 Для комфортной работы и ровных спилов необходим не только качественный и мощный инструмент, но и острая цепь. Заточить её можно вручную напильниками или станком для заточки цепей бензопил. Первый способ отлично подойдёт, если нужно лишь подточить затупленные лезвия зубьев, ничего не меняя при этом в них самих. Но если зубцы сильно потеряли свою форму, обработать их вручную будет сложно и займёт много времени. Поэтому в этом случае лучше использовать заточные станки, они помогут правильно и равномерно заточить все зубья.
Для комфортной работы и ровных спилов необходим не только качественный и мощный инструмент, но и острая цепь. Заточить её можно вручную напильниками или станком для заточки цепей бензопил. Первый способ отлично подойдёт, если нужно лишь подточить затупленные лезвия зубьев, ничего не меняя при этом в них самих. Но если зубцы сильно потеряли свою форму, обработать их вручную будет сложно и займёт много времени. Поэтому в этом случае лучше использовать заточные станки, они помогут правильно и равномерно заточить все зубья.
Прежде чем использовать любой инструмент для заточки цепи бензопилы, необходимо ознакомиться с инструкцией, соблюдать правила эксплуатации и технику безопасности.
Виды и преимущества станков
Заточные станки выпускаются ручные и автоматические, каждый из них имеет свои положительные и отрицательные стороны. Ручные приспособления делятся на стационарные и мобильные. Первые устанавливаются на стол или другую поверхность, а вторые прямо на шину бензопилы. Снимать цепь в итоге не нужно. Мобильные станки для заточки цепей бензопил крепятся к шине винтами с двух сторон. На инструменте есть шкала с градусной разметкой, где устанавливается необходимый угол заточки.
При покупке ручного станка следует учесть, что в его комплект часто не входят напильники, так как их размер зависит от разновидности цепи.
Преимущества ручных приспособлений:
- стоимость значительно ниже, чем у автоматического;
- зубья затачиваются качественно и одинаково, так как настройки устанавливаются лишь 1 раз и по самому повреждённому из них;
- для работы не требуется подключение к электрической сети;
- безопасны в эксплуатации;
- цепь, заточенная вручную, имеет более длительный срок эксплуатации, чем та, что заточена на электрическом инструменте.
Главное, верно определить нужный угол в зависимости от цели назначения цепи. К качественным ручным станкам для заточки цепей бензопил всегда прилагается таблица значений углов заточки.
Все зубья должны иметь одинаковую высоту, чтобы нагрузка на цепь распределялась равномерно. Если же один из зубьев заметно ниже, то риск, что цепь порвётся в этом месте, крайне высок.
К недостаткам ручных инструментов можно отнести только длительное время на обработку оснастки.
Автоматические станки
Электрическое приспособление для заточки цепей бензопилы внешне напоминает дисковую пилу, но установлено на раму. На ней располагается двигатель, рукоятка, заточный диск с защитным кожухом – всех вместе их называют подвижной рабочей головкой. Также на станке имеются винты для регулировки углов заточки, глубины, суппорта и фиксатора цепи, а на нижней части расположена шкала установки заднего угла.
Преимущества электрических станков:
- для заточки понадобится намного меньше времени, чем если делать вручную;
- при правильном подборе параметров и соблюдении правил эксплуатации все зубья будут абсолютно одинаковыми;
- имеют компактные размеры и малый вес;
- простая эксплуатация.
Основной недостаток – цепь быстрее стачивается, чем при обработке на ручном приспособлении. Нельзя слишком долго нагружать двигатель, иначе это приведёт к его перегреву. Для работы необходима электроэнергия.
Покупать автоматический станок следует тогда, когда нужно часто производить обработку большого количества оснастки. Так же он крайне необходим для твёрдосплавных цепей, которые невозможно наточить с помощью ручного набора для заточки цепи бензопилы.
Технология заточки и как узнать, что нужно точить цепь
Признаки, по которым можно определить, что зубья стали затупленными:
- бензопила сильно вибрирует, застревает и пытается вырваться из рук;
- время на распиливание требуется больше, чем обычно;
- увеличился расход топлива;
- стружка стала мелкой.
Чем раньше будет проведена обработка, тем меньше необходимо снять металла, а значит, цепь прослужит намного дольше.
Прежде чем начать работу, нужно выбрать самый мелкий зубец. Все параметры настраиваются по нему, чтобы все зубья были одинаковыми.
Пошаговая инструкция того, как заточить цепь на автоматическом станке своими руками:
- Откручивается зажимающий оснастку винт, и она снимается с бензопилы;
- Цепь устанавливается в держатель (поворотный суппорт), так чтобы звенья были направлены в сторону заточного диска.
- Выбирается необходимый градус заднего угла верхнего лезвия (50° или 60° в зависимости от её типа).
- Фиксатор цепи (лопатка) регулируется таким образом, чтобы он упирался в затачиваемый зубец.
- По разметке шкалы с градусами устанавливается угол заточки цепи бензопилы. Он колеблется от 25° до 35°, а также может быть равен 10° для оснасток, предназначенных для продольного распила древесины.
- Плавно опускается головка с заточным диском на цепь и с помощью винта регулируется глубина заточки.
- Головка поднимается и после того как все винты крепко затянуты, устройство запускается.
- Медленно опускается заточный диск и затачивается зуб несколькими короткими заходами, чтобы металл не перегревался.
- Сначала проводится заточка с одной стороны, а затем суппорт поворачивается и обрабатывается цепь со второй.
Как только все зубья цепи заточены, следует тщательно очистить её от стружки и пыли, а затем опустить в масло. Это значительно продлит срок её службы.
После заточки зубьев обязательно проверить ограничители глубины. На большинстве типах цепей расстояние между их верхней кромкой и зубца составляет 0,65 мм. Ограничитель влияет на глубину врезания зубьев в древесину, поэтому для качественной и комфортной работы необходимо следить за его величиной.
Как выбрать станок
При выборе инструмента следует обращать внимание на его мощность и количество оборотов в минуту, а также на диаметр заточного диска, так как от него зависит цель назначения. Частота вращения влияет на производительность инструмента. Для домашнего использования подходят устройства с 3000 об/мин, а для обработки большого количества цепей следует приобрести станок мощнее – 4800-7500 об/мин.
Аналогично и с мощностью, если планируется применять его лишь несколько раз за месяц, то лучше взять средней мощности, тогда он не будет испытывать сильных нагрузок и дольше прослужит.
Цена заточного станка для цепей бензопил зависит от его характеристик и комплектации (наличие защитного экрана от искр, поворота головки, системы охлаждения, автоматического зажима тисков и так далее). Не стоит приобретать слишком дешёвые модели, особенно, если они полностью выполнены из обычного пластика.
Станок для заточки цепей бензопил — видео
Пильщики хорошо знают о том, что степень заточки пилы влияет не только на скорость распила древесины, но еще и на расход топлива. Именно поэтому начинающие мастера часто задаются соответствующим вопросом. О том, как заточить цепь бензопилы, можно узнать из рекомендаций специалистов, но каждый мастер имеет свой подход к этому делу, который считает для себя самым правильным и эффективным. Рассмотрим все варианты заточки бензопильных цепей, на основании которых можно сделать соответствующие выводы о рациональности того или иного способа.

