На чтение 22 мин. Просмотров 311 Опубликовано 27.08.2022
Содержание
- Сведения о производителе токарно-винторезного станка ДИП-300 (1д63, 1д63а)
- Описание
- Технические характеристики
- Устройство
- Комплектация
- Положительные и отрицательные стороны
- Отличия ДИП 300 и ДИП 200
- Инструкция по эксплуатации
- Техника безопасности при работе с ним
- Преимущества модели
- 3 Коробка скоростей – важный механизм станка
- Отличия ДИП 300 и 1м63
- Инструкция по эксплуатации
- Описание
- Технические характеристики
- Инструкция по эксплуатации
- Элементы управления передней бабки
- Электрооборудование
- Видео
- Как приобрести «Догнать и перегнать»?

Сведения о производителе токарно-винторезного станка ДИП-300 (1д63, 1д63а)
В 1930 году на Московском станкостроительном заводе “Красный пролетарий” было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей – ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300 (1д63), ДИП-400 (1д64), ДИП-500 (1д65).
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители Главная > Станки > Токарные станки > Токарно-винторезный станок ДИП-300
Первоначальная версия токарно-винторезного станка ДИП-300 была разработана еще в 1932 году. Главным его предназначением в то время была обработка деревянных заготовок, немного позднее обновленную модификацию можно было уже использовать для обработки металлических изделий. Следует отметить, что высокие темпы развития машиностроительной отрасли в послереволюционный период, обусловленные стремительным техническим прогрессом в Европе, привели к изобретению уникального на то время станка, который опередил по всем техническим характеристикам образцы западных аналогов подобного типа. Сокращенное название расшифровывается довольно просто: «Догнать и перегнать». Количественные показатели, используемые в маркировке названия, характеризуют параметры высоты центров. Отличные технические характеристики позволили к 1940 году именно этим моделям ДИП-300 и ДИП-500 получить широкое распространение в большинстве производственных цехов по всей территории страны.

- Общий вид ДИП-300

- Токарно-винторезный станок ДИП-300
- ДИП-300
Станки, произведенные на Рязанском станкостроительном заводе, серии ДИП-300, по мере модернизаций получили маркировку 1М63.
Токарно-винторезный станок ДИП-300 принадлежит к группе средних токарных станков, точность обработки которого соответствует классу «Н», что означает «нормальная точность», т.е. допускаемая величина прямолинейности движения узлов составляет не более 10 мкм. Максимальное допустимое значение диаметра обрабатываемой заготовки над станиной не может превышать 63 см, над суппортом – 35 см. Максимальный вес детали, подвергаемой обработке – до 2000 кг. Оборудование оснащено тремя электродвигателями. Возможное продольное направление передвижения суппорта осуществляется на максимальную длину в 136 см, поперечное перемещение ограничивается расстоянием в 40 см. Общая масса составляет 4400 кг.
Технические характеристики ДИП-300
Скачать паспорт ДИП-300
Использование сверхпрочных резцов, произведенных из быстрорежущей стали делало данный токарный станок идеальным для резания заготовок из цветных и черных металлов. Автоматическое передвижение станины обеспечивает возможность сверхточной обработки внутренних и внешних поверхностей, деталей конусообразной формы разной длины. Токарный станок разработан специально для профессиональной работы с торцевыми поверхностями заготовок различных форм, таких как цилиндр и конус.
Основные узлы токарного станка по металлу
Токарный станок ДИП-300 отличается длительным сроком службы. Во время продолжительной эксплуатации оборудование сохраняет изначальную точность при выполнении всех технологических операций.
Надежная конструкция шпинделя и каретки токарно-винторезного станка ДИП-300 при наличии жесткой станины обеспечивают высокую точность выполненных работ. На высоких скоростях производится внешнее и внутреннее точение, растачивание, точение конусов, а также нарезание резьбы разных видов: дюймовая, метрическая, модульная и питчевая. Модель позволяет осуществлять многопрофильную токарную работу с изделиями средних и больших размеров в условиях мелкосерийного производства при машиностроительных заводах и цехах.
Метки: Советские токарные станки
Токарно-винторезный станок ДИП300 производился в Советском Союзе до 80-х годов. Его название — это аббревиатура «Догнать и перегнать».
Он предназначен для проведения винтовых и токарных работ по черным и цветным металлам. Рассмотрим подробно основные характеристики устройства.
Описание
Этот агрегат имеет достаточно большой вес и крупные габариты. Предназначен для работы с деталями из металла больших и средних размеров. Токарный станок ДИП300 является одной из наиболее востребованных моделей, может выполнять такие функции:
- внутреннее и наружное точение, в том числе и обработка конусовидных деталей;
- растачивание;
- сверление;
- нарезание резьбы метрического, дюймового или модульного типа.
Обратите внимание! Во всех агрегатах этой серии есть возможность механическим способом перемещать верхнюю часть суппорта, благодаря чему можно точить и обрабатывать конусы значительной длины. А непосредственно суппорт перемещается в двух направлениях — поперечном и продольном.
Технические характеристики
К основным техническим характеристикам ДИП-300 относят такие показатели:
- диаметр обрабатываемой детали в максимальном значении: над выемкой — 90 сантиметров, над станиной — 70 сантиметров, над суппортом — 35 сантиметров;
- высота центров — 315 мм;
- максимальный вес детали, с которой возможно работать — 3500 килограмма;
- пределы шагов: дюймовые — 24-0.25 ниток, питчевые 96-7 питч, метрические 1–192 мм, модульные — 0.5–48 мм;
- главный рабочий вал агрегата: сечение внутреннего отверстия — 105 мм, количество прямых и обратных скоростей — 22 и 11, количество прямых и обратных вращений — 10–1250 в минуту, мощность — 13 кВт;
- число шагов: метрические — 56, модульные — 55, дюймовые — 33, питчевые — 52;
- максимальное перемещение резцовых салазок — 22 сантиметра;
- перемещение подач по максимуму: осевое — 126 сантиметров, перпендикулярное — 40 сантиметров;
- мощность электродвигателей: насос — 0.12 кВт, двигатель быстрых перемещений — 1.1 кВт, главный двигатель — 13 кВт;
- скорость передвижений: осевых — 4.5 м/мин, перпендикулярных — 1.6 м/мин;
- общий вес агрегата — 4300 килограмма;
- габариты — 295/178/ 155 сантиметров.
Устройство
Оборудование этой серии делает точение, создание резьбы, обработку конусов более доступно работой. Все это благодаря наличию имеющихся приспособлений.
Передняя бабка
Она крепится на левом конце станины. Эта деталь также выполняет функцию коробки скоростей. Есть еще шпиндель, к которому добавляется сквозное отверстие. По концам прикреплены конусы, в результате чего происходит вращение внутри двух опор.
Креплением для шпинделя выступает двухрядный подшипник с дополнением в виде роликовых конусов. Также есть однорядный подшипник высокой точности сзади. Конические ролики и пружины отвечают за предварительный натяг.
Переключение шестеренки при помощи рукоятки поддерживает ход за счет ходового винта. Другие рукоятки предназначены для управления механизмом передач, увеличение шагов во время выполнения основного процесса.
Суппорт
Предназначение этого элемента — фиксация режущих конструкций. Он имеет крестообразную форму. Допускается перемещение по таким схемам:
- у основной станины, вдоль направляющих оси;
- перпендикулярно.
Перемещение может быть ручным или механическим (при активизации специального механизма).
Задняя бабка
Две планки на четырех болтах — незаменимая часть при креплении задней бабки. Несущие станины имеют направляющие, которые являются местом монтажа. Четыре радиальных шариковых подшипника устанавливаются в мостик, благодаря чему движение по направляющим становится более легким для задней бабки.
Коробка подач
Имеет закрытый тип устройства. Процесс подач обеспечивается такими действиями:
- использование требуемых рычагов;
- замена шестеренчатых механизмов с зубцами.
При обработке на агрегате деталей облегчается получение подачи с правильными характеристиками.
Обратите внимание! Рекомендуется переход к прямому включению винта, если необходимо создать индивидуальную резьбу, для которой крайне важна высокая точность.
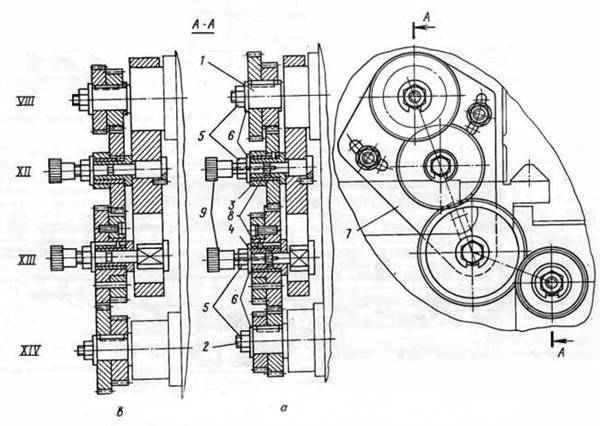
Гитара
Ее задача — передача крутящегося движения. Источником является вал выхода у скоростной коробки, адресат — вал входа коробки подач. Запасные зубчатые колеса монтируются в различных комбинациях. Если создается разная резьба, то становится легче регулировать станок.
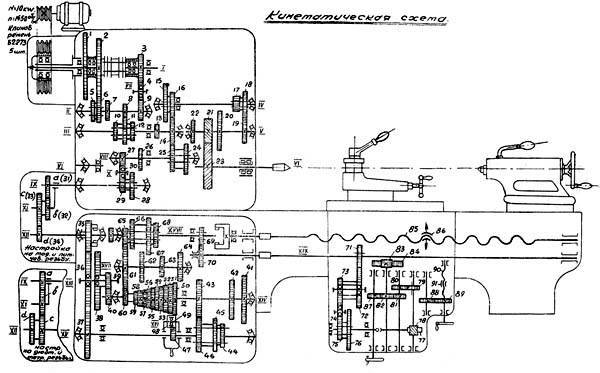
Кинематическая схема
В левой тумбе агрегата помещен главный электрический двигатель. В устройстве есть несколько кинематических цепей. Шпиндели и зубчатые колеса принимают участие в процессе передачи двигательной энергии от одного элемента к другому.
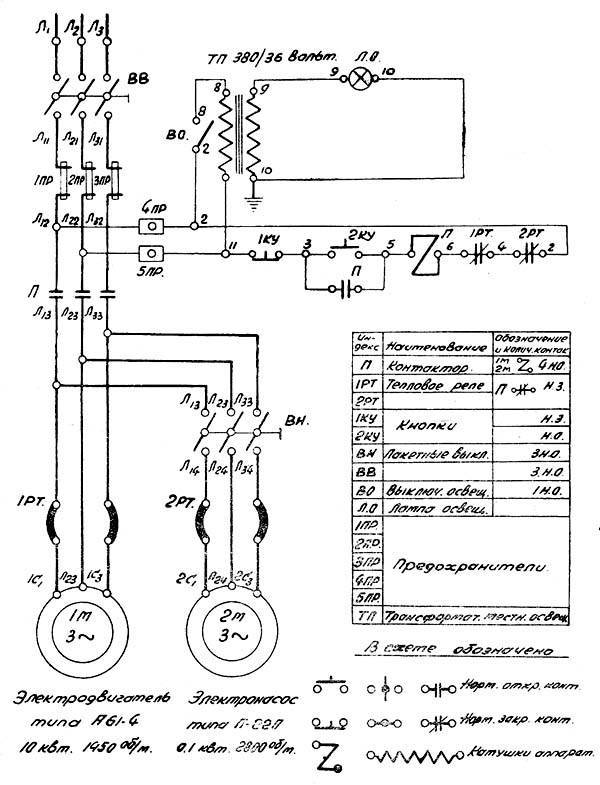
Электрическая схема
У ДИП300 есть четыре двигателя:
- Насос. Подает жидкость для смазывания деталей. На него крепится специальный фильтр.
- Движок. Обеспечивает ускоренное движение каретки.
- Силовой агрегат. Является составляющей охлаждающей системы.
- Основной движок.
Комплектация
В комплект станка входят такие элементы:
- защитный кожух;
- коробка подач;
- электродвигатель;
- станина;
- передняя и задняя бабка;
- доп. ограждения;
- оборудование электрогруппы;
- фартук;
- суппорт;
- шестеренки.
Также есть паспорт вместе с инструкцией по эксплуатации.
Положительные и отрицательные стороны
К плюсам агрегата ДИП 300 можно отнести:
- возможность обработки округлых и сложных поверхностей из металла;
- безопасная работа;
- температурная устойчивость;
- виброустойчивость;
- надежность.
ДИП300 практически не имеет недостатков. Единственным минусом является то, что проблематично будет найти некоторые детали в случае их потери.
Отличия ДИП 300 и ДИП 200
300-ю модель, в отличие от 200-й, можно встретить на заводах и металлообрабатывающих цехах на сегодняшний день. Она отличается от предыдущей повышенной выносливостью и надежностью.
Инструкция по эксплуатации
Любой агрегат требует проверки перед началом эксплуатации, ДИП300 — не исключение. Работа основного привода начинается с нажатия кнопки запуска у блока подачи, на панели приборов каретки есть еще одна дополнительная кнопка. Главное — чтобы фрикцион находился чаще в выключенном состоянии.
Техника безопасности при работе с ним
Соблюдение техники безопасности — неотъемлемая часть при работе с любым винторезным станком:
- перед работой проверять технические составляющие безопасности: сменяемые шестеренки, ограждения основного привода, автомат включения и выключения, защита от стружки, отключающее устройство;
- надежно закреплять обрабатываемые детали;
- при работе с длинными деталями использовать люнеты;
- не прикасаться руками к вращающимся деталям и частям станка, работать в заправленной одежде.
Повышенный спрос на ДИП300 привел к тому, что начали производиться новые модифицированные аналоги. Ежедневно такими станками обрабатывается значительное количество деталей на различных предприятиях.
Токарно-винторезный станок ДИП 300, паспорт и инструкция которого говорят нам о том, что на нем можно производить разнообразные винтовые и токарные работы по цветным и черным металлам, больше известен специалистам отечественных предприятий как агрегат 1М63.
Устройство токарного станка 1М63 (Дип 300)
Устройство токарного станка 1М63
- Сменные шестерни
- Передняя бабка
- Ограждение патрона
- Фартук
- Суппорт
- Электрооборудование
- Ограждение
- Ограждение
- Задняя бабка
- Станина
- Электродвигатель
- Коробка подач
- Защитный кожух
Передняя бабка токарно-винторезного станка 1М63 (Дип 300)
На левом конце станины закреплена передняя бабка, являющаяся одновременно коробкой скоростей главного движения. Привод коробки скоростей осуществляется асинхронным электродвигателем трехфазного тока через клиноременную передачу.
Шпиндель 13 выполнен со сквозным отверстием, конусами по концам и вращается в двух опорах. Передней опорой шпинделя является высокоточный двухрядный роликовый подшипник 12 с коническими роликами, а задний высокоточный однорядный роликоподшипник 1 с коническими роликами и пружинами 2 для предварительного натяга.
Реверс ходового винта и ходового вала осуществляется переключением шестерни 20 с помощью рукоятки 16, а настройка механизма подач на увеличенные шаги резьб и подач, переключение шестерни 18 с помощью рукоятки 17 .
Суппорт токарного станка 1М63 (Дип 300)
Суппорт имеет крестовую конструкцию и может перемещаться как в продольном направлении, по направляющим станины, так и в поперечном — по направляющим каретки станка. Перемещение по направляющим можно осуществлять вручную и механически. Так же имеется механизм для ускоренного перемещения суппорта. Поворотная часть суппорта имеет направляющие для перемещения верхней части суппорта с резцедержателем. Верхняя часть суппорта может также перемещаться вручную и с помощью механического привода.
Задняя бабка токарного станка 1М63 (Дип 300)
Задняя бабка токарного станка размещена на направляющих станины и перемещается по ним на четырех радиальных шариковых подшипниках 6, установленных в мостике 5. Задняя бабка станка крепиться к направляющим станины с помощью двух планок 7 четырьмя болтами 8. Поперечное смещение корпуса 3 задней бабки относительно мостика осуществляется при помощи двух винтов 10 и гайки 9, установленной в мостике.
Осевое перемещение пиноли 1 производится маховиком через винт 2.
Коробка подач токарного станка 1М63 (Дип 300)
Коробка подач токарного станка предназначена для выполнения следующих видов работ: точение цилиндрических и конических заготовок, нарезание различных резьб (метрическая, дюймовая, модульная, питчевая), нарезание точных резьб.
На станке можно нарезать специальные резьбы и спирали с различными шагами с помощью включения ходового винта и настройки гитары сменных зубчатых колес специальными шестернями. Шестеренный механизм коробки подач токарного станка состоит из наборного механизма, механизмов привода ходового винта 1 и ходового вала 2,и механизма выбора вида работы – точение или нарезание резьбы.
Гитара токарного станка 1М63 (Дип 300)
Гитара токарного станка служит для передачи вращения и крутящего момента от выходного вала 1 коробки скоростей на входной вал 2 коробки подач станка. При помощи установки различных комбинаций сменных зубчатых колес, можно налаживать станок на нарезание различных резьб.
Техническая характеристика токарно-винторезного станка по металлу 1М63 (Дип 300)
| Основные параметры | 1М63 (Дип 300) |
|---|---|
|
Наибольший диаметр обрабатываемой заготовки над станиной, мм |
630 |
|
Наибольший диаметр обрабатываемой заготовки над суппортом, мм |
350 |
| Размер внутреннего конуса шпинделя |
метрический 100 |
| Пределы частот вращения шпинделя, об/мин | 12,5-1600 |
| Суппорт: | |
| Наибольшее продольное перемещение, мм | 1360 |
| Наибольшее поперечное перемещение,мм | 400 |
| Цена одного деления лимбов, мм: | |
| продольного | 1 |
| на диаметр | 0,05 |
| Задняя бабка: | |
| Наибольшее перемещение пиноли, мм | 240 |
|
Перемещение пиноли за один оборот маховика,мм |
6 |
| Электрооборудование: | |
| Питающая сеть: | |
| Род тока |
переменный трехфазный |
| Частота тока, Гц | 50;60 |
| Напряжение,В | 380 |
| Кол-во электродвигателей на станке | 3 |
| Масса станка,кг | 4400 |
Преимущества модели
Высокая популярность станков этой модели, не снижающаяся на протяжении нескольких десятилетий, объясняется их преимуществами. Сюда можно отнести следующие особенности.
- Силовые зубчатые колеса изготовлены из легированной стали, которая подвергается закалке.
- Станок обладает высокой температурной стабильностью и устойчивостью против вибраций, что обеспечивает высокую точность обработки деталей.
- Можно добиться высокой скорости вращения шпинделя в обратном направлении, что значительно сокращает время на выполнение нарезания резьбы.
- Эксплуатации станка отличается высокой безопасностью за счет специальных ограждений патрона и области резки, систем механической и электрической блокировки.
- Станина имеет двухпризменные направляющие, что обеспечивает не только исключительную надежность и долговечность станка, но и высокую точность обработки деталей, которая сохраняется на протяжении всего срока эксплуатации оборудования.
- В коробке подач станка установлены две электромагнитные муфты, что позволяет осуществлять переключение направления движения суппорта практически без остановки работы и максимально оперативно. Кинематическая цепь самой коробки подач характеризуется высокой жесткостью.
- Фрикцион ДИП 300 регулируется достаточно просто. Эта характеристика является очень актуальной, так как данное оборудование используется преимущественно небольшими предприятиями, в штате которых может и не быть высококвалифицированных ремонтников.
- Станок дает возможность обрабатывать длинные конусные детали за счет одновременного поперечного движения резца и продольного – суппорта.
На станке установлена двухосная коробка подач с закрытой конструкцией, которая более надежна и удобна в эксплуатации по сравнению с коробками, оснащенными специальными гитарами (такие коробки, в частности, устанавливались на популярные в свое время станки модели ДИП 200).
Настройка параметров коробки подач выполняется при помощи специальных рукояток и смены зубчатых колес. Это дает возможность использовать станок для нарезания резьбы любого типа: метрической, дюймовой, модульной и питчевой. С помощью станка можно также нарезать специальную и особо точную резьбу (если не использовать коробку подач, а подключить ходовой винт напрямую – через систему специальных колес).
Стоит особо остановиться на характеристиках суппорта данного станка, который обладает массой преимуществ по сравнению с оснащением, которое устанавливалось на более ранних моделях, в частности на станках ДИП 200. Суппорт ДИП 300 имеет крестовое исполнение и отличается следующими характеристиками.
Суппорта токарного станка ДИП 300
- В головке одновременно могут устанавливаться 4 резца.
- Максимальное расстояние между осью центров и кромкой резцедержателя – 320 мм.
- Продольное перемещение, совершаемое за один оборот лимба, – 300 мм.
- Цена одного деления лимба, соответствующего поперечному перемещению на величину диаметра, – 0,05 мм.
- Скорость, которую достигает суппорт при ускоренном перемещении: в продольном направлении – 4,5 м/мин, в поперечном – 1,6 м/мин.
Продольное перемещение суппорта станка ДИП 300 осуществляется по направляющим станины, а поперечное – по направляющим каретки. Что удобно, такие перемещения в зависимости от необходимости могут выполняться как за счет ручного привода (более медленные), так и с помощью механического привода (в ускоренном режиме). Верхняя часть суппорта вместе с размещенной на ней резцовой головкой также может перемещаться вручную или за счет использования механического привода.
Это интересно: Как выбрать сверлильный станок (видео)
3 Коробка скоростей – важный механизм станка
Данный узел агрегата крепится к станине, а именно к его головной левой части. Движение от двигателя передается на приводной шкив посредством клиноременной передачи. Коробка скоростей обеспечивает ступенчатое регулирование устройства основного движения 1М63. Шкив, вращаясь, инициирует перемещение множества шестерен в коробке скоростей.
Переключая последовательно шестерни, добиваются различных скоростей вращения шпинделя (всего их 24). Ощутимое снижение шума от работы агрегата и максимальная эффективность его функционирования отмечается при высоких скоростях (к ним относят первые шесть). Это обусловлено тем, что их вал передает прямо на шпиндель.
Коробка скоростей располагает специальными устройствами, которые позволяют увеличить в 4 либо 16 раз шаг резьбы, а также реверсировать перемещение суппорта. Конкретные частоты шпинделя устанавливаются с помощью рукояток передвижением по валам колес (зубчатых), которые выпускаются из термообработанной высококачественной стали. Зубчатые колеса закреплены на вращающихся в роликовых и шариковых подшипниках валиках.
Сам шпиндель является пустотелым (он также сделан из качественных марок сталей). Передней его опорой выступает регулируемый двухрядный радиальный подшипник роликового типа (непосредственно ролики имеют цилиндрическую форму). Функцию задней опоры выполняет шарикоподшипник радиально-упорного вида, который принимает нагрузку на шпиндель.
Чтобы запустить шпиндель, включить обратный ход, остановить механизм, необходимо при помощи рукоятки ввести в действие пластинчатую фрикционную муфту. А торможение шпинделя происходит в автоматическом режиме тогда, когда оператор станка электромагнитной муфтой отключает пластинчатую муфту.
Кинематическая схема токарно-винторезного станка 1М63 (Дип 300)
Отличия ДИП 300 и 1м63
Станки семейства 1м63 — это несколько модификаций одного усовершенствованного, в сравнении с ДИП-300, устройства. В частности, значительно улучшены следующие показатели:
- мощность двигателя главного привода (15 кВт против 13 у ДИП-300);
- увеличенная скорость нарезки резьб благодаря усовершенствованной механике коробки подач, скоростей;
- увеличенный посадочный диаметр отверстия шпинделя;
- предлагаются модификации станка, на которых можно обрабатывать детали массой до 3500 кг и длиной до 10 метров;
- использование инструментальных сталей и каленых материалов значительно увеличили срок службы оборудования;
- легированная сталь шестерней коробок обеспечила износоустойчивость и термостабильность.
В конструкции всех станков старше ДИП-300 реализованы дополнительные меры защиты, что значительно увеличило безопасность при работе с оборудованием, снизило число аварий, связанных с перегрузками и другими нештатными ситуациями.
Инструкция по эксплуатации
–>
Токарно-винторезный станок ДИП-300 производился в СССР с 30-х по 80-е годы. Базами были Рязанский и Тбилисский заводы. Обозначение расшифровывается просто для того времени: «Догнать и перегнать». Модификация станка с обозначением 1М63 — одна из наиболее распространенных на территории СНГ. Токарные станки этой модели стали популярны благодаря своей надежности и простоте. На основе ДИП-300 позже был налажен выпуск станков с числовым программным управлением.
Описание
Назначение ДИП-300 — работа с заготовками среднего и большого размера. На нем осваивается штучное и мелкосерийное производство отдельных деталей. На станке доступны следующие виды работ:
— точение, в том числе и по внутренней поверхности;
— точение коротких и длинных конусов;
— растачивание;
— сверление отверстий различного диаметра;
— нарезание резьб различного типа.
На фото можно посмотреть как выглядит ДИП-300 модификации 1М63.
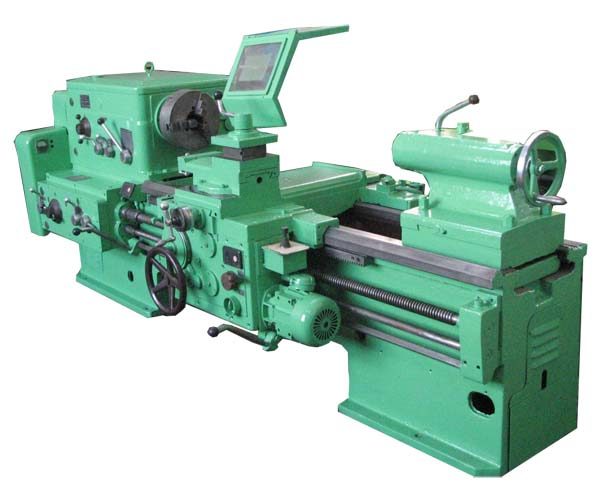
Общий вид ДИП-300
Среди преимуществ станка практически неограниченный срок службы, сохранение в течение эксплуатации точности и других параметров, технические возможности агрегата обеспечивают его многофункциональность.
Основные узлы станка согласно паспорту:
- Станина.
- Передняя бабка со шпинделем и ограждением патрона.
- Задняя бабка.
- Суппорт с резцедержателем.
- Электрооборудование.
- Система охлаждения.
- Заменяемые зубчатые колеса.
- Фартук.
- Коробка подач для обработки деталей сложных форм.
Технические характеристики
ДИП-300 относится к среднему типу станков с нормальной точностью обработки. Допуск по прямолинейности перемещения узлов — 10 мкм. Станина выполнена жесткой, с большой массой, шпиндель имеет высокие обороты, а значит, станок поддерживает режимы на высоких скоростях резания. Применяют твердосплавные резцы из быстрорежущей стали. Суппорт станка, благодаря отдельному электродвигателю и крестообразному механизму, может быстро перемещаться в продольной и поперечной плоскостях. Это позволяет осуществлять точение конусов.

Суппорт.
Основные технические характеристики
— наибольший габарит обрабатываемого объекта задается точкой установки: над выемкой — 900 мм, над станиной — 700 мм, над суппортом — 350 мм;
— расстояние от основания до центров — 315 мм;
— допустимая масса обрабатываемого объекта — 2 тонны;
— параметры станкового шпинделя: диаметр внутреннего отверстия — 70 мм, количество прямых скоростей вращения — 22, обратных соответственно 11, обороты на прямой скорости составляют от 10 до 1300 об/мин, на обратной скорости — от 18 до 1800 об/мин;
— параметры резьбовых работ: пределы для метрических резьб составляют от 1 до 192 мм при шаге 56, от 0,5 до 48 модулей при шаге 55 для модульных резьб, от 24 до 0,25 нитки на дюйм при шаге 33 для дюймовых резьб, от 96 до 7 питчей при шаге 52 для питчевых резьб;
— наибольшее смещение резцовых креплений — 220 мм;
— наибольшее смещение подачи: поперечное — 400 мм, продольное смещение суппорта — 1260 мм;
— скорость быстрых смещений: поперечных — 1,6 м/мин, продольных — 4,5 м/мин;
— наибольшее смещение пиноли задней бабки — 240 мм;
— перемещение пиноли за один оборот колеса — 6 мм;
— масса станка в сборе — от 4 тонн, за счет удлинения базы для обработки длинных деталей масса увеличивается до 12 тонн.
-Оборудован люнетами для обработки круглых деталей наружным диаметром от 25 до 160 мм. В зависимости от модификации люнеты выполнены подвижными или неподвижными.

