Техническое описание
Назначение и область применения станка
Плоскошлифовальный станок высокой точности в основном предназначен для шлифования поверхностей периферией круга. В определенных границах (в зависимости от выступающей части шлифовального круга из защитного кожуха) возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
По специальному заказу за отдельную плату вместе со станком может быть поставлен ряд приспособлений, расширяющих технологические возможности станка.
С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей.
Станок поставляется со стандартной электромагнитной плитой.
Устройство и работа станка и его основных узлов
Станок состоит из узлов, описание каждого из которых приведено ниже.
На станине в поперечном направлении по двум V-образным направляющим качения перемещается крестовый суппорт.
По направляющим крестового суппорта — плоской и V-образной в продольном направлении перемещается стол. Стол получает перемещение от гидроцилиндра, закрепленного между направляющими крестового суппорта.
Внутри крестового суппорта в его нижней части
закреплены узлы: механизм поперечной подачи, механизм продольного перемещения стола, механизм продольного реверса стола, механизм поперечного реверса стола, распределительная панель, гидропанель ВШПГ-35.
С задней стороны на станине устанавливается колонна, по вертикальным направляющим качения которой перемещается шлифовальная головка.
Внутри станины установлен гидроагрегат, обслуживание которого производится через левую дверку станины.
С правой стороны рядом со станком устанавливается бак охлаждения.
Скачать Паспорт на 3Г71 плоскошлифовальный станок высокой точности

Назначение технического устройства.
Плоскошлифовальный станок высокой точности 3Г71 предназначен для шлифования поверхностей периферией круга. В определенных границах (в зависимости от выступающей части шлифовального круга из защитного кожуха) возможна обработка поверхностей, расположенных под углом 90 градусов к зеркалу стола.
Технические характеристики.
Наибольшие размеры обрабатываемых изделий, мм (длина х ширина х высота) – 630 х 200 х 320
Расстояние от оси шпинделя до зеркала стола, мм – 80- 445
Наибольший допустимый вес обрабатываемого изделия с учетом магнитной плиты и крепящего приспособления, кг – 100
Размеры рабочей поверхности стола, мм – 200 х 630
Максимальное перемещение стола, мм – 235 – поперечное; 710 – продольное
Скорость стола, м/мин – 5-20
Перемещение стола за 1 оборот маховика механизма продольного перемещения, мм – 15,3
масса станка с приставным оборудованием, кг — 2000
Руководство по эксплуатации, паспорт на Станок плоскошлифовальный высокой точности 3Г71 скачать бесплатно в формате djvu (84 страницы):