Причины затупления зубьев цепи инструмента
Существует множество причин, почему происходит притупление режущих элементов бензиновых и электрических пил. Главная из них заключается в естественном процессе. Пиление древесины, которая имеет более мягкую структуру, чем металл, все равно приводит к постепенному притуплению режущих кромок зубьев. Избежать этого попросту невозможно, но скорость снижения уровня заточки можно снизить, если использовать качественные цепи, выпущенные добросовестными производителями.

К другим причинам ускоренного притупления бензопильных цепей принадлежат следующие факторы:
- неправильно выставленное натяжение цепи;
- использование низкокачественного масла, которое не попадает в соединения между звеньями, и тем самым не осуществляет качественную смазку. Особенно категорически противопоказано использовать отработку в качестве смазки;
- важно учитывать тип распиливаемой древесины, иначе цепь может очень быстро затупиться. Специально для работы с древесиной высокой твердости следует использовать цепи с победитовыми напайками на зубьях;
- попадание под режущие части посторонних материалов, например, металл, камень, пластик, песок, стекло, земля. Незначительное попадание земли или песка на цепь инструмента ускоряет притупление кромок в 10 раз;
- длительная эксплуатация инструмента без перерыва. В ходе пиления режущие части подвергаются такому негативному влиянию, как нагрев. Чем выше температура металла, тем быстрее происходит притупление зубьев, поэтому специалисты рекомендуют делать перерывы в работе инструментом (примерно через каждые 2 часа перерыв на 10-20 минут);
- неправильный выбор цепи под технические параметры инструмента. Этому моменту также следует уделить особое внимание, иначе это приведет не только к быстрому притуплению звеньев инструмента, но и снижению ресурса двигателя.
Еще один немаловажный момент, которому неопытные пильщики не уделяют должного внимания: заточку цепи бензопилы следует выполнять только и исключительно после ее остывания.

Это интересно! Совет для начинающих пильщиков: перед тем, как работать бензопилой, рекомендуется дополнительно смазать цепь моторным маслом. Вы наверняка замечали, что новые изделия имеют некую смазку. В процессе смазка цепи осуществляется через специальный канал маслонасоса, но не будет лишним, если перед работой, вы дополнительно нанесете смазывающее вещество прямо из бутылки или со шприца.
Как определить необходимость заточки цепи
Важно знать не только правильность заточки цепи на бензопилах, но еще и уметь определять время необходимости проведения этой процедуры. Опытный пильщик без труда определит, что зубья затупились, и пришло время сделать перерыв, чтобы восстановить их остроту. Начинающим мастерам следует обратить внимание на ряд следующих признаков:
- Возникает необходимость прикладывания значительных усилий, чтобы произвести распил. Бензопила с хорошо заточенными зубьями цепи не нуждается в прикладывании усилий, чтобы выполнить распиливание древесины.
- Появление пыли вместо стружки. Притупленные зубья не режут древесину, а скребут ее, в ходе чего и появляется пыль вместо стружки. Работа инструментом с притупленными зубьями чревата повышением температуры режущей оснастки, что в итоге может привести даже к ее обрыву во время пиления.
- Пила начинает криво пилить — это еще один показатель того, что режущая оснастка нуждается в заточке. Притупленные звенья всячески сопротивляются процессу пиления, и поэтому не редко пилу начинает уводить в сторону, что является только одной из причин затупления зубьев.
- Появление вибрации — в ходе распила бензопила начинает вибрировать, что также является одним из множества признаков необходимости заточки режущей оснастки.

Определить необходимость выполнения заточки цепи можно не только по признакам во время эксплуатации инструмента, но и по внешнему состоянию изделия. Факторами, свидетельствующими о необходимости выполнения процедуры заточки режущей оснастки, являются:
- наличие тупых краев;
- отсутствие стального блеска;
- образование сколов, задиров и прочих дефектов.
Специалисты утверждают, что качественно заточенная цепь гораздо важнее, чем мощность приводного агрегата. Ведь даже если взять бензопилу с мощным двигателем, и установить цепь с притупленными зубьями, то скорее перегреется и выйдет из строя мотор, чем инструмент справится с поставленной задачей по распиливанию древесины.
Это интересно! Своевременная и правильная заточка цепи бензопилы является главной особенностью эксплуатации инструмента.
Ошибки при заточке: на заметку новичкам
При выполнении заточки зубьев режущей оснастки инструмента возможно допущение ряда ошибок, что в итоге приводит к получению не положительного, а наоборот, отрицательного результата. Неправильный подход к заточке цепи бензопилы может даже способствовать невозможности дальнейшей ее эксплуатации. Именно поэтому, перед тем, как научиться затачивать цепь, следует узнать распространенные ошибки, которые ни в коем случае нельзя допускать:
- При значительном притуплении звеньев, понадобится прибегнуть к использованию специализированных станков для восстановления качества режущей кромки.
- Запрещено выполнять заточку не остывшей цепи. Если проводить операцию по восстановлению остроты кромки на горячей цепи, то в итоге это только ускорит износ изделия.
- При заточке напильником важно прикладывать одинаковые усилия для каждого зуба, чтобы избежать неравномерности их заточки.
- Нельзя выполнять заточку зубьев с разным количеством движения для каждого звена. Это приведет к неравномерности заточки.
- Перед началом проведения процедуры следует выбрать соответствующий угол. Заточка зубьев с разными углами наклона приведет к снижению производительности режущей оснастки. Для примера, можно вспомнить басню Крылова «Лебедь, щука и рак». По аналогии будут также себя вести звенья цепи, у которых будет разный угол заточки.