Модификация станка с люнетами под длинные детали.
Инструкция по эксплуатации
Очень важно при эксплуатации следовать инструкциям. Нехитрые правила способствуют продолжительности жизни и исправному функционированию станка.
В целях соблюдения техники безопасности требуется:
— проверять технические средства безопасности: ограждение главного привода и сменяемых шестерен, вводной автомат включения и выключения, защитное устройство от стружки, кнопки «стоп» и отключающее устройство перемещения суппорта;
— обеспечить надежное закрепление обрабатываемой детали;
— в первый период после пуска не включать максимальную скорость вращения шпинделя;
— при обработке длинных деталей применять люнеты;
— реверс шпинделя производить только при полной остановке, зубчатые колеса передней бабки и коробки подач на ходу не переключать;
— не прикасаться руками к вращающимся частям и деталям, заправить одежду во избежание затягивания вращающимся деталями– ходовым валиком, ходовым винтом и другими частями.
Для получения заданной точности работы станка нужно правильно его установить. Монтаж должен быть осуществлен на бетонный пол с выравниванием по двум плоскостям при помощи уровней. После выверки фундаментные болты затягивают и заливают цементным раствором. Для улучшения устойчивости цементный раствор подливают под тумбы станины.
Всем стандартным размерам резьб соответствуют настройки, указанные на табличках передней бабки. Для нарезания нетабличных резьб необходимо использовать формулы настройки станка, приведенные в паспорте. Все схемы наладки и настройки суппорта с примерами расчета проточки конуса также указаны в паспорте.
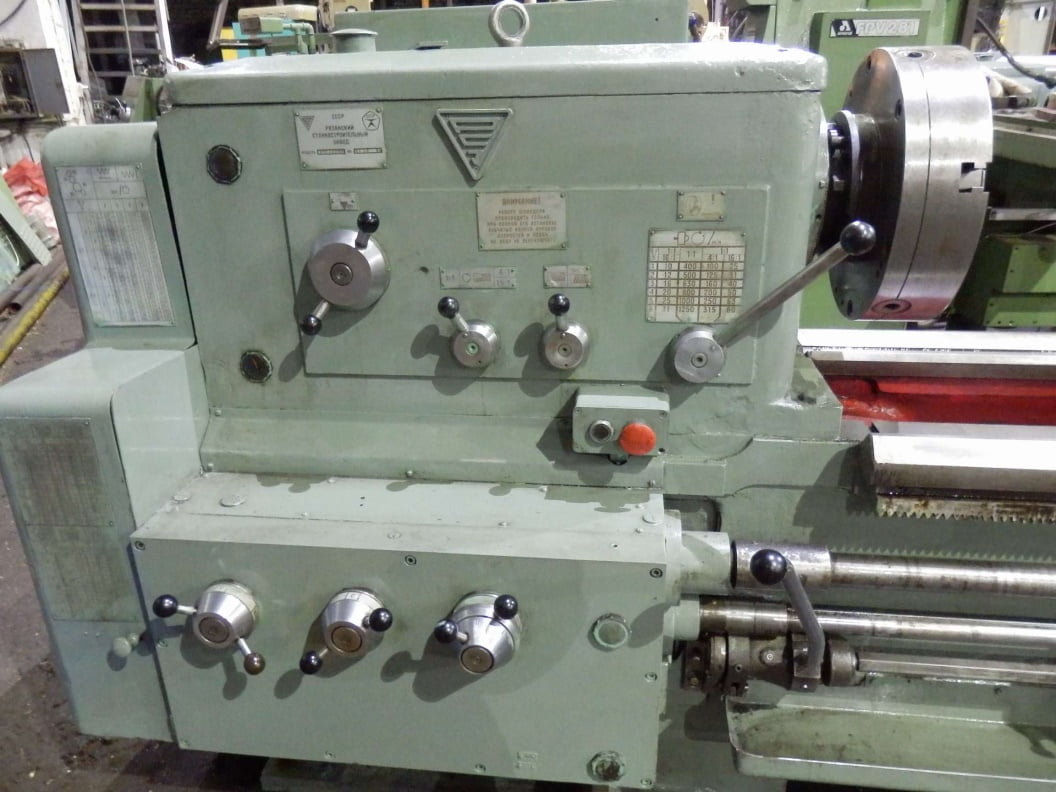
Элементы управления передней бабки
В процессе эксплуатации ДИП-300 возникает необходимость в регулировании отдельных деталей и составных частей станка с целью восстановления их нормальной работы. Настройка осуществляется через:
— корректировку фрикционных муфт, расположенных в передней бабке;
— поправка положения подшипников шпинделя и задней бабки;
— настройка зазора в продольных и поперечных направляющих суппорта;
— выборка люфта винта поперечного смещения суппорта;
— выставление осей шпинделя и пиноли задней бабки;
— изменение параметров натяжения ремней основного привода.
Электрооборудование
Функционирование обеспечивает трехфазный электродвигатель главного привода типа А02-6I-4 СПУЗ, M101. Параметры двигателя: мощность 13 кВт при частоте вращения 1460 об/мин. Запуск электродвигателя производится при разъединении фрикциона по нажатию кнопки пуск на пульте каретки. Вращение на шпиндель передается фрикционом, который запускается рукояткой.
Быстрый ход каретки обеспечивает электродвигатель типа A02-2I-4 СПУЗ M30I. Параметры двигателя: мощность 1,1 кВт при частоте вращения 1400 об/мин. Перемещение каретки осуществляется посредством четырех электромагнитных муфт: две из них служат для продольного изменения положения каретки и две — для поперечного смещения суппорта.
В систему охлаждения включен насос с электродвигателем типа ПА-22(XI4-22М). Параметры двигателя: 0,12 кВт при частоте вращения 2800 об/мин. Насос обеспечивает подачу 22 л/мин. Запуск и остановка насоса производится через переключатель, установленный на фартуке станка.
В системе смазки используется шиберный насос марки С12-54, который обеспечивает подачу масла 8,2 л/мин.
Схема электрическая
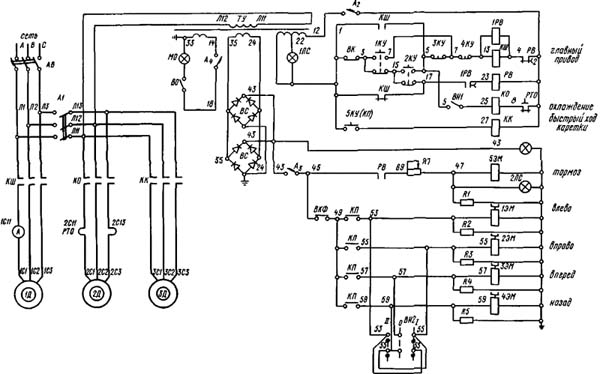
В станке предусмотрены аварийные защитные элементы. Тепловой электрический защищает от перегрузок электродвигателя. От усилий, возникающих при резании, страхуют фрикцион коробки подач и электромагнитные муфты фартука.
Видео
Как приобрести «Догнать и перегнать»?
ДИП-300 уже давно не производится. Новую модель купить сложно, доступны только бывшие в употреблении. Однако больше, чем за полстолетия, подобных станков было выпущено множество. Многие из них сохранились в отличном техническом состоянии, по другим был проведен капитальный ремонт. Благодаря простоте и надежности, восстановить такой агрегат достаточно просто, хотя и затратно.
Цена — первый показатель состояния ДИП-300. Стоимость работоспособной модификации начинается от 180 тысяч рублей. Всё, что стоит меньше этой суммы, либо находится в плохом состоянии, либо не функционирует и требует ремонта.
Преимуществом можно назвать то, что запчастей для станка на рынке очень много. К агрегату ДИП-300 подходят детали от последующих модификаций, а также от современных станков, которые выпускаются сегодня.
Если есть необходимые знания, навыки и соответствующее оборудование, выгоднее даже купить ДИП-300 под восстановление.
При покупке ДИП-300 обратите внимание на:
— состояние патрона, особенно кулачков, на надежность зажима;
— работоспособность системы смазки;
— состояние направляющих, влияющих на точность работы;
— вращение шпинделя, отсутствие биения.
Найти для покупки легко через интернет, в котором множество площадок по продаже б/у агрегатов. Самая популярная из них — Avito, сайт бесплатных объявлений. Цена зависит от даты его производства, технического состояния и износа узлов, а также от конкретной модификации. Новые модели, например, 1М63М или 1М63Н, обладают большими возможностями и стоят дороже.
Отзывы
Несмотря на свой солидный возраст, станок продолжает пользоваться спросом. Его надежность ставится вне всяких сомнений. Технические характеристики позволяют реализовать большинство технологических запросов. Техническое обслуживание и необходимый ремонт проводятся легко в виду простоты устройства. Отмечается, что хотя ДИП-300 уступает по удобству и продуктивности современным аналогам, он может еще в течение десятилетий исправно выполнять свои функции.
Самое главное отмечаемое достоинство станка — это его цена. За сумму около 250 тысяч рублей можно получить агрегат по функционалу сравнимый с современными моделями, стоимость которых на порядок выше.
Похожие темы:
Вертикально-фрезерный станок 6Р13 по металлу
Сверлильный станок своими руками
Токарно-винторезный станок ИТ-1 М
Настольный токарно-винторезный станок ТВ-16
ОТКРЫТОЕ
АКЦИОНЕРНОЕ ОБЩЕСТВО «Нефтяная компания
«ЛУКОЙЛ»
Общество
с ограниченной ответственностью
«ЛУКОЙЛ
– Экоэнерго»
(ООО
«ЛУКОЙЛ-Экоэнерго»)
Краснополянская
гидроэлектростанция
(наименование)
УТВЕРЖДАЮ:
Заместитель
генерального директора –
Главный
инженер
ООО
«ЛУКОЙЛ-Экоэнерго»
__________В.Е.
Подсвиров
«____»
_______201_г
ИНСТРУКЦИЯ
№ 07.11
по
эксплуатации токарного станка тип
ДИП-200
Краснополянской
ГЭС
Срок
действия установлен:
с
«___»____________________ 201_ г.
по
«___»____________________201_г.
Срок
действия продлен:
с
«___»____________________ 20__г.
по
«___»_____________________ 20__г.
-
Краткая
техническая характеристика.
1.1.
Токарновинторезный универсальный
станок завода «Красный Пролетарий»,
1945г. выпуск, марки ДИП-200 предназначен
для токарной обработки деталей и
нарезания метрических, дюймовых и
модульных резьб.
1.2.
Число оборотов шпинделя от 12 до 600 об/мин.
переключается коробкой скоростей
находящейся в передней бабке станка.
Коробка скоростей имеет 18 ступеней
реверсивнофрикционную муфту.
|
1.3.
Максимальный
1.4.
Максимальная
1.5.
1.6.
1.7.
1.8. |
1мм 192 0,082 |
|
1,590 200 1000 36 |
|
|
1.9.
1.10.
1.11. |
-
Подготовка станка к работе, пуск, эксплуатация и остановка.
2.1.1.
До включения станка вход (в работу)
необходимо тщательно проверить его
исправность внешним осмотром,
прокручиванием рукояток суппорта
вручную, все рукоятки самоходов включить.
2.1.2.
Проверить наличие и уровень масла в
передней бабке (нормальный уровень
определяется по маслоуказателю внутри
коробки передач с левой стороны). Смазать
через масленки все подвижные узлы станка
и протереть излишек смазки.
2.1.3.
Протереть сухой тряпкой параллели
станины и суппорта, смазать свежим
маслом (автол, веретенное масло).
2.1.4.
Проверить наличие кожухов на ременной
передаче, заземляющего устройства
станка.
2.1.5.
Настроить станок на выполняющую работу:
—
установить на шпиндель токарный
(трехкулачный, четырехкулачный) патрон
соответствующий обрабатываемой детали.
—
установить, отцентровать и закрепить
деталь в патроне с пуском станка на
холостом ходу.
2.2.1.
Пук станка производится пусковой кнопкой
эл. двигателя, в нейтральном положении
рычага реверсивно-фрикционной муфты,
а за тем пробуют включать муфту.
2.2.2.
При чрезмерной или недостаточной
скорости (оборотов шпинделя) при помощи
2-х рукояток скоростей устанавливают
один из необходимых скоростей (600, 480,
380, 300, 240, 190, 150, 120, 96, 75, 60, 48, 38, 30, 24, 19, 15, 12
оборотов в минуту).
2.2.3.
Устанавливают, закрепляют необходимый
технологический инструмент в резцодержателе
и задней бабке при остановлении шпинделя.
2.2.4.
Осторожно, вручную манипулируя продольным
и поперечным суппортами, подводят резец
(инструмент) к вращающейся детали на
величину начальной стружки.
2.2.5.
Выключают ходовой валик или винт и
необходимую ступень передачи Нортона
№ 1, 2, 3, 4, 5, 6, 7, 8 в зависимости от выполняемой
работы и на малой подаче пробуют включить
самоход, величину стружки определяют
опытным путем в зависимости от чистоты
обрабатываемой детали, габаритов резца
и детали, величины подачи и глубины
резания. Ориентируются, дополнительно,
вибрацией детали в зависимости от
способа крепления и длины ее.
2.2.6.
Включение, а также остановки станка
производится без нагрузки с выведенным
резцом.
2.3.1.
Отключение станка производится кнопкой
«стоп» во всех случаях перестройки
работы на станке, смене детали, резца и
в аварийный случаях: поломки инструмента,
ненормальные шумы в коробках подач и
передач, остановка шпинделя, перемена
направления вращения производится
реверсной-фрикционной муфты.
2.3.2.
В конце прохода стружки самоход при
необходимости отключается, а резец
отводится на начало следующей стружки,
так как доведение размеров детали до
необходимых производится несколькими
технологическими приемами.
2.4.1.
Порядок нарезания резьб не отличается
от проточки детали. В зависимости от
типа нарезаемой резьбы и шага станок
настраивается в следующем порядке:
а)
рычагом типа резьбы устанавливается
на «метрическая» или «витворта»,
б)
рычаг Б переводится в положение II,
в)
рычаги А и В, а также Нортон устанавливают
на таблице резьб на t
– шаг нарезаемой резьбы,
г)
при нарезке левых резьб перестраивают
и «гитару» на левую резьбу,
д)
рукоятку тип работы суппорта устанавливаются
на нейтраль и включают гайку ходового
винта,
е)
при включении фракционной муфты
происходит продвижение резца с заданным
шагом за I
оборот шпинделя.
Ж)
при нарезании резьб шагом свыше 12 мм
рычаг мультипликатора устанавливают
на «увеличенный шаг».
2.5.
1. Во время работы необходимо постоянно
следить за исправной работой маслонасоса
через контрольное окно передней бабки
– должна литься контрольная струйка
масла толщиной 3-4 мм.
Токарно-винторезный станок ДИП-300 производился в СССР с 30-х по 80-е годы. Базами были Рязанский и Тбилисский заводы. Обозначение расшифровывается просто для того времени: «Догнать и перегнать». Модификация станка с обозначением 1М63 — одна из наиболее распространенных на территории СНГ. Токарные станки этой модели стали популярны благодаря своей надежности и простоте. На основе ДИП-300 позже был налажен выпуск станков с числовым программным управлением.
Содержание
- 1 Описание
- 2 Технические характеристики
- 2.1 Основные технические характеристики
- 3 Инструкция по эксплуатации
- 4 Элементы управления передней бабки
- 5 Электрооборудование
- 5.1 Схема электрическая
- 6 Видео
- 7 Как приобрести «Догнать и перегнать»?
- 7.1 Отзывы
Описание
Назначение ДИП-300 — работа с заготовками среднего и большого размера. На нем осваивается штучное и мелкосерийное производство отдельных деталей. На станке доступны следующие виды работ:
— точение, в том числе и по внутренней поверхности;
— точение коротких и длинных конусов;
— растачивание;
— сверление отверстий различного диаметра;
— нарезание резьб различного типа.
На фото можно посмотреть как выглядит ДИП-300 модификации 1М63.
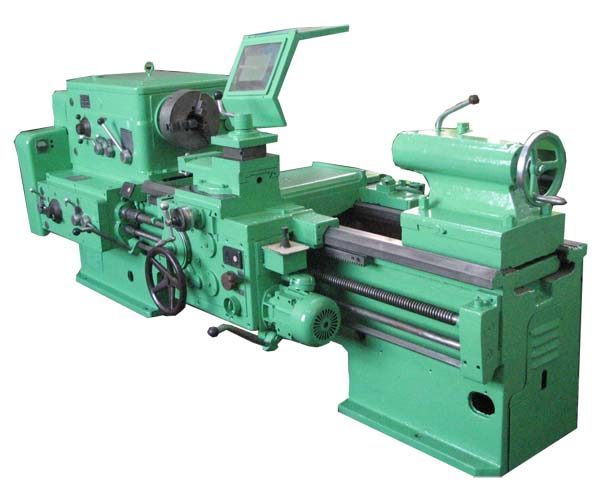
Общий вид ДИП-300
Среди преимуществ станка практически неограниченный срок службы, сохранение в течение эксплуатации точности и других параметров, технические возможности агрегата обеспечивают его многофункциональность.
Основные узлы станка согласно паспорту:
- Станина.
- Передняя бабка со шпинделем и ограждением патрона.
- Задняя бабка.
- Суппорт с резцедержателем.
- Электрооборудование.
- Система охлаждения.
- Заменяемые зубчатые колеса.
- Фартук.
- Коробка подач для обработки деталей сложных форм.
Технические характеристики
ДИП-300 относится к среднему типу станков с нормальной точностью обработки. Допуск по прямолинейности перемещения узлов — 10 мкм. Станина выполнена жесткой, с большой массой, шпиндель имеет высокие обороты, а значит, станок поддерживает режимы на высоких скоростях резания. Применяют твердосплавные резцы из быстрорежущей стали. Суппорт станка, благодаря отдельному электродвигателю и крестообразному механизму, может быстро перемещаться в продольной и поперечной плоскостях. Это позволяет осуществлять точение конусов.

Суппорт.
Основные технические характеристики
— наибольший габарит обрабатываемого объекта задается точкой установки: над выемкой — 900 мм, над станиной — 700 мм, над суппортом — 350 мм;
— расстояние от основания до центров — 315 мм;
— допустимая масса обрабатываемого объекта — 2 тонны;
— параметры станкового шпинделя: диаметр внутреннего отверстия — 70 мм, количество прямых скоростей вращения — 22, обратных соответственно 11, обороты на прямой скорости составляют от 10 до 1300 об/мин, на обратной скорости — от 18 до 1800 об/мин;
— параметры резьбовых работ: пределы для метрических резьб составляют от 1 до 192 мм при шаге 56, от 0,5 до 48 модулей при шаге 55 для модульных резьб, от 24 до 0,25 нитки на дюйм при шаге 33 для дюймовых резьб, от 96 до 7 питчей при шаге 52 для питчевых резьб;
— наибольшее смещение резцовых креплений — 220 мм;
— наибольшее смещение подачи: поперечное — 400 мм, продольное смещение суппорта — 1260 мм;
— скорость быстрых смещений: поперечных — 1,6 м/мин, продольных — 4,5 м/мин;
— наибольшее смещение пиноли задней бабки — 240 мм;
— перемещение пиноли за один оборот колеса — 6 мм;
— масса станка в сборе — от 4 тонн, за счет удлинения базы для обработки длинных деталей масса увеличивается до 12 тонн.
-Оборудован люнетами для обработки круглых деталей наружным диаметром от 25 до 160 мм. В зависимости от модификации люнеты выполнены подвижными или неподвижными.

Модификация станка с люнетами под длинные детали.
Инструкция по эксплуатации
Очень важно при эксплуатации следовать инструкциям. Нехитрые правила способствуют продолжительности жизни и исправному функционированию станка.
В целях соблюдения техники безопасности требуется:
— проверять технические средства безопасности: ограждение главного привода и сменяемых шестерен, вводной автомат включения и выключения, защитное устройство от стружки, кнопки «стоп» и отключающее устройство перемещения суппорта;
— обеспечить надежное закрепление обрабатываемой детали;
— в первый период после пуска не включать максимальную скорость вращения шпинделя;
— при обработке длинных деталей применять люнеты;
— реверс шпинделя производить только при полной остановке, зубчатые колеса передней бабки и коробки подач на ходу не переключать;
— не прикасаться руками к вращающимся частям и деталям, заправить одежду во избежание затягивания вращающимся деталями– ходовым валиком, ходовым винтом и другими частями.
Для получения заданной точности работы станка нужно правильно его установить. Монтаж должен быть осуществлен на бетонный пол с выравниванием по двум плоскостям при помощи уровней. После выверки фундаментные болты затягивают и заливают цементным раствором. Для улучшения устойчивости цементный раствор подливают под тумбы станины.
Всем стандартным размерам резьб соответствуют настройки, указанные на табличках передней бабки. Для нарезания нетабличных резьб необходимо использовать формулы настройки станка, приведенные в паспорте. Все схемы наладки и настройки суппорта с примерами расчета проточки конуса также указаны в паспорте.
Элементы управления передней бабки
В процессе эксплуатации ДИП-300 возникает необходимость в регулировании отдельных деталей и составных частей станка с целью восстановления их нормальной работы. Настройка осуществляется через:
— корректировку фрикционных муфт, расположенных в передней бабке;
— поправка положения подшипников шпинделя и задней бабки;
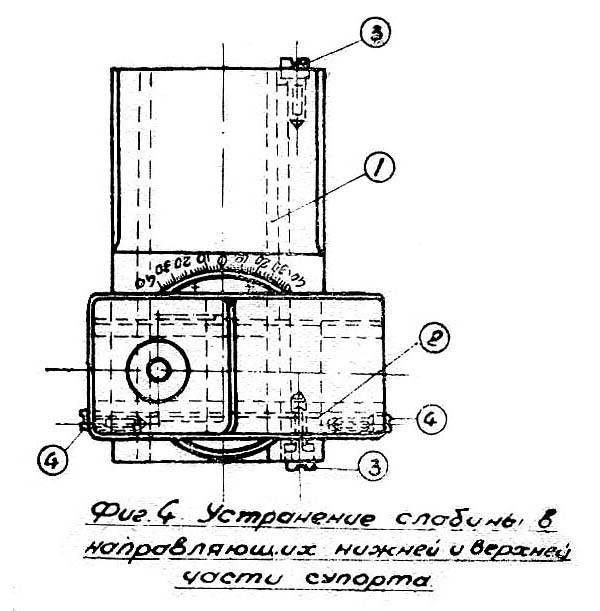
— настройка зазора в продольных и поперечных направляющих суппорта;
— выборка люфта винта поперечного смещения суппорта;
— выставление осей шпинделя и пиноли задней бабки;
— изменение параметров натяжения ремней основного привода.
Электрооборудование
Функционирование обеспечивает трехфазный электродвигатель главного привода типа А02-6I-4 СПУЗ, M101. Параметры двигателя: мощность 13 кВт при частоте вращения 1460 об/мин. Запуск электродвигателя производится при разъединении фрикциона по нажатию кнопки пуск на пульте каретки. Вращение на шпиндель передается фрикционом, который запускается рукояткой.
Быстрый ход каретки обеспечивает электродвигатель типа A02-2I-4 СПУЗ M30I. Параметры двигателя: мощность 1,1 кВт при частоте вращения 1400 об/мин. Перемещение каретки осуществляется посредством четырех электромагнитных муфт: две из них служат для продольного изменения положения каретки и две — для поперечного смещения суппорта.
В систему охлаждения включен насос с электродвигателем типа ПА-22(XI4-22М). Параметры двигателя: 0,12 кВт при частоте вращения 2800 об/мин. Насос обеспечивает подачу 22 л/мин. Запуск и остановка насоса производится через переключатель, установленный на фартуке станка.
В системе смазки используется шиберный насос марки С12-54, который обеспечивает подачу масла 8,2 л/мин.
Схема электрическая
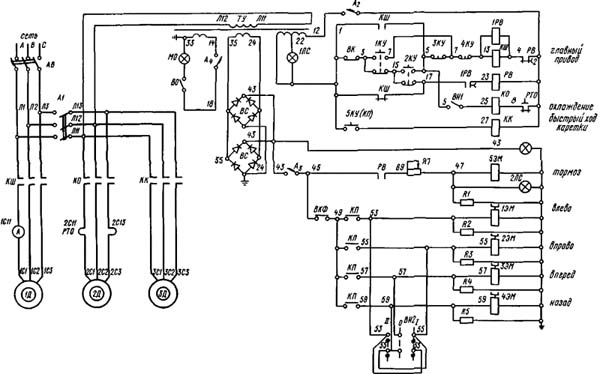
В станке предусмотрены аварийные защитные элементы. Тепловой электрический защищает от перегрузок электродвигателя. От усилий, возникающих при резании, страхуют фрикцион коробки подач и электромагнитные муфты фартука.
Видео
Как приобрести «Догнать и перегнать»?
ДИП-300 уже давно не производится. Новую модель купить сложно, доступны только бывшие в употреблении. Однако больше, чем за полстолетия, подобных станков было выпущено множество. Многие из них сохранились в отличном техническом состоянии, по другим был проведен капитальный ремонт. Благодаря простоте и надежности, восстановить такой агрегат достаточно просто, хотя и затратно.
Цена — первый показатель состояния ДИП-300. Стоимость работоспособной модификации начинается от 180 тысяч рублей. Всё, что стоит меньше этой суммы, либо находится в плохом состоянии, либо не функционирует и требует ремонта.
Преимуществом можно назвать то, что запчастей для станка на рынке очень много. К агрегату ДИП-300 подходят детали от последующих модификаций, а также от современных станков, которые выпускаются сегодня.
Если есть необходимые знания, навыки и соответствующее оборудование, выгоднее даже купить ДИП-300 под восстановление.
При покупке ДИП-300 обратите внимание на:
— состояние патрона, особенно кулачков, на надежность зажима;
— работоспособность системы смазки;
— состояние направляющих, влияющих на точность работы;
— вращение шпинделя, отсутствие биения.
Найти для покупки легко через интернет, в котором множество площадок по продаже б/у агрегатов. Самая популярная из них — Avito, сайт бесплатных объявлений. Цена зависит от даты его производства, технического состояния и износа узлов, а также от конкретной модификации. Новые модели, например, 1М63М или 1М63Н, обладают большими возможностями и стоят дороже.
Отзывы
Несмотря на свой солидный возраст, станок продолжает пользоваться спросом. Его надежность ставится вне всяких сомнений. Технические характеристики позволяют реализовать большинство технологических запросов. Техническое обслуживание и необходимый ремонт проводятся легко в виду простоты устройства. Отмечается, что хотя ДИП-300 уступает по удобству и продуктивности современным аналогам, он может еще в течение десятилетий исправно выполнять свои функции.
Самое главное отмечаемое достоинство станка — это его цена. За сумму около 250 тысяч рублей можно получить агрегат по функционалу сравнимый с современными моделями, стоимость которых на порядок выше.
Похожие темы:
Вертикально-фрезерный станок 6Р13 по металлу
Сверлильный станок своими руками
Токарно-винторезный станок ИТ-1 М
Настольный токарно-винторезный станок ТВ-16
Описание конструкции основных узлов токарно-винторезного станка 1М65
Станина
Станина является базовой сборочной единицей, на которой монтируются все остальные сборочные единицы и механизмы станка.
На верхней части станины расположены три призматические направляющие, из которых передняя и задняя являются базой каретки, а средняя — базой задней бабки.
Внутри станины имеются наклонные люки для отвода стружки и охлаждающей жидкости в сторону, противоположную рабочему месту.
Под левой головной частью станины имеются ниши, в одной из которых смонтирован электродвигатель главного привода, а в другой — электронасос охлаждения с резервуаром для охлаждающей жидкости. Корыто для сбора охлаждающей жидкости выполнено монолитным с корпусом станины.
В правой части станины на передней стенке смонтирован кронштейн со встроенными в него опорами ходового винта и ходового вала.
Для предотвращения провисания ходового винта и ходового вала в станке с РМЦ = 5000 мм имеются две подвески.
Бабка передняя
Шпиндельная бабка токарно-винторезного станка 1м65
Шпиндельная бабка токарно-винторезного станка 1м65
Бабка передняя устанавливается на левой головной части станины, фиксируется штифтами и крепится болтами.
В корпусе шпиндельной бабки смонтированы:
- электромагнитная муфта для торможения шпинделя
- шпиндельный узел
- звено увеличения шага в 8 раз
- механизм изменения направления перемещения каретки или нарезании резьб
- механизм настройки скоростей шпинделя
- вилки перемещения блоков шестрен
- рукоятки переключения и другой детали
- система смазки
- электрошкаф
Шпиндель смонтирован на трех опорах качения, из которых передняя и задняя регулируемые.
Бабка задняя
Бабка задняя перемещается по направляющим станины от редуктора ручного перемещения вращением валика.
В пиноль бабки встроен вращающийся шпиндель, у которого подшипники передней опоры регулируются с помощью гаек.
В шпинделе бабки задней имеется прорезь для лапок хвостового режущего инструмента.
Суппорт
Суппорт крестовой конструкции имеет продольное перемещение вместе с кареткой по направляющим станины, а поперечное по направляющим каретки.
Оба перемещения осуществляются механически при помощи крестового переключателя и вручную вращением маховика и рукоятки каретки.
Резцовые салазки, несущие четырехпозиционную резцедержку, перемещаются вручную и механически по направляющим поворотной части, которую можно повернуть вокруг оси на любой угол.
Каретка станков с устройством цифровой индикации снабжена преобразователем линейных перемещений, который соединяется с винтом поперечных перемещений с помощью сильфонной муфты.
Отсчет поперечного перемещения может осуществляться по лимбу и по табло УЦИ.
Фартук
Фартук станка выполнен закрытого типа со съемной передней крышкой. Движение суппортной группе передается механизмом фартука от ходового вала или ходового винта.
Благодаря наличию в фартуке четырех электромагнитных муфт управление механическим перемещением суппортной группы сосредоточено в одной рукоятке, причем направление включения рукоятки совпадает с направлением подачи.
Возможно включение быстрого хода суппорта в направлении наклона рукоятки управления.
Благодаря обгонной муфте, вмонтированной в фартук, включение быстрого хода возможно при включенной подаче. Электродвигатель ускоренного хода установлен на фартуке.
В фартуке смонтирован механизм предохранительной муфты, исключающий поломку станка при перегрузках.
Коробка подач
Коробка подач закрытого типа со съемной передней крышкой.
Механизм коробки подач позволяет получить первый ряд подач и все нарезаемые на станке резьбы, не прибегая к изменению настройки сменных шестерен.
Для получения второго ряда подач устанавливаются сменные колеса: a = 42, b = c = 126.
Комплектация станка
В состав станка входит патрон четырехкулачковый несамоцентрирующий диаметром 1000 мм.
Для обработки нежестких деталей станок снабжен двумя люнетами — подвижным и неподвижным.
Люнет подвижный крепится на каретке и поддерживает деталь непосредственно около резца. Диаметр охвата сухарями обеспечивается в пределах от 70 до 250 мм.
Люнет неподвижный устанавливается на направляющих станины в любом месте и закрепляется болтом, с помощью прихвата.
Он снабжен сухарями и роликами, которые устанавливаются в зависимости от условий обработки.
Диаметр охвата обрабатываемой детали в люнете неподвижном обеспечивается в пределах от 70 до 380 мм.
2 Особенности токарного станка и его ключевые достоинства
К главным преимуществам 1М63, обуславливающим его востребованность на протяжении не одного десятка лет, относят:
изготовление зубчатых силовых колес из легированных сталей (производится закалка металла и его шлифование);
температурную стабильность и устойчивость против вибрации станка (гарантия высокоточной обработки деталей);
высокую частоту вращения шпинделя в обратном направлении (в 1,3 раза больше, нежели в прямом), что снижает время, требуемое для нарезания резьбы;
ограждение патрона и области резки (имеющиеся механические и электрические блокировки обеспечивают безопасность эксплуатации агрегата);
станина имеет 2–ух-призменные направляющие, которые в комбинации с превосходным уровнем надежности прочих элементов конструкции дают гарантию на продолжительный срок службы станка (при этом, что важно, токарная установка сохраняет начальную точность выполнения технологических операций);
коробка подач агрегата оснащена электромагнитными муфтами (две штуки), которые позволяют без остановки работы осуществлять переключение (дистанционно) станка, при этом коробка характеризуется отличной жесткостью кинематической цепи;
достаточно простая регулировка фрикциона токарного станка ДИП 300 (немаловажный факт, если учесть, что установка активно используется небольшими фирмами с ограниченным штатом специалистов и ремонтников);
длинные конусы точатся одновременно с движением резцовых салазок и суппорта в продольном направлении.

