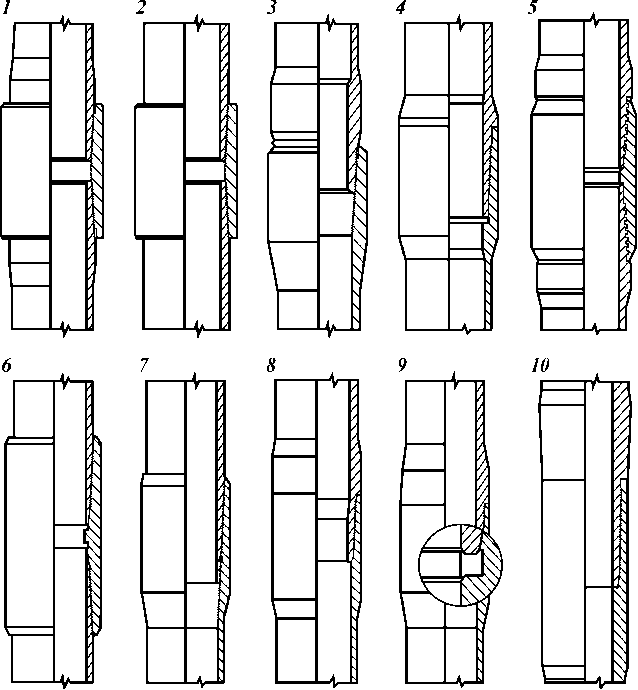
Рис.
5.8. Соединения труб НКТ зарубежного
производства
В табл. 5.10 указаны
характеристики насосно-компрессорных труб
и соединений различных типов, выпуск
которых предусмотрен стандартом АНИ.
Характеристики представлены в английской
системе мер и СИ.
В табл. 5.11, 5.12 дан
перевод в миллиметры соответственно целых
дюймов и их долей.
Например, труба
диаметром 2 3/8″ — это 2,3750 дюймов в
десятичной записи или в СИ 50,8 + 9,525 = 60,325
мм.
Ниже представлен перевод с
английской системы мер в СИ других величин,
наиболее широко применяемых в
нефтепромысловой практике.
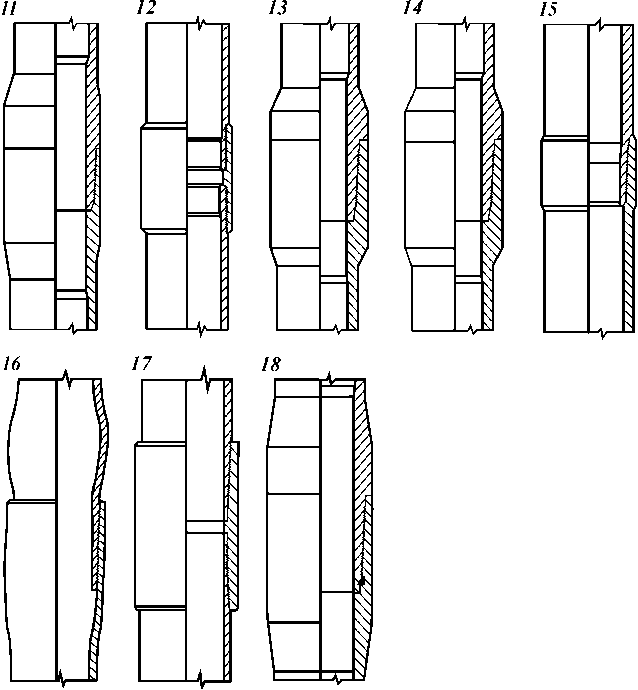
Рис.
5.8. Продолжение
1 фут = 0,3048 м; 1 баррель =
158,98 л; 1 баррель = 42 галлона;
1 кубический
фут = 28,6 л; 1 галлон (амер.) = 0,02381 барреля;
1
галлон = 0,003785 м3; 1 галлон = 3,785 л;
1 г =
0,0353 унции; 1 л.с. = 0,7457 кВт; 1 м3 = 6,289
барреля;
1 м3 = 264,172 галлона; 1
м3 = 35,3146 куб. фута;
1 м3 = 1,30795
куб. ярда; 1 галлон в минуту = 34,296 ба рреля в
сутки; 1 см = 0,032808 фута; 1 см = 0,3937 дюйма; 1 см = =
0,010936 ярда;
1 м = 3,2808 фута; 1 м = 39,37 дюйма; 1 м =
1,0936 ярда;
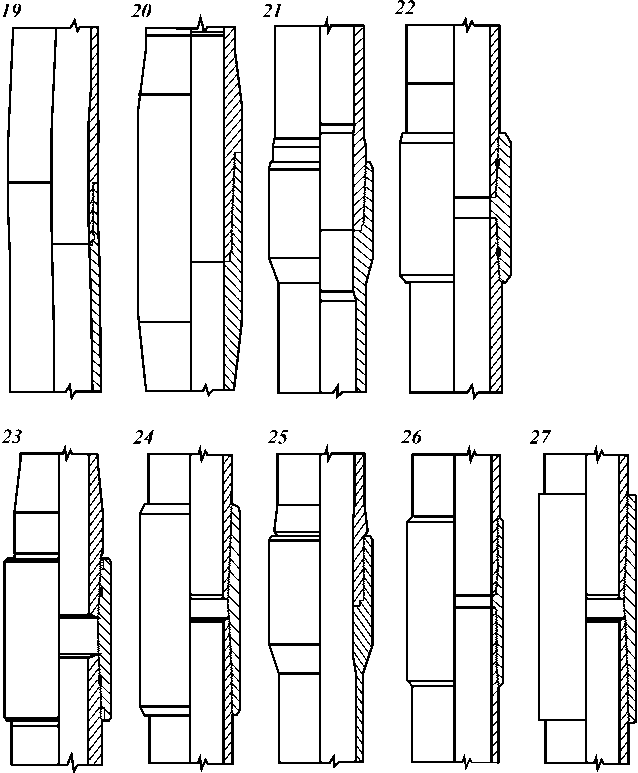
Рис.
5.8. Продолжение
= 1,6093 км; 1
фунт = 0,4536 кг; 1
1 миля = 10,7639 кв.
фута;
м
1 м2 = 1,1959 кв.
ярда; 1 т = 2204,622 фунта; 1 Вт = = 0,00134 л.с.; 1 ярд =
91,44 см; 1 ярд = 0,9144 м; 1 фунт/кв. дюйм = 0,0703
кг/см2;
1 фунт/фут = 1,486 кг/м.
За
рубежом многие фирмы выпускают большую
номенкла-
|
Наруж ный диа метр, дюйм (мм) |
Удельный вес, фунт/фут |
Тол щина стен ки, дюйм (мм) |
Внут- рен- ний диа метр, дюйм (мм) |
Данные |
|||||
|
Трубы с муфтой |
Трубы с муфтой с вы-садкой |
Без- муф- то- вые тру бы |
Внут ренний диа метр муфты, дюйм (мм) |
Наружный |
|||||
|
труб без вы садки |
труб с высадкой обычные |
труб с высадкой специальные |
|||||||
|
1,050 (26,7) |
1,14 |
1,20 |
,113 (2,87) |
,824 (21,0) |
,730 (18,54) |
1,313 (33,35) |
1,660 (42,16) |
||
|
1,315 (33,4) |
1,70 |
1,80 |
1,72 |
,133 (3,38) |
1,049 (26,6) |
,955 (24,26) |
1,660 (42,16) |
1,900 (48,26) |
|
|
2,10 |
,125 (3,17) |
1,410 (41,9) |
|||||||
|
1,660 (42,2) |
2,30 |
2,40 |
2,33 |
,140 (3,56) |
1,380 (35,1) |
1,286 (32,66) |
2,054 (52,17) |
2,200 (55,88) |
|
|
1,900 (48,3) |
2,40 |
,125 (3,17) |
1,650 (41,9) |
||||||
|
1,900 (48,3) |
2,75 |
2,90 |
2,76 |
,145 (3,68) |
1,610 (40,9) |
1,516 (38,50) |
2,200 (55,88) |
2,500 (63,50) |
|
|
2,063 (52,4) |
3,25 |
,156 (3,96) |
1,751 (44,5) |
||||||
|
4,00 |
,167 (4,24) |
2,041 (51,8) |
1,947 (49,45) |
2,875 (73,03) |
|||||
|
2,375 (60,3) |
4,60 |
4,70 |
, 1 90 |
1,995 (50,6) |
1,901 (48,29) |
2,875 (73,03) |
3,063 (77,80) |
2,91 0 |
|
|
5,80 |
5,95 |
,254 6,45 |
1,867 47,4 |
1,773 45,03 |
2,875 73,03 |
3,063 77,80 |
2,910 73,91 |
||
|
соединениям |
Группа прочнос ти |
Сминающее давление, |
Внутреннее давление, при котором |
Осевая нагрузка, при которой напряжения |
|||
|
Безмуфтовые соединения, дюйм (мм) |
Для труб без высадки |
Для труб с высадкой |
Для безмуф- товых труб |
||||
|
Внутренний диаметр |
Наружный диаметр |
||||||
|
Н-40 J-55 С-75 N-80 |
7,680 10,560 14,410 15,370 |
7,530 10,360 14,120 15,070 |
6,360 8,740 11,920 12,710 |
13,310 18,290 24,950 26,610 |
|||
|
,955 (24,26) |
1,550 (39,37) |
Н-40 J-55 С-75 N-80 |
7,270 10,000 13,640 14,550 |
7,080 9,730 13,270 14,160 |
10,960 15,060 20,540 21,910 |
19,760 27,160 37,040 39,510 |
15,970 21,960 29.940 31.940 |
|
1,286 (32,66) |
1,880 (47,75) |
Н-40 J-55 |
5,570 7,660 |
5,270 7,250 |
22,180 30,500 |
||
|
1,286 (32,66) |
1,880 (47,75) |
Н-40 J-55 С-75 N-80 |
6,180 8,490 11,580 12,360 |
5,900 8,120 11,070 11,810 |
15,530 21,360 29,120 31,060 |
26,740 36,770 50,140 53,480 |
22,180 30,500 41,600 44,370 |
|
1,516 (38,51) |
2,110 (53,59) |
Н-40 J-55 |
4,920 6,640 |
4,610 6,330 |
26,890 36,970 |
||
|
1,516 (38,51) |
2,110 (53,59) |
Н-40 J-55 С-75 N-80 |
5,640 7,750 10,570 11,280 |
5,340 7,350 10,020 10,680 |
19,090 26,250 35,800 38,180 |
31,980 43,970 59.960 63.960 |
26,890 36,970 50,420 53,780 |
|
1,657 |
2,325 |
Н-40 J-55 С-75 N-80 |
5,590 7,690 10,480 11,180 |
5,290 7,280 8,920 10,590 |
35,690 49,070 66,910 71,370 |
||
|
Н-40 J-55 С-75 N-80 |
5,230 7,190 9,520 9,980 |
4,920 6,770 9,230 9,840 |
30,130 41,430 56,500 60,260 |
||||
|
Н-40 J-55 С-75 N-80 Р-105 |
5,890 8, 1 00 11,040 11,780 15,460 |
5,600 7.700 10,500 11,200 14.700 |
35,960 49,450 67,430 71,930 94,410 |
52,170 71,730 97,820 104,340 136,940 |
|||
|
С-75 N-80 Р-105 |
14,330 15,280 20,060 |
14,040 14,970 19,650 |
96,560 102,990 135,180 |
126,940 135,400 177,710 |
|
Наруж ный диа метр, дюйм (мм) |
Удельный вес, фунт/фут |
Тол щина стен ки, дюйм (мм) |
Внут- рен- ний диа метр, дюйм (мм) |
Данные |
|||||
|
Трубы с муфтой |
Трубы с муфтой с вы-садкой |
Без- муф- то- вые тру бы |
Внут ренний диа метр муфты, дюйм (мм) |
Наружный диаметр муфты, дюйм (мм) |
|||||
|
труб без вы садки |
труб с высадкой |
труб с высадкой |
|||||||
|
2,875 (73,0) |
6,40 |
6,50 |
,217 (5,51) |
2,441 (62,0) |
2,347 (59,61) |
3,500 (88,90) |
3,668 (93,17) |
3,460 (87,88) |
|
|
8,60 |
8,70 |
,308 (7,82) |
2,259 (57,4) |
2,165 (54,99) |
3,500 (88,90) |
3,668 (93,17) |
3,460 (87,88) |
||
|
3,500 (88,9) |
7,70 |
,216 (5,49) |
3,068 (77,9) |
2,943 (74,75) |
4,250 (107,95) |
||||
|
9,20 |
9,30 |
,254 (6,45) |
2,992 (76,0) |
2,867 (72,82) |
4,250 (107,95) |
4,500 (114,30) |
4, 1 80 (106,17) |
||
|
10,20 |
,289 (7,34) |
2,922 (74,2) |
2,797 (71,04) |
4,250 (107,95) |
|||||
|
12,70 |
12,95 |
,375 (9,52) |
2,750 (69,9) |
2,625 (66,68) |
4,250 (107,95) |
4,500 (114,30) |
4,180 (106,17) |
||
|
4,000 (101,6) |
9,50 |
,226 (5,74) |
3,548 (90,1) |
3,423 (86,94) |
4,750 (120,65) |
||||
|
11,00 |
,262 (6,65) |
3,476 (88,3) |
3,351 (85,12) |
5,000 (127,0) |
|||||
|
4,500 (114,3) |
12,6 |
12,75 |
,271 (6,88) |
3,958 (100,5) |
3,833 (97,36) |
5,200 (132,08) |
5,563 (141,3) |
|
соединениям |
Группа прочнос ти |
Сминающее давление, |
Внутреннее давление, п р и котором |
Осевая нагрузка, при которой напряжения |
|||
|
Безмуфтовые соединения, дюйм (мм) |
Для труб без высадки |
Для труб с высадкой |
Для безмуф- товых труб |
||||
|
Внутренний диаметр |
Наружный диаметр |
||||||
|
Н-40 J-55 С-75 N-80 Р-105 |
5,580 7,680 10,470 11,160 14,010 |
5,280 7,260 9,910 10,570 13,870 |
52,780 72,580 98,970 105,570 138,560 |
72,480 99,660 135,900 144,960 190,260 |
|||
|
С-75 N-80 Р-105 |
14,350 15,300 20,090 |
14,060 15,000 19,690 |
149,360 159,310 209,100 |
186,290 198,710 260,810 |
|||
|
Н-40 J-55 С-75 N-80 |
4,630 5,970 7,540 7,870 |
4,320 5,940 8,100 8,640 |
65,070 89,470 122,010 130,140 |
||||
|
Н-40 J-55 С-75 N-80 Р-105 |
5,380 7,400 10,040 10,530 13,050 |
5,080 6,980 9,520 10,160 13,340 |
79,540 109,370 149,140 159,090 208,800 |
103,610 142,460 194,260 202,220 271,970 |
|||
|
Н-40 J-55 С-75 N-80 |
6,060 8,330 11,360 12,120 |
5,780 7,950 10,840 11,560 |
92,550 127,250 173,530 185,100 |
||||
|
С-75 N-80 Р-105 |
14,350 15,310 20,090 |
14,060 15,000 19,690 |
230,990 246.390 323.390 |
276,120 294,530 386,570 |
|||
|
Н-40 J-55 С-75 N-80 |
4,060 5,110 6,350 6,590 |
3,960 5,440 7,420 7,910 |
72,000 99.010 135.010 144.010 |
||||
|
Н-40 J-55 С-75 N-80 |
4,900 6,590 8,410 8,800 |
4,590 6,300 8,600 9,170 |
123,070 169,220 230,750 246,140 |
||||
|
Н-40 J-55 С-75 N-80 |
4.500 5,720 7,200 7.500 |
4,220 5,800 7,900 8,430 |
104,360 143,500 195,680 208,730 |
144,020 198,030 270.040 288.040 |
|
Дюймы |
Милли метры |
Дюймы |
Миллиметры |
Дюймы |
Милли метры |
|
1 |
25,4 |
5 |
127,0 |
9 |
228,6 |
|
2 |
50,8 |
6 |
152,4 |
10 |
254,0 |
|
3 |
76,2 |
7 |
177,8 |
11 |
279,4 |
|
4 |
101,6 |
8 |
203,2 |
12 |
304,8 |
Т а б л и ц а 5.12
Перевод долей дюймов в миллиметры
|
Дюймы в записи |
Дюймы в десятичной |
Миллиметр ы |
Дюймы в записи дробью |
Дюймы в |
Миллимет ры |
|
1/64 |
,015625 |
0,397 |
33/64 |
,515625 |
13,097 |
|
1/32 |
,03125 |
0,794 |
17/32 |
,53125 |
13,494 |
|
3/64 |
,046875 |
1,191 |
35/64 |
,546875 |
13,891 |
|
1/16 |
,0625 |
1,588 |
9/16 |
,5625 |
14,288 |
|
5/64 |
,078125 |
1,984 |
37/64 |
,578125 |
14,684 |
|
3/32 |
,09375 |
2,381 |
19/32 |
,59375 |
15,081 |
|
7/64 |
,109375 |
2,778 |
39/64 |
,609375 |
15,478 |
|
1/8 |
,1250 |
3,175 |
5/8 |
,6250 |
15,875 |
|
9/64 |
,140625 |
3,572 |
41/64 |
,640625 |
16,272 |
|
5/32 |
,15625 |
3,969 |
21/32 |
,65625 |
16,669 |
|
11/64 |
,171875 |
4,366 |
43/64 |
,671875 |
17,066 |
|
3/16 |
,1875 |
4,763 |
11/16 |
,6875 |
17,463 |
|
13/64 |
,203125 |
5,159 |
45/64 |
,703125 |
17,859 |
|
7/32 |
,21875 |
5,556 |
23/32 |
,71875 |
18,256 |
|
15/64 |
,234375 |
5,953 |
47/54 |
,734375 |
18,653 |
|
1/4 |
,2500 |
6,350 |
3/4 |
,7500 |
19,050 |
|
17/64 |
,265625 |
6,747 |
49/64 |
,765625 |
19,447 |
|
9/32 |
,28125 |
7,144 |
25/32 |
,78125 |
19,844 |
|
19/64 |
,296875 |
7,541 |
51/64 |
,796875 |
20,241 |
|
5/16 |
,3125 |
7,938 |
13/16 |
,8125 |
20,638 |
|
21/64 |
,328125 |
8,334 |
53/64 |
,828125 |
21,034 |
|
11/32 |
,34375 |
8,731 |
27/32 |
,84375 |
21,431 |
|
23/64 |
,359375 |
9,128 |
55/64 |
,859375 |
21,828 |
|
3/8 |
,3750 |
9,525 |
7/8 |
,8750 |
22,225 |
|
25/64 |
,390625 |
9,922 |
57/64 |
,890625 |
22,622 |
|
13/32 |
,40625 |
10,319 |
29/32 |
,90625 |
23,019 |
|
27/64 |
,421875 |
10,716 |
59/64 |
,921875 |
23,416 |
|
7/16 |
,4375 |
11,113 |
15/16 |
,9375 |
23,813 |
|
29/64 |
,453125 |
11,509 |
61/64 |
,953125 |
24,209 |
|
15/32 |
,46875 |
11,906 |
31/32 |
,96875 |
24,606 |
|
31/64 |
,484375 |
12,303 |
63/64 |
,984375 |
25,003 |
|
1/2 |
,5000 |
12,700 |
1 |
1,000 |
25,400 |
Характеристика
нестандартных и тяжелых НКТ, выпускаемых за
рубежом
|
Наружный диаметр, дюйм (мм) |
Ч о~’н ? |
Толщина стенки, дюйм (мм) |
Внутренний диаметр, дюйм |
Тип |
Данные по |
Взаимо заменяе мость соеди нений труб |
|||||
|
Внутренний диаметр муфты |
Наружный диаметр муфты обычного исполнения |
Наружный диаметр муфты специального |
|||||||||
|
дюйм |
мм |
дюйм |
мм |
дюйм |
мм |
||||||
|
1,050 (26,7) |
1,13 |
,113 (2,87) |
,824 (20,93) |
GST Streamline Hydril CS VAM |
,687 ,807 |
17,45 20,49 |
1,310 1,327 1,299 |
33,27 33,71 32,99 |
1,300 |
33,02 |
|
|
1,47 |
,154 (3,91) |
,742 (18,85) |
Hydril CS VAM |
,687 ,728 |
17,45 18,49 |
1,327 1,339 |
33,71 34,01 |
||||
|
1,315 (33,4) |
1,68 |
,133 (3,38) |
1,049 (26,64) |
Rucker Atlas Rucker Atlas Bradford DSS-HT & IJ-3SS GST Streamline Hydril CS |
,985 ,985 ,970 1,004 |
25.02 25.02 24,64 25,50 |
1.551 1,562 1.551 1,550 1.552 1,555 |
39.40 39,67 39.40 39,37 39,42 39,49 |
1,525 |
38,74 |
|
|
1,315 (33,4) |
2,17 |
,179 (4,55) |
,957 (24,31) |
Rucker Atlas Hydril CS VAM |
,849 ,864 ,906 |
21,56 21,95 23,01 |
1,600 1,600 1,614 |
40.64 40.64 40,99 |
|||
|
1,660 (42,2) |
2,27 |
,140 (3,56) |
1,380 (35,05) |
Rucker Atlas Bradford Rucker Atlas Bradford |
1,889 |
47,98 |
|||||
|
2,27 |
,140 |
1,380 |
DSS-HT & IJ-3SS Rucker |
1.301 1.301 |
33.05 33.05 |
1,893 1,889 |
48,08 47,98 |
|
Наружный диаметр, дюйм (мм) |
Удель ный вес, фунт/ фут |
Толщина стенки, дюйм (мм) |
Внутренний диаметр, дюйм |
Тип |
Данные по |
Взаимо заменяе мость соеди нений труб |
|||||
|
Внутренний диаметр муфты |
Наружный диаметр муфты обычного исполнения |
Наружный диаметр муфты специального |
|||||||||
|
дюйм |
мм |
дюйм |
мм |
дюйм |
мм |
||||||
|
1,660 (42,2) |
(3,56) |
(35,05) |
GST Streamline Hydril A-95 Hydril CS VAM |
1.300 1.300 1,307 |
33.02 33.02 33,19 |
1,880 1,898 1,883 1,913 |
47,75 48,21 47,83 48,59 |
1.858 1.858 |
47.19 47.19 |
CS A-95 |
|
|
2,99 |
,191 (4,85) |
1,278 (32,46) |
Hydril CS VAM |
1,218 1,209 |
30,94 30,70 |
1,927 1,976 |
48,95 50,19 |
A-95 |
|||
|
3,09 |
,198 (5,03) |
1,264 (32,11) |
Hydril |
1,200 |
30,48 |
1,927 |
48,95 |
A-95 |
|||
|
1,900 (4,83) |
2,75 |
,145 (3,68) |
1,610 (40,89) |
Rucker Atlas Bradford Rucker Atlas Bradford DSS-HT & IJ-3SS Rucker GST Streamline Hydril A-95 Hydril Mannesmann Omega |
1.531 1.531 1.530 1.530 1,594 |
38.89 38.89 38.86 38.86 40,49 |
2.125 2,123 2.125 2,110 2,134 2,113 2,039 |
53.98 53.98 53,59 54,20 53,67 51,79 |
2.094 2.094 |
53.19 53.19 |
CS A-95 |
|
1,900 (48,3) |
2,75 |
,145 (3,68) |
1,610 (40,89) |
VAM |
1,535 |
38,98 |
2,142 |
54,40 |
|||
|
3,63 |
,200 (5,08) |
1,500 (38,1) |
Hydril CS VAM |
1,440 1,429 |
36,58 36,29 |
2,162 2,220 |
54,91 56,38 |
A-95 |
|||
|
3,93 |
,219 (5,56) |
1,462 (37,13) |
Hydril CS |
1,390 |
35,31 |
2,179 |
55,35 |
A-95 |
|||
|
2,000 (50,8) |
3,23 |
,165 (4,19) |
1,670 (42,42) |
National Buttress Pittsburgh 8 |
2.500 2.500 |
63.50 63.50 |
2.300 2.300 |
58.42 58.42 |
|
2,063 (52,4) |
3,18 |
,156 (3,96) |
1,750 (44,45) |
Rucker Atlas Bradford DS-HT Rucker Atlas Bradford DSS-HT GST Streamline |
1.685 1.685 |
42.80 42.80 |
2.320 2,340 2.320 2,310 |
58.93 59,44 58.93 58,67 |
|||
|
Hydril A-95 |
1,700 |
43,18 |
2,325 |
59,06 |
2,300 |
58,42 |
CS |
||||
|
Hydril |
1,700 |
43,18 |
2,330 |
59,18 |
2,300 |
58,42 |
A-95 |
||||
|
VAM |
1,677 |
42,59 |
2,331 |
59,20 |
|||||||
|
4,41 |
,225 |
1,163 |
Hydril CS |
1,550 |
39,37 |
2,375 |
60,33 |
A-95 |
|||
|
(5,71) |
(40,97) |
||||||||||
|
2,375 |
4,43 |
,190 |
1,995 |
Rucker Atlas Bradford |
2,700 |
68,58 |
|||||
|
(60,3) |
(4,83) |
(50,67) |
DS-HT |
||||||||
|
Rucker Atlas Bradford |
1,930 |
49,02 |
2,710 |
68,63 |
|||||||
|
DSS-HT |
|||||||||||
|
Rucker Atlas Bradford |
1,935 |
49,15 |
2,700 |
68,58 |
|||||||
|
IJ-3S |
|||||||||||
|
Rucker Atlas Bradford |
1,945 |
49,40 |
2,750 |
68,85 |
TC-4S |
||||||
|
IJ-4S |
|||||||||||
|
Rucker Atlas |
2,875 |
73,03 |
2,750 |
69,85 |
IJ-4S |
||||||
|
TC-4S |
|||||||||||
|
Rucker Atlas |
1,926 |
49,92 |
2,375 |
60,32 |
|||||||
|
FL-3S & FL-4S |
|||||||||||
|
2,375 |
Armco |
1,950 |
49,53 |
2,875 |
73,03 |
2,700 |
68,58 |
||||
|
(60,3) |
Lock |
||||||||||
|
Extreme Line |
1,935 |
49,15 |
3,000 |
76,20 |
|||||||
|
GST Streamline |
2,700 |
68,58 |
|||||||||
|
4,43 |
,190 |
1,995 |
Hydril A-95 & CS |
1,945 |
49,40 |
2,700 |
68,58 |
2,630 |
66,80 |
||
|
(4,83) |
(50,67) |
Hydril CFJ-P |
1,945 |
49,40 |
2,525 |
64,14 |
|||||
|
Hydril Super FJ |
1,945 |
49,40 |
2,437 |
61,90 |
2,700 |
68,58 |
4,6 lb FJ |
||||
|
Mannesmann Omega |
1,988 |
50,49 |
2,551 |
64,80 |
2,618 |
66,49 |
|||||
|
Mannesmann TDS |
2,875 |
73,03 |
|||||||||
|
Buttress & 8 Acme |
2,875 |
73,03 |
|||||||||
|
VAM |
1,929 |
49,00 |
2,697 |
68,50 |
|
Данные по |
соединениям |
||||||||||
|
Наружный диаметр, |
Удель ный вес, фунт/ фут |
Толщина стенки, |
Внутренний |
Тип |
Внутренний диаметр муфты |
Наружный диаметр муфты обычного исполнения |
Наружный диаметр муфты специального |
Взаимо заменяе мость соеди нений труб |
|||
|
дюйм |
мм |
дюйм |
мм |
дюйм |
мм |
||||||
|
2,375 (60,3) |
5,01 |
,218 (5,54) |
1,939 (49,22) |
Rucker Atlas Bradford DSS-HT & IJ-3SS Rucker Atlas Bradford Rucker Atlas Bradford TC-4S Hydril CS Hydril CFJ-P VAM |
1,875 1,840 1.890 1.890 1,929 |
47,63 48.01 48.01 48.01 49,00 |
2,710 2,750 2,875 2,740 2,525 2,697 |
68,83 69,85 73,03 69,60 64,14 68,50 |
2,750 2,618 |
69,85 66,50 |
TC-4S IJ-4S A-95 |
|
,254 |
1,867 |
Rucker Atlas Bradford DSS-HT & IJ-3SS Rucker Atlas Bradford Rucker Atlas Bradford TC-4S Rucker Atlas |
1,805 1,820 1,823 |
45,85 46,23 46,30 |
2,910 2,800 2,875 2,375 |
73,91 71,12 73,03 60,33 |
2,800 |
71,12 |
TC-4S IJ-4S |
||
|
5,75 |
(6,45) |
(47,42) |
Armco Seal Lock |
1,450 |
49,53 |
2,875 |
73,03 |
||||
|
Extreme Line |
1,807 1,805 1,87 1.867 1.867 |
45,90 45,85 47.42 47.42 47.42 |
3,000 2,906 2,614 2,875 2,776 |
76,20 73,81 66,40 73,03 70,51 |
2,697 |
68,50 |
|||||
|
5,89 |
,261 |
1,853 |
Rucker Atlas Bradford DSS HT |
1,791 1,806 |
45,49 45,87 |
2,910 2,800 |
73,91 71,12 |
TC-4S |
|
(6,63) |
(47,07) |
Rucker Atlas Bradford Hydril PH-6 |
1,795 |
45,59 |
2,875 2,937 |
73,03 74,60 |
2,800 |
71,12 |
IJ-4S |
||
|
2,375 |
,280 (7,12) |
1,815 |
Rucker Atlas Bradford FL 3S |
1,771 |
44,98 |
||||||
|
(60,3) |
6,26 |
(46,06) |
VAM |
1,866 |
47,40 |
2,856 |
72,54 |
||||
|
7,3 |
,336 (8,53) |
1,703 (43,24) |
Rucker Atlas Rucker Hydril PH-6 |
1,641 1,656 1,645 |
41,68 42,06 41,78 |
3,135 2,900 3,000 3,125 |
79,63 73,66 76,20 79,38 |
2,400 |
73,66 |
TC-4S IJ-4S |
|
|
VAM |
1,866 |
47,40 |
2,856 |
72,54 |
|||||||
|
2,875 (73,0) |
6,16 |
,217 (5,51) |
2,441 (62,00) |
Rucker Atlas Bradford DS-HT Rucker Atlas Bradford Rucker Atlas Rucker Atlas Bradford TC-4S Rucker Atlas |
2.379 2.379 2,394 2,372 2,396 |
60.43 60.43 60,81 60,25 60,86 |
3.218 3,230 3.218 3,250 3.500 2,875 3.500 |
81.74 82,04 81.74 82,55 88.90 73,03 88.90 |
3,250 3,220 |
82,55 81,79 |
TC-4S IJ-4S |
|
Armco |
2,396 |
60,86 |
3,500 |
88,90 |
3,220 |
81,79 |
|||||
|
2,875 (73,0) |
6,16 |
,217 (5,51) |
2,441 (62,00) |
Extreme Line GST Streamline Hydril A-95 Hydril CS Hydril |
2,381 2.375 2.375 |
60,48 60.33 60.33 |
3,500 3.220 3.220 3.220 3,000 |
88,90 81.79 81.79 81.79 76,20 |
3.155 3.155 |
88.14 80.14 |
CS A-95 |
|
Hydril Super FJ |
2,375 |
60,33 |
2,968 |
75,39 |
6,4 lb FJ |
|
Данные по |
соединениям |
||||||||||
|
Наружный диаметр, дюйм (мм) |
Удель ный вес, фунт/ фут |
Толщина стенки, дюйм (мм) |
Внутренний диаметр, дюйм (мм) |
Тип соединения |
Внутренний диаметр муфты |
Наружный диаметр муфты обычного исполнения |
Наружный диаметр муфты |
Взаимо заменяе мость соеди нений труб |
|||
|
дюйм |
мм |
дюйм |
мм |
дюйм |
мм |
||||||
|
Mannesmann Omega Mannesmann TDS National |
2,375 |
60,33 |
3,079 3.500 3.500 3.500 3,197 |
78,21 88.90 88.90 88.90 81,20 |
3.220 3.220 |
81.79 81.79 80,01 |
|||||
|
6,48 (6,48) |
,276 (7.01) ,276 (7.01) |
2.323 (59.00) 2.323 (59.00) |
Rucker Atlas Bradford DSS-HT & IJ-3SS Rucker Atlas Rucker Atlas Bradford TC-4S Rucker Atlas Bradford FL 3S & FL-4S Hvdril PH-6 |
2,261 2,276 2,279 2,265 |
57,43 57,81 57,89 57,53 |
3,385 3,375 3,500 2,875 3,437 |
85,98 85,73 88,90 73,03 87,30 |
3,375 |
85,73 |
TC-4S IJ-4S |
|
|
VAM |
2,323 |
59,00 |
3,327 |
84,51 |
3,264 |
82,91 |
|||||
|
2,875 (73,0) |
(8,44) |
,308 |
2,259 |
Rucker Atlas Bradford DSS-HT Rucker Atlas Rucker Atlas Bradford FL 3S |
2,197 2,212 2,215 |
55,80 56,18 56,26 |
3,510 3,375 3,500 2,875 |
89,15 85,73 88,90 73,03 |
3,375 |
85,73 |
TC-4S IJ-4S |
|
(7,82) |
(57,36) |
Armco Seal Lock Extreme |
2,396 2,199 |
60,86 55,85 |
3,500 3,625 |
88,90 92,08 |
|
Hydril PH-6 |
2,200 |
55,88 |
3,500 |
88,90 |
|||||||
|
Mannesmann Omega |
2,260 |
57,40 |
3,154 3,500 3,327 |
80,11 88,90 84,51 |
3,264 |
82,91 |
|||||
|
9,78 |
,340 8,64 |
2,195 55,75 |
Rucker Atlas Rucker Hydril PH-6 |
2,133 2,148 2,130 |
54,18 54,56 54,10 |
3,635 3,450 3,500 3,625 |
92,33 87,63 88,90 92,08 |
3,450 |
87,63 |
TC-4S IJ-4S |
|
|
2,875 |
9,69 |
,362 9,19 |
2,151 54,64 |
Rucker Atlas Bradford |
2,107 |
53,52 |
2,875 |
73,03 |
|||
|
73 |
VAM |
2,260 |
57,40 |
3,453 |
87,71 |
||||||
|
10,39 |
,392 9,96 |
2,091 53,11 |
Hydril PH-6 |
2,030 |
51,56 |
3,687 |
93,65 |
||||
|
10,66 |
,405 10,28 |
2,065 52,46 |
Rucker Atlas Bradford DSS-HT & IJ-SS Rucker Atlas Bradford Rucker Atlas Bradford TC-4S Hydril PH-4 Hydril |
2,003 2,018 2,000 2,000 |
50,88 51,26 50.80 50.80 |
3,760 3,500 3,625 3.750 3.750 |
95,50 88,90 92,08 95.25 95.25 |
3,500 |
88,90 |
TC-4S IJ-4S |
|
|
VAM |
2,205 |
56,0 |
3,453 |
87,71 |
|||||||
|
2,875 (73) |
(11,44) |
,440 (11,18) |
1,995 (50,67) |
Rucker Atlas Bradford DSS HT Rucker Atlas Bradford Hydril PH-4 |
1,933 1,948 1,945 |
49,10 49,48 49,40 |
3,760 3,550 3,625 3,750 |
95,50 90,17 92,08 95,25 |
3,550 |
90,17 |
TC-4S IJ-4S |
|
(7,57) |
,216 (5,49) |
3,068 (77,93) |
Rucker Atlas Bradford FL-3S |
2,968 3,067 2,972 |
75,39 77,90 75,49 |
3,500 3,701 3,803 |
88,90 94,01 96,60 |
|
Наружный диаметр, дюйм |
Удель ный вес, фунт/ фут |
Толщина |
Внутренний диаметр, дюйм (мм) |
Тип соединения |
Данные по соединениям |
Взаимо заменяе мость соеди нений труб |
|||||
|
Внутренний диаметр муфты |
Наружный диаметр муфты обычного исполнения |
Наружный диаметр муфты специального |
|||||||||
|
дюйм |
мм |
дюйм |
мм |
дюйм |
мм |
||||||
|
3,500 (88,9) |
(8,81) |
,254 (6,45) |
2,992 (76,00) |
Rucker Atlas Bradford DS-HT Rucker Atlas Bradford DSS Rucker Atlas Rucker Atlas Bradford TC-4S Rucker Atlas Bradford FL 3S & FL-4S Armco Nu-Lock Armco Seal |
2,920 2.932 2.932 2,917 2,947 2,927 |
74,16 74.47 74.47 74,09 74,85 74,35 |
3.875 3.875 3.875 3,950 4.250 3,500 4.250 4.250 |
98.43 98.43 98.43 100,33 107.95 88,90 107.95 107.95 |
3,950 3.865 3.865 |
100,33 98.17 98.17 |
TC-4S IJ-4S |
|
3,500 (88,9) |
Extreme Line GST Streamline Hydril A-95 & CS Hvdril |
2,907 2.920 2.920 |
73,84 74.17 74.17 |
4,250 3,865 3,905 3,609 |
107,95 98,17 99,19 91,67 |
3,805 |
96,65 |
||||
|
(8,81) |
,254 (6,45) |
2,992 (76,00) |
Hydril Super FJ Mannesmann Omega |
2,930 2.992 2.992 2,972 |
74,42 76.00 76.00 75,49 |
3,594 4.250 4.250 4.250 3,862 |
91,29 107.95 107.95 107.95 48,09 |
3.865 3.865 |
98.17 98.17 96,34 |
9,2 lb FJ |
|
|
Rucker Atlas Bradford |
2,847 |
72,31 |
3,947 |
100,25 |
|
(9.91) (9.91) |
,289 (7,34) |
2,922 (74,22) |
Rucker Atlas Rucker Atlas Bradford TC-4S Rucker Atlas Mannesmann Omega Mannesmann TDS VAM |
2,862 2,847 2.878 2.878 2,860 2.921 2.921 |
72,69 72,31 73.10 73.10 74.10 72,64 74,19 74,30 |
3,950 4.250 3,500 3,955 3,609 3,594 4.250 3,917 |
100,33 107.95 88,90 100,46 91,67 91,29 107.95 99,49 |
3,950 3,852 |
100,33 97,84 |
TC-4S IJ-4S A-95 10,2 lb FJ |
|
|
3,500 (88,9) |
(12,31) |
,368 (9,35) |
2,764 (70,21) |
Rucker Atlas Bradford FL 3S & FL-4S Hydril Super FJ Hydril |
2,689 2.700 2.700 |
68,30 68.58 68.58 |
3,500 3,594 4,312 |
88,90 91,29 109,52 |
15,5 FJ/SFJ |
||
|
Rucker Atlas Bradford |
2,675 |
67,95 |
4,260 |
108,20 |
|||||||
|
DSS HT |
2,690 |
68,33 |
4,100 |
104,14 |
TC-4S |
||||||
|
(12,52) |
,375 (9,52) |
2,750 (69,86) |
IJ-4S Rucker Atlas Bradford TC-4S Rucker Atlas Bradford |
2,675 |
67,95 |
4,250 3,500 |
107,95 88,90 |
4,100 |
104,14 |
IJ-4S |
|
|
Armco Seal Lock |
2,927 |
74,35 |
4,250 |
107,95 |
|||||||
|
(12,52) |
,375 (9,52) |
2,750 (69,86) |
Extreme Line Hydril PH-6 Mannesmann Omega Mannesmann TD VAM |
2,687 2.752 2.752 2,925 |
68,25 69.90 69.90 74,30 |
4,312 4,250 4,035 |
109,52 107,95 102,49 |
3,957 |
100,51 |
||
|
(13,6) |
,413 (10,49) |
2,673 (67,89) |
VAM |
2,835 |
72,01 |
4,138 |
105,11 |
4,026 |
100,26 |
||
|
(14,62) |
Rucker Atlas Bradford FL3S & FL-4S |
2,527 |
64,19 |
3,500 |
88,90 |
|
Данные по |
соединениям |
||||||||||
|
Наружный диаметр, дюйм (мм) |
Удель ный вес, фунт/ фут |
Толщина стенки, дюйм (мм) |
Внутренний диаметр, дюйм (мм) |
Тип соединения |
Внутренний диаметр муфты |
Наружный диаметр муфты обычного исполнения |
Наружный диаметр муфты |
Взаимо заменяе мость соеди нений труб |
|||
|
дюйм |
мм |
дюйм |
мм |
дюйм |
мм |
||||||
|
3,500 (88,9) |
,449 (11,40) |
2,602 (66,09) |
Hydril Super FJ |
2,540 |
64,52 |
3,594 |
91,29 |
12,8 FJ/SFJ |
|||
|
VAM |
2,756 |
70,00 |
4,138 |
105,11 |
4,026 |
102,26 |
|||||
|
(15,37) |
,476 (12,09) |
2,548 (64,72) |
Rucker Atlas Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S Hydril PH-6 |
2,470 2,488 2,485 |
62,74 63,20 63,12 |
4,385 4,200 4,375 4,500 |
111,38 106,68 111,13 114,30 |
4,200 |
106,68 |
TC-4S IJ-4S |
|
|
(15,68) |
,488 (12,40) |
2,524 (64,10) |
VAM |
2,756 |
70,00 |
4,252 |
108,00 |
4,128 |
104,85 |
||
|
3,500 |
(16,28) |
,510 (12,95) |
2,480 (62,99) |
Rucker Atlas Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S Hydril PH-4 Hydril |
2,391 2,420 2.406 2.406 |
60,73 61,47 61,11 61,11 |
4,525 4,250 4,375 4.562 4.562 |
114.94 107.95 111,13 115.87 115.87 |
4,250 |
107,95 |
TC-4S IJ-4S |
|
(88,9) |
(16,81) |
,530 (13,46) |
2,440 (61,98) |
Extreme Line Hydril PH-4 |
2,398 2,375 |
60,91 60,33 |
4,374 4,562 |
111,10 115,87 |
|||
|
4,000 (101,6) |
(9,11) |
,226 |
3,548 |
Rucker Atlas Bradford FL 3S |
3,448 |
87,58 |
4,000 |
101,60 |
|||
|
(5,74) |
(90,12) |
Mannesmann Omega |
3,547 |
90,09 |
4,209 |
106,91 |
|
VAM |
3,480 |
88,39 |
4,325 |
109,86 |
|||||||
|
Rucker Atlas |
4,412 |
112,06 |
|||||||||
|
Rucker Atlas |
3,401 |
86,39 |
4,385 |
111,38 |
TC-4S |
||||||
|
,262 |
3,476 |
DSS-HT |
3,401 |
86,39 |
4,412 |
112,06 |
IJ-4S |
||||
|
(10,46) |
(6,65) |
(88,29) |
IJ-3S Rucker Atlas Rucker Atlas Bradford TC-4S Rucker Atlas |
3,416 3,401 |
86,77 86,39 |
4,450 4,500 4,000 |
113,03 114,30 101,60 |
4,450 |
113,03 |
||
|
4,000 |
(10,46) |
,262 (6,65) |
3,476 (88,29) |
FL 3S & FL-4S Hydril A-95 Mannesmann Omega |
3.395 3.395 3.395 3.476 3.476 |
86.23 86.23 86.23 88.29 88.29 |
4,405 4,100 4,094 4,236 4,748 |
111,89 104,14 103,99 107.59 120.60 |
4,315 |
109,60 |
11,6 FJ/SFJ |
|
(101,6) |
Pittsburgh 8 Acme National Buttress VAM |
3,457 |
87,81 |
4.750 4.750 4,366 |
120.65 120.65 110,90 |
4.400 4.400 4,315 |
111.76 111.76 109,60 |
||||
|
(11,34) |
,286 (7,26) |
3,438 (87,08) |
Rucker Atlas Bradford FL 3S |
3,353 3,350 |
85,17 85,09 |
4,000 4,094 |
101,60 103,99 |
11 FJ/SFJ |
|||
|
(12,93) |
Rucker Atlas Bradford DSS-HT & IJ-3SS Rucker Atlas Bradford Rucker Atlas Bradford TC-4S |
3,265 3,280 |
82,93 83,31 |
4,572 4,525 4,625 |
116,13 114,94 117,48 |
4,525 |
114,94 |
TC-4S IJ-4S |
|||
|
,330 (8,38) |
3,340 (84,84) |
Rucker Atlas Bradford FL 3S |
3,265 |
82,93 |
4,000 |
101,60 |
|||||
|
Hydril Super FJ |
3,260 |
82,80 |
4,094 |
103,99 |
13,4 lb FJ |
|
Наружный диаметр, дюйм (мм) |
Удель ный вес, фунт/ фут |
Толщина стенки, дюйм (мм) |
Внутренний диаметр, дюйм |
Тип |
Данные по |
Взаимо заменяе мость соеди нений труб |
|||||
|
Внутренний диаметр муфты |
Наружный диаметр муфты обычного исполнения |
Наружный диаметр муфты специального |
|||||||||
|
дюйм |
мм |
дюйм |
мм |
дюйм |
мм |
||||||
|
4,000 (101,6) |
(12,93) (8,38) |
,330 (84,84) |
3,340 |
Hydril PH-6 |
3,275 |
83,19 |
4,625 |
117,48 |
|||
|
VAM |
3,457 |
87,81 |
4,468 |
113,49 |
4,356 |
110,64 |
|||||
|
(14,66) |
,380 (9,65) |
3,240 (82,3) |
VAM |
3,346 |
84,99 |
4,614 |
117,20 |
||||
|
(16,36) (18,69) |
,430 (10,92) ,500 (12,70) |
3,140 (79,76) 3,000 (76,20) |
VAM Hydril PH-4 |
3,346 2,920 |
84,99 74,17 |
4,614 5,000 |
117,20 127,00 |
||||
|
(22,08) |
Hydril |
2,700 |
68,58 |
5,187 |
131,75 |
||||||
|
4,500 (114,3) |
(9,4) |
,205 (5,21) |
4,090 (103,89) |
Rucker Atlas Bradford FL-3S |
3,990 |
101,35 |
4,500 |
114,30 |
|||
|
(10,23) |
,224 (5,69) |
4,052 (102,92) |
Rucker Atlas Bradford FL-3S |
3,952 |
100,38 |
4,500 |
114,30 |
||||
|
(11,35) |
,250 (6,35) |
4,000 (101,60) |
Rucker Atlas Bradford FL-3S |
3,925 |
99,70 |
4,500 |
114,30 |
||||
|
,271 (6,88) (8,38) |
3,958 (100,53) (84,84) |
Rucker Rucker Atlas Bradford DSS HT Rucker Atlas TC-4S VAM |
3,883 3,898 3,457 |
98,63 99,01 87,81 |
4,88 4,940 4,960 5,000 4,468 |
123,95 125.48 125,98 127,00 113.49 |
4,960 4,356 |
125,8 110,64 |
TC-4S IJ-4S |
||
|
Rucker Atlas Bradford FL-3S & FL-4S |
3,883 |
98,63 |
4,500 |
114,30 |
|
4,500 (114,3) |
(12,24) |
Hydril A-95 & CS Hydril |
3.865 3.865 |
98.17 98.17 |
4,910 4,609 |
124,71 117,07 |
4,825 |
122,56 |
|||
|
(13,04) |
0,290 (7,37) |
3,920 (99,57) |
Rucker Atlas Bradford DSS-HT Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford TC-4S |
3,845 3,860 |
97,66 98,04 |
4,940 4,960 5,000 |
125,48 125,98 127,00 |
4,960 |
125,98 |
TC-4S IJ-4S |
|
|
(13,04) |
,290 (7,37) |
3,920 (99,57) |
Rucker Atlas Bradford FL-3S & FL-4S Hydril CS Mannesmann TDS |
3,845 3.840 3.840 3,921 |
97,66 97.54 97.54 99,59 |
4,500 4,935 4,594 5,201 |
114,30 125,35 116,69 132,11 |
A-95 12,6 FJ/SFJ |
|||
|
(14,98) |
,337 (8,56) |
3,826 (97,18) |
Rucker Atlas Bradford DSS-HT & IJ-3SS Rucker Atlas Bradford Rucker Atlas Bradford TC-4S |
3,751 3,766 |
95,28 95,66 |
5,060 5,200 5,250 |
128,52 132,08 133,35 |
5,200 |
132,08 |
TC-4S IJ-4S |
|
|
Rucker Atlas Bradford FL 3S |
3,751 3,765 |
95,28 95,63 |
4,500 5,125 |
114,30 130,18 |
|||||||
|
Mannesmann TDS |
3,827 |
97,21 |
5,201 |
132,11 |
|||||||
|
(16,44) |
3,73 (9,47) |
3,754 (95,35) |
Rucker Atlas Bradford Rucker Atlas Bradford IJ-4S Rucker Atlas Bradford |
3.679 3.680 |
93,45 93,47 |
5,150 5,200 5,250 |
130,81 132,08 133,35 |
5,200 |
132,08 |
TC-4S IJ-4S |
|
|
(16,44) |
3,73 (9,47) |
3,754 (95,35) |
Rucker Atlas Bradford FL-3S |
3,679 |
93,45 |
4,500 |
114,3 |
||||
|
(18,69) |
Rucker Atlas Bradford DSS-HT & IJ-3SS Rucker |
3,565 3,580 |
90,55 90,93 |
5,260 5,200 |
133,6 132,08 |
TC-4S |
|
Наружный диаметр, дюйм |
Удель ный вес, фунт/ фут |
Толщина стенки, дюйм (мм) |
Внутренний диаметр, дюйм (мм) |
Тип соединения |
Данные по соединениям |
Взаимо заменяе мость соеди нений труб |
|||||
|
Внутренний диаметр муфты |
Наружный диаметр муфты обычного исполнения |
Наружный диаметр муфты |
|||||||||
|
дюйм |
мм |
дюйм |
мм |
дюйм |
мм |
||||||
|
(4,500) |
,430 (10,92) |
3,640 (92,46) |
Rucker Atlas Bradford TC-4S Rucker |
3,565 3,560 |
90,55 90,42 |
5,250 4,500 5,312 |
133,35 114,30 134,92 |
5,200 |
132,08 |
IJ-4S |
|
|
(114,3) |
(21,36) |
,500 (12,70) |
3,500 (88,90) |
Rucker Atlas Bradford DSS-HT Rucker Atlas Bradford Rucker Atlas Bradford TC-4S Rucker Atlas Bradford |
3.425 3.425 3.425 3,420 |
86.99 86.99 86.99 86,87 |
5.375 5.375 5.375 4.500 5.500 |
136.53 136.53 136.53 114,30 139,70 |
5,300 |
134,62 |
TC-4S IJ-4S |
|
(23,56) |
,560 (14,22) |
3,380 (85,85) |
Hydril PH-4 |
3,300 |
83,82 |
5,562 |
141,27 |
||||
|
(26,04) |
,630 (16,00) |
3,240 (82,29) |
Hydril PH-4 |
3,160 |
80,26 |
5,687 |
144,45 |
туру труб, не
соответствующую стандарту АНИ, причем, как
правило, их технические характеристики не
уступают стандартным показателям. В табл.
5.13 представлены технические
характеристики подобных труб и их
соединений.
В последние годы
производители насосно-компрессорных труб в
России расширили номенклатуру выпускаемых
труб за пределы ГОСТ 633-80 и освоили выпуск
труб-аналогов, выпускаемых по стандартам
АНИ. Например, Синарский трубный завод,
наряду с трубами НКТ по ГОСТ 633-80, освоил
выпуск труб по ТУ 14-3-1534-87 (гладкие трубы с
узлом уплотнения из полимера), ТУ 14-3-1588-88 и
тУ 14-3-1282-84 (гладкие и гладкие
высокогерметичные с повышенной
пластичностью и хладостойкостью), ТУ
14-161-150-94 (гладкие и гладкие
высокогерметичные и с высаженными наружу
концами, коррозионно-стойкие в активных
сероводородных средах, имеющие повышенную
коррозиестойкость к соляным кислотам и
хладостойкие до температуры минус 60
°С).
5.3. Штанговые
скважинные насосы
В нашей стране
штанговые насосы выпускаются по двум
стандартам: ОСТ 26-16-06-86 (АО “Элкамнефтемаш”,
г. Пермь) и стандарт АНИ11АХ (АО
“Ижнефтемаш”, г. Ижевск, производство по
лицензии австрийской фирмы “Шеллер
Блекман” (SBS)). За рубежом для насосов
применим стандарт АНИ11АХ.
5.3.1.
Штанговые скважинные насосы по стандарту
ОСТ 26-16-06—86
Штанговые скважинные
насосы предназначены для откачивания из
нефтяных скважин жидкостей с температурой
не более 130 °С, обводненностью не более 99 % по
объему, вязкостью до 0,3 Па-с, минерализацией
воды до 10 г/л, содержанием механических
примесей до 3,5 г/л, свободного газа на приеме
не более 25 %, сероводорода не более 50 мг/л и
концентрацией ионов водорода рН
4,2-8,0.
Стандарт предусматривает выпуск
двух схем штанговых насосов: вставных и
невставных. Основное принципиальное их
отличие в том, что цилиндр невставного
насоса встроен в колонну НКТ и для замены
насоса необходим подъем колонны НКТ.
Вставной насос опускается в трубы НКТ на
штангах и крепится в нужном месте колонны с
помощью специального фиксирующего
устройства, называемого замковой опорой.
Применение вставных насосов значительно
ускоряет ремонт скважины, так как для его
смены требуется подъем лишь штанговой
колонны. В то же время невставной насос
значительно проще по конструкции и не
требует применения замковой опоры.
Невставные насосы получили широкое
распространение для подъема больших
объемов жидкостей из относительно
небольших глубин, вставные же насосы более
удобны в глубоких скважинах.
Скважинные
насосы по ОСТ 26-16-06-86 выпускают следующих
типов: НВ1 вставной с замком наверху, НВ2
вставной с замком внизу, НН невставной без
ловителя, НН1 невставной с захватным штоком,
НН2 невставной с ловителем (рис.
5.9).
Принципиальное отличие насосов НВ1
от НВ2 в том, что в первом случае крепление
осуществляется в верхней части насоса, а во
втором — в нижней. Нижнее крепление насоса
более предпочтительно при эксплуатации
глубоких скважин, однако их применение
нежелательно при откачке жидкостей с
большим содержанием механических примесей.
Верхнее крепление более надежно при добыче
нефтей с большим содержанием механических
примесей, однако условие нагружения
цилиндра насоса не позволяет их
использовать на больших
подвесках.
Невставные насосы НН1
отличаются от насосов НН2 механизмом
опорожнения колонны НКТ перед подъемом.
Узел всасывающего клапана у невставных
насосов выполняется съемным для того, чтобы
при подъеме НКТ с цилиндром насоса избежать
излива жидкости, находящейся в насосных
трубах на устье скважины. Наибольшее
распространение получили насосы НН2
вследствие большей надежности и простоты
конструкции механизма опорожнения. Узел
всасывающего клапана (конус) крепится к
цилиндру посредством седла конуса за счет
силы трения, в верхней части конуса
выполнена крестовина (шток ловителя). В
нижней части плунжера выполняется сам
ловитель, как правило байонетного типа,
позволяющий осуществлять захват и
освобождение узла всасывающего клапана.
Для извлечения узла всасывающего клапана и
последующего опорожнения колонны плунжер
опускается в крайнее нижнее положение и
затем поворачивается по часовой стрелке с
помощью штанговой колонны. При этом
происходит захват байонета с крестовиной, и
при последующем подъеме плунжера узел
всасывающего клапана срывается с седла и
извлекается на поверхность (рис. 5.10).
У
насосов НН1 нагнетательный клапан выполнен
в верхней части плунжера, во внутренней
полости плунжера свободно
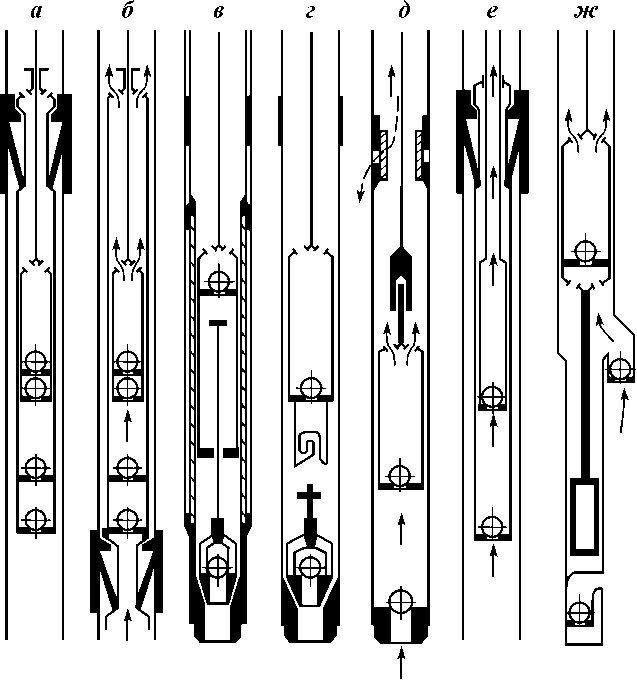
Рис.
5.9. Штанговые насосы обычного (t, •, ,, „ )
и специального (%, А, Е) исполнения, по ОСТ
26-16-06-86
размещен захватный шток, жестко
закрепленный к узлу всасывающего клапана.
При движении плунжера шток остается
неподвижным. Во время подземного ремонта
штанговой колонны с плунжером насоса
головка штока упирается в упорную
поверхность плунжера, и узел всасывающего
клапана срывается с седла
конуса.
Подобное выполнение узла
всасывающего клапана позволяет
производить его замену без подъема
цилиндра насоса и обеспечивать слив
жидкости в скважину из НКТ.
В настоящее
время наибольшее распространение
получила
Рис. 5.10. Байонетный захват
узла всасывающего клапана невставного
насоса:
1 — байонет; 2 —
шток
технология сборки насосов НН1 и НН2,
при которой осуществляется раздельный
спуск 1 цилиндра и плунжера. При этом
цилиндр опускают на трубах НКТ, а плунжер —
на штангах. Это крайне отрицательно
сказывается на качестве сборки насоса и
последующем межремонтном периоде его
работы, так как плунжер при прохождении
внутри колонны НКТ до места установки
насоса получает повреждения в виде царапин
и рисок на полированной поверхности. Кроме
того, механические частицы в виде песка,
отложений, окалины срываются со стенок НКТ,
попадают на внутреннюю поверхность зеркала
цилиндра и забивают клапанные узлы,
существенно снижая ресурс работы насоса.
Поэтому ОСТ 26-16-06-86 предусматривает выпуск
насосов ННБА, которые собирают на
поверхности и спускают в скважину на трубах
НКТ. Низ штанговой колонны оборудуется
специальным сцепляющим устройством, и
после спуска колонны штанг происходит
сцепление его со штоком плунжера. Такие
насосы, как правило, имеют сливное
устройство, позволяющее опорожнять колонну
~ НКТ перед ее
подъемом. Это устройство
размещено выше
цилиндра. Узел всасывающего клапана
выполняют несъемным. Рассмотрим пример
обозначения насосов по ОСТ 26-16-06-86:
ХХХ Х —
ХХ — ХХ — ХХ — Х 1 2 3
4 5 6
1.
Тип насоса: НВ1, НВ2, НН, НН1,
НН2.
2. Исполнение насоса по
конструкции цилиндра и конструктивным
особенностям самого насоса:
Б —
безвтулочный, толстостенный цельный
цилиндр;
С — втулочный, составной
цилиндр;
И — износостойкое исполнение.
Буква И ставится в конце обозначения насоса
и означает, что насос предназначен для
работы в средах с содержанием механических
примесей от 1,3 до 3,5 г/л; если этой буквы нет,
то насос предназначен для работы в средах с
содержанием механических примесей до
1 ,3
г/л;
Т — насос с полым штоком. Данные
насосы предназначены для работы с полыми
штангами, причем подъем откачиваемой
жидкости осуществляется по внутреннему
каналу полых штанг;
А — насос с
автосцепом колонны штанг с плунжером.
Применяется только для насосов НН;
Д1, Д2 —
специальные двухплунжерные насосы для
откачки высоковязких, газированных
жидкостей или для утяжеления низа
штанговой колонны при ходе плунжера
вниз.
3. Условный диаметр насоса в
миллиметрах. Стандарт предусматривает
выпуск насосов условным диаметром 29, 32, 38, 44,
57, 70, 95 и 102 мм. Условный диаметр насоса
определяется диаметром плунжера и может не
совпадать с фактическим его значением.
Например, насосы условным диаметром 32 мм
будут иметь разброс фактических диаметров
плунжеров от 31,9 до 32,425 с шагом 0,025 мм.
4.
Максимальный ход плунжера в миллиметрах,
уменьшенный в 100 раз.
5. Напор в метрах
водяного столба, уменьшенный в 100 раз.
6.
Группа посадки 0, 1, 2, 3 по степени
увеличения зазора между плунжером и
цилиндром.
Пример. Насос НН2Б-44-30-12-1 —
насос невставной с ловителем, цилиндр
цельный безвтулочный, условный диаметр 44
мм, максимальный ход плунжера 3000 мм, напор
1200 м, 1 группа посадки, нормальное
исполнение.
Насос НВ1БТ-32-30-15-0И — насос
вставной с замком наверху, цилиндр цельный
безвтулочный, полый шток для подъема
жидкости по полым штангам, условный диаметр
32 мм, максимальный ход плунжера 3000 мм, напор
1500 м, 0 группа посадки, износостойкое
исполнение.
Насос НВ1БД1-38/57-25-12-2 — насос
вставной с замком наверху, цилиндр цельный
безвтулочный, насос двухплунжерный
специальный, один плунжер — верхний с
условным диаметром 57 мм, другой — нижний 38
мм, максимальный ход плунжера 2500 мм, напор
1200 м, 2 группа посадки, нормальное
исполнение.
Насос ННБА-95-45-08-2 — насос
невставной, цилиндр цельный безвтулочный, с
автосцепом и сливным устройством, условный
диаметр 95 мм, максимальный ход плунжера 4500
мм, напор 800 м, 2 группа посадки, нормальное
исполнение по стойкости к
среде.
Рассмотрим более подробно
элементы штанговых насосов.
Цилиндры
Цилиндры могут
быть цельными и составными. Цельные
цилиндры изготовляют из высокоточных
прецизионных труб по импортным (АО
“Ижнефтемаш”) или отечественным
технологиям, как правило заимствованным из
технологий ВПК
России (АО
“Элкамнефтемаш”, г. Пермь). В качестве
материала цилиндра применяют сталь марки
38Х2МЮА. Внутренняя поверхность цилиндра
подвергается азотированию на глубину от 0,3
до 0,5 мм для увеличения твердости и
износостойкости. Твердость упрочненного
слоя не менее HRC 80 и НВ 1000— 1200. Допуск на
непрямолинейность оси цилиндра до 0,01 мм на 1
м длины. Шероховатость внутренней
поверхности цилиндра Ra = 0,32 мкм. На
концах цилиндров может быть предусмотрено
рифление для захвата ключами при
сборке-разборке насоса.
Цилиндры
безвтулочного типа (рис. 5.11) получили
наибольшее распространение во вставных
насосах условным диаметром 29, 32, 38, 44 и 57 мм, с
ходом плунжера 1200 и 3500 мм (см. рис. 5.11, а), в
невставных насосах условным диаметром от 32
до 95 мм (см. рис. 5.11, б) и вставных насосах
условным диаметром от 38 до 57 мм, с ходом
плунжера 4500 и 6000 мм (см. рис. 5,11, ,).
Длина
цилиндров L (см. рис. 5.11, а, б)
изменяется от 3300
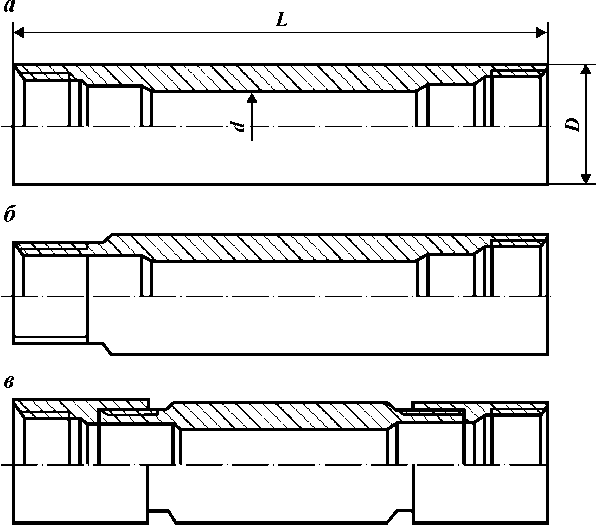
до
6600 мм в зависимости от хода плунжера
соответственно 1200 и 3500 мм, а длина цилиндров
(см. рис. 5.11, ,) — от 6600 до 8700 мм. Стандарт
предусматривает выпуск цилиндров условным
диаметром D 29, 32, 38, 44, 57, 70, 95 мм, при этом
фактические внутренние диаметры d
цилиндров могут отличаться от этих
значений, но они должны быть кратны
0,05:
28,6-29,0 мм; 32,0-32,4 мм; 38,0-38,4 мм; 43,6-44,0 мм; 56,6-57,0 мм;
69,6-70,0 мм; 94,6-95,0 мм. Толщина стенки цилиндра
составляет 6,5 мм для вставных и 6,5-8,0 мм для
невставных насосов. Предельное отклонение
внутреннего диаметра цилиндра — верхнее +0,03,
нижнее — 0,01 мм.
Цельные цилиндры просты и
надежны, следовательно, получили широкое
распространение. Однако для их
изготовления необходимы хорошая станочная
база и высокие технологии, так как к
внутренней поверхности предъявляются
очень жесткие требования как с точки зрения
ее геометрии, так и
износостойкости.
Стандартом
предусмотрен выпуск составных (втулочных)
цилиндров (рис. 5.12), которые легче в
изготовлении, но сложнее по конструкции.
Внутреннюю поверхность втулок из стали
марки 38Х2МЮА, как и цельные цилиндры,
подвергают азотированию, а втулки из стали
марок 50Т и 40Х закаливают током высокой
частоты (ТВЧ) на глубину 0,7-1,5 мм. Для стали
марки 50Т HRC 56-62, а для стали марки 40Х HRC 52-58.
Предельное отклонение внутреннего
диаметра втулки — верхнее +0,03 мм, нижнее -0,01
мм. Допуск на непрямолинейность оси
цилиндра несколько больше, чем для цельных
цилиндров (+0,03 мм на 1 м длины). Длина втулки
300 мм, тол щина стенки от 2,8 до 5,75 мм.
Шероховатость внутренней поверхности
втулки Ra = 0,32 мкм.
Втулочных
насосов выпускается все меньше, так как они
имеют существенные недостатки, такие как
необходимость использования скалок
различных диаметров для сборки
1
2 3 1
|
ШЬ |
||||||||||
|
у |
* |
S |
с |
7 |
S- |
|||||
|
\\’ ту / / / |
ш4 |
vm, |
Ш* |
b’fVtw |
Рис. 5.12. Составной (втулочный)
цилиндр:
1 — стяжная муфта; 2 —
втулка; 3 — кожух
насоса, склонность к
заклиниванию вследствие смещения втулок,
возможность утечек по торцам втулок,
наличие больших наружных диаметров. Однако
они обладают и определенными, лишь им
присущими достоинствами: ремонт цилиндра
путем замены изношенных втулок, применение
при их изготовлении специальных материалов
с противозаклинивающими свойствами,
позволяющими получить более оптимальную
пару плунжер — цилиндр, особенно при откачке
обводненной нефти.
Плунжеры
ОСТ
26-16-06-86 предусматривает выпуск плунжера
обычного типа (рис. 5.13, а) и пескобрей
(рис. 5.13, •). В последней конструкции
отсутствует расточка на верхнем конце
плунжера, поэтому при работе насоса в
скважинах с большим содержанием песка
подобный плунжер острой верхней гранью
снимает механические примеси с зеркала
цилиндра и не допускает их попадания в
зазор между плунжером и цилиндром. Длина
плунжера составляет 1200, 1500, 1800 мм
соответственно для напора 1500, 2000 м и более.
Чем длиннее плунжер, тем больший напор
развивает насос. Однако, как показал опыт,
плунжеры длиной более 1800 мм не получили
распр остране-ния. В гораздо большей
степени развиваемый насосом напор
определяется значением зазора между
плунжером и цилиндром, о чем более подробно
будет сказано ниже.
Фактические
наружные диаметры плунжера должны быть
кратны 0,025 и изменяются в пределах 28,5-29,025;
31,9-32,425; 37,9-38,425; 43,5-44,025; 56,5-57,025; 69,5-70,025;
94,5-95,025.
Наружная поверхность плунжера
имеет твердое износос-
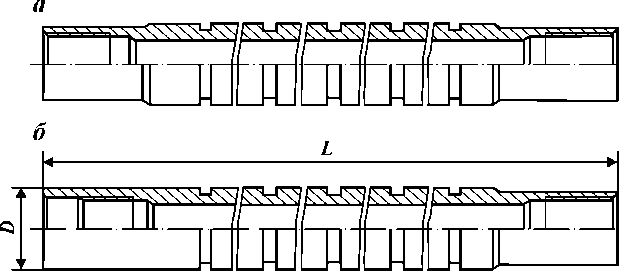
той-кое
покрытие, обычно это или хромирование с
толщиной слоя не менее 0,07 мм и твердостью не
менее HRC 64-65 или же покрытие из
износостойкого порошка сплава ПН 70Х17С4Р4
методом газоплазменного напыления, с
толщиной напыленного слоя не менее 0,35 мм и
твердостью не менее HRC 79.
Плунжеры
изготовляют из стали 45. На наружной
поверхности плунжера обычно выполняются
канавки. При определенных условиях (большая
обводненность, малые зазоры, большая
скорость откачки) пленка откачиваемой
жидкости в зазоре между плунжером и
цилиндром начинает рваться, поэтому
образуются местные зоны сухого трения и,
как следствие, задиры плунжера. При этом
откачиваемая жидкость, находящаяся в
канавках при движении плунжера,
восстанавливает пленку на внутренней
поверхности цилиндра и улучшает условия
трения пары плунжер — цилиндр. Кроме того,
при откачке жидкостей с механическими
примесями частицы, попадая в зазор,
увеличивают трение, но, перекатываясь в
зазоре, попадают в канавки и выходят из
контакта.
На работоспособность насоса в
большой степени оказывает влияние значение
зазора между плунжером и цилиндром. Так как
насосам приходится поднимать жидкость с
больших глубин, то зазоры между цилиндром и
плунжером изменяются в пределах 0,01-0,170 мм.
Выполнение подобных зазоров при массовом
производстве насосов осуществляется
селективной сборкой плунжера и
цилиндра.
По ОСТ 26-16-06-86 в зависимости от
размеров зазора предусмотрены четыре
группы посадки насоса: 0 — с зазорами
до
0,045 мм, 1 — с зазорами от 0,01-0,07 мм, 2 — с
зазорами от
0,06-0,12 мм и 3 — от 0,11-0,17 мм.
Таким образом, насосы условным диаметром 32
мм и 1 группы посадки могут иметь
фактические диаметры плунжера от 31,9 до 32,425
м с шагом
0,025 мм, но зазор лежит в
пределах от 0,01 до 0,07 мм.
Клапанные узлы
К
клапанным узлам штанговых насосов
предъявляются высокие требования по
надежности, так как от них зависит
работоспособность насоса в целом. Клапан
работает в тяжелых условиях, испытывая
различные по характеру нагрузки, включая
ударные, и, как следствие, подвержен
быстрому износу.
Основным элементом
клапанного узла является его запорный
элемент. На практике наибольшее
распространение получили шариковые
клапанные узлы, у которых в качестве
запорных элементов применяется пара седло —
шарик. Длительный срок службы пары седло —
шарик объясняется большой активной
поверхностью шарика.
По ОСТ 26-16-06-86 пару
седло — шарик изготовляют в трех
исполнениях: К, КБ и КИ (рис.
5.14).
Клапанами К и КБ (клапан с буртом)
комплектуют насосы обычного исполнения по
стойкости к среде, а клапанами КИ
-абразивостойкие насосы. Шарики для
клапанов всех исполнений изготовляют из
стали марки 95X18Ш (хромоуглеродистая
нержавеющая) с термообработкой HRC 58-62. Седло
клапанов К и КБ изготовляют из стали марок
30X13, 95X18 с термообработкой HRC 40-45, а седло
клапанов КИ — из сплавов на основе карбидов
хрома типа ВК6-В или ВК-15 или же из стали
марок 30X13, 95X18, но с вставкой в виде кольца из
твердых сплавов на основе карбидов хрома.
Твердость шарика должна быть выше
твердости седла, так как в процессе работы
шарик должен сохранить свою форму и иметь
способность к самопритирке.
На
герметичность клапанной пары большое
влияние оказывает форма посадочной кромки
седла, которая должна повторять
соответствующую форму шарика. Поэтому для
достижения высокой герметичности пары
седло — шарик их пр итир а ю т друг к другу.
Герметичность пары определяют на
вакуум-приборе.
Работа клапанного узла
зависит от соотношения диаметров шарика и
седла. Чем больше диаметр проходного
отверстия седла клапана, тем меньше
гидравлические потери на клапанном узле,
что особенно важно при откачке вязких
жидкостей. Однако в этом случае возможно
залипание шарика в седле за счет упругой
деформации последнего, поэтому соотношение
ди-
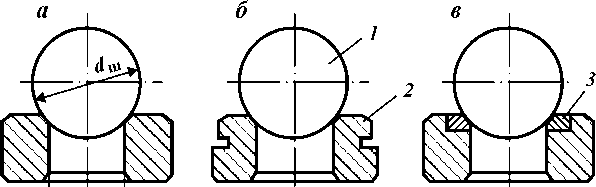
d
отв
Рис. 5.14. Пара седло — шарик, по
ОСТ 26-16-06-86:
а — тип К; • — тип КБ;
в — тип КИ; 1 — шарик; 2 — седло; 3
— кольцо из
твердого сплава
аметра
отверстия седла dOTB к диаметру шарика
йш строго задано стандартом и
установлено равным 0,865. Предусматриваются
следующие диаметры шариков: 14,288; 15,875; 17,462;
19,05; 22,225; 23,813; 25,4; 26,988; 28,575; 31,75; 34,925; 38,1; 42,862; 50,8;
53,975; 60,0; 69,85; 73,025 мм.
Замковые опоры
Замковые
опоры предназначены для закрепления насоса
вставного типа в трубках НКТ с
герметизацией полости всасывания от
полости нагнетания. Замковые опоры
встраиваются в колонну НКТ на глубине
подвески и взаимодействуют с замком насоса,
опускаемого на штангах, обеспечивая его
фиксацию (рис. 5.15).
По ОСТ 26-16-06-86
предусмотрен выпуск замковой опоры
пружинного типа как для верхнего, так и для
нижнего крепления насоса. Основными
элементами замковой опоры (рис. 5.16) являются
пружинный якорь 3 и опорное кольцо 2.
Пружинный якорь предназначен для удержания
насоса в замковой опоре в начальный момент,
когда уровни жидкости в затрубном
пространстве и трубах НКТ равны. По мере
работы насоса уровень жидкости в трубах
начинает расти, и насос сильнее прижимается
к опорному кольцу весом столба жидкости в
трубах. Функция опорного кольца — это
восприятие осевой нагрузки, действующей на
насос, и разобщение области всасывания от
области нагнетания. Опорное кольцо
выполняют из коррозионно-стойкой стали и с
конической фаской под углом 15°, которая
взаимодействует с ответной конической
поверхностью замка насоса (рис. 5.17).
Замковые опоры выпускают для НКТ диаметром
60, 73, 89 мм. Минимально необходимое усилие
срыва замка насоса с замковой опоры 3-3,5
кН.
Замок (см. рис. 5.17) является элементом
штангового насоса вставного типа. Замок
включает конус 4, обеспечивающий с
конической фаской опоры герметичное
соединение, и упорную поверхность, в
которую упирается пружинный якорь замковой
опоры с целью удержания насоса в начальный
момент. Во внутренней полости направляющей
клетки 1 установлена защитная втулка 2,
которая препятствует осаждению песка на
пару плунжер — цилиндр при длительных
остановках. В верхней части направляющей
клетки выполнен паз, который
взаимодействует со специальной втулкой с
соответствующим выступом. Втулка жестко
связана со штоком плунжера. В верхнем
положении плунжера втулка выходит из
зацепления с
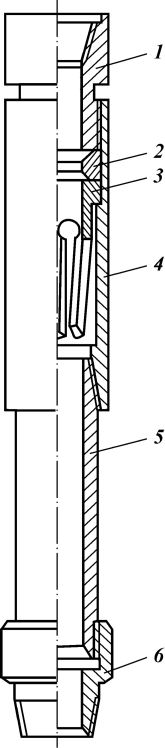
Рис.
5.16. Замковая опора:
1, 6 —
переводники; 2 — опорное кольцо; 3 —
пружинный якорь; 4 -опорная муфта; 5 —
рубашка
пазом направляющей клетки, и при
вращении штанги со штоком в ращается
плунжер. В крайнем нижнем положении
происходит фиксация штока в пазе
направляющей клетки, и п р и вращении
штанговой колонны крутящий момент
передается на
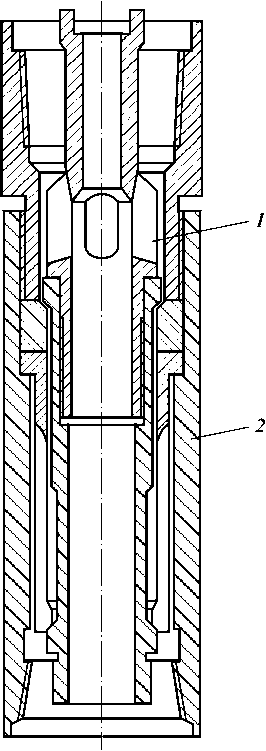
Рис.
5.15. Взаимодействие замка насоса 1 с замковой
опорой 2
Рис. 5.17. Замок
насоса:
1 — направляющая клетка;
2 — защитная втулка; 3 -клетка; 4 —
конус; 5 — упорный ниппель
нее, что
позволяет развинтить колонну п р и
необходимости. На верхнем конце
направляющей клетки выполнена резьба для
захвата насоса при ловильных операциях в
случае аварии. Конус замка обычно
изготовляют из коррозионно-стойкой стали
марки 30X13 и подвергают термической
обработке до HRC 40-45.
5.3.2. Штанговые
скважинные насосы зарубежного
производства
В отличие от ОСТ 26-16-06-86
стандарт AHffi1AX “Спецификация на глубинные
штанговые насосы и соединительные детали”
(издание 1983 г.) не предусматривает выпуск
втулочных насосов. Втулочные насосы не
приводятся в стандартах АНИ, начиная с 7-го
издания 1978 г. Однако многие фирмы
вследствие популярности втулочных насосов
оставили их в своих производственных
программах. Стандарт пересматривается
каждые 5 лет или продляется, но не более чем
на 2 года.
Стандарт предусматривает
выпуск штанговых насосов классического
типа и типов “неподвижный цилиндр —
подвижный плун-жер” и “неподвижный
плунжер — подвижный цилиндр”, у которых
плунжер крепится в трубах НКТ, а цилиндр,
жестко связанный со штангами, осуществляет
возвратно-поступательное движение. Насосы
могут быть вставные и невставные. По месту
крепления вставные насосы могут быть с
замком наверху и замком внизу. По типу
цилиндра — с толстостенным и тонкостенным
цилиндром. По типу плунжера — с
металлическим плунжером и плунжером с
мягким уплотнением (рис. 5.18, табл.
5.14).
Смысл обозначения
следующий.
Первая буква R или Т означает
тип насоса: вставной, т.е.
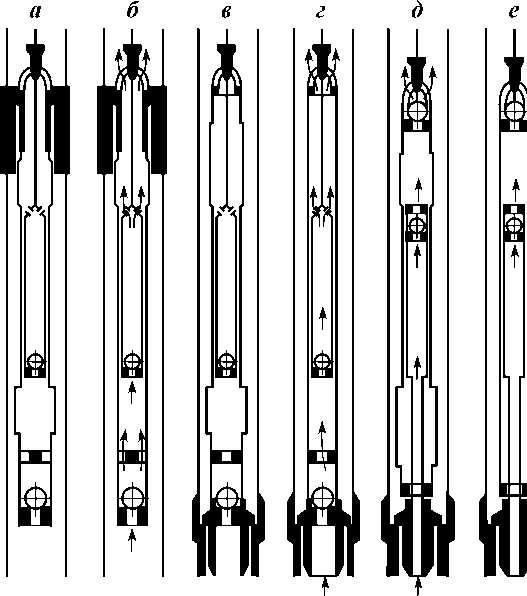
Рис. 5.18. Классификация штанговых
насосов, по стандарту АНИ11АХ:
* — RHA, RLA; • —
RWA, RSA; , — RHB, RLB; „ -RWS, RSB; I — RHT, RLT;
А — RWT, RST; Ё — ТН, TL; А —
ie
|
Металлический плунжер |
Плунжер с мягким уплотнением |
|||
|
Тип насоса |
с |
с |
с |
с |
|
Вставной: неподвижный ци |
RHA |
RWA |
Нет |
RSA |
|
линдр, верхнее |
RHB |
RWB |
Нет |
RSB |
|
линдр, нижнее |
RHT |
RWT |
Нет |
RST |
|
цилиндр, нижнее |
ТН |
Нет |
ТР |
Нет |
опускаемый на штангах
(Rod — штанга), или невставной, т.е. опускаемый
на трубах (Tube — труба). Вторая буква Н, W или S
означает тип цилиндра; толстостенный Н (Hard —
тяжелый), тонкостенный W (Weak — слабый); буква S
означает тип плунжера с мягким уплотнением
(Soft — мягкий). Третья буква А или В означает
расположение замка для вставных насосов: А —
верхнее расположение замка, В ‘- нижнее
расположение замка. Буква Т означает, что
насос вставной типа “неподвижный цилиндр”
с нижним расположением замка. Их применение
наиболее целесообразно в тех случаях, когда
глубина подвески насоса большая, в
продукции скважины содержится большое
количество механических примесей и
скважина работает в периодическом режиме. В
подобных условиях применение классических
вставных насосов с нижним креплением
приводит к тому, что механические частицы
попадают в кольцевую щель между корпусом
насоса и НКТ и вызывают его прихват. В
данном же случае движение цилиндра в трубах
не позволяет механическим примесям
прихватить цилиндр в
трубах.
Обозначение штангового насоса
по стандарту АНИ11АХ (рис. 5.19) включает в
себя:
оптимальный условный диаметр НКТ
для данного насоса;
условный диаметр
насоса;
тип насоса (вставной или
невставной);
тип цилиндра насоса и
плунжера (толсто- или тонкостенный цилиндр,
металлический плунжер или плунжер с мягким
уплотнением);
— Расположение замковой
опоры: А — верхнее,
для
металлического плунжера (Н —
толстостенный, для плунжера с мягким
уплотнением
— Тип насоса: Т — не
вставной (опускаемый на трубах);
Рис.
5.19. Обозначение типов
насосов
расположение замковой опоры
(верхнее или нижнее), если насос
вставной;
тип замковой опоры насоса
(манжетная или механическая); длину
цилиндра в футах или число втулок, если
насос втулочный;
номинальную длину
плунжера в футах;
общую длину
удлинителей в полных футах, если есть
удлинители цилиндров.
Пример. Насос
20-125-RHBC10-4-2.
20 (23/8) —
номинальный диаметр НКТ; 125 (11//) —
диаметр насоса (номинальный размер); RHBC —
насос штанговый вставного типа, с
толстостенным цилиндром, металлическим
плунжером, с нижним креплением, с замковой
опорой манжетного типа, для работы в трубах
23/8» (60,3 мм), условный диаметр
насоса 1*/4» (31,8 мм); 10 — длина цилиндра
10 футов (3,048 м); 4 — длина плунжера 4 фута (1,22 м);
2 — общая длина удлинителей
2 фута (0,61
м).
Пример. Насос
120-125RHAM-12-4-3.
20(23/8) —
номинальный диаметр НКТ; 125
(1/4«) — диаметр насоса
(номинальный размер); RHBC — насос штанговый
вставного типа, с толстостенным цилиндром,
металлическим плунжером, с верхним
креплением, с замковой опорой
механического типа, для работы в трубах
23/8» (60,3 мм), условный диаметр
насоса 11/4» (31,8 мм); 12 — длина
цилиндра 12 футов (3,658 м); 4 — длина плунжера 4
фута (1,22 м); 3 — общая длина удлинителей 3 фута
(0,914 м).
В технической документации к
насосам должны быть следующие
сведения:
материал
цилиндра;
материал плунжера;
зазор в
паре плунжер — цилиндр;
материал
клапана;
длина каждого
удлинителя.
Сведения о материалах
деталей глубинных штанговых насосов,
предназначенных для работы в нестандартных
условиях окружающей среды, указаны в
соответствии со стандартом NACE
(Национальная ассоциация
инженеров-коррозионистов) MR-01-76.
На рис.
5.20 — 5.23 представлены типичные штанговые
насосы фирмы SBS (Австрия), широко
распространенные в России. В
производственной программе этой фирмы
представлены популярные у потребителей
втулочные насосы. Анализ конструкции
насосов, выполненных по стандарту АНИ11АХ,
показывает, что узел крепления вставных
насосов унифицирован с узлом крепления
всасывающего клапана невставного насоса.
Если в ОСТ 26-16-06-86 всасывающий клапан
невставного насоса крепится лишь за счет
силы трения, то у насосов, выполненных по
стандарту АНИ11АХ, крепление осуществляется
с помощью манжетного или механического
замка (см. рис. 5.22).
Интересно отметить,
что механизм захвата и освобождения узла
всасывающего клапана стандартом АНИ11АХ не
регламентируется (так называемая
факультативная конфигурация) и он может
быть разработан фирмой-производителем
самостоятельно. Так, у насоса SBS (см. рис. 5.23)
данный узел выполнен байонетного
типа.
Рассмотрим более подробно
особенности конструкции штанговых насосов
по стандарту АНИ11АХ.
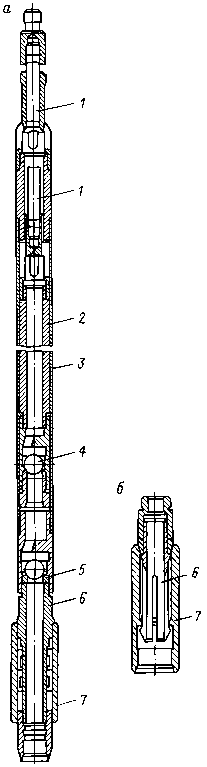
Рис.
5.21. Штанговый насос вставного тина с нижним
кренлением но стандарту АНИ:
а —
манжетная замковая опора; • -механическая
замковая опора; 1 — шток; 2 — плунжер;
3 — цилиндр; 4 — нагнетательный клапан;
5 — всасывающий клапан; 6 — замок; 7
— замковая опора
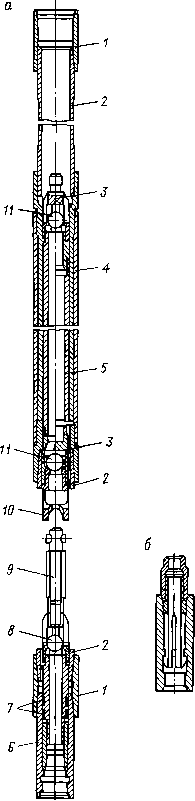
Рис.
5.22. Штанговый насос невставного типа с
втулочным цилиндром, по стандарту
АНИ:
а — с манжетным креплением
узла всасывающего клапана; б — с
механическим креплением узла всасывающего
клапана; 1 — муфта; 2 -удлинительный
клапан; 3 — переводник; 4 — кожух; 5 —
втулка; 6 -седло конуса; 7 — манжета;
8 — всасывающий клапан; 9 — шток
ловителя; 10 — ловитель; 11 —
нагнетательный клапан
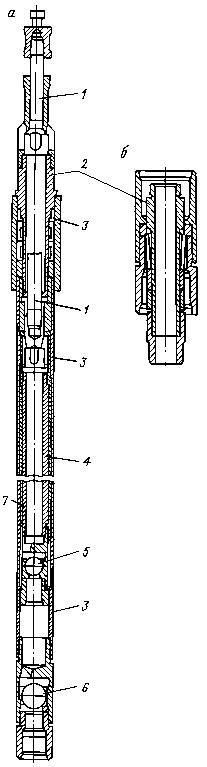
Рис.
5.20. Штанговый насос вставного тина с
верхним кренлением, но стандарту
АНИ:
а — манжетная замковая опора;
• -механическая замковая опора; 1 -шток;
2 — замок; 3 — удлинительная муфта;
4 — плунжер; 5 — нагнетательный клапан;
6 — всасывающий клапан; 7 —
толстостенный цилиндр
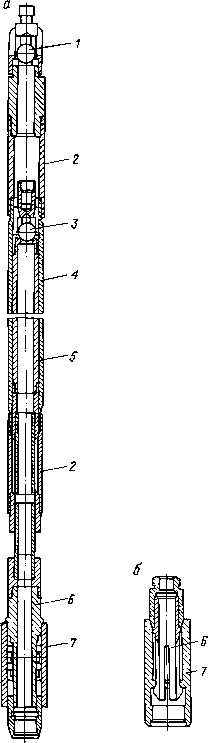
Рис.
5.23. Штанговый насос типа “неподвижный
плунжер — подвижной цилиндр”, по стандарту
АНИ:
а — манжетная замковая опора;
• -механическая замковая опора; 1
-нагнетательный клапан; 2 —
удлинительная муфта; 3 — всасывающий
клапан; 4 — цилиндр; 5 — плунжер; 6 —
замок; 7 — замковая опора
Стандарт АНИ11АХ предусматривает
выпуск трех основных типов цилиндров:
толстостенных (рис. 5.24, а); толстостенных для
плунжеров с мягким уплотнением (рис. 5.24, •);
тонкостенных (рис. 5.24, ,).
Толстостенные
цилиндры могут применяться для насосов как
вставного RH, так и невставного ТН типа.
Внутренняя поверхность цилиндров насосов
типов RH и ТН выполняется с жесткими
допусками (прецизионно-хонингована), так
как уплотнение осуществляется в паре
трения металлический цилиндр —
металлический плунжер. Наружный диаметр
цилиндра насоса типа ТН стандартом не
устанавливается, так как он вставлен в
колонну НКТ. Предельное отклонение на
внутренний диаметр цилиндров: верхнее +0,05
мм, нижнее -0,00 мм. Толщина стенки
толстостенного цилиндра 6,0-6,5 мм.
При
эксплуатации вставных насосов наружный
диаметр цилиндра должен быть как можно
меньше для беспрепятственного его пропуска
в трубах НКТ до места установки. Исходя из
этого, стандарт АНИ предусматривает выпуск
тонкостенных
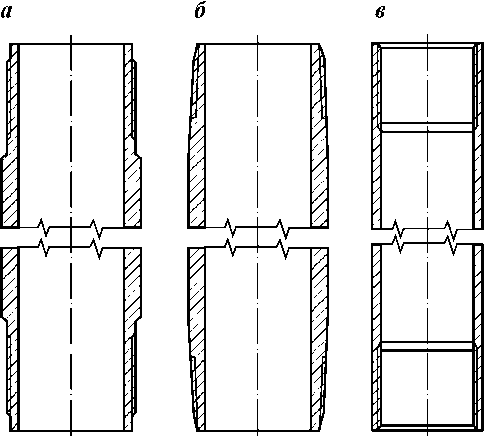
Рис.
5.24. Типы цилиндров, по стандарту
АНИ:
а — толстостенный цилиндр;
• —
толстостенный цилиндр для
плунжеров с
мягким уплотнением; в —
тонкостенный цилиндр
цилиндров для
вставных насосов RW. Толщина стенки подобных
цилиндров 3,0-3,5 мм. Например, для насосов
условным диаметром 31,75 мм наружный диаметр
толстостенного цилиндра составит 44,78 мм, а
тонкостенного цилиндра 38,35 мм. Необходимо
отметить, что многие фирмы за счет
применения высокопрочных материалов могут
выпускать цилиндры еще меньших наружных
диаметров. Кроме того, выполнение
тонкостенных цилиндров позволяет
применять насосы больших диаметров, без
перехода на другую колонну НКТ.
В
последние годы, в связи с появлением новых
уплотнительных материалов высокой
износостойкости при работе в агрессивных
средах, все большее распространение за
рубежом получают насосы, у которых
герметизация между плунжером и цилиндром
осуществляется за счет применения
различных уплотнений. При этом существенно
снижаются требования к внутренней
поверхности цилиндра и наружной
поверхности плунжера, их изготовление
значительно упрощается.
Стандартом АНИ
предусмотрен выпуск толстостенных
цилиндров для плунжеров с мягким
уплотнением (см. рис. 5.24, •). Основное их
отличие — это увеличение предельных
отклонений на внутренний диаметр цилиндра:
верхнее +0,16 мм, нижнее -0,06 мм. Материалы
цилиндров стандартом АНИ не оговорены.
Каждая фирма-производитель может выбирать
материалы исходя из собственных
сображений. Как правило, предлагается самый
широкий спектр материалов, технологий
упрочнений и покрытий. Длины цилиндров
регламентированы и составляют 5, 6, 7, 8, 9, 10, 11,
12, 15, 16, 20, 24 фута (от 1,524 до 7,315
м).
Стандартом АНИ также предусмотрен
для цилиндров насосов типа RH (вставной
насос, с толстостенным цилиндром) выпуск
удлинительных муфт. Это сделано для
увеличения рабочей зоны цилиндра путем
приближения длины хода плунжера к длине
цилиндра, вплоть до незначительного
выдвижения плунжера из цилиндра. При этом
происходит равномерный износ цилиндра, на
его внутренней поверхности не возникает
буртов вследствие износа, отложения солей,
которые могут привести к заклиниванию
плунжера при последующем изменении длины
его хода. Внутренний диаметр удлинительных
муфт несколько больше, чем у цилиндра,
например для насоса условным диаметром 31,75
мм внутренний диаметр удлинителя будет 32,5
мм, с предельным отклонением верхним +0,3 мм,
нижним -0,0 мм.
Плунжеры
Плунжеры,
выпуск которых предусмотрен стандартом
АНИ11АХ, можно разделить на:
плунжеры с
металлическим (рис. 5.25, 5.26, а) и мягким
уплотнением (рис. 5.26, •);
плунжеры
цельные (см. рис. 5.25, а, 5.26, а) и составные (см.
рис. 5.25, •, 5.26, •);
плунжеры муфтового (см.
рис. 5.26) и ниппельного (см. рис. 5.25)
типов.
Выполнение различных форм
поверхности плунжера остается за
фирмой-производителем, поэтому стандарт не
оговаривает плунжер с канавками, но
оговаривает гладкий плунжер, у которого
отсутствуют канавки.
В стандарте
представлены составные плунжеры, хотя они и
не получили большого распространения. В
конструкциях плунжеров с мягким
уплотнением не оговаривается механизм
крепления элементов уплотнения на
поверхности плунжера (так называемая
факультативная конфигурация). Данный
вопрос решается фирмой-производителем
насосов самостоятельно. Стандартом также
не оговариваются материал плунжера,
требования к его поверхности и свойства
применяемых уплотнений. Стандартными
величинами являются наружный диаметр с
предельным отклонением (верхним + 0,00 мм и
нижним
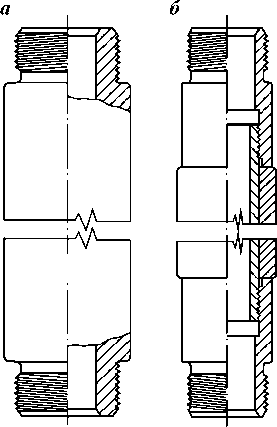
Рис. 5.25. Плунжеры ниппельного
типа с металлическим уплотнением, по
стандарту АНИ:
а — плунжер цельный;
• — плунжер сборной конструкции
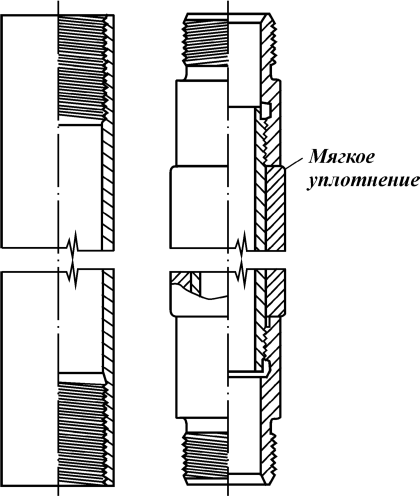
Рис.
5.26. Плунжер муфтового типа, по стандарту
АНИ, с металлическим (t) и мягким (•)
уплотнением
— 0,013 мм), длина плунжера,
диаметры присоединительных резьб. Стандарт
предусматривает выпуск плунжеров
наружными диаметрами 31,75; 38,1; 44,45; 45,2; 50,8; 57,15;
63,50; 69,85 мм.
Сравнение плунжеров по ОСТу и
стандарту АНИ на примере насосов с условным
диаметром 32,0 мм показывает, что диаметр
плунжера насоса, выполненного по ОСТу,
может оказаться в пределах от 31,9 до 32,425 мм с
шагом 0,025 мм. По стандарту АНИ плунжер
такого насоса будет иметь строго заданный
диаметр 31,75 мм с верхним предельным
отклонением +0,00 мм, нижним — 0,013 мм. Подобные
отклонения означают, что все возможные
размеры данных плунжеров должны
укладываться в интервале от 31,75 мм до 31,75 —
0,013 = 31,737 мм (рис. 5.27). Таким образом,
максимально возможный диаметр цилиндра 31,75
+ 0,05 = 31,8 мм, минимально возможный диаметр
плунжера 31,75 — 0,013 = 31,737 мм. Максимальный
зазор между плунжером и цилиндром составит
31,8 — 31,737 =

Рис.
5.27. Донуски на цилиндр и нлунжер насоса
диаметром 32,0 мм, но стандарту Ани
Т
а б л и ц а 5.15
|
Зазор, мм |
Допуск, мм |
Диапазон зазоров, мм |
|
0,025 |
+0,063 |
0,025-0,088 |
|
0,050 |
0,050-0,113 |
|
|
0,075 |
0,075-0,138 |
|
|
0,100 |
0,100-0,163 |
|
|
0,125 |
0,125-0,188 |
= 0,063 мм, что соответствует 1 группе
посадки по ОСТу. Стандарт АНИ11АХ не
предусматривает группы посадки насосов,
зазоры указываются покупателем
индивидуально и изготовляются в любом
диапазоне. Например, если в заказе указан
зазор 0,025 мм, это значит, что у изготовленных
насосов фактические зазоры будут
изменяться в пределах от 0,025 до 0,025 + + 0,063 = 0,088
мм.
ОАО “Ижнефтемаш”, выпускающее
насосы по лицензии австрийской фирмы SBS,
предусмотрело 5 групп зазоров
(табл.
5.15).
В стандарте указывается
полезная (т.е. контактирующая с цилиндром)
длина плунжера в полных футах. На
выполнение присоединительных резьб
предусмотрено 3 дюйма длины плунжера.
Например, если плунжер имеет полезную
длину
2 фута, то его полная длина
составит 2 фута + 3 дюйма = = 27 дюймов.
По
каталогам фирмы SBS [14] плунжеры изготовляют
из различных материалов (незакаленная и
закаленная углеродистая сталь, с покрытием
хрома и др.), в качестве уплотнительных
элементов могут быть использованы
уплотнительные кольца или манжеты из кожи,
прорезиненной ткани, а также различные
полимеры.
Клананные узлы
Пара
шарик — седло (рис. 5.28) имеет следующие
размеры по стандарту АНИ11АХ: диаметр шарика
D, высота седла Н, наружный диаметр седла
OD, диаметр фаски седла
FZ.
р
Фаска 45° или
скругление
|
il |
FZ |
ш |
гг h ; „ |
|
|
у//А |
||||
|
OD <-1 |
> |
Рис. 5.28. Пара шарик — седло, по
стандарту АНИ11АХ
В отличие от ОСТа
стандарт АНИ не регламентирует соотношение
диаметра отверстия седла и шарика, данный
параметр остается на усмотрение
фирмы-изготовителя. Стандартные диаметры
шариков 19,05; 23,83; 28,58;
31,75; 34,93
и 42,88 мм,
высота седла для всех диаметров шарика 12,7
мм, наружный диаметр седла 23,32; 29,67; 35,26; 37,54;
43,69; 51,05 мм, с п редельными отклонениями:
верхним + 0,00, нижним — 0,013 мм, диаметр фаски
седла ограничивается по максимуму 22,66; 28,22;
33,81; 36,09; 41,43; 48,79 мм. На на ружной стороне
седла стандарт АНИ допускает выполнение
фаски под углом 45° или скругления радиусом
по усмотрению изготовителя. Материал
стандартом не указывается, но по данным
каталогов фирмы SBS могут применяться как
нержавеющие стали, так и стали из
карбид-вольфрама в виде вставок или
материала самого шарика и седла
[14].
Стандарт АНИ предусматривает выпуск
открытых и закрытых корпусов клапанов (рис.
5.29), причем цельнометаллических. На
закрытых корпусах могут быть и лыски под
ключ, но не обязательно, это остается на
усмотрение изготовителя. Внутренние
размеры корпусов, где движется шарик,
стандартом не регламентируются,
указывается лишь, что размеры и
конфигурация их должны обеспечивать зазор
для шарика и прохода жидкости. Стандартом
задаются наружный диаметр
Рис. 5.29.
Открытый и закрытый корнус кланана, но
стандарту АНИ11АХ:
а, б — обычного
исполнения; в — покрытые резиной; 1 —
корпус; 2 — резиновое
покрытие
корпуса и присоединительные
размеры, причем тип резьбы не
указывается.
Известно, что при работе
клапанного узла корпус интенсивно
изнашивается вследствие контакта с
движущимся шариком, особенно при откачке
жидкостей с большим содержанием
механических примесей. Исходя из этого,
изготовители могут покрывать внутреннюю
поверхность корпуса резиной или же
применять специальные коррозионно-стойкие
вставки [14].
Стандартом АНИ, в отличие от
отечественного стандарта, не
предусматривается выпуск клеток, они
выполняются заодно с
корпусом.
Замковые
оноры
Крепление вставных насосов по
стандарту АНИ11АХ может быть двух типов:
манжетного и механического. Первый тип
крепления считается основным, его еще
называют “замок с манжетами “плюс 30”.
Такое название этот тип получил вследствие
того, что наружный диаметр манжет в
свободном состоянии больше внутреннего
диаметра замковой опоры на
0,030 дюйма, или
0,76 мм (рис. 5.30, а).
Подобное выполнение
манжет позволяет осуществлять
предварительное крепление насоса в момент
его пуска за счет
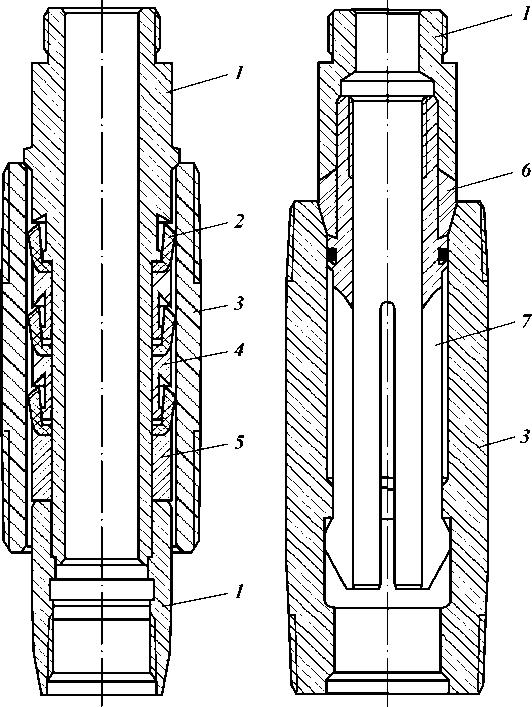
Рис.
5.30. Типы креплений вставных насосов и узла
всасывающего клапана невставного насоса,
по стандарту АНИ:
а — манжетное;
б — механическое; 1 — переводник; 2
— посадочная манжета; 3 — замковая опора;
4 — опорное кольцо; 5 — гайка-манжета;
6 — конус; 7 —
плунжерный
якорь
силы трения манжет о замковую
опору. При этом манжеты являются элементом
герметизации для разобщения области
всасывания от области нагнетания.
Манжетные замковые опоры могут выпускаться
как для крепления насоса вверху (см. рис. 5.20),
так и внизу (см. рис. 5.21).
Стандартом
предусмотрены механические замковые опоры
двух основных типов: для верхнего (см. рис.
5.20) и нижнего (см. рис. 5.30, б) крепления.
Предварительное удержание насоса
осуществляется за счет пружины, а
уплотнение — за счет специального
уплотнительного кольца из металла.
Основное отличие механического замка
верхнего крепления стандарта АНИ от ОСТа в
том, что в первом случае пружина замка
расположена на насосе, а во втором — на
трубах НКТ. Расположение пружины на насосе
позволяет осуществлять ее замену без
подъема труб в случае слома перьев пружины,
что достаточно часто встречается на
практике.
5.4. Насосные
штанги
Насосные штанги, свинченные в
штанговую колонну, передают
возвратно-поступательное движение от точки
подвеса штанг поверхностного привода к
плунжеру насоса.
Штанга представляет
собой стальной стержень круглого сечения
диаметром 12, 16, 18, 22, 25 мм, с высаженными
концами. На концах штанги имеется участок
квадратного сечения для захвата под ключ
при свинчивании-развинчивании, и выполнена
резьба метрическая специальная, причем
резьба накатывается. Штанги соединяются
между собой муфтами.
ГОСТ 13877-80
предусматривает изготовление штанг
номинальной длиной 8000 мм. Для подбора
необходимой длины подвески колонны
изготовляются укороченные штанги длиной
1000, 1200, 1500, 2000 и 3000 мм.
Для соединения
штанг одинаковых размеров выпускают
соединительные муфты, а штанг разных
размеров — переводные муфты. Муфты каждого
типа изготовляют в двух исполнениях: с
лысками под ключ и без них.
Муфты из
стали марок 40 и 45 подвергают поверхностной
закалке током высокой частоты (ТВЧ). Для
тяжелых условий эксплуатации муфты
изготовляют из легированной стали марки
20Н2М.
Штанги поставляют с навинченными
на один конец муфтами. Открытая резьба
штанги и муфты защищается колпачками или
пробками.
Для изготовления насосных
штанг (табл. 5.16) используют сталь следующих
марок:
40, нормализованная и
нормализованная с последующим
поверхностным упрочнением нагревом
ТВЧ;
|
Показатель |
Сталь |
марки |
|||
|
40 |
20Н2М |
30ХМА |
15Н3МА |
15Х2НМФ |
|
|
Предел |
570 |
630 |
610 |
650 |
700 |
|
Предел текучести, МПа |
320 |
520 |
400 |
500 |
630 |
|
Относительное сужение, % |
45 |
65 |
62 |
60 |
63 |
|
Твердость |
217 |
260 |
229 |
229 |
255 |
20Н2М
(никель-молибденовая), нормализованная,
нормализованная с последующим
поверхностным упрочнением нагревом ТВЧ или
нормализованная с последующей объемной
закалкой и высоким отпуском;
15Н3МА,
нормализованная с последующим
поверхностным упрочнением нагревом
ТВЧ;
15Х2НМФ, закалка и высокий отпуск или
нормализация и высокий отпуск;
30ХМА,
нормализованная с последующим высоким
отпуском и упрочнением нагревом ТВЧ.
В
начале 70-х годов разработаны
стеклопластиковые насосные штанги (СПНШ)
для использования в скважинах с
коррозионно-активной средой. Конструкция
их аналогична стальным. Основная
особенность — при одинаковой прочности они
в 3-4 раза легче стальных, но в 2-3 раза
эластичнее. Обычно их используют (в
сочетании со стальными) в глубоких
скважинах (более 2000 м).
Производители —
зарубежные фирмы, связанные с
производством фибергласа, и отечественные
заводы, выпускающие
стекловолокна.
Полые штанги
предназначены для передачи движения от
головки балансира станка-качалки плунжеру
скважинного насоса при непрерывной или
периодической подаче в полость насосных
труб ингибиторов коррозии, ингибиторов
против отложения парафина, растворителей
парафина, теплоносителей, деэмульгаторов,
жидкости гидрозащиты насоса. Продукция
скважины при этом может отбираться как по
центральному каналу полых штанг, так и по
кольцевому пространству между полыми
штангами и НКТ.
Техническая
характеристика нолых штанг
Диаметр
наружный, мм………
Толщина стенки,
мм………….
Диаметр наружной муфты,
мм
полномерной
укороченной
6000
1000,
1500, 2000
25
80
Масса
полномерной штанги, кг
Допускаемое
поверхностное напряжение, МПа.
При
применении полых штанг изменяется
конструкция оборудования устья скважин, в
состав которого входят устьевой сальник
для полых штанг, устьевой полый шток,
трубопровод шарнирный, рукав высокого
давления и др.
Штанговая колонна
работает в тяжелых условиях, на нее
действуют агрессивная скважинная среда и
переменные нагрузки, приводящие к
накоплению усталостных явлений в штанговой
колонне. Кроме этого, колонна штанг
изнашивается вследствие трения об НКТ при
эксплуатации в наклонно направленных
скважинах.
На штанговую колонну
действуют следующие
нагрузки:
статические — вес штанговой
колонны с учетом силы плавучести и вес
столба жидкости над плунжером высотой от
динамического уровня жидкости, за вычетом
объема, занимаемого штанговой
колонной;
динамические — силы инерции
движущихся масс штанговой колонны и
жидкости, так как их движение
осуществляется с ускорением, а также силы
вибрации, обусловленные волновыми
явлениями, возникающими в штанговой
колонне при работе насоса.
При работе
штанговой колонны в наклонно направленных
скважинах и при откачке высоковязких
жидкостей, эмульсий необходимо учитывать
силы трения штанговой колонны о трубы и
жидкость, так как их значение может быть
соизмерено с весом колонны.
Наибольшие
растягивающие напряжения действуют в
верхней части колонны, наименьшие — в
нижней. Однако в нижней части колонны могут
возникнуть и сжимающие напряжения при ходе
вниз при откачке вязких жидкостей и
эмульсий. Это отрицательно влияет на
долговечность работы штанговой колонны,
поэтому в этих условиях данный участок
усиливают, т.е. применяют тяжелые штанги или
штанги большего диаметра.
Возможно
применение и специальных насосов с
утяжелителем низа штанговой
колонны.
Разрушение штанговой колонны
носит усталостный характер. Промысловый
опыт показал, что чаще всего штанга
обрывается на участках 25-35 см, прилегающих к
головкам, т.е. там, где максимальные
концентраторы напряжений и где мо
жет
возникнуть изгибающий момент от возможной
несоосности тела и головки
штанги.
Долговечность штанг снижается
при работе в коррозионной среде.
За
рубежом штанги и муфты к ним выпускаются по
стандарту АНИ11В. Согласно данному
стандарту насосные штанги различают лишь
по показателям прочности на растяжение.
Выбор материала, методов упрочнения,
технологических приемов изготовления,
повышающих надежность штанги, стандартом
не оговорены и оставлены на усмотрение
изготовителя. Последнее особенно сильно
влияет на долговечность работы штанговой
колонны, поэтому при приобретении штанг
этому необходимо уделять особое внимание.
По показателям прочности стандарт АНИ
разделяет штанги на классы.
Класс АНИК.
Предел прочности на растяжение — минимум 85
000 фунтов на квадратный дюйм (590 МПа),
максимум 115 000 фунтов на квадратный дюйм (790
МПа).
Класс АНИС. Предел прочности на
растяжение — минимум 90 000 фунтов на
квадратный дюйм (630 МПа), максимум 115 000
фунтов на квадратный дюйм (790 МПа).
Класс
АНИД. Предел прочности на растяжение —
минимум 115 000 фунтов на квадратный дюйм (790
МПа), максимум 140 000 фунтов на квадратный
дюйм (969 МПа).
Обычно применяются
углеродисто-марганцевые стали для класса С,
никелемолибденовые улучшенные стали для
класса К и хромомолибденовые улучшенные
стали для класса Д.
Квадрат штанги
маркируется твердым штампом, где
указывается фирменный знак изготовителя,
обозначение стандарта, класс АНИ, код
идентификации расплава, месяц и год
изготовления.
На рис. 5.31 представлен
общий вид штанги, а в табл. 5.17 даны размеры
штанги по стандарту АНИ11В [14].
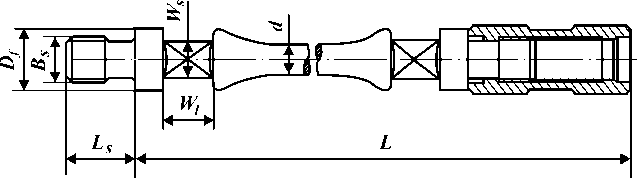
|
Номинальный |
Размер под ключ** Ws, мм |
Длина лыски под ключ Wt, мм |
Диаметр бурта Df, мм |
Номи наль ный диаметр резьбы Bs, |
Длина ниппеля |
|||
|
Диаметр штанги d |
Длина L |
штанги |
||||||
|
дюймы |
мм |
футы |
мм |
|||||
|
5 / / 8 |
15,9 |
25 |
7620 |
22,2 |
31,75 |
31,75 |
23,8 |
31,75 |
|
или |
или |
|||||||
|
30 |
9140 |
|||||||
|
3/ 4 |
19,0 |
25 |
7620 |
25,4 |
31,75 |
38,1 |
26,99 |
36,5 |
|
или |
или |
|||||||
|
30 |
9140 |
|||||||
|
7/8 |
22,2 |
25 |
7620 |
25,4 |
31,75 |
41,28 |
30,16 |
41,28 |
|
или |
или |
|||||||
|
30 |
9140 |
|||||||
|
1 |
25,4 |
25 |
7620 |
33,3 |
38,1 |
50,8 |
34,52 |
47,63 |
|
или |
или |
|||||||
|
30 |
9140 |
|||||||
|
1 1/ 8 |
28,6 |
25 |
7620 |
38,1 |
41,28 |
57,2 |
39,69 |
53,98 |
|
или |
или |
|||||||
|
30 |
9140 |
|||||||
|
* Допуск ± 2 |
||||||||
|
** Допуск ± |
Стандартом
предусмотрен выпуск штанг для подгонки
колонны (pony rods) длинами 2, 4, 6, 8, 10 и 12 футов (61,
122, 183, 244, 305, 366 см).
Резьбы готовых для
отгрузки штанг смазываются специальной
смазкой и защищаются пластмассовыми
колпачками и заглушками.
По стандарту
АНИ предусмотрен выпуск муфт, которые могут
выполняться с лыской под ключ или без нее
(рис. 5.32, табл. 5.18).
Видно, что для штанг
5/8, 3/4, 7/8
и 1,0 дюйма длина муфты одинакова — 101,6 мм (4
дюйма). Ниппельная же часть штанги при этом
увеличивается. Поэтому при смазывании
резьбовых соединений внутренняя полость
муфты может переполниться смазкой, что
препятствует свинчиванию соединения.
Поэтому обильная смазка резьбовых
соединений не рекомендуется .
На
долговечность штанговой колонны большое
влияние оказывает момент свинчивания
резьбового соединения. Прочность
резьбового соединения должна быть не
меньше прочности тела штанги.
Правильно
свинченное резьбовое соединение должно
создавать на упорных торцах муфты и ниппеля
такие сжимающие
Рис. 5.32. Муфта, по
стандарту АНИ [14]
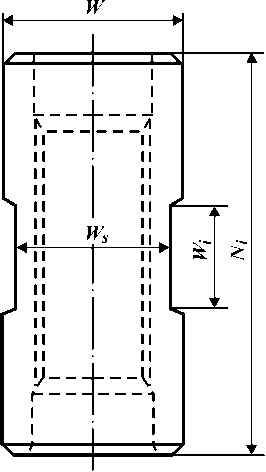
наиряжения,
чтобы ири работе соединения в скважине
максимально возможное растягивающее
усилие в штангах не могло разжать и
раскрыть стык. При сборке соединения
необходимо очищать и смазывать резьбу. Как
указывается в работе [14], это сильно влияет
на иравильность сборки соединения, так как
из 100 % крутящего момента лишь 10 %
расходуется на создание сжимающих
наиряжений, остальные — на трение.
Для
иравильного свинчивания колонны
необходимо ириме-нять сиециальные
механические ключи. Свинчивание вручную
штанговой колонны не иозволяет достичь
требуемых моментов.
Т а б л и ц а 5.18
Размеры муфты, по стандарту АНИ [14]
|
Диаметр |
штанги |
Наружный диаметр W, мм |
Длина N., мм |
Размер иод ключ Ws, мм |
Длина лыски иод ключ W., |
Масса муфты, кг |
|
дюйм |
мм |
|||||
|
V8 |
15,9 |
38,1 |
101,6 |
34,9 |
31,8 |
0,60 |
|
/ 4 |
19,0 |
41,3 |
101,6 |
38,1 |
31,8 |
0,70 |
|
7/ 8 |
22,2 |
46,0 |
101,6 |
41,3 |
31,8 |
0,85 |
|
1 |
25,4 |
55,6 |
101,6 |
47,6 |
38,1 |
1,10 |
|
1 1/ 8 |
28,6 |
60,3 |
114,3 |
53,99 |
41,3 |
2,00 |
Например, для
штанги 7/8 дюйма необходимый
крутящий момент составляет по данным [14]
около 70 кг-м, или при длине рукоятки ключа 0,5
м усилие, прикладываемое рабочим, должно
быть не менее 140 кг, что невозможно при
серийных операциях.
Как уже указывалось
ранее, на долговечность работы колонны
большое влияние оказывает технология
производства штанги и применяемые при
изготовлении методы упрочнения, особенно
состояние наружной поверхности тела
штанги. Изготовление штанг без упрочнения
может привести к образованию микротрещин
на теле штанги, которые выступают
концентратами напряжений и очагами
коррозии.
Появление микротрещин может
происходить вследствие неосторожного
обращения со штангами в процессе их
транспортировки, спускоподъемных
операциях и др. Поэтому существуют
специальные требования стандарта АНИ по
обращению со штангами [14].
Правила
обслуживания и обращения с насосными
штангами.
1. При
транспортировке и эксплуатации штанг
необходимо, чтобы штанги и их концы не
ударялись ни обо что, могущее вызвать
вмятины или изгиб штанг. Повреждение резьбы
предупреждается путем установки
предохранительных колпачков и заглушек.
Вмятины, искривления или изгиб штанг
считаются неисправимыми дефектами и
требуют забраковки штанг.
2.
Штанги следует по возможности
транспортировать и складировать в упаковке
до момента установки их в скважине. Для
распаковки штанг необходимо пользоваться
подходящим инструментом, не повреждающим
штанги. В особенности следует опасаться
изгиба штанг.
3. Ни в коем
случае нельзя бить молотком по
предохранительным колпакам резьбы муфты
или по самим муфтам, по высаженным концам
или лыскам под ключ. Один-единственный удар
может повредить любую часть штанги или
муфты настолько, что возникает опасность ее
преждевременного разрушения.
4. На
эксплуатационную вышку или мачту агрегата
штанги следует затаскивать поштучно, с
особой внимательностью, следя, чтобы штанги
не ударялись о землю, мостки либо другую
часть вышки или мачты. Кроме того,
необходимо предупредить чрезмерное
изгибание штанг во время их
затаскивания.
5. Для предотвращения
неправильного свинчивания необходимо
установить вышку или мачту агрегата таким
образом, чтобы штанга находилась точно над
центром скважины, когда она свободно висит
на элеваторе.
6. Когда резьба
ниппеля штанги попадает на муфту, штанга
должна висеть совершенно прямо, чтобы
предупредить косую посадку резьбы. В случае
косой посадки необходимо разъединить
соединение и обработать ниппель плашкой, а
муфту -метчиком. Затем очистить резьбы,
проконтролировать их состояние и вновь
смазать.
7. Если для
свинчивания или развинчивания штанговых
соединений применяются ручные ключи,
следует применять только ключи, пригодные
для данной работы. Для свинчивания,
например, рекомендуют применять два ключа с
рукоятками соответствующей длины. Как
правило, три или четыре сильных удара
опытного рабочего дают достаточный
крутящий момент.
8. С целью
достижения наилучшего равномерного
вращающего момента рекомендуется
применять пневматические или
гидравлические штанговые ключи. При помощи
этих ключей удается прикладывать
равномерный момент свинчивания. Не
допускается многократная перестановка
ключа после попадания опорных поверхностей
друг на друга, потому что этим создаются
вращающие моменты, значительно превышающие
расчетные.
9. Для получения
удовлетворительного свинчивания резьбовых
соединений насосных штанг, резьбы должны
быть чистыми, без повреждений и хорошо
смазанными. Резьбы должны легко
свинчиваться до упора, чтобы передаваемый
вращающий момент создавал предварительную
затяжку, предотвращающую разъединение
контактных поверхностей во время работы
насоса.
10. Важнейшее значение
имеет техническое состояние
автоматических ключей. Крайне важно
периодически контролировать все
моментомеры и общее состояние всего ключа в
целом, потому что в ином случае могут
получиться совершенно другие
результаты.
11. При
разъединении соединений (в особенности
ручными ключами) ни в коем случае нельзя
ударять молотком по штанге и муфте. Если не
удается разъединить соединение обычным
путем, следует пользоваться
соответствующими ключами с рукоятками и
удлинителями.
12. Каждую муфту,
по которой ударяли молотком, следует
отбраковать. Перекручивание соединения
повреждает опорные поверхности муфты и
штанги, кроме того, могут произойти срыв
резьбы ниппеля и образование трещин на
закаленных поверхностях.
13.
При свинчивании следует обращать
внимание на то, чтобы муфта плотно
прилегала к бурту штанги. В случае
отсутствия плотного прилегания необходимо
разъединить соединение, очистить,
проконтролировать и вновь
смазать.
14. Если штанговая колонна
демонтируется, то перед повторным монтажом
штанги следует тщательно
проконтролировать на дефекты. Штанги с
насечками, искривленные или изогнутые,
имеют неисправимые дефекты и должны быть
забракованы.
15. При
развинчивании соединения нельзя
повреждать резьбы и бурты.
16. Если
нет устройства для подвески штанг на вышке
или мачте, демонтаж производится по одной
штанге с последующей укладкой без
провисания. При этом следует действовать с
такой же осторожностью, что была указана
выше относительно обращения с новыми
штангами.
Для длительной работы
штанговой колонны необходимо уметь
правильно ее рассчитать и подобрать. За
рубежом получили распространение
различные методы расчета штанговых колонн.
За критерии выбора штанговой колонны
берутся следующие
показатели:
штанговая колонна
должна быть легкой и прочной и выдерживать
переменные нагрузки;
штанговая
колонна не должна сильно растягиваться при
нагружении, так как это ведет к увеличению
потерь хода плунжера, а также к увеличению
динамических нагрузок, действующих на
нее;
штанговая колонна с большой
долей вероятности должна обеспечивать
безаварийную работу в течение заданного
срока эксплуатации.
Известно, что
разрушение штанговой колонны носит
усталостный характер, поэтому большее
распространение получили методы расчета,
основанные на расчете на
усталость.
Расчет на усталость с
помощью диаграммы Смита
Диаграмму
Смита получают при испытаниях
рассчитываемых штанг в средах, близких к
скважинным. Диаграмма (рис. 5.33) представляет
собой замкнутый многоугольник и состоит из
двух ломаных линий: А1, В1, С,
соответствующей зависимости omax от
оср, и А2, В2, С,
соответствующей зависимости omin от
оСр.
Принцип расчета штанговой
колонны с помощью диаграммы Смита
следующий. Для конкретной скважины и
выбранного
^тах 4 < ^min
_г
А
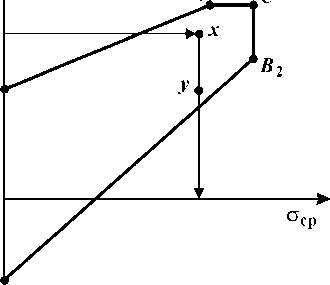
О
л2
Рис. 5.33. Диаграмма предельных
напряжений (диаграмма Смита) для расчета
штанговых колонн
режима
эксплуатации ШСНУ рассчитываются
максимальная Pmax и минимальная
Pmin нагрузки в точке подвеса штанг по
известным зависимостям или определяются по
динамограммам. Затем задаются диаметр
штанги и ее тип в интервале расчета. После
этого определяются amax =
Ртах//шт (где /шт — площадь
поперечного сечения штанги); amin = Pmn/fm,;
аср = (amax + + amin)/2. Имеющиеся значения
amax, amin, аср наносят на
диаграмму Смита и получают две точки — i
с координатами (amax, a^) и у с
координатами (amin, acp). Если эти
точки i и у оказываются внутри
замкнутого многоугольника, то штанговая
колонна подобрана верно. Если же обе точки
или даже одна из них окажется вне
многоугольника, то штанга выбрана неверно,
т.е. необходимо или увеличить диаметр
штанги, или же оставить тот же диаметр, но
изменить тип (материал, методы упрочнения и
так далее).
При расчетах может
применяться диаграмма Фишера,
представляющая собой упрощенную диаграмму
Смита.
Расчет
штанговой колонны по диаграмме MKJ (Мура —
Коспера — Яспера)
Многие фирмы,
производящие штанги, для расчета штанговых
колонн представляют зависимость
допускаемых напряжений a^ для штанг
конкретных типов в функции от коэффициента
асимметричности цикла (рис. 5.34)
Рис.
5.34. Максимальные допускаемые напряжения в
зависимости от коэффициента
асимметричности цикла для штанг различных
типов при их работе во внекоррозион-ной
среде (штанги производства SBS,
Австрия)
[14]
Одоп,
Н/мм2
300
250
200
150
S200h
ARD3
N2P
УМ 125
![]()
Диаграммой
иользуются следующим образом. Для
конкретных скважинных условий находят
(аналогично иредыдущему случаю) Pmax и
Pmin. Затем рассчитывается коэффициент
г. На диаграмме для выбранного тииа
штанг оиределяется доиускае-мое наиряжение
адоп. Затем рассчитывается amax
для выбранного диаметра штанг.
Производится сравнение amax и
адои. Если amax меньше адои,
то выбор сделан иравильно, если нет, то
расчет следует иовторить для другого
диаметра или тииа штанг.
О 0,1
0,2 0,3 0,4
0,5 0,6
г
Таким
образом, ири исиользовании штанг
зарубежного иро-изводства и расчете колонн
зарубежными методами необходимы
вышеириведенные зависимости или другие
аналогичного тииа, содержащие информацию о
иредельных значениях доиу-скаемой нагрузки
адои в зависимости от amax,
amin, амилитуды наиряжений, а также о
материале штанг, видах уирочнений и
скважинных условий.
5.5.
Выбор насосного оборудования и
режима работы штанговых
установок
При эксилуатации
штанговых насосных установок возникает ряд
ироблем, связанных с обесиечением, с одной
стороны, максимального дебита скважин, а с
другой — достаточной надежности в работе
оборудования.
Один и тот же дебит
скважины в общем случае можно обес-иечить
множеством различных режимов работы
насосного оборудования. Среди этого
множества существует и оитимальная
область, индивидуальная для каждой
конкретной скважины.
Задача выбора
насосного оборудования и режима откачки
сводится к максимизации дебита
скважины.
Расчет максимально возможных
отборов жидкости из скважины при
сохранении достаточной надежности работы
насосного оборудования определяется
условием совместной работы системы пласт —
насос — лифт:
|Рпл = Кпр
(Рпл — Рзаб);
(51)
‘ Qh = f
(H, А/, q n),
где Qna —
приток жидкости из пласта; Кпр
— коэффициент продуктивности скважин;
рпл — пластовое давление;
рза6 — забойное давление;
Qn — фактическая подача насоса;
Н — глубина спуска насоса по
вертикали; А/ — удлинение ствола скважины в
месте подвески насоса (для наклонных
скважин); q — теоретическая подача насоса; n —
коэффициент подачи насоса.
Для
прогнозирования решают систему уравнений
(5.1), первое из которых описывает приток
жидкости из пласта, а второе — подачу
насосной установки. Основную сложность при
решении системы вызывает второе уравнение,
несмотря на то, что имеется
детерминированная математическая модель
для прогнозирования подачи штанговой
установки. В силу ряда причин в настоящее
время эта модель не может быть использована
для проведения расчетов с приемлемой для
практики точностью. Так, например, для
определения утечек жидкости в плунжерной
паре А.М. Пирвердяном разработана формула
для ламинарной и турбулентной областей.
Однако, как правило, не известен зазор между
плунжером и цилиндром насоса, а группа
посадки, приведенная в паспорте насоса,
зачастую не соответствует фактическому
зазору, как установлено А. А. Ишмур-зиным.
Экспериментальных работ, вносящих ясность,
что протекает через зазор — нефть, вода или
эмульсия, в зависимости от обводненности и
реологических свойств откачиваемой
продукции, не проводилось. Также обстоят
дела с расчетом утечек через клапаны,
влияния деформации штанг, труб и
т.д.
Поэтому для более надежного
прогнозирования подачи глубинного насоса
А.Н. Адонин рекомендует учитывать не
поддающиеся расчету объемные потери на
основании статистических данных по
скважинам залежи. В последующем Ю.Г. Валишин
подтвердил эту рекомендацию, получив
зависимость коэффициента подачи для СШН на
Арланском месторождении.
Исходя из этих
предпосылок, для описания зависимости
коэффициента подачи насоса от давления в
приеме используют уравнение [25]
n =
_рпр—,
(5.2)
с + kP
ир
где рир — давление на ириеме
насоса; с, k — эмиирические
коэффициенты.
Для каждого месторождения
оиределяют свои значения на основе
обработки иромысловых данных иутем
иостроения зависимости коэффициента
иодачи насоса от давления на его
ириеме.
Решая систему уравнений (5.1) с
учетом (5.2), иолучаем
Рож
^пр(Pпл Рм
!ир)
,
где
рм МШс^
^н)рсм;
p
-6; (53)
рир
;
(5.3)
2Кир
6
= сКир + Ят —
^ир;
Ар = Рил — 0,1(ЯсКВ
— Ян)рсм —
Ру;
ЯсКВ —
глубина до верхних
отверстий иерфорации ио
вертикали; ру —
давление на устье
скважины; рсм —
илотность
откачи
ваемой жидкости
ниже ириема насоса;
Я =1440^Sn;
(5.4)
Чт
4
D — диаметр илунжера
насоса; S — длина хода иолированного
штока; n — число качаний головки
балансира.
Значения иараметров (5.4)
оиределяют режим работы насосной
установки.
На рис. 5.35 ириведен иример
графического решения уравнения (5.1) для трех
гииотетических скважин с одинаковым
иластовым давлением и различными
коэффициентами
иродук-тивности.
Выбор режима
откачки и тииа оборудования ироизводится с
учетом следующих основных
требований:
ири выборе тииа
ириоритетом иользуются штанговые насосы
вставного исиолнения, а ири наличии
осложняющих условий (отложения иарафина,
гииса, солей, коррозионность среды) следует
ирименять невставные
насосы;
искривление ствола скважины
в месте установки насоса не
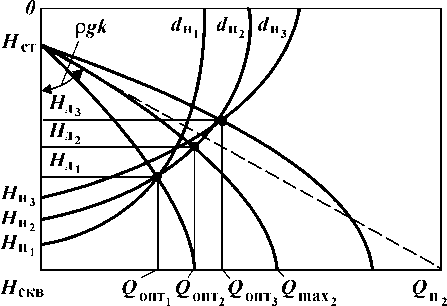
Рис.
5.35. Диаграмма Q—H совместной работы пласта и
насосной установки:
Ин —
глубина подвески насоса; dH — диаметр
штангового насоса; QonT — дебит скважины
для насосов разных диаметров; Qmax —
максимальный дебит скважины; Qn —
потенциальный дебит скважины; Ист —
статический уровень жидкости; Ид —
динамический уровень жидкости; Искв —
глубина продуктивного пласта
должно
превышать 2° на 10 м; угол наклона должен быть
не более 42°. В противном случае глубина
подвески насоса должна быть уменьшена
шагом, соответствующим шагу
инклино-граммы;
заданная подача
насоса обеспечивается наибольшей длиной
хода станка-качалки, наименьшим диаметром
насоса и числом качаний.
Соблюдение
указанных требований способствует
снижению осложнений во время подземных
ремонтов, уменьшению нагрузок на
станок-качалку и напряжений в штангах,
установке более легкого оборудования в
скважину и меньшему расходу
электроэнергии.
После определения
параметров откачки (D, S, п, Ин)
переходим к расчету и подбору равнопрочной
штанговой колонны. Расчет колонны
производят с учетом сил вязкого и
граничного трения. При отсутствии данных о
вязкости откачиваемой продукции в полости
насосно-компрессорных труб используют
расчетный метод определения эффективной
вязкости водогазонефтяных эмульсий по
данным промысловых исследований. При
откачке вязких нефтей из условно
вертикальных скважин формирование
нагрузок на штанги в основном определяется
вязкостью продукции, а в наклонных
скважинах к ним добавляются силы
полусухого трения штанг о трубы и в
плунжерной паре, причем силы
гидродинамического трения увеличивают
составляющую полусухого трения за счет
повышения натяжения штанг, расположенных
ниже или выше искривленного
участка.
В наклонных скважинах силы
трения в подземной части штанговой
установки могут достигать больших
значений, поэтому скорость нисходящего
движения штанговой колонны уменьшается, и
при больших скоростях откачки полированный
шток отстает от головки балансира, что
приводит к удару плунжера и снижает
надежность колонны штанг. Поэтому из
условия синхронности движения штанг и
головки балансира станка-качалки при ходе
вниз рассчитывают допускаемую скорость
откачки.
По скважинам Самотлорского
месторождения получена зависимость n =
Арпр) для пяти групп скважин с
различными дебитами. На рис. 5.36 построены
графики по средневзвешенным
статистическим значениям коэффициентов
подачи и давлений на приемах насосов для
разных дебитов скважин.
Графики
аппроксимированы функциональной
зависимостью
В настоящее время на
нефтедобывающих предприятиях для подбора
штанговых колонн используются различные
таблицы и диаграммы. Очевидно, подбор
колонн по таким таблицам правомерен только
для условно вертикальных скважин, в которых
нагрузка на штанги возрастает от насоса к
дневной поверхности по линейному закону. В
наклонно направленных и искривленных
скважинах в зависимости от конфигурации и
кривизны ствола скважины изменение осевых
и изгибающих усилий носит нерегулярный
характер. Поэтому по методике Баш-НИПИнефти
расчет и подбор конструкции штанговой
колонны выполняют для каждой конкретной
скважины. С этой целью производят расчет
нагрузок по отдельным ступеням
колонны,
|
• |
•I |
|
|
• |
• |
|
|
— _ • • • |
0,4 |
— • • • |
|
• / |
• |
|
|
•/ • •• / • |
0,3 |
••••X # |
|
у • |
0,2 |
г * |
|
/ • |
||
|
— / |
/ |
|
|
/ • 1 1 1 1 1 |
0,1 |
¦ 1 1 1 1 |
10 20 30
40 50 60
О
0,15
0,10
0,05
О
Л
0,6
0,5
0,4
0,3
0,2
0,1
О
10 20 30
40 50
60
/Vа™
/Vа™
6
|
• • |
л |
|
|
— • • |
0,9 |
~ |
|
• |
• • _ |
|
|
» • • X • • • |
0,7 |
• — • • • |
|
— / • • |
0,6 |
• • • * • * 1 |
|
/ |
0,5 |
• » |
|
— / • |
0,4 |
|
|
/ • |
0,3 |
~ / |
|
0,2 |
— / |
|
|
1 1 1 1 1 |
0,1 |
1 1 1 1 1 |
10 20 30
40 50 60
О
10 20
30 40 50
60
/V а™
/V а™
Рис.
5.36. Зависимость коэффициента подачи насоса
п от давления на его приеме р для скважин с
различным дебитом жидкости
Q:
а — 0-5 м3/сут, п =
Рпр/(10,47 + 5,02 p ); б — 5-10 м3/сут, п
= Рпр/(0,868+ +3,044 p ); в — 10-20 м3/сут,
п = Рпр/(0,36+2,042 p ); г — 2-40 м3/сут, п =
Рпр/(0,232+1,161 Рп„)
дальнейший их анализ,
комбинированный перебор числа штанг в
каждой ступени и выбор наилучшей
конструкции штанговой колонны.
При значительном отклонении
штангового насоса от вертикали условия
работы клапанов ухудшаются. В связи с этим
определяют допустимый угол наклона,
обеспечивающий устойчивую работу
скважинного насоса. Если угол наклона
ствола скважины в месте установки насоса
превышает допустимый акр, то глубину
подвески насоса необходимо уменьшить
шагом, соответствующим инклинограмме
скважины.
Надежность работы
насосного оборудования в значительной
степени зависит от сил, возникающих в паре
трения плунжер — цилиндр, которые резко
возрастают при изгибе насоса. В связи с этим
необходимо определить радиус скважины
R*, позволяющий располагать насос без
деформации:
R* _
0,125/н + (D3 +
ds)
(5.6)
Rc
ГГ
где /н — длина
насоса, м; D э — внутренний диаметр
обсадной колонны, м; dE — наружный
диаметр насоса, м.
Радиус оси ствола
скважины в месте расположения
насоса
![]()
2 sin
а 0
(5.7)
где h — длина шага
инклинограммы, м; а0 —
пространственный угол, градус,
(5.8)
здесь
Аа — разница зенитных углов на концах шага
инклинограммы, градус; Аф — разница
азимутальных углов на концах шага
инклинометрии, градус; 2а — сумма зенитных
углов, гра-
дус.
При углах
отклонения оси скважины от вертикали в
месте установки насоса более 12°
искривление ствола скважины не должно
превышать 30′ на 10 м. Это ограничение
вводится для предотвращения изгиба оси
цилиндра насоса под собственным весом, так
как из-за высокой гибкости корпуса насос
при больших наклонах (выше 12°), располагаясь
на нижней образующей обсадной колонны,
повторяет профиль скважины.
Выше было
показано, что силы гидродинамического
трения возрастают пропорционально
скорости откачки при прочих равных
условиях. В результате скорость
нисходящего движения штанговой колонны
уменьшается, и при больших скоростях
откачки происходит отставание
полированного штока от головки балансира,
что в дальнейшем приводит к удару и, как
следствие, к снижению надежности
колонны.
Кроме того, из результатов
экспериментов (рис. 5.37) видно, что
коэффициент подачи п насосной установки с
увеличением скорости откачки v
возрастает при подъеме как пластовой воды
(кривая 1) и дегазированной нефти (кривая 2),
так и водонефтяных эмульсий (кривые 3, 4).
Таким образом, скорость откачки и
эффективность работы насосной установки
находятся в некоторой противоречивой
связи. Исходя из описанного, можно
заключить, что оптимальной является
максимальная скорость откачки, не
допускающая отставания полированного
штока от головки балансира.
Используя
зависимость А. С. Вирновского, можно
получить равенство, при котором имеется
значение нулевой нагрузки в точке подвеса
штанг:
ф/ш vK =
Рш,
a
где ф =
/т/(/т + /ш); /ш, /т
— площадь поперечного сечения
соответственно штанг и труб; Е — модуль
упругости материала штанг (Е = 2,1 *107
Н/см2); а* — скорость звука в
материала штанг; vх — скорость
точки подвеса штанг в конце начальной
деформации; Рш — вес штанг.
Рис.
5.37. Зависимость коэффициента подачи п
насоса штанговой установки от скорости
откачки v
Скорость
точки подвеса штанг в конце начальной
деформации
nS
vx
30(1
— ф) ’
где n — число ходов в минуту;
S — длина хода точки
подвеса
t
штанг; ф _- —
отношение времени периода разгона ко
вре-
T/2
мени полуцикла
работы глубинного насоса.
С
некоторыми допущениями
принимается
2X
S
‘
где X — начальная деформация
штанг.
При ходе вниз линия
динамограммы может коснуться нулевой точки
из условия W = q по
зависимости
Р + р =
Рш + Рж
W
л ш J ж
J
q
где Рж
— вес жидкости.
Следовательно,
максимальное ускорение может быть равным
ускорению свободного
падения.
Отсюда максимальная
скорость
2•30 * ф q
2•30•qX
v _——
_-—;
n nS
‘ф
« 1; v = nS/30.
Предельная
скорость откачки
v = 4
8*10-3Р /f
^пр
л ж/ /ш*
Однако
существующие методики А.И. Адонина и В.У.
Дали-мова применимы для расчета
критического числа качаний лишь при
откачке маловязких жидкостей.
Для
определения допускаемой скорости откачки
рассмотрим задачу нисходящего движения
штанговой колонны при откачке вязких
эмульсий, с реологической точки зрения
ведущих себя как ньютоновские
жидкости.
Соответствие
рекомендуемого числа качаний необходимо
проверять по условию
где
—
aS + -у/(aS)2+ 8bS
‘
ди“ 0T21S
‘
здесь
г 5 49
a =
1,69-10—4 ^Lm‘
,
P
1 шт
b
= Я(ХРшт — рт
— ркл —
РгДД — рин ) р ‘
шт
Параметры, входящие в уравнения
(5.9), вычисляли по следующим
формулам.
Сила тяжести штанговой
колонны, Н:
Ршт = 9,81уУ I/,
(5.10)
i
i
г=1
где у —
плотность материала штанг, кг/м3;
1г — длина i-й
ступени штанговой колонны, м;
/г — площадь поперечного
сечения г-й ступени, м2;
г — число ступеней.
Сила
Архимеда
Рт = 9,81у см 2 /
(5.11)
г=1
где усм
— плотность силы, кг/м3.
Сила
трения между плунжером и цилиндром
Рпл
= 2500D,
где D — диаметр
насоса, м.
Силы, возникающие за счет
гидравлических сопротивлений в
нагнетательных клапанах, вычисляют по
формуле И.С. Степановой:
Ркл =
3,43• 10—4
kS2n2D4(1)2
—
d|2),
(5.12)
И pd2
где
k — число клапанов; n —
число качаний головки в минуту;
d0 — диаметр отверстия в
седле клапана, м; ир — коэффициент
расхода.
Сила вязкого трения штанговой
колонны при ходе вниз
Р = av
= 16,9^Lvm5‘49,
(5.13)
где и — динамическая
вязкость, МПа—с; L — длина
штанговой колонны, м; v — скорость
движения штанг, м/с;
Рис.
5.38. Кинематика движения головки балансира
(/) и колонны штанг (2-6):
1
/ — S = 3 м, n = 8 ; 2
-ц = 0,55 Па*с, а = 5°; 3 -ц = 0,77 Па*с,
а =
5°;
4 — ц =
0,98 Па*с, а =
5°;
5 — ц =
1,18 Па*с, а =
5°;
6 — ц =
0,98 Па*с, а =
25°
О 0,75 1,50
2,25 3,00 Т,
с
Ш
^шт/^нкт,
здесь ^шт — диаметр
штанг, м; dKKJ — внутренний диаметр
НКТ, м.
По изложенной выше методике были
проведены расчеты для различных значений
вязкости продукции скважин и режимов
откачки.
Как видно из результатов
расчета (рис. 5.38), при данной скорости
откачки вязкости жидкости и угле
отклонения оси скважины от вертикали
отставание полированного штока от головки
балансира резко возрастает.
Эффективная вязкость
водонефтяной эмульсии по данным
промысловых исследований
Вязкость
водонефтяных эмульсий зависит от ряда
факторов, основными из которых являются
соотношение воды и нефти, их
физико-химические характеристики,
дисперсность фаз, температура и др.
Определенная часть перечисленных факторов
изменяется по мере продвижения эмульсии к
устью скважины. При расчете системы пласт —
насос — лифт и выборе оптимальных значений
параметров этой системы необходимо знать
вязкость эмульсий в полости
насосно-компрессорных труб. Однако в
настоящее время отбор глубинных проб из
полости НКТ с помощью существующей
техники затруднителен. Кроме того, в силу
ряда причин невозможно замерить вязкость
проб эмульсии в их первоначальном
состоянии.
Поэтому предложен
расчетный метод определения эффективной
вязкости водонефтяных эмульсий по данным
промысловых исследований.
Р —
Рдин — Р —
Р— Р
О _ _-‘шт г
min т -*т_гин__(5
14)
2,62 •
10—3cSnD2(D2
— d,2)d—1 + 16, 9pvLm5,49
’
где О — эффективная вязкость
эмульсий, м2/с; Рт™- минимальная
нагрузка по данным динамографирования, Н;
с — число нагнетательных клапанов;
d0 — диаметр отверстия в седле
клапана, м; р — плотность продукции в
насосных трубах, кг/м3; v — скорость
перемещения штанг в момент действия
минимальной нагрузки, м/с.
Для
расчета эффективной вязкости используются
параметры предшествующего режима работы
штанговой установки.
5.6.
Расчет штанговой скважинной насосной
установки по стандарту АНИ
Подробное
описание метода расчета, предлагаемого АНИ,
дано в тексте стандарта АНИРШ1Ь.
Отечественные методы расчета основываются
на математических моделях работы штанговой
колонны. Вследствие этого данные формулы
несколько громоздки и не совсем удобны для
ручных расчетов, хотя исследованиями А.И.
Адонина широко применяемые формулы А. С.
Вирновского для расчета штанговых колонн
были существенно упрощены. Тем не менее
отечественные методики дают достаточно
хорошую сходимость с
действительностью.
У американских
методов расчета принцип другой.
Применяемые зависимости были получены на
основе статистической обработки
промысловых данных и носят эмпирический
или по-луэмпирический характер. Для
изображения результатов были получены
зависимости, связывающие коэффициенты и
безразмерные величины, которые
определяются при помощи
номограмм.
Для расчета максимальных
и минимальных нагрузок в точке подвеса
штанг в России наибольшее распространение
и признание получили формулы А. С.
Вирновского и А.И. Адонина.
В Европе
большее применение нашли зависимости
Миллса и Слонегера, носящие
полуэмпирический
характер.
Различные
работы, проведенные как в России,
так и за рубежом, критически
рассматривают методы расчета
Миллса и Слонегера.
По данным
одних исследователей, проводивших
сравнение расчетных данных с
результатами динамометрических
измерений, получено, что максимальная
нагрузка на штангу в точке подвеса по
Миллсу — Слонегеру занижена на 12,6 %,
соответствующие же значения
нагрузок, полученных по методу АНИ,
завышены на 8,5 % [14].
При
расчете УСШН по методу АНИ задаются
параметры, затем они
просчитываются, и
полученный результат сравнивается
с необходимым. Если результат
сильно отличается от искомого, тогда
вводятся коррективы и расчет
проводится заново. Данный метод
включает три этапа:
1.
Предварительно задаются
параметры установки, причем в
расчетах используются
символы и единицы измерения по
АНИ:
динамический уровень жидкости
Н, футы;
глубина подвески
насоса L, футы;
число
двойных ходов в минуту
N;
длина хода полированного
штока S, дюйм;
диаметр
плунжера D, дюйм;
средняя
плотность жидкости G в НКТ,
т/м3;
номинальный диаметр
труб НКТ, дюйм;
диаметр штанги и
комбинация штанговой колонны
(одноступенчатая или
двухступенчатая);
применение
якоря в нижней части
колонны.
2.
Определяются
следующие величины: длина хода
плунжера Sр,
дюйм;
подача насосной установки
PD, баррелей в сутки; максимальная
нагрузка в точке подвеса штанг PPRL,
фунты; минимальная нагрузка в точке
подвеса штанг MPRL, фунты;
максимальный крутящий момент
ведомого вала кривошипа РТ,
фунто-дюйм;
мощность СК PRHL,
л.с.;
необходимый вес
уравновешенного груза СВЕ, фунт.
3.
Сравниваются
расчетные объемы добычи и
другие параметры с нужными
значениями. При необходимости
вводятся
коррективы.
Пример.
Известные величины: динамический
уровень,
ожидаемый
Н = 2953 фута (900 м);
глубина подвески насоса L = 3937 футов (1200
м); число двойных ходов в минуту N = 8;
длина хода полированного штока S =
71
дюйм (1,8 м); диаметр плунжера D =
13/4 дюйма (43 мм); колонна штанг,
предлагаемая из рекомендаций АНИ: 37,5 % —
7/8 дюйма (22 мм), 62,5 %
—3/4 дюйма (19 мм); плотность
жидкости G = 0,9 т/м3; диаметр труб
НКТ
2 3/8 дюйма (60
мм).
Пусть колонна НКТ не
заякорена.
Для последующего расчета
определим исходные данные из
таблиц.
1. Вес 1 фута длины штанговой
колонны в воздухе (табл. 5.20) Wrf = 1,855
фунт/фут. Данный вес указан с учетом
ступенчатости колонны (для колонны номер
76).
Т а б л и ц а 5.20
Параметры
штанговой колонны
|
Номер комби нации штанг |
Диа метр плун жера D, дюйм |
Вес штанг Wf фунт/ фут |
Постоянная упругости |
Коэф-фици-ент частоты |
Колонна |
% размеров |
|||
|
11/8— |
1″ |
7/8— |
3 / / 4″ |
5 / / 8″ |
|||||
|
55 |
Все |
1,135 |
1,270 |
1,000 |
— |
— |
— |
— |
100 |
|
65 |
1,06 |
1,307 |
1,138 |
1,098 |
— |
— |
— |
34,4 |
65,6 |
|
65 |
1,25 |
1,321 |
1,127 |
1,104 |
— |
— |
— |
37,3 |
62,7 |
|
65 |
1,50 |
1,343 |
1,110 |
1,110 |
— |
— |
— |
41,8 |
58,2 |
|
65 |
1,75 |
1,369 |
1,090 |
1,114 |
— |
— |
— |
46,9 |
53,1 |
|
65 |
2,00 |
1,394 |
1,070 |
1,114 |
— |
— |
— |
52,0 |
48,0 |
|
65 |
2,25 |
1,426 |
1,045 |
1,110 |
— |
— |
— |
58,4 |
41,6 |
|
65 |
2,50 |
1,460 |
1,018 |
1,099 |
— |
— |
— |
65,2 |
34,8 |
|
65 |
2,75 |
1,497 |
0,990 |
1,082 |
— |
— |
— |
72,5 |
27,5 |
|
65 |
3,25 |
1,574 |
0,930 |
1,037 |
— |
— |
— |
88,1 |
11,9 |
|
66 |
Все |
1,634 |
0,883 |
1,000 |
— |
— |
— |
100,0 |
— |
|
75 |
1,06 |
1,566 |
0,997 |
1,191 |
— |
— |
27,0 |
27,4 |
45,6 |
|
75 |
1,25 |
1,604 |
0,973 |
1,193 |
— |
— |
29,4 |
29,8 |
40,8 |
|
75 |
1,50 |
1,664 |
0,935 |
1,189 |
— |
— |
33,3 |
33,3 |
33,3 |
|
75 |
1,75 |
1,732 |
0,892 |
1,174 |
— |
— |
37,8 |
37,0 |
25,1 |
|
75 |
2,00 |
1,803 |
0,847 |
1,151 |
— |
— |
42,4 |
41,3 |
16,3 |
|
75 |
2,25 |
1,875 |
0,801 |
1,121 |
— |
— |
46,9 |
45,8 |
7,2 |
|
76 |
1,06 |
1,802 |
0,816 |
1,072 |
— |
— |
28,5 |
71,5 |
— |
|
76 |
1,25 |
1,814 |
0,812 |
1,077 |
— |
— |
30,6 |
69,4 |
— |
|
76 |
1,50 |
1,833 |
0,804 |
1,082 |
— |
— |
33,8 |
66,2 |
— |
|
76 |
1,75 |
1,855 |
0,795 |
1,088 |
— |
— |
37,5 |
62,5 |
— |
|
76 |
2,00 |
1,880 |
0,785 |
1,093 |
— |
— |
41,7 |
58,3 |
— |
|
76 |
2,25 |
1,908 |
0,774 |
1,096 |
— |
— |
46,5 |
53,5 |
— |
|
76 |
2,50 |
1,934 |
0,764 |
1,097 |
— |
— |
50,8 |
49,2 |
— |
|
76 |
2,75 |
1,967 |
0,751 |
1,094 |
— |
— |
56,5 |
43,5 |
— |
|
76 |
3,25 |
2,039 |
0,722 |
1,078 |
— |
— |
68,7 |
31,3 |
— |
|
76 |
3,75 |
2,119 |
0,690 |
1,047 |
— |
— |
82,3 |
17,7 |
— |
|
77 |
Все |
2,224 |
0,649 |
1,000 |
— |
— |
100,0 |
— |
— |
|
85 |
1,06 |
1,883 |
0,873 |
1,261 |
— |
22,2 |
22,4 |
22,4 |
33,0 |
|
85 |
1,25 |
1,943 |
0,841 |
1,253 |
— |
23,9 |
24,2 |
24,3 |
27,6 |
|
85 |
1,50 |
2,039 |
0,791 |
1,232 |
— |
26,7 |
27,4 |
26,8 |
19,2 |
|
85 |
1,75 |
2,138 |
0,738 |
1,201 |
— |
29,6 |
30,4 |
29,5 |
10,5 |
|
86 |
1,06 |
2,058 |
0,742 |
1,151 |
— |
22,6 |
23,0 |
54,3 |
— |
|
86 |
1,25 |
2,087 |
0,732 |
1,156 |
— |
24,3 |
24,5 |
51,2 |
— |
|
86 |
1,50 |
2,133 |
0,717 |
1,162 |
— |
26,8 |
27,0 |
46,3 |
— |
|
86 |
1,75 |
2,185 |
0,699 |
1,164 |
— |
29,4 |
30,0 |
40,6 |
— |
|
Номер комби нации штанг |
Диа метр плун жера D, дюйм |
Вес штанг Wf фунт/ фут |
Постоянная упругости |
Коэф-фици-ент частоты |
Колонна |
% размеров |
|||
|
11/8- |
1″ |
7/8— |
3 / / 4″ |
5 / / 8″ |
|||||
|
86 |
2,00 |
2,247 |
0,679 |
1,161 |
— |
32,8 |
33,2 |
33,9 |
— |
|
86 |
2,25 |
2,315 |
0,656 |
1,153 |
— |
36,9 |
36,0 |
27,1 |
— |
|
86 |
2,50 |
2,385 |
0,633 |
1,138 |
— |
40,6 |
39,7 |
19,7 |
— |
|
86 |
2,75 |
2,455 |
0,610 |
1,119 |
— |
44,5 |
43,3 |
12,2 |
— |
|
87 |
1,06 |
2,390 |
0,612 |
1,055 |
— |
24,3 |
75,7 |
— |
— |
|
87 |
1,25 |
2,399 |
0,610 |
1,058 |
— |
25,7 |
74,3 |
— |
— |
|
87 |
1,50 |
2,413 |
0,607 |
1,062 |
— |
27,7 |
72,3 |
— |
— |
|
87 |
1,75 |
2,430 |
0,603 |
1,066 |
— |
30,3 |
69,7 |
— |
— |
|
87 |
2,00 |
2,450 |
0,598 |
1,071 |
— |
33,2 |
66,8 |
— |
— |
|
87 |
2,25 |
2,472 |
0,594 |
1,075 |
— |
36,4 |
63,6 |
— |
— |
|
87 |
2,50 |
2,496 |
0,588 |
1,079 |
— |
39,9 |
60,1 |
— |
— |
|
87 |
2,75 |
2,523 |
0,582 |
1,082 |
— |
43,9 |
56,1 |
— |
— |
|
87 |
3,25 |
2,575 |
0,570 |
1,084 |
— |
51,6 |
48,4 |
— |
— |
|
87 |
3,75 |
2,641 |
0,556 |
1,078 |
— |
61,2 |
38,8 |
— |
— |
|
87 |
4,75 |
2,793 |
0,522 |
1,038 |
— |
83,6 |
16,4 |
— |
— |
|
88 |
Все |
2,904 |
0,497 |
1,000 |
— |
100,0 |
— |
— |
— |
|
96 |
1,06 |
2,382 |
0,670 |
1,222 |
19,1 |
19,2 |
19,5 |
42,3 |
— |
|
96 |
1,25 |
2,435 |
0,655 |
1,224 |
20,5 |
20,5 |
20,7 |
38,3 |
— |
|
96 |
1,50 |
2,511 |
0,633 |
1,223 |
22,4 |
22,5 |
22,8 |
32,3 |
— |
|
96 |
1,75 |
2,607 |
0,606 |
1,213 |
24,8 |
25,1 |
25,1 |
25,1 |
— |
|
96 |
2,00 |
2,703 |
0,578 |
1,196 |
27,1 |
27,9 |
27,4 |
17,6 |
— |
|
96 |
2,25 |
2,805 |
0,549 |
1,172 |
29,6 |
30,7 |
29,8 |
9,8 |
— |
|
97 |
1,06 |
2,645 |
0,568 |
1,120 |
19,6 |
20,0 |
60,3 |
— |
— |
|
97 |
1,25 |
2,670 |
0,563 |
1,124 |
20,8 |
21,2 |
58,0 |
— |
— |
|
97 |
1,50 |
2,707 |
0,556 |
1,131 |
22,5 |
23,0 |
54,5 |
— |
— |
|
97 |
1,75 |
2,751 |
0,548 |
1,137 |
24,5 |
25,0 |
50,4 |
— |
— |
|
97 |
2,00 |
2,801 |
0,538 |
1,141 |
26,8 |
27,4 |
45,7 |
— |
— |
|
97 |
2,25 |
2,856 |
0,528 |
1,143 |
29,4 |
30,2 |
40,4 |
— |
— |
|
97 |
2,50 |
2,921 |
0,515 |
1,141 |
32,5 |
33,1 |
34,4 |
— |
— |
|
97 |
2,75 |
2,989 |
0,503 |
1,135 |
36,1 |
35,3 |
28,6 |
— |
— |
|
97 |
3,25 |
3,132 |
0,475 |
1,111 |
42,9 |
41,9 |
15,2 |
— |
— |
|
98 |
1,06 |
3,068 |
0,475 |
1,043 |
21,2 |
78,8 |
— |
— |
— |
|
98 |
1,25 |
3,076 |
0,474 |
1,045 |
22,2 |
77,8 |
— |
— |
— |
|
98 |
1,50 |
3,089 |
0,472 |
1,048 |
23,8 |
76,2 |
— |
— |
— |
|
98 |
1,75 |
3,103 |
0,470 |
1,051 |
25,7 |
74,3 |
— |
— |
— |
|
98 |
2,00 |
3,118 |
0,468 |
1,055 |
27,7 |
72,3 |
— |
— |
— |
|
98 |
2,25 |
3,137 |
0,465 |
1,058 |
30,1 |
69,9 |
— |
— |
— |
|
98 |
2,50 |
3,157 |
0,463 |
1,062 |
32,7 |
67,3 |
— |
— |
— |
|
98 |
2,75 |
3,180 |
0,460 |
1,066 |
35,6 |
64,4 |
— |
— |
— |
|
98 |
3,25 |
3,231 |
0,453 |
1,071 |
42,2 |
57,8 |
— |
— |
— |
|
98 |
3,75 |
3,289 |
0,445 |
1,074 |
49,7 |
50,3 |
— |
— |
— |
|
98 |
4,75 |
3,412 |
0,428 |
1,064 |
65,7 |
34,3 |
— |
— |
— |
|
99 |
Все |
3,676 |
0,393 |
1,000 |
100,0 |
— |
— |
— |
— |
2.
Постоянная упругости для штанг (см. табл. 5.18)
Er = 0,795-10-е дюйм/фунт-сила-фут.
Данный коэффициент показывает, на сколько
дюймов удлинится за счет сил упругости
отрезок конкретной штанговой колонны
дли-
ной 1 фут при действии на нее
растягивающей силы в 1 фунт. Данный
коэффициент указан с учетом ступенчатости
колонны.
3. Коэффициент частоты
(определяется конструкцией и типом
штанговой колонны) (см. табл. 5.18) F,. =
1,088.
4. Постоянная упругости
для труб (см. табл. 5.18) Et =
0,307 х
х 10-6
дюйм/фунт-сила-фут. Данный коэффициент
показывает, на сколько дюймов удлинится за
счет сил упругости отрезок
конкретного НКТ длиной 1 фут при
действии на нее растягивающей силы в 1
фунт.
Проведем расчет коэффициентов и
безразмерных величин.
Для того чтобы
определить искомые величины, в стандарте
АНИ используются безразмерные параметры,
характеризующие условия работы установки,
в частности динамику работы штанговой
колонны. Физический смысл данных
параметров таков, что они показывают
степень искажения законов движения головки
балансира при передаче движения через
штанговую колонну плунжеру насоса.
1. Вес
столба жидкости над плунжером F0 =
0,340GD2H = = 0,340-0,9-1,752-2953 = 2767 фунтов
(1255 кг).
2. Коэффициент,
учитывающий упругость штанговой колонны
1/Kr = ErL = 0,795-106-3937 =
3,13Т0-3 дюймов/фунт. Данный коэффициент
показывает, на сколько дюймов удлинится вся
штанговая колонна при действии на нее
растягивающей силы в 1 фунт.
3.
Коэффициент, учитывающий потерю хода
плунжера насоса вследствие деформации
штанговой колонны, SKr = = S/(1/Kr)
= 71/3,13-103 = 22683 фунта. Данный коэффициент
показывает, какая должна быть приложена к
штанговой колонне растягивающая нагрузка,
чтобы она упруго удлинилась на значение
хода точки подвеса штанг.
4.
Безразмерный коэффициент
F0/(SKr) = 2767/22683 =
=
0,122.
5. Безразмерный
коэффициент N/N0 = NL/245000
=
= 8-3937/245000 = 0,129.
6.
Безразмерный коэффициент N / N0
= (N / N0)/Fc = = 0,129/1,088 =
0,119.
Коэффициенты F0/SKr,
N/N0, N / N0 используются для нахождения
параметров Sp/S, F1/SKr,
F2/SKr, F3/SKr по
диаграммам для последующего расчета длины
хода плунжера, максимальной, минимальной
нагрузки в ТПШ, мощности на полированном
штоке и расчета уравновешивающего
груза.
7. Коэффициент, учитывающий
упругость колонны НКТ, 1/K = EtL = 0,307-10
6-3937 = 1,209 10 3 дюймов/фунт (табл.
5.21). Коэффициент показывает, на сколько
дюймов удлинится
|
Диаметр НКТ, дюйм |
Наружный диаметр, дюйм |
Внутренний |
Площадь |
Постоянная упругости Er, |
|
1,900 |
1,900 |
1,610 |
0,800 |
0,500 |
|
23/8 |
2,375 |
1,995 |
1,304 |
0,307 |
|
27/8 |
2,875 |
2,441 |
1,812 |
0,221 |
|
31/ 2 |
3,500 |
2,992 |
2,590 |
0,154 |
|
4 |
4,000 |
3,476 |
3,077 |
0,130 |
|
41/2 |
4,500 |
3,958 |
3,601 |
0,111 |
вся
колонна НКТ при действии на нее
растягивающей силы в
1
фунт.
Определим длину хода плунжера
и подачу установки.
1. Исходя из
полученного значения безразмерных
коэффициентов N/N0 и
F0/(SKr), по рис.
5.39 коэффициент длины
17 1,6 1,5 1,4 1,3
1,2
|
F0/SKr = 0,05 |
|||||||||||||||||||||||||||
|
У |
У |
0 |
,10 ,20 ¦ |
||||||||||||||||||||||||
|
j |
У |
У |
у |
> 0 |
|||||||||||||||||||||||
|
/ |
/ |
/ |
у |
U,JU 0.40 |
|||||||||||||||||||||||
|
/ |
У |
/ |
г |
/ |
|||||||||||||||||||||||
|
/ |
У |
г |
У |
||||||||||||||||||||||||
|
г |
у- |
/ |
/ |
г |
У |
, 0 |
j . |
||||||||||||||||||||
|
и |
г |
г |
У- у |
У- у |
? |
У |
У |
||||||||||||||||||||
|
t |
о |
5 |
0, |
1— |
? |
г |
V X —у |
У |
* |
/ |
У у |
4 |
|||||||||||||||
|
0,3 |
/ |
У |
у у |
||||||||||||||||||||||||
|
/ |
У |
||||||||||||||||||||||||||
|
/ |
/ |
||||||||||||||||||||||||||
|
Jd |
У |
||||||||||||||||||||||||||
|
t |
15 |
||||||||||||||||||||||||||
О 0,1
0,2 0,3 0,4
0,5 0,6
0,7
N/Nq —>
ts
^
0,9
^0,8 0,7 0,6 0,5 0,4 0,3
0,2 0,1
Рис. 5.39. Диаграмма
определения коэффициента Эр/Э для
последующего расчета длины хода
плунжера
хода плунжера Sp/S = 0,9.
Данное соотношение показывает, на сколько
изменилась длина хода плунжера за счет
влияния упругости штанговой колонны и
волновых явлений, происходящих в
ней.
2. Длина хода плунжера
с учетом упругости колонны НКТ Sp =
((Sp/S)S) — (F 0-1/ Kr) = 0,9-71 —
2767-1,209-10-3 = 60,6 дюйма (1,54 м). Первое
слагаемое — это длина хода плунжера за
вычетом потерь хода за счет упругости
штанговой колонны и волновых явлений,
происходящих в ней. Второе слагаемое -это
потери длины хода за счет упругости колонны
НКТ.
3. Подача насосной
установки PD =
0,1166-SpND2 =
=
0,1166-60,6-8-1,752 = 173 баррелей/сут. Если
получаемая подача насоса не удовлетворяет
требуемой подаче, то необходимо изменить
соответствующим образом исходные данные
для ввода и повторить расчет.
Для
того чтобы продолжить расчеты других
искомых параметров, также необходимо
определить безразмерные параметры и
коэффициенты.
1. Вес штанговой
колонны в воздухе W = WrfL = 1,855-3937
= = 7303 фунта (3131 кг).

2.
Вес штанговой колонны с учетом
потерн ее веса в жидкости Wr = W[1 —
(0,128-G)] = 7303 [1 — (0,128-0,9)] = 6462 фунта (2931
кг).
3. Безразмерный
коэффициент Wr/SKr = 6462/22683 =
0,285.
4. Безразмерный
коэффициент (определяем в зависимости от
N/N0 и
F0(SKr)) (рис. 5.40)
F1/SKr =
0,2.
5. Безразмерный
коэффициент (определяем в зависимости от
N/N0 и F0/(SKr)) (рис.
5.41) F2/SKr = 0,045.
6.
Безразмерный коэффициент
(определяем в зависимости от
N/N0 и F0/(SKr)) (рис.
5.42) F3/SKr =
0,14.
0
0,1 0,2 0,3
0,4 0,5 0,6
0,7
N/N0->
Рис.
5.41. Диаграмма определения коэффициента
F2/SKr для
последующего расчета минимальной нагрузки
в точке подвеса штанг
Рис.
5.42. Диаграмма определения коэффициента
F3/SKr для последующего расчета
мощности на полированном
штоке
Таким образом,
вышеприведенные найденные параметры
позволяют рассчитать рабочие параметры
штанговой скважинной насосной
установки.
1. Максимальная
нагрузка в точке подвеса штанг PPRL = =
Wr +
(F1/SKr)SKr
= 6462 + 0,2-22683 = 11000 фунтов (4990 кг). Первое
слагаемое — это вес штанговой колонны в
жидкости, второе слагаемое — это вес столба
жидкости над плунжером и нагрузки,
обусловленные силами инерции и вибрации
при ходе вверх.
2.
Минимальная нагрузка в точке
подвеса штанг MPRL = = Wr —
(F2/SKr)SKr = 6462 — 0,045-22683 = 5441
фунта (2968 кг). Первое слагаемое — это вес
штанговой колонны в жидкости, второе
слагаемое — это силы инерции и вибрации при
ходе вниз.
3. Мощность
на полированном штоке
PRHP =
=
(F3/SKr)SKrSN-2,53-10-e
= 0,14-22683-71-8-2,53-10-6 = 4,6 л.с.
4.
Вес уравновешивающего
груза СВЕ =
1,06 Wr + — F0j =
5.7. Исследование
глубинно-насосных установок
Основой
исследования глубинно-насосных штанговых
установок является динамометрирование
— метод оперативного контроля за
работой подземного оборудования и основа
установления правильного технологического
режима работы насосной
установки.
Суть метода заключается в
том, что нагрузку на сальниковый
(полированный) шток определяют без подъема
насоса на поверхность с помощью
динамографа. На бумаге в виде диаграммы
записываются нагрузки при ходе вверх и вниз
в зависимости от перемещения штока.
Записанная диаграмма называется
динамограммой.
Оперативный
контроль за работой установки по
динамограммам включает: определение
причин, вызвавших снижение или прекращение
подачи насоса; выбор и назначение нужного
вида подземного ремонта; проверку качества
произведенного ремонта.
При
длительном наблюдении за работой установки
с помощью динамометрирования подбирают
режим работы, обеспечивающий необходимый
отбор жидкости при наименьших затратах
энергии и наибольшем коэффициенте
эксплуатации.
Простейшая
теоретическая динамограмма нормальной
работы скважинного насоса имеет форму
параллелограмма. По оси ординат в масштабе
откладываются нагрузки в точке подвески
штанг, а по оси абсцисс — перемещения штока.
В реальных условиях на форму динамограммы
влияют инерционные силы, возникающие в
системе штанга и труба — жидкость, и силы
трения.
Расчет элементов
теоретической динамограммы и ее совмещение
с практической называют обработкой
динамограммы.
Для измерения усилий и
перемещений по динамограмме необходимо
определить нулевую линию, масштабы усилий и
перемещения.
Нулевой линией
динамограммы называется линия, которую
прочерчивает динамограф при отсутствии
нагрузки на полированный
шток.
Масштаб усилий — значение
нагрузки (в кг) при отклонении пишущей точки
самописца (пера или луча) по вертикали на 1
мм.
Масштаб перемещений —
отношение длины хода полированного штока к
длине записанной
динамограммы.
Фактическое
перемещение полированного штока —
расстояние между заданными точками
динамограммы, умноженное на масштаб
перемещений.
Рассмотрим типовую
динамограмму нормальной работы насоса,
подготовленную для обработки (рис.
5.43).
Основные показатели, выявляемые
при анализе динамограммы, — коэффициенты
наполнения насоса и подачи
насоса.
Коэффициент наполнения
насоса — отношение высоты столба
жидкости в рабочей части цилиндра к длине
хода плунжера, т.е. отношение длины прямой
АГ к длине прямой БВ. В данном случае он
равен единице.
Коэффициент подачи
насоса — отношение фактической подачи к
теоретической или отношение полезной длины
хода
|
р* |
* 13 |
„ 55 . |
в |
|
Б |
|||
|
А V© > 1 |
W |
У х _ |
|
|
У. |
…… |
Bi ^ 2 л |
к г |
|
А 1 |
к. г |
А > ©С 1 |
к г ^ |
|
<-«-> |
W S |
плунжера к длине
хода полированного штока, т.е. отношение
длины прямой Б1В1 к длине
линии А„
ц =
Б1В1/Аг = 55/68 = 0,87.
По
динамограммам можно определить более
тридцати различных характеристик работы
глубинного насоса и подземного
оборудования. На рис. 5.44 приведены типовые
динамограммы работы насосов.
Известны
динамографы гидравлические, механические и
электрические. На рис. 5.45 приведена схема
гидравлического карманного динамографа
ИКГН-1 (ГДМ-3). Прибор состоит из двух
основных частей: измерительной и самописца.
Измерительная часть состоит из месдозы
11 и рычага 12. Полость мес-дозы 10,
заполненная жидкостью (спиртом или водой),
перекрывается латунной или резиновой
мембраной, на которую опирается поршень
9.
Гидравлический карманный динамограф
приспособлен для включения в нормальные
узлы канатной подвески штанг типов ПКН-3,
ПКН-5, ПКН-10. Измерительную часть прибора
вставляют между траверсами канатной
подвески штанг, в которой растягивающие
усилия штанг преобразуются в усилия,
сжимающие месдозу. При этом рычаг 12
нажимает на поршень 9 и в полости
месдозы эти усилия преобразуются в
давление жидкости, которое через
капиллярную трубку 8 воспринимается
манометрической геликоидальной пружиной
7. При увеличении давления пружина
разворачивается, и прикрепленное к ней перо
6 чертит линию нагрузки.
Бланк
диаграммы прикреплен к столику самописца
5. При движении динамографа вверх нить 1,
прикрепленная одним концом к неподвижной
части устьевого оборудования, сматывается
со шкива 2, заставляя его вращаться вместе с
ходовым винтом 3. При этом ходовая гайка
вместе со столиком движется вверх по
направляющей 4.
В полости винта
расположена спиральная возвратная пружина.
При ходе вверх пружина заводится, при ходе
вниз она раскручивается и возвращает
столик в первоначальное положение. Таким
образом, столик с бланком повторяет
движение сальникового штока в определенном
масштабе. Сменные шкивы позволяют
записывать перемещение в масштабе 1:15, 1:30,
1:45. Пределы измерения усилий 40, 80 и 100
кН.
В связи с развитием автоматизации и
телеуправления в добыче нефти получают
распространение различные системы
те-лединамометрирования со стационарной
установкой измерительных
устройств.Существует несколько систем
телединамо-
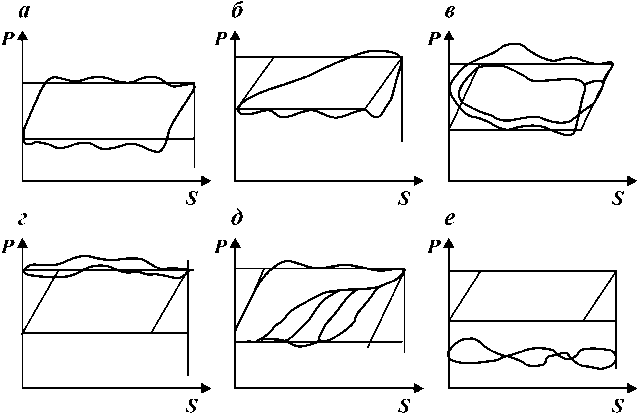
?
?
Рис. 5.44. Типовые динамограммы
I___I
Рис. 5.45. Схема
динамографа ГДМ-3
метрирования,
различающихся конструкцией датчиков,
каналами их связи с динамоскопом и
электрической схемой динамоскопа. При
осуществлении любой из систем
телединамометри-рования на каждом
станке-качалке устанавливаются датчики
усилий и хода, а на диспетчерском пункте —
компьютер с программным обеспечением,
позволяющим диагностировать техническое
состояние скважинного
оборудования.
Зарубежные аналоги
динамографа представлены фирмой «Leutert»
(Германия). Основным отличием является
использование сильфонов вместо пружин
измерительного элемента. Фирма «Ehometer»
(США) предлагает динамограф, в котором
измерения выдаются через (персональный
компьютер) ПК типа ноутбук.
Для
исследования насосных установок весьма
важным является определение уровня
жидкости в скважинах, в частности для
соответствующего погружения насосного
оборудования под уровень.
Статический
уровень жидкости — уровень жидкости в
остановленной скважине; при этом забойное и
пластовое давления
равны.
Динамический уровень жидкости
— уровень жидкости в действующей скважине
(в данном случае с глубинно-насосным
оборудованием).
Для определения
расстояния от устья до динамического
уровня применяются методы
звукометрии.
Наиболее распространены
различные эхометрические установки,
например, ЭП-1 для скважин с давлением в
затрубном пространстве 0,1 МПа. Принцип
действия этих установок заключается в том,
что в затрубное пространство посылается
акустический импульс из пневматической или
пороховой хлопушки. Этот импульс,
отразившись от уровня жидкости, подобно эху
возвращается к устью, воздействуя на
термофон, и после преобразования и усиления
в электрический фиксируется перописцем на
движущейся бумажной ленте.
Зная
скорость распространения звука в затрубном
пространстве, вычисляют расстояние до
уровня жидкости Ндин по
формуле
н
H _ H р
T _vT
ндин _ т T ур _
УP,
V
где Нр —
расстояние до репера, м; Тр — время
прохождения волны до репера, с; Тур
— время прохождения волны до уровня, с; v
— скорость распространения
звука в
затрубном
пространстве, м/с.
Репер
представляет собой обрезки труб большего
диаметра, чем НКТ, с целью перекрыть
кольцевой зазор на 60-65 %, устанавливаемый на
50-100 м выше предполагаемого уровня. Длина
такого отрезка (для скважин с глубиной до 300
м) составляет примерно 5 м. Глубину
установки репера проводят по замеру длины
НКТ с помощью рулетки.
В последнее время
применяют безреперный способ
эхоло-тирования насосных скважин. В этих
условиях скорость звука определяют
расчетными методами по газовому составу
среды. Для замера уровней жидкости при
избыточном давлении в затрубном
пространстве Ю.А. Балакировым разработан
метод волнометрирования. Импульс создается
специальным устройством, состоящим из
термофона и корпуса с отверстиями, через
которые возбудитель сообщается с затрубным
пространством
скважины.
Волнометрирование
выполняется при помощи эхолота ЭМ-52,
который позволяет определить динамический
уровень в скважинах глубиной до 4000 м при
давлении в затрубном пространстве до 7,5
МПа.
Динамо- и эхометры — основные
приборы для целей исследования
глубинно-насосных установок, кроме того, в
затрубное пространство спускают приборы
для замера давлений и температур.
На
забое и по стволу скважины давление и
температуру измеряют с помощью глубинных
мано- и термометров, которые объединяют в
одном приборе.
Наибольшее
распространение получили максимальные
глубинные манометры и глубинные манометры
с непрерывной записью показаний. Манометры
первой группы фиксируют только наибольшее
давление в измеряемом интервале и поэтому
называются максимальными. Манометры второй
группы снабжены часовыми механизмами,
обеспечивающими непрерывную запись
давления.
Регистрирующие глубинные
манометры изготовляют двух типов
конструкции: поршневые манометры МГП (табл.
5.22) и геликсные МГГ (табл. 5.23).
В поршневом
манометре давление передается
исполнительному элементу через поршень, а в
геликсном — через винтовую манометрическую
пружину-геликс.
Принципиальная схема
глубинного поршневого самопишущего
манометра МГП приведена на рис.
5.46.
Измеряемое давление при прохождении
жидкости через фильтр 5 и
манометрическую камеру действует на
поршень 3, движущийся в самоуплотняющемся
сальнике. Давление, оказы-
|
Показатель |
МГП-3М |
МПМ-4 |
МГН-1 |
|
Пределы |
2,5-25 |
0,1-5 |
0,2-4 |
|
4-40 |
0,5-12 |
0,3-6 |
|
|
1-18 |
0,4-8 |
||
|
1-25 |
0,8-18 |
||
|
1 -20 |
|||
|
1,2-25 |
|||
|
1,5-30 |
|||
|
Максимальная рабочая |
130 |
60 |
100 |
|
°С |
|||
|
Приведенная погрешность, % |
±1,5 |
±0,5 |
±0,1+0,25 |
|
Габариты, мм: |
|||
|
длина |
1658 |
1460 |
1800 |
|
диаметр |
32 |
25 |
32 |
|
Масса, кг |
7,0 |
2,9 |
15 |
Т а б л и ц а
5.23
Техническая характеристика
геликсных скважинных манометров
|
Показатель |
МГГ-63/250 |
МГН-2 |
|
Пределы Приведенная |
6,3; 16; 25 +100 ±0,5 1385 36 8 |
10; 16; 25; 40; 60; 80; 100 +160+250 ±0,25-0,4 1500-1800 32-36 10 |
ваемое на поршень,
уравновешивается натяжением винтовой
цилиндрической пружины 4, работающей на
растяжение. Один конец пружины укреплен
неподвижно, а второй конец жестко соединен
с поршнем. Перемещения поршня,
пропорциональные воспринимаемому
давлению, записываются пером 7 на
диаграмме, вставленной в барабан 2, который
приводится во вращение часовым механизмом
1. Осевое перемещение поршня с пером и
вращательное движение барабана от часового
механизма дают на диаграмме запись
изменения давления во времени. В качестве
рабочей жидкости, заполняющей внутреннюю
полость манометрического блока,
применяется спиртовой раствор жидкого
мыла. Для контроля за температурой в
скважине при измерении давления в корпусе
прибора установлен максимальный ртутный
термометр 6.
Глубинные манометры МГП
выпускаются для различных пределов
измерения давления, причем наибольший
предел -от 0 до 35 МН/м2. Предел
измерения температур — от 10 до 100 °С.
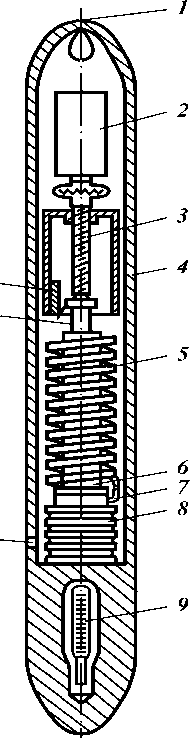
Рис.
5.47. Схема глубинного гелик-сного манометра
МГГ:
I — подвеска
для проволоки;
2 —
часовой
привод; 3 — ходовой
винт;
4 — корпус;
5 — трубчатая пружина (геликс); 6
— стержень; 7
—
капилляр; 8
— сильфон; 9
—
термометр; 10 — входное
отверстие;
II — ось (с пером); 12 —
барабан (с
бумажным бланком)
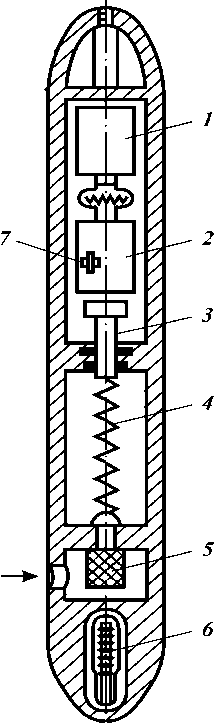
I
Рис.
5.46. Схема глубинного поршневого манометра
МГП
|
Показатель |
ТГГ |
«Сириус» |
|
Пределы измерения, °С |
0-30 |
0-60 |
|
0-40 |
20-100 |
|
|
0-60 |
40-140 80-180 120-220 150-250 |
|
|
Максимальное рабочее давление, МПа |
30 |
До 100 |
|
Приведенная |
1,5 |
0,2-1,0 |
|
Габариты, мм: |
||
|
длина |
1500 |
2000 |
|
диаметр |
36 |
32 |
|
Масса, кг |
6 |
10 |
Диаметр манометра 32 мм, поэтому его
можно спускать в насосно-компрессорные
трубы диаметром 60 мм.
Принципиальная
схема глубинного геликсного манометра
представлена на рис. 5.47.
Давление среды
через отверстие 10 в корпусе прибора
действует на сильфон 8, заполненный
жидкостью. Внутренняя полость сильфона
через канал в стержне 6 и капилляр 7
сообщается с внутренней полостью витой
трубчатой (геликсной) пружины 5.
Для
штанговой эксплуатации используются
манометры МПМ-4, ДЛПМ-2М и термометры типа
«Сириус», при этом НКТ должны быть
расположены эксцентрично.
По давлению и
температуре на забое и различных глубинах
по стволу скважины можно судить о характере
процесса добычи нефти и состояния скважин
(табл. 5.24).
5.8.
Обслуживание глубинно-насосных
установок
Надежная работа
глубинно-насосных установок возможна при
правильном подборе оборудования,
соответствии технологического режима
эксплуатации скважины, качественном
выполнении монтажных работ и точном
уравновешивании, а также при своевременных
профилактических ремонтах и смазках.
В
начале эксплуатации станка-качалки
необходим контроль за состоянием сборки,
крепления подшипников, затяжки кривошипных
и верхних пальцев на шатуне, а также за
уравновешиванием, натяжением ремней и
отсутствием течи масла в редукторе и т.п.
Кроме того, следует проверять соответствие
мощности и скорости вращения вала
электродвигателя установленному режиму
работы станка. При подключении
электродвигателя необходимо, чтобы
кривошипы вращались по стрелке, указанной
на редукторе.
В процессе эксплуатации
следует регулярно проверять и смазывать
узлы станка-качалки и редуктора в
соответствии с инструкцией по их
эксплуатации.
После пуска в
эксплуатацию нового редуктора через 1015 сут
необходимо вылить из него масло и промыть
керосином или соляровым маслом для
удаления частиц металла. При повторном
использовании слитого масла его необходимо
профильтровать. Наличие масла в редукторе
проверяют через контрольные клапаны или
щупом. Уровень масла в редукторе должен
быть между нижним и верхним контрольными
клапанами.
Для механизированной смены
смазки в редукторах и подшипниковых узлах
станка-качалки следует применять агрегаты
АРОК, АзИНМАШ-48 и МЭ-131СК.
Для повышения
срока службы механизмов станка-качалки и
улучшения энергетических показателей
установки особое внимание необходимо
уделять уравновешиванию. При работе
неуравновешенного балансирного СК в
течение каждого двойного хода
электродвигатель нагружается
неравномерно. Колебания нагрузок
отрицательно влияют на прочность станка и
приводят к преждевременному выходу из
строя электродвигателя .
В редукторных
станках-качалках для уравновешивания
используются противовесы, установленные на
кривошипе и балансире. Их поставляют со
станком-качалкой. Число противовесов,
необходимых для уравновешивания,
определяют по графикам, прикладываемым к
инструкции по монтажу и эксплуатации
станка-качалки. Для установки противовесов
на требуемом расстоянии на кривошипе
имеются шкалы, нулевые отметки которых
находятся против центра вала.
При
кривошипном уравновешивании устанавливают
от одного до четырех грузов на каждом
кривошипе. Для определения числа грузов, а
также нахождения положения этих грузов
необходимо пользоваться графиками при
кривошипном и комбинированном
уравновешивании.
Уравновешивающий
момент Мур (в кН-м) в соответствии
с графиками Мур = f(R) ориентировочно
определяется по формуле где S — длина
хода устьевого штока, м; Ршт — вес
штанг в жидкости, Н; Рж — вес жидкости в
трубе, вычисленный на полную площадь
плунжера скважинного насоса,
Н.
Правильность уравновешивания
проверяется замером тока электродвигателя
на всех режимах откачки с помощью
ампер-клещей.
В процессе эксплуатации
станков-качалок возможны внеплановые
ремонты, вызванные отказами и
авариями.
Ремонты станков-качалок
подразделяются на два вида: текущий и
капитальный.
Текущий ремонт должен
обеспечивать работоспособность
станков-качалок до их капитального ремонта.
При текущем ремонте проверяют состояние
станка-качалки и при необходимости
заменяют канатные подвески, головки
балансира, серьги, шатуны, тормозной шкив и
ленты, подшипники, втулки и пальцы, оси;
крепежные и стопорные детали, смазку,
исправляют погнутости; ликвидируют трещины
и отколы; ремонтируют рамы, лестницы и
ограждения; проверяют фиксаторы головки;
регулируют СК и при необходимости его
красят. Ремонт завершается
уравновешиванием станка-качалки.
При
текущем ремонте редуктора станка-качалки
его частично разбирают; проверяют
состояние валов, вала-шестерни, шкива,
крышек подшипников и при необходимости
заменяют изношенные подшипники; регулируют
осевой зазор подшипников качения; заменяют
изношенные манжеты, уплотнительные кольца,
прокладки; исправляют шпоночные пазы валов
и зачищают зубья шестерен; заменяют
изношенные крепления и стопорные детали;
после сборки и смены смазки регулируют
легкость вращения
редуктора.
Капитальный ремонт кроме
работ, перечисленных при текущем ремонте,
предусматривает полную разборку узлов и и х
ремонт.
Капитальный ремонт
станков-качалок выполняется
специализированными ремонтно-монтажными
бригадами по узловому методу. При этом узел,
имеющий негодные детали, заменяют новым или
отремонтированным. Замененный узел
передают в ремонтную базу для
восстановления. Посадочные и
присоединительные размеры станков-качалок
существующих типов выполняются в пределах
допусков, а детали и иглы
взаимозаменяемы.
Ремонтно-механические
мастерские или базы для этой цели должны
иметь запасные узлы всех типоразмеров,
находящихся в эксплуатации.
Период
работы оборудования между любыми
очередными плановыми работами, называется
межремонтным периодом (МРП). Для
станков-качалок его продолжительность по
текущему ремонту равна 2750 ч.
5.9. Техника безопасности при
штанговой эксплуатации
скважин
Основные положения по технике
безопасности при штанговой насосной
эксплуатации скважин — ограждение
движущихся частей станка-качалок,
обслуживание электрооборудования и
выполнение требований при ремонте.
Серьезные требования предъявляются к
оборудованию устья скважины, принятому к
серийному производству, к числу которого
относятся устьевые сальники типа
СУС.
При монтаже и эксплуатации
станков-качалок основными требованиями по
технике безопасности являются
следующие.
1. С К необходимо монтировать
под руководством опытного бригадира или
мастера при помощи монтажных
приспособлений или крана.
2. Все
движущиеся части станка должны быть
ограждены.
3. При нижнем положении
головки балансира расстояние между
траверсой подвески сальникового штока и
устьевым сальником должно быть не менее 20
см.
4. Запрещается проворачивать шкив
редуктора вручную и тормозить его
подкладыванием трубы, лома и других
предметов.
5. Запрещается
снимать клиновой ремень при помощи рычагов,
устанавливать и снимать ремень необходимо
путем передвижения электродвигателя.
6.
При замене пальцев кривошипа
шатун требуется надежно крепить к стойке
станка.
7. Осмотр или замену
отдельных частей станка следует выполнять
при остановке и затормаживании СК.
8.
Перед пуском станка-качалки
необходимо убедиться в том, что тормоз
освобожден, ограждения установлены
(закреплены) и нет посторонних людей в
опасной зоне.
9. До начала
ремонтных работ на установке привод должен
быть отключен, а на пусковом устройстве
укреплен плакат: «Не включать — работают
люди». На скважинах с автоматическим и
дистанционным управлением пускового
устройства должен быть укреплен щит с
надписью: «Внимание! Пуск
автоматический».
10. Устье скважины
рекомендуется оборудовать клапаном для
предотвращения разлива нефти через сальник
при обрыве полированного
штока.
Управление электродвигателем
станка-качалки обычно проводится
упрощенной системой блокировки и защиты.
Разработан блок управления БУС-3М, с помощью
которого можно осуществлять управление в
ручном, автоматическом, дистанционном и
программном режимах работы. Он также
проводит самозапуск установки после
случайного отключения электроэнергии. Блок
управления позволяет отключать установку
при обрыве клиновых ремней и полированного
штока, при заклинивании плунжера насоса и
редуктора, а также при резком изменении
нагрузки электродвигателя. Отключение
установки регулируется по времени
срабатывания аппаратуры и отклонению
контролируемых параметров.
При
обслуживании электропривода персонал
должен работать в диэлектрических
перчатках. Скважинная насосная установка
перед пуском в эксплуатацию должна быть
заземлена. В качестве заземлителя
электрооборудования следует использовать
кондуктор скважины. При этом кондуктор
связывают с рамой станка двумя
заземляющими проводниками (сечение каждого
50 мм2), приваренными в разных точках
кондуктора и рамы, доступных для осмотра.
Для заземления, кроме каната, используют
стальной проводник различного профиля:
круглого, полосового, углового и др. Для
защиты от поражения электрическим током
при обслуживании станка-качалки применяют
изолирующие подставки.
Глава 6 эксплуатация нефтяных скважин бесштанговыми насосами
»
Библиотека »
В связи с появлением на промыслах большого количества зарубежного оборудования можно встретить станки-качалки с одноплечным балансиром типа МАРК фирмы «Lufkin» (США), а также отечественных производителей (привод ПШГНО 6-2,5, Уралтрансмаш, г. Екатеринбург) (рис. 5.6). Особенностью подобных приводов является использование кинематической схемы с одноплечным балансиром.
Остановка — станка-качалка
В настоящее время режим работы штанговых насосов регулируется изменением длины хода плунжера насоса путем перестановки пальцев на кривошипе или изменением числа ходов заменой сменных шкивов на валу приводного электродвигателя. Это повышает трудоемкость работ и требует остановки станка-качалки, что приводит к снижению производительности, а в ряде случаев при длительных остановках — к образованию песчаных пробок, заклиниванию плунжера и другим нежелательным последствиям. Кроме того, при таком изменении режима откачки жидкости часто нарушается уравновешенность станка-качалки. 
Пятая глава посвящена исследованию глубиннонасосных скважин. Здесь дается описание способа комплексного исследования глубиннонасосных скважин без остановки станка-качалки. Как показывают приводимые результаты широких промышленных испытаний этого метода, он значительно упрощает процесс исследования, в особенности в скважинах, продукция которых содержит песок.
В качестве двигателей станков-качалок применяются электродвигатели в исполнении, допускающем эксплуатацию их на открытом воздухе. Пускозащитное устройство должно обеспечивать безопасность выполнения операции попуску и остановке станка-качалки. Оно должно быть в пылевлагонепроницаемом исполнении, допус кающем установку на открытом воздухе. На корпусе пускозащитного устройства наносятся надписи, предупреждающие об электроопасности.
В качестве двигателей станков-качалок применяются электродвигатели в исполнении, допускающем эксплуатацию их на открытом воздухе. Пускозащитное устройство должно обеспечивать безопасность выполнения операции по пуску и остановке станка-качалки. Оно должно быть в пылевлагонепроницаемом исполнении, допус кающем установку на открытом воздухе. На корпусе пускозащит-ного устройства наносятся надписи, предупреждающие об электроопасности.
Схема блокировки обеспечивает блокировку защиты в переходном режиме работы станка-качалки до восстановления установившегося режима. Ввод сигнала блокировки осуществляется автоматически при пуске станка-качалки по сигналу Блокировка 1, а также по сигналу Блокировка 2 — при остановке станка-качалки. Ввод сигнала блокировки при пуске обеспечивает включение электродвигателя СКН при наличии переходного режима работы СКН после-длительных простоев, вызывающих временное отклонение режима работы СКН от нормального.
Скребки-завихрители устанавливают на колонне насосных штанг через 2 — 3 колена штанг и чаще, обычно в нижней части колонны, причем нижний скребок устанавливают на первой штанге над плунжером глубинного насоса. Установленные на колонне насосных штанг скребки создают вихревое движение жидкости, скорость которого увеличивается возле стенок труб, что препятствует оседанию песка над насосом. При остановке станка-качалки выпадающий из жидкости песок оседает на верхних торцовых площадках скребков, а не над плунжером насоса.
Силы трения направлены против движения, поэтому при ходе вверх они увеличивают нагрузку, а при ходе вниз — уменьшают. Такая расшифровка динамограмм возможна при небольших глубинах, малых динамических нагрузках и малых диаметрах насоса. Для снятия динамограммы с помощью ГДМ-3 требуется остановка станка-качалки.
Частое заклинивание плунжера является следствием недостаточной скорости движения жидкости в насосных трубах и частых остановок скважин. Для избежания заклинивания плунжера применяют скребки-завихрители, устанавливаемые на колонне насосных штанг, которые создают вихревое движение жидкости, чем устраняется осаждение песка вдоль стенок насосных труб. При установке достаточного числа скребков-завихрителей песок выносится на поверхность. Во время остановки станка-качалки выпадающий из жидкости песок осаждается на торцевых площадках скребков, а не над нагнетательным клапаном.
При проверке станка-качалки осматривают состояние всех масленок, проверяют наличие смазки в них, уровень масла в редукторе, а также нагрев и крепление всех подшипников, ослабленные подшипники подтягивают. Осматривают и проверяют соединения шатунов с балансиром и кривошипами. Проверяют состояние крепления противогрузов на кривошипах и балансире. Проверяют ( только после остановки станка-качалки) равномерность натяжения клиновидных ремней. Проверяют крепление сальникового штока к подвеске станка-качалки и герметичность сальника; при пропуске жидкости через сальник тройника нужно подтянуть сальник.
Программные устройства относятся к системам автоматического регулирования, обеспечивающим изменение регулируемой величины по заданному закону в функции времени. На рис. 13 представлена схема системы автоматического регулирования с программным устройством-измерительным элементом регулятора. Заданием ( нагрузкой) для программного устройства является расчет технологического режима скважины, переводимой на автоматизированную периодическую эксплуатацию. От программного устройства, согласно заданию, подается команда на блок местной автоматики для запуска или остановки станка-качалки, который, в свою очередь, запускает или останавливает регулирующий орган — глубинный насос.
Проанализировав статистические данные о работе штанговращателей, сделали вывод, что в среднем на 14 % скважин со способом добычи штанговыми насосами использование штанговращателей не эффективно, усилия выдаваемого вращателем не хватает на прокручивание колонны штанг. Это происходит по различным причинам: повышенная кривизна скважины, образование крутящего момента, обратного направлению вращения, выдаваемого штанговращателем и др. причины. В результате вращатель работает вхолостую или начинает вращаться вокруг колонны штанг, что приводит к выходу его из строя и, как следствие остановке станка-качалки.
Станки-качалки — а есть ли спрос?
Время фонтанирующих скважин, относящееся к периоду освоения месторождений Западной Сибири, давно закончилось. За новыми фонтанами в Восточную Сибирь и другие регионы с разведанными запасами нефти мы пока не спешим — слишком дорогое это занятие и не всегда рентабельное. Сейчас нефть практически везде добывают с помощью насосов: винтовых, поршневых, центробежных, струйных и т.д. Одновременно создаются все новые и новые технологии и оборудование для трудноизвлекаемых запасов сырья и остаточной нефти. Тем не менее ведущая роль в добыче «черного золота» по-прежнему принадлежит станкам-качалкам, которые используются на нефтепромыслах России и зарубежья вот уже более 80 лет.
Эти станки в специальной литературе чаще называются приводами штанговых глубинных насосов, но аббревиатура ПШГН не особенно прижилась, и их по-прежнему именуют станками-качалками. По мнению многих нефтяников, пока по настоящему не создано другого более надежного и простого в обслуживании оборудования, чем эти приводы. После распада СССР производство станков-качалок в России были освоено 7—8 предприятиями, но стабильно они производятся тремя-четырьмя, из которых ведущие позиции занимают АО «Ижнефтемаш», АО «Мотовилихинские заводы», ФГУП «Уралтрансмаш». Немаловажно, что эти предприятия выживали в острой конкурентной борьбе и с отечественными, и с зарубежными производителями аналогичной продукции из Азербайджана, Румынии, США. 
Первые станки-качалки российских предприятий выпускались на основе документации Азербайджанского института нефтяного машиностроения («АзИНМаш») и единственного производителя этих станков в СССР — завода «Бакинский рабочий». В дальнейшем станки совершенствовались в соответствии с передовыми мировыми тенденциями в нефтяном машиностроении, имеют сертификаты API. Спрос: потенциал высокий О состоянии рынка приводов штанговых глубинных насосов можно судить как по его оценкам экспертами, так и по статистическим данным.
В предыдущей статье (см. «Оборудование» №2, 2002 г.) мы приводили данные об удручающем состоянии используемого нефтегазового оборудования, его физическом и моральном износе. Эта информация дает основания для выводов о том, что существуют реальные предпосылки к увеличению спроса. Выводы экспертов подтверждаются данными Госкомстата РФ: за 2001 год производство станков-качалок в сравнении с 2000 годом возросло в полтора раза и опередило по темпам роста другие виды нефтяного оборудования.
Провозглашение государством в качестве одного из приоритетов экономической политики задачи продвижения отечественной продукции на зарубежные рынки сыграло свою положительную роль. В настоящее время качественный уровень станков-качалок и традиционно низкие цены создают возможности для возвращения российской продукции в страны, ранее приобретавшие советское оборудование: Вьетнам, Индию, Ирак, Ливию, Сирию и другие, а также на рынки ближнего зарубежья.
Интересно и то, что ВО «Станкоимпорт» совместно с Союзом производителей нефтегазового оборудования организовали Консорциум ведущих российских предприятий. Основная цель объединения — содействие в продвижении нефтегазового оборудования на традиционные рынки российского экспорта, в первую очередь страны Ближнего и Среднего Востока. Одной из задач Консорциума является координация внешнеэкономической деятельности, связанной с размещением заказов на основе централизованного информационного обеспечения.
Станки и их особенности
Традиционная схема балансирного станка-качалки приведена на рисунке. Это привод марки СКД (станок-качалка с дезаксиалом) бакинского производства, прототип выпускаемых в России станков.
Уточним, что кроме аббревиатуры СК, СКД используется и другая маркировка. Для того чтобы в ней разобраться, расшифруем в качестве примера обозначение привода ОПНШТ ГД 80-3-40-125-01: О — одноплечий; ПНШ — привод штангового насоса; Т или С — исполнение тумбовое или свайное; ГД — вариант двигателя (ГД — газовый); 80 — усилие на штоке, кН; 3 — максимальная длина хода, м; 40 — номинальный крутящий момент на выходном валу редуктора, кН; 125 — передаточное число редуктора; 01 — вариант исполнения двигателя. 
Так маркирует свои станки АО «Ижнефтемаш». Думается, что эта информация в какой-то степени поможет разобраться в характеристиках станков-качалок, представленных в таблице. Сразу же оговоримся, что в ней приведены далеко не все виды станков и их модификаций. Во-первых, на российском рынке присутствуют с аналогичной продукцией и другие фирмы. Во-вторых, для примера, тот же АО «Ижнефтемаш» предлагает приводы штанговых насосов двух типов в 70 конструктивных исполнениях.
К особенностям станков-качалок АО «Ижнефтемаша» можно отнести: применение наряду с традиционным привода с передним креплением шатуна, редукторов с различным передаточным числом, а также двигателей разной мощности; возможность использования в качестве энергоносителя попутного газа; возможность установки привода на свайные основания и высокие железобетонные фундаменты. Один из самых ответственных узлов станкакачалки — это редуктор.
Все новые приводы станков АО «Ижнефтемаш» комплектуются надежными трехступенчатыми редукторами с зацеплением Новикова (передаточные числа от 50 до 125). Привод с передним креплением шатуна экономит до 20% электроэнергии, позволяет добиться более высокой производительности за счет увеличения длины штока и регулировки частоты качаний в большем диапазоне. Многие виды оборудования разрабатывались под конкретные заказы нефтедобывающих компаний, среди них «Сургутнефтегаз», «Татнефть» и другие.
Вполне естественно, что цены на продукцию с учетом большой номенклатуры выпускаемых объединением приводов, зависят от их конструктивного исполнения. Поэтому приведем лишь некоторые: ПНШТ 60-3-31,5 стоит порядка 14,7 тыс. у.е.; ПНШ 80-3-40 — 16,3 тыс. у.е.; с передним креплением шатуна и газовым двигателем — 22,5 тыс. у.е.
Цена трехступенчатого редуктора Т500М составляет 4,6 тыс. у.е. Приводы винтовых насосов ПНВ 60-7,5П и ПНВ 60-11П предлагаются по ценам до 6,4 тыс. у.е. Количество отгруженных в адреса нефтедобытчиков станков АО «Уралтрансмаш» достигло почти 6 тыс. изделий. Они эксплуатируются в России, странах СНГ и Балтии.
Основные регионы поставок — Западная Сибирь, Тюменский Север, Оренбургская область. Размерный ряд станков-качалок этого предприятия включает в себя 17 наименований. Нефтедобывающие организации могут выбрать ПШГН тумбовой или свайной привязки к местности или передвижную буксируемую, с усилием на штоке от 4 до 12 тонн.
Объединение предлагает станки как традиционной компоновки, так и одноплечего исполнения с меньшей мощностью двигателя, но равной грузоподъемности. Все станки выпускаются серийно, в результате чего отгрузка продукции потребителю производится в самые короткие сроки. Редуктор привода — цилиндрический, трехступенчатый с эвольвентным зубчатым зацеплением. Шестерни изготовлены из высоколегированного металла с цементацией зубьев и профильной шлифовкой поверхности, а это увеличивает плавность хода и позволяет эксплуатировать станки в любых климатических поясах СНГ.
Диапазон цен в зависимости от типа станка: от 6,5 тыс. у.е. (грузоподъемность 4 т) до 20,0 тыс. у.е. — для 12-тонного ПШГНТ в тумбовом исполнении. Уральцы понимают, что спрос на станки зависит не только от устаревшего парка оборудования у нефтяников, от необходимости его замены, но главным образом от платежеспособности заказчиков, определяемой уровнем цен на нефть.
В последнее время из-за колебания мировых цен на нефть компании часто вынуждены пересматривать объемы своих закупок оборудования. Поэтому на предприятии постоянно действует система поиска резервов упрощения конструкции, оптимизации технологии и сокращения себестоимости продукции. Стремясь выиграть в ценовой конкуренции, завод модернизирует имеющееся и приобретает специализированное оборудование для производства нефтедобывающей техники.
Для нефтедобывающих организаций, ремонтная база которых не модернизировалась со времен СССР, с 2000 года начат серийный выпуск станков-качалок упрощенной конструкции, не предъявляющих особых требований к инструментальному хозяйству. Балансирные станки-качалки АО «Мотовилихинские заводы» с надежными редукторами Ц2НШ-750 и ЦЗЭШ-780 рассчитаны на 15-летний срок эксплуатации. Стоимость ОМ-2000- около 15 тыс. у.е., а тумбового варианта ОМ-2001 — порядка 16,8 тыс. у.е.
Эксплуатация станка качалки:
В связи с появлением на промыслах большого количества зарубежного оборудования можно встретить станки-качалки с одноплечным балансиром типа МАРК фирмы «Lufkin» (США), а также отечественных производителей (привод ПШГНО 6-2,5, Уралтрансмаш, г. Екатеринбург) (рис. 5.6). Особенностью подобных приводов является использование кинематической схемы с одноплечным балансиром. Подобное выполнение станков-качалок обусловлено рядом причин. Так, эти станки-качалки имеют более благоприятный закон движения точки подвеса штанг, позволяющий несколько уменьшить динамические нагрузки на штанговую колонну. Если сравнить два станка-качалки с одинаковыми длинами и соотношениями кинематических звеньев, один из которых обычный станок-качалка, а второй — с одноплечным балансиром, то у последнего максимальные нагрузки в точке подвеса штанг будут несколько меньше (около 8-10 %, ). Одноплечный станок-качалка имеет также более пологую кривую скорости точки подвеса штанг, позволяющую существенно (около 35 %) снизить амплитуду колебаний штанг, а следовательно, и их динамическое нагружение и тем самым увеличить срок работы штанговой колонны. Рассмотрим последний вывод более подробно.

Известно, что вследствие упругих деформаций штанг и труб, после начала движения точки подвеса штанг вверх, плунжер остается неподвижным относительно цилиндра. После того как произойдет вытяжка штанг и сокращение труб, движение от ТПШ передается плунжеру, причем за это время ТПШ успевает набрать определенную скорость. В результате плунжер резко страгивается с места и нагружается столбом жидкости в трубах в виде импульса силы, т.е. возникают продольные свободные колебания системы штанговая колонна -столб жидкости. У станков-качалок с одноплечным балансиром в сравнении с обычными станками-качалками ТПШ в момент страгивания плунжера успевает набрать меньшую скорость, что, как уже указывалось, позволяет существенно снизить амплитуду колебаний штанг и уменьшить их динамическое нагружение.

Интересно отметить, что у подобных станков-качалок направление вращения кривошипа обратное, т.е. против часовой стрелки (устье слева), что также позволяет несколько уменьшить динамические нагрузки.
Другим достоинством подобных станков-качалок является их компактность, а следовательно, и меньший вес, в результате чего их применение более предпочтительно при больших нагрузках на полированный шток.
Однако они имеют и недостатки, препятствующие их широкому распространению. Это, прежде всего, их малая боковая устойчивость, т.е. большая высота при малой ширине. У подобных станков-качалок кривошипы с грузами находятся в опасной близости от устья скважины, что затрудняет их техническое обслуживание и ремонт. При балансировке подобных станков-качалок требуется большой вес кривошипных грузов, так как вес самого кривошипа приложен к балансиру со стороны скважины по отношению к стойке балансира.