Заточка бензопильных цепей предусматривает последовательное выполнение соответствующих действий. Категорически противопоказано точить только половину оснастки или выполнять это в хаотичной последовательности. К процессу важно подойти ответственно, чтобы в итоге получить высокопроизводительный инструмент, благодаря которому работа будет происходить быстро, качественно и с минимальными усилиями для пильщика.
Инструменты для ручной заточки и их предназначение
Перед началом проведения работ, следует подготовить соответствующий перечень инструментов. Для ручной заточки используются напильники, которые идут в комплектации вместе с бензопилой. Как правило, инструмент поставляется с двумя напильниками, отличающиеся по форме:
- круглый напильник предназначен для обработки основной кромки с последующим ее закруглением. Для таких работ выбираются инструменты, диаметр которых от 3,2 до 5,5 мм. Важно использовать такие напильники, которые имеют одинаковый диаметр по всей длине, а их насечки снимают стружку только в одном направлении (выбирать такие напильники лучше в специализированных магазинах);
- плоские напильники служат для того, чтобы сточить ограничители глубины. Именно от этих ограничителей зависит, насколько сильно оснастка будет входить в структуру древесины.
Относительно выбора напильника соответствующего диаметра для цепи: важно уделить этому фактору особое внимание. Диаметр прибора подбирается в зависимости от размера зуба, и выбирать наугад — это не правильно. Покупая фирменные изделия, вы найдете на упаковке для них соответствующие значения диаметров напильников.
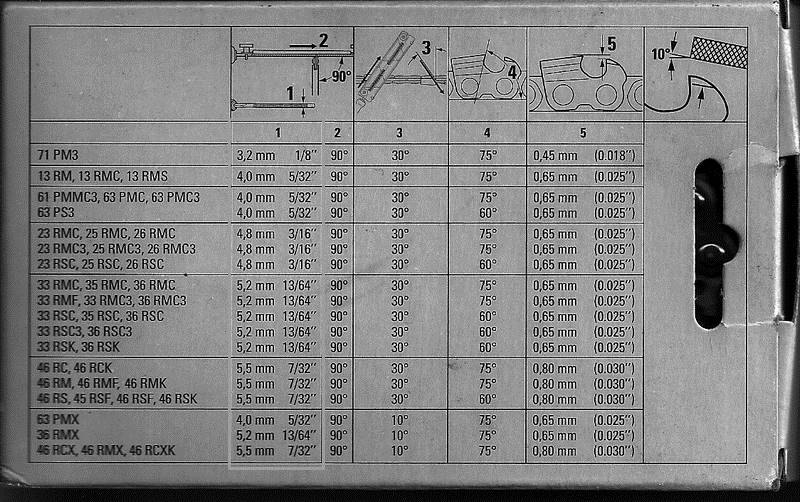
Таблица выбора диаметра напильников для заточки
Обзаведитесь этими двумя видами напильников, если хотите научиться правильно затачивать бензопильные цепи. Важно отметить, что ручным способом заточка выполняется намного чаще, чем машинным. Связано это хотя с тем, что при таком подходе снимается меньший слой металла, что в итоге отражается на ресурсе оснастки.
Это интересно! Ошибочно мастера используют напильники, которые идут в комплекте для постоянной заточки цепей. Однако они также имеют свой срок службы, и рекомендуется регулярно в зависимости от частоты их эксплуатации менять.
Как наточить цепь на бензопиле вручную напильником без дополнительных приспособлений: пошаговая инструкция
Для начала нужно подготовить инструмент к выполнению этой процедуры. Для этого важно расположить бензопилу (или электропилу) на ровной поверхности, и заблокировать движение цепи при помощи тормозного рычага. Снимать цепь с инструмента не нужно (но можно), так как это только снизит удобство выполнения процедуры. Если предпочитаете выполнять заточку не на инструменте, тогда в помощь обязательно используются тиски. В тисках цепь нужно зажимать не полностью, а только хвостовую часть.

Перед проведением непосредственной процедуры работы напильником, следует прибегнуть к соблюдению следующих рекомендаций:
- Движения напильником нужно выполнять изнутри наружу. Если говорить иными словами, удаление металлического слоя должно происходить при движении заточного прибора от основания к кромке, то есть, от задней части к передней.

- Действия осуществляются через один зуб. Сначала нужно пройтись по цепи, и заточить зубья, которые направлены в одну сторону — левые, а затем в другую — правые.
- Перед началом работ сделайте отметку зуба, с которого начинается заточка. Используйте мел или маркер.
- Зуб, с которого начинается процесс, должен располагаться посередине шины.
- Угол или градус заточки выбирается в зависимости от цепи. Обычно производители указывают его при помощи риски на верхней части.

- Первоначально заточка предусматривает выполнение работ круглым напильником, и только в завершении плоским.


Работы рекомендуется выполнять в перчатках, иначе имеется риск порезаться об острые кромки звеньев цепи, когда осуществляется ее перемещение по шине для заточки последующих зубьев. Подготовившись к выполнению процедуры, можно приступать:
- Чтобы исключить вероятность перемещения бензопилы относительно поверхности, на которой она располагается (другими словами, чтобы она не скользила), можно зафиксировать ее шину в тисках при условии их наличия (в полевых условиях, конечно же, ими не воспользуешься).
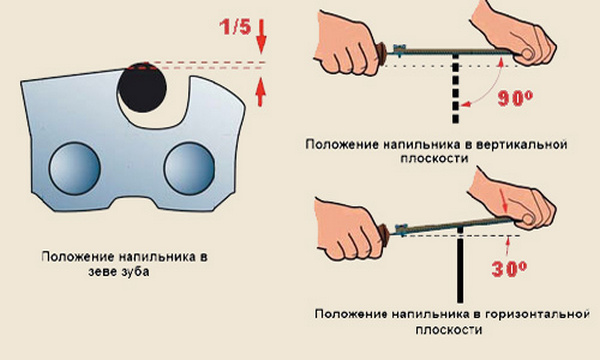
- Уточняется угол заточки, что влияет на то, под каким градусом относительно вертикали и горизонтали нужно держать круглый напильник. Обычно этот угол варьируется в пределах 30-35 градусов.
- Напильник должен возвышаться над острием зуба примерно на 1/5. Ниже на фото показано.

- Далее совершаются простые движения. При перемещении напильника вперед, необходимо прижимать его к кромке зуба, снимая слой металла. Обратное движение осуществляется без прижима.

- Напильник следует удерживать двумя руками с двух концов.
- Аналогично повторяется соответствующее количество раз прохождение напильником, пока кромка первого зуба не станет острой. Количество движений напильником нужно считать, и в дальнейшем ориентироваться на это значение для последующих звеньев.
- Усилия для каждого зуба должны быть одинаковыми.
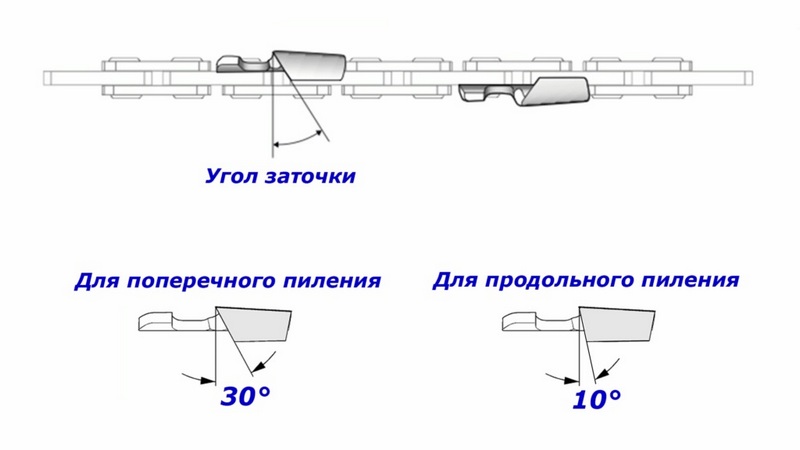
- Ниже на фото представлены значения углов заточки в зависимости от способа распила древесины. Для стандартного поперечного распила его значение должно равняться 30 градусов, а для продольного 10 градусов.

- После того, как будет выполнена заточка кромки зубьев бензопильной цепи, понадобится проверить значение ограничителя глубины реза, и откорректировать его.

- Ограничитель глубины реза показывает, какое количество дерева захватывает зуб при пилении. Из этого следует, что чем меньше ограничитель относительно верхней кромки зуба, тем больше захват древесины, и соответственно выше скорость и производительность инструмента. Однако важно учитывать и тот факт, что слишком сточенный ограничитель приведет к увеличенной нагрузке на двигатель инструмента. Его значение по отношению к верхней кромке должно быть меньше на 0,63 мм. Стачивается он при помощи плоского напильника.

- Контролировать зуб, отвечающий за глубину реза нужно обязательно, так как в ходе заточки режущей кромки, уменьшается ее размер. Это приводит к тому, что разница расстояния между глубиной реза и пильным зубом снижается, а значит, цепь захватывает меньшее количество древесины. В итоге падает КПД инструмента, и итог такой работы не утешительный. Увеличивается расход топлива и снижается скорость выполнения работы.
- При необходимости плоским напильником также стачивается верхняя кромка пильного зуба при наличии на ней задиров и сколов.



На этом процесс ручной заточки цепи бензопилы или электропилы можно считать завершенным. Выше рассмотрена процедура, которая предусматривает применение минимального количества вспомогательных инструментов. Можно также прибегнуть к использованию специальных шаблонов, державок и прочих приспособлений, что повысит не только точность, но еще и качество. Однако нужны ли эти приспособления, решайте самостоятельно. Вышеописанная инструкция особенно уместна для полевых условий.
Это интересно! Процедура заточки цепи вручную занимает примерно 10-15 минут. После успешного выполнения процесса, повышается эффективность и производительность труда. Именно поэтому, уделив всего 15 минут времени, можно увеличить скорость валки деревьев.
Часто многие пильщики не знают, когда нужно осуществлять замену цепи. Определить это можно при помощи ресурсной отметки, которая представлена на ограничителе реза. По достижению этой отметки, цепь уже нельзя затачивать, и следует ее заменить.

Достоинство ручного способа заточки цепи очевидное — простота и возможность выполнения процедуры в полевых условиях. Недостатки также имеются:
- низкая скорость;
- затраты физических усилий;
- важность и строгость контроля заточки каждого зуба;
- необходимость периодической замены напильников.
Однако в любом случае, ручная заточка является наиболее не только правильным, но и эффективным вариантом, хотя и не во всех случаях справедливым к реализации.
Заточка цепи бензопилы на станке
Покупать специальный станок для того, чтобы точить зубья режущей оснастки бензопил или электропил не могут себе позволить даже квалифицированные работники, занимающиеся валкой леса. Такое оборудование характеризуется высокой стоимостью, а к тому же, к его применению требуется соответствующая сноровка. Именно поэтому многие пильщики предпочитают периодически или регулярно сдавать цепь в мастерскую, где возможно профессионально занимаются ее заточкой, что маловероятно. Стоимость услуги около 100 рублей, но при этом исключается необходимость разбираться в тонкостях восстановления качества режущих кромок.

Специалисты рекомендуют прибегать к заточке цепи на специальном оборудовании только тогда, когда оснастка действительно запущена (если они потеряли свою форму). К примеру, пила давно не эксплуатировалась, и имеются характерные признаки не только снижения качества остроты кромки, но и признаки коррозии. Если регулярно осуществлять ручную заточку, то прибегать к помощи специального оборудования не понадобится.
Если вы все-таки обзавелись станком, стоимость которого составляет более пары тысяч рублей, то не помешает узнать достоинства такого способа:
- Высокая скорость выполнения работы — примерно 5 минут.
- Удобство — не нужно выбирать угол, контролировать уровень прижима и считать количество проходов напильником.
- Качество — каждый зуб получает высокую степень заточку (не во всех случаях).
Принцип заточки цепи на специальном станке заключается в том, что предварительно фиксируется оснастка в тисках инструмента. Чтобы наточить ее, понадобится обязательно снять с бензопилы. Далее закрепленная в тисках станка оснастка располагается под соответствующим углом (в зависимости от указателя). После этого осуществляется непосредственный контакт с вращающимся абразивным диском.
Ниже представлен процесс, как осуществляется заточка цепи на специализированном станке.
Это интересно! Многие ошибочно считают, что способ заточки на электрическом станке считается самым правильным, надежным и точным. В действительности это не нет, ведь привести к норме каждый зуб, и добиться их одинакового угла заточки на таком устройстве невозможно. Специально для этого используются ручные станки, более подробно о которых можно узнать ниже.
Профессиональная заточка цепи на ручном станке: пошаговая инструкция
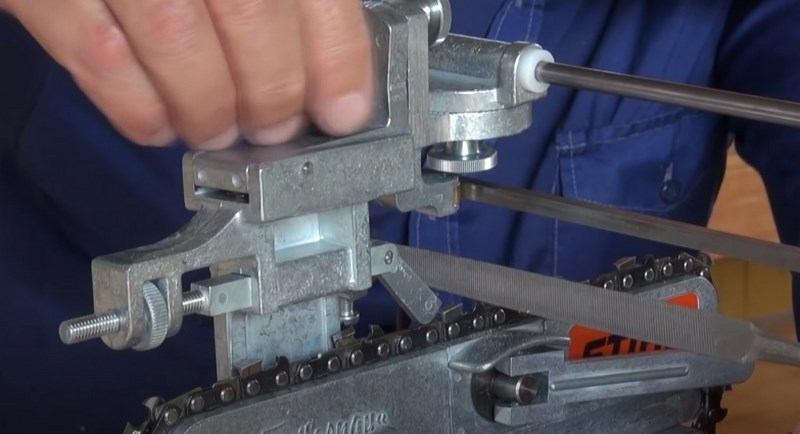
Если вы основательно решили подойти к натачиванию режущей оснастки своего инструмента, и приобрести специальный ручной станок, фото которого представлено ниже, тогда вам понадобится помощь в том, как им правильно пользоваться.
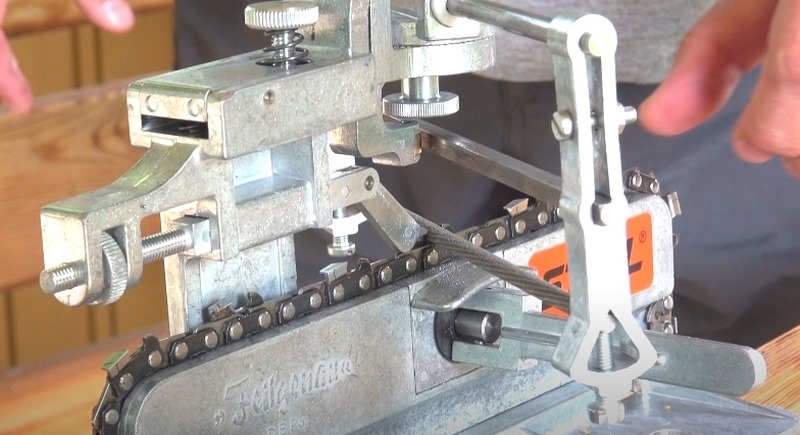
Такие станки отличаются возможностью выполнения максимально-точной и качественной заточки. Особенно это актуально для новичков. Как наточить цепь бензопилы на ручном станке, рассмотрим с пошаговым описанием:
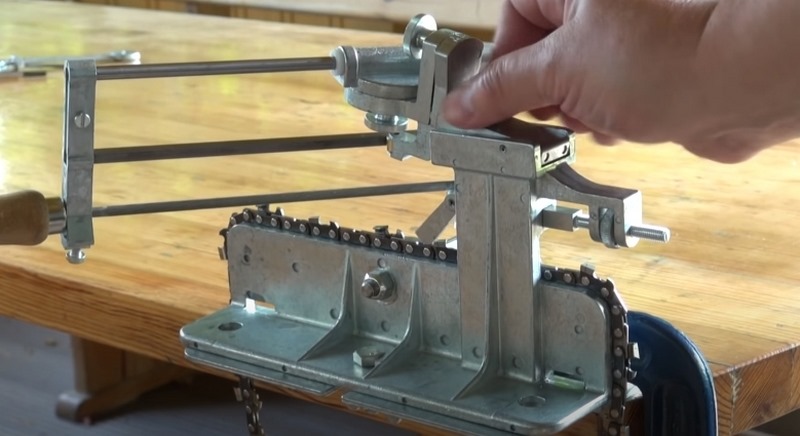
- Для начала станок крепится к краю стола. Как вы понимаете, такой метод также не подходит для использования в полевых условиях.

