ТЕХНИЧЕСКОЕ РУКОВОДСТВО
ПО ПРИМЕНЕНИЮ ПЛОМБ ПРИ НАДЗОРЕ ЗА УЧЕТОМ И КОНТРОЛЕМ
I. ОБЩИЕ ПОЛОЖЕНИЯ
1. Техническое руководство по применению пломб при надзоре за учетом и контролем (далее — Техническое руководство) содержит описание некоторых основных типов пломб: типа чашка — «E», силовых (типа «Кобра», «Мультилок»), индикаторных (типа ПК-91оп, ПК-91px, Ротосил II), технологии их применения, организацию и порядок проведения контроля их состояния на всех этапах эксплуатации.
2. Техническое руководство предназначено для применения специалистами Федеральной службы по экологическому, технологическому и атомному надзору, осуществляющими надзор за учетом и контролем ядерных материалов, радиоактивных веществ и радиоактивных отходов с использованием пломб.
3. Техническое руководство является дополнением к руководящим и методическим документам Федеральной службы по экологическому, технологическому и атомному надзору, в которых изложены процедуры, которые должны соблюдаться при использовании пломб при надзоре за учетом и контролем.
4. Техническое руководство разработано на основе технической документации предприятия-изготовителя на данные виды пломб.
II. ОПИСАНИЕ ПЛОМБ И ТЕХНОЛОГИИ ИХ ПРИМЕНЕНИЯ
2.1. Описание пломб типа чашка — «E» и технологии их применения.
2.1.1. Пломбы чашка — «E» представляют собой медно-латунные пломбы типа с маркировкой Ростехнадзора, нанесенной латинскими и русскими буквами и индивидуальным номером, выбитым на наружных поверхностях корпуса и крышки пломбы. Корпус и крышка каждой пломбы помещены в отдельный полиэтиленовый пакет.
Схема конструкции пломбы приведена на рисунке 1.
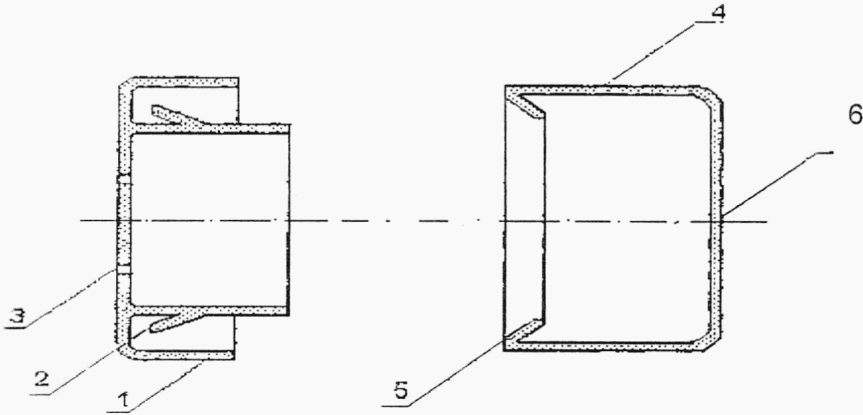
Рис. 1
1 — корпус пломбы
2 — фиксатор
3 — отверстия под проволоку
4 — крышка пломбы
5 — фиксатор крышки
6 — места маркировки пломбы
2.1.2. Технология установки пломбы на контейнер с завинчивающейся крышкой.
2.1.2.1. Получив пломбу, убедитесь, что корпус и крышка пломбы не имеют видимых дефектов (вмятин, трещин, следов коррозии, повреждений фиксаторов).
2.1.2.2. Подготовьте для работы:
инструмент (кусачки);
проволоку (диаметр 0,6 … 1,2 мм);
при необходимости средства безопасности (спецодежда, защитные очки, резиновые перчатки, респиратор типа «Лепесток»).
2.1.2.3. Откусите кусачками отрезок проволоки необходимой длины.
2.1.2.4. Убедитесь, что:
крышка контейнера полностью завинчена;
отверстия в проушинах крышки и корпуса контейнера находятся как можно ближе друг к другу (см. рисунок 2).
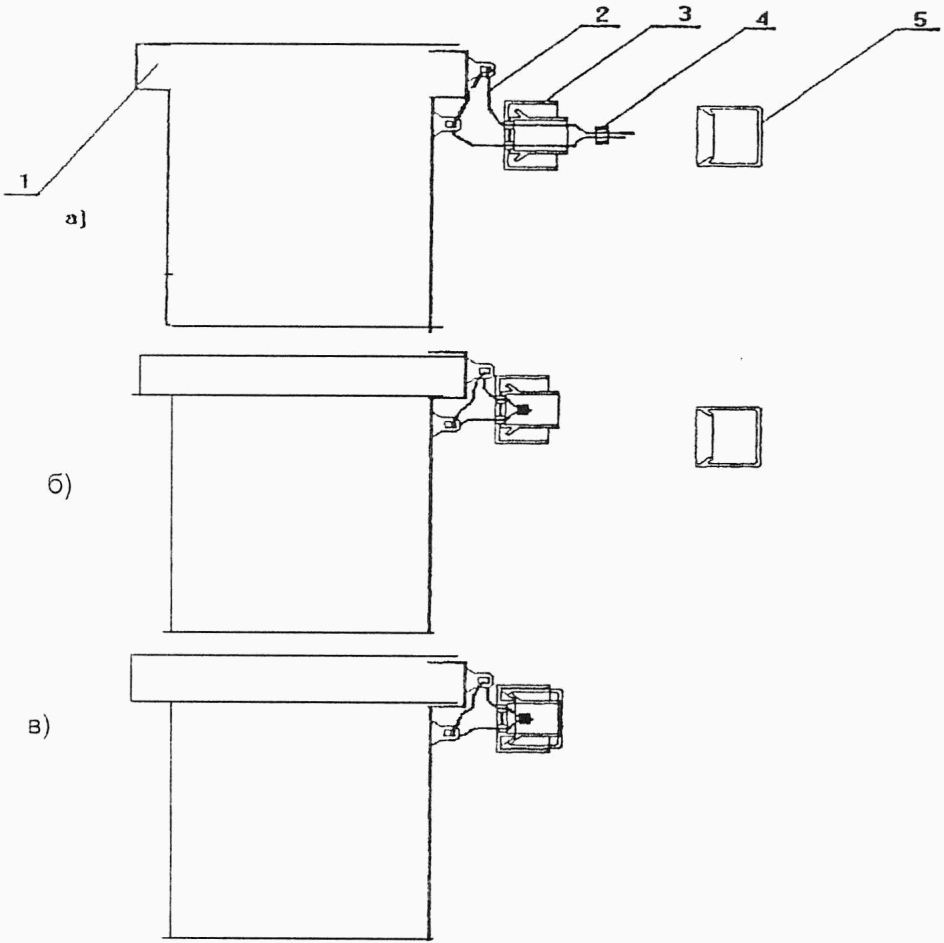
Рис. 2
1 — контейнер
2 — проволока
3 — корпус пломбы
4 — узел из проволоки
5 — крышка пломбы
2.1.2.5. Пропустите один конец проволоки через отверстия проушин крышки и корпуса контейнера.
2.1.2.6. Извлеките корпус пломбы из полиэтиленового пакета и пропустите концы проволоки через отверстия в корпусе пломбы с внешней стороны.
2.1.2.7. Продвиньте корпус пломбы вплотную к корпусу контейнера.
2.1.2.8. Завяжите узел из проволоки, исключающий перемещение и снятие пломбы без разрыва проволоки или повреждения пломбы.
2.1.2.9. Откусите кусачками концы проволоки.
2.1.2.10. Подогните узел к донышку корпуса пломбы.
2.1.2.11. Извлеките крышку пломбы из полиэтиленового пакета, из которого был извлечен корпус пломбы, вставьте крышку пломбы в корпус и нажатием пальцев продвиньте крышку в корпус до щелчка фиксаторов.
2.1.2.12. Убедитесь, что крышка надежно зафиксирована в корпусе пломбы (извлечь ее без разрушения пломбы невозможно).
Внимание! Признаком правильной установки крышки в корпус пломбы является вращение крышки относительно корпуса при небольшом усилии и возможность считывания маркировки на крышке пломбы при повороте ее вокруг своей оси.
2.1.2.13. Документально зарегистрируйте факт установки пломбы.
2.2. Описание силовых пломб (типа «Кобра», «Мультилок») и технологии их применения.
2.2.1. Пломбы типа «Кобра», «Мультилок» по классификации, приведенной в межгосударственном стандарте ГОСТ 31282-2004 «Устройства пломбировочные. Классификация», являются силовыми тросовыми моноблочными устройствами одноразового использования, предназначенными для пломбирования дверей любых транспортных средств, помещений, кузовов, контейнеров, щитов управления и других объектов (в том числе опасных) наземного и морского базирования, эксплуатируемых на открытом воздухе и в условиях морского микроклимата, имеющих диаметр пломбировочных отверстий не менее 1,0 мм. Общее устройство данного вида пломб рассмотрим на примере пломбы типа «Кобра». Существует три модификации данной пломбы, отличающиеся диаметром, материалом гибкого тросика и габаритными размерами корпуса. Данная пломба состоит из пластмассового корпуса, в который неразъемно вмонтирован запирающий механизм и стальной многожильный крученый тросик определенной длины (рис. 3). При установке пломбы свободный конец тросика вставляется во входное отверстие корпуса, образуя петлю. Конструкция запирающего механизма не позволяет извлечь тросик в обратном направлении. По принципу действия запирающего механизма пломба типа «Мультилок» аналогична пломбе типа «Кобра». Различие между данными пломбами лишь в материале корпуса — у пломбы «Мультилок» он выполнен из металла. На боковой поверхности корпуса пломбы с помощью лазерной маркировки нанесен ее индивидуальный номер.
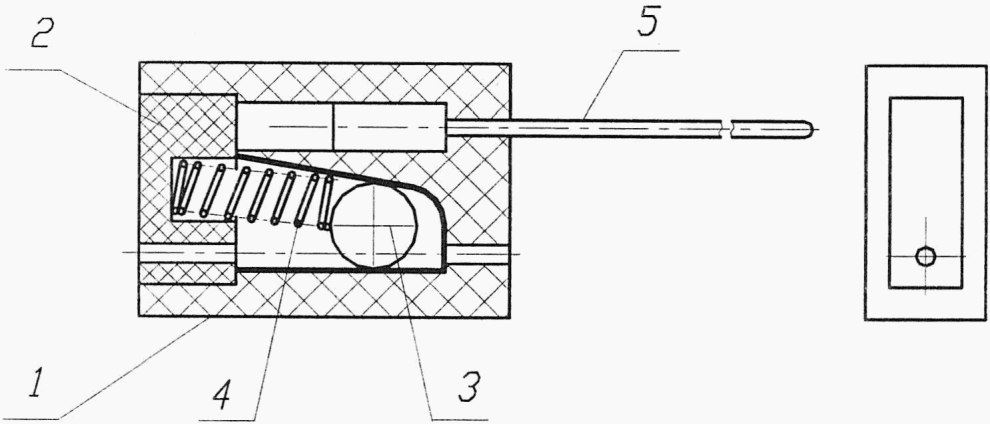
Рис. 3
1 — корпус пломбы
2 — крышка
3 — ролик
4 — пружина
5 — тросик
2.2.2. Технология установки силовой тросовой пломбы на контейнер с завинчивающейся крышкой.
2.2.2.1. Получив пломбу, убедитесь, что пломба не имеет видимых дефектов и повреждений (вмятин, трещин, следов коррозии, расплетения или излома конца тросика).
2.2.2.2. Подготовьте, при необходимости, для работы средства безопасности (спецодежду, защитные очки, резиновые перчатки, респиратор типа «Лепесток»), инструмент (плоскогубцы, кусачки).
2.2.2.3. Убедитесь, что:
крышка контейнера полностью завинчена;
отверстия, имеющиеся в проушинах крышки и корпуса, находятся как можно ближе друг к другу (см. рисунок 4).
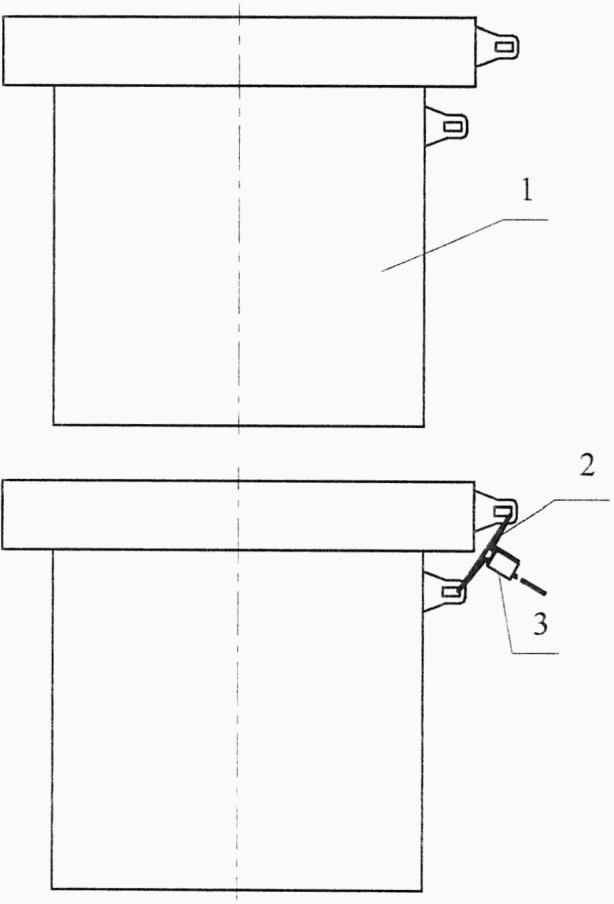
Рис. 4
1 — контейнер
2 — тросик
3 — пломба
2.2.2.4. Пропустите конец тросика пломбы через пломбировочные отверстия проушин крышки и корпуса контейнера.
2.2.2.5. Вставьте конец тросика во входное отверстие корпуса пломбы и затяните образовавшуюся петлю до упора (при необходимости используйте инструмент).
2.2.2.6. Потяните за корпус пломбы. При исправной пломбе тросик не должен выходить в обратном направлении из корпуса. Документально зарегистрируйте факт установки пломбы.
Внимание! После установки пломбы не допускается обрезать свободный конец тросика, выходящий из ее корпуса.
2.3. Описание индикаторных пломб (типа ПК-91оп, ПК-91тп) и технологии их применения.
2.3.1. Пломбы типа ПК-91 по классификации, приведенной в межгосударственном стандарте ГОСТ 31282-2004 «Устройства пломбировочные. Классификация», являются одноразовыми пластмассовыми индикаторными (контрольными) устройствами, предназначенными для пломбирования дверей автотранспортных средств, помещений, сейфов, шкафов, контейнеров, имеющих диаметр пломбировочных отверстий не менее 2,3 мм. Общее устройство данного вида пломб рассмотрим на примере пломбы типа ПК-91оп. Существует четыре модификации данной пломбы, отличающиеся диаметром и длиной рабочей части. Пломба имеет моноблочную конструкцию, состоящую из корпуса с неразъемно вмонтированной в него цангой, гибкого хвостовика определенной длины и ярлыка. Гибкий хвостовик совместно с цангой служат для создания неразъемной затягивающейся петли, охватывающей проушины запорного узла пломбируемого объекта. Ярлык предназначен для нанесения на нем информации при изготовлении пломбы. Материал корпуса пломбы — пластмасса, цанги — стальная лента.
Конструкция пломбы изображена на рис. 5.
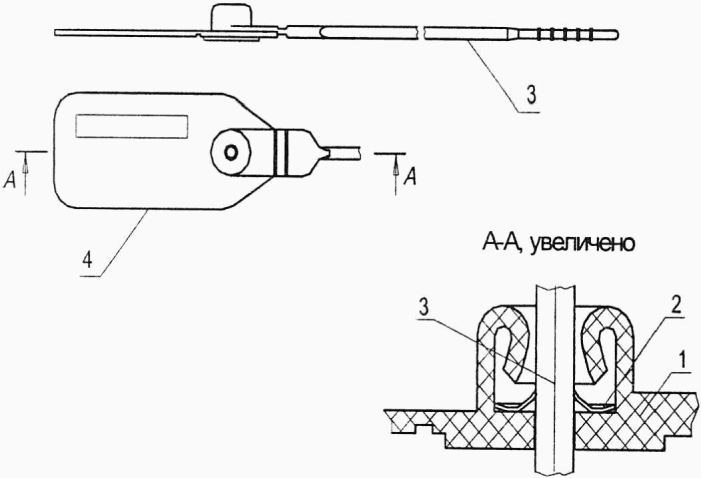
Рис. 5
1 — корпус пломбы
2 — цанга
3 — гибкий хвостовик
4 — ярлык
2.3.2. Технология установки индикаторной (контрольной) пломбы на контейнер с завинчивающейся крышкой.
2.3.2.1. Получив пломбу, убедитесь, что корпус, ярлык и гибкий хвостовик не имеют видимых дефектов и повреждений (вмятин, трещин).
2.3.2.2. Подготовьте для работы, при необходимости, средства безопасности (спецодежду, защитные очки, резиновые перчатки, респиратор типа «Лепесток»).
2.3.2.3. Убедитесь, что:
крышка контейнера полностью завинчена, отверстие в проушинах крышки и корпуса находятся как можно ближе друг к другу (см. рисунок 6).
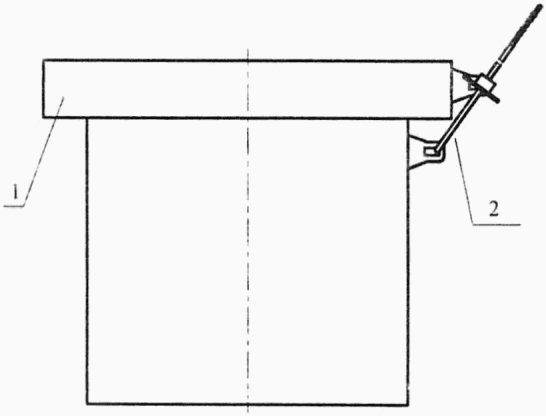
Рис. 6
1 — контейнер
2 — пломба
2.3.2.4. Пропустите гибкий хвостовик через отверстия проушин крышки и корпуса контейнера.
2.3.2.5. Пропустите гибкий хвостовик через отверстие пломбы со стороны, противоположной маркировке на ярлыке, и затяните получившуюся петлю до минимального размера.
Внимание! При температуре окружающей среды ниже минус 10 °C внутренний радиус изгиба гибкого хвостовика должен быть не менее 15 мм.
2.3.2.6. Документально зарегистрируйте факт установки пломбы.
2.4. Описание индикаторных пломб (типа ПК-91px, Ротосил II) и технологии их применения.
2.4.1. Пломбы типа ПК-91px, Ротосил II по классификации являются одноразовыми индикаторными (контрольными) устройствами роторного типа, предназначенными для пломбирования дверей автотранспортных средств, помещений, сейфов, шкафов, контейнеров, огнетушителей, имеющих диаметр пломбировочных отверстий не менее 0,4 мм. Общее устройство данного вида пломб рассмотрим на примере пломбы типа ПК-91px. Пломба состоит из корпуса с фланцем, предназначенным для нанесения контрольной информации, и неразъемно вмонтированного в корпус стержня с ручкой. Корпус пломбы и стержень изготовлены из пластмассы. В корпусе и на стержне выполнены элементы храпового зацепления, допускающие вращение стержня только по часовой стрелке. Принадлежностью пломбы является также проволока, поставляемая отдельно и используемая для создания неразъемной петли. Диаметр применяемой проволоки от 0,4 до 1,0 мм. Для установки на объект пломбирования пломб Ротосил II применяется проволока диаметром 0,8 … 1,2 мм. Конструкция пломбы приведена на рис. 7.
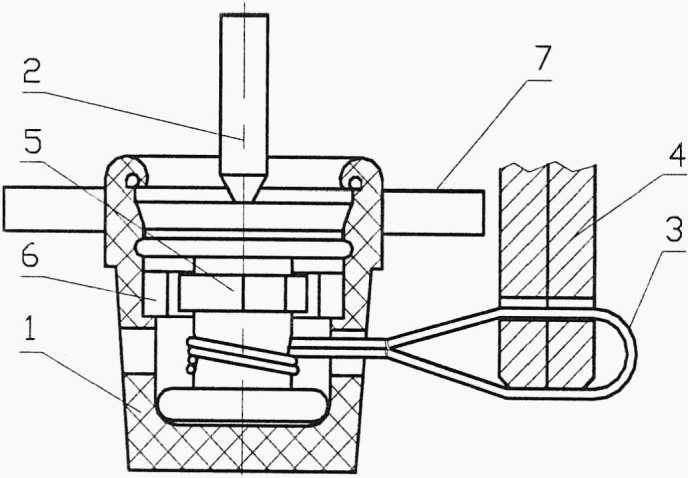
Рис. 7
1 — корпус пломбы
2 — ручка стержня
3 — проволока
4 — проушины пломбируемого объекта
5, 6 — элементы храпового зацепления
7 — фланец
2.4.2. Технология установки индикаторной пломбы роторного типа на контейнер с завинчивающейся крышкой.
2.4.2.1. Получив пломбу, убедитесь, что:
корпус пломбы не имеет видимых дефектов (вмятин, трещин);
стержень пломбы можно повернуть только по часовой стрелке.
2.4.2.2. Подготовьте для работы:
инструмент (кусачки);
мягкую проволоку требуемого диаметра;
при необходимости, средства безопасности (спецодежду, защитные очки, резиновые перчатки, респиратор типа «Лепесток»).
2.4.2.3. Откусите кусачками отрезок проволоки необходимой длины.
2.4.2.4. Убедитесь, что:
крышка контейнера полностью завинчена;
отверстия в проушинах крышки и корпуса контейнера находятся как можно ближе друг к другу (см. рисунок 8).
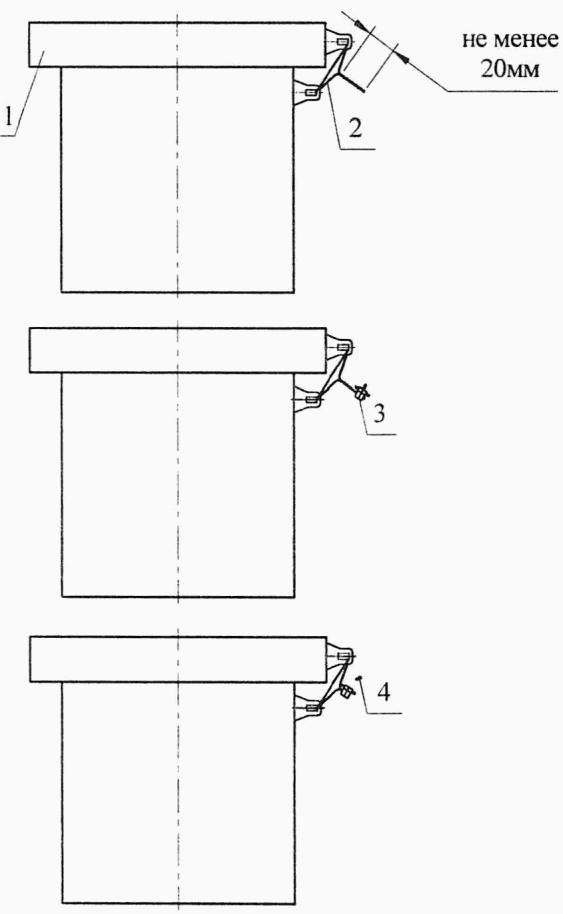
Рис. 8
1 — контейнер
2 — проволока
3 — пломба
4 — ручка стержня пломбы
2.4.2.5. Пропустите проволоку через отверстия проушин крышки и корпуса контейнера и сделайте скрутку концов проволоки длиной не менее 20 мм.
2.4.2.6. Вставьте скрутку в совмещенные отверстия корпуса и стержня пломбы так, чтобы скрутка выступала не более 2 мм из корпуса и вращением ручки стержня не менее чем на 2 оборота по часовой стрелке затяните до упора петлю из проволоки.
2.4.2.7. Обломите ручку стержня пломбы.
2.4.2.8. Документально зарегистрируйте факт установки пломбы.
Данные технологии установки данных типов пломб применимы и для других объектов пломбирования, определенных в настоящих Методических рекомендациях. Особенности использования конкретных видов пломб приводятся в технической документации, разрабатываемой предприятием-изготовителем.
III. ОПИСАНИЕ МАРКИРОВКИ ПЛОМБ
3.1. Описание маркировки пломб типа чашка — «E».
На крышке и корпусе пломбы нанесена маркировка, представляющая собой выполненные тиснением друг под другом аббревиатуру «GAN», пятизначный номер и аббревиатуру «ГАН».
3.2. Описание маркировки силовых пломб типа «Кобра», «Мультилок».
3.2.1. На видимой поверхности каждого типа пломб нанесена надпись «ФСЭТАН» и указан номер (семизначное число), начинающийся с цифры 7 (7N00001). Нумерация пломб каждого типа начинается с номера 7N00001.
3.2.2. На пломбах типа «Кобра» значение N в номере равно единице (1). Цвет корпуса темно-красный. На одной боковой поверхности нанесена надпись на белом поле «ФСЭТАН», на другой боковой поверхности нанесена надпись «Kobra» и на белом поле семизначный номер.
3.3. Описание маркировки индикаторных (контрольных) пломб типа ПК-91оп, ПК-91px.
3.3.1. На пломбах типа ПК-91оп значение N в номере равно двум (2). Цвет корпуса ярко-красный. На ярлыке пломбы со стороны цанги нанесен белым цветом семизначный номер и надпись «ФСЭТАН».
3.3.2. На пломбах типа ПК-91px значение N в номере равно трем (3). Цвет корпуса и фланца прозрачный, цвет стержня и ручки стержня ярко-красный. На фланце пломбы со стороны ручки стержня нанесен белым цветом семизначный номер и надпись «ФСЭТАН».
3.4. Описание исполнения маркировки силовых пломб типа «Кобра».
3.4.1. Информация наносится на боковые поверхности на корпусе: зона маркировки и постоянная составляющая информации наносится методом тампонной печати;
порядковый номер наносится методом лазерной маркировки. Образец типовой маркировки и шрифта представлен на фото 1.
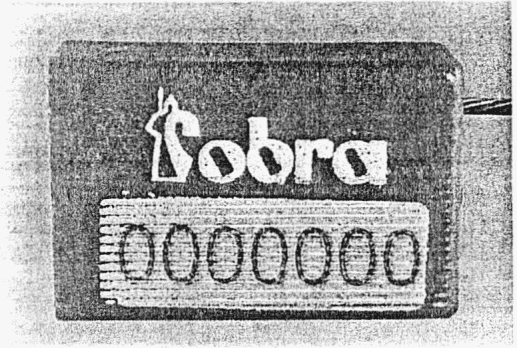
Фото 1. Общий вид типовой маркировки пломбы «Кобра»
Следует обращать внимание на применение двух методов маркировки, что значительно усложняет процесс подделки нанесенной информации. С этой же целью на данной пломбе нанесено продольное рифление в месте маркировки порядкового номера пломбы.
3.4.2. При контроле маркировки пломбы «Кобра» необходимо проверить:
соответствие взаиморасположения отдельных элементов нанесенной информации с эталоном-образцом. С одной стороны корпуса пломбы размещено наименование пломбы и идентификационный номер. С другой стороны корпуса пломбы размещен логотип пользователя;
соответствие расположения всей нанесенной информации с эталоном-образцом;
соответствие идентификационного номера;
соответствие шрифта идентификационного номера на установленной пломбе со шрифтом пломбы эталона-образца (тип и размер шрифта);
имеется ли частичное отсутствие краски;
различие в цвете маркировки;
имеется ли сглаживание рельефной поверхности места маркировки, изменение геометрии штрихов и отдельных его элементов.
3.5. Описание исполнения маркировки индикаторных (контрольных) пломб типа ПК-91оп, ПК-91тп.
3.5.1. Маркировка наносится на корпусе пломбы с одной стороны. Идентификационный номер и логотип пользователя наносятся методом термопечати.
Образец типовой маркировки и шрифта представлен на фото 2.
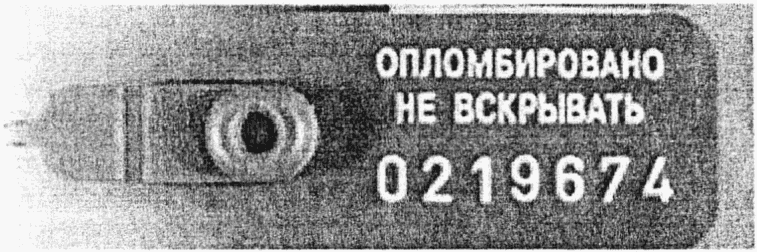
Фото 2. Общий вид типовой маркировки пломбы ПК-91оп
3.5.2. При контроле маркировки пломбы ПК-91оп необходимо проверить:
соответствие взаиморасположения отдельных элементов нанесенной информации с эталоном-образцом;
соответствие расположения всей нанесенной информации с эталоном-образцом;
соответствие идентификационного номера;
шрифт идентификационного номера на установленной пломбе со шрифтом пломбы эталона-образца (тип и размер шрифта);
отсутствие сдвоенных элементов маркировки (цифр, букв);
имеется ли частичное отсутствие краски;
имеется ли изменение геометрии штрихов и отдельных элементов;
однородность цвета маркировки.
3.6. Описание исполнения маркировки индикаторных (контрольных) пломб типа ПК-91px.
3.6.1. Маркировка наносится на ярлык:
идентификационный номер наносится методом термопечати, над номером выдавлена аббревиатура «ФСЭТАН»;
при изготовлении корпуса литьем на ярлыке формируются рельефное название пломбы (PX) и логотип фирмы изготовителя;
логотип пользователя наносится методом термопечати.
Образец типовой маркировки и шрифта представлен на фото 3.
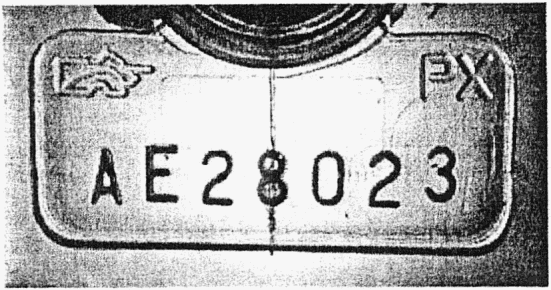
Фото 3. Общий вид типовой маркировки пломбы ПК-91px
3.6.2. При контроле маркировки пломбы ПК-91px необходимо проверить:
соответствие взаиморасположения отдельных элементов нанесенной информации с эталоном-образцом;
соответствие расположения всей нанесенной информации с эталоном-образцом;
соответствие шрифта идентификационного номера на установленной пломбе шрифту пломбы эталона-образца (тип и размер шрифта);
соответствие идентификационного номера;
отсутствие сдвоенных элементов маркировки (цифр, букв);
имеется ли частичное отсутствие краски;
изменение геометрии штрихов и отдельных его элементов;
различие в цвете маркировки;
уточнение зоны нанесения знаков на ярлыке;
соответствие элементов постоянной информации на ярлыке, заложенной в литьевой форме (логотип товарного знака предприятия изготовителя и название пломбы) и дополнительной информации (логотипа пользователя).
IV. ОРГАНИЗАЦИЯ И ПОРЯДОК ВЫПОЛНЕНИЯ КОНТРОЛЯ
СОСТОЯНИЯ ПЛОМБ
4.1. Основные принципы проверки характеристик пломб:
достоверность полученных результатов;
минимальная трудоемкость и длительность (цикл) контроля;
документирование процедур и результатов контроля;
применение штатных средств измерений и контроля;
оперативное информирование должностных лиц Ростехнадзора, администрации поднадзорных организаций о качестве и состоянии пломб, установленных инспекторами Ростехнадзора;
представление изготовителю данных об отказах и недостатках пломб, выявленных в реальных условиях эксплуатации, для принятия мер по их устранению и совершенствованию.
4.2. Основные цели проверки характеристик пломб:
обеспечение надежности и безотказности пломб в период эксплуатации (поставка, транспортирование, хранение, применение по назначению);
обеспечение эксплуатационных характеристик пломб, установленных в согласованных с заказчиком нормативных (стандартах) и технических документах;
выявление несоответствий характеристик пломб нормативным требованиям перед началом применения на соответствующем этапе;
выявление факторов, влияющих на качество пломб, оценка степени их влияния для принятия предупреждающих мер по их нейтрализации;
исключение из обращения потенциально ненадежных пломб и пломб с отклонениями по качеству;
обеспечение и подтверждение гарантий на поставляемую потребителю продукцию.
4.3. Стадии жизненного цикла, на которых осуществляется технологический процесс проверки характеристик пломб:
приемочный контроль изготовителем готовых пломб;
входной контроль территориальными органами и их структурными подразделениями пломб, полученных от изготовителя;
входной контроль пломб, полученных инспекторами Ростехнадзора, при передаче между территориальными органами и их структурными подразделениями;
эксплуатационный контроль пломб при установке на пломбируемый объект, проведение контроля состояния в период нахождения и при снятии с объекта пломбирования.
4.4. Контроль состояния пломб типа чашка — «E» заключается в проверке:
отсутствия видимых повреждений крышки и корпуса;
отсутствия видимых повреждений проволоки;
свободного вращения корпуса относительно крышки;
целостности проволоки при приложении попытки отрыва пломбы от места пломбирования с определенным усилием;
идентичности номера пломбы, нанесенного на крышке и корпусе пломбы;
соответствия номера пломбы документально зафиксированному при ее установке.
4.5. В процессе эксплуатации пломбы рекомендуется подвергать следующим видам контроля:
входному;
эксплуатационному;
экспертному (при возможности).
4.5.1. Входной контроль пломб включает в себя:
визуальный контроль целостности упаковки;
контроль соответствия информации, указанной на этикетках упаковки и в паспорте на поставленную партию пломб, данным, приведенным в накладной;
контроль количества пломб в упаковке;
визуальный контроль всех пломб в упаковке;
выборочный контроль пломб.
4.5.1.1. Контроль целостности упаковки с пломбами проводится органолептически: визуальным осмотром и вручную. При этом проверяется:
отсутствие существенных деформаций и разрывов упаковки;
отсутствие намокания поверхности;
наличие и целостность клеящей ленты, и ее скрепление с поверхностью упаковки;
наличие и разборчивость транспортной маркировки по ГОСТ 14192-96;
наличие и качество приклеивания этикеток на упаковке, разборчивость внесенной в них информации.
4.5.1.2. При проверке соответствия информации, указанной на этикетках упаковки и в паспорте на поставленную партию изделий данным, приведенным в товаросопроводительных документах, контролируется:
наименование изготовителя;
наименование (тип) пломбы;
дата изготовления;
количество изделий в упаковке;
диапазон идентификационных номеров пломб;
отметка о приемке ОТК изготовителя.
В паспортах на поставляемую партию пломб проверяется наличие раздела «Гарантийные обязательства», заверенного подписью представителя руководства и печатью предприятия-изготовителя.
4.5.1.3. Количество пломб в упаковке проверяется прямым счетом.
4.5.1.4. Сплошной визуальный контроль всех пломб в упаковке включает проверку:
отсутствия внешних видимых повреждений (трещин, сколов, деформаций, разломов);
частичного или полного отсутствия маркировки;
разборчивости маркировки.
4.5.1.5. Выборочный контроль пломб включает:
контроль габаритных размеров;
контроль работоспособности механизма фиксации;
контроль маркировки.
Для проведения выборочного контроля из каждой упаковки случайным образом отбирается 10 пломб по одной пломбе из каждого пакета.
Контроль габаритных размеров проводится на трех образцах. При этом проверяются габаритные размеры корпуса, диаметр и длина хвостовика. Измерения проводятся линейкой металлической L = 500 мм с ценой деления 1 мм и штангенциркулем L = 300 мм с точностью 0,05 мм.
Проверка пломб типа чашка — «E» заключается в контроле идентичности номеров, нанесенных на корпус и крышку пломбы, и отсутствии на крышке и корпусе пломбы видимых повреждений (вмятин, трещин, следов коррозии). Также необходимо проверить целостность элементов фиксации внутри корпуса и крышки пломбы.
Работоспособность механизма фиксации индикаторных (контрольных) пломб (ПК-91оп, ПК-91тп) и силовых тросовых пломб («Кобра», «Мультилок») проверяется контрольными калибрами, прилагаемыми ко всей поставляемой партии изделий. Калибр должен с небольшим усилием до 3 кгс проходить через входное отверстие пломбы и блокироваться механизмом фиксации при попытке обратного перемещения калибра. В качестве контрольных калибров могут применяться хвостовики одной из полученных пломб каждого типа.
Работоспособность механизма фиксации индикаторных (контрольных) пломб роторного типа (ПК-91px, Ротосил II) проверяется вращением ротора пломбы по часовой стрелке. При этом ротор должен легко проворачиваться и блокироваться при попытке вращения в обратном направлении. Контроль работоспособности механизма фиксации проводится на всех образцах в выборке.
Контроль маркировки проводится на трех образцах. При этом проверяется:
состав маркировки (логотипы изготовителя и пользователя, идентификационный номер, последняя цифра года выпуска, условное обозначение типа пломбы, специальная информация, определенная заказчиком);
считываемость идентификационного номера;
неповторяемость идентификационных номеров пломб в выборке;
гарнитура и размещение маркировки.
Идентификационный номер должен уверенно считываться всеми контролерами с расстояния 0,5 м при естественной или искусственной освещенности 50 лк. При этом идентификационные номера контролируемых пломб не должны повторяться. Гарнитура шрифта, используемого для маркировки, и ее размещение на поверхности пломб проверяется визуальным сравнением с контрольным образцом. Размещение контрольного знака и размер шрифта измеряется штангенциркулем и сравнивается с образцом.
4.5.2. При проведении входного контроля пломб решающими браковочными признаками являются:
нарушение целостности корпуса и хвостовика пломбы, наличие трещин и разрывов;
неработоспособность механизма фиксации;
нечитаемость маркировки, повторяемость идентификационных номеров, ошибки в составе маркировки.
4.5.3. Проверку необходимо осуществлять с использованием технических средств, находящихся в пакете принадлежностей, для установки (снятия) и контроля пломб или с использованием отдельных принадлежностей, аналогичных находящимся (входящим в состав) пакета принадлежностей.
4.6. Эксплуатационный контроль состояния пломб при их установке, нахождении на пломбируемом объекте и перед снятием осуществляется визуально и с применением технических средств.
4.6.1. При осуществлении визуального контроля пломб рекомендуется проверить:
соответствие типа пломбы учетным документам;
соответствие контрольной идентификационной маркировки пломбы учетным документам;
правильность установки пломбы на объект пломбирования;
целостность пломбы;
наличие (отсутствие) признаков, свидетельствующих о несанкционированном вмешательстве или подделке пломбы;
баланс пломб по записям в учетных документах.
4.6.1.1. Соответствие типа пломбы учетным документам проверяется по имеющейся технической документации или по образцу-эталону. При этом необходимо обратить внимание на дизайн пломбы, цвет и фактуру покрытия, состав и размещение маркировки, габаритные размеры пломбы.
4.6.1.2. Контроль маркировки проводится считыванием идентификационных номеров, нанесенных на пломбу, и их сравнением с технической документацией.
4.6.1.3. Правильность установки пломбы на объект пломбирования проверяют визуально, сравнивая со схемой установки, определенной изготовителем в технической документации на пломбу.
4.6.1.4. Целостность пломбы проверяется:
визуально, контролируя наличие разрывов и трещин;
попыткой вручную сместить корпус пломбы в направлении, противоположном замыканию;
контролем наличия (отсутствия) зазоров (люфтов), предусмотренных конструкцией пломбы.
4.6.1.5. В процессе проверки решающими признаками, свидетельствующими о несанкционированном вмешательстве или подделке пломбы, являются:
наличие деформаций корпуса и нарушений покрытия, схожих со следами от зажимных устройств;
наличие следов посторонних веществ в местах соединения составных частей пломбы (тросика, втулок, заглушек и крышек в корпусе);
изменения цвета и фактуры покрытия;
изменение состояния деталей из пластика;
обрыв двух и более нитей тросика, расплетание прядей тросика;
отсутствие или нечеткое изображение отдельных элементов маркировки, нарушения в размещении маркировки, графические символы и конфигурация шрифта, отличающиеся от образца, двойные и неровные линии элементов маркировки.
4.7. Проверку пломб при периодическом контроле их нахождения на пломбируемом объекте осуществлять с использованием технических средств, находящихся в пакете принадлежностей, для установки (снятия) и контроля пломб или с использованием отдельных принадлежностей, аналогичных находящимся (входящим в состав) пакета принадлежностей.
V. СХЕМЫ ПЛОМБИРОВАНИЯ КОНТЕЙНЕРОВ
5.1. Схемы установки пломб на металлические контейнеры, крышки которых крепятся болтами, изображены на рис. 9, 10:
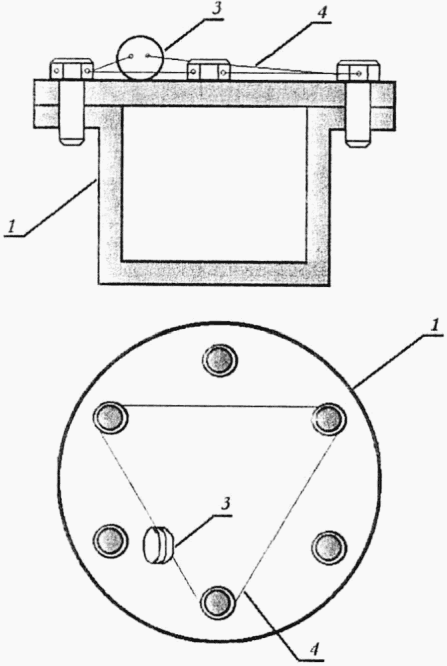
Рис. 9
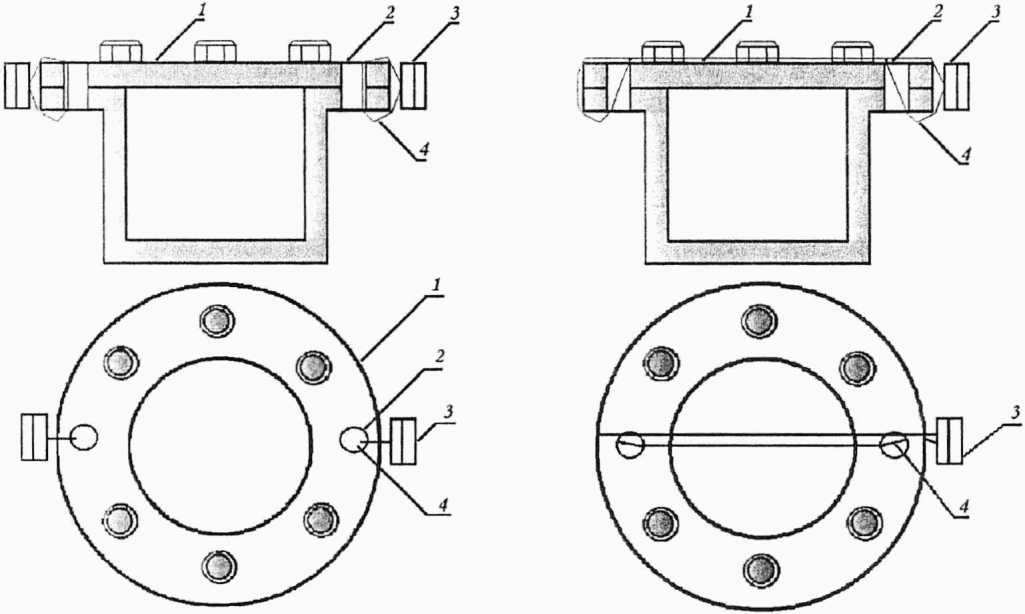
Рис. 10
1 — контейнер
2 — отверстие под проволоку
3 — пломба
4 — проволока
5.2. Схема установки пломб на упаковках из деревянных и картонных материалов приведена на рис. 11.
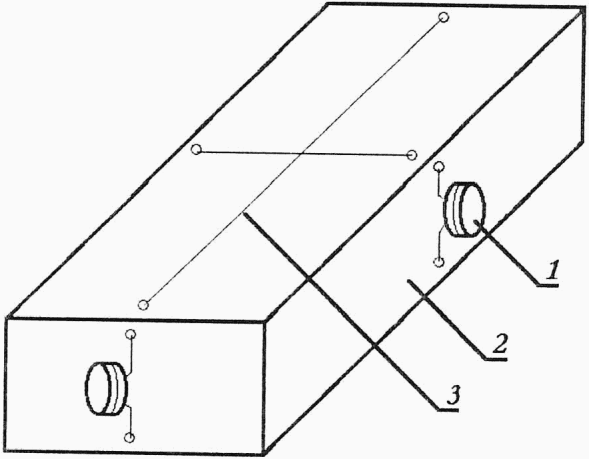
Рис. 11
1 — пломба
2 — упаковка
3 — проволока
Приложение N 3
к Методическим рекомендациям
по порядку применения пломб
при надзоре за учетом и контролем
ядерных материалов, радиоактивных
веществ и радиоактивных отходов,
утвержденным приказом Федеральной
службы по экологическому,
технологическому и атомному надзору
от 19 декабря 2014 г. N 581
Заявка N ____ от «___» __________ 20__ года
на поставку пломб в _______________________________________________
(МТУ ЯРБ или структурное подразделение МТУ ЯРБ)
|
N п/п |
Тип пломб |
Количество |
Примечание |
Руководитель ____________________________ ________
(подпись, фамилия, инициалы) (дата)
Ответственный за хранение пломб ____________________________ ________
(подпись, фамилия, инициалы) (дата)
Рекомендации по заполнению
Заявка на поставку пломб в структурное подразделение МТУ ЯРБ Ростехнадзора составляется и подписывается ответственным за хранение пломб и руководителем структурного подразделения МТУ ЯРБ Ростехнадзора, представляется в МТУ ЯРБ Ростехнадзора по подчиненности.
Приложение N 4
к Методическим рекомендациям
по порядку применения пломб
при надзоре за учетом и контролем
ядерных материалов, радиоактивных
веществ и радиоактивных отходов,
утвержденным приказом Федеральной
службы по экологическому,
технологическому и атомному надзору
от 19 декабря 2014 г. N 581
УТВЕРЖДАЮ
_________________________________________
(Руководитель структурного подразделения)
_______________ _________________________
(подпись) (инициалы, фамилия)
«_____» _____________________ 20___ г.
АКТ
о приеме-передаче пломб
Акт составлен в том, что ______________________________________________
(должность, фамилия, инициалы)
передал, а ________________________________________________________________
(должность, фамилия, инициалы)
принял пломбы в количестве, как ниже указано:
|
N п/п |
Наименование |
Тип |
Количество |
Индивидуальные номера (с … по …) |
|
1 |
Замечания и недостатки: _______________________________________________
Передал _________________ _______________ _________________________
(должность) (подпись) (фамилия, инициалы)
Принял _________________ _______________ _________________________
(должность) (подпись) (фамилия, инициалы)
«____» ______________ 20___ г.
Рекомендации по заполнению
Акт о приеме-передаче пломб оформляется в двух экземплярах. Один экземпляр акта остается у передающего пломбы, второй экземпляр акта — у принимающего пломбы.
Приложение N 5
к Методическим рекомендациям
по порядку применения пломб
при надзоре за учетом и контролем
ядерных материалов, радиоактивных
веществ и радиоактивных отходов,
утвержденным приказом Федеральной
службы по экологическому,
технологическому и атомному надзору
от 19 декабря 2014 г. N 581
Журнал учета движения
неиспользованных (использованных) пломб
Левая сторона журнала
|
N п/п |
Дата получения пломб |
Тип и количество полученных пломб |
Номера полученных пломб (с … по …) |
Основание для получения пломб |
Ф.И.О. и подпись сдавшего |
Ф.И.О. и подпись получившего |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Правая сторона журнала
|
N п/п |
Дата выдачи пломб |
Тип и количество выданных пломб |
Номера выданных пломб (с … по …) |
Основание для выдачи пломб |
Ф.И.О. и подпись выдавшего |
Ф.И.О. и подпись получившего |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Рекомендации по заполнению
По данному документу отдельными разделами ведется учет неиспользованных и использованных пломб лицами, ответственными за хранение пломб в структурных подразделениях МТУ ЯРБ Ростехнадзора. Учет использованных пломб ведется в журнале отдельным разделом на основании актов снятия пломб с объектов пломбирования.
Приложение N 6
к Методическим рекомендациям
по порядку применения пломб
при надзоре за учетом и контролем
ядерных материалов, радиоактивных
веществ и радиоактивных отходов,
утвержденным приказом Федеральной
службы по экологическому,
технологическому и атомному надзору
от 19 декабря 2014 г. N 581
Акт
установки (снятия) пломб должностным лицом Ростехнадзора
(ненужное зачеркнуть)
на ________________________ на ______________________________
(объект пломбирования) (название ядерной установки)
|
N п/п |
Здание |
Тип объекта пломбирования |
Идентификатор объекта пломбирования |
Проведение инспекционных измерений |
Тип пломбы |
Номер пломбы |
Дата установки (снятия) пломбы |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
______________________________________ _________ ____________________
(должность представителя подразделения (подпись) (фамилия, инициалы)
Ростехнадзора)
______________________________________ _________ ____________________
(должность ответственного лица (подпись) (фамилия, инициалы)
инспектируемой организации)
Результаты проверки снятых пломб (заполняется при снятии пломб):
Загрязнение поверхности неснимаемое (фиксированное) отсутствует
______________________________________ _________ ____________________
(дозиметрист инспектируемой организации) (подпись) (фамилия, инициалы)
Рекомендации по заполнению
В графе 3 указывается тип объекта пломбирования (контейнер, сейф, хранилище). В графе 4 указывается идентификатор объекта пломбирования (номер контейнера, номер или обозначение хранилища). В случае, если объектом пломбирования является контейнер, в графе 5 ставится знак «+» если перед установкой пломб были проведены инспекционные измерения ЯМ, РВ, РАО в соответствующем контейнере. После установки пломб оформленный акт передается на хранение ответственному за хранение пломб в отделе инспекций (отделе надзора). После снятия пломб акт передается вместе со снятыми пломбами ответственному за хранение пломб в отделе инспекций (отделе надзора) и хранится до списания использованных пломб.
Приложение N 7
к Методическим рекомендациям
по порядку применения пломб
при надзоре за учетом и контролем
ядерных материалов, радиоактивных
веществ и радиоактивных отходов,
утвержденным приказом Федеральной
службы по экологическому,
технологическому и атомному надзору
от 19 декабря 2014 г. N 581
УТВЕРЖДАЮ
______________________________________________
(Начальник структурного подразделения МТУ ЯРБ)
_______________ ______________________________
(подпись) (инициалы, фамилия)
«_____» _______________________ 20___ г.
Акт N _____
утилизации использованных пломб
Комиссия в составе: ___________________________________________________
___________________________________________________________________________
(наименование должностей, Ф.И.О. председателя и членов комиссии)
проверила фактическое наличие и сверила с учетными документами снятые
с объектов применения пломбы. В результате проверки установлено фактическое
наличие использованных пломб.
|
N п/п |
Тип пломб |
Количество |
Индивидуальные номера (с … по …) |
|
1 |
Пломбы приведены в непригодное для дальнейшего использования состояние
путем ______________________________________________________, утилизированы
(указать способ)
___________________________________________________________________________
указать способ и/или место сбора утилизированных пломб)
Председатель комиссии: ___________________ ________________
(подпись) (дата)
Члены комиссии: ___________________ ________________
(подпись) (дата)
___________________ ________________
(подпись) (дата)
Рекомендации по заполнению
Акт утверждается начальником соответствующего структурного подразделения МТУ ЯРБ Ростехнадзора, назначившим комиссию.
Утвержденный акт является основанием для списания с учета утилизированных пломб и находится у ответственного за хранение пломб в структурном подразделении МТУ ЯРБ Ростехнадзора.
Приложение N 8
к Методическим рекомендациям
по порядку применения пломб
при надзоре за учетом и контролем
ядерных материалов, радиоактивных
веществ и радиоактивных отходов,
утвержденным приказом Федеральной
службы по экологическому,
технологическому и атомному надзору
от 19 декабря 2014 г. N 581
Сводка о наличии и движении пломб
в ______________________________________________________
(за период с «__» ________ 20_ года по «__» ________ 20_ года)
|
N п/п |
Выполняемые операции с пломбами |
Количество пломб по типам |
Индивидуальные номера (с … по …) пломб по типам |
Всего (кол-во) |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
1 |
Получено пломб |
|||||||||
|
2 |
Забраковано пломб при входном (эксплуатационном) контроле |
|||||||||
|
3 |
Имеется неиспользованных пломб |
|||||||||
|
4 |
Установлено пломб на контейнеры и хранилища |
|||||||||
|
5 |
Имеется использованных пломб |
|||||||||
|
6 |
Утилизировано и списано пломб |
Рекомендации по заполнению
Сводка о наличии и движении пломб заполняется в отделе инспекций (отделе надзора) ответственным за хранение пломб на основании фактически выполненных работ, зафиксированных в актах установки (снятия) пломб должностным лицом Ростехнадзора (приложение N 6 к настоящим Методическим рекомендациям) или актах утилизации пломб (приложение N 7 к настоящим Методическим рекомендациям).