Искать в
-
Везде
-
Файлы
-
Эта категория
-
Этот файл
-
Ещё…
Поиск контента, содержащего…
-
Все слова запроса
-
Любое слово запроса
Поиск результатов в…
-
Заголовки и содержание контента
-
Только заголовки контента
Процесс плоского шлифования позволяет провести работу по приданию особых свойств поверхности различного типа. Для выполнения подобной работы используется специальное оборудование, технические характеристики и схема которого были созданы в 1959 году.
Плоскошлифовальный станок 3Г71 был создан станкостроительным заводом, который был основан в 1900 году. С 1959 года стали разрабатываться схемы плоскошлифовального станка, который имеет высокую точность и другие технические характеристики. Производство рассматриваемой модели началось в 1972 году, за это время шпиндель 3Г71 неоднократно изменялся, что привело к появлению более новых, совершенных версий. 
Назначение и область применения
Описание рассматриваемого станка можно встретить довольно часто. Он используется для шлифования поверхностей при помощи периферийной части круга. Есть возможность провести обработку поверхности, которая размещена под прямым углом к основанию. Характеристики можно значительно расширить при необходимости. Рассматриваемое оборудование позволяет проводить профильное шлифование. Технические характеристики определяют то, что метод заправки профиля круга оказывает влияние на возможность обработки той или иной формы, а также влияет на точность получаемых размеров.
Зачастую схема плоскошлифовального станка включает плиту электромагнитного типа, которая применяется для крепления заготовки. К ключевым особенностям, которые оказывают влияние на область применения, указывается в паспорте. К ним можно отнести:
- Точность, которую можно достигнуть, имеет класс В.
- Шероховатость обрабатываемой поверхности V 10.
 Область применения очень велика. Зачастую встретить ее можно на заводах крупносерийного производства. В эксплуатации модель проста, схема управления позволяет точно контролировать процесс обработки.
Область применения очень велика. Зачастую встретить ее можно на заводах крупносерийного производства. В эксплуатации модель проста, схема управления позволяет точно контролировать процесс обработки.
Особенности устройства
Шпиндель 3Г71 имеет горизонтальное расположение. Подобная схема расположения обуславливает то, что на станине происходит перемещение суппорта стола крестового типа. Перемещение проводится по направляющим качения. При эксплуатации есть возможность перемещать заготовку в двух взаимно перпендикулярных направлениях.  В любом паспорте можно встретить особенности работы крестового стола:
В любом паспорте можно встретить особенности работы крестового стола:
- В инструкции указан тот момент, что работает механизированная подача от гидроцилиндра.
- При эксплуатации можно использовать механизм ручной и механической подачи.
- Продольное перемещение заготовки также позволяет ускорить процесс работы.
- Продольный реверс стола и механизм поперечного реверс также значительно повышают функциональность модели.
Есть распорядительная панель. Задняя сторона станины имеет колону, по вертикальным направляющим, которые относятся к категории качения, перемещается шпиндель 3Г71. К другим особенностям конструкции можно отнести то, что внутри станины есть агрегат гидравлического типа. Ремонт 3Г71, а именно гидравлический системы, можно провести через левую дверь, расположенную в станине. Система также имеет специальный бак охлаждения, который расположен на правой стороне.
Скачать паспорт плоскошлифовального станка 3Г71
Составные части
Плоскошлифовальный станок имеет несколько важных конструктивных элементов, отмеченных в паспорте, к которым можно отнести:
- суппорт крестового типа;
- станина;
- колона;
- стол;
- механизмы продольной механической подачи и реверса;
- механизмы поперечной механический подачи и реверса;
- шлифовальная головка;
- система охлаждения;
- механизмы автоматической продольной и поперечной задачи;
- распределительная панель и гидроагрегат;
- электрооборудование;
- система смазки.
Данные элементы создают единую конструкцию, которая позволяет провести плоское шлифование.
Основные технические данные
Согласно принятым правилам в паспорте должны быть указаны важные технические данные. К ним можно отнести:
- Класс точности – В.
- Максимальные габаритные размеры обрабатываемой детали: 630х200х320.
- Размеры рабочего стола: 630х200.
- Максимальное поперечное перемещение заготовки 235.
- Наибольшее вертикальное перемещение головки 365.
- Максимальный диаметр абразивного круга 250.
- Максимальное количество оборотов в минуту 2740 об/мин.
- Число электродвигателей 5 штук.
- Максимальные габаритные размеры конструкции: 1870х1550х19890.
- Масса оборудования 2000 килограмм.
Все габаритные размеры указываются в миллиметрах.  Другие важные данные плоскошлифовального станка также указывается в паспорте. Учитывая тот момент, что модель 3Г71 уже не выпускается, паспорт довольно сложно найти. Некоторые показатели указываются на корпусе.
Другие важные данные плоскошлифовального станка также указывается в паспорте. Учитывая тот момент, что модель 3Г71 уже не выпускается, паспорт довольно сложно найти. Некоторые показатели указываются на корпусе.
Назначение технического устройства.
Плоскошлифовальный станок высокой точности 3Г71 предназначен для шлифования поверхностей периферией круга. В определенных границах (в зависимости от выступающей части шлифовального круга из защитного кожуха) возможна обработка поверхностей, расположенных под углом 90 градусов к зеркалу стола.
Технические характеристики.
Наибольшие размеры обрабатываемых изделий, мм (длина х ширина х высота) – 630 х 200 х 320
Расстояние от оси шпинделя до зеркала стола, мм – 80- 445
Наибольший допустимый вес обрабатываемого изделия с учетом магнитной плиты и крепящего приспособления, кг – 100
Размеры рабочей поверхности стола, мм – 200 х 630
Максимальное перемещение стола, мм – 235 – поперечное; 710 – продольное
Скорость стола, м/мин – 5-20
Перемещение стола за 1 оборот маховика механизма продольного перемещения, мм – 15,3
масса станка с приставным оборудованием, кг — 2000
Руководство по эксплуатации, паспорт на Станок плоскошлифовальный высокой точности 3Г71 скачать бесплатно в формате djvu (84 страницы):
Новые компании
-
ООО ПКФ КРИСТАЛЛ

Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода ПКФ Кристалл.
-
ООО «НеоИнжиниринг»
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
-
ООО «ФЕТ»
ООО «ФЕТ» многопрофильная транспортно-экспедиторская компания по международному аутсосингу. Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
-
Портал Stanok-online.ru
На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература…

Услуги


Ваша заявка успешно отправлена !
Ваш запрос информации на паспорт
успешно отправлен
в офис нашей компании.
В ближайшее время, эта заявка будет передана первому свободному менеджеру,
который обработает ее, подберет для вас лучшие варианты и вышлет полную информацию
на указанный вами адрес электронной почты:
После получения ответа, вы сможете по эл.почте или по телефону, обсудить с
менеджером все условия и подробности интересующие вас.
Ответ на заявку займет от 3 до 6 часов
Сейчас выходной день
и офис работает по сокращенному режиму, ответ займет
некоторое время
Если вы не получите ответ более чем через
8 часов, это означает что по каким то причинам,
он не доходит до вас. Сделайте заявку повторно или позвоните в наш офис.
Ожидайте пожалуйста ответа. Спасибо за вашу заявку!
Плоскошлифовальный универсальный агрегат 3Г71 – станок повышенной точности, оснащенный шпинделем горизонтального типа, начал производиться на Оршанском заводе в начале 1970-х годов.
1 Станок 3Г71 – общая информация и технические характеристики
С помощью этого агрегата можно выполнять периферией круга шлифование различных поверхностей. При использовании дополнительного оборудования станок позволяет осуществлять профильное шлифование.При такой операции точность профиля будет зависеть от того, какой вид приспособления используется для крепления заготовок, а также от способа заправки круга. При обработке деталей периферией круга отмечается малое выделение тепловой энергии и малые усилия резки.
По этой причине именно таким образом производится плоское шлифование заготовок, имеющих сравнительно невысокий показатель жесткости, прошедших один из видов закалки металла. Отметим, что шлифование торцом инструмента считается более производительным, нежели его периферией.
В определенных границах допускаются режимы шлифования поверхностей, установленных к зеркалу рабочего стола под 90-градусным углом. При любом виде обработки шероховатость поверхности детали, прошедшей обработку на описываемом плоскошлифовальном агрегате, имеет показатель V 10. По точности установка относится к классу В. В стандартной ее комплектации предусмотрено наличие электромагнитной пилы.

Аналогами рассматриваемого станка в наши дня являются агрегаты:
- Оршанского завода – 3Д711ВФ11;
- Липецкого станкостроительного предприятия – 3Л741ВФ10.
Масса станка равняется 2000 килограммов. Он может производить обработку изделий максимальными размерами 630х200х320 мм (длина, ширина, высота), располагая рабочим столом 200х630 мм (ширина, длина). Ось шпинделя способна отодвигаться на 445 (максимум) и 80 (минимум) миллиметров от зеркала стола. Сам рабочий стол характеризуется такими показателями:
- 710 мм – перемещение в продольном направлении;
- 15,3 мм – передвижение за оборот маховика;
- 5–20 м/мин – скорость передвижения.
Параметры шлифовальной головки:
- 2740 об/мин – число оборотов;
- 0,27 м/мин – скорость вертикального быстрого передвижения;
- 365 мм – максимальное перемещение по вертикали;
- 250х32х76 мм – размеры круга.
Устройство подачи стола описывается следующими техническими значениями:
- 0,05 мм – деление лимба маховика;
- 235 мм – поперечное перемещение.

Электрическое оборудование горизонтальной шлифустановки состоит из пяти двигателей (их общая мощность составляет 3,685 кВт):
- привод шпинделя – 2,2 кВт (скорость – 2860 об/мин);
- ускоренного перемещения – 0,18 кВт (1400 об/мин);
- сепаратора (магнитного) – 0,08 кВт (1390 об/мин);
- насоса охлаждения (его производительность равняется 22 л/мин) – 0,125 кВт (2800 об/мин);
- гидравлического привода (производительность – 25 л/мин) – 1,1 кВт (930 об/мин).
2 Принцип работы станка, его составные части и кинематическая схема
Шлифовальная горизонтальная установка Оршанского завода состоит из следующих основных компонентов:
- кран управления;
- колонна и станина;
- гидрокоммуникация;
- устройство реверса (продольного) стола;
- электрическое оборудование;
- система смазки колонны;
- крестовый суппорт;
- распределительная панель;
- кожух;
- рабочая поверхность (стол);
- гидравлический агрегат;
- устройство продольного реверса;
- устройство вертикальной подачи;
- шлифголовка;
- устройства поперечной подачи и поперечного реверса.