- После сборки станка, необходимо зафиксировать оснастку в специальной канавке тисков, и зафиксировать ее зажимом в виде рычага.

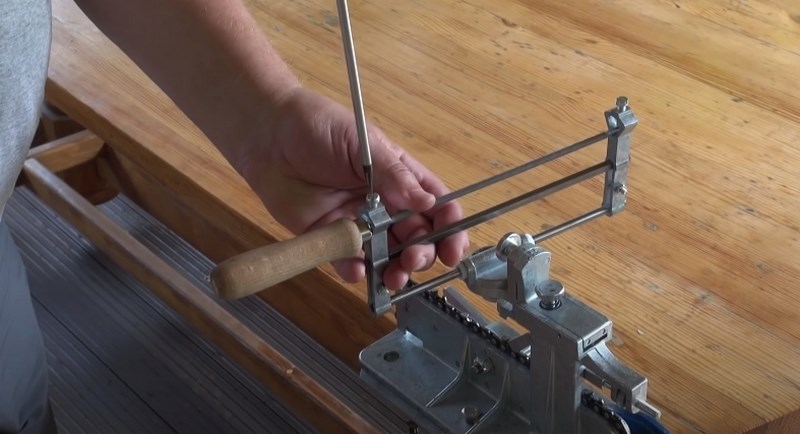
- Теперь подбираем соответствующего диаметра напильник, и устанавливаем его в специальный зажим подвижной части станка.
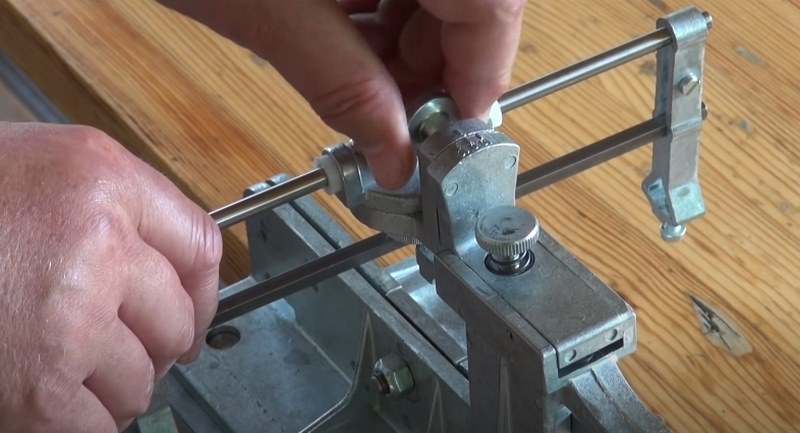
- Винтом (показан на фото ниже) выбирается горизонтальный угол заточки.

- Выставляется вертикальный угол заточки, который регулируется соответствующим винтом на станке.
- Еще одним винтом выставляется высота расположения напильника. Не забываем, что напильник должен возвышаться над верхней кромкой резца на 1/5.

- Теперь можно осуществлять процесс заточки. Для этого находим зуб, который станет самым коротким после заточки (на него будут равняться остальные). Ведь увеличить его относительно других невозможно, а сделать другие зубья такими, как этот, вполне под силу, и особенно, при использовании такого оборудования.
- Совершаем заточку, двигая напильником вперед с одновременным снятием стружки. В обратном направлении напильник перемещается на холостом ходу, то есть, без нажима.
- После того, как первый зуб будет заточен до идеального состояния, мы будем считать его эталонным, и по нему будут затачиваться остальные звенья. Важно отметить, что при дальнейшей заточке нельзя изменять настройки станка.
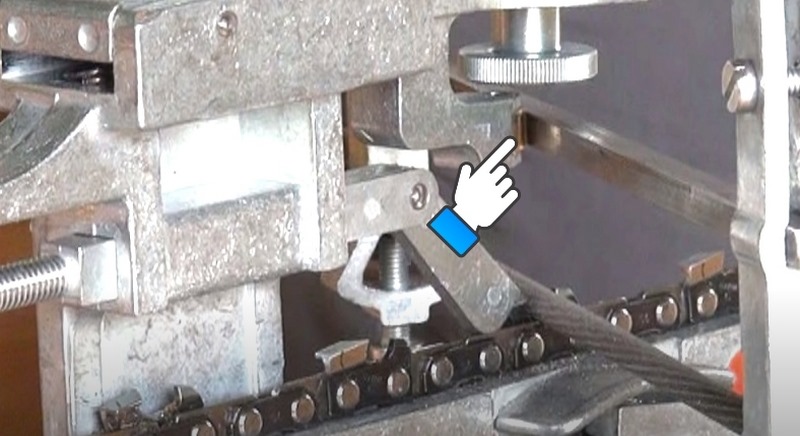
- При помощи указанного ниже на фото стопора с его регулировочным винтом осуществляется настройка величины упора в зуб, который подлежит заточке.
- На фото ниже показан ролик с упирающейся в него поперечиной. Это индикатор, благодаря которому происходит приведение размеров всех зубьев к значениям первого эталонного звена.
- Аналогичным образом осуществляется заточка всех звеньев с другой части, только для этого необходимо переместить напильник на противоположную сторону.
- После окончания процедуры, понадобится отрегулировать глубину пропила. Для начала ее необходимо измерить, воспользовавшись щупами. Ее значение должно быть относительно верхней части режущего зуба в пределах 0,5-0,7 мм или среднее значение 0,65 мм. Если значение меньше указанной нормы, тогда приступаем к стачиванию зуба, отвечающего за глубину реза.
- В конструкции станка предусмотрена возможность закрепления треугольного или плоского напильника, с помощью которого и снимается верхний слой металла со звена, отвечающего за глубину реза.
- Ниже на фото показан винт, которым выставляется значение глубины пропила, которое необходимо в итоге достичь.






На этом процесс заточки режущей оснастки инструмента на специальном ручном станке завершен. На основании представленной инструкции можно сделать соответствующий вывод. При использовании такого оснащения, можно добиться максимальной точности не только заточки, но и получения зубьев одинакового размера, что положительно влияет на весь процесс пиления бензопилой. Добиться таких результатов невозможно ни при использовании электрических станков, ни при применении метода ручной заточки без дополнительных приспособлений.
Как наточить режущую оснастку при помощи болгарки и шуруповерта
В сети имеются ролики, где показан процесс заточки бензопильных цепей при помощи такого инструмента, как углошлифовальная машинка или по-простому болгарка. Принцип процедуры аналогичен с действиями при использовании станка. Однако сложность его лишь в том, что мастеру необходимо самостоятельно выбирать угол заточки, и при этом контролировать инструмент, удерживая его в руках. Сделать это достаточно сложно, и еще труднее, выполнить процедуру с получением качественного угла заточки. Именно поэтому прибегать к реализации процесса таким способом не рекомендуется, ведь недостатков у него достаточно много:
- сложность — что связано с удержанием инструмента в руках и одновременным контролем угла заточки;
- высокая вероятность испортить оснастку, так как при неправильно заточенных зубьях, цепь будет резать с меньшей эффективностью, или вовсе не будет пилить;
- увеличение скорости затупления зубьев — диск на заточном станке вращается с меньшей скоростью, чем круг на болгарке. При непродолжительном контакте с кромкой, металл успевает значительно нагреваться до высоких температур, что приводит к его закалке и отпуску, и поэтому не исключается вероятность того, что заточенная в таких условиях цепь, будет быстрее затупляться (это приведет к ускоренному ее износу).

Использование болгарки для восстановления качества заточки зубьев — это далеко не самый лучший вариант. И прибегать к его реализации не рекомендуется вовсе. Как это делают мастера в домашних условиях, можно посмотреть на видео.
Как альтернатива использованию болгарки для заточки бензопильной оснастки, применяется шуруповерт.. Принцип его реализации заключается в выполнении следующих действий:
- В патроне инструмента (шуруповерта) зажать круглый напильник.
- Выполнять движения напильником, как в случае с ручным способом, только дополнительно осуществлять его вращение от шуруповерта.
- Проводить вращающийся напильник несколько раз, увеличивая силу прижатия при движении от себя, и ослабляя, возвращая его в исходное положение.
Такой способ нельзя назвать эффективным, так как и речи не может быть о соблюдении угла заточки. У него есть только одно преимущество — на реализацию затрачивается вдвое меньше времени. Он подходит при необходимости быстрого выполнения процедуры. Ниже на видео показано, как производится заточка цепи на бензопиле при помощи шуруповерта.
На основании представленных инструкций каждый пильщик может сделать для себя соответствующие выводы о рациональности каждого способа. Опираясь на описание, вы всегда можете поддерживать состояние вашего инструмента в должном состоянии.
При эксплуатации электро и бензопил со временем возникает необходимость заточки цепи. Эту задачу можно решить разными способами: обратиться за данной услугой к специалисту, самостоятельно заточить цепь напильником или же воспользоваться специальным станком для заточки цепей. В данном обзоре рассмотрим один из таких станков — Вихрь СЗЦ-200.
Технические характеристики
| Мощность | 200 Вт | |
| Частота вращения на холостом ходу | 6000 об/мин | |
| Диаметр точильного диска | 100 мм | |
| Посадочный диаметр диска | 10 мм | |
| Длина кабеля | 0,4 м | |
| Габариты (ДхШхВ) | 170х400х240 мм | |
| Вес | 1,9 кг |
Упаковка и комплектация
Станок упакован в небольшую картонную коробку, на которой присутствует изображение товара, информация о его технических характеристиках и основных потребительских свойствах. Проставки и ложементы для защиты товара от повреждения во время транспортировки отсутствуют.
Поставляется станок разобранным на 2 основные части: станину и электропривод в сборе с абразивным кругом. Также комплект содержит в себе пару ключей для полноценной сборки станка и стержень блокировки вала.

Внешний вид
Электропривод выполнен в пластиковом корпусе. Все детали подогнаны хорошо, облой и другие дефекты литья отсутствуют, люфтов и скрипов пластика также нет.
В нижней части корпуса расположено отверстие для установки привода на станину. Разумеется осевое крепление также входит в комплект поставки и установлено на станине.

Из опознавательных знаков на корпусе присутствует пара наклеек с наименованием торговой марки и модели устройства с его техническими характеристиками.
Для отвода тепла во время работы по обеим сторонам корпуса предусмотрены вентиляционные отверстия.
Кабель питания очень короткий, его длина всего 40 см. Изоляция пластиковая, на холоде кабель дубеет. Поскольку открытые токопроводящие части на корпусе устройства отсутствуют, то вилка выполнена без заземления. Кабельный ввод резиновый.
В верхней части электропривода расположена достаточно удобная рукоять подачи инструмента в рабочую зону. За ней расположился рокерный выключатель без индикации.

Электропривод, как уже было сказано, поставляется в собранном с элементами защиты и абразивным кругом состоянии. У защитного экрана предусмотрена регулировка в зависимости от степени изношенности абразивного круга. Для этого необходимо ослабить пару крепёжных винтов и отрегулировать защитный экран. Регулировка имеет весьма небольшой ход, всего 10 мм.
Защитный кожух изготовлен из металла и закрывает 2/3 абразивного круга. Производитель не забыл указать на кожухе направление вращения круга.

Сняв защитный кожух открывается доступ к заточному кругу. Обратите внимание, что защитный кожух крепится не саморезами ввёрнутыми в пластик, а винтами с закладными в корпус гайками. На мой взгляд, это является плюсом поскольку данная часть станка требует периодического обслуживания в виде регулировки защитного экрана и замены изношенного абразивного круга.
Посадочная поверхность вала электропривода имеет диаметр 10 мм. Абразивный круг для установки на вал зажимается между двух шайб и затягивается гайкой М8 с нейлоновым кольцом. Внешний диаметр шайб составляет 35 мм. Сам точильный диск имеет диаметр 100 мм, диаметр посадочного отверстия 10 мм, а толщину 3,5 мм.
Станина рассматриваемой модели станка отлита из алюминия. Она хорошо обработана после литья, облой отсутствует, острых кромок нет.

Ввиду назначения станка его рабочую зону необходимо размещать на весу. Для этого на станине предусмотрены 3 отверстия диаметром 8 мм. Поскольку общий вес станка составляет чуть меньше 2 кг, то для крепления будет достаточно пары болтов. Для удобства станину можно закрепить, как выносом влево, так и на себя.
Ось подачи электропривода в рабочую зону выполнена в виде болта с гайкой. Чуть ниже, перпендикулярно болту расположен винт ограничения глубины подачи абразивного круга.

Рабочая зона выполнена в виде небольшого поворотного стола с элементами фиксации звеньев цепи. Неподвижная часть стола имеет литую градуировку угла поворота относительно точильного круга. Поворот стола доступен в радиусе 60° (±30° от нуля). В процессе заточки звенья цепи фиксируются в продольном и поперечном направлении. В продольном направлении звено требующее заточки подпирается специальной планкой регулирующей его удалённость относительно точильного круга. Дополнительно фиксируется и ведущее звено, которое зажимается между парой пластин в центре стола.

С обратной стороны станина также хорошо обработана и имеет многочисленные рёбра жёсткости. Поворотный стол, несмотря на цену деления угла поворота в 5°, имеет пять фиксированных положений (с шагом в 15°). Фиксация осуществляется подпружиненным шариком. Если требуется повернуть стол на нестандартный угол, то стоит убрать данный шарик. В таком случае будет актуальным и заменить гайку крепления поворотного стола на гайку-барашек для более оперативного изменения угла.
Сборка станка не вызывает каких-либо затруднений, тем более в комплекте есть все необходимые инструменты. Достаточно установить болт в качестве оси и накрутить на него гайку. Станок в сборе имеет небольшие габариты, всего 170х400х200 мм (ДхШхВ) и весит 1,9 кг.

Разбор
Корпус электропривода собран на 8 саморезах. Открутив их получаем доступ к «начинке» устройства. Первое, что бросается в глаза — это ременная передача. Сборка выполнена довольно качественно, но есть вопросы по конструкции.

Обмотки статора имеют бандаж в виде стяжек и нитей пропитанных лаком. Щёткодержатели выполнены из пластика. Сами щетки весьма дешёвые на вид, обозначение отсутствует. Плотность графита довольно низкая — легко крошатся. Соединение контактов щёток с контактами приходящими в щёткодержатели ненадёжное. Оно осуществляется буквально «как попало» и фиксируется лишь за счёт пружинок самих щёток.
Обмотка якоря обильно покрыта лаком. Приводной ремень на 38 зубьев, его длина 190 мм, а ширина 8 мм.
На якоре установлены шариковые подшипники 626RS и 607RS, на ведомом валу использованы 626RS и 6000RS подшипники.
Тестирование
Основным параметром работы станка является частота вращения. Производителем заявлена частота 6000 об/мин. Максимальная частота вращения до которой “разогнался” станок составила 5420 об/мин, что отличается от заявленного значения почти на 10%. Думаю это несущественный недостаток.

Пример работы станка показан на видео.
В целом станок справляется с возложенной на него задачей по заточке цепи.

Заключение
Станок для заточки цепей Вихрь СЗЦ-200 имеет небольшие габариты и вес. Комплектуется станок всем необходимым для работы, не хватает разве что болтов для крепления станины. Качество изготовления корпуса и станины не вызывает нареканий. Для бюджетного станка это действительно плюс. Много неудобства вызывает короткий кабель питания, для работы на станке обязательно нужен будет удлинитель. Сборка станка в целом выполнена неплохо. Не понравилось качество щёток и способ их соединения с подходящими контактами к щёткодержателям. Частота вращения заточного круга немного отличается от заявленной.
Наиболее актуальным для потребителя будет вопрос о том, продаются ли заточные круги на замену. К сожалению, на данный момент в ДНС они отсутствуют.
Достоинства:
- стоимость;
- изготовление и сборка.
Недостатки:
- короткий кабель питания;
- ненадёжный контакт щёток.
Обзор, устройство, сборка и установка станка были приведены в статье Заточной станок для пильных цепей BG60016.
В этой статье будет описана непосредственно работа на станке. И так, станок установлен и закреплён на верстаке. Далее подключаем станок к сети питания 220 вольт, и проверяем работу заточного камня на холостом ходу. Данная операция необходима для того чтобы перед началом работ выявить какие-либо в нештатные ситуации.
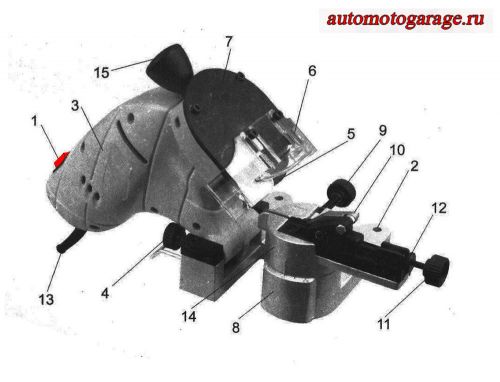
Органы управления заточным станком:
|
Детали и органы управления:
|
|
Установка пильной цепи в заточной станок.
Перед тем как установить цепь в станок необходимо ослабить винт [9] регулировки зажима цепи. Далее уложить цепь в направляющий паз поворотного столика станка.

Цепь устанавливается так, чтобы режущие звенья цепи были направлены в сторону заточного камня:


Настройка угла заточки.
После того как цепь уложена, выставляем угол заточки режущего звена. Угол заточки выставляется в соответствии с рекомендациями к затачиваемой цепи. Стандартный угол режущего звена составляет 30 градусов, большинство производителей цепей используют именно его (угол режущего звена цепи зависит от поставленной задачи, под каждую конкретную задачу выпускается своя цепь с соответствующими характеристиками, эти характеристики получены экспериментальным способом и являются оптимальными). Станок позволяет выставлять фиксированные углы: – 30, – 15, 0, 15 и 30 градусов. При необходимости можно доработать станок (нанести на станину поворотного столика дополнительные риски с необходимыми углами для заточки, в дальнейшем планирую).Если угол заточки режущего звена цепи выбран (исходя из рекомендаций) 30 градусов, то он должен варьироваться от -30 до +30 градусов (т.е. необходимо сохранять значение величины угла, изменяя при этом только знак с положительного на отрицательный). Знак – или + зависит от того какой резец затачиваем левосторонний или правосторонний.




Заточка.
Итак цепь установлена в станке под нужным углом. Далее нужно определиться по какой схеме будет выполняться заточка цепи:
Последовательная заточка. В процессе выполнения работ последовательно затачивается каждый резец. При этом по завершению заточки или правки каждого резца необходимо менять угол заточки с положительного на отрицательный (или наоборот, взависимости с какого резца начать). Перед началом выполнения работы необходимо пометить резец с которого начата заточки или правка.
Заточка каждого второго резца. В этом случае вначале затачиваем все левосторонние (правосторонние) резцы, потом меняем полярность и затачиваем все правосторонние (левосторонние) резцы. Таким образом, получается, что затачивается каждый второй резец пильной цепи, при этом сохраняем полярность и значение величины угла заточки. Полярность угла заточки меняем только один раз, (не считая первоначальный момент настройки необходимого угла заточки) когда переходим от заточки правосторонних резцов к левосторонним. Этот вариант более предпочтительней, т.к. отсутствует необходимость каждый раз переключать угол заточки резца. Скорость выполнения работы намного выше за счет уменьшения количества манипуляций. Перед началом выполнения работы необходимо пометить резец, с которого начата заточки или правка.
Далее, исходя из практики заточки цепи выявлено две методики непосредственной заточки режущего звена, первая по инструкции, вторая методика получена опытным путём — экспериментальная.
По инструкции (данный пункт инструкции подвергся редактированию, т.к. там написана полная ахинея):
Перед включением питания станка, медленно нажимая на рукоятку [15] до конца вниз, фиксируем нужную глубину заточки при помощи ограничительного винта [4]. Когда глубина заточки определена, выставляем резец под заточной камень (прицеливаемся) так, чтобы заточка была оптимальной (т.е. не допустить перетачивание или исключить недотачивание), затем надежно зафиксируем цепь при помощи винта [9] регулировки зажима цепи. Закрываем захват [10]. Фиксируем положение захвата цепи ручкой подачи цепи [11] и гайкой [12]. Включаем питание клавишей [1]. И медленно нажимая на рукоятку [15] до конца вниз, точим. В конце заточки режущей части зуба цепи, абразивный диск прижимаем книзу слегка. Повторяем процедуру фиксирования звена цепи и заточки для каждого резца. При непосредственной заточке резца винты [4], [9] должны оставаться плотно зажатыми до тех пор, пока рукоятка [15] не возвращена в исходное положение.
Недостатком вышеуказанной методики является то , что приходиться долго «прицеливаться» чтоб не сточить лишнего, потом зажимать звено, и всё равно, даже если хорошо прицелиться заточной диск снимает немного больше чем надо либо меньше. Так же каждый раз перед прицеливанием необходимо выключать питание станка, а после его заново включать. Путём ряда экспериментов удалось для себя определить идеальную методику заточки цепи, которая сочетает в себе быстроту выполнения операции и высокое качество заточки режущего звена.
Экспериментальная методика заточки (рациональная):
Весь смысл данной методики заточки заключается в том, чтобы контролировать подачу резца во время заточки, тем самым предотвратить его перетачивание или исключить недотачивание. И так, цепь установлена в станке под нужным углом. Используем схему заточки каждого второго резца (см. выше). Далее …, а на этом этапе начинается расхождение с инструкцией. При помощи винта [9] зажимаем цепь так чтобы она не болталось в направляющем пазу поворотного столика станка, но чтоб при этом её можно было бы при помощи захвата [10] и путём вращения ручки подачи цепи [11] подавать в перёд. Как только с этом моментом определились, необходимо зафиксировать глубину заточки резца при помощи ограничительного винта [4]:

Включаем питание станка, и в перёд, точим!


И ещё при использовании данной методики отсутствует необходимость в постоянном передёргивании питания заточного станка, когда начинаем затачивать следующий по очереди резец.
Примечание (относится к любой методике заточки):
Следует избегать слишком глубокую заточку звена цепи, так как это может снизить прочность звена, и как следствие сокращение срока службы цепи. При заточке необходимо ориентироваться надо на длину самого затупившегося зубца. По завершению работы по заточке резцов, длины всех верхних граней режущих звеньев должны быть одинаковыми (или приблизительно одинаковыми).
Каждое режущее звено имеет ограничитель глубины, регулирующее глубину проникновения зубца цепи внутрь древесины. После того как все резцы заточены (и левосторонние и правосторонние), нужно по шаблону сточить ограничительный зуб (если это необходимо).
Стачивание зуба-ограничителя.
Наложить шаблон для зуба-ограничителя и по необходимости, используя плоский напильник сточить зуб-ограничитель до уровня шаблона.
Шаблон может имееть два положения:
Н «hard» (твердый) для твердой породы дерева;
S «soft» (мягкий) для мягкой породы дерева.
Если стачивать зуб-ограничитель без контроля, то можно «запилить» его слишком низко. В таком случае цепь будет «сгрызать» много дерева, а это в свою очередь приведёт к увеличению риска отдачи, усилению вибрации, ухудшении точности пиления и снижению ресурса инструмента.
И в завершении.
По итогам всех работ, цепь продуть сжатым воздухом и проложить не некоторое время в подходящую ёмкость с чистым маслом. Время «замачивания» цепи в масле каждый определяет для себя сам, моя схема такова: если нужно продолжать работу срочно этой же цепью (что бывает редко), то на пять минут, если время терпит, то на весь день.
-

Павел (Гость)6 августа 2011 / 23:35
-
Денис (Гость)1 октября 2011 / 18:48
-
Скажите пожалуйста .А какая толщина круга нужна для цепи .325 1,3мм
-
vinserg1 октября 2011 / 22:58
-
Ниже характеристики для большинства типов цепей пильных цепей:
Наружный диаметр круга – 100 мм;
Внутренний (посадочный) диаметр – 10 мм;
Толщина – 3,2 мм. -
Костя (Гость)1 ноября 2011 / 12:26
-
ВОЛОДЯ (Гость)19 марта 2012 / 04:41
-
Подскажите пожалуйста. Где можно приобрести выше указанные круги?
-
влаимир (Гость)23 ноября 2012 / 19:38
-
все делаю по первому способу на цепи сверху загусеницы цепьне пилит
-
влаимир (Гость)23 ноября 2012 / 19:45
-
все делаю по первому способу на цепи сверху загусеницы цепьне пилит подскажите что делать
-
Stalker (Гость)23 ноября 2012 / 21:25
-
Уважаемый Владимир, из вашего сообшения вооообще ни чего не понятно! Ни знаков припенания, … да и слова то толком не разобрать!? Так вам ни кто не поможет… Удачи! Завсегдатый автомотогаражник
-
Алексей (Гость)19 декабря 2012 / 14:44
-
Подскажите пожалуйста. Где можно приобрести шаблон для заточки зуба ограничителя. Не могу найти.
-
Аноним (Гость)12 февраля 2013 / 22:27
-
ДЛЯ ФИРМЕННЫХ ЦЕПЕЙ OREGON и STIHL с шагом 0,325 станки с такой конструкцией маятника негодятся-при первой же заточке снимаете ограничивающий зуб
-
vinserg13 февраля 2013 / 06:51
-
И откуда такой вывод? Они что, одноразовые?
-
сергей большой (Гость)7 апреля 2013 / 21:36
-
отлично расписано.http://automotogarage.ru/images/smiles/nice.gif
-
Дмитрий (Гость)2 декабря 2013 / 14:23
-
Спасибо мужик! Ты мне очень помог.Лучше тебя по ходу, мне так подробно не наодном форуме не обьяснили бы.
-
Дмитрий (Гость)2 декабря 2013 / 14:31
-
Лекцию твою помещу в закладки,при случии перечитаю и другим дам почитать.Чорошия инструкция!!!
-
vinserg2 декабря 2013 / 19:04
-
вячеслав (Гость)8 марта 2015 / 21:11
-
заточку произвожу на станке Калибр очень удобно. В отличии от напильника точно выдерживается угол заточкию.
-
Александр (Гость)9 июля 2015 / 00:01
-
Зачем новую и после заточки оставлять в масле?
У меня две пилы Штиль 230 и Хусварна 142 и обе уводит влево при пилении.цепи точу на Калибровском станке. не могу разобраться почему уводит? -
vinserg22 июля 2015 / 19:40
-
Почему в масле, сложно сказать ☺ кашу маслом не испортишь. А если серьёзно, то пилишь цепь сменил (бросил на траву, дожь заморосил и тд) в сумку пихнул, а через неделю она колом … если уводит на двух пилах — не правильная заточка цепи.
-
Аноним (Гость)28 февраля 2022 / 16:57
-
vinserg28 февраля 2022 / 17:01