В позиции 4 указываются суммарные сведения об установленных пломбах на контейнерах и хранилищах во всех инспектируемых организациях.
В позиции 6 указываются сведения об утилизированных и списанных пломбах.
Сводки о наличии и движении пломб ежеквартально представляются в МТУ ЯРБ Ростехнадзора ответственному за организацию применения пломб.
МТУ ЯРБ Ростехнадзора предоставляют сводный отчет (составленный на основе отчетов отделов инспекций) в отраслевое управление центрального аппарата Ростехнадзора вместе с отчетом о результатах надзора за УК ЯМ, РВ и РАО.
Приложение N 9
к Методическим рекомендациям
по порядку применения пломб
при надзоре за учетом и контролем
ядерных материалов, радиоактивных
веществ и радиоактивных отходов,
утвержденным приказом Федеральной
службы по экологическому,
технологическому и атомному надзору
от 19 декабря 2014 г. N 581
Сводка о наличии и движении пломб в межрегиональных
территориальных управлениях по надзору за ядерной
и радиационной безопасностью Ростехнадзора
(за период с «__» ________ 20_ года по «__» ________ 20_ года)
|
N п/п |
Выполняемые операции с пломбами |
ЦМТУ |
СЕМТУ |
ВМТУ |
ДМТУ |
УМТУ |
МТУ СДВ |
Всего (кол-во) |
||||||
|
кол-во |
инд. N (с … по …) |
кол-во |
инд. N (с … по …) |
кол-во |
инд. N (с … по …) |
кол-во |
инд. N (с … по …) |
кол-во |
инд. N (с … по …) |
кол-во |
инд. N (с … по …) |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
1 |
Получено пломб |
|||||||||||||
|
2 |
Забраковано пломб при входном (эксплуатационном) контроле |
|||||||||||||
|
3 |
Имеется неиспользованных пломб |
|||||||||||||
|
4 |
Установлено пломб на контейнеры и хранилища |
|||||||||||||
|
5 |
Имеется использованных пломб |
|||||||||||||
|
6 |
Списано и утилизировано пломб |
|||||||||||||
Рекомендации по заполнению
Сводка о наличии и движении пломб ведется в отраслевом управлении центрального аппарата Ростехнадзора на основании представляемых сводок о наличии и движении пломб в МТУ ЯРБ Ростехнадзора (приложение N 8 к настоящим Методическим рекомендациям).
Скачать документ целиком в формате PDF
Руководство по эксплуатации (РЭ) – это технический документ, включающий в себя сведения о конструктивных параметрах продукции, их составных элементах, принципе действия и технике безопасности во время использования и ремонта.
- Требования к руководству по эксплуатации
- Важные правила
- Кому может потребоваться руководство по эксплуатации?
- Какими ГОСТ и законами регламентируется порядок оформления документа?
- Каким должно быть содержание руководства по эксплуатации?
- Что может быть дополнительно?
- Как правильно оформить?
- Стиль оформления
Требования к руководству по эксплуатации
РЭ разрабатывается производителем в соответствии нормативными документами, регламентирующими изготовление продукции. Документ прилагается практически ко всем изделиям со сложной конструкцией или с особыми условиями использования.
Руководство по эксплуатации является добровольным документом, однако в некоторых случаях его наличие обязательно, т.к. является необходимым условием при оформлении разрешительных документов.
Например, если планируется использование товаров на опасных производствах. Содержание документа должно устранять все сомнения относительно правильной эксплуатации изделия.
Важные правила
Составление РЭ проводится в соответствии с определенными правилами:
- Цель документа – разъяснение. Потребитель с помощью него обеспечивается всей необходимой информацией по использованию продукции;
- Вся представленная информация должна соответствовать остальной технической документации;
- Руководство должно полноценно отражать принципы работы и эксплуатации данного изделия или продукции в целом;
- Вся информация не должна противоречить государственным стандартам и существующим техническим регламентам;
- Язык написания документа должен быть простым, понятным для всех, кто планирует эксплуатировать продукцию.
Кому может потребоваться руководство по эксплуатации?
Документ может быть необходим и быть полезен для:
- Аккредитованного центра при сертификации, для оценки качества и безопасности изделия;
- Сервисных сотрудников и служб, которые осуществляют обслуживание и ремонт оборудования;
- Надзорных и контролирующих органов, которые обязаны проверять соответствие использования техники и изделий на обеспечение техники безопасности;
- Потребителей, которые будут использовать данное изделие.
Какими ГОСТ и законами регламентируется порядок оформления документа?
Порядок оформления РЭ определен рядом нормативно-правовых документов и рекомендаций стандартов ЕСКД:
- ГОСТ 2.610-2006 – отражены общая система и правила тех. документов;
- ГОСТ 2.105-95 – отражены правила по тексту технической документации;
- ГОСТ 2.601-95 – указаны требования по оформлению РЭ;
- Также существуют требования, которые регламентируются Таможенным союзом: ТР ТС 016/2011, ТР ТС 010/2011 и другие.
- Для узконаправленной продукции оформление руководства по эксплуатации может еще регламентироваться дополнительными нормативами, например, Правилами безопасности оборудования.
Каким должно быть содержание руководства по эксплуатации?
Наполнение документа четко регламентировано, это позволяет пользователям быстро ориентироваться в информации и быстро осуществлять поиск нужных данных. Руководство по эксплуатации всегда состоит из обязательных разделов:
- Вводная часть;
- Оглавление;
- Подробное описание продукта, устройства или механизма;
- Комплектность;
- Подробное описание и условия его использования;
- Монтаж;
- Сервисное обслуживание, ремонт – указание возможных неполадок и способы их устранения;
- Применяемые к условию стандарты, требования и нормы безопасности;
- Гарантии производителя;
- Правила по хранению и транспортировке;
- Правила утилизации;
- Предметный указатель (глоссарий).
Что может быть дополнительно?
Дополнительно РЭ часто содержит:
- FAQ (часто задаваемые вопросы) и ответы на них;
- Ссылки на дополнительную информацию по сфере применения товара;
- Ссылки на обучающее видео;
- Популярные подсказки;
- Краткую аннотацию в начале каждого крупного раздела.
Т.к. изделием могут пользоваться разные группы людей, можно сделать разные разделы для разных категорий пользователей.
Как правильно оформить?
Составлением руководства по эксплуатации могут заниматься как сотрудники производителя, так и сторонние технические специалисты. Документ утверждается официально и является частью пакета технической документации на продукт. Т.к. РЭ обязательно требуется для процесса сертификации товара, часто за помощью в оформлении руководства обращаются к тем же сертифицирующим органам, где заказывают получение разрешительных документов. Для разработки руководства по эксплуатации необходимо предоставить максимально полное описание изделия, не только в текстовом виде, но и с чертежами, рисунками, таблицами, фотографиями.
Стиль оформления
Стиль оформления текста – деловой, нейтрально-формальный, без использования стилистические окрашенных слов, чтобы не отвлекать пользователей от сути документа. Важно не дублировать информацию, писать кратко и по сути. Последовательность данных должна походить на последовательность действий пользователя. Вежливые обороты («пожалуйста») не используются, только повелительное наклонение («возьмите», «соберите» и т.д.). Информация должна быть максимально структурирована, с использованием списков и нумерации. Внешний вид документа тоже должен быть продуман. Это может быть корпоративный шаблон, цветовая схема или специально созданный дизайн. Восприятие красиво оформленного РЭ может быть спроецировано на изделие и повлиять на решение его закупки и использования.
Практически каждому приходилось приобретать холодильник или стиральную машинку и в первую очередь заинтересованно знакомиться с книжкой, которая представляет собой руководство по технической эксплуатации. Данная книжка является очень важным и полезным документом, который служит помощником в эксплуатации любого оборудования: телевизора, пылесоса, посудомоечной машины и других видов бытовой или промышленной техники и оборудования.
Руководство по эксплуатации помогает потребителю ознакомиться с техническими характеристиками приобретенного изделия и понять, как его правильно использовать. Вот почему любая компания – производитель технического оборудования разрабатывает данный документ в обязательном порядке. Целевой аудиторией документа являются не только активные потребители, но и сотрудники компании, в которой используется конкретное оборудование и др.
Большинство производителей прибегают к созданию технического руководства для того, чтобы в конструкторскую документацию входили все необходимые составляющие. В такую документацию входят также схема по сборке оборудования, техпаспорт, специальные чертежи размеров и параметров.
Рассмотрим, в каких случаях производитель использует вышеописанные документы:
- В случае необходимости отправить документ заказчику;
- Когда на подходе производство нового оборудования;
- Обеспечение сертификата, который необходим для оборудования;
- Для того чтобы ввозить оборудование или для таможенных процедур.
Принципы разработки руководства по эксплуатации (РЭ)
Руководство по эксплуатации в большинстве случаях разрабатывается на основе положений Государственного стандарта Р 2.601-2019. В ГОСТе представлено подробное описание документа, а также особенности его разработки и правильного оформления.
В итоговом варианте должны содержаться сведения о технических характеристиках, структуре, параметрах, структурах изделия. Также описываются правила по безопасному использованию и существующие режимы работы.
Руководство должно быть настолько информативным, чтобы максимально ясно ответить на любой интересующий вопрос потребителя. Кроме правил эксплуатации должны быть представлены условия хранения, нюансы по транспортировке и установке оборудования, а также особенности ремонта и обслуживания. Что касается планового обслуживания или ремонта, то они проводятся специальными сотрудниками, которые берут за основу руководство по эксплуатации.
В ГОСТе указано, что РЭ может быть доступно в электронном варианте. А это в свою очередь даёт возможность производителям добавить документ на сайт, дополнив его анимацией для более лёгкого восприятия пользователями. Согласно ГОСТу технический паспорт можно объединить с руководством по эксплуатации. А всё по причине минимальных отличий в содержаниях. Если компания-изготовитель объединяет эти два документа в один, то и названием соответственно меняется на «Паспорт и руководство по эксплуатации».
Какие правила используются для разработки документа
Документация сопроводительного характера создаётся на базе сведений о правилах установки, настройки, регулирования, проведения ремонтных работ, введения в эксплуатацию, пуска и утилизации оборудования. Импортёр или производитель продукции берёт под свою полную ответственность разработку инструкции по использованию сложных технических устройств.
Инструкция должна быть составлена на языках стран, которые входят в состав ЕАЭС. Составляют такой документ либо изготовитель (по совместительству поставщик), либо специальные сотрудники сертифицированного центра.
Для того чтобы избежать нежелательных последствий или других неприятностей при разработке РЭ, настоятельно рекомендуется обращаться к квалифицированным специалистам сертификационных центров.
Инструкция по эксплуатации
- Вводная часть;
- Отличительные особенности функционирования;
- Использование по назначению;
- Техническое обслуживание;
- Работы по ремонту в текущее время;
- Правила хранения;
- Транспортировка;
- Особенности утилизации.
Данная инструкция в обязательном порядке прилагается к механизмам и устройствам, у которых не простая в техническом плане конструкция. Кроме того, разработка документов носит обязательный характер для оборудования, которые отличаются не стандартными условиями эксплуатации, необходимостью в ремонте и технического обслуживания.
Документы, необходимые для руководства
При разработке руководства по технической эксплуатации для документа предусматривается название и обозначение в буквенном или числовом виде. Пересматривается РЭ примерно один раз в пять лет. Ведь документ считается действительным сроком до пяти лет. В случае, если в функционировании и использовании продукции не было никаких изменений, то срок действия руководства продлевается на такой же срок.
Руководство по использованию состоит из следующей документации:
- Технические документы рабочего плана;
- Схемы;
- Чертежи;
- Информация о техническом состоянии;
- Протоколы приёмки с итогами испытаний, которые были проведены;
- Сведения об уровнях мощности производства.
- Документы, необходимые для определённой техники в зависимости от особенностей.
Согласно требованиям государственного стандарта 2.601-2006 составление руководства по эксплуатации не является обязательным критерием для всех видов продукции. Нужна ли разработка документа определяет сам производитель изделий исходя из особенностей технического применения, наличия дополнительной информации для правильной настройки и других критериев. Однако в ГОСТе оговаривается, что в случае, если составление руководства по эксплуатации заказано со стороны Министерства обороны Российской Федерации, то именно данный орган и будет решать, необходимо ли разрабатывать соответствующий документ.
В таких ситуациях вся информация в РЭ должна сверяться и не отходить от стандартов государства и других требований документов нормативного характера. Для того чтобы убедиться в соблюдении всех требований и вместе с тем в прозрачности и ясности документа для потребителей, рекомендуется прибегнуть к помощи специализированной организации. Данные организации довольно опытны в разработке РЭ .
Решение о необходимости создания руководства по эксплуатации также должно быть обусловлено тем, что документ обеспечивает уверенность потребителей в правильной эксплуатации документа, а также отвечает всем требованиям безопасности персонала, которым приходиться работать с конкретным оборудованием. Вот почему в случае производства изделия, которые предусмотрены для использования на жизненно опасных производственных объектах, заказчики должны непременно получать руководство по эксплуатации.
Более того, документ пригодится для того чтобы получить некоторые разрешительные документы:
- Руководство по эксплуатации может пригодиться для того, чтобы Ростехнадзор одобрил применение опасного и сложного оборудования. Речь идёт о тех случаях, когда наличие соответствующего разрешения является обязательным для выполнения определенных работ;
- Кроме того, данный документ может быть запрошен со стороны исполнителей с целью провести процедуру сертификации, которая необходима для конкретного вида оборудования.
Делая вывод на основе вышеперечисленных особенностей использования РЭ, можно смело отнести данный документ к числу обязательных. Ведь наличие такого документа обеспечит безопасное и правильное использование выпускаемых изделий. Поэтому производители оборудования должны с максимальной серьёзностью отнестись к вопросу разработки документа.
Содержание
- ШЕФМОНТАЖ
- Разработка инструкций по монтажу и эксплуатации на оборудование и технические устройства
- Содержание руководства по эксплуатации оборудования
- Правила выполнения инструкций по монтажу оборудования
- Что такое техническое руководство монтажом
- 1 Область применения
- 2 Термины и определения
- 3 Общие положения
- 4 Порядок выполнения работ
ШЕФМОНТАЖ
техническое руководство монтажом оборудования, осуществляемое предприятием-изготовителем этого оборудования или привлекаемой им специализированной организацией по договору с заказчиком
(Болгарский язык; Български) — ръководство на монтажа
(Чешский язык; Čeština) — šéfmontáž
(Немецкий язык; Deutsch) — Chefmontage
(Венгерский язык; Magyar) — technológiai szerelési művezetés
(Монгольский язык) — шеф угсралт
(Польский язык; Polska) — nadzór techniczny
(Румынский язык; Român) — şef de montaj
(Сербско-хорватский язык; Српски језик; Hrvatski jezik) — rukovodstvo montáže
(Испанский язык; Español) — supervision técnica de montaje de equipos
(Английский язык; English) — mounting work supervision by manufacturer
(Французский язык; Français) — gestion technique du montage par entreprise — producteur du matériel
(Болгарский язык; Български) — ръководство на монтажа
(Чешский язык; Čeština) — šéfmontáž
(Немецкий язык; Deutsch) — Chefmontage
(Венгерский язык; Magyar) — technológiai szerelési művezetés
(Монгольский язык) — шеф угсралт
(Польский язык; Polska) — nadzór techniczny
(Румынский язык; Român) — şef de montaj
(Сербско-хорватский язык; Српски језик; Hrvatski jezik) — rukovodstvo montáže
(Испанский язык; Español) — supervision técnica de montaje de equipos
(Английский язык; English) — mounting work supervision by manufacturer
(Французский язык; Français) — gestion technique du montage par entreprise — producteur du matériel
Источник
Разработка инструкций по монтажу и эксплуатации на оборудование и технические устройства
 Руководство по эксплуатации и инструкция по монтажу технического устройства входят в комплект эксплуатационных материалов единой системы конструкторской документации. Содержание инструкций, а также их необходимость, согласовываются с заказчиком в зависимости от назначения изделий и условий их применения.
Руководство по эксплуатации и инструкция по монтажу технического устройства входят в комплект эксплуатационных материалов единой системы конструкторской документации. Содержание инструкций, а также их необходимость, согласовываются с заказчиком в зависимости от назначения изделий и условий их применения.
Разработка руководства по эксплуатации обязательна при выпуске оборудования, предназначенного для работы на опасных производственных объектах, при получении разрешения Ростехнадзора на его применение (согласно приказу Ростехнадзора № 112 от 29 февраля 2008 года).
UPD: С 30 марта 2014 года, в соответствии с приказом Ростехнадзора № 601 от 12 декабря 2013 года, приказ № 112 признан утратившим силу.
Основным документом, устанавливающим виды, комплектность и общие требования к выполнению эксплуатационных документов, в том числе руководству по эксплуатации и инструкции по монтажу на оборудование, является ГОСТ 2.601-2006.
Требования к оформлению и содержанию эксплуатационных документов установлены в стандарте единой системы конструкторской документации ГОСТ 2.610-2006.
Содержание руководства по эксплуатации оборудования
Под руководством по эксплуатации понимается документ, в котором содержатся сведения о конструкции, принципе действия, характеристиках устройства, его составных частях и указания, необходимые для правильной и безопасной эксплуатации, такие как:
- условия использования по назначению;
хранение и транспортирование;
оценка технического состояния (для отправки в ремонт при необходимости);
Руководство по эксплуатации включает в себя введение и следующие части:
- Описание и работа.
Использование по назначению.
Введение излагают без заголовка. Оно содержит:
- назначение и состав руководства;
требуемый уровень специальной подготовки обслуживающего персонала;
распространение руководства на модификации изделия;
Для изделий, которые при определенных условиях могут представлять опасность для жизни и здоровья человека, во введении должна быть приведена информация о видах опасных воздействий.
Правила выполнения инструкций по монтажу оборудования
Инструкция по монтажу оборудования или технического устройства — документ, содержащий сведения, необходимые для монтажа, наладки, пуска, регулирования, обкатки и сдачи устройства и его составных частей в эксплуатацию на месте его применения.
Инструкция содержит следующие разделы:
Подготовка изделия к монтажу и стыковке.
Монтаж и демонтаж.
Наладка, стыковка и испытания.
- назначение, область применения и состав;
перечень дополнительных документов, которыми необходимо руководствоваться при проведении работ, а также сведения о порядке использования ранее выпущенных аналогичных инструкций;
Источник
Что такое техническое руководство монтажом
ГОСТ Р 56203-2014
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Оборудование энергетическое тепло- и гидромеханическое
ШЕФМОНТАЖ И ШЕФНАЛАДКА
Energy heat-mechanic and hydromechanical equipment. Erection and adjustment supervision. General requirements
Дата введения 2015-09-01
1 РАЗРАБОТАН Открытым акционерным обществом Таганрогский котлостроительный завод «Красный котельщик» (ОАО ТКЗ «Красный котельщик»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 244 «Оборудование энергетическое стационарное»
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном формационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
1 Область применения
Настоящий стандарт распространяется на проводимые в Российской Федерации шефмонтаж и шефналадку головного и серийного энергетического тепло- и гидромеханического оборудования.
Настоящий стандарт может быть распространен на другие виды оборудования, по которым поставщики проводят шефмонтаж и шефналадку.
Положения настоящего стандарта распространяются также на шефмонтаж оборудования, устанавливаемого при проведении ремонта и реконструкции действующих энергетических объектов.
2 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
2.1 заказчик (customer): Потребитель энергетического, тепло- и гидромеханического оборудования.
2.2 поставщик (supplier): Организация, осуществляющая поставку оборудования заказчику и на договорных условиях обеспечивающая шефмонтаж и шефналадку поставляемого оборудования.
2.3 монтажная организация (erection organization): Специализированная организация, проводящая монтажные работы.
2.4 наладочная организация (adjustment organization): Специализированная организация, выполняющая работы по наладке и испытанию оборудования.
2.5 предприятие-изготовитель (manufacturer): Организация — производитель оборудования.
2.6 монтажные работы (erection works): Работы по монтажу оборудования (включая предварительную сборку из деталей и сборочных единиц на монтажной площадке), а также предпусковые операции (промывки, продувки, опробование оборудования).
2.7 пусконаладочные работы (start-up and adjustment works): Работы, обеспечивающие подготовку и ввод смонтированного оборудования в эксплуатацию.
2.8 материально-технические условия (material and technical conditions): Совокупность условий: наличия проекта производства монтажных работ, выполненного, согласованного и утвержденного в соответствии с требованиями строительных норм и правил (СНиП); наличия комплектной документации для производства работ; наличия квалифицированной рабочей силы для бесперебойного производства монтажных работ; готовности складских помещений и площадок для хранения оборудования; готовности строительной части объекта к началу монтажа оборудования в соответствии с требованиями проекта организации работ (ПОР).
2.9 готовность строительной части (readiness of civil part): Совокупность всех условий готовности строительно-монтажной части необходимых для решения задач по монтажу изделия (объекта).
2.10 поставляемое оборудование (объем поставки) (supplied equipment): Оборудование, поставляемое заказчику поставщиком в соответствии с условиями договора и техническими условиями.
2.11 шефмонтаж (erection supervision): Техническое руководство и авторский надзор, осуществляемые на всех стадиях монтажных работ, контроль за соблюдением требований поставщика (предприятия-изготовителя), а также решение всех технических вопросов, возникающих в процессе выполнения работ на оборудовании в объеме поставки поставщика (предприятия-изготовителя) с оформлением соответствующей технической документации.
2.12 шефналадка (adjustment supervision): Техническое руководство комплексом работ по обеспечению работоспособности оборудования в объеме поставки поставщика (предприятия-изготовителя), его доводке и наладке с целью подтверждения гарантийных технико-экономических показателей в соответствии со стандартами технических условий или техническими условиями, а также авторский надзор за проведением предпусковых и пусковых операций, испытаний оборудования и его освоением на объекте заказчика в соответствии с документацией поставщика (предприятия-изготовителя).
2.13 шефперсонал (supervision personnel): Специалисты поставщика (предприятия-изготовителя), командированные на энергетический объект к заказчику для проведения шефмонтажа и шефналадки.
2.14 авторский надзор (designer’s supervision): Контроль, осуществляемый разработчиком проекта или поставщиком оборудования (в процессе шефмонтажа), за правильностью выполнения работ, регламентированных технической документацией, а также выдача необходимых разъяснений монтажным организациям заказчика, которые осуществляют указанные работы, решение технических вопросов на месте ведения работ, выдача технических решений (разработчиком проекта).
2.15 техническое руководство (technical supervision): Выдача квалифицированных технических указаний на всех стадиях работ по монтажу, наладке, пуску и эксплуатации оборудования в соответствии с требованиями технической документации поставщика и организации (предприятия-изготовителя), разработавшей эту документацию, контроль за их выполнением и за соблюдением способов и последовательности ведения работ.
2.16 головное оборудование (pilot equipment): Оборудование, изготовленное по вновь разработанной конструкторской документации для применения заказчиком с одновременной отработкой конструкции и технической документации для производства и эксплуатации остального оборудования серии и (или) типоразмерного ряда.
2.17 серийное оборудование (commercial equipment): Оборудование, изготавливаемое в условиях серийного производства периодически повторяющимися сериями по конструкторской документации, уточненной по результатам изготовления и испытаний головного образца.
2.18 шефремонт (maintenance supervision): Техническое руководство и авторский надзор, осуществляемые на всех стадиях работ по ремонту и реконструкции оборудования поставщика, с оформлением соответствующей технической документации.
3 Общие положения
3.1 Цель шефмонтажа — обеспечение соблюдения требований проектной документации, требований поставщика (предприятия-изготовителя) по условиям хранения оборудования на складах заказчика (в период шефмонтажа), а также действующей нормативно-технической документации при монтаже, пуске и комплексном опробовании оборудования путем технического руководства и контроля со стороны шефперсонала поставщика оборудования, а также квалифицированное и оперативное решение вопросов, возникающих в ходе монтажа оборудования.
3.2 Шефмонтаж должен осуществляться поставщиком оборудования на основании договора заключенного с заказчиком оборудования с учетом требований настоящего стандарта.
3.3 Цель шефналадки — обеспечение достижения показателей оборудования, предусмотренных техническими условиями или стандартами технических условий на это оборудование.
3.4 Состав шефналадочных работ определяется по взаимной договоренности поставщика и заказчика (см. приложение Б) в объеме поставки поставщика.
3.5 Проведение шефналадки обязательно для головного оборудования. Шефналадка производится поставщиком, как правило, его наладочным подразделением; в случае необходимости поставщик может привлекать к проведению шефналадки своего оборудования специализированные пусконаладочные организации, но во всех случаях ответственность за шефналадку несет поставщик.
3.6 Все программы, касающиеся пусконаладки, разрабатывает специализированная наладочная организация. Шеф-персонал поставщика согласовывает программы.
3.7 Шефналадка заканчивается сдачей пусконаладочной организацией оборудования заказчику. По результатам наладки составляются Акты, заполняются наладочные формуляры. Пусконаладочная организация сдаёт оборудование и документацию заказчику.
3.8 Заканчивается шефналадка выдачей заключения совместно со специализированной пусконаладочной организацией о соответствии фактических показателей головного оборудования гарантийным и корректировкой, совместно с наладочной организацией, производственной инструкции по эксплуатации на основе полученных результатов испытаний и наладки. Поставщик передает заказчику в оговоренные сроки отчет о шефналадке оборудования.
4 Порядок выполнения работ
4.1 Шефмонтаж и шефналадка оборудования осуществляются на договорной или контрактной основе. При этом объем услуг по шефмонтажу и шефналадке определяется при заключении договора на поставку оборудования (с услугами шефмонтажа и шефналадки), или при заключении отдельных договоров на услуги шефмонтажа и шефналадки оборудования в объеме поставки поставщика (предприятия-изготовителя) (см. приложения А и Б).
4.2 Шефмонтаж оборудования выполняется с начала укрупнительной сборки оборудования на монтажной площадке и до окончания комплексного опробования.
4.3 В своей работе шефперсонал должен руководствоваться:
— технической документацией предприятия-изготовителя (поставщика оборудования);
— национальными стандартами и сводами правил;
— нормативно-технической документацией на монтаж, наладку, испытания и эксплуатацию оборудования;
— федеральными нормами и правилами в области промышленной безопасности;
— строительными нормами и правилами;
— договорами или контрактами на шефмонтаж и шефналадку;
— правилами технической эксплуатации электрических станций и сетей Российской Федерации.
4.4 Заказчик (его подрядные организации) должны осуществлять организационно-техническое руководство монтажными и пусконаладочными работами и нести ответственность за сохранность оборудования, качество выполнения работ и их сроки, за обеспечение безопасных условий работы, строгое соблюдение технических требований поставщика оборудования, действующих норм и правил и указаний шефперсонала.
Ответственность за обеспечение противопожарных мероприятий, охраны труда и техники безопасности, производственной санитарии и федеральных норм и правил в области промышленной безопасности несет заказчик, в обязанность которого входит проведение инструктажей шефперсонала с их оформлением в соответствии с правилами.
4.5 В период пусконаладочных работ и приемосдаточных испытаний, производимых только после подписания необходимой документации, подтверждающей готовность к пуску, обслуживание оборудования производится эксплуатационным персоналом заказчика, который несет ответственность за правильность обслуживания. В период приемосдаточных испытаний шефперсонал должен вести наблюдение за работой оборудования, а при необходимости должен давать указания, являющиеся обязательными для персонала заказчика, если эти указания не противоречат правилам технической эксплуатации электрических станций и сетей, правилам техники безопасности, федеральным нормам и правилам в области промышленной безопасности.
4.6 Поставщик несёт ответственность за квалифицированное проведение шефмонтажа и шефналадки оборудования, за правильность и полноту технических указаний, выдаваемых подрядным организациям заказчика, за своевременность решения возникающих вопросов в объёме оказываемых услуг по шефмонтажу и шефналадке. Указания шефперсонала в части поставленного оборудования обязательны для заказчика и его подрядных организаций.
4.7 Поставщик не несет юридической и материальной ответственности за последствия, которые могут возникнуть в результате невыполнения заказчиком (его подрядной монтажной организацией) требований технической документации поставщика, действующих норм и правил на монтаж, испытания и пусконаладочные работы или указаний шефперсонала.
При этом гарантии поставщика при соответствующем обосновании могут быть сняты полностью или частично.
4.8 В обязанности шефперсонала входит:
— участие в стендовых испытаниях головного оборудования, контрольных сборках узлов оборудования на предприятии-изготовителе;
— проверка готовности оборудования и строительных сооружений к началу монтажных работ, с целью предотвращения ведения монтажа оборудования на неподготовленных строительных площадках, на некачественно выполненных фундаментах, в условиях, противоречащих техническим требованиям и инструкциям по монтажу оборудования поставщика;
— рассмотрение всех вопросов, относящихся к оборудованию поставщика, и принятие решений;
— проверка условий хранения оборудования на складах и открытых площадках заказчика в период шефмонтажа, в соответствии с техническими требованиями поставщика;
— контроль за соблюдением требований технической документации предприятия-изготовителя (поставщика), нормативно-технической документации на монтаж, испытания, наладку и комплексное опробование оборудования;
— составление двухсторонних актов, фиксирующих невыполнение заказчиком (его монтажной или наладочной организацией) технических требований предприятия-изготовителя и указаний шефперсонала;
— своевременное оформление документов и информации предприятия-изготовителя о фактах простоя и задержки в работе как по вине заказчика, так и по вине предприятия-изготовителя, о случаях невыполнения заказчиком условий договора на шефмонтаж или шефналадку, а также о претензиях заказчика к предприятию-изготовителю (обязанность ответственного представителя предприятия-изготовителя);
— составление технического отчета о всей проделанной шефперсоналом работе и представление его руководству предприятия-изготовителя на утверждение (обязанность ответственного лица за шефналадку);
— участие в освидетельствовании оборудования и подписании актов на все основные монтажные, предпусковые и пусковые операции и скрытые работы, выполняемые заказчиком (его подрядной организацией) на оборудовании поставщика;
— участие в оформлении и подписании приемосдаточной монтажной документации на выполненные монтажные работы и операции, предусмотренные действующими нормами и правилами на монтаж, испытания и наладку оборудования: актов поузловой приемки, формуляров, протоколов, технических решений, режимных карт и пр.;
— участие во всех ревизиях, измерительном контроле оборудования;
— техническое руководство подгоночными работами, предусмотренными технической документацией предприятия-изготовителя (поставщика), действующими нормами и правилами на монтаж оборудования, с подписанием соответствующих актов и формуляров;
— участие в составлении и подписании актов, фиксирующих обнаружение дефектов в поставляемом оборудовании, его консервации и упаковке;
— письменное уведомление руководства поставщика и ответственных лиц заказчика обо всех случаях невыполнения указаний шефперсонала подрядными организациями заказчика или персоналом заказчика;
— контроль за выполнением полного объема предпусковых работ, за вводом в действие предусмотренных технической документацией штатных контрольно-измерительных приборов, средств автоматизации и технологических защит, дополнительных приборов схемы контроля для проведения испытаний и исследований оборудования согласно технической документации поставщика;
Источник