Коробка подач агрегата представляет собой двухосную закрытую конструкцию. Настройка ее механизма подач выполняется при помощи рукояток, а также монтажом зубчатых сменных колес. Это дает возможность производить резку полного стандартного ряда модульных, метрических, питчевых и дюймовых резьб. А если ходовой винт включать напрямую, используя комплект специализированных колес, станок позволяет нарезать специальные и особо точные резьбы.
Отдельного описания заслуживает и суппорт рассматриваемой нами токарной установки, имеющий крестовое исполнение. Далее приводятся его основные характеристики:
- максимальная дистанция от кромки держателя резца до оси центров – 320 мм;
- число резцов в головке – 4;
- поперечное передвижение на оборот лимба – 5 мм, продольное – 300 мм;
- при передвижении (поперечном) на диаметр цена деления лимба составляет 0,05 мм;
- ускоренное передвижение суппорта – 1,6 м/мин (поперечный ход), 4,5 м/мин (продольный ход).

По направляющим каретки происходит поперечное перемещение суппорта, по направляющим станины – продольное. Передвижения могут быть как механическими (ускоренными и стандартными), так и ручными. Верхняя часть узла, на которой размещается резцовая головка (поворотная) тоже передвигается механически или вручную.
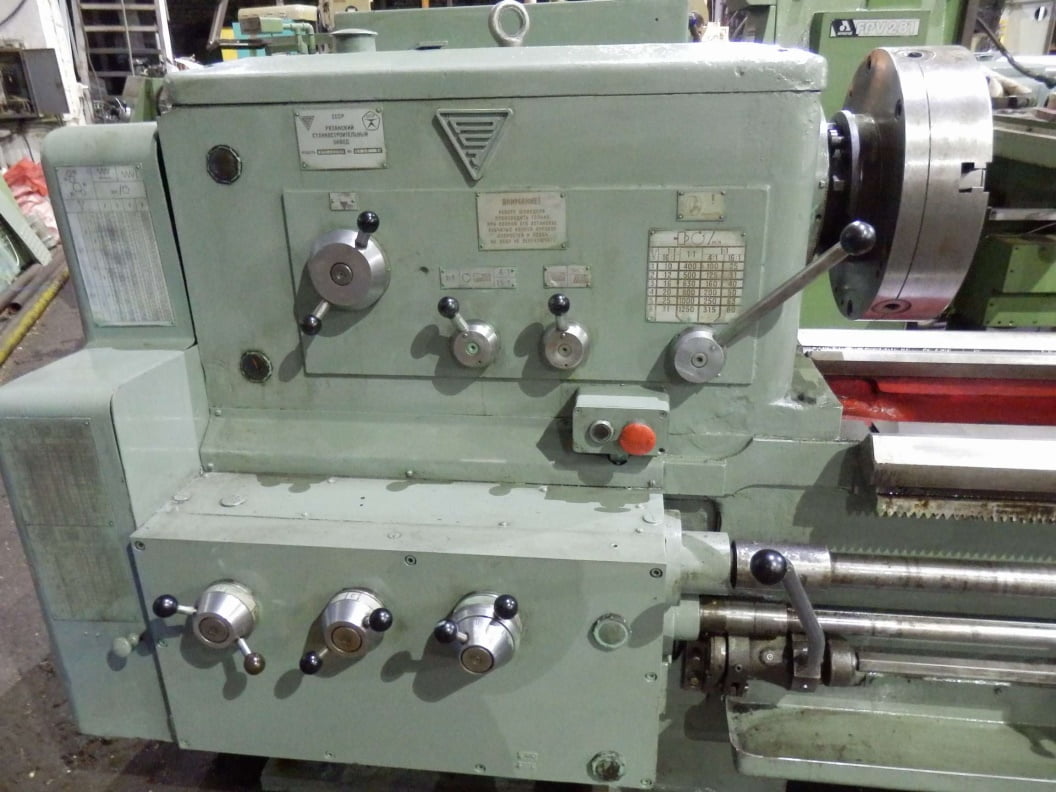
Управление токарно-винторезным станком ДИП-300 (1д63а)
Коробка скоростей
В зависимости от положения работающего пуск, остановка и перемена направления вращения шпинделя про изводится рукояткой 11 у передней бабки или рукояткой 17 у фартука. Эти рукоятки управляют двухсторонней фрикционной пластинчатой муфтой и тормозом, находящимися внутри коробки скоростей. Тормоз действует автоматически в среднем выключенном положении муфты, обеспечивая быструю остановку механизма коробки скоростей и шпинделя. При перестановке указанных рукояток в одно из крайних положений нужно, не торопясь, переводить их до среднего положения, а затем энергично ставить в нужное крайнее положение.
Рукоятки 1, 2 и 5 для изменения скорости вращения шпинделя нужно переставлять только на тихом ходу или при остановленном станке.
Коробка подач
Подачи и резьбы устанавливаются рукоятками 6(А), 7(В), 9(С) и переключателем конуса Нортон 8 согласно таблицы, находящейся на крышке коробки по дач. Включение ходового винта или ходового валика производится рукояткой 10(Д). Для непосредственной передачи вращения от гитары на ходовой винт, коробку подач выключают рукояткой 6(А), а рукоятку 7(В) ставят в среднее положение. Это бывает необходимо при нарезании резьб повышенной точности или со специальным шагом с помощью особого на бора сменных шестерен гитары. Переставлять рукоятки коробки подач можно только на тихом ходу.
Фартук и суппорт
Включение и выключение механизмов подачи суппорта производится рукояткой 14 падающего червяка, находящегося внутри фартука. Ручная подача суппорта осуществляется при помощи рукояток 18 и 20.
Автоматическое выключение продольной и поперечной подачи суппорта осуществляется при помощи механизма падающего червяка в момент перегрузки под действием большого усилия резания, или других сопротивлений (упор на станине) вдоль направления подачи. Этим механизмом станок предохраняется от поломки и создается возможность получения точных размеров изделия при работе по упору. Для этой цели предусмотрена передача вращения червяку и червячному колесу от валика червяка через сидящую на валике муфту, сцепляющуюся своими винтовыми выступами на горце с такими же выступами червяка под действием нажатия пружины. При увеличении сопротивления в системе передач суппорта и фартука, доходящего до величины, на которое не рассчитано отрегулированное нажатие пружины на муфту, валик червяка, продолжая вращаться, заставит муфту посредством винтовых выступов червяка отжиматься от него и сжимать пружину.
При этом движении муфты по валику она поворачивает рычаг с рукояткой 14, поддерживающий червяк в поднятом положении и зацепленным червячной шестерней; червяк па дает и выходит из зацепления с шестерней. Для включения подачи червяк вводится в зацепление с шестерней поднятием его с помощью рукоятки 14.
При закреплении резцедержательной головки суппорта рукояткой 19 необходимо следить, чтобы фиксирующий штифт входил в отверстие на нижней плоскости головки. Этот штифт вынимать не следует, так как при помощи его достигается правильная установка головки. Для закрепления суппорта на станине при поперечной обточке или обточке верхней части суппорта необходимо затянуть прижимную планку направляющих станины болтом с выступающей квадратной головкой на перед ней части каретки с правой стороны.
Задняя бабка
Поперечное перемещение корпуса задней бабки по мостику, необходимое при точении конусных изделий, осуществляется при помощи 2-х винтов 1 с передней и задней стороны в нижней части корпуса. После ослабления винта 2, прижимающего поперечную переднюю направляющую плоскость паза корпуса к выступу мостика, ослабляется винт с той стороны, куда нужно переместить бабку, и затягивается противоположный винт 1. Винт 2 после окончания установки снова затягивается. Установка центра бабки точно по центру шпинделя производится путем совмещения рисок на платиках «К», расположенных с задней стороны мостика и корпуса бабки. По отношению к мостику смещение бабки воз можно на 10 — 15 мм. Для перемещения пиноли задней бабки необходимо предварительно рукояткой 21 (см. схему управления) освобождать прижим, которым пиноль закрепляется при работе в центрах.
Упор, перестанавливаемый и закрепляемый на станине, предусмотрен для обточки изделия на определенную длину при продольном точении путем автоматического выключения подачи при соприкосновении с упором каретки. Упор устанавливается на направляющих станины в начале на — глаз и укрепляется винтом прихвата, а затем винтом регулировки производится точная установка.
Источник
Устройство токарного станка
Оборудование такого типа облегчает выполнение стандартных операций вроде точения, обработки конусов, создание резьбы разных видов. Они становятся доступны пользователям благодаря имеющимся приспособлениям.

Передняя бабка
Переднюю бабку крепят на одном из концов станины, расположенном слева. Одновременно эта же деталь выполняет функцию коробки скоростей по отношению к главному движению. Асинхронный электрический двигатель трёхфазного тока – главный источник движения для привода, передающий энергию по клинноременной передаче.
Есть шпиндель, к которому добавляют сквозное отверстие. По концам монтируются специальные конусы, происходит вращение внутри двух опор. Шпиндельной опорой становится двухрядный роликовый подшипник, с дополнением в виде роликов-конусов. Однорядный подшипник высокой точности сзади заслуживает отдельного рассмотрения. Две основные детали отвечают за предварительный натяг:
- Конические ролики.
- Пружины.
Переключение шестерни специальной рукояткой приводит к поддержанию реверса за счёт ходового винта, вала. Другие дополнительные рукоятки отвечают за управление механизмом подач, увеличение шагов во время основного рабочего процесса.

Суппорт
Назначение элемента – в том, чтобы фиксировать режущие конструкции. Отличается крестовидными формами. Допускает собственное перемещение по нескольким схемам:
- У несущей станины, вдоль направляющих оси.
- Перпендикулярно.
Перемещение предполагает применение ручного, либо механического способа, с активацией специального механизма.
Задняя бабка
2 планки и 4 болта становятся незаменимыми помощниками при креплении этой части конструкции. Несущие станины снабжены направляющими, выступающими местом монтажа. Четыре радиальных шарикоподшипника устанавливаются в мостик, что способствует более лёгкому движению по направляющим для бабки. При сверлении изделий из металла удалённость пиноли становится важным фактором. Для этого приступают к монтажу специального винтового лимба. Перемещение по оси пиноли имеет основу в виде маховика.

Коробка подач станка
Отличается закрытым видом устройства. Процесс подач отлаживают следующими действиями:
- Применение необходимых рычагов.
- Меняют шестерёнчатые механизмы с зубцами.
Облегчается создание нормального ряда резьбы по разным схемам. При обработке на станке деталей упрощается получение подачи с правильными характеристиками
Переход к прямому включению винта рекомендован, когда важно создать индивидуальную резьбу, для которой важна высокая точность

Гитара токарного станка
Основное назначение – передача крутящего движения. Источник – вал выхода у скоростной коробки, адресат – вал входа коробки подач. Сменные зубчатые колёса могут быть установлены в различной комбинации. Проще становится регулировать станок, когда создают разную резьбу.
Кинематическая схема
В левой тумбе станка обычно размещают главный электрический двигатель. Клиновые ремни участвуют в передаче движения к приводному шкиву первого вала коробки скоростей.
В устройстве есть несколько кинематических цепей, включающих муфты и валы. Зубчатые колёса и шпиндели тоже принимают непосредственное участие в процессе передачи энергии движения от одного элемента к другому. Паспорт это подтвердит.
Электрическая схема
Всего у винторезного станка этой группы есть четыре двигателя:
- Специальный насос. Подаёт жидкость, участвующую в смазке деталей. На него устанавливают специальный фильтр, делающий работу более удобной.
- Движок, благодаря которому каретка движется ускоренно.
- Силовой агрегат, относящийся к охлаждающей системе.
- Основной движок, степень вращения у которого доходит до 1750 оборотов в минуту.
Только при включенном фрикционе в устройстве будет запускаться основной двигатель, как говорит электросхема.
Разработкой токарного станка серии ДИП-300 занималось государственное предприятие «Рязанский станкостроительный завод». Но помимо него это оборудование изготавливалось на Тбилисском станкостроительном заводе. Станок марки ДИП-300 относится к серии 1М63.
Конструктивные компоненты станка
Модель характеризуется стандартной компоновкой элементов. Это обусловлено универсальностью оборудования и возможностью его применения на мелкосерийных производствах, а также специализированных ремонтных мастерских.
К особенностям оборудования можно отнести максимальный показатель устойчивости к вибрации. Станина изготовлена из чугуна, что не только повышает массу станка, но и благоприятным образом сказывается на времени безремонтной эксплуатации. Также в станине установлены две призменные направляющие. Благодаря им повышается точность выполнения операции.
Описание конструктивных элементов, установленных на станок ДИП-300:
- коробка скоростей. Она установлена в левой части станка и соединена с электродвигателем главной подачи с помощью клиноременной передачи. Характеризуется ступенчатым регулированием механизма главного движения. Активация быстрого обратного хода происходит с помощью фрикционной муфты;
- фартук. Он закрытого типа, передняя крышка снимается. Электромагнитные муфты облегчают управление, так как она находится на одной рукояти. Обгонная муфта дает возможность активировать ускоренный ход при включенной рабочей подаче;
- коробка передач. Представляет собой закрытый блок, внутри которого размещены две оси. На них устанавливаются зубчатые колеса. Для формирования точных и специальных резьб можно задействовать прямое включение ходового винта;
- суппорт. Имеет крестообразную форму. В продольном направлении смещается по направляющим станины, в поперечном — по каретке. Это можно осуществлять в механическом или ручном режиме.
Для обработки крупных деталей станок комплектуется подвижными и неподвижными лютенами. Благодаря им можно осуществлять точение заготовок диаметром от 20 до 150 мм. Также в конструкции есть продуманная система охлаждения. Бак находится в правой тумбе. С помощью циркуляционного насоса СОЖ подается в зону обработки заготовки.
Для повышения производительности в конструкции фартука ДИП-300 встроена система смазки. Масло подается по циркуляционной магистрали.
Технические характеристики
Станок серии ДИП-300 является последней моделью, которая изготавливалась без комплектации числовым программным управлением. Несмотря на этот недостаток, обучение персонала для работы на оборудовании упрощено. Главное — детально ознакомиться с техническими и эксплуатационными характеристиками станка.
Масса станка при полной комплектации составляет 4300 кг. Его габариты не превышают размеров 353*168*129 см. Поэтому при выборе места установки следует учитывать эти факторы. Обязательным условием является подготовка основания для монтажа, а также обеспечение свободного пространства для рабочего и механизмов подачи заготовки для установки на станок.
Токарно-винторезный станок ДИП-300 обладает следующими техническими характеристиками:
- максимально допустимый диаметр заготовок. Над станиной — до 63 см; над суппортом — до 35 см; над выемкой — 90 см;
- допустимая длина детали — до 140 см;
- масса изделия не должна превышать 2 тонн;
- частоты вращения шпинделя на головке при прямых оборотах — от 10 до 1250 об/мин. Для обратных это значение варьируется от 18 до 1800 об/мин;
- диаметр отверстия шпинделя — 70 мм;
- число скоростей. Для прямого входа — 22; обратного — 11;
- резцовые салазки перемещаются на расстояние до 22 см;
- количество подач одинаково для всех направлений и равно 44;
- смещение пиноли задней бабки составляет 24 см.
Для полноценной работы оборудования конструкции предусмотрено три электродвигателя. За главный привод отвечает силовая установка, мощность которой составляет 13 кВт. Для быстрых смещений применяется двигатель 1,1 кВт. Мощность насоса системы охлаждения равна 0,12 кВт. При выборе режима обработки следует учитывать, что значение тока электродвигателя напрямую зависит от подаваемого напряжения.
С примером выполнения восстановительных работ модели ДИП-300 можно ознакомиться из содержания видеоматериала:
stanokgid.ru
Технические характеристики токарного станка 1Н65
| Наименование параметра | ДИП-500(1д65) | 165 | 1м65 | 1н65 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н, П | Н, П |
| Наибольший диаметр обрабатываемой заготовки над станиной, мм | 1000 | 1000 | 1000 | 1000 |
| Наибольший диаметр обрабатываемой заготовки над суппортом, мм | 620 | 600 | 600 | 650 |
| Наибольшая длина заготовки (РМЦ), мм | 5000 | 2800, 5000 | 3000, 5000, 8000 | 1000, 3000, 5000 |
| Высота устанавливаемого резца, мм | 45 х 45 | 50 | ||
| Наибольшая масса заготовки в центрах, кг | 5000 | 5000 | 5000 | |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 100 | 85 | 85 | 128 |
| Наибольший диаметр зажимаемого прутка, мм | 80 | 80 | 120 | |
| Наибольший крутящий момент на шпинделе, кН/м | 9,5 | |||
| Число ступеней частот прямого вращения шпинделя | 12 | 24 | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 4,25..192 | 5…500 | 5…500 | 5…500 |
| Размер внутреннего конуса в шпинделе | КМ 6 | 100, 1:20 | 100, 1:20 | 100, 1:20 |
| Конец шпинделя по ГОСТ 12595-72 | 1-15М | 1-15М | 2-15М | |
| Диаметр стандартного патрона, мм | 1000 | |||
| Торможение шпинделя | есть | есть | есть | есть |
| Подачи | ||||
| Наибольшее продольное перемещение суппорта РМЦ=3000, мм | 2520 | 2710 | 700, 2700, 4500 | |
| Наибольшее поперечное перемещение суппорта, мм | 600 | 600 | 600 | |
| Цена деления лимба при продольном перемещении, мм | нет | 0,1 | 0,1 | 0,1 |
| Цена деления лимба при поперечном перемещении, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Наибольшее продольное перемещение на оборот лимба, мм | 10 | 50 | 50 | 50 |
| Наибольшее поперечное перемещение на оборот лимба, мм | 12 | 6 | 6 | 6 |
| Число ступеней продольных подач | 32 | 32 | 40 | |
| Пределы продольных подач, мм/об | 0,225..3,15 | 0,20..3,05 | 0,20..3,05 | 0,05..3,05 |
| Пределы поперечных подач, мм/об | 0,114..1,6 | 0,07..1,04 | 0,07..1,04 | 0,017..1,04 |
| Наибольшее продольное усилие резания Pz, кН | 12 | 12 | 41 | |
| Наибольшее поперечное усилие резания Pх, кН | 780 | 780 | ||
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 2,16 | 3 | 3 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 0,735 | 1 | 1 |
| Количество нарезаемых резьб метрических | 22 | 44 | ||
| Пределы шагов нарезаемых резьб метрических, мм | 1..14 | 1…120 | 1…120 | 1…120 |
| Количество нарезаемых резьб дюймовых | 36 | 31 | ||
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | 2..28 | 28…¼ | 28…¼ | 28…¼ |
| Количество нарезаемых резьб модульных | 13 | 37 | ||
| Пределы шагов нарезаемых резьб модульных, модуль | 0,25..3,5 | 0,5…30 | 1…120 | 0,5…30 |
| Количество нарезаемых резьб питчевых | нет | нет | нет | нет |
| Выключающие упоры продольные | нет | нет | ||
| Выключающие упоры поперечные | нет | нет | ||
| Резцовые салазки (верхний суппорт) | ||||
| Наибольшее перемещение резцовых салазок, мм | 240 | 240 | 240 | |
| Цена деления лимба перемещения резцовых салазок, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Число ступеней подач | 40 | |||
| Пределы продольных подач, мм/об | 0,017..1,04 | |||
| Скорость быстрых перемещений, мм/мин | 1 | |||
| Наибольший угол поворота, град | ±90° | |||
| Цена одного деления угла поворота, град | 1° | |||
| Задняя бабка | ||||
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 5 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 300 | 300 | 300 | |
| Наибольшее перемещение пиноли с установленным инструментом, мм | 280 | |||
| Диаметр пиноли, мм | 120 | |||
| Наибольшее перемещение бабки в поперечном направлении, мм | ±30 | ±15 | ||
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 3 | 4 | 3 |
| Электродвигатель главного привода, кВт | 17 | 22 | 22 | 22 |
| Электродвигатель быстрого хода суппорта, кВт | нет | 1,5 | 1,5 | 1,5 |
| Привод насоса смазки | Встроен | С12-54 | ||
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | 0,12 | |
| Суммарная мощность всех электродвигателей, кВт | 23,62 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) РМЦ=2800,3000, мм | 8000 х 1700 х 1620 | 5825 х 2100 х 1760 | 6140 х 2200 х 1760 | 4100..8180 х 2200 х 1770 |
| Масса станка РМЦ=3000, кг | 11500 | 12500 | 12800 | 9850..15750 |
Список литературы
Станок токарно-винторезный 1Н65. Руководство по эксплуатации 1Н65.00.000 РЭ, 1991 Станок токарно-винторезный 1Н65-6, 1Н65-8. Руководство по эксплуатации электрооборудования 1Н65-6.00.000 РЭ1, 2003 Станок токарно-винторезный 1Н65_5, 1Н65-6, 1Н65-8. Руководство по эксплуатации электрооборудования 1Н65-6.00.000 РЭ1, 1995
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Инструкция по эксплуатации
Паспорт оборудования содержит полный перечень правил работы со станком 1м63. Кратко можно упомянуть:
- к работе не допускается персонал, не имеющий достаточной квалификации, не ознакомленный с документацией к оборудованию, не прошедший инструктажи по технике безопасности;
- перед началом работы обязательно проводится проверка ограждений, сменных шестерен, автоматов включения, блокировки выброса стружки, выключателей подачи;
- делать в суппорте должна надежно фиксироваться;
- при работе с длинными заготовками — применение люнетов обязательно;
- непосредственно после пуска и в течение некоторого времени — не переключать коробку скоростей в режим максимальных оборотов шпинделя;
- переключать направление вращения шпинделя следует только в состоянии полного его останова;
- не допускается переключать режимы колес передней бабки, работы коробки подач на ходу.
Необходимо соблюдать общие правила безопасности. Спецодежда, кроме брюк, спецовки с длинным рукавом и плотно застегиваемыми манжетами — должна включать защитные очки и берет. Во время работы нельзя прикасаться к движущимся деталям, следить, чтобы одежда была тщательно заправлена, не рекомендуется близко наклоняться к рабочей зоне.
Все параметры обработки должны настраиваться до пуска станка согласно инструкциям к оборудованию. Активация главного привода должна производиться после установки резца в начальную позицию. По окончании работ – нужно очистить поверхности станка от остатков охлаждающей жидкости, грязи, удалить стружку.
Страны бывшего Советского Союза создали широкий спрос на эти модели. Обработка заготовок разных диаметров – предназначение токарного станка ДИП300. Токарную установку отправляли и на экспорт. Неприхотливость, надёжность в использовании – главные отличия от конкурентов.
За выпуск разработки отвечал станкостроительный завод из Рязани. Станок отличается поддержкой самых современных технологий, доступных для того времени. Характерно улучшение электрической, кинематической схем, расширение функций. Новые характеристики позволили оборудованию сохранить актуальность до настоящего времени.
Устройство обладает такими базовыми характеристиками со времён СССР:
- Обработку проводят для заготовок не больше 2-тонной массы.
- 1400 миллиметров – предел по длине.
- 315 миллиметров – высота центров у станка.
- 350 миллиметров – диаметр заготовки, максимально допустимый при установке над суппортом.

- Над станиной тот же параметр составляет уже 630 миллиметров.
- Н – обозначение класса точности.
- Порядка 4,3 веса у самого токарного станка.
- В сантиметрах оборудование имеет такие габариты: 129 на 168 на 353.
13 кВТ – общая мощность двигателя для установки со шпинделем. Всего поддерживается 11 обратных скоростей, и 22 – прямых.
Управляющий пульт снабжается несколькими кнопками, благодаря которым регулировка рабочих параметров упрощается.
Устройство токарного станка
Оборудование такого типа облегчает выполнение стандартных операций вроде точения, обработки конусов, создание резьбы разных видов. Они становятся доступны пользователям благодаря имеющимся приспособлениям.

Передняя бабка
Переднюю бабку крепят на одном из концов станины, расположенном слева. Одновременно эта же деталь выполняет функцию коробки скоростей по отношению к главному движению. Асинхронный электрический двигатель трёхфазного тока – главный источник движения для привода, передающий энергию по клинноременной передаче.
Есть шпиндель, к которому добавляют сквозное отверстие. По концам монтируются специальные конусы, происходит вращение внутри двух опор. Шпиндельной опорой становится двухрядный роликовый подшипник, с дополнением в виде роликов-конусов. Однорядный подшипник высокой точности сзади заслуживает отдельного рассмотрения. Две основные детали отвечают за предварительный натяг:
- Конические ролики.
- Пружины.
Технические характеристики токарного станка модели 165
Переключение шестерни специальной рукояткой приводит к поддержанию реверса за счёт ходового винта, вала. Другие дополнительные рукоятки отвечают за управление механизмом подач, увеличение шагов во время основного рабочего процесса.

Суппорт
Назначение элемента – в том, чтобы фиксировать режущие конструкции. Отличается крестовидными формами. Допускает собственное перемещение по нескольким схемам:
- У несущей станины, вдоль направляющих оси.
- Перпендикулярно.
Перемещение предполагает применение ручного, либо механического способа, с активацией специального механизма.

2 планки и 4 болта становятся незаменимыми помощниками при креплении этой части конструкции. Несущие станины снабжены направляющими, выступающими местом монтажа.
Четыре радиальных шарикоподшипника устанавливаются в мостик, что способствует более лёгкому движению по направляющим для бабки. При сверлении изделий из металла удалённость пиноли становится важным фактором.
Для этого приступают к монтажу специального винтового лимба. Перемещение по оси пиноли имеет основу в виде маховика.

Коробка подач станка
Отличается закрытым видом устройства. Процесс подач отлаживают следующими действиями:
- Применение необходимых рычагов.
- Меняют шестерёнчатые механизмы с зубцами.
Облегчается создание нормального ряда резьбы по разным схемам. При обработке на станке деталей упрощается получение подачи с правильными характеристиками. Переход к прямому включению винта рекомендован, когда важно создать индивидуальную резьбу, для которой важна высокая точность.