Крестовый суппорт поперчено передвигается по двум направляющим на станине, которые имеют форму латинской буквы V. По ним же, а также по плоской направляющей происходит и передвижение стола, но уже продольно. Перемещение рабочая поверхность получает от гидравлического цилиндра, который располагается между направляющими. В нижней части крестового суппорта (внутри данного узла) установлено несколько устройств:
- ВШПГ–35 – гидропанель;
- передвижения стола в продольном направлении;
- распределительный блок;
- поперечной подачи;
- реверса (поперечного) стола.
В задней части станины монтируется колонна, шлифовальная головка передвигается по направляющим вертикального вида. Бак охлаждения находится рядом с агрегатом с правой его стороны. А гидравлический механизм размещается внутри станины. Обслуживать данный узел можно через дверку с левой стороны станины. Шпиндель вращается через плоскоременную передачу от электрического двигателя, который отвечает за главное движение. Ручная вертикальная подача идет через червячный механизм от маховика, а автоматическая обеспечивается гидроприводом посредством гидравлического цилиндра, оснащенного лопастями.

Аналогично гидроцилиндром производится и поперечная автоподача. При этом винт поворачивается через шестерни и обгонную муфту за счет вращения ротора гидравлического цилиндра. Ручная подача в поперечном направлении выполняется рукояткой или от маховика. Реверс рабочей поверхности становится возможным благодаря наличию установленного на столе кулачка. Вручную же перемещать стол можно при помощи рейки и маховика.
3 Электрическое оборудование станка и питание его электросхемы
3Г71, работающий от 380 В переменного тока (50 Гц, три фазы), располагает пятью двигателями, о параметрах коих было сказано выше, а также:
- специальным блоком защиты;
- аппаратурой освещения и сигнализации;
- управляющей системой;
- блоком выпрямителей;
- плитой электромагнитной.
Электрическая схема агрегата способна обеспечивать его функционирование в двух режимах:
- без электромагнитной плиты;
- с плитой.

Питание схемы выглядит таким образом:
- 5-Вольное напряжение подается на сигнальную лампу;
- 129 В идет на вход выпрямителя;
- управляющая цепь питается 110 В;
- 24 В подается на лампу локального освещения;
- 110 В питает электромагнитную плиту;
- 380 В поступает на короткозамкнутые асинхронные электрические двигатели.
При запуске вводного выключателя (кулачково-пакетного) в цепь управления и в силовые цепи поступает напряжение, о чем сигнализирует лампа на пульте управления агрегатом. Чтобы выбрать функционирование станка с плитой, требуется перевести в соответствующее положение специальный переключатель. При этом будут отмечаться следующие процессы:
- селеновый выпрямитель получит напряжение;
- контакт, соединенный с переключателем, замкнется (в это же время произойдёт размыкание парного контакта).
Запустить двигатель гидравлического привода можно при помощи двигателя, который включается пускателем (магнитным). Такой же пускатель предусмотрен и для запуска двигателя рабочего круга для шлифования. Двигатель, который отвечает за быстрое перемещение вниз и вверх шлифголовки, начинает работать при повороте рукоятки барабанного реверсивного устройства, оснащенного механизмом самовозврата.

Другие особенности работы электрооборудования станка:
- установку следует заземлять по стандартным нормам на общий для производственного участка контур;
- от возможных перегрузок электрические двигатели предохраняются тепловым реле;
- от коротких замыканий оборудование защищено пятью автоматическими предохранителями;
- катушки пускателей с магнитами выполняют нулевую защиту.
Особенности устройства
Шпиндель 3Г71 имеет горизонтальное расположение. Подобная схема расположения обуславливает то, что на станине происходит перемещение суппорта стола крестового типа. Перемещение проводится по направляющим качения. При эксплуатации есть возможность перемещать заготовку в двух взаимно перпендикулярных направлениях.

Принципильная электросхема 3Г71
В любом паспорте можно встретить особенности работы крестового стола:
- В инструкции указан тот момент, что работает механизированная подача от гидроцилиндра.
- При эксплуатации можно использовать механизм ручной и механической подачи.
- Продольное перемещение заготовки также позволяет ускорить процесс работы.
- Продольный реверс стола и механизм поперечного реверс также значительно повышают функциональность модели.
Есть распорядительная панель. Задняя сторона станины имеет колону, по вертикальным направляющим, которые относятся к категории качения, перемещается шпиндель 3Г71.
Основные технические данные
Согласно принятым правилам в паспорте должны быть указаны важные технические данные. К ним можно отнести:
- Класс точности – В.
- Максимальные габаритные размеры обрабатываемой детали: 630х200х320.
- Размеры рабочего стола: 630х200.
- Максимальное поперечное перемещение заготовки 235.
- Наибольшее вертикальное перемещение головки 365.
- Максимальный диаметр абразивного круга 250.
- Максимальное количество оборотов в минуту 2740 об/мин.
- Число электродвигателей 5 штук.
- Максимальные габаритные размеры конструкции: 1870х1550х19890.
- Масса оборудования 2000 килограмм.
Все габаритные размеры указываются в миллиметрах.

Технические характеристики плоскошлифовального станка 3Г71
Другие важные данные плоскошлифовального станка также указывается в паспорте. Учитывая тот момент, что модель 3Г71 уже не выпускается, паспорт довольно сложно найти. Некоторые показатели указываются на корпусе.
Виды оборудования
Плоскошлифовальные станки различают по размерам:
- Настольные. Малогабаритные установки применяют для обработки маленьких деталей с относительно низкой точностью. Отличаются экономным энергопотреблением.
- Напольные. В станочных парках крупных предприятий еще можно встретить станки советского производства. Их производили на Липецком станкостроительном заводе в соответствии с требованиями ГОСТ 2789-73. Эксплуатация подобного оборудования затруднена ввиду отсутствия на рынке запасных частей, выпуск которых был прекращен в начале 90-х. Современные прецизионные плоскошлифовальные станки отличаются высокой производительностью при меньших габаритах.
Важным фактором, оказывающим влияние на метод воздействия, является расположение шпинделя, который может быть размещен как в вертикальном, так и в горизонтальном положении.
Передовые производители предлагают пользователям следующие модификации станков:
- С крестовыми столами. Широко используется в инструментальном производстве. Отдельные модели с неподвижной колонной оснащают направляющими с целью перемещения стола в продольной и поперечной плоскостях.
- С круглыми столами. Предназначены для обработки изделий круглой формы. Приводом вращения плоскости служит электрический двигатель.
- Портальные. Эффективная конструкция, в которой реализована возможность продольного перемещения стола для обработки деталей с высокой точностью. Станки обладают внушительными размерами и высокой мощностью привода, что позволяет выполнять тяжелое шлифование изделий. Рабочий инструмент способен перемещаться в поперечной и вертикальной плоскостях.
- Консольные. Высокотехнологичное оборудование, отличающееся методами перемещения отдельных узлов. Стол перемещается с помощью гидравлического привода, а за поперечное направление отвечает траверса, приводимая в движение сервоприводами.
Стоимость станка
Оценить стоимость снятого с производства станка непросто, и наш опыт говорит, что среднего качестве бывшие в употреблении станки 3Г71 продаются от 500 000 руб. Конечно, надо понимать, что такой станок будет нуждаться в существенной чистке, замене некоторых деталей, настройке, поэтому стоимость его ввода в эксплуатацию, включая стоимость человекасов на его доработку, окажется выше — 600 000-700 000 руб. Новые станки таких проблем не имеют, более того, их настройка включена в стоимость, поэтому можно говорить о том, что их стоимость — это и есть стоимость их ввода в эксплуатацию.
Стоимость ближайшего белорусского аналога 3Д711ВФ11 — от 3 300 000 руб. Такая цена обусловлена высокой стоимостью производства, сравнительно низким объёмом продукции, отсутствием естественной конкуренции, так как многие станки поставляются на госпредприятия.
Стоимость KAMIOKA G-3A3060 — от 2 300 000 руб. Эта цена гораздо ниже при более высоком качестве конечной продукции, и возможности обработки более крупных и более тяжёлых заготовок. Настолько низкая цена обусловлена противоположными факторами, обусловленными, в том числе различиями между белорусской и тайваньской экономикой. Здесь и исключительно коммерческая направленность продукции, конкурентность на мировом уровне, высокими объёмами производства и, соответственно, сниженной стоимостью самого производства.