Гитара токарного станка
Основное назначение – передача крутящего движения. Источник – вал выхода у скоростной коробки, адресат – вал входа коробки подач. Сменные зубчатые колёса могут быть установлены в различной комбинации. Проще становится регулировать станок, когда создают разную резьбу.

Кинематическая схема
В левой тумбе станка обычно размещают главный электрический двигатель. Клиновые ремни участвуют в передаче движения к приводному шкиву первого вала коробки скоростей.
В устройстве есть несколько кинематических цепей, включающих муфты и валы. Зубчатые колёса и шпиндели тоже принимают непосредственное участие в процессе передачи энергии движения от одного элемента к другому. Паспорт это подтвердит.
Технические характеристики токарного станка 1в62г, схемы

Электрическая схема
Всего у винторезного станка этой группы есть четыре двигателя:
- Специальный насос. Подаёт жидкость, участвующую в смазке деталей. На него устанавливают специальный фильтр, делающий работу более удобной.
- Движок, благодаря которому каретка движется ускоренно.
- Силовой агрегат, относящийся к охлаждающей системе.
- Основной движок, степень вращения у которого доходит до 1750 оборотов в минуту.
Только при включенном фрикционе в устройстве будет запускаться основной двигатель, как говорит электросхема.

Комплектация станка
В любой станок входят следующие компоненты:
- Защитный кожух.
- Коробка подач.
- Электрический двигатель.
- Станина.
- Задняя бабка.

- Передняя бабка.
- Дополнительные ограждения.
- Оборудование электрической группы.
- Суппорт.
- Фартук.
- Шестерни, допускающие замену.
Сопроводительная документация включает паспорт вместе с инструкцией по эксплуатации. Там написано, как управлять отдельными функциями, поддерживаемыми у оборудования.
Преимущества и недостатки станка 1М63
Сложные и округлые металлические поверхности – вот для обработки чего создавался данный вид оборудования. Именно при выполнении такой работы оно проявляет свои лучшие качества. Безопасная работа на станке гарантирована благодаря специальным ограждениям, другим подобным защитным элементам. Устройство отличается температурной устойчивостью и жёсткостью, виброустойчивостью, надёжностью.
К недостаткам относят серьёзный вес установки, проблемы с поиском некоторых деталей.
Подключение и безопасность при работе с оборудованием
Любые станки требуют предварительных проверок перед началом эксплуатации. Загромождённый рабочий стол с лишними деталями исключён. Действие основного привода начинается после использования кнопки запуска у блока подач. На панели приборов каретки – ещё одна кнопка, дополнительная. Главное, чтобы фрикцион по большей части оставался в выключенном положении.
Если прибор повреждён – его обязательно направляют на восстановительные работы. Техническая документация тоже поставляется в сервис, чтобы не возникло проблем с поиском запасных деталей.
Вывод
Высокий спрос привёл к тому, что на основе этой модели было создано большое количество модификаций. Потому токарный агрегат и стал таким важным. Ежедневно эти установки обрабатывают большое количество заготовок, продолжая трудиться на различных предприятиях.
Источник: https://VseOChpu.ru/tokarnyj-stanok-dip300/
Токарный станок ДИП-300 технические характеристики
Первоначальная версия токарно-винторезного станка ДИП-300 была разработана еще в 1932 году. Главным его предназначением в то время была обработка деревянных заготовок, немного позднее обновленную модификацию можно было уже использовать для обработки металлических изделий.
Следует отметить, что высокие темпы развития машиностроительной отрасли в послереволюционный период, обусловленные стремительным техническим прогрессом в Европе, привели к изобретению уникального на то время станка, который опередил по всем техническим характеристикам образцы западных аналогов подобного типа.
Сокращенное название расшифровывается довольно просто: «Догнать и перегнать». Количественные показатели, используемые в маркировке названия, характеризуют параметры высоты центров.
Отличные технические характеристики позволили к 1940 году именно этим моделям ДИП-300 и ДИП-500 получить широкое распространение в большинстве производственных цехов по всей территории страны.
Общий вид ДИП-300 Токарно-винторезный станок ДИП-300 ДИП-300
Станки, произведенные на Рязанском станкостроительном заводе, серии ДИП-300, по мере модернизаций получили маркировку 1М63.
Технические характеристики
Токарно-винторезный станок ДИП-300 принадлежит к группе средних токарных станков, точность обработки которого соответствует классу «Н», что означает «нормальная точность», т.е. допускаемая величина прямолинейности движения узлов составляет не более 10 мкм.
Максимальное допустимое значение диаметра обрабатываемой заготовки над станиной не может превышать 63 см, над суппортом – 35 см. Максимальный вес детали, подвергаемой обработке – до 2000 кг. Оборудование оснащено тремя электродвигателями.
Возможное продольное направление передвижения суппорта осуществляется на максимальную длину в 136 см, поперечное перемещение ограничивается расстоянием в 40 см. Общая масса составляет 4400 кг.

Скачать паспорт ДИП-300
Назначение и применение
Использование сверхпрочных резцов, произведенных из быстрорежущей стали делало данный токарный станок идеальным для резания заготовок из цветных и черных металлов.
Автоматическое передвижение станины обеспечивает возможность сверхточной обработки внутренних и внешних поверхностей, деталей конусообразной формы разной длины.
Токарный станок разработан специально для профессиональной работы с торцевыми поверхностями заготовок различных форм, таких как цилиндр и конус.
Основные узлы
- Токарно-винторезный станок состоит из следующих основных компонентов: Электродвигатель; Станина; Сменные шестерни; Передняя и задняя бабки; Ограждения патрона;
- Суппорт (характерной особенностью является возможность перемещения как в продольном, так и поперечном направлении);
- Коробка подач (используется при точении заготовок с формой разной степенью сложности, нарезания различных типов резьбы); Защитный кожух.







Особенности и преимущества
Токарный станок ДИП-300 отличается длительным сроком службы. Во время продолжительной эксплуатации оборудование сохраняет изначальную точность при выполнении всех технологических операций.
Надежная конструкция шпинделя и каретки токарно-винторезного станка ДИП-300 при наличии жесткой станины обеспечивают высокую точность выполненных работ.
На высоких скоростях производится внешнее и внутреннее точение, растачивание, точение конусов, а также нарезание резьбы разных видов: дюймовая, метрическая, модульная и питчевая.
Модель позволяет осуществлять многопрофильную токарную работу с изделиями средних и больших размеров в условиях мелкосерийного производства при машиностроительных заводах и цехах.
Источник: https://stroyew.ru/turning-lathe-machine-specifications.html
Дип 300 – универсальный и надежный токарно-винторезный станок
163 серия токарно-винторезных агрегатов считалась одной из самых распространенных на территории Советского Союза.
Именно с помощью станков, относившихся к этой серии, многочисленные предприятия СССР обрабатывали большие и средние по размерам детали, когда речь шла о мелкосерийном и единичном производстве.

- Рекомендуем ознакомиться
- Жесткая станина 1М63, надежные конструкции шпинделя и каретки, а также высокие технические параметры установки дают возможность выполнять на высоких скоростях такие операции, как растачивание, точение конусов, сверление и нарезание дюймовых, метрических, питчевых и модульных резьб, наружное и внутреннее точение.

На станке используются сверхпрочные резцы, изготовленные из быстрорежущей стали, которые идеальны для резки заготовок из цветных и черных металлов. Также нередко применяются и резцы с твердосплавными пластинами.
На станке допускается обработка длинных конусов, так как его станина в верхней части агрегата может перемещаться механически.
А индивидуальный электрический двигатель обеспечивает суппорту быстрое поперечное и продольное перемещение.

К основным теххарактеристикам описываемого токарного агрегата относят следующие показатели:
- максимальный диаметр детали: над выемкой – 900 мм, над станиной – 700 мм, над суппортом – 350 мм;
- высота центров – 315 мм;
- максимальный вес заготовки, которую можно обрабатывать – 2000 кг;
- шпиндель: сечение отверстия в нем – 70 мм, число обратных и прямых скоростей – 11 и 22, частота вращения обратных и прямых скоростей – от 18 до 1800 об/мин и от 10 до 1250 об/мин, мощность привода основного движения – 13 кВт;
- пределы/число шагов: 1–192 мм/56 для метрических резьб, 0,5–48/55 для модульных резьб, 24–0,25/33 для дюймовых резьб (пределы указаны в нитках на дюйм), 96–7/52 для питчевых резьб (диаметральный питч);
- максимальное передвижение салазок (резцовых) – 220 мм;
- максимальное передвижение подачи: поперечное – 400 мм, продольное – 1260 мм;
- мощность электрических двигателей (их смонтировано три штуки): 0,12 кВт (насос СОЖ), 1,1 кВт (двигатель быстрых передвижений), 13 кВт (главный двигатель);
- скорость передвижений (быстрых): поперечных – 1,6 м/мин, продольных – 4,5 м/мин;
- максимальное передвижение пиноли задней бабки – 240 мм;
- вес агрегата – 4300 кг.
К главным преимуществам 1М63, обуславливающим его востребованность на протяжении не одного десятка лет, относят:
- изготовление зубчатых силовых колес из легированных сталей (производится закалка металла и его шлифование);
- температурную стабильность и устойчивость против вибрации станка (гарантия высокоточной обработки деталей);
- высокую частоту вращения шпинделя в обратном направлении (в 1,3 раза больше, нежели в прямом), что снижает время, требуемое для нарезания резьбы;
- ограждение патрона и области резки (имеющиеся механические и электрические блокировки обеспечивают безопасность эксплуатации агрегата);
- станина имеет 2–ух-призменные направляющие, которые в комбинации с превосходным уровнем надежности прочих элементов конструкции дают гарантию на продолжительный срок службы станка (при этом, что важно, токарная установка сохраняет начальную точность выполнения технологических операций);
- коробка подач агрегата оснащена электромагнитными муфтами (две штуки), которые позволяют без остановки работы осуществлять переключение (дистанционно) станка, при этом коробка характеризуется отличной жесткостью кинематической цепи;
- достаточно простая регулировка фрикциона токарного станка ДИП 300 (немаловажный факт, если учесть, что установка активно используется небольшими фирмами с ограниченным штатом специалистов и ремонтников);
- длинные конусы точатся одновременно с движением резцовых салазок и суппорта в продольном направлении.

Коробка подач агрегата представляет собой двухосную закрытую конструкцию. Настройка ее механизма подач выполняется при помощи рукояток, а также монтажом зубчатых сменных колес.
Это дает возможность производить резку полного стандартного ряда модульных, метрических, питчевых и дюймовых резьб.
А если ходовой винт включать напрямую, используя комплект специализированных колес, станок позволяет нарезать специальные и особо точные резьбы.
Отдельного описания заслуживает и суппорт рассматриваемой нами токарной установки, имеющий крестовое исполнение. Далее приводятся его основные характеристики:
- максимальная дистанция от кромки держателя резца до оси центров – 320 мм;
- число резцов в головке – 4;
- поперечное передвижение на оборот лимба – 5 мм, продольное – 300 мм;
- при передвижении (поперечном) на диаметр цена деления лимба составляет 0,05 мм;
- ускоренное передвижение суппорта – 1,6 м/мин (поперечный ход), 4,5 м/мин (продольный ход).

По направляющим каретки происходит поперечное перемещение суппорта, по направляющим станины – продольное. Передвижения могут быть как механическими (ускоренными и стандартными), так и ручными. Верхняя часть узла, на которой размещается резцовая головка (поворотная) тоже передвигается механически или вручную.
Данный узел агрегата крепится к станине, а именно к его головной левой части. Движение от двигателя передается на приводной шкив посредством клиноременной передачи. Коробка скоростей обеспечивает ступенчатое регулирование устройства основного движения 1М63. Шкив, вращаясь, инициирует перемещение множества шестерен в коробке скоростей.
Переключая последовательно шестерни, добиваются различных скоростей вращения шпинделя (всего их 24). Ощутимое снижение шума от работы агрегата и максимальная эффективность его функционирования отмечается при высоких скоростях (к ним относят первые шесть). Это обусловлено тем, что их вал передает прямо на шпиндель.

Коробка скоростей располагает специальными устройствами, которые позволяют увеличить в 4 либо 16 раз шаг резьбы, а также реверсировать перемещение суппорта.
Конкретные частоты шпинделя устанавливаются с помощью рукояток передвижением по валам колес (зубчатых), которые выпускаются из термообработанной высококачественной стали.
Зубчатые колеса закреплены на вращающихся в роликовых и шариковых подшипниках валиках.
Сам шпиндель является пустотелым (он также сделан из качественных марок сталей). Передней его опорой выступает регулируемый двухрядный радиальный подшипник роликового типа (непосредственно ролики имеют цилиндрическую форму). Функцию задней опоры выполняет шарикоподшипник радиально-упорного вида, который принимает нагрузку на шпиндель.

Чтобы запустить шпиндель, включить обратный ход, остановить механизм, необходимо при помощи рукоятки ввести в действие пластинчатую фрикционную муфту. А торможение шпинделя происходит в автоматическом режиме тогда, когда оператор станка электромагнитной муфтой отключает пластинчатую муфту.
Источник: http://tutmet.ru/tehnicheskie-harakteristiki-tokarnogo-stanka-dip-300.html
Токарно-винторезный станок ДИП 300 | Технические характеристики

Токарно-винторезный станок ДИП 300 — это старая модификация более современного станка модели 1М63 — одного из самых распространённых на территории бывшего СССР станка, позволяющего производить токарную обработку деталей средних и больших размеров. Токарно-винторезные станки модели ДИП 300 зарекомендовали себя как надёжные и неприхотливые, не требующие повышенного внимания.
История
Токарно-винторезный станок ДИП-300 впервые был изготовлен достаточно давно – в 1932 году. Это был первый токарный станок с коробкой управления скоростями, который назвали «ДИП».
Именно эта модель дала начало массовому производству токарных станков различными станкостроительными предприятиями.
Токари со стажем помнят эти модели станков, которые ценились за их надежность и удобство.
Обозначение токарно-винторезного станка ДИП 300
Буквенно-цифирный индекс токарно-винторезного станка ДИП 300 обозначает следующее: ДИП — «Догоним и перегоним» — лозунг советского станкостроения послереволюционного периода, ставший названием целой линейки станков. Цифра 300 – высота центров (315 мм).
Назначение
Токарно-винторезный станок ДИП 300 по предназначен для обработки цилиндрических, конических и сложных поверхностей — как внутренних, так и наружных, а так же для нарезания резьбы. Для обработки торцовых поверхностей заготовок применяются разнообразные резцы, развертки, сверла, зенкеры, а так же плашки и метчики.
| Технические характеристики станка ДИП 300 | Параметры |
| Наибольший диаметр заготовки, устанавливаемой над станиной, мм | 700 |
| Диаметр обработки над станиной, мм | 630 |
| Диаметр обработки над суппортом, мм | 350 |
| Расстояние между центрам | 750 — 10 000 |
| Наибольшая длина детали, устанавливаемой в выемке станины, мм | 900 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Фланцевой конец шпинделя по DIN | 11М |
| Количество ступеней частот вращения шпинделя | 22 |
| Пределы частот вращения шпинделя, об/мин | 10 — 1 250 |
| Ускоренное продольное перемещение суппорта, м/мин | 5,2 |
| Ускоренное поперечное перемещение суппорта, м/мин | 2 |
| Мощность электродвигателя главного привода | 15 кВт |
| Наибольший вес обрабатываемой детали в центрах, кг | 3 500 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 950 — 12 470 х 1 780 х 1 550 |
| Масса станка, кг | 4 200 — 13 200 |
Новый токарно-винторезный станок ДИП 300
Сейчас вместо токарно-винторезного станка ДИП 300 выпускается станок 1М63 в следующей комплектации.
Современные аналоги
В нашем каталоге токарных станков представлены токарно-винторезные станки TRENS производства Словакии. Обладая современной конструкцией и лучшими немецкими комплектующими в сочетании с относительно невысокой для такого уровня станков ценой, токарно-винторезные станки TRENS являются одним из лучших предложений по соотношению цена / качество.
Токарно-винторезный станок ДИП 300 — прямые аналоги
Комплектация, характеристики
Узнать цену, дополнительную информацию о токарно-винторезных станках TRENS, характеристики токарных станков, или открыть заказ Вы можете, позвонив нам по телефону в Москве: +7 (499) 944-48-80, или по телефону в городе Ярославле: +7 (4852) 45-55-00. Также Вы можете отправить нам Вашу заявку по электронной почте на адрес: info@novator-grp.ru Мы с удовольствием поможем Вам с подбором необходимого оборудования!

Токарно-винторезный станок ДИП 300
Источник: http://www.novator-grp.ru/rus/stanki-ussr/dip300
Токарный станок 1М63 (ДИП-300)
Сегодня можно приобрести токарный станок, олицетворяющий ушедшую эпоху.
Разработанный еще в 1932 году, ДИП-300, сегодня известный как модель для работы по металлу 1 м 63, пользуется огромной популярностью в небольших компаниях, а также цехах предприятий, осуществляющих мелкосерийное производство.
Понять, почему ДИП-300 олицетворяет самый яркий период развития СССР — несложно: аббревиатура его названия расшифровывается как «догоним и перегоним».
Назначение и применение
Станок 1м63 хорошо известен профессионалам, которые заняты обработкой металлических заготовок. Параметры точения, а также другие характеристики устройства выглядят привлекательно, особенно если рассматривать их в узкой сфере применения.
Модель 1м63, ДИП-300 и их модификации предназначена для производства режущих операций, обработки заготовок из цветных, черных металлов, сплавов с широкой градацией твердости.
Данное устройство распространено, его можно встретить практически на каждом машиностроительном предприятии.
Сегодня варианты использования данного оборудования дополнились частными мастерскими и индивидуальными предпринимателями.
Станок 1м63 изначально ориентирован на мелкосерийное производство. Качество обработки, которое обеспечивают технические данные агрегата — позволяет с высокой точностью изготавливать на нем уникальные единичные изделия. Модель имеет надежный шпиндель, каретку, в конструкции применены классические подходы и компоновка для обеспечения общей прочности и вибрационной устойчивости.
При помощи 1м63 можно проводить следующие работы:
- обработку, точение конусов;
- расточку;
- нарезание резьб метрических, питчевых, дюймовых и модульных, как механическим способом (резцом), так и метчиком, плашкой;
- сверловку;
- накатку сетчатых рифлений;
- обработку как внутренних, так и наружных поверхностей заготовки.
В качестве обрабатывающего инструмента в 1м63 могут устанавливаться резцы из быстрорежущих сталей (Р18, Р6М5) и твердосплавных материалов (ВК, ТК, ТТК). Отдельно стоит отметить понятное управление: фартук на своей передней панели имеет переключатели, позволяющие выбирать группу операций (наружное конусное, внутреннее точение, общие токарные операции).
Технические характеристики
Модель 1м63 способна проводить токарные операции и обеспечивать показатели качества, полностью соответствующие требованиям класса Н. Устройство имеет следующие технические характеристики:
- главный привод — электродвигатель, мощность 15 кВт;
- ограничение по диаметру заготовки при ее обработке над станиной — 630 мм;
- максимальный диаметр детали при обработке над суппортом — 350 мм;
- ограничение габарита заготовки над станиной — 700 мм;
- размер конуса шпинделя — 100, метрический;
- обороты основного вала — от 12.5 до 1600 в минуту;
- величины подачи в продольном направлении до 1360 мм, в поперечном — 400 мм;
- шкала лимбов — продольного 1 мм на деление, 0,05 на диаметр;
- число двигателей на станке — 3.
ДИП 300 токарный станок, вес которого по минимальному показателю составляет 4200 кг — должен устанавливаться на жесткий фундамент, не допускающий вибраций.
Масса и габариты оборудования — зависят от примененной РМЦ, а также комплектации электрооборудования. Так, ширина станка составляет 1690 мм, высота — 1420, длина варьируется от 2950 до 12470 мм.
Аналогично вес в зависимости от модификации находится в диапазоне от 4200 до 13200 кг.
Особенности конструкции
Нельзя обойтись без описания особенности станка 1м63, которая позволяет увеличивать его функциональные возможности. В модели применены усовершенствования конструкции суппорта.
Его салазки можно перемещать, что дает возможность обрабатывать длинные конусные детали. Блок суппорта через приводной винт перемещает отдельный двигатель.
Благодаря такому подходу — достигается высокая максимальная скорость подачи.
Другие преимущества станка:
- установлены зубчатые колеса из закаленной легированной стали высокой прочности;
- материалы конструкции в целом гарантируют стабильность при изменении температуры;
- силовые элементы обеспечивают устойчивость к вибрации для повышения точности технологических процессов;
- станок оснащен системой торможения, защитными механизмами блокировки;
- обеспечено простое переключение режимов рукоятками;
- коробка передач станка, используя электромагнитную муфту — гарантирует высокую скорость переключения без остановки работы оборудования.
Фрикционный вал и система сцепления для передачи вращающего момента в целом — легко настраивается и регулируется, что удобно для мастерских без наличия квалифицированного персонала.
Коробка подач агрегата — двухосная, закрытого типа. Она надежна, удобно настраивается, в ней не используется гитара для уменьшения количества компонентов и снижения уровня сложности. Настройки параметров производятся соответствующими рукоятками, а также сменой зубчатых колес.
Конструкционная схема коробки подач позволяет нарезать практически все виды резьб, а также создавать специальные типы и высокоточную резьбу. Для осуществления последней операции — подача каретки на токарном станке 1м63 осуществляет ходовой винт, подключаемый напрямую к валу через специальный блок колес.
Отдельно стоит упомянуть особенности суппорта станка ДИП-300. В модели 1м63 и разработанных позднее — используется модифицированная конструкция узла. Она получила крестовое исполнение и отличается следующими преимуществами:
- одновременно в головке можно зафиксировать до четырех резцов;
- расстояние между осью центров и режущей кромкой оставляет 320 мм;
- за один оборот лимба производится перемещение в продольном направлении на 300 мм;
- цена деления лимбовой шкалы, соответствующая смещению суппорта на 1 диаметр — 0,05 мм;
- каретка может подаваться с максимальной скоростью 4,5 м в минуту в продольном направлении и 1,6 м в минуту — в поперечном.
Конструкция станка гарантирует высокую точность перемещения суппорта. Он движется по направляющим станины, изготовленных из прочного сплава. Разработчики предусмотрели поддержание стабильных параметров точности при многолетней эксплуатации оборудования.
Суппорт в поперечном и продольном направлении может подаваться при помощи ручного привода (привычное колесо), а также при передаче момента от привода для обеспечения высокой скорости. Аналогично двигается и верхняя часть блока с резцовой головкой.
Коробки скоростей и подач станка
Коробка скоростей станка 1м63 закреплена на главной прочностной конструкции, в левой части станины.
Вся механика приводится в действие валом, получающим вращающий момент через шкив (клиноременную передачу) от силового привода агрегата.
Ступенчатое изменение диапазонов оборотов шпинделя — достигается применением комплекта шестерней. Переключение между элементами разного размера осуществляется вращением центрального вала.
Коробка такого класса позволила обеспечить 24 позиции переключения. Общая схема управления достаточно проста: шестерни последовательно соединяются, образуя разные передаточные числа и соответствующие преобразования момента вращения. Особенность коробки передач: предусмотрен режим максимальных оборотов на шпинделе. В этом случае шестерни не работают и главный привод передает усилие напрямую.
Примененные в конструкции коробки передач материалы обеспечивают высокую износоустойчивость элементов узла и общую надежность.
Шестерни изготовлены из термообработанной стали инструментального класса, их размещение производится на шлицевых валах. Последние установлены на роликовых и шариковых подшипниках, нейтрализующих осевые нагрузки.
Также, конструкция коробки скоростей обеспечивает обратное вращение шпинделя.
Кратко преимущества узла можно описать следующим образом:
- в наличии режим прямой передачи крутящего момента от главного привода;
- предусмотрено 6 скоростей с высокими оборотами на шпинделе, с обеспечением высокого КПД;
- в наличии режим повышения шага резьбы, в конструкции коробки — два механизма для увеличения показателя в 16 и 4 раза.
Закрытая конструкция коробки увеличивает срок ее эксплуатации и обеспечивает удобную схему смазывания. Паспорт станка содержит подробные сведения о процедурах необходимого обслуживания данного узла станка.
Хорошим набором преимуществ отличается и коробка подачи. Она построена на двухосной механике, имеет компоновку закрытого типа.
Управление подачей достаточно стандартно и привычно для квалифицированного токаря: переключением рукояток смещаются зубчатые колеса.
Коробка подач станка 1м63 предлагает возможность тонкого регулирования, что позволяет выполнять токарные операции с высокой точностью.
Особенностью узла является возможность замены набора зубчатых колес. Это делается в том случае, когда требуется нарезать резьбы высокого класса точности с приводом ходового винта непосредственно от двигателя главного привода.
Электрическая схема
Электросистема станка 1м63 достаточно сложна. В нее входят:
- главный привод, электродвигатель мощностью 15 кВт, с номинальной частотой вращения 1460 об/мин;
- привод системы охлаждения, мощность 0,12 кВт, производительность 22 литра в минуту, номинальные обороты 2800 в минуту;
- отдельный двигатель для высокой скорости подачи каретки, мощность 1,1 кВт, номинальные обороты 1400 в минуту;
- насос смазочной системы, шиберного типа, производительностью 8,2 литров в минуту.
Особенностью смазочной системы является механика проточной фильтрации масла. Для этого применяется фильтр пластинчатого типа с показателем точности в 120 мкм.
Пуск главного привода возможен только при условии, что фрикционный вал агрегата включен. Рукоять фрикционной системы регулирует точный показатель частоты вращения шпинделя. Такая схема (коробка передач и блок сцепления) позволяет крайне тонко настраивать обороты для достижения высокого качества токарной обработки.
Главная задача главного привода — передавать крутящий момент на шпиндель, осущетсвлять подачи суппорта и каретки. Для движения последних — подключаются электромагнитные муфты, управляемые переключателем режимов электросистемы. Данный регулятор позволяет выбрать один из вариантов:
- отключения подачи;
- продольного, поперечного перемещения каретки;
- поперечного, продольного движения суппорта.
Электрическая схема, управляемая данным переключателем, включает активацию быстрой подачи. Включение режима осуществляется отдельной толчковой кнопкой, расположенной в верхней части поворотного элемента регулятора.
Отличия ДИП 300 и 1м63
Станки семейства 1м63 — это несколько модификаций одного усовершенствованного, в сравнении с ДИП-300, устройства. В частности, значительно улучшены следующие показатели:
- мощность двигателя главного привода (15 кВт против 13 у ДИП-300);
- увеличенная скорость нарезки резьб благодаря усовершенствованной механике коробки подач, скоростей;
- увеличенный посадочный диаметр отверстия шпинделя;
- предлагаются модификации станка, на которых можно обрабатывать детали массой до 3500 кг и длиной до 10 метров;
- использование инструментальных сталей и каленых материалов значительно увеличили срок службы оборудования;
- легированная сталь шестерней коробок обеспечила износоустойчивость и термостабильность.
В конструкции всех станков старше ДИП-300 реализованы дополнительные меры защиты, что значительно увеличило безопасность при работе с оборудованием, снизило число аварий, связанных с перегрузками и другими нештатными ситуациями.
Инструкция по эксплуатации
Паспорт оборудования содержит полный перечень правил работы со станком 1м63. Кратко можно упомянуть:
- к работе не допускается персонал, не имеющий достаточной квалификации, не ознакомленный с документацией к оборудованию, не прошедший инструктажи по технике безопасности;
- перед началом работы обязательно проводится проверка ограждений, сменных шестерен, автоматов включения, блокировки выброса стружки, выключателей подачи;
- делать в суппорте должна надежно фиксироваться;
- при работе с длинными заготовками — применение люнетов обязательно;
- непосредственно после пуска и в течение некоторого времени — не переключать коробку скоростей в режим максимальных оборотов шпинделя;
- переключать направление вращения шпинделя следует только в состоянии полного его останова;
- не допускается переключать режимы колес передней бабки, работы коробки подач на ходу.
Необходимо соблюдать общие правила безопасности. Спецодежда, кроме брюк, спецовки с длинным рукавом и плотно застегиваемыми манжетами — должна включать защитные очки и берет. Во время работы нельзя прикасаться к движущимся деталям, следить, чтобы одежда была тщательно заправлена, не рекомендуется близко наклоняться к рабочей зоне.
Все параметры обработки должны настраиваться до пуска станка согласно инструкциям к оборудованию. Активация главного привода должна производиться после установки резца в начальную позицию. По окончании работ – нужно очистить поверхности станка от остатков охлаждающей жидкости, грязи, удалить стружку.
Источник: https://MoiStanki.ru/metallooborabotka/tokarnye-metall/tokarnyj-stanok-1m63-dip-300
Токарный станок ДИП 300: технические характеристики, цена
Уже совсем скоро токарный станок ДИП 300 отпразднует свое 100-летие: как известно, это оборудование начало производиться в Советском Союзе в 1932-ом. За все время эксплуатации оно зарекомендовало себя, как надежное, удобное и не требующее особого внимания.
Данная модель отлично подходит для обработки заготовок как средних, так и больших размеров. Ее название расшифровывается просто. Цифровая часть индекса — высота центров. В буквенной же аббревиатуре зашифрован советский лозунг, бывший популярным в СССР довольно продолжительное время — «Догоним и перегоним».
Возможности аппарата и особенности его конструкции
Если попросить человека, которому принадлежит токарно-винторезный станок ДИП 300, кратко охарактеризовать его, то в ответе наверняка будут присутствовать следующие утверждения:
- отличная мощность привода;
- достаточная жесткость конструкции;
- внушительный диапазон подач и скоростей вращения шпинделя.
Рис. 02.
Совокупность перечисленных черт дает возможность применять в процессе обработки заготовок широкие возможности прогрессивных инструментов.
Главными конструкционными особенностями модели можно считать следующие:
- Высокая точность — она достигается за счет температурной стабильности оборудования, его жесткости и устойчивости к вибрациям.
- Длительный срок беспроблемной эксплуатации — обуславливается высокой степенью надежности каждого узла и компонента, в частности, направляющих станины.
- Сокращенное время обработки резьб — гарантировано тем, что частота обратного вращения выше прямого более чем в 1,2 раза.
- Эффективное точение длинных заготовок конусообразной формы — производится в условиях одновременной подачи салазок (резцовых) и суппорта.
- Высокая жесткость коробки подач — благодаря паре муфт (электромагнитных) присутствует возможность дистанционного переключения подач. Оборудование при этом останавливать не нужно.
- Зубчатые силовые колеса коробки отлично отшлифованы, закалены и произведены из высококачественной стали.
Еще один момент — безопасность работы. Во многом она обусловлена наличием механических и электрических блокировок, а также ограждения зоны патрона и резания заготовки.
Стоимость
Ввиду великолепных характеристик (речь о них пойдет ниже) цена токарного станка ДИП 300 довольно высока. Но независимо от того, кто предлагает приобрести данное оборудование, оно в любом случае будет подержанным.
Разумеется, аппарат, интенсивно эксплуатировавшийся еще при Союзе, можно приобрести за небольшие деньги. А вот если его владелец долгие годы заботился о своем имуществе, осуществлял профилактические и ремонтные работы, то тогда мы говорим о стоимости на уровне 240 000-250 000 рублей.
Кроме того, существуют предложения, в которых цена указана в разы выше. Здесь мы говорим об аналогах, которые производятся и сегодня. То есть, совершенно новые аппараты, но иных моделей. Их стоимость составляет и 2 400 000, и чуть более 4 398 000 рублей.
О параметрах устройства
Наиболее интересующие потенциальных владельцев технические характеристики станка ДИП 300 приведены ниже в форме таблицы:
| Мощность привода (главн.) | кВт | 15.0 |
| Диаметр обработки над суппортом над станиной |
мм мм |
350 630 |
| Число частот вращения | шт. | 22 |
| Максимальный диаметр детали | мм | 700 (над станиной) |
| Диапазон частот вращения | об/мин | от 10 до 1 250 |
| Перемещение суппорта в ускоренном режиме поперечное продольное |
м/мин м/мин |
2 5.2 |
| Вес детали max | т | 3.5 |
Поскольку РМЦ агрегата варьируется от 750 до 10 000 мм, соответствующим образом различается масса и длина модификаций. Первая может быть 4,2 т и более (до 13,2), а вторые — от 2 950 до 12 470 мм. Примечательно, что ширина и высота остаются неизменными: 1 780 и 1 550 мм.
Источник: http://tokstan.ru/modeli/tokarnyj-stanok-dip-300.html
Универсальный токарно-винторезный станок ДИП-200, ДИП-300. Капитальный ремонт и модернизация. Украина 2013
Капитальный ремонт и модернизация токарно-винторезного станка ДИП-200, ДИП-300. Украина 2013
Технические характеристики токарного станка ДИП-200
| Технические характеристики — станок ДИП-200 | Параметры |
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 — 2 000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 — 2 420 |
| Число ступеней рабочих подач — продольных | 42 |
| Число ступеней рабочих подач — поперечных | 42 |
| Пределы рабочих подач — продольных, мм/об | 0.7 — 4,16 |
| Пределы рабочих подач — поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых резьб — архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1.1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 812 / 3 200 х 1 166 х 1 324 |
| Масса станка, кг | 3 035 |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА ТОКАРНО-ВИНТОРЕЗНОГО ДИП-300
| Характеристика | ДИП-300 |
| Наибольший диаметр заготовки: | |
| устанавливаемой над станиной, мм | 700 |
| обрабатываемой над станиной, мм | 630 |
| обрабатываемой над суппортом, мм | 350 |
| Наибольшая длина обрабатываемой заготовки, мм | 750, 1500, 2000, 3000, 4000, 5000, 8000, 10000 |
| Наибольшая длина детали, устанавливаемой в выемке станины, мм | 900 |
| Длина выемки от торца фланца шпинделя, мм | 450 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Фланцевой конец шпинделя по DIN | 11М |
| Количество ступеней частот вращения шпинделя | 22 |
| Пределы частот вращения шпинделя, об/мин | 10 — 1250 |
| Величина подач: | |
| продольных, мм/об | 0,06 — 1,4 |
| поперечных, мм/об | 0,024 — 0,518 |
| резцовых салазок, мм/об | 0,019 — 0,434 |
| Величина шагов нарезания резьб: | |
| метрических, мм | 1 — 224 |
| дюймовых, ниток/дюйм | 28 — 0,25 |
| модульных, модуль | 0,25 — 56 |
| питчевых, питч диам. | 112 — 0,5 |
| Ускоренное перемещение суппорта, м/мин: | |
| продольное | 5,2 |
| поперечное | 2 |
| Мощность главного привода, кВт | 15 |
| Наибольший вес обрабатываемой детали в центрах,кг | 3500 |
| Масса, кг | 4200, 4840, 5100, 5750, 6530, 9000, 11800, 13200 |
| Габариты: | |
| длина, мм | 2950, 3750, 4200, 5250, 6230, 7250, 10300, 12470 |
| ширина, мм | 1780 |
| высота, мм | 1550 |
ООО “Славерс” © 2013
Источник: https://slavers.ru/uslugi/gruppa-remonta-metallorezhushhix-stankov-po-vidu-obrabotki/remont-tokarnyix-tokarno-vintoreznyix-stankov/stanok-dip-200.html
Принцип работы
Для нарезания резьбы конструктивно предусмотрено переключение на специальный вал подачи. Управление им находится слева от работника на корпусе. Лимб переключения позволяет выбрать шаг резьбы в метрической, дюймовой системе. Форма определяется конфигурацией резца. Поперечной подачей регулируется диаметр, глубина обработки. Современные станки отечественного и зарубежного производства используют этот же принцип. Он считается наиболее надежным и производительным. Сокращает время операций ускоренная подача. По производительности ДИП 500 мало уступает современным аналогам, за исключением оборудования с ЧПУ.
За время выпуска станка ДИП 500 происходили некоторые модификации. Отдельные партии оборудования могут иметь отличную от стандарта длину станины, набор дополнительных приспособлений. Изменение коснулись и некоторых деталей механики. При эксплуатации это нужно учитывать. В случае ремонта допускается замена только на оригинальный аналог. Не рекомендуется приобретать запчасти сомнительного производства, либо выполненные условиях, не предназначенных для изготовления элементов механической части станка. Это снизит качество работы и может стать источником опасности для токаря. Самым критическим вариантом считается выход из строя станины. Достойно заменить ее или отремонтировать не получится.
Читать также: Мебельный шаблон кондуктор для сверления отверстий
Немалое внимание уделено и безопасности работника. Защитные кожуха над движущимися деталями, щиты ограждения
Система аварийной остановки в случае поломки, заклинивания.