Стоимость L&W G-CS3060AH начинается от 1 400 000 руб. Это ещё более низкая стоимость. Факторы те же, что описаны выше. Стоимость ниже из-за того, что ниже мощность станка, он оптимален в обработке заготовок весом до 100-150 килограмм, и в отличие от G-3A3060 не используется для обдирки и других черновых работ из-за мощности, его специализация — это чистовая шлифовка и полировка непревзойдённого качества.
Электрооборудование станка содержит:
- асинхронные короткозамкнутые электродвигатели:
- привода шлифовального круга (МЗ) 2,2 кВт, 2860 об/мин., 220/380 В, 50 Гц, АОЛ2-22-2-С1
- гидропривода (М4) 1,1 кВт, 930 об/мин 220/380 В, 50 Гц АОЛ2-22-6-С1;
- электронасоса охлаждения (M1) 0,12 кВт, 2800 220/280 В 50 Гц, ПА-22;
- привода магнитного сепаратора (М2) 0,08 кВт, 1390 об/мин., 220/380В, 50Гц, АОЛ 012-4-С2;
- привода ускоренного перемещения шлифовальной бабки (М5) 0,18 кВт, 1400 об/мин 220/380 В
- электромагнитную плиту (ЭМП1) НОВ, 08А, ЭП-21Г;
- блок выпрямителей (Д1) 75ГМ24Я-К2;
- аппаратуру управления;
- аппаратуру сигнализации и освещения;
- аппаратуру защиты.
Станок предназначен для подключения к сети трехфазного переменного тока 380 В, 50 Гц.
Питание схемы производится следующим образом:
- на асинхронные короткозамкнутые электродвигатели Ml, М2, МЗ, М4, М5 подается напряжение 3 50 Гц, 220/380 В цепь управления получает питание 110 В, 50 Гц;
- на электромагнитную плиту ЭМП1 подается напряжение 110В постоянного тока с селенового выпрямителя Д1;
- на вход выпрямителя Д1 поступает напряжение
129 В с трансформатора Tp1;
на лампу местного освещения JI3 подается напряжение 24В, 50Гц с трансформатора Tp1; на сигнальную лампу Л1 подается напряжение 5В переменного тока с трансформатора Tp1
Примечание. Описание работы электрооборудования составлено для цепи управления 110В.
Электросхема станка предусматривает следующие режимы работы:
- работа с электромагнитной плитой;
- работа без электромагнитной плиты.
Включение станка производится поворотом вводного пакетно-кулачкового выключателя BI1 Напряжение подается в силовые цепи и цепь управления.
На пульте управления станком загорается сигнальная лампочка Л1.
При работе с электромагнитной плитой переключатель В2 устанавливается в положение «С плитой», напряжение подается* на селеновый выпрямитель Д1, контакт 11—12 переключателя В2 замыкается, а контакт 11—5 размыкается. Если электромагнитная плита ЭМП1 подключена к разъему Ш2, а выключатель ВЗ находится в положении «Включено», то включается электромагнитное реле РЗ, которое своим контактом 11—5 разрешает пуск гидропривода и шлифовального круга.
Нажатием на кнопку КН2 включается магнитный пускатель Р2, который подает напряжение на электродвигатель гидропривода М4.
Нажатием на кнопку КН1 включается магнитный пускатель P1, который подает напряжение на электродвигатель шлифовального круга МЗ, а через разъем Ш1 — на электродвигатель насоса охлаждения M1 и магнитного сепаратора М2. Остановка электродвигателя гидропривода М4 осуществляется нажатием на кнопку КНЗ, которая размыкает цепь питания катушки пускателя Р2 в точках 7—4. Кнопка КН4 служит для общего останова станка.
Поворотом рукоятки реверсивного барабанного переключателя В5 (с самовозвратом) влево или вправо происходит включение электродвигателя М5 осуществляющего ускоренное перемещение шлифовальной головки вверх или вниз.
При работе без электромагнитной плиты переключатель В2 устанавливается в положение «Без плиты», цепь питания электромагнитной плиты размыкается, а контактом 11—5 шунтируется разомкнутый контакт 11—5 электромагнитного реле
В остальном работа станка не отличается от описанной выше. Блокировка внезапного отключения электромагнитной плиты ЭМП1 осуществляется электромагнитными реле РЗ, замыкающий контакт которого в точках 11—5 размыкается и обесточивает катушки магнитных пускателей P1 и Р2. Происходит остановка электродвигателей M1, M2, МЗ и М4.
Защита электродвигателей M1, М2, МЗ, М4, М5 и цепей управления от токов короткого замыкания осуществляется предохранителями ПР1, ПР2, ПРЗ, ПР4, ПР5.
Защита электродвигателей МЗ и М4 от перегрузок осуществляется тепловыми реле РТ1 и РТ2.
Нулевая защита осуществляется катушками магнитных пускателей P1, P2.
Станок должен быть заземлен на общецеховой контур согласно существующим правилам и нормам.
В остальном эксплуатация станка должна производиться в соответствии с «Правилами технической эксплуатации и безопасности обслуживания электроустановок промышленных предприятий».
Система питания электрооборудования станка 3Г71М
Станок подключается к сети трехфазного переменного тока напряжением ~380 В, частотой 50 Гц.
- На асинхронные короткозамкнутые электродвигатели M1-M3, М5, М6, М8 и трансформатор ТР3 подается напряжение 380 В переменного трехфазного тока.
- На электродвигатель М7 подается напряжение ~220 В переменного трехфазного тока, снимаемого с трансформатора Тр3.
- На цепи управления и электромагнит ЭМ1 подается напряжение ~110 в переменного тока от трансформатора Тр2.
- На кронштейн местного освещения ЛI подается напряжение ~24 В переменного тока от трансформатора Тр2.
- На аппаратуру сигнализации Л2 и Л3 подается напряжение ~5 В переменного тока от трансформатора Tpl.
- На электромагнитное приспособление подается напряжение 110 В постоянного тока через выпрямитель Д11. Цепи управления постоянного тока работают от напряжения, снимаемого от выпрямителя Д10, на вход которого подается напряжение 36 В переменного тока от трансформатора Tpl.
- Питание бесконтактного конечного выключателя ВБ2 осуществляется постоянным напряжением, снимаемым с выпрямителя Д26, на вход которого подается напряжение 31 В с обмоток 36 В и 5 В трансформатора Tpl, включенных встречно.
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | – | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | – | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | – | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
Список литературы:
Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А. Руководство по эксплуатации, 1978 Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Устройство плоскошлифовального станка 3Г71М;
Общие сведения о шлифовании
Назначение и устройство плоскоШЛИФОВАЛЬНОго СТАНКа и шлифовальный инструмент
Цель работы:знания назначения и устройства плоскошлифовального станка модели 3Г71М, принципа работы его гидропривода, характеристик и маркировки шлифовальных кругов; умения выбирать режим шлифования плоскости и шлифовальный круг для заданного материала заготовки и конкретных условий шлифования.
Шлифованием называют технологический метод обработки поверхностей, при котором режущим инструментом является абразивный (шлифовальный) круг, а удаление припуска осуществляется микроцарапанием и истиранием обрабатываемой поверхности твёрдыми и острыми абразивными зёрнами, расположенными на рабочей поверхности круга.
Главным движением резания Dг
при шлифовании является вращение шлифовального круга, осуществляемое с высокой скоростью. Благодаря этому над каждой элементарной площадкой обрабатываемой поверхности в единицу времени проскальзывает огромное число абразивных зёрен. Отдельное зерно удаляет микроскопический объём материала, а суммарная масса удалённого припуска оказывается достаточной для определения шлифования как высокопроизводительного метода обработки заготовок. Кроме главного движения резания при шлифовании заготовке или шлифовальному кругу придают одно или несколько движений подачиDs с целью распространения процесса на всю обрабатываемую поверхность и для удаления заданного припуска.
Шлифование используют как на обдирочных технологических операциях, характеризующихся удалением больших припусков, так и на чистовых операциях с получением высокоточных и высококачественных поверхностей. Точность получаемых размеров зависит от конструкции и жёсткости станка. Шлифованием можно получить размеры по 5–8-му квалитетам точности. Шероховатость шлифованной поверхности после чернового шлифования по параметру Rа
составляет 0,63…1,25 мкм, после чистового шлифования— 0,16…0,40 мкм. После прецизионного шлифованияможно получить шероховатость поверхностиRа не менее 0,1 мкм.
Шлифование осуществляют на станках шлифовальной группы. Их различают по форме изготавливаемых поверхностей, например, плоскошлифовальные, круглошлифовальные, внутришлифовальные, зубошлифовальные станки.
Плоскошлифовальный станок 3Г71М (рис. 9.1) предназначен для шлифования на заготовках плоскостей, открытых прямолинейных пазов и уступов.
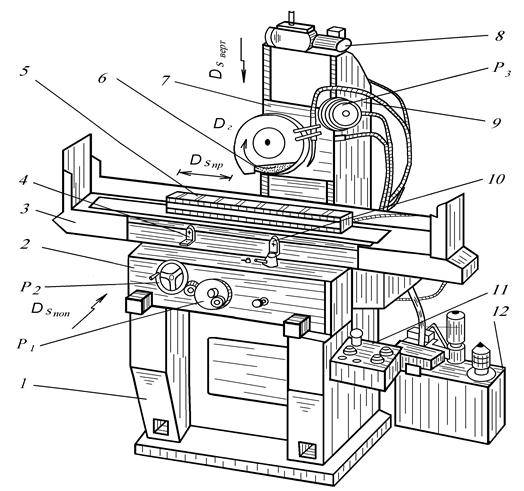
Рис. 9.1. Плоскошлифовальный станок модели 3Г71М
Основными узлами станка являются станина 1
с вертикальной стойкой9 , поперечный стол2 , продольный стол3 и шлифовальная головка7 , несущая шпиндель со шлифовальным кругом6 . Станок оснащён насосной станцией12 для подачи в зону обработки смазочно-охлаждающей жидкости (СОЖ) и очистки поверхности заготовки. В состав насосной станции входят отстойник и магнитный сепаратор для очистки СОЖ от продуктов разрушения абразивного круга и стружки.
Главным движением резания Dг
на станке является вращение шпинделя ( шлифовального круга) с постоянной частотойn = 2740 об/мин. Продольная подача (м/мин) осуществляется возвратно-поступательным движением стола 3 , а поперечная подача (мм/ход) реализуется прерывистым поступательным движением поперечного стола2. Движения подач столов станка2 и3 осуществляются с помощью гидропривода. Перемещения поперечного и продольного столов можно реализовать автоматически (от гидропривода) или вручную маховичкамиР1 иP2 .
Расположение и особенности функционирование органов управления
Большинство органов управления станка расположены на его передней бабке.
Фрезерный станок 676: описание, технические характеристики. фрезы по металлу для фрезерного станка