Правила эксплуатации
Соблюдение правил эксплуатации и выполнение текущего технического обслуживания гарантируют работоспособность и стабильность рабочих характеристик токарно-винторезного станка 1А62 в периоды между плановыми ремонтами. Уход за оборудованием включает в себя как поддержание чистоты и порядка непосредственно на станке и в рабочей зоне станочника, так и контроль за состоянием его узлов и агрегатов. Помимо этого, необходимо выполнять регламентированные проверки и мероприятия, предусмотренные «Руководством по уходу и обслуживанию» этого станка.
После окончания рабочей смены станочник должен отключить его от электросети, убрать со станка инструмент, приспособления и оснастку, очистить его стружки и провести наружный визуальный осмотр механизмов на предмет их исправности. Также необходимо проверить состояние заземления и защитных элементов: ограждений, кожухов и экранов.

Перед началом рабочей смены выполняется визуальный контроль в том же порядке. После чего необходимо проверить уровни масла во всех механизмах станка и только после этого выполнять проверку станка на холостом ходу.
Особого контроля требует система смазки движущихся частей станка. В Руководстве перечислены контрольные и технические мероприятия, которые должны выполняться в начале каждой смены для обеспечения смазкой всех движущихся механизмов станка. В системе смазки токарно-винторезного станка 1А62 применяется один вид промышленной смазки — машинное масло «Л» (по современной классификации — индустриальное масло И-30А).
Проверка масла
Проверка и заливка масла в основные узды и агрегаты станка производится в следующем порядке:
- Коробка скоростей. Уровень масла проверяется по указателю на горловине (норма — верхний уровень). Перед началом работ необходимо прочистить пластинчатый фильтр, повернув специальную рукоятку, расположенную на корпусе коробки. Сроки замены масла регламентированы. После запуска станка оно должно меняться первый раз через десять дней, второй раз — через 20. Далее масло меняется каждые 35-40 дней.
- Коробка подач. Масло заливается до верхнего уровня маслоуказателя. Периодичность замены масла такая же, как и у коробки скоростей.
- Фартук. Для смазки червяной передачи необходимо залить масло через отверстие на фланце до его нижнего края.

- Суппорт. На нижней и верхней частях суппорта находятся девять масленок, смазывающих все движущиеся части суппорта. Масло в них нужно добавлять ежесменно. Кроме этого каждую смену необходимо смазывать направляющие верхней части.
- Задняя бабка. Смазка пиноли, винта и подшипника осуществляется двумя масленками, которые должны наполняться маслом каждую смену.
- Гитара. В корпусе гитары предусмотрен резервуар для масла, которое заливается в него до уровня маслоуказателя. Сроки замены масла такие же, как и у коробки скоростей.
- Ходовой винт. Перед началом рабочей смены его необходимо смазать машинным маслом по всей его длине. Для смазки опор ходового винта, а также опор валика, предусмотрены три масленки, которые должны заполняться маслом каждую смену. Подшипник вертикального валика получает смазку посредством отдельной масленки, в которую масло добавляется один раз в неделю.
После спуска масла из масляных резервуаров, перед заливкой нового их необходимо промыть бензином или чистым керосином. Также должны быть тщательно промыты все войлочные вставки.
Технические характеристики токарного станка 165
| Наименование параметра | ДИП-500(1д65) | 165 | 1м65 | 1н65 |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н, П | Н, П |
| Наибольший диаметр обрабатываемой заготовки над станиной, мм | 1000 | 1000 | 1000 | 1000 |
| Наибольший диаметр обрабатываемой заготовки над суппортом, мм | 620 | 600 | 600 | 650 |
| Наибольшая длина заготовки (РМЦ), мм | 5000 | 2800, 5000 | 3000, 5000, 8000 | 1000, 3000, 5000 |
| Высота устанавливаемого резца, мм | 45 х 45 | 50 | ||
| Наибольшая масса заготовки в центрах, кг | 5000 | 5000 | 5000 | |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 100 | 85 | 85 | 128 |
| Наибольший диаметр зажимаемого прутка, мм | 80 | 80 | 120 | |
| Наибольший крутящий момент на шпинделе, кН/м | 9,5 | |||
| Число ступеней частот прямого вращения шпинделя | 12 | 24 | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 4,25..192 | 5…500 | 5…500 | 5…500 |
| Размер внутреннего конуса в шпинделе | КМ 6 | 100, 1:20 | 100, 1:20 | 100, 1:20 |
| Конец шпинделя по ГОСТ 12595-72 | 1-15М | 1-15М | 2-15М | |
| Диаметр стандартного патрона, мм | 1000 | |||
| Торможение шпинделя | есть | есть | есть | есть |
| Подачи | ||||
| Наибольшее продольное перемещение суппорта РМЦ=3000, мм | 2520 | 2710 | 700, 2700, 4500 | |
| Наибольшее поперечное перемещение суппорта, мм | 600 | 600 | 600 | |
| Цена деления лимба при продольном перемещении, мм | нет | 0,1 | 0,1 | 0,1 |
| Цена деления лимба при поперечном перемещении, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Наибольшее продольное перемещение на оборот лимба, мм | 10 | 50 | 50 | 50 |
| Наибольшее поперечное перемещение на оборот лимба, мм | 12 | 6 | 6 | 6 |
| Число ступеней продольных подач | 32 | 32 | 40 | |
| Пределы продольных подач, мм/об | 0,225..3,15 | 0,20..3,05 | 0,20..3,05 | 0,05..3,05 |
| Пределы поперечных подач, мм/об | 0,114..1,6 | 0,07..1,04 | 0,07..1,04 | 0,017..1,04 |
| Наибольшее продольное усилие резания Pz, кН | 12 | 12 | 41 | |
| Наибольшее поперечное усилие резания Pх, кН | 780 | 780 | ||
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 2,16 | 3 | 3 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 0,735 | 1 | 1 |
| Количество нарезаемых резьб метрических | 22 | 44 | ||
| Пределы шагов нарезаемых резьб метрических, мм | 1..14 | 1…120 | 1…120 | 1…120 |
| Количество нарезаемых резьб дюймовых | 36 | 31 | ||
| Пределы шагов нарезаемых резьб дюймовых | 2..28 | 28…¼ | 28…¼ | 28…¼ |
| Количество нарезаемых резьб модульных | 13 | 37 | ||
| Пределы шагов нарезаемых резьб модульных | 0,25..3,5 | 0,5…30 | 1…120 | 0,5…30 |
| Количество нарезаемых резьб питчевых | нет | нет | нет | нет |
| Выключающие упоры продольные | нет | нет | ||
| Выключающие упоры поперечные | нет | нет | ||
| Резцовые салазки (верхний суппорт) | ||||
| Наибольшее перемещение резцовых салазок, мм | 240 | 240 | 240 | |
| Цена деления лимба перемещения резцовых салазок, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Число ступеней подач | 40 | |||
| Пределы продольных подач, мм/об | 0,017..1,04 | |||
| Скорость быстрых перемещений, мм/мин | 1 | |||
| Наибольший угол поворота, град | ±90° | |||
| Цена одного деления угла поворота, град | 1° | |||
| Задняя бабка | ||||
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 5 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 300 | 300 | 300 | |
| Наибольшее перемещение пиноли с установленным инструментом, мм | 280 | |||
| Диаметр пиноли, мм | 120 | |||
| Наибольшее перемещение пиноли в поперечном направлении, мм | ±30 | ±15 | ||
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 3 | 4 | 3 |
| Электродвигатель главного привода, кВт | 17 | 22 | 22 | 22 |
| Электродвигатель быстрого хода суппорта, кВт | нет | 1,5 | 1,5 | 1,5 |
| Привод насоса смазки | Встроен | С12-54 | ||
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | 0,12 | |
| Суммарная мощность всех электродвигателей, кВт | 23,62 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) РМЦ=2800,3000, мм | 8000 х 1700 х 1620 | 5825 х 2100 х 1760 | 6140 х 2200 х 1760 | 6140 х 2200 х 1770 |
| Масса станка РМЦ=3000, кг | 11500 | 12500 | 12800 | 12800 |
Список литературы:
Универсальный токарно-винторезный станок 165. Руководство по обслуживанию и уходу, Рязань, 1970
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Назначение и область применения модели
Станок предназначен для обработки твердых веществ: металла, пластиков, дерева, композитов. Представляет собой эволюционный продукт линейки ДИП. По мере развития производственных мощностей, СССР нуждался в оборудовании для обработки крупногабаритных деталей. Предыдущая версия станка ДИП 400 уже не отвечала новым требованиям и возникла необходимость в выпуске нужной техники для нужд страны. Одним из принципов при создании стала задача разработать универсальное изделие для выполнения всех необходимых операций. На ДИП 500 можно:
- Выполнять продольные режущие операции по наружной и внутренней поверхности тела вращения;
- Осуществлять обработку в поперечном направлении;
- Изготавливать деталь конусообразной формы;
- Выполнять операции по впуск изделий сложной конфигурации;
- Сверлить отверстия, делать их точную развертку;
- Делать резьбы метрические, дюймовый, модульные.

При использовании дополнительного оборудования, приспособлений, выполняется еще ряб специальных операций целевого назначения. Потенциал, заложенный разработчиками, позволил реализовывать его на протяжении десятилетий, успешно конкурируя с отечественными и зарубежными аналогами. Высокая надежность, прочность, точность необходима как для выпуска серийной продукции, таки для изготовления уникальных, штучных деталей.
На станке можно использовать широкий набор инструментов обработки: резцы из быстрорежущей стали, с напайками твердосплавных пластин, сверла, зенковки, развертки, резьбонарезные приспособления.
ДИП-50 Универсальный токарно-винторезный станок. Назначение, область применения
Универсальный токарно-винторезный станок модели ДИП-50 (1Д65) заменил устаревшую модель станка этой же серии 165.
Токарно-винторезный станок модели ДИП-50 (1Д65) предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства. На станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб – метрической, модульной, дюймовой и питчевой).
Принцип работы и особенности конструкции станка
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Станок предназначен для обработки черных и цветных металлов с большими скоростями резания резцами из быстрорежущей стали и твердых сплавов.
Коробка подач закрытого типа обеспечивает нарезание стандартной резьбы. Точные резьбы нарезаются с применением сменных зубчатых колес, минуя коробку подач.
Изменение чисел оборотов шпинделя и скорости подачи суппорта осуществляются переключением зубчатых колес коробки скоростей и коробки подач при помощи рукояток.
Перемещение задней бабки и выдвижение пиноли выполняются вручную вращением маховичков.
Класс точности станка Н. Шероховатость обработанной поверхности V 6.
Техническая характеристика и жесткость станков позволяют полностью использовать возможности быстрорежущего и твердосплавного инструмента при обработке как черных, так и цветных металлов.
Вид климатического исполнения — УХЛ4 по ГОСТ 15150—69.
Класс точности — Н по ГОСТ 8—82Е.
Технические характеристики настольного токарного станка 1д601
в Москве в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске +7 (383) 284-08-84 в Челябинске в Тюмени +7 (3452) 514-886
в Нижнем Новгороде в Самаре +7 (846) 201-07-64 в Перми в Ростове-на-Дону в Воронеже в Красноярске
в Абакане, Альметьевске, Архангельске,
Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер
Технические характеристики и принцип работы
Характеристики токарного станка:
- нормальная точность точения деталей;
- наличие дополнительных подпор позволяет точить детали большой длины;
- наибольший размер обрабатываемой детали – 100 см, над суппортом – 60 см;
- максимальная масса заготовки – 5000 кг;
- оборудование работает за счет 4-х электродвигателей разной мощности;
- охлаждение и смазка производятся с помощью двух насосов;
- суппорт может перемещаться как вдоль, так и поперек в ускоренном режиме;
- смена зубчатых колес позволяет точно настраивать величину шагов резьбы.
Основным рабочим моментом является резание детали во время ее вращения в патроне или центрах. Режущий инструмент может передвигаться при помощи вспомогательного движения подачи.
Поперечная подача регулирует глубину обработки. Конфигурация резца определяет форму детали.

Технические характеристики
В зависимости от исполнения по межцентровому расстоянию, токарно винторезный станок 165 имеет разные геометрические размеры и вес. Рассматриваться будет базовое исполнение с РМЦ-3000. Оборудования данного класса весит составляет 1280 кг. Станок 165 рекомендуется размещать на специально подготовленном жестком основании, имеющем высокую вибрационную устойчивость. Это гарантирует, что устройство покажет все свои внушительные возможности.
Параметры точения технические характеристики установки:
- диаметр наибольший монтируемой заготовки: 1000 мм и 600 мм при фиксации над станиной и суппортом соответственно;
- доступные варианты исполнения — 2800, 3000, 5000 РМЦ;
- максимальные габариты сечения резца — 45х45 мм;
- ограничение массы объекта обработки — 5000 кг при фиксации в центрах;
- шпиндель имеет отверстие в 85 мм, в патроне может зажиматься пруток до 80 мм;
- число ступеней коробки скоростей — 24 в прямом направлении вращения;
- число оборотов на валу шпинделя передней бабки — от 5 до 500 в минуту;
- предусмотрена система быстрого торможения шпинделя передней бабки;
- показатели подач суппорта — максимум 2520 (для исполнения с межцентровым показателем 3000 мм) в продольном направлении, 600 в поперечном;
- количество ступеней коробки подач — 32;
- для фиксации пиноли используется привычная рукоятка;
- в системе три электродвигателя, силовой 22 кВт, насос охлаждения типа ПА-22, привод ускоренных подач суппорта в 1.5 кВт.
Общие габариты модели для исполнения с РМЦ3000 составляют (ДхШхВ) 5825х2100х1760 мм. Устройство питается от сети 3 фазы, 380В переменного тока. Заземление оборудования — обязательно.
Характеристики станка
Технические характеристики ДИП 500 однозначно относят его к классу тяжелых. Вес в зависимости от модификаций составляет от 9,85 тн до 20,3 тн. С учетом расстояния между центрами (РМЦ) на токарном станке обрабатывают детали с массой до 8 и до 10 тн.
Линейка моделей по базовой длине состоит из пяти версий с габаритами 4.1, 6.140, 8.180, 9.19, и 11.38 метров. Соответственно размеры участка, где станок способен выполнять точение, составляет от 1 до 10 м.
Одна из особенностей серии ДИП500: полый шпиндель с диаметром прохода 100 (в 1967 году увеличен до 128 мм) мм. Подобное устройство при наличии дополнительных подпор (люнетов) позволяет обрабатывать детали с длиной, превышающей область точения в несколько раз. Эта характеристика наряду с возможностью нарезки конусной резьбы с перемещением суппорта изначально предусматривала изготовление оборудования (штанг) для бурения скважин.
Кроме конусной резьбы, наличие коробки подач дает возможность ДИП-500 выполнять метрическую, модульную и дюймовую, в количестве по размерам (соответственно) 22; 13 и 36.
На протяжении всей своей истории выпуска при неизменных основных характеристиках, токарно-винторезный станок ДИП 500 подвергался постоянным улучшениям. Так, кроме увеличения сквозного прохода в шпинделе возросла до 500 об/мин скорость вращения, ранее составлявшая 192 об/мин. Увеличилась с 17 до 22 кВт мощность двигателя главного привода. Совместно с коробкой скоростей в современных станках он выдает усилие момента вращения при обработке до 9500 Нм (950 кгсм).
Все элементы ДИП-500 располагаются на станине из специального чугуна. Ее масса составляет 2/3 веса всего токарного станка и гасит вибрации на глубоких подачах резца при токарных операциях.
Общее устройство
1. Станина имеет две основных направляющих призматической формы с разным углом наклона граней. У передней, на которую приходится главное усилие при обработке, площадь сечения вдвое больше. В задней части станины оставлено отверстие для удаления стружки образующейся при обработке деталей. Опорная пята станка выполнена сплошной и прилегает к фундаменту всей плоскостью, обеспечивая максимальную устойчивость.
2. Передняя бабка — с чугунным корпусом располагается слева от токаря. Сверху под съемной крышкой находятся шестерни коробки скоростей. Спереди и снизу от нее находится основной двигатель и клиноременный механизм привода.
3. Технические характеристики коробки скоростей ДИП-500 дают на выходе двенадцать ступеней прямого вращения шпинделя и столько же обратного. Кроме того, ускорять это движение пропорционально в 2; 4; 8 и 16 раз. Управление осуществляется с помощью рукоятей на передней панели коробки. Выше находится металлическая табличка с указанием положения ручек и зависящих от этого режимов.

Рукоятей пять: две регулируют скорость вращения, одна служит включению зубчатого перебора, остальные определяют направление и шаг нарезки резьбы. Там же расположен пусковой механизм электрической части токарно-винторезного станка, обеспечивающий остановку и включение двигателя в прямом и обратном направлении.
4. Коробка подач на передней бабке нужна для управления вращением передаточных валов. Пять ее ручек включают валы движения фартука, устанавливают параметры резьбы.
5. На коробку подач вращение передается набором сменных шестерен размещенных еще в одном узле — гитаре.
6. С другой стороны ДИП-500, справа от токаря, расположена задняя бабка. Ее задача центровка и поддержка длинных деталей.
7. Между бабками по станине движется сложное устройство — суппорт, который подает резец к детали под разными углами с необходимой скоростью и шагом. Верхняя часть способна поворачиваться на 90° и перемещаться на каретке как вручную, так и от механического привода. Благодаря последнему ДИП-500 выполняет нарезку не только прямой, но и конусной резьбы.
8. Движение суппорту вдоль станины сообщает еще одно передаточное устройство — каретка. Она перемещается с помощью механизмов фартука. Он так же способен двигаться вручную и от механического привода. Для первого способа служит большой маховик с рукоятью расположенный на левой стороне устройства. При механическом перемещении, фартук может дойти до упора, и сломаться. Чтобы этого не произошло, он снабжен специальным «падающим» стопором, отключающим привод. Описанный механизм движения шпинделя, валов, шестерен и прочих узлов ДИП 500 собран по традиционной для большинства токарно-винторезных станков схеме. При огромном разнообразии режимов вращения он привычен для любого токаря, облегчает освоение работы на станке.
При обработке заготовок деталь и сам резец нагревается. Чтобы температура не превысила критических величин, ДИП 500 снабжен системой охлаждения. В нее входит бачок со специальной эмульсией, насос и подающие шланги. После того, как жидкость использована, она стекает в поддон, откуда через сетчатый фильтр снова поступает в бачок, двигаясь по замкнутому циклу. Для освещения места обработки на токарном станке ставится специальный светильник, который перемещается вместе с суппортом.
Отличия ДИП 300 и 1м63
Станки семейства 1м63 — это несколько модификаций одного усовершенствованного, в сравнении с ДИП-300, устройства. В частности, значительно улучшены следующие показатели:
- мощность двигателя главного привода (15 кВт против 13 у ДИП-300);
- увеличенная скорость нарезки резьб благодаря усовершенствованной механике коробки подач, скоростей;
- увеличенный посадочный диаметр отверстия шпинделя;
- предлагаются модификации станка, на которых можно обрабатывать детали массой до 3500 кг и длиной до 10 метров;
- использование инструментальных сталей и каленых материалов значительно увеличили срок службы оборудования;
- легированная сталь шестерней коробок обеспечила износоустойчивость и термостабильность.
В конструкции всех станков старше ДИП-300 реализованы дополнительные меры защиты, что значительно увеличило безопасность при работе с оборудованием, снизило число аварий, связанных с перегрузками и другими нештатными ситуациями.
Технические характеристики токарного станка 1Н65
| Наименование параметра | ДИП-500(1д65) | 165 | 1м65 | 1н65 |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н, П | Н, П |
| Наибольший диаметр обрабатываемой заготовки над станиной, мм | 1000 | 1000 | 1000 | 1000 |
| Наибольший диаметр обрабатываемой заготовки над суппортом, мм | 620 | 600 | 600 | 650 |
| Наибольшая длина заготовки (РМЦ), мм | 5000 | 2800, 5000 | 3000, 5000, 8000 | 1000, 3000, 5000 |
| Высота устанавливаемого резца, мм | 45 х 45 | 50 | ||
| Наибольшая масса заготовки в центрах, кг | 5000 | 5000 | 5000 | |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 100 | 85 | 85 | 128 |
| Наибольший диаметр зажимаемого прутка, мм | 80 | 80 | 120 | |
| Наибольший крутящий момент на шпинделе, кН/м | 9,5 | |||
| Число ступеней частот прямого вращения шпинделя | 12 | 24 | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 4,25..192 | 5…500 | 5…500 | 5…500 |
| Размер внутреннего конуса в шпинделе | КМ 6 | 100, 1:20 | 100, 1:20 | 100, 1:20 |
| Конец шпинделя по ГОСТ 12595-72 | 1-15М | 1-15М | 2-15М | |
| Диаметр стандартного патрона, мм | 1000 | |||
| Торможение шпинделя | есть | есть | есть | есть |
| Подачи | ||||
| Наибольшее продольное перемещение суппорта РМЦ=3000, мм | 2520 | 2710 | 700, 2700, 4500 | |
| Наибольшее поперечное перемещение суппорта, мм | 600 | 600 | 600 | |
| Цена деления лимба при продольном перемещении, мм | нет | 0,1 | 0,1 | 0,1 |
| Цена деления лимба при поперечном перемещении, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Наибольшее продольное перемещение на оборот лимба, мм | 10 | 50 | 50 | 50 |
| Наибольшее поперечное перемещение на оборот лимба, мм | 12 | 6 | 6 | 6 |
| Число ступеней продольных подач | 32 | 32 | 40 | |
| Пределы продольных подач, мм/об | 0,225..3,15 | 0,20..3,05 | 0,20..3,05 | 0,05..3,05 |
| Пределы поперечных подач, мм/об | 0,114..1,6 | 0,07..1,04 | 0,07..1,04 | 0,017..1,04 |
| Наибольшее продольное усилие резания Pz, кН | 12 | 12 | 41 | |
| Наибольшее поперечное усилие резания Pх, кН | 780 | 780 | ||
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 2,16 | 3 | 3 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 0,735 | 1 | 1 |
| Количество нарезаемых резьб метрических | 22 | 44 | ||
| Пределы шагов нарезаемых резьб метрических, мм | 1..14 | 1…120 | 1…120 | 1…120 |
| Количество нарезаемых резьб дюймовых | 36 | 31 | ||
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | 2..28 | 28…¼ | 28…¼ | 28…¼ |
| Количество нарезаемых резьб модульных | 13 | 37 | ||
| Пределы шагов нарезаемых резьб модульных, модуль | 0,25..3,5 | 0,5…30 | 1…120 | 0,5…30 |
| Количество нарезаемых резьб питчевых | нет | нет | нет | нет |
| Выключающие упоры продольные | нет | нет | ||
| Выключающие упоры поперечные | нет | нет | ||
| Резцовые салазки (верхний суппорт) | ||||
| Наибольшее перемещение резцовых салазок, мм | 240 | 240 | 240 | |
| Цена деления лимба перемещения резцовых салазок, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Число ступеней подач | 40 | |||
| Пределы продольных подач, мм/об | 0,017..1,04 | |||
| Скорость быстрых перемещений, мм/мин | 1 | |||
| Наибольший угол поворота, град | ±90° | |||
| Цена одного деления угла поворота, град | 1° | |||
| Задняя бабка | ||||
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 5 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 300 | 300 | 300 | |
| Наибольшее перемещение пиноли с установленным инструментом, мм | 280 | |||
| Диаметр пиноли, мм | 120 | |||
| Наибольшее перемещение бабки в поперечном направлении, мм | ±30 | ±15 | ||
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 3 | 4 | 3 |
| Электродвигатель главного привода, кВт | 17 | 22 | 22 | 22 |
| Электродвигатель быстрого хода суппорта, кВт | нет | 1,5 | 1,5 | 1,5 |
| Привод насоса смазки | Встроен | С12-54 | ||
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | 0,12 | |
| Суммарная мощность всех электродвигателей, кВт | 23,62 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) РМЦ=2800,3000, мм | 8000 х 1700 х 1620 | 5825 х 2100 х 1760 | 6140 х 2200 х 1760 | 4100..8180 х 2200 х 1770 |
| Масса станка РМЦ=3000, кг | 11500 | 12500 | 12800 | 9850..15750 |
Список литературы
Станок токарно-винторезный 1Н65. Руководство по эксплуатации 1Н65.00.000 РЭ, 1991 Станок токарно-винторезный 1Н65-6, 1Н65-8. Руководство по эксплуатации электрооборудования 1Н65-6.00.000 РЭ1, 2003 Станок токарно-винторезный 1Н65_5, 1Н65-6, 1Н65-8. Руководство по эксплуатации электрооборудования 1Н65-6.00.000 РЭ1, 1995
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Инструкция по эксплуатации, паспорт
Для правильной работы станка необходимо соблюдать инструкцию по эксплуатации.
- Станок весит более 10т, вместе с заготовкой вес его может значительно увеличиться. Поэтому необходимо подготовить отдельный фундамент и ровную устойчивую площадку.
- Аппарат имеет четыре электродвигателя. Для их работы нужно верно рассчитать электрическую нагрузку. Оборудование работает от трехфазной сети 380 В.
- Необходимо при установке проверить надежность всех креплений. Обязательно следить за уровнем масла и своевременной смазкой механизмов.
- Станина должна быть установлена строго горизонтально и вдоль, и поперек. Проверить уровнем.
Паспорт станка ДИП-500 аналогичен его новой модели 1М65. Его можно посмотреть здесь.
Обозначение модели
В маркировке токарно-винторезного станка ДИП-500: ДИП означает уже вышеуказанный лозунг, а 500 — это значение высота центров над станиной — 500 миллиметров.
Скачать паспорт токарного станка 1М65 (ДИП-500)
В маркировке ЭНИМС (Экспериментальный научно-исследовательский институт металлорежущих станков), модель 1М65 расшифровывается:
1 — это обозначение номера группы токарных станков;
М — это обозначение о проведенной модернизации базовой модели;
6 — это обозначение типа станков;
5 — это обозначение основной характеристики модели станка — значение высоты центров над станиной — 500 миллиметров.
Описание конструкции основных узлов токарно-винторезного станка 1М65
Станина
Станина является базовой сборочной единицей, на которой монтируются все остальные сборочные единицы и механизмы станка.
На верхней части станины расположены три призматические направляющие, из которых передняя и задняя являются базой каретки, а средняя — базой задней бабки.
Внутри станины имеются наклонные люки для отвода стружки и охлаждающей жидкости в сторону, противоположную рабочему месту.
Под левой головной частью станины имеются ниши, в одной из которых смонтирован электродвигатель главного привода, а в другой — электронасос охлаждения с резервуаром для охлаждающей жидкости. Корыто для сбора охлаждающей жидкости выполнено монолитным с корпусом станины.
В правой части станины на передней стенке смонтирован кронштейн со встроенными в него опорами ходового винта и ходового вала.
Для предотвращения провисания ходового винта и ходового вала в станке с РМЦ = 5000 мм имеются две подвески.
Бабка передняя
Шпиндельная бабка токарно-винторезного станка 1м65
Шпиндельная бабка токарно-винторезного станка 1м65
Бабка передняя устанавливается на левой головной части станины, фиксируется штифтами и крепится болтами.
В корпусе шпиндельной бабки смонтированы:
- электромагнитная муфта для торможения шпинделя
- шпиндельный узел
- звено увеличения шага в 8 раз
- механизм изменения направления перемещения каретки или нарезании резьб
- механизм настройки скоростей шпинделя
- вилки перемещения блоков шестрен
- рукоятки переключения и другой детали
- система смазки
- электрошкаф
Шпиндель смонтирован на трех опорах качения, из которых передняя и задняя регулируемые.
Бабка задняя
Бабка задняя перемещается по направляющим станины от редуктора ручного перемещения вращением валика.
В пиноль бабки встроен вращающийся шпиндель, у которого подшипники передней опоры регулируются с помощью гаек.
В шпинделе бабки задней имеется прорезь для лапок хвостового режущего инструмента.
Суппорт
Суппорт крестовой конструкции имеет продольное перемещение вместе с кареткой по направляющим станины, а поперечное по направляющим каретки.
Оба перемещения осуществляются механически при помощи крестового переключателя и вручную вращением маховика и рукоятки каретки.
Резцовые салазки, несущие четырехпозиционную резцедержку, перемещаются вручную и механически по направляющим поворотной части, которую можно повернуть вокруг оси на любой угол.
Каретка станков с устройством цифровой индикации снабжена преобразователем линейных перемещений, который соединяется с винтом поперечных перемещений с помощью сильфонной муфты.
Отсчет поперечного перемещения может осуществляться по лимбу и по табло УЦИ.
Фартук
Фартук станка выполнен закрытого типа со съемной передней крышкой. Движение суппортной группе передается механизмом фартука от ходового вала или ходового винта.
Благодаря наличию в фартуке четырех электромагнитных муфт управление механическим перемещением суппортной группы сосредоточено в одной рукоятке, причем направление включения рукоятки совпадает с направлением подачи.
Возможно включение быстрого хода суппорта в направлении наклона рукоятки управления.
Благодаря обгонной муфте, вмонтированной в фартук, включение быстрого хода возможно при включенной подаче. Электродвигатель ускоренного хода установлен на фартуке.
В фартуке смонтирован механизм предохранительной муфты, исключающий поломку станка при перегрузках.
Коробка подач
Коробка подач закрытого типа со съемной передней крышкой.
Механизм коробки подач позволяет получить первый ряд подач и все нарезаемые на станке резьбы, не прибегая к изменению настройки сменных шестерен.
Для получения второго ряда подач устанавливаются сменные колеса: a = 42, b = c = 126.
Комплектация станка
В состав станка входит патрон четырехкулачковый несамоцентрирующий диаметром 1000 мм.
Для обработки нежестких деталей станок снабжен двумя люнетами — подвижным и неподвижным.
Люнет подвижный крепится на каретке и поддерживает деталь непосредственно около резца. Диаметр охвата сухарями обеспечивается в пределах от 70 до 250 мм.
Люнет неподвижный устанавливается на направляющих станины в любом месте и закрепляется болтом, с помощью прихвата.
Он снабжен сухарями и роликами, которые устанавливаются в зависимости от условий обработки.
Диаметр охвата обрабатываемой детали в люнете неподвижном обеспечивается в пределах от 70 до 380 мм.
Конструктивные особенности станка
Станок имеет традиционную для оборудования этого класса конфигурацию, позволяющую выполнять все необходимые операции по обработке заготовок. Если возникла необходимость покупки данного типа оборудования, то при предпродажном осмотре лучше взять с собой специалиста, который определит аутентичность деталей, либо подтвердит обоснованность замены на другие, без потери качества.
Составные части токарного станка
Несущие детали оборудования выполнены из чугуна. Характеристики сплава оптимально подходят для долгосрочной работы. Специальные методы обработки при производстве позволили получить конструкцию, устойчивую к ударным и вибрационным нагрузкам. Станок имеет стабильную геометрию, обладает необходимой прочностью. Изделие состоит из следующих элементов:
- Станина. Цельнолитая конструкция с высокоточной обработкой функциональных узлов, поверхностей скольжения, базовых геометрических точек;
- Передняя бабка. Элемент для фиксации детали, придания ей вращения, регулировки технических параметров обработки;

- Задняя бабка. Выполняет функцию поддержки длинномерных деталей в процессе обработки, точной фиксации их в пространстве. На задней бабке крепится режущий инструмент для выполнения отверстий, выполнения других операций;
- Силовая установка. Двигатели позволяют осуществлять полный контроль скорости резания, подачи, шага резьбы;
- Электротехническая схема. Станок оборудован системой регулировки, защиты от перегрузок, освещения, смазки.
В комплекте к оборудованию поставляется два люнета, подвижны и неподвижный для качественной обработки длинных деталей, предотвращения вибраций, получения точной геометрии изделий. Задняя бабка перемещается по станине с помощью редуктора и вращающейся рукоятки. Отдельный встроенный, регулируемый вал позволяет фиксировать центра, режущий инструмент. Мощный корпус, удачная архитектура станка, высокие требования при производстве деталей для него позволили изделию эксплуатировать его не одно десятилетие.

Расположение и назначение органов управления
Конструкция станка позволяет работнику быстро настраивать оборудование под решение предстоящей задачи. Основные органы управления находятся слева от токаря на корпусе станка. К ним относят:
- Кнопка включения/выключения станка;
- Лимб переключения скорости вращения рабочего шпинделя;
- Рукоятка переключения на резьбовой вал подачи;
- Лимбы установки шага для дюймовой, метрической, модульной резьбы;
- Рукоятки установки скорости продольной, поперечной подачи.
На суппорте установлен переключатель режима подачи. Он имеет два положения. В первом включается муфта принудительной подачи, во втором управление осуществляется в ручном режиме. Конструкция суппорта имеет дополнительные салазки для четырехпозиционного резцедержателя с независимой регулировкой поперечного движения для изготовления конусов, деталей сложной формы. Штатный патрон 4-х кулачковый, диаметром 100 мм.

ДИП-300 станок токарно-винторезный универсальный. Назначение и область применения
Универсальный токарно-винторезный станок модели ДИП-300 (по классификации ЭНИМС 1д63) – первый советский станок с коробкой скоростей и диаметром обработки над станиной 615 мм, как и все другие ДИПы (, , , ), разработан и производился на Московском станкостроительном заводе Красный Пролетарий с 1930 по 1950-е годы.
Токарный станок ДИП-300 предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Токарный станок ДИП-300 (1д63а) способен обрабатывать относительно крупные заготовки диаметром до 615 мм и длиной 1500 или 3000 мм.
Передний конец шпинделя резьбовой М120 х 6, внутренний конус Морзе 5, отверстие в шпинделе 70 мм, диаметр обрабатываемого прутка 68 мм.
Шпиндель станка ДИП-300 (1д63а) установлен на двухрядные роликовые подшипники спереди и в коническом роликовом подшипнике сзади. Осевая нагрузка на шпиндель воспринимается шариковым упорным подшипником.
Шпиндель получает 18 ступеней частот прямого и обратного вращения от шестиваловой коробки скоростей в передней бабке станка. Установка нужной скорости осуществляется тремя рукоятками на передней стенке передней бабки.
Пуск, останов и включение ускоренного обратного хода осуществляется фрикционной пластинчатой муфтой. Муфта управляется рукоятками на станине у передней бабки и на фартуке.
На входной вал коробки соростей движение поступает через ременную передачу от асинхронного электродвигателя мощностью 10 кВт.
Коробка подач получает движение от коробки скоростей через гитару – сменные шестерни с приклоном. В переднюю бабку включены механизмы, дающие возможность изменить направление движения суппорта и ускорить это движение (увеличить шаг резьбы) в 4 и в 16 раз.
Для изготовления резьбы повышенной точности ходовой винт может быть подключен через сменные шестерни гитары помимо механизма коробки подач.
По ходовому валику суппорт получает подачи: продольные от 0,10 до 1,6 мм и поперечные от 0,04 до 0,59 мм за один оборот шпинделя.
Фартук суппорта токарного станка ДИП-300 (1д63а) снабжен механизмом падающего червяка, который дает возможность автоматического включения подачи от ходового винта при нарезании резьбы в обоих направлениях и одновременно предохраняет станок от поломок в случае перегрузки. Отключение осуществляется с точностью 0,02 мм от упора на станине.
История токарно-винторезного станка ДИП-300
В 1930 году на было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в – Догоним И Перегоним
, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок
немецкой фирмы VDF
. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей – ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934
году на Московском станкостроительном заводе “Красный пролетарий” осваивается выпуск тяжелых универсальных токарно-винторезных станков станков , , .
В 1944
году производство этих станков было передано на , основанный в 1944 году, Тбилисский станкостроительный завод им. Кирова и Ейский станкостроительный завод.
В 1956
Рязанский станкостроительный завод выпустил первую промышленную партию станков серии ДИП-300 – модель – РМЦ 1400, 2800.
В 1968
году запущено в производство следующее поколение серии – модель , .
С 1973
года начало серийного выпуска токарных станков: , , , , .
Тбилисский станкостроительный завод им. Кирова выпускал станки: , 1М63Д, 1М63ДФ101.
В 1992
году начало серийного выпуска станка – последней модели серии ДИП-300.
История создания модели
Первым в СССР началу выпуска универсальных токарно-винторезных станков положил в тридцатых годах двадцатого века. В своих маркировках станков завод имел лозунг станкостроения СССР — ДИП. Расшифровывается эта аббревиатура так – «догнать и перегнать». В дальнейшем ДИП-500 стало выпускать предприятие Рязанского станкостроительного завода в пятидесятых годах двадцатого века, и он получил маркировку 1М65.



Первоначальная версия токарно-винторезного станка ДИП-300 была разработана еще в 1932 году. Главным его предназначением в то время была обработка деревянных заготовок, немного позднее обновленную модификацию можно было уже использовать для обработки металлических изделий.
Следует отметить, что высокие темпы развития машиностроительной отрасли в послереволюционный период, обусловленные стремительным техническим прогрессом в Европе, привели к изобретению уникального на то время станка, который опередил по всем техническим характеристикам образцы западных аналогов подобного типа.
Сокращенное название расшифровывается довольно просто: «Догнать и перегнать». Количественные показатели, используемые в маркировке названия, характеризуют параметры высоты центров.
Отличные технические характеристики позволили к 1940 году именно этим моделям ДИП-300 и ДИП-500 получить широкое распространение в большинстве производственных цехов по всей территории страны.
Общий вид ДИП-300 Токарно-винторезный станок ДИП-300 ДИП-300
Станки, произведенные на Рязанском станкостроительном заводе, серии ДИП-300, по мере модернизаций получили маркировку 1М63.
Технические характеристики
Токарно-винторезный станок ДИП-300 принадлежит к группе средних токарных станков, точность обработки которого соответствует классу «Н», что означает «нормальная точность», т.е. допускаемая величина прямолинейности движения узлов составляет не более 10 мкм.
Максимальное допустимое значение диаметра обрабатываемой заготовки над станиной не может превышать 63 см, над суппортом – 35 см. Максимальный вес детали, подвергаемой обработке – до 2000 кг. Оборудование оснащено тремя электродвигателями.
Возможное продольное направление передвижения суппорта осуществляется на максимальную длину в 136 см, поперечное перемещение ограничивается расстоянием в 40 см. Общая масса составляет 4400 кг.

Скачать паспорт ДИП-300
Назначение и применение
Использование сверхпрочных резцов, произведенных из быстрорежущей стали делало данный токарный станок идеальным для резания заготовок из цветных и черных металлов.
Автоматическое передвижение станины обеспечивает возможность сверхточной обработки внутренних и внешних поверхностей, деталей конусообразной формы разной длины.
Токарный станок разработан специально для профессиональной работы с торцевыми поверхностями заготовок различных форм, таких как цилиндр и конус.
Основные узлы
- Токарно-винторезный станок состоит из следующих основных компонентов: Электродвигатель; Станина; Сменные шестерни; Передняя и задняя бабки; Ограждения патрона;
- Суппорт (характерной особенностью является возможность перемещения как в продольном, так и поперечном направлении);
- Коробка подач (используется при точении заготовок с формой разной степенью сложности, нарезания различных типов резьбы); Защитный кожух.







Особенности и преимущества
Токарный станок ДИП-300 отличается длительным сроком службы. Во время продолжительной эксплуатации оборудование сохраняет изначальную точность при выполнении всех технологических операций.
Надежная конструкция шпинделя и каретки токарно-винторезного станка ДИП-300 при наличии жесткой станины обеспечивают высокую точность выполненных работ.
На высоких скоростях производится внешнее и внутреннее точение, растачивание, точение конусов, а также нарезание резьбы разных видов: дюймовая, метрическая, модульная и питчевая.
Модель позволяет осуществлять многопрофильную токарную работу с изделиями средних и больших размеров в условиях мелкосерийного производства при машиностроительных заводах и цехах.
Источник: https://stroyew.ru/turning-lathe-machine-specifications.html
Токарный станок ДИП-300 технические характеристики
Токарно-винторезный станок ДИП-300 производился в СССР с 30-х по 80-е годы. Базами были Рязанский и Тбилисский заводы. Обозначение расшифровывается просто для того времени: «Догнать и перегнать».
Модификация станка с обозначением 1М63 — одна из наиболее распространенных на территории СНГ. Токарные станки этой модели стали популярны благодаря своей надежности и простоте.
На основе ДИП-300 позже был налажен выпуск станков с числовым программным управлением.
Описание
Назначение ДИП-300 — работа с заготовками среднего и большого размера. На нем осваивается штучное и мелкосерийное производство отдельных деталей. На станке доступны следующие виды работ:
- — точение, в том числе и по внутренней поверхности;
- — точение коротких и длинных конусов;
- — растачивание;
- — сверление отверстий различного диаметра;
- — нарезание резьб различного типа.
- На фото можно посмотреть как выглядит ДИП-300 модификации 1М63.

Общий вид ДИП-300
Среди преимуществ станка практически неограниченный срок службы, сохранение в течение эксплуатации точности и других параметров, технические возможности агрегата обеспечивают его многофункциональность.
Основные узлы станка согласно паспорту:
- Станина.
- Передняя бабка со шпинделем и ограждением патрона.
- Задняя бабка.
- Суппорт с резцедержателем.
- Электрооборудование.
- Система охлаждения.
- Заменяемые зубчатые колеса.
- Фартук.
- Коробка подач для обработки деталей сложных форм.
Технические характеристики
ДИП-300 относится к среднему типу станков с нормальной точностью обработки. Допуск по прямолинейности перемещения узлов — 10 мкм.
Станина выполнена жесткой, с большой массой, шпиндель имеет высокие обороты, а значит, станок поддерживает режимы на высоких скоростях резания. Применяют твердосплавные резцы из быстрорежущей стали.
Суппорт станка, благодаря отдельному электродвигателю и крестообразному механизму, может быстро перемещаться в продольной и поперечной плоскостях. Это позволяет осуществлять точение конусов.

Суппорт.
Основные технические характеристики
- — наибольший габарит обрабатываемого объекта задается точкой установки: над выемкой — 900 мм, над станиной — 700 мм, над суппортом — 350 мм;
- — расстояние от основания до центров — 315 мм;
- — допустимая масса обрабатываемого объекта — 2 тонны;
- — параметры станкового шпинделя: диаметр внутреннего отверстия — 70 мм, количество прямых скоростей вращения — 22, обратных соответственно 11, обороты на прямой скорости составляют от 10 до 1300 об/мин, на обратной скорости — от 18 до 1800 об/мин;
- — параметры резьбовых работ: пределы для метрических резьб составляют от 1 до 192 мм при шаге 56, от 0,5 до 48 модулей при шаге 55 для модульных резьб, от 24 до 0,25 нитки на дюйм при шаге 33 для дюймовых резьб, от 96 до 7 питчей при шаге 52 для питчевых резьб;
- — наибольшее смещение резцовых креплений — 220 мм;
- — наибольшее смещение подачи: поперечное — 400 мм, продольное смещение суппорта — 1260 мм;
- — скорость быстрых смещений: поперечных — 1,6 м/мин, продольных — 4,5 м/мин;
- — наибольшее смещение пиноли задней бабки — 240 мм;
- — перемещение пиноли за один оборот колеса — 6 мм;
- — масса станка в сборе — от 4 тонн, за счет удлинения базы для обработки длинных деталей масса увеличивается до 12 тонн.
-Оборудован люнетами для обработки круглых деталей наружным диаметром от 25 до 160 мм. В зависимости от модификации люнеты выполнены подвижными или неподвижными.

Модификация станка с люнетами под длинные детали.
Инструкция по эксплуатации
Очень важно при эксплуатации следовать инструкциям. Нехитрые правила способствуют продолжительности жизни и исправному функционированию станка.
- В целях соблюдения техники безопасности требуется:
- — проверять технические средства безопасности: ограждение главного привода и сменяемых шестерен, вводной автомат включения и выключения, защитное устройство от стружки, кнопки «стоп» и отключающее устройство перемещения суппорта;
- — обеспечить надежное закрепление обрабатываемой детали;
- — в первый период после пуска не включать максимальную скорость вращения шпинделя;
- — при обработке длинных деталей применять люнеты;
- — реверс шпинделя производить только при полной остановке, зубчатые колеса передней бабки и коробки подач на ходу не переключать;
- — не прикасаться руками к вращающимся частям и деталям, заправить одежду во избежание затягивания вращающимся деталями– ходовым валиком, ходовым винтом и другими частями.
Для получения заданной точности работы станка нужно правильно его установить. Монтаж должен быть осуществлен на бетонный пол с выравниванием по двум плоскостям при помощи уровней. После выверки фундаментные болты затягивают и заливают цементным раствором. Для улучшения устойчивости цементный раствор подливают под тумбы станины.
Всем стандартным размерам резьб соответствуют настройки, указанные на табличках передней бабки. Для нарезания нетабличных резьб необходимо использовать формулы настройки станка, приведенные в паспорте. Все схемы наладки и настройки суппорта с примерами расчета проточки конуса также указаны в паспорте.

Элементы управления передней бабки
- В процессе эксплуатации ДИП-300 возникает необходимость в регулировании отдельных деталей и составных частей станка с целью восстановления их нормальной работы.
Настройка осуществляется через:
- — корректировку фрикционных муфт, расположенных в передней бабке;
- — поправка положения подшипников шпинделя и задней бабки;
- — настройка зазора в продольных и поперечных направляющих суппорта;
- — выборка люфта винта поперечного смещения суппорта;
- — выставление осей шпинделя и пиноли задней бабки;
- — изменение параметров натяжения ремней основного привода.
Электрооборудование
Функционирование обеспечивает трехфазный электродвигатель главного привода типа А02-6I-4 СПУЗ, M101. Параметры двигателя: мощность 13 кВт при частоте вращения 1460 об/мин. Запуск электродвигателя производится при разъединении фрикциона по нажатию кнопки пуск на пульте каретки. Вращение на шпиндель передается фрикционом, который запускается рукояткой.
Быстрый ход каретки обеспечивает электродвигатель типа A02-2I-4 СПУЗ M30I. Параметры двигателя: мощность 1,1 кВт при частоте вращения 1400 об/мин. Перемещение каретки осуществляется посредством четырех электромагнитных муфт: две из них служат для продольного изменения положения каретки и две — для поперечного смещения суппорта.
В систему охлаждения включен насос с электродвигателем типа ПА-22(XI4-22М). Параметры двигателя: 0,12 кВт при частоте вращения 2800 об/мин. Насос обеспечивает подачу 22 л/мин. Запуск и остановка насоса производится через переключатель, установленный на фартуке станка.
В системе смазки используется шиберный насос марки С12-54, который обеспечивает подачу масла 8,2 л/мин.
Схема электрическая

В станке предусмотрены аварийные защитные элементы. Тепловой электрический защищает от перегрузок электродвигателя. От усилий, возникающих при резании, страхуют фрикцион коробки подач и электромагнитные муфты фартука.
Видео
Как приобрести «Догнать и перегнать»?
ДИП-300 уже давно не производится. Новую модель купить сложно, доступны только бывшие в употреблении. Однако больше, чем за полстолетия, подобных станков было выпущено множество. Многие из них сохранились в отличном техническом состоянии, по другим был проведен капитальный ремонт. Благодаря простоте и надежности, восстановить такой агрегат достаточно просто, хотя и затратно.
Цена — первый показатель состояния ДИП-300. Стоимость работоспособной модификации начинается от 180 тысяч рублей. Всё, что стоит меньше этой суммы, либо находится в плохом состоянии, либо не функционирует и требует ремонта.
Преимуществом можно назвать то, что запчастей для станка на рынке очень много. К агрегату ДИП-300 подходят детали от последующих модификаций, а также от современных станков, которые выпускаются сегодня.
- Если есть необходимые знания, навыки и соответствующее оборудование, выгоднее даже купить ДИП-300 под восстановление.
- При покупке ДИП-300 обратите внимание на:
- — состояние патрона, особенно кулачков, на надежность зажима;
- — работоспособность системы смазки;
- — состояние направляющих, влияющих на точность работы;
- — вращение шпинделя, отсутствие биения.
Найти для покупки легко через интернет, в котором множество площадок по продаже б/у агрегатов. Самая популярная из них — Avito, сайт бесплатных объявлений. Цена зависит от даты его производства, технического состояния и износа узлов, а также от конкретной модификации. Новые модели, например, 1М63М или 1М63Н, обладают большими возможностями и стоят дороже.
Отзывы
Несмотря на свой солидный возраст, станок продолжает пользоваться спросом. Его надежность ставится вне всяких сомнений. Технические характеристики позволяют реализовать большинство технологических запросов.
Техническое обслуживание и необходимый ремонт проводятся легко в виду простоты устройства.
Отмечается, что хотя ДИП-300 уступает по удобству и продуктивности современным аналогам, он может еще в течение десятилетий исправно выполнять свои функции.
Самое главное отмечаемое достоинство станка — это его цена. За сумму около 250 тысяч рублей можно получить агрегат по функционалу сравнимый с современными моделями, стоимость которых на порядок выше.
- Похожие темы:
- Вертикально-фрезерный станок 6Р13 по металлу
- Сверлильный станок своими руками
- Токарно-винторезный станок ИТ-1 М
- Настольный токарно-винторезный станок ТВ-16
Источник: https://stanki-info.ru/tokarnyj-dip-300.html
Токарный станок ДИП 300
- Ø обработки над станиной 630 мм
- Ø обработки над суппортом 350 мм
- Класс точности Н
- Производитель — Красный пролетарий (СССР)
Токарный станок ДИП 300 разработан специально для профессиональной обработки торцевых поверхностей деталей разных форм, таких как цилиндр и конус.
Использование сверхпрочных резцов, делало токарный станок ДИП 300 лучшим для резания заготовок из цветных и черных металлов. Автоматическое перемещение станины даёт возможность сверхточно обработать внутренние и внешние поверхности, длинные конусообразные детали.
| Наибольший диаметр заготовки, устанавливаемой над станиной, мм | 700 |
| Диаметр обработки над станиной, мм | 630 |
| Диаметр обработки над суппортом, мм | 350 |
| Расстояние между центрам | 750 — 10 000 |
| Наибольшая длина детали, устанавливаемой в выемке станины, мм | 900 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Фланцевой конец шпинделя по DIN | 11М |
| Количество ступеней частот вращения шпинделя | 22 |
| Пределы частот вращения шпинделя, об/мин | 10 — 1 250 |
| Ускоренное продольное перемещение суппорта, м/мин | 5,2 |
| Ускоренное поперечное перемещение суппорта, м/мин | 2 |
| Мощность электродвигателя главного привода | 15 кВт |
| Наибольший вес обрабатываемой детали в центрах, кг | 3 500 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 950 — 12 470 х 1 780 х 1 550 |
| Масса станка, кг | 4 200 — 13 200 |
Токарный станок ДИП-300 отличается продолжительным сроком службы. Во время долгой эксплуатации токарный станок сохраняет первичную точность при выполнении различных технологических операций.
Конструкция шпинделя и каретки токарно винторезного станка ДИП 300 при наличии мощной станины позволяют с высокой точностью выполнять работы. На высоких скоростях выполняется внешнее и внутреннее точение, точение конусов, растачивание, а также нарезание резьбы.
Токарный станок ДИП 300 позволяет выполнять многопрофильную токарную обработку на изделиях средних и больших размеров в условиях мелкосерийности выпуска на машиностроительных заводах и в цехах.
Современные токарные станки с ЧПУ
Инструмент в подарок
обработка прутка 3-32 мм, длина макс. детали — 500 мм, количество осей — 5 шт.

Станок в Трейд-ин
Ø заг. над станиной — 380 мм, Ø заг. над суппортом — 200 мм, по осям X/Z — 250/530 мм

По цене производителя
Ø заг. над станиной — 410 мм, Ø заг. над суппортом — 210 мм, по осям X/Z — 230/850 мм

Источник: https://www.axissteel.ru/stanokdip300/
Обзор токарного станка ДИП-300
Изначально, токарный станок ДИП-300, который начал выпускаться в 1932 году, предназначался для обработки деревянных изделий, а уже после, претерпев изменения, стал применяться и для обработки болванок из металла.
Развитие машиностроения в послереволюционном Советском Союзе набирало стремительные темпы, вслед за европейским, благодаря чему и появился уникальный станок, по своим характеристикам опережавший зарубежные аналоги.
Его название является аббревиатурой фразы «Догнать и перегнать». Числовые показатели, использованные в названии агрегата, обозначают высоту центров.
Характеристики, присущие установке, сделали ее одной из самых распространенных на территории Советского Союза и стран ближнего зарубежья.
Модель обладает широким спектром возможностей и позволяет работать с болванками из черных и цветных металлов.
Токарный станок ДИП 300: технические характеристики
Жесткость и надежность конструкции основы агрегата и его составляющих, а также характерные особенности установки позволяют выполнять следующие высокоскоростные операции: высверливание отверстий, наружное и внутреннее обтачивание конусных и цилиндрических поверхностей, нарезка различных резьб и прочие виды работ.
Резцы, используемые на агрегате, выполнены из быстрорежущей закаленной стали и обладают высокой прочностью. Устройством предусмотрена возможность обработки длинных болванок конической формы, поскольку основа агрегата в его верхней части перемещается. Электродвигатель позволяет резцедержателю быстро передвигаться в осевом и перпендикулярном направлении.
Основные характеристики, описываемые в паспорте установки, имеют такие показатели, как:
- диаметр обрабатываемой болванки в максимальном значении: над выемкой – 90 см; над основой: 70 см; над резцедержателем – 35 см;
- высота центров – 31,5 см;
- вес обрабатываемой болванки в максимальном значении – 3500 кг;
- главный рабочий вал станка: сечение внутреннего отверстия – 10,5 см; количество скоростей (прямых и обратных) – 22 и 11; количество оборотов – от 18 до 1800 в минуту (обратное вращение), от 10 до 1250 в минуту (прямое вращение); мощность привода – 13 кВт;
- пределы шагов: метрические – 1-192 мм; модульные – 0,5-48 мм; дюймовые – 24-0,25 ниток; питчевые – 96-7 питч;
- число шагов: метрические – 56; модульные – 55; дюймовые – 33; питчевые – 52;
- перемещение резцовых салазок в максимальном значении – 22 см;
- перемещение подач в максимальном значении: перпендикулярное – 40 см; осевое – 126 см;
- мощность электродвигателей: насос – 0,12 кВт; двигатель перемещений резцедержателя – 1,1 кВт; основной двигатель – 13 кВт;
- скорость перемещений: перпендикулярных – 1,6 м/мин; осевых – 4,5 м/мин;
- перемещение пиноли заднего узла в максимальном значении – 24 см;
- общий вес устройства – 4300 кг;
- габариты – 295х178х155 см.
Особенности и преимущества
Станок ДИП-300 имеет следующее устройство:
- Электрический двигатель.
- Основа агрегата.
- Сменные зубчатые колеса.
- Передний узел.
- Задний узел.
- Ограждения патрона.
- Перемещающийся в продольном и поперечном направлениях резцедержатель.
- Фартук.
- Применяющаяся при обработке болванок сложных форм и нарезке резьбы коробка подач.
- Защитный кожух.

Установка данной модели наделена рядом преимущественных особенностей, которые делают ее востребованной и по сей день:
- силовые шестерни выполнены из закаленной легированной стали и отшлифованы;
- защита от перегрева и устойчивость механизмов к вибрациям, что гарантирует высокоточную обработку;
- повышенная скорость обратного вращения главного вала, превышающая скорость прямого в 1,3 раза, сокращающая время нарезки;
- электрические и механические блокировки ограждают область для резки, обеспечивая безопасность работ с установкой;
- направляющие на станине являются двухпризменными, дающими долгую гарантию и продолжительное сохранение первоначальной точности;
- две электромагнитные муфты в коробке подач позволяют дистанционно переключать режим без остановки устройства;
- фрикцион установки просто регулируется;
- длинные конические болванки обрабатываются благодаря одновременному перемещению резцовых салазок и резцедержателя в осевом направлении.
Настройка закрытой двухосной коробки подач производится при помощи рычагов или монтажом сменных шестерней, благодаря чему делается нарезка полного перечня стандартных резьб. Нарезка высокоточных или специальных резьб предусмотрена конструкцией агрегата и осуществляется при прямом включении ходового винта при использовании специального комплекта колес.
Суппорт данной модели – крестовой, и имеет ряд следующих преимуществ:
- Расстояние от кромки резцедержателя до оси центров – 32 см.
- Количество резцов – 4.
- Перпендикулярное перемещение на оборот лимба – 0,5 см, осевое – 30 см.
- При перпендикулярном перемещении цена деления лимба – 0,05 мм.
- Ускоренное перемещение резцедержателя: при поперечном перемещении – 1,6 м/мин; при продольном – 4,5 м/мин.
Поперечное перемещение резцедержателя происходит по направляющим каретки, а осевое – по направляющим основы агрегата, и производятся механически или оператором. Верхняя часть узла с резцовой головкой передвигается механическим или ручным способом.
Коробки скоростей станка ДИП-300
Коробка укреплена с левой стороны основы агрегата. Вращение от электрического двигателя передается на механизмы коробки посредством вала со шкивом. Центральный вал приводит в движение разноразмерные зубчатые колеса, позволяющие производить ступенчатую регулировку скоростей.

Конструкция коробки обеспечивает устройство 24 скоростями, которые переключаются последовательным соединением зубчатых колес, обладающих разными показателями.
Когда появляется необходимость в получении высокой скорости главным валом, вращение двигателя передается на него без применения зубчатых колес.
Данный режим работы устройства отличается пониженным уровнем шума и повышенной эффективностью.
Благодаря техническим особенностям коробки скоростей, шаг резьбы увеличивается в большом спектре и оперативно изменяется направление перемещения резцедержателя.
Зубчатые колеса разного диаметра и с различным количеством зубцов зацепляются, позволяя изменять скорость вращения главного вала. Замена зацепляемых шестерен производится рычагом.
Вращение шестерен облегчается благодаря использованию шариковых и роликовых подшипников.
Пустотелый вал изготавливался из стали высокого качества, а опорами для него служат подшипники, которые отличаются надежностью. Спереди шпиндель опирается на радиальный подшипник игольчатого типа с двумя рядами, сзади – на радиально-упорный подшипник. Они и способствуют более легкому вращению главного вала, а также принимают на себя большую часть нагрузки, которая приходится на него.
Специальным рычагом активируется пластинчатая муфта фрикционного типа, посредством которой вращение передается главному валу. Благодаря этой муфте, главный вал установки изменяет свое направление или останавливается полностью.
- Видео: токарный станок ДИП-300.
Источник: https://metmastanki.ru/tokarnyy-stanok-dip-300
Токарный станок 1М63 (ДИП-300)
Сегодня можно приобрести токарный станок, олицетворяющий ушедшую эпоху.
Разработанный еще в 1932 году, ДИП-300, сегодня известный как модель для работы по металлу 1 м 63, пользуется огромной популярностью в небольших компаниях, а также цехах предприятий, осуществляющих мелкосерийное производство.
Понять, почему ДИП-300 олицетворяет самый яркий период развития СССР — несложно: аббревиатура его названия расшифровывается как «догоним и перегоним».
Назначение и применение
Станок 1м63 хорошо известен профессионалам, которые заняты обработкой металлических заготовок. Параметры точения, а также другие характеристики устройства выглядят привлекательно, особенно если рассматривать их в узкой сфере применения.
Модель 1м63, ДИП-300 и их модификации предназначена для производства режущих операций, обработки заготовок из цветных, черных металлов, сплавов с широкой градацией твердости.
Данное устройство распространено, его можно встретить практически на каждом машиностроительном предприятии.
Сегодня варианты использования данного оборудования дополнились частными мастерскими и индивидуальными предпринимателями.
Станок 1м63 изначально ориентирован на мелкосерийное производство. Качество обработки, которое обеспечивают технические данные агрегата — позволяет с высокой точностью изготавливать на нем уникальные единичные изделия. Модель имеет надежный шпиндель, каретку, в конструкции применены классические подходы и компоновка для обеспечения общей прочности и вибрационной устойчивости.
При помощи 1м63 можно проводить следующие работы:
- обработку, точение конусов;
- расточку;
- нарезание резьб метрических, питчевых, дюймовых и модульных, как механическим способом (резцом), так и метчиком, плашкой;
- сверловку;
- накатку сетчатых рифлений;
- обработку как внутренних, так и наружных поверхностей заготовки.
В качестве обрабатывающего инструмента в 1м63 могут устанавливаться резцы из быстрорежущих сталей (Р18, Р6М5) и твердосплавных материалов (ВК, ТК, ТТК). Отдельно стоит отметить понятное управление: фартук на своей передней панели имеет переключатели, позволяющие выбирать группу операций (наружное конусное, внутреннее точение, общие токарные операции).
Технические характеристики
Модель 1м63 способна проводить токарные операции и обеспечивать показатели качества, полностью соответствующие требованиям класса Н. Устройство имеет следующие технические характеристики:
- главный привод — электродвигатель, мощность 15 кВт;
- ограничение по диаметру заготовки при ее обработке над станиной — 630 мм;
- максимальный диаметр детали при обработке над суппортом — 350 мм;
- ограничение габарита заготовки над станиной — 700 мм;
- размер конуса шпинделя — 100, метрический;
- обороты основного вала — от 12.5 до 1600 в минуту;
- величины подачи в продольном направлении до 1360 мм, в поперечном — 400 мм;
- шкала лимбов — продольного 1 мм на деление, 0,05 на диаметр;
- число двигателей на станке — 3.
ДИП 300 токарный станок, вес которого по минимальному показателю составляет 4200 кг — должен устанавливаться на жесткий фундамент, не допускающий вибраций.
Масса и габариты оборудования — зависят от примененной РМЦ, а также комплектации электрооборудования. Так, ширина станка составляет 1690 мм, высота — 1420, длина варьируется от 2950 до 12470 мм.
Аналогично вес в зависимости от модификации находится в диапазоне от 4200 до 13200 кг.
Особенности конструкции
Нельзя обойтись без описания особенности станка 1м63, которая позволяет увеличивать его функциональные возможности. В модели применены усовершенствования конструкции суппорта.
Его салазки можно перемещать, что дает возможность обрабатывать длинные конусные детали. Блок суппорта через приводной винт перемещает отдельный двигатель.
Благодаря такому подходу — достигается высокая максимальная скорость подачи.
Другие преимущества станка:
- установлены зубчатые колеса из закаленной легированной стали высокой прочности;
- материалы конструкции в целом гарантируют стабильность при изменении температуры;
- силовые элементы обеспечивают устойчивость к вибрации для повышения точности технологических процессов;
- станок оснащен системой торможения, защитными механизмами блокировки;
- обеспечено простое переключение режимов рукоятками;
- коробка передач станка, используя электромагнитную муфту — гарантирует высокую скорость переключения без остановки работы оборудования.
Фрикционный вал и система сцепления для передачи вращающего момента в целом — легко настраивается и регулируется, что удобно для мастерских без наличия квалифицированного персонала.
Коробка подач агрегата — двухосная, закрытого типа. Она надежна, удобно настраивается, в ней не используется гитара для уменьшения количества компонентов и снижения уровня сложности. Настройки параметров производятся соответствующими рукоятками, а также сменой зубчатых колес.
Конструкционная схема коробки подач позволяет нарезать практически все виды резьб, а также создавать специальные типы и высокоточную резьбу. Для осуществления последней операции — подача каретки на токарном станке 1м63 осуществляет ходовой винт, подключаемый напрямую к валу через специальный блок колес.
Отдельно стоит упомянуть особенности суппорта станка ДИП-300. В модели 1м63 и разработанных позднее — используется модифицированная конструкция узла. Она получила крестовое исполнение и отличается следующими преимуществами:
- одновременно в головке можно зафиксировать до четырех резцов;
- расстояние между осью центров и режущей кромкой оставляет 320 мм;
- за один оборот лимба производится перемещение в продольном направлении на 300 мм;
- цена деления лимбовой шкалы, соответствующая смещению суппорта на 1 диаметр — 0,05 мм;
- каретка может подаваться с максимальной скоростью 4,5 м в минуту в продольном направлении и 1,6 м в минуту — в поперечном.
Конструкция станка гарантирует высокую точность перемещения суппорта. Он движется по направляющим станины, изготовленных из прочного сплава. Разработчики предусмотрели поддержание стабильных параметров точности при многолетней эксплуатации оборудования.
Суппорт в поперечном и продольном направлении может подаваться при помощи ручного привода (привычное колесо), а также при передаче момента от привода для обеспечения высокой скорости. Аналогично двигается и верхняя часть блока с резцовой головкой.
Коробки скоростей и подач станка
Коробка скоростей станка 1м63 закреплена на главной прочностной конструкции, в левой части станины.
Вся механика приводится в действие валом, получающим вращающий момент через шкив (клиноременную передачу) от силового привода агрегата.
Ступенчатое изменение диапазонов оборотов шпинделя — достигается применением комплекта шестерней. Переключение между элементами разного размера осуществляется вращением центрального вала.
Коробка такого класса позволила обеспечить 24 позиции переключения. Общая схема управления достаточно проста: шестерни последовательно соединяются, образуя разные передаточные числа и соответствующие преобразования момента вращения. Особенность коробки передач: предусмотрен режим максимальных оборотов на шпинделе. В этом случае шестерни не работают и главный привод передает усилие напрямую.
Примененные в конструкции коробки передач материалы обеспечивают высокую износоустойчивость элементов узла и общую надежность.
Шестерни изготовлены из термообработанной стали инструментального класса, их размещение производится на шлицевых валах. Последние установлены на роликовых и шариковых подшипниках, нейтрализующих осевые нагрузки.
Также, конструкция коробки скоростей обеспечивает обратное вращение шпинделя.
Кратко преимущества узла можно описать следующим образом:
- в наличии режим прямой передачи крутящего момента от главного привода;
- предусмотрено 6 скоростей с высокими оборотами на шпинделе, с обеспечением высокого КПД;
- в наличии режим повышения шага резьбы, в конструкции коробки — два механизма для увеличения показателя в 16 и 4 раза.
Закрытая конструкция коробки увеличивает срок ее эксплуатации и обеспечивает удобную схему смазывания. Паспорт станка содержит подробные сведения о процедурах необходимого обслуживания данного узла станка.
Хорошим набором преимуществ отличается и коробка подачи. Она построена на двухосной механике, имеет компоновку закрытого типа.
Управление подачей достаточно стандартно и привычно для квалифицированного токаря: переключением рукояток смещаются зубчатые колеса.
Коробка подач станка 1м63 предлагает возможность тонкого регулирования, что позволяет выполнять токарные операции с высокой точностью.
Особенностью узла является возможность замены набора зубчатых колес. Это делается в том случае, когда требуется нарезать резьбы высокого класса точности с приводом ходового винта непосредственно от двигателя главного привода.
Электрическая схема
Электросистема станка 1м63 достаточно сложна. В нее входят:
- главный привод, электродвигатель мощностью 15 кВт, с номинальной частотой вращения 1460 об/мин;
- привод системы охлаждения, мощность 0,12 кВт, производительность 22 литра в минуту, номинальные обороты 2800 в минуту;
- отдельный двигатель для высокой скорости подачи каретки, мощность 1,1 кВт, номинальные обороты 1400 в минуту;
- насос смазочной системы, шиберного типа, производительностью 8,2 литров в минуту.
Особенностью смазочной системы является механика проточной фильтрации масла. Для этого применяется фильтр пластинчатого типа с показателем точности в 120 мкм.
Пуск главного привода возможен только при условии, что фрикционный вал агрегата включен. Рукоять фрикционной системы регулирует точный показатель частоты вращения шпинделя. Такая схема (коробка передач и блок сцепления) позволяет крайне тонко настраивать обороты для достижения высокого качества токарной обработки.
Главная задача главного привода — передавать крутящий момент на шпиндель, осущетсвлять подачи суппорта и каретки. Для движения последних — подключаются электромагнитные муфты, управляемые переключателем режимов электросистемы. Данный регулятор позволяет выбрать один из вариантов:
- отключения подачи;
- продольного, поперечного перемещения каретки;
- поперечного, продольного движения суппорта.
Электрическая схема, управляемая данным переключателем, включает активацию быстрой подачи. Включение режима осуществляется отдельной толчковой кнопкой, расположенной в верхней части поворотного элемента регулятора.
Отличия ДИП 300 и 1м63
Станки семейства 1м63 — это несколько модификаций одного усовершенствованного, в сравнении с ДИП-300, устройства. В частности, значительно улучшены следующие показатели:
- мощность двигателя главного привода (15 кВт против 13 у ДИП-300);
- увеличенная скорость нарезки резьб благодаря усовершенствованной механике коробки подач, скоростей;
- увеличенный посадочный диаметр отверстия шпинделя;
- предлагаются модификации станка, на которых можно обрабатывать детали массой до 3500 кг и длиной до 10 метров;
- использование инструментальных сталей и каленых материалов значительно увеличили срок службы оборудования;
- легированная сталь шестерней коробок обеспечила износоустойчивость и термостабильность.
В конструкции всех станков старше ДИП-300 реализованы дополнительные меры защиты, что значительно увеличило безопасность при работе с оборудованием, снизило число аварий, связанных с перегрузками и другими нештатными ситуациями.
Инструкция по эксплуатации
Паспорт оборудования содержит полный перечень правил работы со станком 1м63. Кратко можно упомянуть:
- к работе не допускается персонал, не имеющий достаточной квалификации, не ознакомленный с документацией к оборудованию, не прошедший инструктажи по технике безопасности;
- перед началом работы обязательно проводится проверка ограждений, сменных шестерен, автоматов включения, блокировки выброса стружки, выключателей подачи;
- делать в суппорте должна надежно фиксироваться;
- при работе с длинными заготовками — применение люнетов обязательно;
- непосредственно после пуска и в течение некоторого времени — не переключать коробку скоростей в режим максимальных оборотов шпинделя;
- переключать направление вращения шпинделя следует только в состоянии полного его останова;
- не допускается переключать режимы колес передней бабки, работы коробки подач на ходу.
Необходимо соблюдать общие правила безопасности. Спецодежда, кроме брюк, спецовки с длинным рукавом и плотно застегиваемыми манжетами — должна включать защитные очки и берет. Во время работы нельзя прикасаться к движущимся деталям, следить, чтобы одежда была тщательно заправлена, не рекомендуется близко наклоняться к рабочей зоне.
Все параметры обработки должны настраиваться до пуска станка согласно инструкциям к оборудованию. Активация главного привода должна производиться после установки резца в начальную позицию. По окончании работ – нужно очистить поверхности станка от остатков охлаждающей жидкости, грязи, удалить стружку.
Источник: https://MoiStanki.ru/metallooborabotka/tokarnye-metall/tokarnyj-stanok-1m63-dip-300
Токарный станок ДИП 300: технические характеристики, цена
Уже совсем скоро токарный станок ДИП 300 отпразднует свое 100-летие: как известно, это оборудование начало производиться в Советском Союзе в 1932-ом. За все время эксплуатации оно зарекомендовало себя, как надежное, удобное и не требующее особого внимания.
Данная модель отлично подходит для обработки заготовок как средних, так и больших размеров. Ее название расшифровывается просто. Цифровая часть индекса — высота центров. В буквенной же аббревиатуре зашифрован советский лозунг, бывший популярным в СССР довольно продолжительное время — «Догоним и перегоним».
Возможности аппарата и особенности его конструкции
Если попросить человека, которому принадлежит токарно-винторезный станок ДИП 300, кратко охарактеризовать его, то в ответе наверняка будут присутствовать следующие утверждения:
- отличная мощность привода;
- достаточная жесткость конструкции;
- внушительный диапазон подач и скоростей вращения шпинделя.
Рис. 02.
Совокупность перечисленных черт дает возможность применять в процессе обработки заготовок широкие возможности прогрессивных инструментов.
Главными конструкционными особенностями модели можно считать следующие:
- Высокая точность — она достигается за счет температурной стабильности оборудования, его жесткости и устойчивости к вибрациям.
- Длительный срок беспроблемной эксплуатации — обуславливается высокой степенью надежности каждого узла и компонента, в частности, направляющих станины.
- Сокращенное время обработки резьб — гарантировано тем, что частота обратного вращения выше прямого более чем в 1,2 раза.
- Эффективное точение длинных заготовок конусообразной формы — производится в условиях одновременной подачи салазок (резцовых) и суппорта.
- Высокая жесткость коробки подач — благодаря паре муфт (электромагнитных) присутствует возможность дистанционного переключения подач. Оборудование при этом останавливать не нужно.
- Зубчатые силовые колеса коробки отлично отшлифованы, закалены и произведены из высококачественной стали.
Еще один момент — безопасность работы. Во многом она обусловлена наличием механических и электрических блокировок, а также ограждения зоны патрона и резания заготовки.
Стоимость
Ввиду великолепных характеристик (речь о них пойдет ниже) цена токарного станка ДИП 300 довольно высока. Но независимо от того, кто предлагает приобрести данное оборудование, оно в любом случае будет подержанным.
Разумеется, аппарат, интенсивно эксплуатировавшийся еще при Союзе, можно приобрести за небольшие деньги. А вот если его владелец долгие годы заботился о своем имуществе, осуществлял профилактические и ремонтные работы, то тогда мы говорим о стоимости на уровне 240 000-250 000 рублей.
Кроме того, существуют предложения, в которых цена указана в разы выше. Здесь мы говорим об аналогах, которые производятся и сегодня. То есть, совершенно новые аппараты, но иных моделей. Их стоимость составляет и 2 400 000, и чуть более 4 398 000 рублей.
О параметрах устройства
Наиболее интересующие потенциальных владельцев технические характеристики станка ДИП 300 приведены ниже в форме таблицы:
| Мощность привода (главн.) | кВт | 15.0 |
| Диаметр обработки над суппортом над станиной |
мм мм |
350 630 |
| Число частот вращения | шт. | 22 |
| Максимальный диаметр детали | мм | 700 (над станиной) |
| Диапазон частот вращения | об/мин | от 10 до 1 250 |
| Перемещение суппорта в ускоренном режиме поперечное продольное |
м/мин м/мин |
2 5.2 |
| Вес детали max | т | 3.5 |
Поскольку РМЦ агрегата варьируется от 750 до 10 000 мм, соответствующим образом различается масса и длина модификаций. Первая может быть 4,2 т и более (до 13,2), а вторые — от 2 950 до 12 470 мм. Примечательно, что ширина и высота остаются неизменными: 1 780 и 1 550 мм.
Источник: http://tokstan.ru/modeli/tokarnyj-stanok-dip-300.html
Токарно винторезный станок ДИП-300
Код товара: 1343
Токарно-винторезный станок 1М63Н-1
Ø обработки над станиной 630 мм РМЦ1500 мм Ø отверстия шпинделя 105 мм Макс. обороты 1250 об/м Мощность 15.00 кВт Напряжение380В Масса5750 кг
Код товара: 125
Токарный станок ZMM CU630/1500
Ø обработки над станиной 630 мм РМЦ1500 мм Ø отверстия шпинделя 103 мм Макс. обороты 1250 об/м Мощность 11.00 кВт Напряжение380В Масса3160 кг
Код товара: 42170
Код товара: 39357
Токарно винторезный станок ДИП-300 предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых. Высокая мощность привода и жесткость станка, широкий диапозон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов. ОСОБЕННОСТИ КОНСТРУКЦИИ:
- жесткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки;
- 2х призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности;
- частота обратного вращения шпинделя в 1,3 раза выше чем прямое, что сокращает время обработки резьб;
- точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте;
- коробка подач обладает высокой жесткостью кинематической цепи, имеет 2е электромагнитные муфты дистанционного переключения подач без остановки станка;
- все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы;
- ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА ТОКАРНО-ВИНТОРЕЗНОГО 1М63
Характеристика
| Наибольший диаметр заготовки: | |
| устанавливаемой над станиной, мм | 700 |
| обрабатываемой над станиной, мм | 630 |
| обрабатываемой над суппортом, мм | 350 |
| Наибольшая длина обрабатываемой заготовки, мм | 750, 1500, 2000, 3000, 4000, 5000, 8000, 10000 |
| Наибольшая длина детали, устанавливаемой в выемке станины, мм | 900 |
| Длина выемки от торца фланца шпинделя, мм | 450 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Фланцевой конец шпинделя по DIN | 11М |
| Количество ступеней частот вращения шпинделя | 22 |
| Пределы частот вращения шпинделя, об/мин | 10 — 1250 |
| Величина подач: | |
| продольных, мм/об | 0,06 — 1,4 |
| поперечных, мм/об | 0,024 — 0,518 |
| резцовых салазок, мм/об | 0,019 — 0,434 |
| Величина шагов нарезания резьб: | |
| метрических, мм | 1 — 224 |
| дюймовых, ниток/дюйм | 28 — 0,25 |
| модульных, модуль | 0,25 — 56 |
| питчевых, питч диам. | 112 — 0,5 |
| Ускоренное перемещение суппорта, м/мин: | |
| продольное | 5,2 |
| поперечное | 2 |
| Мощность главного привода, кВт | 15 |
| Наибольший вес обрабатываемой детали в центрах,кг | 3500 |
| Масса ДИП-300 , кг | 4200, 4840, 5100, 5750, 6530, 9000, 11800, 13200 |
| Габариты: | |
| длина, мм | 2950, 3750, 4200, 5250, 6230, 7250, 10300, 12470 |
| ширина, мм | 1780 |
| высота, мм | 1550 |
| Стандартное оборудование: |
| люнет неподвижный (Ж 20 — 350 мм); |
| люнет подвижный (Ж 20 — 150 мм); |
| патрон трехкулачковый Ж 400 мм. |
| Оборудование за отдельную плату: |
| патрон четырехкулачковый Ж 500 мм; |
| люнет неподвижный (Ж 200 — 410 мм, Ж 40 — 215 мм, Ж 20 — 160 мм); |
| резьбоуказатель; |
| конусная линейка; |
| резцедержатель с быстросъемными блоками. |
Отзывов пока нет, но ваш может быть первым. Оставить отзыв
- Компания-изготовитель оставляет за собой право на изменение комплектации и места производства товара без уведомления!
- Обращаем Ваше внимание на то, что информация на сайте не является публичной офертой!
Источник: https://RuStan.ru/t_400_1m63.htm
Станок для токарных работ ДИП-500 начинает свое существование с 30-х годов ХХ века. Его название представляет собой сокращение девиза «Догнать и перегнать», а цифры означают максимальный радиус изделия.

Содержание:
- 1 Сведения о производителе
- 2 Назначение и сфера применения
- 3 Габаритные размеры
- 4 Технические характеристики и принцип работы
- 5 Конструктивные особенности станка
- 5.1 Расположение органов управления
- 5.2 Передняя бабка
- 5.3 Суппорт
- 5.4 Фартук
- 5.5 Коробка подач
- 5.6 Сменные шестерни
- 5.7 Задняя бабка
- 6 Кинематическая схема
- 7 Электрическая схема
- 8 Инструкция по эксплуатации, паспорт
- 9 Обслуживание агрегата
- 10 Меры предосторожности и техника безопасности
Сведения о производителе
Первым начал выпускать такие станки Московский завод «Красный пролетарий». С 1950 года производителем ДИП-500 является Рязанский станкостроительный завод.
Назначение и сфера применения
Станок используется для всех видов токарных работ и обработки заготовок из таких материалов, как сталь, чугун, дерево, композит, фторопласт. На нем можно делать такие операции:
- нарезка резьбы;
- подрезка торцов;
- выполнять изготовление длинных и коротких конусов;
- высокоскоростные режущие работы;
- обработка труб диаметром до 100 мм;
- расточка отверстий.
Важно!
Станок использовался не один десяток лет и по-прежнему широко используется на предприятиях. Используя дополнительные приспособления, на нем можно производить специальные операции. Возможен выпуск как штучных деталей, так и серийной продукции.
Читайте также:опи токарный станок ДИП-300
Габаритные размеры
Станок ДИП-500 относится к классу тяжелого оборудования. Его вес составляет 12800 кг. Габариты: 614х220х176 см. Конструкция очень устойчива.

Технические характеристики и принцип работы
Характеристики токарного станка:
- нормальная точность точения деталей;
- наличие дополнительных подпор позволяет точить детали большой длины;
- наибольший размер обрабатываемой детали – 100 см, над суппортом – 60 см;
- максимальная масса заготовки – 5000 кг;
- оборудование работает за счет 4-х электродвигателей разной мощности;
- охлаждение и смазка производятся с помощью двух насосов;
- суппорт может перемещаться как вдоль, так и поперек в ускоренном режиме;
- смена зубчатых колес позволяет точно настраивать величину шагов резьбы.
Основным рабочим моментом является резание детали во время ее вращения в патроне или центрах. Режущий инструмент может передвигаться при помощи вспомогательного движения подачи.
Поперечная подача регулирует глубину обработки. Конфигурация резца определяет форму детали.


Конструктивные особенности станка
Станок ДИП-500 имеет обычную конструкцию для станков своего класса. Она устойчива к вибрациям и большим нагрузкам. Детали выполнены из чугуна.
Расположение органов управления
На передней панели находятся органы управления – пять рукояток, над которыми помещена специальная табличка с описанием положений рукояток и их режимов.
Они управляют включением и выключением двигателя, устанавливают шаг и направление резьбы, регулируют скорость вращения.

Передняя бабка
Служит для закрепления детали, придания ей вращения, с ее помощью регулируются все параметры обработки. Передняя бабка расположена слева от токаря.

Суппорт
Суппорт движется по станине между бабками и подает резец к детали, определяя скорость и шаг резьбы. Он может работать в двух режимах: ручном и механическом.
Фартук
Служит для перемещения каретки. Может работать как механически, так и вручную. На фартуке имеется еще один пусковой механизм, который также может включать станок, изменять вращение детали.

Передняя крышка фартука снимается, внутри него находится обгонная муфта.
Коробка подач
Коробка находится на передней бабке, она отвечает за управление передаточным механизмом. С ее помощью можно включить валы движения, установить параметры резьбы. Она обеспечивает нарезку метрической, дюймовой и модульной резьбы.

Сменные шестерни
Сменные шестерни расположены в узле под названием «гитара». Они передают вращение на коробку подач.
Задняя бабка
Находится справа от рабочего. Может перемещаться по станине посредством вращения рукоятки и редуктора. На ней крепятся инструменты для резьбы, изготовления отверстий, точно фиксируются детали.
Кинематическая схема

Электрическая схема

Оборудование станка предусматривает все необходимые параметры: освещение, защиту от перегрузок, смазку, регулировку.
Инструкция по эксплуатации, паспорт
Для правильной работы станка необходимо соблюдать инструкцию по эксплуатации.
- Станок весит более 10т, вместе с заготовкой вес его может значительно увеличиться. Поэтому необходимо подготовить отдельный фундамент и ровную устойчивую площадку.
- Аппарат имеет четыре электродвигателя. Для их работы нужно верно рассчитать электрическую нагрузку. Оборудование работает от трехфазной сети 380 В.
- Необходимо при установке проверить надежность всех креплений.
Обязательно следить за уровнем масла и своевременной смазкой механизмов. - Станина должна быть установлена строго горизонтально и вдоль, и поперек. Проверить уровнем.
Паспорт станка ДИП-500 аналогичен его новой модели 1М65. Его можно посмотреть здесь.
Обслуживание агрегата

Важно!
Ежедневная работа станка требует внимательного отношения к его обслуживанию. Нужно следить за смазкой, режимом работы. Начиная работу, обязательно проверьте натяжение ремня, свободное движение двигателя, наличие повреждений.
Меры предосторожности и техника безопасности
Работа со станком требует соблюдения правил безопасности.
- Перед работой проверить состояние станка, его исправность.
- Если станок был выключен долгое время, сначала проверить его на холостом ходу.
- Не допускать превышения нагрузок.
- Обязательно убирать стружку (не руками!) и следить, чтобы не было пролито масло или жидкости около станка.
- Выключать станок при уходе, даже на короткое время или при появлении неисправностей.
- Современные аналоги
Аналогами станка ДИП-500 можно назвать следующие модели:
- Stalex C614OW.
- Proma SPF-1000PH/1500PH/2000PH.
- MetalMaster MLM 460×1500.
- Jet GH-1840 ZX DRO.

Также модифицированные модели станка имеют практически те же возможности и технические характеристики. Это следующие модели:
- РТ 731, 732, 539, 28608, 366, 53901.
- 16К50П, 16К50.
- 1М658, 1658.
- 1Н 65ГФ1, 65Г, 65Ф1.
Высокая надежность станка ДИП-500 еще и сейчас обеспечивает его применение. Хотя сейчас станок не выпускается, но его современные модификации широко используются на производстве.
Токарно-винторезный станок ДИП-500 начал выпускаться в 1950-х годах на станкостроительном заводе Рязани. Агрегаты данной серии отличались неприхотливостью и высокой надежностью в эксплуатации, что и обусловило их популярность.
1 Самое важное о станке – ключевые моменты
ДИП-500 пришел на смену устаревшему агрегату 165-ой серии. По принципам классификации ЭНИМС его маркировка выглядит следующим образом – 1М65. Он предназначен для мелкосерийных и единичных работ с заготовками крупных и средних геометрических параметров. Агрегат дает возможность выполнять следующие металлообрабатывающие операции:
- растачивание;
- внутреннее и наружное точение;
- нарезание резьбы;
- точение конусов;
- сверление отверстий.
Паспорт станка указывает на хорошую жесткость основных составляющих оборудования (каретки, станины, шпинделя) и его достойные эксплуатационные характеристики. По Госстандарту 8–82Е агрегат относится к группе точности «Н». На нем могут использоваться резцы с твердыми пластинами и те, которые изготавливаются из сталей быстрорежущих марок. Станок без проблем обрабатывает изделия из цветных и черных металлов.

Токарный станок ДИП-500
Паспорт рассматриваемого станочного оборудования содержит информацию о таких преимуществах его применения:
- высокие скорости выполнения режущих операций;
- точение конусов большой протяженности становится возможным благодаря тому, что верхняя часть суппорта ДИП-500 может перемещаться (механически), за счет этого можно производить и обработку коротких конусов;
- шероховатость поверхности детали после обработки имеет показатель V6;
- регулировка гитары с шестернями и выбор положения находящихся в коробке подач (КП) зубчатых колес позволяет назначать шаг выполняемой резьбы и требуемую величину подач;
- при помощи маховичков (вручную) допускается выдвигать на необходимую дистанцию пиноль и передвигать на заданное расстояние заднюю бабку;
- наличие индивидуального электрического двигателя дает возможность суппорту перемещаться поперечно и продольно в режиме быстрых перемещений;
- выбор скорости суппорта и количества оборотов шпиндельного механизма производится посредством рукояток, которые переключают колеса (зубчатые) коробок подач и скоростей.

Станочное оборудование
Добавим, что на токарно-винторезный станок ДИП-500 монтируется закрытая КП, которая позволяет выполнять стандартную резьбу на заготовках. Если же требуется нарезать резьбу высокой точности, КП в этом процессе не участвует. В данном случае операция осуществляется с использованием зубчатых сменных колес.
2 Главные характеристики станка и его современные аналоги
Все техпараметры агрегата содержит его паспорт. Выделим самые значимые показатели, обуславливающие целесообразность эксплуатации данного токарного станка в тех или иных производственных условиях:
- Шпиндель: конец – 1–15М (Госстандарт 12595), прямое вращение (частота) – 5–500 об/мин, количество ступеней такого вращения – 24, усилия резания (максимальные величины) – 780 кН (поперечное направление) и 1200 кН (продольное), сечение (наибольшее) прутка – 80 мм, сквозное отверстие (сечение) – 85 мм.
- Размеры обрабатываемых деталей (максимальные): масса – 5000 кг, длина – 8000 мм, диаметр – 1000 и 600 мм (над станиной и над суппортом соответственно).
- Подачи: продольные – 0,2–3,05 об/мин (количество ступеней – 32), поперечные – 0,07–1,04 об/мин. Быстрые передвижения суппорта возможны на скорости 1 м/мин (поперечные перемещения) и 3 м/мин (продольные). При этом паспорт говорит о том, что максимальная дистанция сдвига салазок составляет 24 см.

Устройство агрегата
На ДИП-500 установлено два двигателя: быстрого хода – 1,5 кВт и главного привода – 4 кВт. Дополнительно имеются насосы – ПА-22 (охлаждение) и С12-54 (смазка). Указанные характеристики обеспечивают эффективную обработку металлических изделий. По этой причине на базе описываемого станка было создано множество его модифицированных моделей.
Среди них выделим несколько самых известных:
- серия РТ – 731, 732, 539, 28608, 366, 53901;
- 16К50П и 16К50;
- 1М658 и 1658;
- серия 1Н – 65ГФ1, 65Г, 65Ф1.

Модифицированная модель
Сейчас выпускаются практически полные аналоги рассматриваемого ДИП: серия CW – 61100Q, 61200B, 61100С (китайские станкостроительные предприятия Shenyang Machine, Bochi Machine, Dalian Machine), серия СА – 650С, 110С и 1000СФ2 (комбинат Саста). Если заглянуть в паспорт любого их этих агрегатов, можно увидеть, что основные эксплуатационные параметры у них полностью идентичны описываемому нами оборудованию Рязанского завода.
3 Основные конструкционные особенности
Призматические направляющие размещены на главной сборочной единице агрегата – станине. Одна из направляющих выполняет функцию базы для задней бабки, две другие считаются базами для каретки. Двигатель главного привода установлен в нишу, которая находится под головной частью (слева) станины. С другой стороны есть еще одна ниша. В ней «спрятан» охлаждающий насос и емкость для охладителя.
В корпусе станины имеется резервуар, в который стекает охлаждающий состав, а также специальные наклонные люки – по ним осуществляется удаление металлической стружки в процессе обработки изделия.

Корпус станины
На головном участке станины монтируется передняя бабка. Ее крепят болтами, а затем дополнительно фиксируют штифтами. В корпусе данной бабки размещены далее указанные механизмы:
- для нарезания резьбы;
- торможения муфты (надежное, не требующее постоянного обслуживания электромагнитное устройство);
- выбора стороны передвижения каретки;
- смазки;
- шпиндельный узел (ШУ);
- перемещения вилки;
- выбора скорости ШУ.

Передняя бабка
Шпиндель устанавливается на двух регулируемых и одной нерегулируемой опоре качения. Крестовый суппорт передвигается посредством переключателя (крестовая форма), рычага каретки и путем вращения маховика по двум направлениям (по направляющим каретки – поперечно, по направляющим станины – продольно). Задняя бабка двигается от редуктора, управляющего валиком, по направляющим станины.
Фартук располагает электромагнитными муфтами в количестве четырех штук. За счет их наличия суппортная группа передвигается посредством одного рычага. Фартук имеет переднюю съемную крышку, он выполнен, как закрытый механизм, в котором монтируется обгонная муфта. Она дает возможность запускать при включенной подаче режим быстрого хода, двигатель которого находится на фартуке.

Фартук токарной установки
Паспорт описывает и другие узлы станка:
- неподвижный люнет – крепится прихватом и болтом на заданном участке направляющих станины;
- подвижный люнет – позволяет поддерживать обрабатываемое изделие возле режущего инструмента, фиксируется на каретке;
- несамоцентрирующий патрон с четырьмя кулачками.
Несмотря на «древность» описанного станочного оборудования, оно применяется до сих пор на многих комбинатах, занятых обработкой крупных металлоизделий.

-
Уже зарегистрированы? Войти
-
Регистрация
Изменение в правилах «Опознайки»
Один объект для опознания — одна тема.
Запрещается размещать групповые фотографии или несколько разных объектов для опознания.
Информация о файле
Паспорт на станок токарно-винторезный 1Н65 (ДиП 500). Рязань, 2000г.
Токарно-винторезный станок ДИП-500 стал выпускаться вместо токарного станка 165-ой линейки. С его помощью стало возможно обрабатывать крупногабаритные заготовки в условиях мелкосерийного и единичного производствах.
Благодаря своей высокой надежности и качеству изготовления станок поставлялся на экспорт. 
Токарно-винторезный станок ДИП-500
На сегодняшний день эти модели не выпускаются, но можно подобрать их современные аналоги.
История создания модели
Первым в СССР началу выпуска универсальных токарно-винторезных станков положил завод в Москве «Красный пролетарий» в тридцатых годах двадцатого века. В своих маркировках станков завод имел лозунг станкостроения СССР — ДИП. Расшифровывается эта аббревиатура так – «догнать и перегнать». В дальнейшем ДИП-500 стало выпускать предприятие Рязанского станкостроительного завода в пятидесятых годах двадцатого века, и он получил маркировку 1М65.
Обозначение модели
В маркировке токарно-винторезного станка ДИП-500: ДИП означает уже вышеуказанный лозунг, а 500 — это значение высота центров над станиной — 500 миллиметров.
Скачать паспорт токарного станка 1М65 (ДИП-500)
В маркировке ЭНИМС (Экспериментальный научно-исследовательский институт металлорежущих станков), модель 1М65 расшифровывается:
1 — это обозначение номера группы токарных станков; М — это обозначение о проведенной модернизации базовой модели; 6 — это обозначение типа станков; 5 — это обозначение основной характеристики модели станка — значение высоты центров над станиной — 500 миллиметров.
Назначение модели
Токарно-винторезный станок ДИП-500 используется для механической обработки металлических и полимерных заготовок (из чугуна, стали, фторопласта и т.п.) типа тел вращения. При помощи этого токарного станка выполняют все виды токарных работ: начиная с подрезки торцов и заканчивая нарезкой различной резьбы.
Описание
Станок ДИП-500 — это оборудование токарной группы, являющийся универсальным, его возможно использовать в различных сферах промышленности для токарных операций для изготовления продукции. С его помощью существует возможность выполнять вышеизложенные работы с нормальной точностью (Н) и высокой производительностью. За все время эксплуатации станок зарекомендовал себя высокой надежностью благодаря качеству изготовления и простотой в обслуживании, а также не требовал к себе высокого внимания, особых условий при эксплуатации. Главным движением — движением резания в этом станке является вращение заготовки, которая обрабатывается в патроне или центрах. Вспомогательное движение — движение подачи, при помощи которого осуществляется передвижение режущего инструмента.
Режущим инструментом для данного типа оборудования являются токарные резцы различных типов с пластинами из твердых сплавов и быстрорежущих материалов, а также сверла, развертки, зенковки, зенкера и разный резьбонарезной инструмент и приспособления. В паспорте данного станка имеется практическая информация по техническим характеристикам и обслуживанию, благодаря которой он имел некоторые преимущества при работе, а именно существует возможность:
- выполнять режущие операции на высоких скоростях;
- точить длинные и короткие конуса благодаря механическому перемещению суппорта;
- достигать показателя шероховатости поверхности Ra = 1,6;
- изменять обороты шпиндельного вала переключением рукояток коробки скоростей;
- регулировать величину подачи с широком диапазоне;
- выполнять нарезку стандартных резьб;
- с помощью маховичков можно выдвинуть пиноль и передвинуть заднюю бабку;
- применяя метод смены зубчатых колес настраивать величины шагов нарезаемых резьб и перемещения суппорта;
- отдельным электродвигателем суппорта перемещать его в поперечном и продольном направлениях в ускоренном режиме.
Технические характеристики

Конструкция ДИП-500
Основными конструктивными элементами станков токарной группы являются: станина, передняя и задняя бабки. Как и у всех станков токарной группы, так и у ДИП-500 главным конструктивным элементом является станина, к ней присоединяются передняя и задняя бабка, суппорт, а уже к ним все остальные конструктивные элементы. Станина изготавливается цельнолитая из чугуна, вверху у нее расположены салазки для продольного передвижения суппорта, а в середине расположены под наклоном от рабочего места лючки для ухода стружки и смазывающая охлаждающей жидкости.
Передняя бабка расположена слева, устанавливается она с помощью штифтов и закрепляется болтами. В ней находятся: шпиндельный вал, коробка переключения скоростей, коробка переключения подач, система смазки с масляным насосом и электрощит управления. Внизу располагаются: циркуляционный электронасос с емкостью для смазывающей охлаждающей жидкости и механизм главного привода с электродвигателем. Задняя бабка расположена справа, она передвигается по направляющим на станине при помощи редуктора, который приводится в движение вращением его маховичка. В пиноль встроили вращающийся вал, которая перемещается так же методом вращения маховичка.
Современные аналоги
Современными аналогами ДИП-500 являются такие модели станков как Stalex C6140W, Proma SPF-1000PH/1500PH/2000PH, MetalMaster MLM 460X1500, Jet GH-1840 ZX DRO и ряд других станков. Подробнее об этом оборудовании вы можете прочитать в статье об аналогах советских токарных станков.
Обработка тел вращения была и есть одной из важнейших операций при обработке металлов. В ассортименте токарных станков, предназначенных для этого вида работ, особое место занимает токарный станок универсального назначения ДИП 500.
Разработанный в период индустриализации в 30-х годах прошлого века, он пережил не одно поколение работников, но остался актуальным и по сей день. Основные характеристики изделия настолько хороши, что полностью оправдывают название оборудования «Догнать и перегнать» (ДИП).

Предназначено оборудование для выпуска габаритных деталей высокой точности. Широко использовались станки ДИП 500 в машиностроительном, военном производстве, авиастроении, выпуске продукции для организаций топливно-экономического, газонефтяного направления. Требования к деталям крайне высокие по всем показателям. Обеспечивают их выполнение следующие технические характеристики оборудования:
- Расстояние от станины до оси вращения — 500 мм;
- Максимальный диаметр обрабатываемой детали над суппортом — 650 мм;
- Длина заготовки до 5 м;
- Диаметр отверстия шпинделя — 128 мм;
- Расстояние между центрами — 3 000-10 000 мм;
- Количество скоростей — 24;
- Диапазон частот вращения шпинделя — 5-500 об/мин;
- Мощность основного двигателя — 22 кВт, дополнительного двигателя 1, 5 кВт;
- Система смазки;
- Приборы освещения;
- Приспособление для подачи охлаждающей жидкости;
- Подключение подачи для изготовления метрической, дюймовой, модульной резьбы;
- Ускоренное передвижение в продольном направлении 3 м в минуту, в поперечном направлении — 1 м в минуту.

Комплектация
Оригинальная комплектация отличается высоким качеством изготовления каждого элемента конструкции. Движущиеся детали, валы, шестерни проходили строгий контроль качества на всех этапах производства. Размеры в соответствии с требованиями по классности, марки сплава. Высококачественная термическая обработка, шлифование, хонингование. Комплекс мер при организации производства позволил получить по-настоящему отличный инструмент для резки металла, дерева, пластика. Жесткая конструкция, точная сборка оборудования даже при изготовлении габаритных изделий позволяет добиваться желаемых результатов.
К работе допускается специалист, получивший официальное разрешение, квалификацию для работы на ДИП 500. Операции по обработке габаритных деталей имеют свои особенности. От умения правильно сделать заточку режущих инструментов, до выбора режимов и скоростей резанья. Серьезные отличия в процессе работы имеются и при обработки различных металлов. Крупногабаритные детали дороги, рисковать порчей металла недопустимо. Ошибки главным образом происходят по человеческим факторам. Запас точности станка ДИП 500 позволяет получать высококлассные изделия для любых целей.

Принцип работы
Для нарезания резьбы конструктивно предусмотрено переключение на специальный вал подачи. Управление им находится слева от работника на корпусе. Лимб переключения позволяет выбрать шаг резьбы в метрической, дюймовой системе. Форма определяется конфигурацией резца. Поперечной подачей регулируется диаметр, глубина обработки. Современные станки отечественного и зарубежного производства используют этот же принцип. Он считается наиболее надежным и производительным. Сокращает время операций ускоренная подача. По производительности ДИП 500 мало уступает современным аналогам, за исключением оборудования с ЧПУ.
За время выпуска станка ДИП 500 происходили некоторые модификации. Отдельные партии оборудования могут иметь отличную от стандарта длину станины, набор дополнительных приспособлений. Изменение коснулись и некоторых деталей механики. При эксплуатации это нужно учитывать. В случае ремонта допускается замена только на оригинальный аналог. Не рекомендуется приобретать запчасти сомнительного производства, либо выполненные условиях, не предназначенных для изготовления элементов механической части станка. Это снизит качество работы и может стать источником опасности для токаря. Самым критическим вариантом считается выход из строя станины. Достойно заменить ее или отремонтировать не получится.
Немалое внимание уделено и безопасности работника. Защитные кожуха над движущимися деталями, щиты ограждения. Система аварийной остановки в случае поломки, заклинивания.
При соблюдении правил техники безопасности токарь не подвергается рискам повреждения здоровья и жизни.

Конструктивные особенности станка
Станок имеет традиционную для оборудования этого класса конфигурацию, позволяющую выполнять все необходимые операции по обработке заготовок. Если возникла необходимость покупки данного типа оборудования, то при предпродажном осмотре лучше взять с собой специалиста, который определит аутентичность деталей, либо подтвердит обоснованность замены на другие, без потери качества.
Составные части токарного станка
Несущие детали оборудования выполнены из чугуна. Характеристики сплава оптимально подходят для долгосрочной работы. Специальные методы обработки при производстве позволили получить конструкцию, устойчивую к ударным и вибрационным нагрузкам. Станок имеет стабильную геометрию, обладает необходимой прочностью. Изделие состоит из следующих элементов:
- Станина. Цельнолитая конструкция с высокоточной обработкой функциональных узлов, поверхностей скольжения, базовых геометрических точек;
- Передняя бабка. Элемент для фиксации детали, придания ей вращения, регулировки технических параметров обработки;

- Задняя бабка. Выполняет функцию поддержки длинномерных деталей в процессе обработки, точной фиксации их в пространстве. На задней бабке крепится режущий инструмент для выполнения отверстий, выполнения других операций;
- Силовая установка. Двигатели позволяют осуществлять полный контроль скорости резания, подачи, шага резьбы;
- Электротехническая схема. Станок оборудован системой регулировки, защиты от перегрузок, освещения, смазки.
В комплекте к оборудованию поставляется два люнета, подвижны и неподвижный для качественной обработки длинных деталей, предотвращения вибраций, получения точной геометрии изделий. Задняя бабка перемещается по станине с помощью редуктора и вращающейся рукоятки. Отдельный встроенный, регулируемый вал позволяет фиксировать центра, режущий инструмент. Мощный корпус, удачная архитектура станка, высокие требования при производстве деталей для него позволили изделию эксплуатировать его не одно десятилетие.

Расположение и назначение органов управления
Конструкция станка позволяет работнику быстро настраивать оборудование под решение предстоящей задачи. Основные органы управления находятся слева от токаря на корпусе станка. К ним относят:
- Кнопка включения/выключения станка;
- Лимб переключения скорости вращения рабочего шпинделя;
- Рукоятка переключения на резьбовой вал подачи;
- Лимбы установки шага для дюймовой, метрической, модульной резьбы;
- Рукоятки установки скорости продольной, поперечной подачи.
На суппорте установлен переключатель режима подачи. Он имеет два положения. В первом включается муфта принудительной подачи, во втором управление осуществляется в ручном режиме. Конструкция суппорта имеет дополнительные салазки для четырехпозиционного резцедержателя с независимой регулировкой поперечного движения для изготовления конусов, деталей сложной формы. Штатный патрон 4-х кулачковый, диаметром 100 мм.

Габаритные размеры рабочего пространства
В отличие от предыдущих моделей, ДИП 500 позволяет обрабатывать большие детали. Цифра в аббревиатуре означает расстояние от центра до станины. Выемка на корпусе дает возможность фиксировать заготовку диаметром даже немного больше 1 000 мм. Но над суппортом обрабатываемая деталь не может быть более 650 мм. Продольное движение зависит от модели станка. В базовом исполнении суппорт может перемещаться на расстояние 2710 мм.
Однако модификации позволяют обрабатывать и более длинные детали. Продольное перемещение суппорта — 600 мм. Шкала одного деления лимба для продольного передвижения — 0, 1 мм, для поперечного — 0, 05 мм. Таким образом, рабочее пространство станка ДИП 500 позволяет изготавливать детали диаметром 650 мм и длиной более 2, 5 м. Такие изделия необходимо дополнительно поддерживать люнетом. При торцевой обработке, без перемещения суппорта под деталь, заготовка может быть 1000 мм в диаметре.

Рекомендации по эксплуатации
Для реализации всех возможностей станка необходимо правильно его смонтировать, подключить, настроить. Место для оборудования готовят с учетом его долгосрочного использования. Площадку под станок:
- Выравнивают.
- Трамбуют.
- Делают песчано-щебневую подушку.
- Армируют металлом поверхность.
- Делают бетонную стяжку по горизонтальным маякам.
Масса станка может быть более 10 тонн в зависимости от комплектации. Вместе с заготовкой вес может приближаться к 20 тонам. При работе возникают значительные вибрационные нагрузки на поверхность, поэтому пренебрегать правилами установки нельзя. Особое внимание уделяют правильному положению станины. Располагается она строго горизонтально с отклонением 2-5 мм по всей длине станка.

ДИП 500 по праву входит в число лучших токарно-винтовых станков. Он актуален сегодня, надежен, точен и долговечен. Успешно используется как крупными промышленными предприятиями, так и частными предпринимателями. При относительно невысокой стоимости оборудования производитель получает достойные экономические показатели.
При выборе необходимо убедиться в качестве станка. Если базовые механизмы в сохранности, корпус не поврежден, то станок может прослужить долгие годы.
Питание осуществляется трехфазным током 380 Вольт. Подающие кабели должны быть надежно защищены бронированной оболочкой. Отдельно делается заземление по рекомендованным требованиям. Подключение и наладку осуществляет специалист, имеющий допуск к этому виду работ. При качественной установке станок может годами не требовать ремонтного вмешательства. При условии, что регламентные работу будут выполняться своевременно, в полном объеме. Замену масла с системе смазки допускается делать самостоятельно, если токарь прошел обучение и подтвердил этот навык. Регулярная очистка станка от стружки, грязи, заправка охлаждающей жидкостью лежит на работнике, за которым закреплен станок.

Назначение и область применения модели
Станок предназначен для обработки твердых веществ: металла, пластиков, дерева, композитов. Представляет собой эволюционный продукт линейки ДИП. По мере развития производственных мощностей, СССР нуждался в оборудовании для обработки крупногабаритных деталей. Предыдущая версия станка ДИП 400 уже не отвечала новым требованиям и возникла необходимость в выпуске нужной техники для нужд страны. Одним из принципов при создании стала задача разработать универсальное изделие для выполнения всех необходимых операций. На ДИП 500 можно:
- Выполнять продольные режущие операции по наружной и внутренней поверхности тела вращения;
- Осуществлять обработку в поперечном направлении;
- Изготавливать деталь конусообразной формы;
- Выполнять операции по впуск изделий сложной конфигурации;
- Сверлить отверстия, делать их точную развертку;
- Делать резьбы метрические, дюймовый, модульные.

При использовании дополнительного оборудования, приспособлений, выполняется еще ряб специальных операций целевого назначения. Потенциал, заложенный разработчиками, позволил реализовывать его на протяжении десятилетий, успешно конкурируя с отечественными и зарубежными аналогами. Высокая надежность, прочность, точность необходима как для выпуска серийной продукции, таки для изготовления уникальных, штучных деталей.
На станке можно использовать широкий набор инструментов обработки: резцы из быстрорежущей стали, с напайками твердосплавных пластин, сверла, зенковки, развертки, резьбонарезные приспособления.
Кинематическая схема

Схема в полном размере
Электрическая схема

Заключение
Первые образцы оборудования были выпущены на «Рязанском станкостроительном заводе». Затем продукция выпускалась и на других предприятиях СССР. В настоящее время в Рязани производится аналог ДИП 500 под торговым названием 1Р65Н. Во многом изделия идентичны. Однако количество выпущенных станков, а главное качество позволили дожить им до наших дней и успешно конкурировать с новыми образцами техники.