Главные составляющие
Сверху на передней бабке расположена панель с тумблером. Снизу – рукоятка для подбора скорости шпинделя. Над ним расположены 3 ручки, отвечающие за шаг и тип резьбы, а также величину подачи. Справа от нижнего рычага расположена ручка для управления вращением шпинделя.
Непосредственно под панелью тумблеров располагается рычаг выбора типа резьбы и ручка перебора.
Для управления задней бабкой рычагов меньше:
- рычаг, чтобы управлять пинолю;
- рычаг для ее зажима.
На фартуке станка имеется маховик для позиционирования суппорта и каретки, а также ручка для позиционирования поперечных салазок и ручка ходовой гайки.
Шпиндель
Шпиндель имеет 12 частот вращений. Конец шпинделя фланцевый, конец шпинделя соответствует стандарту 12593-6К.
Диапазон частоты вращения в любом из доступных направлений 18-250 об/мин.
Электрическая схема
Для питания электродвигателей станка используется трехфазное напряжение 380 и 220 В.

Основные узлы электрической схемы:
- основной электродвигатель;
- автоматический выключатель;
- переключатель реверса основного движка;
- пакетный переключатель движка и системы охлаждения;
- выключатель насоса и двигатель системы охлаждения.
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | – | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | – | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | – | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
Список литературы:
Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А. Руководство по эксплуатации, 1978 Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители