РУКОВОДЯЩИЙ
ДОКУМЕНТ
ТРУБЧАТЫЕ
НАГРЕВАТЕЛЬНЫЕ ПЕЧИ.
ТРЕБОВАНИЯ К ПРОЕКТИРОВАНИЮ,
ИЗГОТОВЛЕНИЮ И ЭКСПЛУАТАЦИИ
РД
3688-00220302-003-04
ОАО
«ВНИИНЕФТЕМАШ» 2004 г.
СОГЛАСОВАНО
Начальник
управления по надзору
в химической,
нефтехимической и
нефтеперерабатывающей
промышленности
А.А. Шаталов.
Письмо №
11-11/379 от 23.04.2004 г.
Зам. начальника
управления Л.Н. Ганьшина
УТВЕРЖДАЮ
Генеральный
директор ОАО «ВНИИНЕФТЕМАШ»
ЛИСТ УТВЕРЖДЕНИЯ
РД
3688-00220302-003-04
ТРУБЧАТЫЕ
НАГРЕВАТЕЛЬНЫЕ ПЕЧИ.
ТРЕБОВАНИЯ К ПРОЕКТИРОВАНИЮ,
ИЗГОТОВЛЕНИЮ И ЭКСПЛУАТАЦИИ.
ОАО
«ВНИИНЕФТЕМАШ»
Заместитель
Генерального директора В.А. Емелькина
Заведующий
отделом № 30 А.Н. Бочаров
Заведующий
лабораторией ЗОЛЗ И.M. Королёв
Научный
сотрудник отдела № 41 И.Д. Джалилова
Заведующий
отделом № 18 А.А. Казённов
Заведующий
лабораторией 18ЛЗ В.Н. Греков
Заведующий
сектором 18С2 Г.В. Филатов
Главный
конструктор проекта В.И. Мешков
1. ОБЩИЕ ПОЛОЖЕНИЯ. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
РД
1.1. Настоящий
руководящий документ распространяется на вновь разрабатываемые и
реконструируемые нагревательные трубчатые печи нефтеперерабатывающей,
нефтехимической, химической промышленности, работающие при температуре стенки
трубы змеевика до 650 °С и рабочим давлением до 16,0 МПа (160 кгс/см2)
и минимальной тепловой мощностью от 0,1 МВт. Змеевики печей, работающие при
температуре стенки трубы змеевика выше 650 °С, должны соответствовать РД
3689-001-00220302/31-2004 «Трубы радиантные и их элементы для реакционных
трубчатых печей. Требования к проектированию, изготовлению и поставке».
1.2. Трубчатая
печь — это огнетехническое сооружение, в котором тепло, высвобождающееся при
горении топлива (топлив) передается продукту (продуктам), находящемуся в
трубчатых змеевиках, размещаемых в теплоизолированных изнутри камерах.
Нагревательными считаются трубчатые печи, в которых имеет место нагрев или
нагрев, сопровождающийся испарением (перегревом) продукта.
1.3. Настоящий
РД устанавливает общие технические требования к проектированию, изготовлению и
эксплуатации трубчатых печей.
1.4. Трубчатые
печи относятся к техническим устройствам, применяемым на опасном производственном
объекте, и, в соответствии с «Постановлением Госгортехнадзора России о порядке
выдачи разрешений на применение технических устройств на опасных
производственных объектах» от 14.06.2002 г., должны иметь разрешение на
применение. Проектная документация на строительство и реконструкцию трубчатых
печей подлежит согласованию с органами Госгортехнадзора.
2. ТРЕБОВАНИЯ К ПРОЕКТИРОВАНИЮ
2.1. РАЗРАБОТКА ПРОЕКТОВ
2.1.1. Основным
исходным документом для разработки проекта печи является Техническое задание по
ГОСТ
Р 15.201.
При разработке
Технического задания рекомендуется использовать опросный лист, содержащий
следующую информацию:
— полное
наименование установки, организации — владельца, места расположения;
—
технологическое назначение печи;
— тип печи;
— полную
характеристику нагреваемых продуктов (фракционный состав по ИТК, наличие и
содержание коррозионно-опасных компонентов, температуру и давление на входе и
выходе из печи или требуемую долю отгона продукта на выходе из печи при
фиксированных входных параметрах);
— полную
характеристику топлив: жидких и газовых, включая содержание вредных примесей;
— допускаемое
минимальное значение КПД печи;
— потребность в
пароперегревателе и параметры пара на входе и выходе из печи (расход,
температуры и давления);
— необходимость
подачи пара или другого турбулизатора в змеевик;
— потребность в
воздухоподогревателе;
— агент
пожаротушения (водяной пар, азот или др.);
— тип системы
очистки наружной поверхности конвективных змеевиков, ее расположение;
— количество и
расположение штуцеров пожаротушения;
— расположение
штуцеров под датчики приборов К и А;
— расположение
воздушных и дренажных штуцеров;
— расположение и
размеры площадок, маршевых лестниц и площадок;
— габаритные
размеры с учетом вспомогательного оборудования (дымососы, вентиляторы,
отдельностоящие дымовые трубы, выносные секции воздухоподогревателей и прочее)
и специфические требования.
2.1.5. В состав
проекта печи должно входить задание на разработку проекта фундаментов под печь,
включающее следующую информацию:
— количество и
расположение фундаментных опор;
— размеры
фундаментных опор;
— размеры и
размещение фундаментных болтов;
— реакции на все
виды статических и динамических нагрузок, включая ветровую и сейсмическую:
усилия и моменты от нагрузок.
2.1.6.
Технические условия и эксплуатационные документы выполняются по ЕСКД в
соответствии с ГОСТ 2.114 и ГОСТ
2.601.
3. ТРЕБОВАНИЯ К КОНСТРУКЦИИ
3.1. ОБЩИЕ ПОЛОЖЕНИЯ
3.1.1. Трубчатая
печь включает в себя:
— оборудование
(змеевики продуктовые, змеевики, предназначенные для выработки и/или перегрева
водяного пара, воздухоподогреватели), подвески, решётки и опоры для змеевиков;
— горелочные
устройства (на газовом, мазутном или комбинированном топливе; с наддувом или
самососные);
— гарнитуру
(люки-лазы, гляделки, взрывные окна, шибера);
—
теплоограждение (футеровка, теплоизоляция);
—
металлоконструкции (несущие и ограждающие, лестницы, марши и стремянки, газоходы,
воздуховоды, трубопроводы, дымовые трубы);
— тягодутьевые
машины (вентиляторы и дымососы).
3.1.2. Тип печи
определяется формой радиационной камеры, взаимным расположением камер радиации
и конвекции, конфигурацией радиантного змеевика, расположением горелок.
Различают:
— печи
цилиндрические, коробчатые;
— печи
однокамерные, многокамерные;
— печи с
вертикальным, горизонтальным, винтовым радиантным змеевиком;
— печи с
подовыми, сводовыми, настенными горелками; с расположением горелок на боковых,
торцевых стенах, в один или несколько ярусов.
3.1.3.
Конструкция трубчатой печи выбирается проектировщиком и согласовывается с
заказчиком.
3.1.4
Конструкция трубчатой печи и её элементов должна обеспечивать надежность,
долговечность и безопасность при изготовлении, монтаже и эксплуатации на
расчетных параметрах в течение расчетного ресурса безопасной работы, а также
возможность технического освидетельствования, технического диагностирования,
очистки, продувки, пропарки, промышленного ремонта и эксплуатационного контроля
металла.
Должны
предусматриваться условия для быстрой замены труб змеевика, снятия-установки
горелок.
3.1.5. В
многопоточных печах должна обеспечиваться тепловая и гидравлическая симметрия
всех потоков.
3.1.6.
Количество потоков в печи должно быть минимально возможным. Не допускается
объединение или разветвление потока в пределах печи.
3.1.7. Первый
ряд конвективного змеевика, в случае непосредственного облучения от факела
горелки, приравнивается по условиям работы к радиантному змеевику.
3.1.8. При
расчете коэффициента полезного действия печи следует принимать коэффициент
избытка воздуха на выходе из печи равным:
|
для жидкого |
1,25 |
|
для газового |
1,2 |
|
для |
1,2 |
|
для |
1,15 |
3.1.9.
Теплонапряженность топочного объема, рассчитанная по полезно воспринятому
теплу, не должна превышать 124 кВт/м3 для печей с жидким топливом
или 165 кВт/м3 для печей с газовым топливом.
3.1.10. Среднее
теплонапряжение радиантных труб в топке не должно превышать 40 тыс. ккал/час ·
м2, исключая многопоточные змеевики двухстороннего обогрева печей
риформинга.
3.1.11.
Конструкция печи должна обеспечивать тягу по всему тракту продуктов сгорания,
необходимую для работы выбранных горелок и удаления продуктов сгорания.
3.1.12.
Конструкция печи должна обеспечивать возможность беспрепятственного перемещения
от температурных деформаций всех элементов печи на всех режимах ее работы.
3.1.13. Шаг
радиантных труб, как правило, не должен превышать двух диаметров трубы.
3.1.14. В
конвекционной камере должно быть зарезервировано место для возможного
размещения в ней двух рядов дополнительных труб.
3.1.15. Во всех
случаях, по крайней мере, три первых ряда труб конвективного змеевика по ходу
продуктов сгорания должны быть гладкими.
3.1.16. При
применении труб с развитой поверхностью (оребренных или ошипованных) в
конвективном змеевике в случае использования жидкого топлива должна
предусматриваться система очистки наружной поверхности труб.
3.1.17.
Обдувочные устройства должны устанавливаться между рядами труб из расчета
обдувки более двух рядов в каждом направлении с перекрытием их радиуса действия
до 15 % (по длине конвекции). Могут быть установлены устройства газоимпульсной
очистки. Управление системой очистки рекомендуется осуществлять по методике
АООТ «НПО ЦКТИ».
3.1.18.
Управление обдувочными устройствами должно осуществляться со щита,
установленного на площадке обслуживания конвекционной зоны.
3.1.19. При
установке более 6 обдувочных устройств должна быть предусмотрена дополнительная
система, обеспечивающая автоматический пуск всех устройств в заданной
последовательности нажатием одной кнопки.
3.1.20.
Расстояние от крайних в ряду труб конвективного змеевика до поверхности
футеровки должно быть минимально возможным.
3.1.21.
Расстояние от радиантных труб до поверхности футеровки должно составлять от
одного до полутора диаметров трубы, но не менее 100 мм. Минимальное расстояние
от оси горизонтальной радиантной трубы до поверхности футеровки пода должно
быть не менее 300 мм.
3.1.22.
Конструкция печи должна позволять замену отдельной трубы без демонтажа всего
змеевика.
3.1.23.
Расстояние от оси горелок до ближайших труб экрана должно быть не менее 1100
мм. Для специальных печей и печей малой мощности возможны исключения.
3.1.24. Высоту
пола отмостки или площадки обслуживания до низа выступающих частей коммуникаций
и оборудования в местах регулярного прохода обслуживающего персонала следует
принимать 2,0 м, а в местах нерегулярного прохода — 1,8 м.
3.1.25. Каждая
топка в печах коробчатого типа должна иметь два люка лаза с минимальными
размерами в свету 600×600 мм, или дверь 1600×600 мм.
В поду
вертикальной цилиндрической печи должен быть предусмотрен, как минимум, один
свету — 450×450 мм.
На своде каждой
радиантной камеры вертикальной печи должен быть предусмотрен, как минимум, один
монтажный люк размерами в свету не менее 450×600 мм.
У основания
дымовой трубы и на газоходе должны быть предусмотрены по одному люку-лазу
размерами в свету не менее 600×600 мм, обеспечивающему доступ к шиберу.
3.1.26.
Количество и расположение гляделок должно быть достаточным для визуального
контроля состояния труб радиантного змеевика, трубных кронштейнов, пламени всех
горелок, футеровки.
3.1.27. Для
безопасной эксплуатации печи должны быть предусмотрены взрывные окна не менее
одного на каждые 100 м3 объема с общим проходом не менее
500×500 мм в безопасном для персонала месте или с отводом продуктов
взрыва в безопасное для персонала место. Допускается не устанавливать взрывные
предохранительные устройства в топочной камере трубчатой печи, если это
обосновано проектом и согласовано с организацией — владельцем печи.
3.1.28. Для
профилактической очистки площадок к печам должен быть подведен пар низкого
давления с присоединением шланга, а для ремонтного освещения — низковольтное
освещение во взрывобезопасном исполнении.
3.1.29.
Конструкция уплотнений входных и выходных труб змеевиков должна обеспечивать
возможность перемещения труб при термическом удлинении без нарушения
герметичности данного узла. При этом должно гарантироваться исключение подсосов
атмосферного воздуха.
3.1.30. Выход из
строя тягодутьевых машин в процессе эксплуатации не должен приводить к
необходимости остановки печи. Кроме резервирования тягодутьевых машин, должен
быть предусмотрен байпас по продуктам сгорания в дымовую трубу.
3.1.31. Деление
трубчатой печи на поставочные блоки должно быть отражено в технической
документации с указанием массы поставочных блоков и мест расположения монтажных
стыков. Монтажные стыки должны располагаться в местах, удобных для проведения
сварочных работ.
3.1.32.
Ориентировочная масса поставочного блока трубчатой печи, не требующая
согласования с монтажной организацией и заказчиком, составляет 15,0 тонн. При
формировании поставочных блоков большей массы требуется согласование с
монтажной организацией и заказчиком.
3.1.33. При
конструировании трубчатой печи следует учитывать нагрузки, возникающие при
монтаже и зависят от способа монтажа, также при гидравлическом испытании
змеевиков.
3.1.34.
Поставочные блоки трубчатой печи должны иметь стандартные строповые устройства.
Строповые устройства должны быть рассчитаны на фактическую массу поставочного
блока, нагрузки, возникающие при монтаже и зависящие от способа монтажа,
разработка строповых устройств производится на стадии рабочего проектирования.
3.1.35. Расчет
на прочность элементов трубчатой печи следует проводить в соответствии с
действующей нормативно-технической документацией, согласованной с
Госгортехнадзором РФ. При отсутствии стандартизированного метода расчёт на
прочность должен выполнять разработчик печи.
Температура
стенок труб змеевиков не должна превышать величины, принятой в расчетах на
прочность.
3.1.36.
Температура нагреваемого продукта (сырья) на выходе из печи должна назначаться
с учетом сопротивления трансферных линий, а также требуемой величины доли
отгона на входе в следующем за печью аппарате.
3.1.37. При
невозможности обеспечения свободного теплового расширения отдельных элементов
трубчатой печи, в расчетах на прочность необходимо учитывать дополнительные
напряжения.
3.1.38. Участки
элементов трубчатой печи и трубопроводов обвязки (в частности, наружные
перекидки из камеры конвекции в камеру радиации) с повышенной температурой
поверхности, с которыми возможно непосредственное соприкосновение обслуживающего
персонала, должны быть покрыты тепловой изоляцией в соответствии с требованиями
СНиП 2.04.14-88
«Тепловая изоляция оборудования и трубопроводов».
3.1.39. Крышки
люков-лазов и гляделок должны быть прочными, плотными и должны исключать
возможность подсосов атмосферного воздуха внутрь печи, а также
самопроизвольного открывания.
3.1.40. Стойки
печи от нулевой отметки до пода должны иметь огневую защиту, способную
противостоять открытому пламени в течение 2-х часов.
3.1.41.
Металлоконструкции печей должны иметь общий контур заземления.
3.1.42. Все
устанавливаемые на печах электродвигатели должны быть выбраны в соответствии с
требованиями «Правил устройства электроустановок» (ПУЭ)
и иметь, при необходимости, свидетельство о взрывозащищённости.
3.2. ОБЩИЕ ТРЕБОВАНИЯ
3.2.1.
Конструкция трубчатой печи должна соответствовать климатическим условиям
площадки строительства.
3.2.2. Змеевики
для трубчатых печей выполняются по РД 26-02-80-2004 «Змеевики сварные для
трубчатых печей. Требования к проектированию, изготовлению и поставке».
Расчетным
давлением змеевика следует считать давление срабатывания предохранительных
клапанов на выкиде сырьевого насоса или компрессора либо максимально
развиваемое давление, если клапан не установлен.
3.2.3.
Максимальная температура стенки труб змеевика должна определяться для наиболее
теплонапряженной трубы при максимальном локальном тепловом потоке, определяемом
с учетом неравномерности распределения тепловой нагрузки по окружности и
длине/высоте трубы.
3.2.4
Максимальная расчетная (проектная) температура должна приниматься как минимум,
на 15 °С выше найденной в соответствии п. 3.2.3 настоящего РД.
3.2.5. Материал
змеевиков должен быть выбран максимально стойким (в том числе при нормальной
температуре) к коррозии от нагреваемых сред; он должен допускать теплосмены без
нарушения механических свойств, в том числе ударной вязкости.
3.2.6. Расчет
толщины стенки труб змеевиков должен производиться для максимальной расчетной
температуры и расчётного давления при расчётном сроке службы змеевиков 100000
часов в соответствии с действующей нормативно технической документацией.
Величина
прибавки на коррозию и эрозию должна назначаться в соответствии с расчетным
сроком эксплуатации змеевика.
3.2.7. В случае
использования конвективных змеевиков для получения или перегрева водяного пара,
должна быть обеспечена гарантия наличия в этих змеевиках воды, пароводяной
эмульсии или водяного пара в количестве, обеспечивающем расчетную температуру
змеевиков, или параметры труб змеевиков должны быть назначены по температуре
продуктов сгорания.
3.2.8.
Конструкция змеевика должна быть сварная. Фланцевые пары могут быть установлены
на потоках на входе и выходе из печи.
3.2.9. Все
соединения змеевиков, куда подходят трубы с одинаковым наружным диаметром,
должны быть приварными встык. При соединении труб с разными наружными
диаметрами должны применяться переходы только с одним дополнительным швом.
Конструкция и размеры переходов должны удовлетворять требованиям ГОСТ
17378.
3.2.10.
Конструкция змеевиков должна обеспечивать возможность неразрушающего контроля
сварных соединений.
3.2.11.
Независимо от крепления радиантных и конвективных труб и пучков, должна быть
обеспечена компенсация расширения между зонами конвекции и радиации.
3.2.12. На
период гидравлических испытаний змеевики печей, подверженные испытанию водой
или другим жидким агентом, должны быть оборудованы дренажными устройствами и
воздушниками.
3.2.13.
Конструкция радиантного змеевика должна позволять его поставку габаритными
блоками из шести и более труб с приварными двойниками или отводами и
гидроиспытанными в организации — изготовителе.
3.2.14. Змеевик
трубчатой печи, по требованию Заказчика и с учетом возможности его
транспортировки, может поставляться:
— россыпью —
отдельно трубы, отводы, решетки;
— «костылями» —
к трубе приварен отвод на 180°;
— «шпильками» —
две трубы, соединенные отводом 180°;
— секциями —
несколько труб, соединенных отводами на 180° совместно с элементами крепления
или без них;
— пакетами —
пучок соединенных между собой труб с трубными решетками.
3.2.15.
Допускается в исключительных случаях, по согласованию с заказчиком, конструкция
печи, обеспечивающая возможность технического освидетельствования и ремонта
змеевиков и футеровки после полного или частичного демонтажа змеевиков из печи.
Разработчик
такой конструкции трубчатой печи должен в технической документации указать
методику, периодичность и объем контроля труб (змеевиков), выполнение которых
обеспечит своевременное выявление и устранение дефектов.
3.2.16. При
разработке конструкции трубчатой печи должны учитываться Правила перевозки
грузов железнодорожным, водным и автомобильным транспортом.
Предпочтение
должно отдаваться габаритным печам или габаритным комплектным блокам, состоящим
из змеевиков, узлов металлоконструкций и футеровки.
При
конструировании змеевиков независимо от металлоконструкций должна быть
обеспечена их максимальная заводская готовность и блочность.
3.2.17.
Конструкция и схема змеевиков трубчатой печи должны обеспечивать эффективный
теплоподвод к стенкам труб.
Температура
стенок труб змеевиков не должна превышать величины, принятой в расчетах на прочность.
3.2.18.
Продуктовые змеевики трубчатых печей должны быть, по возможности,
самодренируемыми. На дренажных линиях должны быть предусмотрены запорные органы
с дистанционным управлением.
3.2.19.
Конструкция трубчатой печи должна обеспечивать возможность равномерного
прогрева её элементов при пуске и нормальном режиме работы, а также возможность
свободного теплового расширения отдельных её элементов.
3.2.20.
Конструкция газоходов должна исключать возможность образования взрывоопасного
скопления газов, а также обеспечивать необходимые условия для очистки газоходов
от отложений продуктов сгорания.
3.2.21. Выход
продуктов сгорания из топочной камеры должен быть симметричным, обеспечивающим
равномерное омывание труб конвективного змеевика.
Первые два —
четыре ряда труб конвективного змеевика выполняются гладкими, возможно, с
увеличенным шагом труб.
3.2.22. Печь
должна быть снабжена люками-лазами, гляделками, лючками для розжига горелок и
взрывными клапанами.
3.2.23.
Размещение и количество гляделок должно обеспечивать обзор всех труб и подвесок
радиантного змеевика, а также факелов горелок.
3.2.24. Тип
системы очистки наружной поверхности конвективного змеевика выбирается
разработчиком и согласуется с заказчиком.
3.2.25. Печь
должна быть оснащена системой лестниц и площадок для обслуживания змеевиков,
управления работой горелок, приборов КИП, систем очистки поверхностей нагрева,
шиберов.
3.2.26.
Металлоконструкции печей должны иметь общий контур заземления.
3.2.27. Дымовые
трубы, если они устанавливаются на печах и являются неотъемлемой частью
конструкции печи (определяющей параметры тракта дымовых газов) и должны
выполняться в соответствии с действующими нормативными документами и ОСТ
26.260.758-2003 «Конструкции металлические. Общие технические условия» или «Правилами
безопасности при эксплуатации дымовых и вентиляционных промышленных труб» ПБ
03-445-02. Должны учитываться условия рассеивания продуктов сгорания в
атмосфере.
Оценка выбросов
из дымовой трубы осуществляется в соответствии с «Методическими указаниями по
расчету валовых выбросов вредных веществ в атмосферу для предприятий
нефтепереработки и нефтехимии (РД-17-89)».
3.2.28. Печь
должна быть оснащена системой низковольтового электропитания (36 в) для
подключения переносных светильников.
3.2.29. КПД
каждой печи с утилизационным оборудованием должен быть не менее 83 %, в
отдельных случаях, по согласованию с Заказчиком, допускается меньшая величина
КПД.
3.2.30. Как
правило, каждый технологический поток целевого назначения должен иметь
независимый регулируемый нагрев.
3.2.31. При
пропуске через печь технологического потока целевого назначения несколькими
потоками, все потоки должны иметь симметричный нагрев, симметричную раздачу
всего продукта технологического потока. При этом, количество потоков должно
быть минимально возможным.
3.2.32. Отбор
дымовых газов из топки/топок печей должен быть симметричным относительно
расположения труб в вертикальных экранах с горизонтальными и вертикальными
трубами.
3.2.33.
Пересечение потоками газов сгорания экранных труб зоны радиации, кроме труб
«ударных» экранов перед конвекционными камерами и много поточных змеевиков
печей риформинга (связанных горячими трубопроводами с реакторами), не
допускается.
3.2.34. Мазутное
топливо должно быть подогрето до температуры обеспечивающей вязкость перед
форсункой соответственно ее характеристике.
3.2.35. Жидкое
топливо на печь должно подаваться по кольцевой циркуляционной системе
рассчитанной на двойной расход.
3.2.36.
Топливный газ перед горелками не должен иметь конденсата.
3.2.37. Пилотные
горелки должны снабжаться топливным газом по отдельной от основных горелок
топливной линии и иметь дистанционный и местный розжиг (нажатием кнопки
оператором по месту).
3.2.38. Забор
топливного газа от коллектора в заборную трубу не должен производиться из
нижней части коллектора.
3.2.39. Расчёт
минимального пожарного разрыва от трубчатых печей до другого оборудования
проводить от наружной обшивки печей.
3.3. ЗМЕЕВИКИ
3.3.1. Материалы
для труб змеевиков должны назначаться с учетом:
— расчетного
давления;
— максимальной
температуры стенки трубы;
— прибавки на
коррозию;
— нагреваемой
среды;
— допуска на
разностенность труб.
3.3.2. Змеевики
печей, за исключением камеры конвекции и перекидок, должны полностью
располагаться в топочном пространстве печи.
3.3.3. На случай
прогара труб к змеевику должен быть подключен пар или инертный газ для
продувки.
3.3.4.
Конструкция змеевика должна быть сварная и выполняться в соответствии с РД
26-02-80-2004 «Змеевики сварные для трубчатых печей. Требования к
проектированию, изготовлению и поставке».
3.4 ДВОЙНИКИ, ОТВОДЫ, КОЛЕНА
3.4.1. Для
соединения труб змеевика следует применять детали трубопроводов бесшовные
приварные из углеродистой и низколегированной стали по ГОСТ
17380-2001 «Общие технические условия», ГОСТ
30753-2001 «Отводы крутоизогнутые типа 2D», ГОСТ
17375 «Отводы крутоизогнутые типа 3D», ГОСТ
17376 «Тройники», ГОСТ
17378 «Переходы», ГОСТ
17379 «Заглушки эллиптические», а также по ТУ 3689-001-33776721-97 «Отводы
печные крутоизогнутые штампосварные», отводы крутоизогнутые бесшовные из
легированной и высоколегированной стали, параметры и размеры которых приведены
в ТУ 1468-001-17192736-01, ТУ 26-02-836-79 «Отводы крутоизогнутые протяжные
печные».
В необходимых
случаях применяются оребрённые трубы по CTП 442-2000 «Трубы оребрённые. Правила
изготовления и приёмки» ООО «Фирма Эскорт». Могут быть использованы трубы и
трубопроводные детали производства других фирм, имеющих соответствующую
документацию, согласованную с Госгортехнадзором России.
3.4.2. Отводы
изготавливаются с углом гиба 45, 60, 90 и 180°.
3.4.3.
Применение отводов, кривизна которых образовывается за счет складок (гофр) по
внутренней стороне отвода, не допускается.
3.4.4.
Применение секторных колен допускается при рабочем давлении не более 4,0 МПа
(40,0 кгс/см2) при условии, что угол между поперечными сечениями
секторов не превышает 22°30‘ и расстояние между соседними сварными швами по
внутренней стороне отвода обеспечивает контроль этих швов с обеих сторон по
наружной поверхности.
3.4.5 Двойники,
отводы и колена должны выполняться из того же материала, что и трубы змеевика.
3.4.6. Расчетная
толщина стенки двойника, отвода, колена должна включать прибавку на коррозию и
эрозию, величиной не менее той, что принята для труб змеевика.
3.4.7. Отводы,
двойники, колена, размещаемые в топочной камере, должны рассчитываться на те же
расчетные давление и температуру, что и стыкуемые с ними трубы.
3.4.8. Отводы,
двойники, колена, размещаемые вне топочного пространства, должны рассчитываться
на то же расчетное давление, что и стыкуемые с ними трубы змеевика; расчетная
температура принимается на 30 °С выше максимальной температуры нагреваемого
продукта в данной части змеевика.
3.4.9. Толщина
стенки отвода, двойника, колена должна быть как минимум равна толщине стыкуемой
с ними трубы.
3.4.10. Вне
зависимости от расположения отводов, конструкция печи должна позволять при
необходимости доступ к ним с целью замены.
3.5. ТРУБНЫЕ ОПОРЫ, ПОДВЕСКИ, РЕШЕТКИ
3.5.1.
Горизонтальные гладкие трубы змеевика должны опираться на металлические опоры.
Расстояние между опорами обосновывается расчётом.
3.5.2. Опоры
вертикальных труб устанавливаются на одном из концов, направляющие устройства
устанавливаются на противоположном конце, а также в средних частях при длине
трубы больше шести метров, если имеется возможность прогиба трубы.
3.5.3. Трубные
опоры должны иметь возможность свободно расширяться и не вызывать
дополнительные напряжения в трубах.
3.5.4. Проектом
и при монтаже труб змеевика должно быть обеспечено касание трубами
(горизонтально) всех опор без зазора при работе печи.
3.5.5. Опоры
могут быть цельнолитыми или сварными из листа. В случае изготовления литых опор
из двух и более частей, сварка опор должна производиться
организацией-изготовителем.
3.5.6. Литье
трубных опор должно выполняться по техническим условиям
организации-изготовителя с контролем предела текучести, проведением
механических испытаний, рентгеноскопии сварных швов (при их наличии) и опорных
частей, с контролем предела прочности в интервале рабочих температур. Контроль
100 %.
3.5.7. Все
находящиеся во внутреннем пространстве трубные опоры должны выполняться из
высоколегированных хромоникелевых сталей с учётом температурных условий.
3.5.8. Расчетная
температура для трубных опор, подвесок и решеток, контактирующих с продуктами
сгорания, должна назначаться следующим образом:
— для
радиантного и первых 2-х рядов конвективного змеевиков — на 120 °С выше
температуры продуктов сгорания на «перевале», но не меньше 880 °С;
— для
последующих рядов конвективного змеевика — на 60 °С выше температуры продуктов
сгорания, соприкасающихся с опорой;
— наличие
теплоизоляции на промежуточных решетках конвективного змеевика не снижает их
расчетную температуру.
3.5.9. Толщина
трубных опор должна рассчитываться с учетом прибавки на коррозию. Прибавка на
коррозию должна приниматься с учетом агрессивности среды, но не менее 3-х мм с
каждой стороны опоры.
3.5.10.
Конструкция радиантного змеевика должна позволять производить монтаж — демонтаж
одной трубы без смещения змеевика.
3.5.11.
Независимо от конструкции трубы (гладкая, ошипованная или оребрённая) трубные
опоры должны позволять замену любой трубы без разборки пучка конвекции.
3.5.12. Торцевые
трубные решетки конвективного змеевика должны проектироваться с учетом
следующих требований:
— со стороны
продуктов сгорания торцевая решетка должна иметь слой футеровки не менее 100 мм;
элементы крепления футеровки к торцевой решетке должны выполняться из
нержавеющей стали; если расчетная температура торцевой решетки превышает 425
°С, необходимо использовать легированную сталь для ее изготовления;
— вокруг каждого
отверстия для труб в торцевой решетке со стороны продуктов сгорания должны быть
приварены патрубки, внутренний диаметр которых не меньше чем на 10 — 15 мм
больше наружного диаметра трубы (с учетом высоты ребер или шипов, если
предусмотрены). Материал патрубков — тот же, что и для торцевых решеток.
3.6. ЗМЕЕВИКИ ПОДОГРЕВА ПИТАТЕЛЬНОЙ ВОДЫ,
ПАРООБРАЗОВАНИЯ И ПАРОПЕРЕГРЕВА
3.6.1. Особые
требования к конструкции змеевиков подогрева питательной воды, парообразования
и пароперегрева:
В коллекторах с
внутренним диаметром более 150 мм должны быть предусмотрены отверстия (лючки)
эллиптической или круглой формы с наименьшим размером в свету не менее 80 мм
для осмотра и чистки внутренней поверхности. Вместо указанных лючков
разрешается применение приварных штуцеров круглого сечения, заглушаемых
приварным донышком, отрезаемым при осмотре (чистке). Количество и расположение
штуцеров определяются разработчиком трубчатой печи. Лючки и штуцера допускается
не предусматривать, если к коллекторам присоединены трубы наружным диаметром не
менее 50 мм, расположенные так, что после их отрезки возможен доступ для
осмотра внутреннего пространства коллектора.
3.7. ВХОДНЫЕ-ВЫХОДНЫЕ ПАТРУБКИ, ПЕРЕКИДКИ
3.7.1. Материал
перекидочных трубопроводов назначается по материалу предыдущей трубы змеевика.
3.7.1. Входные-выходные
патрубки и перекидки могут заканчиваться разделкой кромки под сварку или под
фланцевое соединение.
3.7.2.
Допускается применять только фланцы приварные встык.
3.7.3. Фланцы
должны располагаться вне печи; должен быть обеспечен свободный к ним доступ.
3.7.4. При
необходимости размещения на патрубках и перекидках дренажных и воздушных
штуцеров, последние должны располагаться вне печи; должен быть обеспечен
свободный к ним доступ.
3.7.5.
Входные-выходные патрубки рассчитываются таким образом, чтобы они могли
воспринимать осевые усилия (F) и крутящие моменты (М), указанные в таблице 3.7.5, если иного нет в техническом
задании.
Таблица 3.7.5
|
Диаметр |
57 |
73 |
108 |
127 |
159 |
219 |
273 |
325 |
|
Fx, кгс |
40 |
60 |
80 |
100 |
120 |
140 |
160 |
180 |
|
Fy, кгс |
90 |
140 |
180 |
200 |
220 |
260 |
290 |
320 |
|
Fz, кгс |
90 |
140 |
180 |
200 |
220 |
260 |
290 |
3220 |
|
Мх, кгс · м |
40 |
60 |
80 |
90 |
100 |
120 |
130 |
140 |
|
Мy, кгс · м |
30 |
50 |
60 |
70 |
80 |
90 |
100 |
110 |
|
Мz, кгс · м |
30 |
50 |
60 |
70 |
80 |
90 |
100 |
110 |
3.8. ВОЗДУХОПОДОГРЕВАТЕЛЬ
3.8.1. Тип и
параметры воздухоподогревателя (рекуперативный, регенеративный), его
конструкцию (трубчатый, пластинчатый, с промежуточным теплоносителем, на
тепловых трубах и пр.), компоновку и параметры работы определяет разработчик
печи в соответствии с ГОСТ 27330 по
согласованию с заказчиком.
3.8.2.
Температура продуктов сгорания на выходе из воздухоподогревателя принимается
такой, чтобы на выходе из дымовой трубы она была выше точки росы на 10 °С.
3.8.3.
Предварительный подогрев воздуха перед воздухоподогревателем с целью защиты
последнего от низкотемпературной коррозии, когда она необходима, осуществляют:
— в паровом
калорифере;
— с помощью
рециркуляции части подогретого воздуха;
— с помощью
вспомогательного горелочного устройства;
в специальной
«холодной» секции воздухоподогревателя.
3.8.4.
Температура стенки воздухоподогревателя в любой его части должна быть выше
точки росы.
3.8.5. В
трубчатом воздухоподогревателе предпочтительно продукты сгорания пускать по
трубному пространству, а воздух — по межтрубному.
3.9. ГОРЕЛКИ
3.9.1. Выбор
типа, количества и способа размещения горелок осуществляется разработчиком
печи. Горелки должны обеспечивать заданный диапазон тепловой мощности печи 60,0
— 110,0 % от номинальной.
Количеством горелок
и их размещением следует минимизировать неравномерность удельных тепловых
потоков через радиантные поверхности нагрева.
3.9.2.
Конструкция горелки и ее расположение должны исключать попадание труб и опорных
элементов змеевика в зону факела при всех возможных режимах работы печи.
Расстояние между
осями горелок и труб змеевика выбирается с учётом ориентации факела в
пространстве и вида топлива.
3.9.3.
Технические параметры выбранных горелок должны отвечать требованиям, которые
установлены ГОСТ 21204
(за исключением требований пунктов п. 4.2.9, п. 4.2.14 — в части установки
автоматического запорного органа перед каждой горелкой для многофакельных
печей), ГОСТ
27824.
3.9.4. Каждая
основная горелка должна быть оснащена запально-защитным устройством (ЗЗУ) с
постоянно действующей дежурной горелкой с независимой от основной горелки
системой топливоснабжения.
3.9.5. Дежурные
горелки должны быть оборудованы сигнализаторами погасания пламени, надёжно
регистрирующими наличие пламени, и устройствами электророзжига.
3.9.6. На
трубчатой многофакельной печи основные горелки составляют блок (или несколько
блоков), в котором каждая из горелок имеет подвод топливного газа от общего
коллектора. В блок объединяются горелки, имеющие единое управление (всей печи,
одной секции и т.д.), что определяется проектом разработчика. Каждая горелка
может быть отключена отсечной арматурой ручного управления.
3.9.7. При
работе горелочного блока, суммарная тепловая мощность которых свыше 2,0 МВт,
перед коллектором топливного газа устанавливаются два автоматических запорных
органа с автоматическим органом контроля утечки газа, установленным между ними
и связанным с атмосферой.
3.9.8. Горелки
должны устойчиво работать на проектных составах топливного газа как в пусковой
период, так и в нормальном рабочем режиме. Не допускается отрыв или проскок
пламени в диапазоне регулирования мощности.
3.9.9. Основные
теплотехнические характеристики горелок, приводимые в каталогах и
сопроводительной документации, получены при сжигании эталонных топлив. С целью
обеспечения безопасной эксплуатации трубчатой печи теплотехнические параметры
горелки должны быть пересчитаны на фактическое топливо.
3.9.10. Уровень
звука, генерируемого горелками, на расстоянии 1,0 м от любого фронта печи не
должен превышать 80 дБА.
3.9.11. Горелки
печей могут работать как на комбинированном топливе (мазут + газ), так и только
на одном виде топлива.
3.9.12. Горелка
должна обеспечивать при номинальной нагрузке возможность реализации следующего
из режимов:
1) 100 % на
газообразном топливе или на жидком;
2)
комбинированный режим:
— мазут от 35 до
70 %,
— топливный газ
от 65 до 30 %.
3.9.13. Распыл
жидкого топлива должен осуществляться паровым, воздушным или механическим
способом.
3.9.14.
Температура доступных для обслуживания персонала поверхностей горелки при
номинальной тепловой мощности не должна быть более 45 °С, металлических ручек —
40 °С, неметаллических ручек — 45 °С. В случае, если температура поверхностей
превысит указанную величину, то поверхность следует теплоизолировать.
3.9.15. Горелка
должна обеспечивать содержание NOx и СО в продуктах сгорания согласно ГОСТ
Р 50591 — 93.
3.10. ОБВЯЗКА ГОРЕЛОК
3.10.1. В
зависимости от вида топлива и типа выбранных горелок имеют место обвязки
различной степени сложности.
3.10.2. Обвязка
горелок комбинированных, работающих на дутьевом воздухе, включает в себя:
— систему подачи
жидкого топлива к основным горелкам;
— систему подачи
газового топлива к основным горелкам;
— систему подачи
газового топлива от независимого источника к дежурным горелкам;
— систему подачи
водяного пара на распыление жидкого топлива;
— систему подачи
пара (инертного газа) тушения;
— систему подачи
воздуха на горение.
Каждая из
перечисленных систем является независимой от других и представляет собой
совокупность раздающих трубопроводов с регулирующими, запорными,
(предохранительно-запорными), отсекающими устройствами, дренажными пусками и
продувочными трубопроводами.
3.10.3.
Устройство систем подачи топлива к горелкам должно соответствовать требованиям
«Общих правил взрывобезопасности для взрывопожароопасных химических,
нефтехимических и нефтеперерабатывающих производств» ПБ
09-540-03. Утверждены постановлением Госгортехнадзора России от 25.07.03 №
105, а также «Правил безопасности в газовом хозяйстве» (ПБ
12-368-00) Госгортехнадзора России.
3.10.4. Арматура
в системе обвязки должна быть в стальном исполнении не ниже класса «Б»
герметичности по ГОСТ
9544.
3.10.5. Способ
присоединения арматуры (сварка, фланцы) определяется проектно-конструкторской
документацией. Вне зависимости от выбранного способа присоединения арматуры,
должна быть обеспечена возможность оглушения неработающих (даже временно)
горелок на действующей печи.
3.10.6. Системы
подачи топлива к горелкам должны иметь продувочные трубопроводы инертного газа
с отключающими устройствами и штуцерами для отбора проб. Диаметр продувочного
трубопровода должен быть не менее 20 мм.
3.10.7. Свечи и
отводы на «факел» и трубопроводы подачи азота должны обеспечивать освобождение
от воздуха всех, без исключения, участков трубопроводов, а выброс в атмосферу
должен располагаться не ближе 3 м от возможных заборов воздуха (забор воздуха к
вентиляторам), не ниже 5 м от уровня самых верхних обслуживающих площадок и не
ниже 2 м над уровнем печи.
3.10.8. На
линиях подачи жидкого и газового топлива к блоку основных и пилотным горелкам
должны быть предусмотрены автоматические запорные органы, срабатывающие в
системах технологической защиты и блокировок.
3.10.9. На общем
трубопроводе газового топлива к основным горелкам печи должны быть
предусмотрены предохранительно-запорные клапаны (ПЗК), дополнительно к общему
отсекающему устройству на печи, срабатывающие при снижении давления газа ниже
допустимого.
3.10.10. На
трубопроводах жидкого и газового топлива многофакельных печей следует
предусматривать автономные регулирующие органы для обеспечения их
работоспособности в режиме пуска.
3.10.11. Все
системы обвязки горелок, кроме системы подачи воздуха на горение, должны иметь
дренажные спуски.
3.11. ШИБЕРЫ
3.11.1.
Регулирование разрежения на «перевале» (или у пода) печи осуществляется
посредством шиберов, размещаемых в газоходах.
3.11.2. Решение
о количестве и месте размещения шиберов принимает разработчик печи в
зависимости от принятой конструкции печи и требований к ее управлению.
3.11.3.
Конструкцию шибера разрабатывает автор проекта печи применительно к конкретной
геометрии газохода.
Применение
шибера из одного цельного полотна ограничено газоходами, воздуховодами и
дымовыми трубами, сечение которых не превышает 1,8 м2.
Шибер
жалюзийного типа должен иметь как минимум одно полотно на каждые 1,8 м2
перекрываемого сечения.
3.11.4. Оси,
опоры и крепления шибера должны выполняться из того же материала, что и
полотно.
3.11.5. Каждый
шибер должен иметь указатель положения полотна.
3.11.6.
Подшипники, привод и указатели положения полотна шибера должны располагаться
снаружи.
3.11.7. Привод
шиберов может быть как ручной, так и электрический (пневматический),
обеспечивающий включение шибера в систему автоматического управления работой
печи.
3.11.8. Ручное
управление поворотом шибера должно быть возможным с «нулевой» отметки.
Конструкция
ручного управления шибером должна обеспечивать возможность изменения положения
полотна шибера без особых усилий, а также фиксацию выбранного положения.
Трос,
используемый в ручном механизме привода шибера, должен выполняться из
нержавеющей стали и быть диаметром не менее 3,0 мм.
3.12. ФУТЕРОВКА И ТЕПЛОИЗОЛЯЦИЯ
3.12.1. Выбор
материалов для футеровки и теплоизоляции элементов печи должен осуществляться с
учетом максимальной рабочей температуры, степени агрессивности продуктов сгорания,
а также скорости продукта, омывающего изоляционный материал.
3.12.2. Расчет
толщины футеровки и тепловой изоляции корпуса печи, газоходов, воздуховодов и
трубопроводов в пределах печи следует выполнять исходя из условий:
— обеспечения
такого значения расчетной температуры наружной поверхности перечисленных выше
элементов печи, при которой величина теплопотерь соответствует принятому уровню
технико-экономических показателей печи;
— соблюдения
требований техники безопасности.
3.12.3. Расчет
величины тепловых потерь через обшивку печи осуществляется при температуре
окружающего воздуха, равной средней за год в районе размещения печи, и
коэффициенте теплоотдачи от обшивки к воздуху 35 ккал/м2 · ч ·
°С.
3.12.4.
Температура наружной поверхности любого элемента печи в зоне ее обслуживания не
должна превышать 60 °С. Вне пределов рабочих зон и зон обслуживания печи
температура наружной поверхности любого элемента печи может достигать 80 °С при
средней максимальной температуре наиболее жаркого месяца в районе расположения
печи.
3.12.5.
Расчетная температура горячей поверхности футеровки должна быть на 150 — 200 °С
ниже разрешенной температуры применения огнеупорного или теплоизоляционного
материала.
Минимальная
рабочая температура огнеупоров в топочной камере и шоковой зоне должна
назначаться не ниже 1000 °С.
3.12.6. Материал
горелочных камней должен быть рассчитан на работу, как минимум, при температуре
1500 °С.
3.12.7.
Конструкция футеровки стен, свода, пода должна предусматривать возможность
свободного температурного расширения всех её частей при выходе печи на
проектный режим работы. При многослойной футеровке температурные швы в соседних
слоях должны быть выполнены «вразбежку».
3.12.8.
Люки-лазы, двери, гляделки должны быть защищены от воздействия раскаленных
продуктов сгорания материалами того же качества, что и соседние участки стен.
3.12.9. Элементы
крепления футеровки должны выполняться из аустенитных хромоникелевых сплавов
кроме случаев, когда температура в зоне их размещения не превышает 260 °С, что
позволяет использовать углеродистую сталь.
3.12.10.
Футеровка всех стен, пода и свода печи выполняется многослойной, из огнеупорных
и теплоизоляционных материалов (шамотного, диатомового кирпича, легкого
жаростойкого бетона, муллитокремнеземистых, шамотоволокнистых и прочих
изделий).
Из жаростойкого
бетона футеровка может быть выполнена панельной, блочной или торкрет-бетонной.
3.12.11. При
многослойной (двухслойной, трехслойной) футеровке, толщина горячего слоя должна
быть не менее 75 мм. Элементы крепления каждого слоя (анкера) должны быть
независимыми.
3.12.12. Анкер
должен входить в закрепляемый слой на высоту не менее 70 % от его высоты.
Толщина слоя горячей футеровки над анкером должна составлять 10 — 15 мм.
3.12.13.
Расстояние между анкерами должно по максимуму составлять две полные толщины
футеровки, но не более 300 мм на стенах и не более 200 мм на стволе. Усы
анкеров должны быть ориентированы по разным направлениям для предотвращения
отрыва слоя футеровки.
3.12.14.
Внутренняя футеровка съемных крышек «ретурбендных» камер из теплоизоляционного
бетона должна быть толщиной не менее 50 мм. Крепление футеровки следует
выполнять посредством проволочной сетки, закрепляемой к обшивке с помощью
анкеров; все — из углеродистой стали.
3.12.15.
Внутренняя футеровка воздуховодов, газоходов, дымовой трубы из
теплоизоляционного бетона должна быть толщиной не менее 50 мм. Крепление
футеровки следует выполнять посредством проволочной сетки, закрепляемой к
обшивке с помощью анкеров. Материал анкеров может быть углеродистая сталь, если
температура продуктов сгорания не превышает 490 °С, в противном случае следует
использовать нержавеющую сталь типа 08Х18Н10Т.
3.12.16.
Теплоизоляционные плиты (маты) могут использоваться только в качестве
изоляционного материала, при наличии огнеупорного «горячего» слоя.
3.12.17.
Конструкция футеровки из теплоизоляционных плит (матов) и бетона должна
предусматривать наличие водонепроницаемой пленки между ними для предотвращения
(минимизации) попадания воды из бетона в плиты (маты).
3.12.18.
Теплоизоляционные плиты (маты) не могут быть использованы в сочетании с
кирпичом или минеральным волокном в «горячем» слое, если в жидком топливе
содержится более одного процента массового серы или в газовом — более 1,5 %
объемных.
3.12.19. Если
теплоизоляционные плиты (маты) используются для внутренней изоляции газоходов,
воздуховодов, их закрепление к обшивочному листу следует выполнять с помощью
штырей, пропускаемых сквозь плиту (мат), и проволочной сетки поверх плиты
(мата).
3.12.20. В
футеровке радиантной камеры печи должны быть предусмотрены проёмы для
размещения печной (горелочной) амбразуры из монолитного жаропрочного тяжёлого
бетона или из шамотных секторов. Геометрия печной амбразуры, а также состав
бетона назначаются изготовителем горелки.
3.13. МЕТАЛЛОКОНСТРУКЦИИ
3.13.1. В состав
металлоконструкций входят:
— несущие
(стойки, балки) и ограждающие (обшивочный лист) конструкции;
— система
площадок, марши, стремянки;
— газоходы,
воздуховоды, дымовые трубы.
3.13.2. Выбор
материального исполнения металлоконструкций осуществляется с учетом температуры
наиболее холодной пятидневки в районе строительства.
3.13.3.
Металлоконструкции изготавливаются и монтируются в соответствии с чертежами КМД
(конструкции металлические, деталировка), разработанными по рабочим чертежам КМ
(конструкции металлические).
3.13.4. Выбор
материалов и разработка чертежей КМ должна осуществляться в соответствии с
требованиями СНиП
II-23-81* «Стальные конструкции», СНиП 2.01.07-85* «Нагрузки и воздействия», СНиП 23-01-99
«Строительная климатология», СНиП II-7-81* «Строительство в
сейсмических районах, ОСТ 26.260.758-2001. Конструкции металлические. Общие
технические условия.
3.13.5.
Металлоконструкции должны быть рассчитаны на действие всех возможных нагрузок:
при изготовлении, транспортировке, монтаже, а также в процессе работы.
Комбинация
нагрузок, которые могут действовать одновременно, должна приниматься за
расчетную нагрузку.
3.13.6. Проект
металлоконструкций должен предусматривать возможность свободного теплового
расширения всех элементов печи.
3.13.7.
Минимальная толщина обшивки корпуса печи составляет 5,0 мм при наличии
усиливающих элементов. Для печей, обшивка которых выполняет хотя бы частично
роль металлоконструкций (является самонесущей), толщина обшивки должна быть не
менее 8,0 мм. Толщина обшивки пода должна быть не менее 6,0 мм.
3.13.8. В
конструкции корпуса печи должны отсутствовать детали и узлы, позволяющие
неорганизованные подсосы атмосферного воздуха, а также попадание в нее влаги
извне.
3.13.9. Обшивка
плоского свода должна иметь уклон, достаточный для беспрепятственной эвакуации
дождевой при необходимости, в несущих элементах металлоконструкций должны быть
предусмотрены отверстия для этой цели.
Если
предусматривается шатер, навес или крыша для защиты печи от атмосферных
осадков, они должны иметь достаточно большой уклон, козырьки и фронтон,
исключающие задувание ветром дождевых брызг в надсводовое пространство.
3.13.10.
Конструкция «ретурбендной» камеры должна удовлетворять следующим требованиям:
— глубина камеры
должна позволять свободное тепловое удлинение труб;
— расстояние в
свету от отвода в горячем состоянии до поверхности футеровки камеры должно быть
не менее 80 мм;
— крышки камеры
должны быть съемными; предпочтение следует отдавать конструкции на петлях;
— толщина листа
обшивки камеры, включая съемную крышку, должна быть не менее 5,0 мм при наличии
усиления.
3.13.11.
Лестницы и площадки должны обеспечивать доступ:
— для
регулирования работы горелок с одновременным визуальным контролем пламени;
— ко всем
люкам-лазам, дверям и гляделкам;
— к обоим торцам
камеры конвекции для возможности обслуживания «ретурбендных» камер;
— к шиберам и
системам очистки наружной поверхности труб конвективного змеевика;
— ко всем
фланцам трубопроводной обвязки, а также датчикам КИПиА;
— ко всему
вспомогательному оборудованию: вентиляторам, дымососам, воздухоподогревателям.
3.13.12. Система
лестниц и площадок должна обеспечивать возможность эвакуации в случае аварии.
3.13.13.
Вертикальная цилиндрическая печь диаметром корпуса более трех метров должна
иметь полную круговую площадку на отметке пода. Печи с меньшим диаметром могут
иметь индивидуальные стремянки и площадки к гляделкам.
3.13.14.
Площадки обслуживания должны иметь перила высотой не менее 1,25 м с продольными
планками, расположенными на расстоянии не более 0,4 м друг от друга и борт
высотой не менее 0,15 м, плотно прилегающий к настилу.
3.13.15. Ширина
свободного прохода площадок должна быть не менее 750 мм, а в местах постоянного
обслуживания — не менее 900 мм. Максимальное расстояние от площадки до точки
постоянного обслуживания не должно превышать 1,8 м.
3.13.16.
Расстояние по высоте между соседними площадками должно быть не менее 2000 мм.
3.13.17. Ступени
лестниц и настил площадок должны изготавливаться из просечно-вытяжного
стального листа или полосовой стали, поставленной на ребро с площадью просвета
ячеек не более 12 см2.
— из
просечно-вытяжного листа толщиной не менее 6,0 мм;
— из сортовой
или полосовой (на ребро) стали с площадью просвета ячеек не более 12 см2.
3.13.18. Все
стремянки, начиная с высоты 2,0 м от их основания, должны иметь прочные
ограждения в виде дуг, скреплённых между собой полосовой сталью. Расстояние
между полосами не более 0,15 м, глубина и ширина дуги — 0,7 м, ширина стремянки
не менее 0,5 м. Стремянки должны иметь жёсткую конструкцию и через каждые 5 — 8
м по вертикали промежуточные площадки.
Расстояние между
ступенями, а также от земли до первой ступени должно быть 0,3 ~ 0,35 м.
3.13.19 Участки
стремянок между двумя площадками должны располагаться по разным вертикалям.
3.13.20.
Стремянка не должна превышать восьми метров по вертикали.
3.13.21. Дымовая
труба является частью печи. Она должна быть самонесущей и может быть как
свободно стоящей, так и монтируемой на печи, футерованной и не футерованной, с
гасителем колебаний (интерцептером) и без него, с наружной теплоизоляцией и без
теплоизоляции, что должно быть определено техническим заданием на печь.
3.13.22.
Расчетная температура металлической стенки дымовой трубы принимается на 50 °С
больше ожидаемой максимальной температуры продуктов сгорания на входе в дымовую
трубу.
3.13.23. Толщина
металлической стенки дымовой трубы должна быть не менее шести миллиметров,
включая прибавку на коррозию. Минимальная прибавка на коррозию должна быть не
менее двух миллиметров.
3.13.24. Дымовая
труба монтируется на опору посредством болтового соединения. Количество болтов
не должно быть менее восьми.
3.13.25. В
соответствии с условиями монтажа, на металлической дымовой трубе следует
предусматривать монтажные проушины.
3.13.26.
Газоходы и воздуховоды должны иметь приспособления, исключающие их недопустимые
деформации (прогиб или коробление).
Допускаемая
величина прогиба футерованных воздуховодов и газоходов составляет 0,0025 от
длины.
Допускаемая
величина прогиба всех других газоходов и воздуховодов не должна превышать 0,004
длины.
3.13.27. Для
футеровки дымовой трубы следует назначать бетон, допускаемая температура
применения которого превышает расчетную температуру продуктов сгорания
минимально на 150 °С.
3.13.28.
Футеровка устья дымовой трубы должна быть защищена от попадания воды между
обшивкой трубы и футеровкой.
3.13.29.
Интерцептер выполняется в виде трех спиралей, приваренных к верхней трети
дымовой трубы. Шаг каждой спирали, как правило, равен 3 — 5 диаметрам верхней
части трубы. Ширина полосы составляет 1/8 — 1/12 верхнего диаметра дымовой
трубы, толщина — 2 — 3 мм.
3.13.30. При
необходимости установки на дымовой трубе светового ограждения, в соответствии
со специальными требованиями, снаружи трубы предусматривается вертикальная
лестница с площадками обслуживания.
3.13.31. На всех
дымовых трубах должны быть предусмотрены 2 — 3 молниеотвода, представляющие
собой стержни, выступающие на 1,5 метра над верхом трубы.
3.13.32.
Конструкция узла врезки газохода в дымовую трубу определяется соотношением
диаметров дымовой трубы и газохода.
При диаметре
газохода, не превышающем половину диаметра трубы, допускается непосредственная
врезка газохода в трубу с соответствующим усилением места врезки.
Для врезки
крупных газоходов необходимо в местах примыкания переходить с цилиндрической
формы газохода на прямоугольную с большим размером по высоте и соответствующим
усилением, включающим дополнительно два кольца (выше и ниже отверстия) и
вертикальные ребра.
3.13.33. Если
температура продуктов сгорания на входе в дымовую трубу близка к точке росы, а
в их составе имеются сернистые и иные соединения, способствующие образованию
конденсата, содержащего кислоту и вызывающего усиленную коррозию металла, на
наружной поверхности дымовой трубы устраивается теплоизоляция. Теплоизоляция
выполняется обычно из минераловатных плит, закрепляемых на специально
приваренных к трубе штырях. В качестве водоизоляционной защиты применяются
листы алюминия либо оцинкованной стали.
3.13.34. Если
температура продуктов сгорания на выходе из печи превышает 350 °С, дымовая
труба футеруется изнутри с целью предотвращения опасного перегрева её оболочки.
3.13.35.
Конструкция газоходов и воздуховодов, включая способы компенсации линейных
перемещений отдельных их участков, определяется разработчиком печи.
3.13.36.
Рекомендуемая минимальная толщина стенки газохода составляет 5,0 мм,
воздуховода — 3,0 мм. При отсутствии условий для коррозии или надежной защите
от нее толщина газохода может быть уменьшена до 4,0 мм, а воздуховода — до 2,0
мм.
3.13.37.
Газоходы и воздуховоды диаметром до 1620 мм изготавливают из цельносварных
труб. Применение электросварных труб со спиральным швом не допускается.
3.13.38. Царги
труб диаметром 630 — 820 мм рекомендуется изготавливать из одного листа длиной
6000 мм с одним продольным швом, а царги труб диаметром 2020 — 3500 мм — из
двух листов с двумя продольными швами.
3.13.39.
Обечайки криволинейных частей газоходов и воздуховодов вырезают из
цельносварной или ранее свальцованной и сваренной трубы независимо от
расположения её швов.
3.13.40.
Стыковые швы труб газоходов и воздуховодов следует выполнять равнопрочными
основному металлу и обеспечивающими плотность соединения.
3.13.41. Максимальную
поставочную длину элемента газохода или воздуховода принимают, исходя из
условий транспортировки и длины платформы.
3.13.42. Сборка
газохода или воздуховода на монтажной площадке осуществляется с помощью
полубандажей, заранее приваренных на заводе-изготовителе к концам поставочных
элементов газохода или воздуховода. Использование полубандажей позволяет
осуществлять контрольную сборку газоходов и воздуховодов на
заводе-изготовителе, контролировать и устранять неточности их изготовления.
Бандажи приваривают
угловыми швами снаружи и изнутри. Толщина бандажа и высота углового шва
принимаются равными толщине стенки трубы.
3.13.43.
Геометрические размеры сваренных из секторов отводов назначают, исходя из
минимальной ширины узкой части сектора не менее 200 мм и размещения бандажа на
конце отвода.
3.13.44. Радиус
кривизны сваренного из секторов отвода должен быть не менее диаметра газохода
(воздуховода). В газоходах (воздуховодах) диаметром менее 1220 мм для
обеспечения требуемой ширины узкой части сектора отвода не менее 200 мм радиус
гиба оси обычно больше диаметра трубы.
3.13.45. Если в
процессе пуска, эксплуатации или остановки печи возможно образование конденсата
в газоходах или воздуховодах, последние выполняются с уклоном, а для удаления
конденсата предусматривают специальные штуцера с запорным органом.
Величину уклона,
количество и места расположения конденсатоотводчиков назначает разработчик печи
в зависимости от конкретных условий прокладки газохода (воздуховода).
3.14. ТЯГОДУТЬЕВЫЕ МАШИНЫ
3.14.1. В
технически обоснованных случаях подача воздуха в горелки трубчатой печи
осуществляется с помощью дутьевого вентилятора, а эвакуация продуктов сгорания
из печи — с помощью дымососа.
3.14.2. Выбор
типа и марки тягодутьевой машины, из числа изготавливаемых серийно,
осуществляет разработчик печи по результатам теплового и аэродинамического
расчетов.
3.14.3. Как
правило, следует устанавливать один вентилятор и один дымосос, выбранные с 10 %
запасом производительности от номинальной. Параметры каждого из выбранных
вентиляторов (дымососов) должны соответствовать зоне его оптимальной
эффективности при номинальном режиме работы печи и проектном значении
коэффициента избытка воздуха.
3.14.4.
Воздухозаборные патрубки вентиляторов должны быть вынесены на высоту не менее
двух метров над землей, должны иметь защитный колпак от непогоды и защитную
сетку от попадания птиц в воздушный канал.
3.14.6. Дымососы
или вентиляторы, устанавливаемые на каркасе печи, должны иметь виброгасители.
3.15. ПОЖАРОТУШЕНИЕ ПЕЧИ
3.15.1 Система
пожаротушения печи должна обеспечивать подачу достаточного объёма агента
тушения (водяного пара или инертного газа) для локализации и ликвидации пожара
непосредственно в камерах печи при аварии и загорании в них нагреваемых
продуктов, а также для продувки камер печи от горючих газов и паров перед
розжигом и после остановки.
3.15.2. Водяной
пар должен быть перегретым или насыщенным.
3.16. ПАРОВОЗДУШНАЯ ОЧИСТКА ВНУТРЕННЕЙ ПОВЕРХНОСТИ
ТРУБ ЗМЕЕВИКА ОТ КОКСА
3.16.1. Змеевики
печей, предназначенных для нагрева коксующихся продуктов, должны быть
приспособлены для регулярной очистки внутренней поверхности от кокса.
3.16.2. Для
проведения паровоздушной очистки змеевиков от отложений кокса, трубчатая печь
должна быть оборудована линиями подачи водяного пара и воздуха по ходу продукта
и выносными линиями для удаления продуктов сгорания кокса.
Для подачи
водяного пара в змеевик следует предусмотреть штуцер условным диаметром 50 — 70
мм.
Подача воздуха
осуществляется через штуцер условным диаметром 40 — 50 мм.
Линия эвакуации
продуктов сгорания кокса монтируется из труб условным диаметром 80 — 150 мм.
3.16.3. Для
ликвидации пробок, которые могут образовываться в процессе паровоздушной
очистки, предусматривается линия подачи водяного пара в змеевик против хода продукта.
Указанная линия выполняется из труб условным диаметром 50 — 70 мм.
3.16.4. Указания
по подготовке печи к проведению процесса паровоздушной очистки змеевиков,
расходные показатели и время процесса, а также порядок его проведения должны
быть приведены в проектной документации (см. «Инструкция по паровоздушной
очистке от кокса змеевиков трубчатых печей» ВНИИнефтемаш, Уфимский филиал, 1980
г.)
4. ТРЕБОВАНИЯ К СИСТЕМЕ УПРАВЛЕНИЯ РАБОТОЙ ПЕЧИ
4.1. ОБЩИЕ ПОЛОЖЕНИЯ
4.1.1. Для
управления работой, обеспечения безопасных условий и расчетных режимов
эксплуатации трубчатая печь должна быть оснащена (как минимум) следующими
приборами:
а) по тракту
продуктов сгорания для:
— замера
разрежения у пода печи (не выше 1,0 м от пода), на выходе из топки (на
«перевале»), до и после воздухоподогревателя (если он предусмотрен схемой
печи), до шибера газохода;
— замера
температуры на выходе из топки (на «перевале»), до и после воздухоподогревателя
(если он предусмотрен схемой печи), на выходе из печи;
— определения
содержания горючих компонентов (окиси углерода, водорода, метана) на выходе из
топки печи (на «перевале»);
— определения
содержания оксидов азота на выходе из топки печи;
— определения
содержания кислорода до и после воздухоподогревателя, а при его отсутствии — на
выходе из печи;
б) по каждому из
нагреваемых в печи продуктов, включая воздухоподогреватель (если он
предусмотрен схемой печи), для:
— замера
температуры продукта (промежуточного теплоносителя, воздуха) на входе и выходе
из соответствующего змеевика;
— замера
давления продукта (промежуточного теплоносителя, воздуха) на входе и выходе из
соответствующего змеевика;
— замера расхода
каждого продукта через печь, включая выносную секцию воздухоподогревателя,
Примечание. Если один продукт проходит
через печь несколькими потоками, то необходимо иметь приборы для определения
расхода, температур и давлений по каждому потоку.
в) по каждому из
потоков топлива (включая топливо на пилотные горелки) и водяного пара к
горелкам для:
— замера
температуры топлива и водяного пара на общем потоке перед горелками;
— замера
давления топлива и водяного пара на общем потоке, а также перед горелками,
точки замера определяются проектом;
— замера расхода
топлива и водяного пара на общем потоке перед горелками;
г) по
воздуховодам к дутьевым горелкам:
— давление
воздуха в общем потоке и перед горелками.
Кроме
стационарных приборов, осуществляющих местный или дистанционный контроль
перечисленных выше параметров в потоке, желательно иметь переносные приборы:
— контактную
термопару для замера температуры наружной поверхности горячих трубопроводов в
границах печи, а также температуру наружной поверхности обшивки печи;
— оптический
пирометр для замера температуры наружной поверхности труб радиантного змеевика.
4.1.2. Места
установки чувствительных элементов датчиков, исполнительных механизмов
(регулирующие клапаны, шибера, заслонки и прочее), а также вторичных
показывающих и регистрирующих приборов должны соответствовать
проектно-конструкторской документации.
Количество точек
замера разрежения и температуры в каждом выбранном сечении печи по тракту
продуктов сгорания стационарными приборами назначается разработчиком печи в
зависимости от габаритов (длины) печи с таким расчетом, чтобы получить максимум
информации для исключения перекосов, однако, с учетом необходимости
дублирования замеров параметров, участвующих в формировании решения по
сигнализации, защитам и блокировкам, оно не должно быть меньше двух даже для
самой маленькой (короткой) печи.
4.1.3. Все
стационарные приборы, контролирующие работу печи, должны быть регистрирующими.
4.2. СИСТЕМЫ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ
4.2.1. Выбор
систем автоматического регулирования технологических процессов печи
производится разработчиком проекта печи.
4.2.2. Наиболее
распространённые схемы автоматического регулирования:
— Регулирование
расхода топлива на горелки по температуре нагреваемого продукта с коррекцией по
температуре продуктов сгорания на «перевале».
— Регулирование
расхода топлива на горелки по температуре продуктов сгорания на «перевале» с
коррекцией по температуре нагреваемого продукта.
— Регулирование
общего расхода воздуха на горение (для случая дутьевых горелок) по расходу
топлива.
— Регулирование
расхода водяного пара на распыление жидкого топлива по расходу последнего (для
комбинированных или чисто жидкостных горелок).
— Регулирование
разрежения в топке изменением положения шибера в газоходе на выходе из печи.
— Регулирование
соотношения первичного и вторичного воздуха на горение по содержанию окиси
углерода в продуктах сгорания на «перевале» (на выходе из топки).
4.3. СИСТЕМЫ АВТОМАТИЧЕСКОЙ ЗАЩИТЫ И СИГНАЛИЗАЦИИ
4.3.1. Трубчатая
печь должна быть обеспечена сигнализацией о текущих значениях технологических
параметров, включающую предварительную и аварийную сигнализации. В свою очередь
аварийная сигнализация должна сопровождаться звуковой и световой сигнализацией
(в объёмах определяемых разработчиком проекта).
Аварийная
сигнализация должна быть по следующим параметрам:
— погасание
пламени любой дежурной (пилотной) горелки;
— погасание
пламени любой основной горелки;
— снижение
расхода нагреваемого продукта на входе в печь до менее минимально допустимого;
— потеря
разрежения в топке до предельно допустимого;
— падение давления
топлива до минимально допустимого перед горелками;
— увеличение
давления топлива до максимально допустимого перед горелками;
— падение
давления воздуха на горение (для дутьевых горелок) до минимально допустимого;
— превышение
регламентированной температуры продукта на выходе из печи;
— снижение
температуры жидкого топлива ниже допустимой;
— превышение
регламентированной температуры продуктов сгорания на «перевале» (на выходе из
топки);
— превышение
регламентированной температуры продуктов сгорания на выходе из камеры
конвекции;
— превышение
регламентированного содержания окиси углерода в продуктах сгорания на
«перевале»;
— превышение
регламентированного содержания окислов азота в продуктах сгорания на
«перевале»;
— превышение
регламентированного содержания кислорода в продуктах сгорания на выходе из
печи.
— срабатывание
защит, предусмотренных настоящим РД.
4.3.2. Трубчатая
печь должна быть оснащена системами технологической защиты:
а) действующими
на отключение подачи топлива и воздуха к горелкам, в случаях:
— погасания
пламени дежурных горелок. Допускается работа при отказе в (рабочем режиме печи)
части дежурных горелок (определяется проектом) с выдачей аварийного сигнала при
работающих основных горелках;
— погасания
пламени основных горелок — контроль пламени и выработка сигнала на выдачу
аварийной сигнализации и блокировку печи по топливу определяется проектом, с
учётом обеспечения безопасной эксплуатации оборудования и надёжности
применяемой приборной техники.
— падения
давления топлива перед горелками ниже допустимого;
— превышения
допустимого давления топлива перед горелками;
— падения
давления воздуха на горение ниже допустимого (для дутьевых горелок);
— превышения
регламентированной температуры продуктов сгорания на «перевале» (на выходе из
топки);
— снижения
расхода нагреваемого продукта ниже допустимого;
— прогара труб
змеевика;
— недопустимого
уменьшения разрежения в топке.
б) действующей
на подачу пара тушения внутрь печи при прогаре труб радиантного змеевика,
служащего для нагрева жидкого пожароопасного продукта. Прогар змеевика
определяется совпадением следующих трёх факторов:
— падение
давления в сырьевом змеевике;
— повышение
температуры на «перевале» (на выходе из топки);
— изменение
содержания кислорода в дымовых газах на выходе из печи против
регламентированного.
в) должна быть
предусмотрена возможность подачи водяного пара в змеевик при его прогаре по
команде оператора в соответствии с технологическим регламентом.
г) действующей
на включение паровой завесы вокруг печи с целью её изоляции от газовой среды
при авариях на наружных установках по сигналу АСУ предприятия.
4.3.3. Трубчатая
печь, использующая газовое топливо, в режиме пуска должна быть оснащена
блокировками, запрещающими:
— подачу газа в
основную горелку при отсутствии факела на ее дежурной (пилотной) горелке;
— подачу газа в
рабочем режиме в горелки при отключенном дутьевом вентиляторе или в случае
закрытия воздушного шибера перед горелкой (группой горелок);
— подачу газа к
пилотным горелкам без предварительной вентиляции топки в течение не менее 15
мин.;
4.3.4.
Автоматические системы сигнализации, защиты и блокировок должны быть снабжены
устройствами, информирующими о причинах их срабатывания.
4.3.5. Системы
технологической защиты должны быть оснащены сигнализацией срабатывания
исполнительных органов.
4.3.6.
Необходимость оснащения трубчатой печи дополнительными приборами контроля,
системами регулирования, защиты, сигнализации и блокировок определяется
разработчиком печи.
5. ТРЕБОВАНИЯ К МАТЕРИАЛАМ И ПОЛУФАБРИКАТАМ
5.1. ОБЩИЕ ПОЛОЖЕНИЯ
5.1.1. Материалы
и полуфабрикаты, применяемые для изготовления металлоконструкций трубчатой
печи, должны обеспечивать их надёжность как при монтаже, так и в течение
расчетного срока службы с учетом заданных условий эксплуатации.
Конструкции
металлические должны выполняться по ОСТ 26.260.758-2003 Общие технические
условия.
5.1.2. Поставка
полуфабрикатов (их сдаточные характеристики, объем и нормы контроля) должна
проводиться по нормативно-технической документации, согласованной с Госгортехнадзором
России.
5.1.3. Перед
изготовлением, монтажом и ремонтом должен производиться входной контроль
основных и сварочных материалов и полуфабрикатов в соответствии с ГОСТ 24297.
5.1.4. Данные о
качестве и свойствах материала полуфабрикатов должны быть подтверждены
сертификатом предприятия-изготовителя полуфабриката и соответствующей
маркировкой. При отсутствии или неполноте сертификатов (маркировки)
предприятие-изготовитель или организация, выполняющая монтаж или ремонт
змеевика трубчатой печи, должны провести необходимые испытания с оформлением
результатов протоколом, дополняющим (заменяющим) сертификат поставщика
полуфабриката.
6. ЭКСПЛУАТАЦИЯ ТРУБЧАТОЙ ПЕЧИ
6.1. ПОДГОТОВКА ПЕЧИ К ПУСКУ
6.1.1. До ввода
печи в эксплуатацию необходимо составить эксплуатационную документацию,
составить режимные карты, провести теплотехнические испытания и наладку режима
работы печи.
6.1.2.
Подготовка к работе, пуск, эксплуатация и остановка печи должны производиться с
учётом «Временной инструкции по пуску, эксплуатации и остановке типовых
трубчатых печей» («Правила эксплуатации трубчатых печей нефтеперерабатывающих и
нефтехимических предприятий» TП.01.88, приложение 1), а также инструкций
организаций-изготовителей запально-защитных (ЗЗУ) и основных горелочных
устройств.
6.1.3. Должны
быть в наличии акты приёмки металлоконструкций, фундаментов, проведённых
футеровочных работ, опрессовки змеевика и системы топливоподачи, паспорт и
эксплуатационная документация на печь.
6.1.4.
Произвести проверки в соответствии с инструкцией ТП.01.88, а также
— проверить
блокировку подачи газового топлива в зависимости от минимального и
максимального давления в коллекторе печи;
— проверить
циркуляцию продукта через змеевик (в диапазоне рабочих значений);
— продуть
топочную камеру печи водяным паром.
Продувку
проводить = 30 минут после появления пара на выходе из дымовой трубы.
6.2. ПУСК ПЕЧИ
6.2.1. Пуск печи
производится согласно эксплуатационной документации на установку, разработанной
с учётом «Правил эксплуатации» ТП.01.88, по распоряжению начальника цеха или
начальника установки.
6.2.2.
Последовательно зажечь все дежурные горелки печи (при наличии разрежения в
топке печи). Алгоритм розжига и работы дежурных горелок описан в техническом
описании организации — изготовителя. При пуске печи должны работать все
дежурные горелки. Они должны работать не менее 30 минут, после чего приступить
к пуску основных горелок.
6.2.3. Пуск
основных горелок проводить согласно инструкции на горелочное устройство,
последовательно. Регулируется соотношение топливо/воздух и выравниваются
нагрузки на каждой из основных горелок.
6.2.4. Подача
топлива к основным горелкам производится в соответствии с графиком сушки и
разогрева печи.
6.2.5. После
розжига основных горелок необходимо организовать нормальный режим горения в
топке печи для чего равномерно нагрузить горелки при регулировке количества
подаваемого для горения воздуха. Факела всех горелок должны иметь одинаковую
высоту. Коэффициент избытка воздуха после камеры радиации устанавливается по
анализам продуктов сгорания на содержание кислорода.
6.3. НОРМАЛЬНАЯ РАБОТА ПЕЧИ
6.3.1.
Обязанности технологического персонала. При нормальной работе печи технологический
персонал обязан поддерживать тепловой режим и оптимальное горение топлива в
соответствии с режимной картой за счёт регулирования соотношения подачи к
горелкам топлива, воздуха, контролируя состав дымовых газов по показаниям
газоанализаторов и по результатам визуального наблюдения за формой и цветом
пламени и продуктов сгорания.
6.3.2. Длина
факелов в печи должна быть одинаковой. Затягивание «языков» пламени в
конвекционную камеру и «омывание» пламенем конвективных труб не допускается.
6.3.3. При наличии
каких-либо отклонений от нормальной работы горелочных устройств
технологическому персоналу надлежит принять меры к устранению причин и
соответствующей их наладке, руководствуясь при этом инструкцией по монтажу и
эксплуатации данного горелочного устройства.
6.3.4. При
попадании газового конденсата в горелочные устройства немедленно перекрыть
подачу газообразного топлива в горелку, произвести дренирование конденсата,
проверить состояние конденсатоотбойников топливной сети, проконтролировать
температуру подогрева газа перед сжиганием и предупредить диспетчера
предприятия.
6.3.5.
Коэффициент избытка воздуха (по содержанию остаточного кислорода в продуктах
сгорания), а также полнота сгорания топлива должны определяться автоматическими
поточными газоанализаторами, а при их отсутствии — по результатам лабораторного
анализа пробы дымовых газов.
6.4 ОСТАНОВКА ТРУБЧАТЫХ ПЕЧЕЙ
6.4.1.
Нормальная остановка трубчатой печи производится постепенным снижением
температуры в соответствии с технологической инструкцией по эксплуатации
установки со скоростью 25 — 30 °С/ч.
6.4.2. После
снижения температуры в камере сгорания до 100 — 150 °С прекращается горение
всех форсунок. В течение 15 — 20 минут печь продувается паром.
6.5. АВАРИЙНАЯ ОСТАНОВКА ПЕЧЕЙ
6.5.1. Аварийные
остановки возможны при:
— снижении
давления и расхода нагреваемого продукта;
— внезапном
прекращении подачи топлива;
— прогаре (или
перегреве) труб змеевика;
— при
обнаружении значительного разрушения футеровки;
— возникновении
пожара внутри печи из-за разрушения змеевика.
6.5.2. При
возникновении аварийной ситуации прекращается подача топлива и воздуха. При
необходимости применяются противопожарные мероприятия в соответствии с
эксплуатационной документацией на печь.
Приложение A.1
ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
ПРИМЕНИТЕЛЬНО К НАСТОЯЩЕМУ ДОКУМЕНТУ
1. Владелец
трубчатой печи — организация, индивидуальный предприниматель, в собственности
которого находится трубчатая печь, и которые несут юридическую,
административную и уголовную ответственность за ее безопасную эксплуатацию.
2. Давление
внутреннее (наружное) — давление, действующее на внутреннюю (наружную)
поверхность стенки трубы змеевика.
3. Давление
пробное — давление, при котором производится испытание змеевика.
4. Давление
рабочее — максимальное внутреннее избыточное или наружное давление, возникающее
при нормальном протекании процесса.
5. Давление
расчетное — давление, на которое производится расчет на прочность.
6. Допустимая
температура стенки максимальная (минимальная) — максимальная (минимальная)
температура стенки трубы змеевика, при которой допускается его эксплуатация.
7.
Запально-защитное устройство (ЗЗУ) — устройство, состоящие из дежурной горелки
с контролем пламени и электророзжигом (со вторичными приборами), и
предназначенное для розжига горелочных устройств в печах и установках
нефтеперерабатывающей отрасли, работающих на газообразном и жидком видах
топлива.
8. Горелка
дежурная — горелка предназначенная для розжига горелочных устройств в печах и
установках нефтеперерабатывающей отрасли и работающая постоянно.
9. Горелка
основная — горелочное устройство специальной конструкции, работающее на
газообразном и жидком топливе. Совокупность основных горелок обеспечивает
тепловую мощность печи.
10. Гляделка —
устройство, позволяющее осуществлять визуальный контроль определенной части
внутреннего пространства трубчатой печи.
11. Люк-лаз или
дверь — устройство, обеспечивающее доступ во внутреннее пространство трубчатой
печи.
12. Элемент печи
— сборочная единица печи, предназначенная для выполнения одной из основных ее
функций (продуктовый змеевик, воздухоподогреватель, пароперегреватель,
футеровка, кожух, металлоконструкции и др.).
13.
«Ретурбендная» камера — часть каркаса печи, футерованная изнутри,
предотвращающая потери тепла от крутоизогнутых отводов или ретурбендов,
расположенных снаружи торцевых решёток.
14.
Нормативно-техническая документация (НТД) — правила, отраслевые и
государственные стандарты, технические условия, руководящие материалы на
проектирование, изготовление, ремонт, реконструкцию, монтаж, наладку,
техническое диагностирование (освидетельствование), эксплуатацию.
ПЕРЕЧЕНЬ НТД, НА КОТОРУЮ ИМЕЮТСЯ ССЫЛКИ В НАСТОЯЩЕМ
ДОКУМЕНТЕ
1. Федеральный
закон Российской Федерации «О промышленной безопасности опасных
производственных объектов» № 116-ФЗ
от 21.07.97 г.
2. Правила
устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ
03-576-03), утвержденные Госгортехнадзором России 11.06.03 г., № 91.
3. Общие правила
взрывобезопасности для взрывопожароопасных химических и нефтеперерабатывающих
производств. ПБ
09-540-03. Утверждены постановлением Госгортехнадзора России от 25.07.03 №
105.
4. Правила
промышленной безопасности для нефтеперерабатывающих производств. ПБ
09-563-03. Утверждены постановлением Госгортехнадзора России № 105 от
25.07.03.
5. Инструкция по
проектированию паровой защиты технологических печей на предприятиях
нефтеперерабатывающей и нефтехимической промышленности. М., 1976 г.
6. Правила
безопасности в газовом хозяйстве. ПБ 12-245-98. Утверждены
Постановлением Госгортехнадзора России от 30.11.98 № 71.
7. Правила
технической эксплуатации и требования безопасности труда в газовом хозяйстве.
М., ПИО ОБТ, 1999 г.
8. Правила
безопасной эксплуатации и охраны труда для нефтеперерабатывающих производств. ПБЭ
НП-2001.
9. Правила
устройства электроустановок (ПУЭ). Москва, 2003 г.
10. Методические
указание по расчету валовых выбросов вредных веществ в атмосферу для
предприятий нефтепереработки и нефтехимии. (РД-17-89)
М., 1990 г.
11. Правила
технической эксплуатации трубчатых печей нефтеперерабатывающих и
нефтехимических предприятий. Теплотехническая часть. ТП.01.88. М. 1988 г.
12. Правила
пожарной безопасности при эксплуатации нефтеперерабатывающих предприятий.
ППБ-79. М., 1979 г.
13. Инструкция
по проектированию паровой защиты технологических печей на предприятиях
нефтеперерабатывающей и нефтехимической промышленности. М., 1976 г.
14. ГОСТ
Р 15.201. Система разработки и постановки продукции на производство.
Продукция производственно-технологического назначения.
15. ГОСТ
2.601-95. Система разработки и постановки продукции на производство.
Эксплуатационные документы.
16. ГОСТ
15150-69. Машины, приборы и другие технические изделия. Исполнения для
различных климатических районов. Категории, условия эксплуатации, хранения и
транспортирования в части воздействия климатических факторов внешней среды.
17. ГОСТ
17375-2001. Детали трубопроводов стальные бесшовные приварные на Ру < 10
МПа [< 100 кгс/см2]. Отводы крутоизогнутые. Конструкция и
размеры.
18. ГОСТ
17376-2001 Тройники. Конструкция.
19. ГОСТ
17378-2001 Переходы. Конструкция.
20. ГОСТ
17379-2001 Заглушки эллиптические. Конструкция.
21. ГОСТ
30753-2001 Отводы крутоизогнутые типа 2D.
22. ГОСТ
21204-83. Горелки газовые промышленные. Общие технические требования.
23. ГОСТ
27330-87. Воздухонагреватели, Типы и параметры.
24. ГОСТ
27824-88. Горелки промышленные на жидком топливе. Общие технические
требования.
25. ГОСТ
Р50591-93. Агрегаты тепловые газопотребляющие. Горелки газовые
промышленные. Предельные нормы концентраций NOX в продуктах сгорания.
26. ГОСТ
9544. Арматура трубопроводная запорная. Нормы герметичности затворов.
27. ГОСТ 24297. Входной
контроль продукции. Основные положения.
28. ГОСТ
12.1.003-83. Шум. Общие требования безопасности.
29. СНиП II-23-81*
«Стальные конструкции».
30. СНиП 2.01.07-85*
«Нагрузки и воздействия».
31. СНиП 23-01-99
«Строительная климатология».
32. СНиП
II-7-81* «Строительство в сейсмических районах».
33. СНиП 2.04.14-88
«Тепловая изоляция оборудования и трубопроводов».
34. ОСТ
26.260.758-2001. Конструкции металлические. Общие технические условия.
35. СТП 442-2000
«Трубы оребрённые. Правила изготовления и приёмки» ООО «Фирма Эскорт».
36. ТУ
3689-001-33776721-97 «Отводы печные крутоизогнутые штампосварные».
37. ТУ
1468-001-17192736-01 «Отводы крутоизогнутые бесшовные из легированной и высоколегированной
стали».
38. ТУ
26-02-836-79 «Отводы крутоизогнутые протяжные печные».
39. РД
26-02-80-2004. Змеевики сварные для трубчатых печей. Требования к
проектированию, изготовлению и поставке.
СОДЕРЖАНИЕ
Эксплуатация трубчатых
печей включает
четыре элемента: пуск; наладка и
поддержание нормального режима работы;
остановка печей, проведение ремонтных
работ.
Пуск печи
осуществляют после тщательной проверки
готовности к эксплуатации. Печь считается
готовой, если:
-
полностью
завершены монтажные (ремонтные) работы; -
проведены
гидравлические испытания технологических
трубопроводов и змеевика на прочность
и герметичность; -
просушена
футеровка печи и все элементы печи
находятся в исправном состоянии; -
проверена
исправность системы автоматизации и
блокировок печи.
Операцию пуска печи проводят в такой
последовательности:
-
проверяют исправность и готовность
всего оборудования и контрольно-измерительных
приборов (КИП), обслуживающих печь, а
также наличие соответствующих регламенту
топлива, пара, воздуха; -
проверяют положение шибера (должен
быть открыт) и измеряют разрежение
(тягу) в топке; -
закрывают все люки-лазы и топку тщательно
продувают водяным паром (15-20 мин) до
появления пара из дымовой трубы или
инертным газом, после чего отбирается
проба воздуха из топки печи и делается
анализ на отсутствие углеводородов; -
готовят топливную систему печи к работе
(в случае необходимости из системы
отводят конденсат); -
включают насосы для равномерной отладки
расхода потоков выше минимальных
значений, при этом холодное сырье
циркулирует через печь в аппараты
(колонны) и из них снова в печь; -
зажигают пламя форсунок, осуществляя
подачу топлива и одновременно без
промедления поднося запальник или
горящий факел (толстая проволока с
паклей, смоченной жидким топливом)
через люк горелки к устью форсунки.
Горелки зажигают в последовательности,
обеспечивающей равномерность обогрева
змеевика по длине труб; -
следят за устойчивостью горения
включенных горелок и при их затухании
операции включения повторяют.
Число одновременно горящих горелок
зависит от требуемой скорости повышения
температуры сырья.
Наладка и поддержание
нормального режима
эксплуатации печи достигается путём
постепенного повышения температуры
нагреваемого сырья со скоростью не
более 30-50°С/час. Одновременно следят за
равномерностью распределения потоков,
циркулирующих через печь, производительностью
по сырью, давлением на входе и температурой
на выходе из печи.
В процессе наладки постепенно увеличивают
число работающих горелок при необходимости
увеличения тепловой нагрузки.
Особо следят в этот период за работой
горелок, с тем, чтобы обеспечить одинаковую
интенсивность пламени и равномерный
обогрев змеевика.
После установления
регламентных параметров работы печи
(производительности, давления на входе
в каждый из потоков змеевика, температуры
на выходе из каждого потока змеевика,
температуры и расхода топлива, температуры
дымовых газов и тяги в топке) начинается
нормальный
эксплуатационный период работы печи.
В этот период с помощью систем контроля
и регулирования поддерживают стабильными
параметры работы печи и ведут
систематическое визуальное наблюдение
за ее работой. В частности, через гляделки
технологический персонал следит за
формой и равномерностью распределения
факелов по длине топки, за провисанием
или деформацией труб змеевика, за
образованием пятен перегрева отдельных
участков труб, обрывом или деформацией
подвесок или футеровки и др.
Остановка печи
может быть аварийной (в случае прогара
труб, прекращения подачи сырья и др.),
когда отрабатывает система блокировок
и работа печи переходит в аварийный
режим, и нормальной. При нормальной
остановке последовательность операций
обычно следующая:
-
понижают постепенно температуру сырья
на выходе из печи уменьшением подачи
топлива и отключением отдельных горелок
до тех пор, пока температура нагретого
сырья снизится на 60-100°С, продолжая
прокачивать сырье через змеевик (по
линии циркуляции через аппараты,
связанные с печью); -
по достижении необходимой температуры
сырья на выходе из печи останавливают
сырьевой насос, закрывают задвижки на
входе сырья в печь и открывают задвижку
на линии вывода сырья из змеевика в
дренажную ёмкость; -
когда давление в змеевике печи снизится
ниже давления водяного пара, последний
подают в змеевик и продувают его в
течение нескольких часов до тех пор,
пока в нём не установится нужная
концентрация углеводородной смеси,
при которой можно вести газоопасные
работы, предварительно установив
заглушки на подводящих и отводящих
трубопроводах.
Ремонт трубчатых печей
призван обеспечивать
нормальную их эксплуатацию в течение
длительного времени.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
МИНИСТЕРСТВО ТОПЛИВА И ЭНЕРГЕТИКИ
РОССИЙСКОЙ ФЕДЕРАЦИИ
Всероссийский
научно-исследовательский и конструкторско-технологический институт
оборудования нефтеперерабатывающей и нефтехимической промышленности
(ВНИКТИнефтехимоборудование)
|
СОГЛАСОВАНО Первый Госгортехнадзора Е. (письмо № |
УТВЕРЖДАЮ Заместитель руководителя Департамента нефтепереработки В. П. Белов 16декабря1993г. |
|
ИНСТРУКЦИЯ ИТН-93 |
Волгоград 1995
Содержание
ВВЕДЕНИЕ
1.ТРУБЧАТЫЕ ПЕЧИ
1.1. ОБЩИЕ
УКАЗАНИЯ
1.2.
НАДЗОР ВО ВРЕМЯ ЭКСПЛУАТАЦИИ
1.3.
СОДЕРЖАНИЕ И МЕТОДЫ РЕВИЗИИ
1.4. НОРМЫ
ОТБРАКОВКИ
1.5.
ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
ПРИЛОЖЕНИЕ
1.1
Отбраковочные размеры печных труб
и калачей (отводов)
ПРИЛОЖЕНИЕ
1.2.
Таблица размеров отверстий под
развальцовку в корпусах двойников, мм
ПРИЛОЖЕНИЕ
1.3.
Таблица отбраковочных размеров
двойников
ПРИЛОЖЕНИЕ
1.4
ПАСПОРТ-ЖУРНАЛ ПЕЧИ
ПРИЛОЖЕНИЕ
1.5
АКТ ревизии и отбраковки
трубчатой печи
ПРИЛОЖЕНИЕ
1.6
ЖУРНАЛ ревизии змеевиков
ПРИЛОЖЕНИЕ
1.7
ЖУРНАЛ ревизии и ремонта
гарнитуры, металлоконструкций и строительной части печи
ПРИЛОЖЕНИЕ
1.8
АКТ испытания змеевиков печи на
плотность и прочность
2. СТАЛЬНЫЕ ВЕРТИКАЛЬНЫЕ
РЕЗЕРВУАРЫ
2.1. ОБЩИЕ
УКАЗАНИЯ
2.2.
НАДЗОР В ПЕРИОД ЭКСПЛУАТАЦИИ
2.3. ВИДЫ,
ОБЪЕМ РЕМОНТОВ, РЕВИЗИЙ И ИХ ПЕРИОДИЧНОСТЬ
2.4.
МЕТОДЫ И СОДЕРЖАНИЕ РЕВИЗИЙ
2.5.
ДОПУСКАЕМЫЕ ОТКЛОНЕНИЯ И НОРМЫ ОТБРАКОВКИ , ЭЛЕМЕНТОВ РЕЗЕРВУАРОВ
2.6.
ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ И ТЕХНИЧЕСКОГО НАДЗОРА ЗА РЕЗЕРВУАРАМИ С ПЛАВАЮЩЕЙ
КРЫШЕЙ ИЛИ ПОНТОНОМ
ПРИЛОЖЕНИЕ
2.1
Журнал осмотров резервуаров
ПРИЛОЖЕНИЕ
2.2
АКТ ревизии и отбраковки
элементов резервуара
ПРИЛОЖЕНИЕ
2.3
Рекомендации по выбору
коэффициента прочности сварных швов
ПРИЛОЖЕНИЕ
2.4
ПАСПОРТ цилиндрического
вертикального резервуара
ПРИЛОЖЕНИЕ
2.5
ПРИЛОЖЕНИЕ
2.6
ПРИЛОЖЕНИЕ
2.7
Периодичность осмотров
оборудовании стальных вертикальных резервуаров
ПРИЛОЖЕНИЕ
2.8
ТРЕБОВАНИЯ к швам сварных
соединений по результатам контроля неразрушающими методами (в соответствии со
СНиП 3.03.01-87):
3. СОСУДЫ И АППАРАТЫ
3.1.
ОБЛАСТЬ ПРИМЕНЕНИЯ
3.2. ОБЩИЕ
УКАЗАНИЯ
3.3.
НАДЗОР ВО ВРЕМЯ ЭКСПЛУАТАЦИИ
3.4.
ПЕРИОДИЧНОСТЬ ТЕХНИЧЕСКОГО ОСВИДЕТЕЛЬСТВОВАНИЯ
3.5. ВИДЫ
РАБОТ, ВЫПОЛНЯЕМЫХ ПРИ ТЕХНИЧЕСКОМ ОСВИДЕТЕЛЬСТВОВАНИИ
3.6. НОРМЫ
ОТБРАКОВКИ
3.7.
ОЦЕНКА РЕСУРСА ОСТАТОЧНОЙ РАБОТОСПОСОБНОСТИ
3.8. ОБЩИЕ
УКАЗАНИЯ ПО РЕМОНТУ СОСУДОВ (АППАРАТОВ)
3.9.
ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
ПРИЛОЖЕНИЕ
3.1
Книга учета и освидетельствования
сосудов, работающих под давлением свыше 0,07 МПа (0,7 кгс/см2)
ПРИЛОЖЕНИЕ
3.2
ПРИЛОЖЕНИЕ
3.3
ПОСТАНОВЛЕНИЕ
ПРИЛОЖЕНИЕ
3.4
ВЫПИСКА ИЗ ПРОТОКОЛА заседания
Комитета от 19.03.81 г. за № 7
ПРИЛОЖЕНИЕ
3.5
ПЕРЕЧЕНЬ СОСУДОВ (АППАРАТОВ), на
которые распространяется постановление Госгортехнадзора СССР
ПРИЛОЖЕНИЕ
3.6
КОРРОЗИОННАЯ КАРТА
ПРИЛОЖЕНИЕ
3.7
АКТ отбраковки элементов сосуда
(ев)
ПРИЛОЖЕНИЕ
3.8.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО ГИДРАВЛИЧЕСКОМУ
ИСПЫТАНИЮ СОСУДОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ
ПРИЛОЖЕНИЕ 3.9
ДОПУСТИМЫЕ КЛАССЫ ДЕФЕКТНОСТИ
СВАРНЫХ СОЕДИНЕНИЙ ПРИ РАДИОГРАФИЧЕСКОМ КОНТРОЛЕ
ПРИЛОЖЕНИЕ
3.10
ОЦЕНКА КАЧЕСТВА СВАРНЫХ
СОЕДИНЕНИЙ ПО ТВЕРДОСТИ
Перечень основных
нормативно-технических документов по проектированию, изготовлению, монтажу,
эксплуатации, техническому надзору и ремонту оборудования
нефтеперерабатывающих и нефтехимических предприятий
В настоящей инструкции
содержатся основные положения по надзору за техническим состоянием указанного
оборудования.
Даны периодичность и объем ревизий рассматриваемого оборудования в
зависимости от условий эксплуатации, приведены основные критерии и нормы
отбраковки, допускаемые отклонения основных несущих элементов, рекомендованы
формы ведения технический документации.
ВВЕДЕНИЕ
Настоящая «Инструкция по техническому надзору, методам ревизии и
отбраковке трубчатых печей, резервуаров, сосудов и аппаратов
нефтеперерабатывающих и нефтехимических производств»* распространяется на
следующие виды оборудования:
— технологические трубчатые печи;
— резервуары стальные вертикальные наземные;
— сосуды и аппараты.
*В
дальнейшем именуется «Инструкцией».
Указанное оборудование относится к основному, определяющему надежность
работы технологических установок, поэтому с целью обеспечения постоянного
контроля за ним в отрасли создана система технического надзора в процессе
эксплуатации.
Для более полного внедрения системы технического надзора за
оборудованием необходима нормативно-техническая база. С этой целью
осуществляется пересмотр отдельных документов, в том числе «Инструкции по техническому
надзору, методам ревизии и отбраковке оборудования нефтеперерабатывающих и
нефтехимических производств (ИТН-77)». Необходимость пересмотра этого документа
связана с тем, что со времени издания его появились новые виды оборудования,
новые данные по материалам и их свойствам, новые нормативно-технические
документы, возникло некоторое несоответствие отдельных положений с практикой
эксплуатации.
Настоящая «Инструкция» устанавливает технические требования к трубчатым
печам, стальным вертикальным резервуарам, сосудам и аппаратам в части
технического надзора, ревизии, отбраковки и периодичности ремонтов, а также
ведения технической документации.
В документе приводятся периодичность и объем ревизий и ремонтов в
зависимости от условий эксплуатации разных видов оборудования, основные
критерии и нормы отбраковки несущих элементов, допускаемые отклонения,
рекомендованы формы ведения технической документации.
При разработке нового нормативно-технического документа (НТД) учтены
научно-технические разработки НИИ и проектных организаций, требования
нормативных документов, стандартов и другой технической литератур» по вопросам
эксплуатации, технического надзора, оценки технического состояния, прочности,
надежности различных видов оборудования, а также обоснованные замечания и
предложения специалистов предприятий нефтепереработки и нефтехимии.
«Инструкция» разработана авторским коллективом в составе: А. Е.
Фолиянц, Н. В. Мартынов, В. И. Козинцев, В. И, Стегачев, С. И. Коробова (раздел
3), С. В. Сиротинин (раздел 3).
В написании раздела 2 «Стальные вертикальные резервуары» принимала
участие Т. А. Сурина, а в подборе и систематизации материалов по разделу 1
«Трубчатые печи» — В. Ф.Решетов, Н. А. Кулева, А. И. Тютин (проведение
расчетов).
Активное участие в обсуждении отдельных положений «Инструкции» приняли
ведущие специалисты предприятий отрасли и других организаций. С благодарностью
приняты и учтены ценные замечания и предложения следующих специалистов:
В. В. Захарова, С. В. Бородая (Волгоградская инспекция по надзору в химической
промышленности);
А.Ф. Шутина (ПО «Нафта», г. Новополоцк);
А.Н. Лебедева (АО «Киришинефтеоргсинтез»);
Л.П. Парфененкова (Волжское объединение «Оргсинтез», г. Волжский);
Н.Н. Парамонова, И. И. Селиверстова (АО АНХК, г. Ангарск);
О.С. Львова (АО «ЛУКойл-Волгограднефтепереработка»);
A.Г. Пахомова (АООТ «Волжский каучук», г. Волжский);
B.Н. Серова (ПО «Салаватнефтеоргсинтез»);
C.М. Лаврова, А.К. Ерофеева, М.Г. Хазиева (АО «Нижнекамск-нефтехим»);
В.Н. Мухина, Л.Е. Ватника, Б.П. Пилина, Н.В. Кириличева, А.М. Чаева,
Н.Н. Толкачева (ВНИКТИнефтехимоборудование).
1.ТРУБЧАТЫЕ ПЕЧИ
1.1. ОБЩИЕ УКАЗАНИЯ
1.1.1. Настоящий раздел «Инструкции» распространяется на трубчатые печи
технологических установок (цехов) нефтеперерабатывающих и нефтехимических
заводов, работающие с давлением в змеевике до 10 МПа (100 кгс/см2).
1.1.2. Технический надзор, ревизия, отбраковка и ремонт змеевиков и
других частей печей пиролиза установок производства этилена осуществляется в
соответствии с настоящей «Инструкцией» с учетом следующих, специально
разработанных для них нормативных документов:
для печей установок типа ЭП-60, ЭП-75 и им подобных
— «Инструкции по техническому надзору, методам ревизии, отбраковке и ремонту
печей установок пиролиза производства этилена»;
для печей пиролиза бензина и этана установок ЭП-300 (Лисичанского НПЗ,
ПО «Горькнефтеоргсинтез», ПО «Ангарскнефтеоргсинтез», ПО
«Салаватнефтеоргсинтез») — «Временной инструкции по техническому надзору,
методам ревизии, отбраковке и ремонту печей пиролиза установок ЭП-300»;
для печей пиролиза бензина и этана установки ЭП-450 (ПО
«Нижнекамскнефтехим») — «Временной инструкции по техническому надзору, методам
ревизии, отбраковке и ремонту печей пиролиза установки ЭП-450 ПО
«Нижнекамскнефтехим».
1.1.3. На печи установок каталитического риформинга, змеевики которых
не отработали расчетный срок службы, распространяется действие настоящей
«Инструкции»; змеевики печей этих установок, проработавшие установленный
проектом расчетный срок службы, кроме того, подлежат специальному обследованию с
целью определения возможности их дальнейшей эксплуатации.
Методика, объем и периодичность обследования змеевиков этих печей,
исследований физико-механических свойств металла их элементов, методы расчета
на прочность, а также порядок оформления решения о возможности и сроках
дальнейшей эксплуатации определяются в соответствии с действующими РД РТМ
38.14.006-86 «Методика определения сроков эксплуатации змеевиков печей
установок каталитического риформинга, отработавших проектный ресурс» и РТМ
26-02-67-84 «Методика расчета на прочность элементов печей, работающих под
давлением».
Решение о возможности и сроках дальнейшей эксплуатации этих змеевиков
принимается специализированными организациями (ВНИКТИнефтехимоборудование,
ВНИИнефтемаш, НПО «Леннефтехим» и другими, имеющими лицензию на выполнение
таких работ) совместно с техническим руководством предприятия.
Примечание . До
выдачи заключения допускается временная эксплуатация змеевиков печи на период
исследования металла на срок не более 12 тыс. часов по решению организации,
выполняющей исследования.
1.1.4. «Инструкция» определяет порядок технического надзора за
эксплуатацией, методы, периодичность, содержание и объем ревизий, критерии и
нормы отбраковки основных элементов печей, а также рекомендует формы ведения технической
документации.
1.1.5. «Инструкция» охватывает следующие элементы технологических
трубчатых печей:
а) трубчатый змеевик (печные трубы, двойники (ретурбенды), калачи,
отводы);
б) каркас и гарнитуру (несущие металлоконструкции, трубные решетки,
трубные и кирпичные подвески, кронштейны для кирпичей, шиберы и т. д.);
в) футеровку;
г) газоходы;
д) дымовые трубы;
е) воздухоподогреватели (рекуператоры);
ж) форсунки (горелки);
з) приборы контроля управления и противоаварийной защиты (в т. ч.
системы сигнализации и блокировок).
Примечание .
Границами трубчатых змеевиков следует считать участки соединительных труб на
входе и выходе продукта из печи до первого ответного фланца, если фланец
находится от печи на расстоянии не более 1 метра для шатровых печей и не более
2 метров — для остальных типов печей. При отсутствии фланцев на соединительных
трубопроводах или при нахождении их от печи на расстоянии более величин,
указанных выше, границами трубчатого змеевика считать входные и выходные трубы
змеевика, находящиеся в печи, а для печей с двойниками — входные и выходные
двойники.
1.1.6. При приемке новой печи в эксплуатацию, при ремонте и приемке
отдельных узлов и деталей лечи после капитального ремонта (реконструкции)
необходимо руководствоваться соответствующими разделами:
а) проекта;
б) СНиП
2.03.01-84 «Бетонные и железобетонные конструкции»;
в) СНиП II-23-81 «Стальные
конструкции. Нормы проектирования»;
г) СНиП III-24-75 «Промышленные
печи и кирпичные трубы»;
д) СНиП
3.03.01-87 «Несущие и ограждающие конструкции»;
е) СНиП
3.01.04-87 «Приемка в эксплуатацию законченных строительством объектов.
Основные положения»;
ж) СНиП
2.09.03-85 «Сооружение промышленных предприятий»;
з) ТУ 26-02-33-82 «Двойники печные литые. Печи трубчатые. Детали»;
и) «Общих правил взрывобезопасности для взрыво- и пожароопасных
химических, нефтехимических и нефтеперерабатывающих производств» (М., 1988);
к) других действующих нормативных документов, указаний вышестоящих
инспектирующих организаций.
1.1.7. Изменения конструкции печи или ее элементов, замена материалов,
а также изменения состава сырья, производительности, технологических параметров
в сторону увеличения должны подтверждаться расчетами (обоснованиям»)
организации — автора проекта или организации, имеющей разрешение
Госгортехнадзора России.
1.1.8. На основании настоящей «Инструкции» на каждом заводе должны быть
составлены заводские инструкций с учетом конкретных условий и особенностей
эксплуатации своих печей.
1.2. НАДЗОР ВО ВРЕМЯ ЭКСПЛУАТАЦИИ
1.2.1. Трубчатые печи технологических установок (цехов) должны
эксплуатироваться в соответствии с технологическим регламентом, технологической
инструкцией по эксплуатации установки (объекта) и другими
нормативно-техническими документами, отражающими правила безопасного ведения
работ по эксплуатации печей [ 53,
55,
56,
57,
61
и др.].
1.2.2. Надзор за эксплуатацией трубчатых печей ведется:
ежесменно — обслуживающим персоналом;
ежедневно — инженерно-техническими работниками установки (цеха) с
отражением результатов в сменном (вахтовом) или другом журнале в случае
выявления нарушений;
периодически — комиссией в составе представителей технического надзора
и администрации цеха в сроки, устанавливаемые руководством предприятия в
зависимости от конкретных условий работы установки, но не реже 1 раза в 6
месяцев, по графикам, утвержденным техническим руководством предприятия.
1.2.3. Надзор в период эксплуатации
(ежесменный и ежедневный) включает:
а) контроль за правильностью соблюдения рабочих параметров, т. е.
проверку соответствия их карте технологического режима;
б) контроль за правильностью ведения режима горения.
Примечания : 1. Не допускается касания пламени факелов форсунок
поверхности труб змеевиков.
2. Не допускается эксплуатация змеевиков камер
конвекции в условиях точки росы;
в) наблюдение через гляделки или смотровые окна за состоянием
трубчатого змеевика, трубных решеток, подвесок и кронштейнов; при этом обращать
особое внимание на появление прогиба труб, обрыв трубных подвесок, наличие
прогаров, возникновение отдулин и темных пятен на поверхности труб змеевика; не
допускается эксплуатация печи при обнаружении:
— прогара труб змеевика;
— значительных отдулин на трубах;
— неисправных двойников, имеющих пропуск продукта;
г) наблюдение за состоянием огнеупорной футеровки, изоляции и кровли
печи; обращать особое внимание на состояние кладки форсуночных амбразур, на
наличие трещин, выпучиваний, наклонов и других признаков ослабления и
разрушения футеровки, а также на состояние температурных швов;
д) наблюдение за наличием и исправностью измерительных и регулирующих
приборов, систем сигнализации и блокировок, ври этом особое внимание обращать
на работу приборов и систем, обеспечивающих безопасную эксплуатацию печи;
е) наблюдение за состоянием обшивки каркаса, опорных стоек, несущих
балок, швеллеров над форсунками и ферм обслуживающих лестниц и площадок;
ж) наблюдение за состоянием дымовых труб и их вертикальностью; обращать
особое внимание на состояние фундамента, крепление дымовых труб к фундаменту,
на состояние поясов (обечаек) и сварных швов металлических дымовых труб,
доступных для осмотра, на состояние железобетонных и кирпичных труб, их стяжек и
колец;
з) наблюдение за исправностью осветительных приборов и средств
пожаротушения.
1.2.4. При периодическом надзоре (комиссией), наряду с операциями
контроля и наблюдения, указанными в п. 1.2.3,
рекомендуется дополнительно:
а) проверять по картограммам приборов основные технологические
параметры работы печи как на момент проверки, так и за предыдущее время
(выборочно); особое внимание обращать на повышение температуры газов на
перевалах, нагрев продуктов на выходе из печи, которые не должны превышать
установленных по проекту или технологическому регламенту;
б) проводить, при необходимости, приборный контроль за теплонапряженным
состоянием основных элементов печи (тепловизионный, пирометрический);
в) осуществлять контроль за исправностью автоматических регуляторов
давления топлива, поступающего в печь на сгорание, за функционированием
световой и звуковой сигнализации (там, где это предусмотрено проектом),
извещающей персонал об изменении установленного режима давления;
г) проводить проверку тяги на соответствие ее проектным данным
(разрежение в топке должно соответствовать величине, указанной в режимной карте
и определенной по результатам теплотехнических испытаний печи).
1.2.5. По результатам периодического надзора оформляется акт; один
экземпляр акта, утвержденного главным механиком предприятия, вручается
начальнику цеха.
1.2.6. Эксплуатация печей, выработавших установленный ресурс (или более
20 лет), допускается при получении технического заключения о возможности их
дальнейшей работы. Заключение выдается организацией, имеющей разрешение
Госгортехнадзора России, после комплексного обследования печей по специальной
методике.
1.3. СОДЕРЖАНИЕ И МЕТОДЫ РЕВИЗИИ
1.3.1. Ревизия элементов и узлов трубчатых печей производится во время
проведения плановых ремонтов, периодичность которых устанавливается «Положением
о планово-предупредительном ремонте технологического оборудования предприятий
нефтеперерабатывающей и нефтехимической промышленности» [ 33]
с учетом изменений к нему, и при аварийных остановках печей.
1.3.2. Для проведения ревизии печь должна быть подготовлена в
соответствии с действующими правилами безопасности при эксплуатации
нефтеперерабатывающих, .нефтехимических и химических производств.
1.3.3. Ревизия трубчатых печей производится работниками отдела
технического надзора совместно с механиком и начальником установки.
1.3.4. Перед установкой в печь новых труби других элементов змеевика
необходимо:
а) иметь данные о химическом составе их металла (выписки из
сертификатов завода-изготовителя или результаты проведенного химического
анализа); независимо от наличия сертификата, для легированных труб и других
элементов змеевика провести их стилоскопирование;
б) провести их внешний осмотр и проверку на допускаемые отклонения в
соответствии с действующими ГОСТами, нормалями или техническими условиями;
в) проверить твердость устанавливаемых элементов.
При установке труб, сваренных из нескольких частей, и сварных калачей
(отводов) или труб, сваренных с калачами, необходим контроль просвечиванием 100%
сварных швов.
1.3.5. Ревизия змеевика печи включает следующие операции и проводится в
указанные ниже сроки:
а) наружный осмотр всех труб и калачей (отводов) в радиантной части
печи и в конвекционной части в доступных местах проводится каждый ремонт с целью
выявления коррозии поверхностей, прогаров, отдулин, трещин, свищей, прогибов и
состояния сварных швов; внешним осмотром сварных швов выявляются трещины,
коррозия и другие дефекты; при возникновении сомнений в качестве сварных
соединений проводится контроль неразрушающими методами;
б) проверка наружного диаметра всех труб в радиантной части и в
доступных местах в конвекционной части змеевика проводится в каждый ремонт;
контроль производится предельными калибрами (скобами) или другими
инструментами, обеспечивающими точность измерения ±0,5 мм, с целью выявления
недопустимого изменения наружного диаметра;
в) измерение внутреннего диаметра труб в двойниках и измерение толщин
стенок труб и калачей (отводов) проводится для радиантной части различных
змеевиков печей в зависимости от их скорости коррозии:
до 0,1 мм/год — выборочно из различных температурных зон в каждый
ремонт, полностью в капитальный ремонт;
от 0,1 до 0,3 мм/год — выборочно из различных температурных зон в
каждый ремонт, полностью через ремонт;
свыше 0,3 мм/год — каждый ремонт полностью;
для конвекционной части змеевика печи — каждый ремонт в доступных
местах.
При выборочном контроле объем и места замеров внутренних диаметров труб
в двойниках и толщин стенок труб, калачей (отводов) устанавливаются службой
технического надзора, исходя из опыта эксплуатации печей на данном предприятии.
Для печей, по которым не накоплен опыт эксплуатации, указанные операции
необходимо проводить в каждый ремонт установки на каждом элементе змеевика
(трубах, двойниках, калачах, отводах);
г) измерения труб а двойниках выполняются специальными нутромерами; за
двойниками — на глубину 0,5 м с помощью нутромеров или косвенным методом путем
измерения наружного диаметра и толщины стенки ультразвуковыми толщиномерами с
точностью не менее ±0,1 мм после тщательной зачистки труб;
д) измерение толщин стенок труб и калачей (отводов)
выполняется переносными ультразвуковыми толщиномерами с точностью измерения
±0,1 мм в местах наиболее вероятного износа; для калачей (отводов), если они сварные,
— вблизи продольного шва и на каждой
половине; для цельных — на наибольшем и наименьшем радиусе закругления.
Примечания : 1. Если замеры стенок элементов змеевика печи
показали, что их толщины находятся в пределах, близких к отбраковочным
величинам, то в дальнейшем контроль этих элементов проводится в каждый ремонт.
2.
Если наблюдается увеличенная скорость износа элементов змеевика печи (труб,
двойников, калачей), то предприятию рекомендуется устанавливать укороченный
межремонтный пробег, исходя из опыта эксплуатации;
е) определение твердости металла печных труб и калачей (отводов) из
закаливающихся сталей (15Х5М, 12Х8ВФ, 15Х5ВФ, Х9М, 15Х5М-У, 1Х2М1, 15ХМ и др.)
во время капитальных ремонтов (выборочно), аварийных остановок, при нарушении
процесса паровоздушного выжига кокса, а также при установке в печь новых труб и
калачей (отводов). Места проверок и их объем для уже эксплуатируемых змеевиков
устанавливаются службой технического надзора предприятия, а для вновь
устанавливаемых элементов змеевика из закаливающихся сталей необходима проверка
твердости металла каждого элемента;
ж) проведение, в необходимых случаях по указанию службы технического
надзора, проверки химического состава сталей труб (калачей), металлографических
исследований и механических испытаний образцов, вырезанных из труб и сварных
стыков.
1.3.6. Змеевики трубчатых печей, выполненные из сталей типа 18-10
(08Х18Н10Т, 12Х18Н10Т и т. п.) и работающие в средах, вызывающих
межкристаллитную коррозию, в необходимых случаях (коррозионное разрушение,
замена труб и отводов и т. п.) должны быть проверены на наличие ее путем
выборочной вырезки образцов из труб, калачей, сварных стыков и их
металлографического исследования.
1.3.7. Ревизия конвекционной части змеевика печи сопровождается
проведением испытания его на прочность.
При этом давление и время выдержки при пробном
давлении должны соответствовать требованиям проекта или указанным в паспорте
завода-изготовителя змеевика.
Примечания . 1. Необходимо учитывать, что при гидроиспытании
напряжения в стенках змеевика не должны превышать 90% предела текучести
материала труб при температуре 20°С.
2. В
сомнительных случаях по указанию службы технического надзора может
производиться выборочный демонтаж труб и калачей камер конвекции с их
последующей ревизией.
1.3.8. После любого вскрытия змеевика, замены
или подвальцовки печных труб, замены двойников, применения сварки для ремонта,
а также при износе элементов трубчатого змеевика до величин, приближающихся к
отбраковочным размерам, он должен быть подвергнут гидравлическому испытанию
пробным давлением, предусмотренным в проекте.
Гидравлическому испытанию змеевик печи подвергается и в том случае,
когда невозможно применить полностью перечисленные выше методы ревизии
элементов змеевика в недоступных местах и есть основание предполагать наличие
дефектов.
1.3.9. При отсутствии в проекте или паспорте печи указаний о величине
пробного давления рекомендуется устанавливать величину этого давления не выше
значения, определенного по формуле:
![]()
где Рги — величина пробного давления при
гидравлическом испытании, кгс/см2;
Рраб . —
рабочее давление, кгс/см2;
[σ]20 — допускаемое напряжение для металла
змеевика при расчете на действие внутреннего давления при температуре 20°С,
кгс/см2;
[σ] t –
допускаемое напряжение для металла змеевика при расчете на действие внутреннего
давления при рабочей температуре, кгс/см2.
Для гидравлического испытания используют воду при
температуре от +5 до +40°С или другие некоррозионные, неядовитые,
невзрывоопасные жидкости, например, керосин, дизельное топливо, легкие масляные
фракции.
Время выдержки змеевика под пробным давлением не более 10 минут. После
снижения давления до рабочего провести полный осмотр змеевика.
1.3.10. Для отдельных печей, в которых затруднено проведение гидроиспытания
змеевиков (например, в печах с неотключаемыми коллекторами, футерованными
торкрет-бетоном, или в печах, змеевики которых практически трудно полностью
освободить от воды, а вода не допускается по технологии), разрешается
проведение пневматического испытания змеевиков по специально разработанной
инструкции, предусматривающей необходимые меры безопасности и утверждаемой
главным инженером предприятия.
Величина испытательного давления при пневмоиспытаний змеевиков
принимается равной величине подобного давления при гидроиспытании.
1.3.11. Результаты опрессовки (гидроиспытаний или пневмоиспытаний)
змеевика печи необходимо оформить актом проверки на плотность и прочность (см.
приложение 1.8.).
1.3.12. Ревизия двойников проводится выборочно в каждый ремонт и
полностью в капитальный ремонт н включает следующие виды контроля:
а) внешний осмотр, производимый в каждый ремонт, с целью выявления
трещин, раковин, следов остаточной деформации ушек;
б) осмотр с целью выявления забоин на уплотняющей поверхности под
пробки, коррозионно-эрозионного износа внутренней поверхности, производимый при
вскрытии пробок;
в) замер толщин стенок двойников и толщин мостов между отверстиями под
пробки в местах видимого износа, осуществляемый ультразвуковыми толщиномерами
или другим мерительным инструментом с точностью измерения не менее ± 0,2 мм,
при замене труб или при вскрытии пробок для замера внутреннего диаметра труб;
г) замеры диаметра гнезда под трубы и глубины уплотнительных канавок
под развальцовку, производимые в случае демонтажа труб и при установке нового
двойника; номинальные размеры гнезд под развальцовку в корпусах двойников в
зависимости от толщины стенок труб приведены в приложении 1.2.;
д) определение твердости металла двойников из закаливающихся сталей,
производимое выборочно при капитальных ремонтах, аварийных остановках (на
двойниках, подвергшихся воздействию высоких температур), а также при установке
в печь новых двойников — не менее чем в 3 точках на каждом. Как правило,
твердость проверяется на ушках двойников и на перемычках между отверстиями под
пробки и трубы.
Примечание .
В отдельных случаях, при условии удовлетворительного состояния двойников,
разрешается в капитальный ремонт проводить их ревизию выборочно, чередуя каждый
ремонт.
1.3.13. Ревизия деталей двойников заключается во внешнем осмотре
пробок, траверс и нажимных болтов после их очистки и промывки. При осмотре
пробок определяют наличие забоин на уплотнительных поверхностях и устанавливают
степень износа пробок. Пробки с карманами для термопар тщательно осматривают с
помощью лупы в местах сварки кармана с пробкой для выявления трещин и износа
сварного шва. В капитальные ремонты обязательной является опрессовка карманов
на стенде с выдачей акта на опрессовку, выборочно проверяется твердость
нажимных болтов и траверс.
Траверсы и нажимные болты проверяются на наличие трещин, вмятин,
изгибов и износа резьбы. Состояние резьбы траверсы и болта проверяется
вворачиванием болта в траверсу, болт должен свободно, но без качания,
вворачиваться.
1.3.14. Перед установкой новых двойников необходимо:
а) проверить твердость устанавливаемых двойников и труб (твердость
двойника должна быть выше твердости труб), а также твердость элементов двойника
(нажимного болта, траверсы, пробки), при этом твердость болта должна быть выше
твердости траверсы и пробки (см. табл. 1.1.);
б) измерить расстояние между осями трубных отверстий; допуски на
отклонения в зависимости от диаметра труб приведены в приложении 1.3.;
в) проверить правильность установки конической пробки с использованием
мела проворачиванием ее в гнезде; при необходимости привалочные поверхности
притирают наждачной пастой;
г) осмотреть канавки и пояски в корпусе двойника с целью, выявления
забоин, рисок и других дефектов, которые могут привести к нарушению
герметичности.
1.3.15. Ревизия металлоконструкций и гарнитуры печи производится в
каждый ремонт и сводится к их внешнему осмотру с целью выявления остаточных
деформаций, осмотру сварных швов и болтовых соединений, замеру в необходимых
случаях остаточных толщин их элементов.
1.3.16. Ревизия кладки и футеровки трубчатых печей производится в
каждый ремонт и включает:
а) наружный осмотр, в результате которого выявляется состояние
кирпичной кладки и жаростойкого бетона торцевых и боковых стен, пода,
горизонтального и наклонною сводов, перевальных стен, состояние футеровки
форсуночных окон, наружного изоляционного покрытия, панельных горелок;
б) проверку кладки и футеровки на вертикальность;
в) проверку футеровки свода и пода на горизонтальность (во время
капитального ремонта);
г) проверку состояния температурных швов и заполнения их асбестовым
шнуром.
1.3.17. Ревизия дымоходов (боровов), газовоздушных коробов и шиберов
производится при каждой остановке печи на ремонт и включает:
а) визуальный осмотр сводов, стен, пода дымоходов, наружной поверхности
и состояния футеровки газовоздушных коробов, состояния и крепления шиберов и их
деталей;
б) определение дефектов и отклонений в огнеупорной футеровке или
кирпичной кладке дымоходов.
Примечание .
На многопоточных установках, в случае остановки печи на ремонт отдельными
камерами, ревизия дымоходов (боровов) производится в капитальный ремонт
установки.
1.3.18. Ревизия металлических дымовых труб включает:
а) предварительный внешний осмотр состояния дымовой трубы и ее
элементов с использованием бинокля с целью выявления сквозного коррозионного
износа листов обечаек конической и цилиндрической части;
б) визуальный осмотр крепления опорных плит и анкерных болтов с целью
выявления износа, деформаций и трещин и состояния фундамента трубы
(неравномерная осадка, наличие выкрашивания и сквозных трещин).
Примечание .
Вышеуказанные осмотры проводятся в каждый ремонт печи;
в) измерение толщин стенок обечаек трубы с помощью
ультразвуковых толщиномеров. Периодичность и объем замеров устанавливаются
отделом технического надзора, но не реже одного раза в 5 лет.
При контроле толщин стенки трубы обращать особое внимание на места наиболее
вероятного коррозионного износа (нижние пояса и цилиндрическая часть вершины
дымовой трубы, особенно в местах вблизи сварных швов);
г) визуальную проверку при капитальных ремонтах печей состояния сварных
швов обечаек труб;
д) проверку в период плановых и аварийных ремонтов состояния футеровки
дымовой трубы; предварительно перед капитальным ремонтом при работающей печи
рекомендуется использовать метод тепловизионного контроля за состоянием дымовой
трубы;
е) проверку вертикальности дымовых с труб с помощью теодолита не реже
одного раза в год в первые пять лёт эксплуатации, в дальнейшем — по мере
необходимости, но не реже одного раза в 5 лет.
1.3.19. Ревизия кирпичных и железобетонных дымовых труб включает
следующее:
а) общий осмотр трубы, осуществляемый с земли с помощью бинокля.
При неудовлетворительном состояний кладки кирпичную трубу осматривают
более детально, используя при этом ходовые скобы, автоподъемники монтажные
люльки, крепящиеся к оголовку трубы (после проверки на исправность), или
переставные леса, обращая внимание на состояние кладки, наличие выветриваний,
на дефекты и плотность прилегания стяжных колец.
При осмотре железобетонных труб обращается внимание на состояние
закладных элементов, состояние прутков гарнитуры бетона, прочность соединения
ствола трубы с фундаментом, состояние бетона между царгами;
б)проверку дымовых труб на вертикальность с помощью теодолита проводят
не реже одного раза в год в первые пять лет эксплуатации, в дальнейшем — по
мере необходимости, но не реже одного раза в 5 лет.
1.3.20. Ревизия трубчатых воздухонагревателей (рекуператоров)
производится в капитальные ремонты печей и сводится к осмотру их элементов в
доступных местах, определению степени износа трубок, определению неплотностей
перетоков в трубах воздуховодов и дымоводов.
1.3.21. Ревизия форсунок в горелок производится в плановые ремонты и
сводится к следующему:
а) внешнему осмотру корпуса форсунки, завихрителя, паромазутной
головки, газового коллектора, сопла, запорной арматуры;
б) внешнему осмотру беспламенной горелки (состояние корпуса горелки,
трубок, керамических призм и их прилегания к корпусу).
1.3.22. Ревизия дымососов и воздуходувок производится в плановые
ремонты этих видов оборудования.
1.3.23. Ревизия и отбраковка трубопроводов обвязки трубчатых печей
производятся в соответствий с РД
38.13.004-86 «Эксплуатация и ремонт технологических трубопроводов под
давлением до 10,0 МПа (100 кгс/кв.см2)» [ 147].
1.4. НОРМЫ ОТБРАКОВКИ
1.4.1. Элементы змеевика (трубы и отводы), установленные в печи,
подлежат отбраковке в следующих случаях:
а) при наличии на них разрывов, трещин, свищей, прогаров, видимых
отдулин;
б) когда на наружной поверхности после снятия окалины обнаружены
видимые трещины;
в) когда твердость труб и отводов
— из закаливающихся сталей (15Х5М, 12Х8ВФ, 15Х5ВФ, Х9М, 15Х5М-У, 12Х2М1
(1Х2М1) превышает 270 ед. НВ и когда она менее:
140 ед. НВ — для сталей 15Х5М, 12Х8ВФ, 15Х5ВФ, Х9М;
170 ед. НВ — для стали 15Х5М-У;
120 ед. НВ — для стали 12Х2М1 (1Х2М1);
— из углеродистых сталей превышает 170 ед. НВ и когда она менее 120 ед.
НВ;
г) когда толщины стенок вследствие коррозии, эрозии или обгорания
достигли отбраковочных величия, приведенных в приложении 1.1.; в
отдельных случаях, при необходимости уточнения отбраковочных величин,
необходимые расчеты выполняются в соответствии с РТМ 26-02-84 «Методика расчета
на прочность элементов печей, работающих под давлением» [ 41]
с привлечением специализированной организации;
д) когда трубы в результате неравномерного нагрева получили деформацию:
для горизонтальных змеевиков с двойниками — в виде прогибов более 2
диаметров труб на всю длину;
для горизонтальных и вертикальных змеевиков с отводами — в виде
прогибов более 3 диаметров труб на всю их длину;
для любых змеевиков — в виде прогибов, приводящих к соприкосновению
труб между собой или со стенками камер и другими элементами печи;
е) при наличии трещин, отколов на отбортовке;
ж) при увеличении внутреннего диаметра трубы в двойнике и за двойником
до значений, приведенных в приложении 1.1.;
з) когда наружный диаметр труб увеличился до величин, приведенных в
приложении 1.1.
1.4.2. Двойники подлежат замене в следующих случаях:
а) при достижении размеров элементов корпуса отбраковочных величин,
приведенных в приложении 1.3.;
б) при поломке ушек, наличии трещин на ушках и корпусе, угрожающих
безопасной эксплуатации двойника;
в) при износе (повреждениях) уплотнительных поверхностей под пробки;
г) при твердости металла двойника из закаливающихся сталей (20Х5МЛ,
20Х5ТЛ, 20Х8ВЛ и т. д.) менее 160 ед. НВ и более 280 ед. НВ; при твердости
отливок из углеродистых сталей марок 20Л, 25Л ниже 160 ед. НВ и более 220 ед.
НВ;
1.4.3. Твердость деталей вновь устанавливаемых двойников должна быть в
соответствии с табл. 1.1.
Таблица 1.1
Твердость деталей двойников после
термообработки (по ТУ 26-02-33-82)
|
Наименование |
Марка |
Твердость |
Термообработка |
|
Болт |
Сталь |
235-302 |
В |
|
Траверса |
Сталь |
187-229 |
В |
|
Пробка |
Сталь Ст. |
Не Не |
В |
1.4.4. Диаметры гнезда под
развальцовку в двойниках не должны превышать номинальный наружный диаметр трубы
более чем на 2 мм; бортики канавок под развальцовку не должны иметь поперечных
рисок и забоин.
1.4.5. Пробки двойников отбраковываются в следующих случаях:
а) при уменьшении расстояния между хвостовиком пробки и корпусом
двойника до 5 мм;
б) при износе ее толщины на 50% и более;
в) при износе уплотнительной поверхности пробки, не подлежащей
восстановлению;
г) при наличии на уплотнительной (конической) поверхности пробки
выбоин, рисок и других дефектов, приводящих к нарушению герметичности двойника.
1.4.6. Траверсы двойника отбраковываются при смятии (износе) плечиков
свыше 5 мм, при наличии трещин, изгибов, при износе резьбы.
1.4.7. Болты, получившие значительные прогибы или имеющие износ резьбы,
подлежат отбраковке.
1.4.8. Сварные швы в элементах змеевиков печи по результатам внешнего
осмотра бракуются, если будут выявлены следующие дефекты:
а) трещины всех видов и направлений;
б) коррозия сварных соединений до остаточной толщины, равной или ниже
отбраковочной.
1.4.9. Сварные швы по результатам металлографических исследований,
рентгено-гамма-просвечивания или ультразвуковой дефектоскопии бракуются, если
будут выявлены следующие дефекты:
а) трещины всех видов и направлений, расположенные в металле шва, по
линии сплавления и в околошовной зоне основного металла, в том числе и
микротрещины, выявляемые при микроисследовании;
б) межкристаллитная коррозия, коррозионное растрескивание; в этом
случае сварные швы подлежат полному удалению;
в) непровары, неметаллические включения, поры и др. дефекты, которые по
своим размерам превышают допустимые величины, установленные действующими
нормативными документами на сварные швы трубопроводов I категории ( РД
38.13.004-86 «Эксплуатация и ремонт технологических трубопроводов под
давлением до 10,0 МПа», ГОСТ
23055-78 «Классификация сварных соединений по результатам радиографического
контроля»).
1.4.10. Твердость сварных соединений из сталей 15Х5М, 12Х8ВФ, Х9М,
15Х5М-У, 1Х2М1, 15ХМ не должна превышать 270 ед. НВ (при сварке одноименными
электродами типа ЦЛ-17 и др.).
1.4.11. Элементы гарнитуры и металлоконструкции отбраковываются в
следующих случаях:
а) при обрывах трубных подвесок (в том числе у проушин для соединения с
серьгами), при наличии трещин и деформаций (изломов) нижних волок подвесок, при
разрушении решеток конвекционной части змеевика;
б) при обгорании (расплавлении) кирпичных кронштейнов и подвесок;
в) при обгорании или коррозионном износе металлоконструкций (лестницы,
площадки, элементы ферм, стяжки, стальной кожух печи, кровля).
Вопрос о замене того или, иного элемента металлоконструкций или
гарнитуры решается отделом технического надзора совместно с ИТР установки с
учетом обеспечения безопасной эксплуатации печи.
1.4.12. Футеровка из прямого огнеупорного или обычного строительного
красного кирпича в цокольной части перевальных стен, боковых стен ниже
форсунок, кладки форсуночных амбразур и футеровка металлической дымовой трубы,
выполненные на растворе, подлежат отбраковке (ремонту):
а) если имеются выгоревшие места ни глубину 1/2 кирпича в 2 и более
смежных рядах кладки по ширине 3/4 кирпича;
б) если плоскость стены не вертикальна, имеет выпучины, впадины и
отклонения от вертикали более чем на 1/2 кирпича;
в) если наблюдается расслоение и выкрашивание огнеупорного кирпича в
кладке на 1/2 кирпича.
1.4.13. Футеровка из фасонного огнеупорного кирпича торцевых и боковых
стен выше форсунок, горизонтального или наклонного сводов подлежит отбраковке
(ремонту):
а) если имеет место выпадение огнеупорного кирпича из кладки;
б) в случае обгорания или обрыва специальной кирпичной подвески;
в) если наблюдаются расслоение и выкрашивание огнеупорного кирпича в
кладке на 1/2 его толщины.
1.4.14. футеровка перевальных стен подлежит ремонту, если:
а) плоскость стены не вертикальна, имеет выпучины более 1/2 кирпича по
всей длине или отдельно в каждом пролете;
б) обгорело или ослабло крепление подвесного и выступов замкового
кирпича;
в) имеется лопнувший кирпич в 2 смежных рядах кладки или наблюдается
расслоение или выкрашивание кирпича на 1/4 его толщины.
1.4.15. Пробивка температурных швов асбестовым шнуром производится:
а) если имеет место выгорание или выпадение асбестового шнура из
кладки;
б) при замене дефектных участков кирпичной кладки, в которой имеются
температурные швы.
1.4.16. Кирпичная кладка борова подлежит ремонту:
а) если пол дымохода имеет выпучины или провалы на поверхности, равные
высоте 1 кирпича и более;
б) если имеют место расслоения или выкрашивания кирпича на своде и
стенках на 1/2 кирпича и более;
в) если наблюдается провисание кирпичной кладки в сводовой части
дымохода с выпадением замкового кирпича;
г) при наличии пустот под полом или оседании борова.
1.4.17. Металлические дымовые трубы подлежат ремонту:
а) при наличии дефектов в сварных швах (трещины, коррозионный износ);
б) при отклонении оси дымовой трубы от вертикали на величину более
0,004Н (Н — высота трубы в рассматриваемой точке);
в) при достижении толщины стенок обечаек отбраковочных размеров.
Отбраковку металлических дымовых труб по толщинам — стенок обечаек
производить путем проверки их на прочность с учетом ветровых и сейсмических
нагрузок по методикам действующих нормативных документов, но при этом
отбраковочные толщины стенок труб S должны быть не ниже указанных в табл. 1.2.
Таблица 1.2
Отбраковочные толщины стенок дымовых труб
|
Участки |
Отбраковочные |
|
|
1. |
Верхняя |
S = 0,5 Snp |
|
2. |
Средняя треть высоты трубы |
S = 0,65 Snp |
|
3. |
Нижняя |
S = 0,75 Snp |
Примечание . Snp —
проектная толщина стенки обечаек трубы.
1.4.1.8. Ремонт кладки кирпичной дымовой трубы производится в случае:
а) появления вертикальных или наклонных трещин в верхней части дымовой
трубы или в ее средней части с раскрытием до 30 мм;
б) нарушения вертикальности ствола трубы (при отклонении оси трубы от
вертикали на величину более 0,002 высоты трубы или более 150 мм);
в) если имеют место разрушения и выкрашивания кирпичной кладки у
основания дымовой трубы на 1/2 кирпича и более.
1.4.19. Ремонт железобетонных дымовых труб производится в случае:
а) появления трещин с раскрытием более 20 мм с нарушением прочности
армирующих элементов;
б) появления сколов, расслоений по телу дымовой трубы в результате
воздействия дымовых газов и атмосферных условий.
1.4.20. Все дымовые трубы (металлические, кирпичные, железобетонные)
подлежат ремонту при нарушении целостности и исправности стяжных колец, ходовых
скоб, стремянок с ограждениями, площадок для обслуживания, устройств
молниезащиты, сигнальных осветительных устройств.
1.4.21. Теплоизоляция печи подлежит замене:
а) когда под влиянием температуры и коррозионных сред изоляционный слой
теряет свои качества;
б) при отсутствии засыпки между кожухом и футеровкой (засыпка
уплотнилась или просыпалась).
При наличии трещин в теплоизоляционном покрытии последнее необходимо
ремонтировать.
1.5. ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
1.5.1. Формы документов являются рекомендуемыми. При ведении
предприятием документации по своим формам обязательным является содержание в
них данных, указанных в прилагаемых формах.
1.5.2. До ввода печи в эксплуатацию после
строительства, капитального ремонта или реконструкции должна быть подготовлена
(составлена и утверждена) эксплуатационная техническая документация
(технологическая инструкция, режимные карты, результаты теплотехнических
испытаний и наладки режима печи, инструкции по эксплуатации горелочных
устройств) в соответствии с [ 53].
1.5.3. На каждую печь, кроме указанной в п. 1.5.2.,
составляется и ведется в цехе (на установке) следующая техническая
документация:
1. При сдаче печи в эксплуатацию после монтажа — исполнительная
техническая документация, составляемая в процессе сооружения, испытаний, в
соответствии с требованиями действующих документов.
2. Паспорт (журнал) печи с приложениями технической документации на ее
основные части и трубные элементы (схем расположения дымовых труб, печных труб
и других элементов змеевика, гарнитуры и металлоконструкций и т. д.).
Паспорт должен содержать сведения, отражающие:
— теплотехнические характеристики печи;
— технические характеристики змеевика печи и других частей печи;
— техническое состояние основных частей печи и элементов трубчатого
змеевика (записи о проведенных осмотрах, освидетельствованиях, ремонтах
(заменах), испытаниях и их результатах);
рекомендуемая форма паспорта печи приведена в приложении 1.4.
3. Акт ревизии и отбраковки трубчатой печи, являющийся основным
документом, отражающим текущее техническое состояние после проведения ревизии;
он составляется не менее чем в 2 экземплярах, один из которых хранится в отделе
технического надзора (ОТН), а другой — в цехе (на установке); форма акта
приведена в приложении 1.5.
Примечание . Все
результаты проведенных ревизий могут быть отражены в специальных журналах (см.
приложения 1.6.,
1.7.).
Отдельные журналы могут не заводиться, если по существующей практике эти
сведения (результаты ревизии) отражаются в паспорте на печь.
4. Акт испытания змеевиков печи на прочность и
плотность, представляемый после проведения ремонтных работ и в других случаях,
указанных в п. 1.3.8.
(форма акта приведена в приложении 1.8.).
5. Документация, представляемая при сдаче-приемке печи из ремонта и
подтверждающая качество проведенных ремонтных работ (сертификаты на материалы,
журналы сварочных работ, заключения о просвечивании сварных стыков, акты на
испытания и протоколы по контролю УЗД отдельных элементов, дефектная ведомость
и др.) в соответствии с действующим «Положением о планово-предупредительном
ремонте технологического оборудования: предприятий нефтеперерабатывающей и
нефтехимической промышленности» и другими нормативно-техническими документами.
ПРИЛОЖЕНИЕ 1.1
Отбраковочные размеры печных труб и
калачей (отводов)
|
№ |
Наименование |
Наименование |
Рабочие |
Материал |
Размер ( D н xδ ), мм |
Отбраковочные |
Материал |
Размер |
Отбраковочная |
|||||
|
установок |
печей |
tmax |
Pmax входа, кгс/см2 |
Увеличение |
Увеличение внутреннего диаметра в двойнике |
Увеличение |
Толщина |
|||||||
|
1 |
Установки |
П-1; П-2 |
Все |
420 |
29 |
15Х5М |
152×8 |
145 |
146 |
157 |
3,5 |
15Х5М |
4,0 |
|
|
Сталь |
152×8 |
145 |
146 |
157 |
3,5 |
Сталь |
4,0 |
|||||||
|
15Х5М |
127×8 |
120 |
121 |
132 |
3,5 |
15Х5М |
4,0 |
|||||||
|
Сталь |
127×8 |
120 |
121 |
132 |
3,5 |
Сталь |
4,0 |
|||||||
|
15Х5М |
102×6 |
96 |
97 |
106 |
3,0 |
15Х5М |
4,0 |
|||||||
|
Сталь |
102х6 |
96 |
97 |
106 |
3,0 |
Сталь |
4,0 |
|||||||
|
15Х5М |
89×6 |
83 |
84 |
92 |
3,0 |
15Х5М |
4,0 |
|||||||
|
Сталь |
89×6 |
83 |
84 |
92 |
3,0 |
Сталь |
4,0 |
|||||||
|
2 |
АВТ-1, |
П-2 |
Конвекция |
420 |
13 |
15Х5М |
219×10 |
— |
— |
224 |
4,0 |
15Х5М |
219×11 |
5,0 |
|
П-3 |
Конвекция |
370 |
16 |
15Х5М |
127×8 |
120 |
121 |
132 |
3,5 |
15Х5М |
— |
— |
||
|
3 |
АВТ-3 |
П-3 |
Радиация |
380 |
20 |
15Х5М |
219×10 |
— |
— |
224 |
4,0 |
15Х5М |
219×10 |
4,5 |
|
15Х5М |
273×10 |
— |
— |
279 |
4,0 |
15Х5М |
273×10 |
5,0 |
||||||
|
4 |
АВТ-4, |
П-1 |
Конвекция |
365 |
20 |
15Х5М |
l 27 x 10 |
120 |
121 |
132 |
4,0 |
— |
— |
— |
|
П-2 |
Конвекция |
330 |
16 |
15Х5М |
102×10 |
96 |
97 |
106 |
3,0 |
— |
— |
— |
||
|
5 |
Висбрекинг |
П-1 |
Конвекция |
475 |
25 |
15Х5М |
127×10 |
119 |
121 |
132 |
4,0 |
— |
— |
— |
|
П-2 |
Конвекция |
350 |
25 |
15Х5М |
102×10 |
95 |
97 |
106 |
3,5 |
— |
— |
— |
||
|
6 |
ЭЛОУ-АВТ-6 |
П-1/1,2, |
Радиация |
380 |
26 |
12Сг |
152×8 |
— |
— |
157 |
3,5 |
12Сг |
152×12 |
4,5 |
|
Конвекция |
360 |
26 |
12Сг |
152×8 |
— |
— |
157 |
3,5 |
12Сг |
152×12 |
4,0 |
|||
|
Пароперегреватель |
400 |
11 |
12Сг |
152×8 |
— |
— |
157 |
3,5 |
12Сг |
152×12 |
4,0 |
|||
|
П-2 |
Радиация |
230 |
26 |
12Сг |
219×8 |
— |
— |
224 |
5,0 |
12Сг |
219×14 |
6,0 |
||
|
Конвекция |
210 |
26 |
12Сг |
152×8 |
— |
— |
157 |
3,5 |
12Сг |
152×12 |
4,0 |
|||
|
П-3 |
Радиация |
410 |
14 |
12Сг |
219 x 8 |
— |
— |
224 |
5,0 |
12 Cr Mo 20,5 |
219х14 |
6,0 |
||
|
Конвекция |
390 |
14 |
12Сг |
152×8 |
— |
— |
157 |
3,5 |
12Сг |
152×12 |
4,0 |
|||
|
Пароперегреватель |
420 |
14 |
12Сг |
152×8 |
— |
— |
157 |
3,5 |
12Сг |
152×12 |
4,0 |
|||
|
7 |
ЭЛОУ-АВТ-7 |
П-1/1 |
Все |
410 |
19,0 |
15Х5М |
152,4×8 |
— |
— |
157 |
3,5 |
15Х5М |
152,4×9 |
4,0 |
|
П-1/2 |
430 |
18,6 |
15Х5М |
152,4×8 |
— |
— |
157 |
3,5 |
15Х5М |
152,4×9 |
4,0 |
|||
|
П-1/3 |
410 |
18,6 |
15Х5М |
152,4×8 |
— |
— |
157 |
3,5 |
15Х5М |
152,4×9 |
4,0 |
|||
|
П-2 |
Конвекция |
250 |
23 |
15Х5М |
152,4×8 |
— |
— |
157 |
3,5 |
15Х5М |
152,4×12 |
4,0 |
||
|
Радиация |
250 |
23 |
15Х5М |
219,1×8 |
— |
— |
224 |
3,5 |
15Х5М |
219×14 |
4,0 |
|||
|
П-3 |
Конвекция |
— |
14 |
15Х5М |
152×8 |
— |
— |
157 |
3,5 |
15Х5М |
152×12 |
4,0 |
||
|
Радиация |
440 |
— |
15Х5М |
152×8 |
— |
— |
157 |
3,5 |
15Х5М |
152×10 |
4,0 |
|||
|
8 |
Вторичная |
П-1 |
Все |
360 |
20 |
15Х5М |
152×8 |
145 |
146 |
157 |
3,5 |
Сталь |
4,0 |
|
|
П-2 |
Сталь |
152×8 |
145 |
146 |
157 |
3,5 |
15Х5М |
4,0 |
||||||
|
15Х5М |
127×8 |
120 |
121 |
132 |
3,5 |
Сталь |
4,0 |
|||||||
|
Сталь |
127×8 |
120 |
121 |
132 |
3,5 |
15Х5М |
4,0 |
|||||||
|
15Х5М |
102×8 |
95 |
97 |
106 |
3,0 |
Сталь |
4,0 |
|||||||
|
Сталь |
102×8 |
95 |
97 |
106 |
3,0 |
15Х5М |
4,0 |
|||||||
|
9 |
Вторичная |
П-201 |
Радиация |
220 |
5,2 |
15Х5М |
219×10 |
— |
— |
224 |
4,0 |
15Х5М |
219×11 |
4,0 |
|
Конвекция |
91 |
9,7 |
15Х5М |
152×8 |
— |
157 |
3,5 |
15Х5М |
152×10 |
3,5 |
||||
|
П-301 |
Радиация |
220 |
4 |
Сталь |
219×8 |
— |
— |
224 |
4Д |
Сталь |
219×11 |
4,0 |
||
|
Конвекция |
177 |
8 |
10Г2 |
219×8 |
— |
— |
224 |
4$ |
10Г2 |
219×11 |
4,0 |
|||
|
П-302 |
Радиация |
200 |
7,5 |
15Х5М |
152×8 |
— |
— |
157 |
3,5 |
15Х5М |
152×10 |
3,5 |
||
|
Конвекция |
200 |
7,5 |
15Х5М |
152×8 |
— |
— |
157 |
3,5 |
15Х5М |
152×10 |
3,5 |
|||
|
10 |
Вакуумная |
П-1 |
Под |
420 |
— |
Сталь |
152×8 |
144 |
146 |
157 |
4,0 |
Сталь |
4,0 |
|
|
Конвекция |
— |
2 |
Сталь |
102×8 |
96 |
97 |
106 |
3,0 |
Сталь |
4,0 |
||||
|
Сталь |
127×8 |
120 |
121 |
132 |
3,5 |
Сталь |
4,0 |
|||||||
|
11 |
Стабилизация |
П-1 |
Под |
240 |
24 |
15Х5М |
102×10 |
94 |
96 |
106 |
4,0 |
15Х5М |
4,0 |
|
|
12 |
Термокрекинг |
ПТС |
Конвекция |
До |
До |
15Х5М |
127×10 |
117 |
119 |
132 |
5,0 |
15Х5М |
6,5 |
|
|
Под |
До |
До |
15Х5М |
127×10 |
116 |
118 |
132 |
5,5 |
15Х5М |
7,0 |
||||
|
Потолок |
До |
До |
15Х5М |
127×10 |
115 |
117 |
132 |
6,0 |
15Х5М |
7,0 |
||||
|
ПЛС |
Под |
До |
До |
15Х5М |
102×10 |
89 |
92 |
106 |
6,5 |
15Х5М |
7,5 |
|||
|
Конвекция |
До |
До |
15Х5М |
102×10 |
91 |
94 |
106 |
5,5 |
15Х5М |
5,5 |
||||
|
13 |
Термокрекинг |
ПТС |
Конвекция |
440 |
45 |
15Х5М |
127×10 |
117 |
119 |
152 |
5,0 |
15Х5М |
6,5 |
|
|
(П-1) |
Радиантные |
505 |
— |
12Х18Н10Т |
127×10 |
— |
— |
132 |
5Д |
12Х18Н10Т |
7,0 |
|||
|
ПЛС |
Конвекция |
400 |
12 |
15Х5М |
127×10 |
119 |
121 |
132 |
4,0 |
15Х5М |
5,0 |
|||
|
(П-2) |
Радиантная |
575 |
До |
12Х18Н10Т |
102×10 |
— |
— |
106 |
5,5 |
12Х18Н10Т |
7,0 |
|||
|
14 |
ТК-2 |
П-1 |
Радиация, |
510 |
56 |
12Х18Н10Т |
133х10 |
— |
— |
138 |
5,0 |
12Х18Н10Т |
5,5 |
|
|
Радиация, |
510 |
56 |
12Х18Ж0Т |
114×6 |
— |
— |
119 |
4,5 |
12Х18Ш0Т |
114×12 |
5,5 |
|||
|
Конвекция |
510 |
56 |
20Х23Н18 |
114×6 |
— |
— |
119 |
4,5 |
20Х23Н18 |
114×12 |
6,0 |
|||
|
15 |
Комбинированный |
ПЛК |
Конвекционная |
445 |
55 |
15Х5М |
114×10 |
104 |
107 |
119 |
5,0 |
15Х5М |
6,0 |
|
|
Боковые |
470 |
45 |
15Х5М |
102х10 |
91 |
94 |
106 |
5,5 |
15Х5М |
6,0 |
||||
|
ПГК |
Конвекционная |
450 |
50 |
15Х5М |
114×10 |
104 |
107 |
119 |
5,0 |
15Х5М |
6,0 |
|||
|
Боковые |
545 |
40 |
15Х5М |
102×10 |
89 |
92 |
106 |
6,5 |
15Х5М |
8,0 |
||||
|
ППГ-1 |
Конвекционная |
180 |
18 |
15 X 5 M |
114×10 |
107 |
108 |
119 |
3,5 |
15Х5М |
4,0 |
|||
|
Боковые |
220 |
10 |
15Х5М |
127 x 10 |
120 |
121 |
132 |
3,5 |
15 X 5 M |
4,0 |
||||
|
Потолочный |
320 |
2 |
15Х5М |
140×8 |
133 |
135 |
144 |
3,5 |
15Х5М |
4,0 |
||||
|
ППГ-2 |
Конвекционная |
180 |
18 |
15Х5М |
102×10 |
96 |
97 |
106 |
3,0 |
15Х5М |
4,0 |
|||
|
Боковые |
220 |
10 |
15Х5М |
102×10 |
96 |
97 |
106 |
3,0 |
15Х5М |
4,0 |
||||
|
Потолочный |
350 |
2 |
15Х5М |
102×10 |
96 |
97 |
106 |
3,0 |
15 X 5 M |
4,0 |
||||
|
Бойлерная |
Радиантный |
380 |
18 |
15 X 5 M |
102×10 |
96 |
97 |
106 |
3,0 |
15Х5М |
4,0 |
|||
|
16 |
Комбинированный |
П-1 |
Конвекционная |
470 |
55 |
15Х5М |
127×10 |
117 |
119 |
132 |
5,0 |
15Х5М |
6,0 |
|
|
Подовый |
490 |
45 |
15Х5М |
127×10 |
115 |
118 |
132 |
6,0 |
15Х5М |
7,0 |
||||
|
Потолочный |
540 |
38 |
15Х5М |
127×10 |
114 |
117 |
132 |
6,5 |
15Х5М |
8,0 |
||||
|
П-1а |
Конвекционная |
250 |
15 |
15Х5М |
127×10 |
120 |
121 |
132 |
3,5 |
15Х5М |
4,0 |
|||
|
Подовый |
350 |
10 |
15Х5М |
127×10 |
120 |
121 |
132 |
3,5 |
15Х5М |
4,0 |
||||
|
П-2 |
Конвекционная |
470 |
65 |
15Х5М |
102×10 |
92 |
95 |
106 |
5,0 |
15Х5М |
6,0 |
|||
|
Подовый |
500 |
53 |
15Х5М |
102×10 |
90 |
93 |
106 |
6,0 |
15Х5М |
7,0 |
||||
|
Потолочный |
540 |
41 |
15Х5М |
102×10 |
89 |
92 |
l 06 |
6,5 |
15Х5М |
7,5 |
||||
|
17 |
Каталитический |
Конвекция |
— |
30 |
15Х5М |
89×6 |
83 |
85 |
92 |
3,0 |
15Х5М |
4,0 |
||
|
Под |
490 |
— |
15Х5М |
102×8 |
94 |
96 |
106 |
4,0 |
15Х5М |
4,5 |
||||
|
Потолок |
490 |
— |
15Х5М |
127×8 |
119 |
121 |
132 |
4,0 |
15Х5М |
6,0 |
||||
|
18 |
Каталитический |
T -20 |
Конвекционная |
400 |
12 |
15Х5М |
152×8 |
144 |
146 |
157 |
4,0 |
15Х5М |
4,0 |
|
|
19 |
Каталитический риформинг Блок |
П-1 |
Под |
550 |
— |
15Х5М |
152×10 |
138 |
140 |
157 |
7,0 |
15Х5М |
8,5 |
|
|
Конвекция |
— |
30 |
15Х5М |
152×10 |
140 |
142 |
157 |
6,0 |
15Х5М |
8,5 |
||||
|
Поток |
550 |
30 |
15Х5М |
89×8 |
79 |
82 |
92 |
5,0 |
15Х5М |
6,0 |
||||
|
550 |
30 |
15Х5М |
102×10 |
89 |
93 |
106 |
6,5 |
15Х5М |
7,0 |
|||||
|
П-2 |
Конвекция |
— |
30 |
15Х5М |
152×10 |
138 |
140 |
157 |
7,0 |
15Х5М |
8,5 |
|||
|
Радиация |
550 |
30 |
15Х5М |
127×10 |
116 |
119 |
132 |
5,5 |
15Х5М |
7,0 |
||||
|
20 |
Каталитический |
I , II , III ступень |
525 |
50 |
15Х5М-У |
219×17 |
— |
— |
224 |
12,0 |
15Х5М-У |
219×21 |
17,0 |
|
|
Конвекция |
450 |
50 |
15Х5М-У |
219×10 |
— |
— |
224 |
5,0 |
15Х5М-У |
219×12 |
8,0 |
|||
|
21 |
Каталитический |
Поток |
525 |
29 |
15Х5М-У |
219×11 |
— |
— |
224 |
7,0 |
15Х5М-У |
219×13 |
10,0 |
|
|
22 |
Каталитический |
П-1 |
Конвекция, |
365 |
50 |
15Х5М-У |
219×9 |
— |
— |
224 |
6,0 |
15Х5М-У |
219×11 |
7,0 |
|
Камера |
525 |
50 |
15Х5М-У |
219×17 |
— |
— |
224 |
12,0 |
15Х5М-У |
219×19 |
16,0 |
|||
|
П-2-3 |
Конвекция |
173 |
20 |
Сталь |
108×6 |
— |
— |
113 |
3,5 |
Сталь |
108×8 |
4,0 |
||
|
23 |
Каталитический риформинг ЛГ-35-8/300Б |
П-1 |
Радиация |
420 |
— |
Х9М1 |
159×9 |
— |
— |
164 |
6,0 |
Х9М1 |
159×12,5 |
9,0 |
|
Конвекция |
— |
50 |
Х9М1 |
159×9 |
— |
— |
164 |
6,0 |
Х9М1 |
159×12,5 |
9,0 |
|||
|
П-2 |
Конвекция |
430 |
30 |
X 9 M 1 |
108×5 * |
— |
— |
113 |
3,5 |
Х9М1 |
108х5(гн) |
3,5 |
||
|
1 |
530 |
30 |
1Х2М1 |
76×7 |
— |
— |
79 |
4,5 |
1Х2М1 |
76х7(гн) |
5,0 |
|||
|
II ст радиации |
530 |
30 |
1Х2М1 |
108×10 |
— |
— |
113 |
6,0 |
1Х2М1 |
108х10(гн) |
6,5 |
|||
|
III ст. радиации |
530 |
30 |
1Х2М1 |
108×8 |
— |
— |
113 |
6,0 |
1Х2М1 |
108х8(гн) |
6,5 |
|||
|
П-3 |
Радиация |
400 |
9 |
12МХ |
89×4 * |
— |
— |
92 |
3,0 |
12МХ |
89х4(гн) |
3,0 |
||
|
24 |
Л-35-8/300Б |
П-1 |
Конвекция |
420 |
50 |
12Х8ВФ |
159х9 |
— |
— |
164 |
6,0 |
12Х8ВФ |
159×12 |
9,0 |
|
П-2 |
Конвекция |
530 |
30 |
15Х5М-У |
108×5 * |
— |
— |
113 |
3,5 |
15Х5М-У |
108х5(гн) |
3,5 |
||
|
15Х5М-У |
108×9 |
— |
— |
113 |
6,0 |
15Х5М-У |
108х9(гн) |
6,5 |
||||||
|
15Х5М-У |
76×7 |
— |
— |
79 |
4,5 |
15Х5М-У |
76х7(гн) |
5,0 |
||||||
|
25 |
ЛГ-35-П/300-95 |
П-1 |
Гидроочистка |
|||||||||||
|
Конвекция |
— |
50 |
Х9М1 |
219×8 |
— |
— |
224 |
6,5 |
Х9М1 |
219×14 |
7,0 |
|||
|
Радиация |
420 |
50 |
Х9М1 |
108×6 * |
— |
— |
113 |
4,0 |
Х9М1 |
108х6(гн) |
4,0 |
|||
Риформинг |
||||||||||||||
|
1 |
530 |
50 |
1Х2М1 |
74×7 * |
— |
— |
79 |
5,0 |
1Х2М1 |
76х7{гн) |
5,0 |
|||
|
II ст радиации |
530 |
50 |
1 X 2 M 1 |
108×12 |
— |
— |
113 |
8,0 |
1Х2М1 |
108х12(гн) |
8,0 |
|||
|
III ст. радиации |
530 |
50 |
1Х2М1 |
108х8 |
— |
— |
113 |
6,0 |
1Х2М1 |
108х8(гн) |
6,0 |
|||
|
П-2,3 |
255 |
26 |
Сталь |
108×6 |
— |
— |
113 |
3,5 |
Сталь |
108×8 |
3,5 |
|||
|
П-4 |
400 |
9 |
15Х5М |
89х4 * |
— |
— |
92 |
3,0 |
15Х5М |
89х4(гн) |
3,0 |
|||
|
26 |
Л-35-11/600 |
П-1 |
Гидроочистка |
|||||||||||
|
Конвекция |
— |
50 |
15Х5М-У |
219×9 |
— |
— |
224 |
6,0 |
15Х5М-У |
219×12 |
6,5 |
|||
|
Радиация |
425 |
— |
15Х5М-У |
219×9 |
— |
— |
224 |
6,5 |
15Х5М-У |
219×12 |
8,0 |
|||
|
Риформинг |
||||||||||||||
|
Конвекция |
430 |
54 |
15Х5М-У |
219×9 |
— |
— |
224 |
6,0 |
15Х5М-У |
219×12 |
8,0 |
|||
|
1 |
525 |
54 |
15Х5М-У |
219×18 |
— |
— |
224 |
14,0 |
15Х5М-У |
219×22 |
18,0 |
|||
|
II ст. радиации |
525 |
54 |
15Х5М-У |
219×18 |
— |
— |
224 |
13,0 |
15Х5М-У |
219×22 |
18,0 |
|||
|
III ст. радиации |
525 |
54 |
15Х5М-У |
219×18 |
— |
— |
224 |
12,0 |
15Х5М-У |
219×22 |
14,0 |
|||
|
П-2 |
Конвекция |
— |
23 |
Сталь |
159×6 |
— |
— |
164 |
3,5 |
Сталь |
159×8 |
4,5 |
||
|
Радиация |
255 |
23 |
Сталь |
219 x 6 |
— |
— |
224 |
4,0 |
Сталь |
219×8 |
5,0 |
|||
|
27 |
ЛЧ-35-11/600 |
П-602 |
Конвекция |
390 |
50 |
1Х2М1 |
108×5 |
— |
— |
113 |
3,5 |
1Х2М1 |
118×16 |
4,0 |
|
I , II , III ст.радиации. |
530 |
50 |
1 X 2 M 1 |
76×7 |
— |
— |
79 |
5,5 |
1Х2М1 |
89×14 |
7,0 |
|||
|
1Х2М1 |
108×8 |
— |
— |
113 |
6,5 |
1Х2М1 |
133×20 |
13,0 |
||||||
|
П-601 |
Конвекция, |
420 |
47,5 |
15Х5М |
152х8 |
— |
— |
157 |
5,5 |
15Х5М |
152×18 |
9,0 |
||
|
П-603 |
380 |
10 |
12МХ |
102×5 |
— |
— |
106 |
3,5 |
12МХ |
102х5(гн) |
3,5 |
|||
|
28 |
ЛЧ-35-11/600 ский |
П-602 |
7 |
520 |
45 |
15Х5М |
76×8 |
— |
— |
79 |
3,5 |
15Х5М |
76×8 |
4,0 |
|
1Х2М1 |
76,8 |
— |
— |
79 |
3,5 |
1Х2М1 |
76×8 |
4,0 |
||||||
|
12Х1МФ |
76×10 |
— |
— |
79 |
3,5 |
12Х1МФ |
76×10 |
4,0 |
||||||
|
15Х5М |
108×10 |
— |
— |
113 |
4,5 |
15Х5М |
108×10 |
5,0 |
||||||
|
29 |
ЛЧ-35-11/1000 |
П-101 |
Конвекция |
380 |
47 |
17102,5 |
152×8 |
— |
— |
157 |
4,0 |
17102,5 |
152×10 |
5,5 |
|
Радиация |
450 |
47 |
17102,5(15Х5М) |
152×8 |
— |
— |
157 |
5,0 |
17102,5 |
152×10 |
7,5 |
|||
|
П-102 |
Конвекция |
295 |
25 |
12022,1 |
152×6 |
— |
— |
157 |
3,5 |
12022,1 |
152×8 |
3,5 |
||
|
Радиация |
330 |
25 |
12022,1 |
152×6 |
— |
— |
157 |
3,5 |
12022,1 |
152×8 |
3,5 |
|||
|
П-103 |
1 |
476 |
22 |
15313,5 |
108×6 |
— |
— |
113 |
3,5 |
— |
— |
4,0 |
||
|
Радиация |
530 |
22 |
15313,5 |
108×8 |
— |
— |
113 |
3,5 |
— |
— |
4,5 |
|||
|
П-104 |
Конвекция |
290 |
26 |
12022,1 |
152×6 |
157 |
3,5 |
12022,1 |
152×8 |
4,0 |
||||
|
Радиация |
320 |
26 |
12022,1 |
152×6 |
— |
— |
157 |
3,5 |
12022,1 |
152×8 |
4,0 |
|||
|
П-105 |
Радиация |
400 |
7 |
17102,2 |
127×7 |
— |
— |
132 |
3,0 |
17102,2 |
127×8 |
3,0 |
||
|
30 |
Гидроочистка масел |
П-1 |
Радиация |
420 |
— |
12Х8ВФ |
127×10 |
— |
— |
132 |
6,0 |
12Х8ВФ |
7,0 |
|
|
П-2 |
Конвекция |
— |
49 |
12Х8ВФ, |
127×10 |
— |
— |
132 |
5,5 |
12Х8ВФ |
6,5 |
|||
|
П-3 |
Конвекция |
— |
49 |
12Х18Н10Т |
127×10 |
— |
— |
132 |
5,0 |
12Х18Н10Т |
5,0 |
|||
|
Радиация |
420 |
— |
12Х18Н10Т |
127×10 |
— |
— |
132 |
5,5 |
12Х18Н10Т |
5,5 |
||||
|
31 |
Гидроочистка |
Радиация |
460 |
— |
15Х5М |
152×11 |
— |
— |
157 |
6,5 |
15Х5М |
7,5 |
||
|
Конвекция |
— |
45 |
15Х5М |
152×11 |
140 |
142 |
157 |
6,0 |
15Х5М |
7,0 |
||||
|
32 |
Гидроочистка |
П-1-2 |
Радиация |
430 |
— |
12Х18Н10Т |
219×10 |
— |
— |
224 |
6,5 |
12Х18Н10Т |
219×12 |
8,5 |
|
Конвекция |
— |
56 |
15Х5М |
159×13 |
— |
— |
164 |
6,5 |
15Х5М |
159×15 |
8,5 |
|||
|
П-3-4 |
Радиация |
320 |
6 |
15Х5М |
159×6 |
— |
— |
164 |
3,5 |
15Х5М |
159×8 |
4,0 |
||
|
33 |
Гидроочистка |
П-102 |
Радиация, |
350 |
8 |
Сталь |
127×6 |
— |
— |
132 |
3,5 |
Сталь |
152×12 |
6,0 |
|
34 |
Л-24/7 ЛЧ-24/7 |
П-1-2 |
Радиация |
425 |
40 |
08Х18Н10Т |
219×10 |
— |
— |
224 |
6,0 |
08Х18Н10Т |
219×12 |
10,0 |
|
Конвекция |
425 |
40 |
12Х8ВФ |
159×10 |
— |
— |
164 |
5,0 |
12Х8ВФ |
159×12 |
7,5 |
|||
|
П-3-4 |
Радиация, |
310 |
10 |
15Х5М |
159×6 |
— |
— |
164 |
3,5 |
15Х5М |
159×8 |
4,0 |
||
|
П-101 |
Конвекция |
— |
50 |
15Х5М |
168×10 |
— |
— |
172 |
5,0 |
08Х18Н10Т |
194×20 |
6,0 |
||
|
(П-201) |
Радиация |
420 |
— |
15Х5М |
168×10 |
— |
— |
172 |
6,0 |
08Х18Н10Т |
194×20 |
7,0 |
||
|
35 |
Л-24-8РТ |
П-1 |
Конвекция |
300 |
55 |
08Х18Н10Т |
152×7 |
— |
— |
157 |
5,0 |
08Х18Н10Т |
152×9 |
7,0 |
|
Радиация |
360 |
55 |
08Х18Н10Т |
152×8 |
— |
— |
157 |
5,5 |
08Х18Н10Т |
152×10 |
7,5 |
|||
|
П-2 |
Конвекция |
240 |
16 |
Сталь |
152×6 |
— |
— |
157 |
3,5 |
Сталь |
152×6 |
4,0 |
||
|
Радиация |
270 |
16 |
Сталь |
152×6 |
— |
— |
157 |
3,5 |
Сталь |
152×6 |
4,0 |
|||
|
36 |
Л-24-9РТ |
П-1 |
Конвекция |
300 |
55 |
08Х18Н10Т |
152×7 |
— |
— |
157 |
5,5 |
08Х18Н10Т |
152×12 |
6,5 |
|
Радиация |
360 |
55 |
08Х18Н10Т |
219×10 |
— |
— |
224 |
7,5 |
08Х18Н10Т |
219×16 |
10,5 |
|||
|
П-2 |
Конвекция |
240 |
17 |
Сталь |
152×6 |
— |
— |
157 |
3,5 |
Сталь |
152×10 |
4,0 |
||
|
Радиация |
270 |
17 |
Сталь |
152×6 |
— |
— |
157 |
3,5 |
Сталь |
152×10 |
4,0 |
|||
|
37 |
Л-24-9х2РТ |
П-1 |
Конвекция |
370 |
52 |
08Х18Н10Т |
152×7 |
— |
— |
157 |
5,5 |
08Х18Н10Т |
152×12 |
6,5 |
|
Радиация |
400 |
52 |
08Х18Н10Т |
152×7 |
— |
— |
157 |
5,5 |
08Х18Н10Т |
152×12 |
6,5 |
|||
|
П-2 |
Конвекция |
300 |
15 |
Сталь |
152×6 |
— |
— |
157 |
3,5 |
Сталь |
152×10 |
4,0 |
||
|
Радиация |
345 |
15 |
Сталь |
152×6 |
— |
— |
157 |
4,0 |
Сталь |
152×10 |
4,0 |
|||
|
38 |
Гидроочистка |
П-101, |
Радиация, |
420 |
56 |
15Х5М-У |
159×11 |
— |
— |
164 |
6,0 |
15Х5М-У |
159×15 |
6,0 |
|
39 |
ЛЧ-24/2000 |
П-201/1,2 |
Радиация |
400 |
46 |
12Х18Н10Т |
152×8 |
— |
— |
— |
4,0 |
12Х18Н10Т |
152×12 |
5,0 |
|
Конвекция |
324 |
46 |
12Х18Н10Т |
152×8 |
— |
— |
— |
4,0 |
12Х18Н10Т |
152×12 |
5,0 |
|||
|
Секция |
300 |
11,5 |
15Х5М |
152×6 |
— |
— |
— |
3,0 |
15Х5М |
152×8 |
4,0 |
|||
|
40 |
Установка |
П-1 |
Конвекция, |
380 |
26 |
15Х5М |
152×8 |
— |
— |
157 |
4,0 |
15Х5М |
152×12 |
5,0 |
|
радиация |
156×10 |
5,0 |
||||||||||||
|
П-5 |
Конвекция |
210 |
20 |
15Х5М |
152×8 |
— |
— |
157 |
3,5 |
15Х5М |
156×12 |
5,0 |
||
|
Радиация |
15Х5М |
219×8 |
— |
— |
224 |
5,0 |
15Х5М |
221×12 |
5,0 |
|||||
|
41 |
АГФУ |
П-1 |
Под |
320 |
25 |
15Х5М |
127×8 |
117 |
119 |
132 |
5,0 |
15Х5М |
5,0 |
|
|
П-2/3 |
Под |
230 |
13 |
15Х5М |
219×8 |
— |
— |
224 |
5,0 |
15Х5М |
5,0 |
|||
|
конвекция |
15Х5М |
159×8 |
— |
— |
164 |
5,0 |
15Х5М |
5,0 |
||||||
|
15Х5М |
152×8 |
— |
— |
157 |
5,0 |
15Х5М |
5,0 |
|||||||
|
42 |
ЦГФУ |
П-1, |
Под |
165 |
25 |
Сталь |
152×8 |
144 |
146 |
157 |
4,0 |
Сталь |
4,0 |
|
|
43 |
ЦГФУ-1, |
П-1, |
Все |
До |
25 |
Сталь |
152×8 |
144 |
146 |
157 |
4,0 |
Сталь |
152×8 |
4,0 |
|
44 |
Сероочистка |
П-1, |
Радиация, |
400 |
9,5 |
15Х5М |
152×8 |
— |
— |
157 |
4,0 |
15Х5М |
4,0 |
|
|
45 |
64-1 |
П-1, |
Все |
330 |
20 |
Сталь |
152×8 |
— |
— |
157 |
3,5 |
Сталь |
4,0 |
|
|
15Х5ВФ |
152×8 |
— |
157 |
3,5 |
15Х5ВФ |
4,0 |
||||||||
|
46 |
64-2М |
П-1 |
Радиация |
330 |
10,5 |
15Х5М |
152×8 |
— |
— |
157 |
3,5 |
15Х5М |
152×12 |
4,0 |
|
Конвекция |
300 |
9,5 |
Сталь |
102×8 |
— |
106 |
3,5 |
Сталь |
102×16 |
4,0 |
||||
|
47 |
Деасфальтизация |
П-1 |
Под |
290 |
45 |
15Х5М |
102×10 |
92 |
94 |
106 |
5,0 |
15Х5М |
5,0 |
|
|
конвекция, |
15Х5М |
152×8 |
142 |
144 |
157 |
5,0 |
15Х5М |
5,0 |
||||||
|
48 |
Фенольная |
П-1 |
Под |
300 |
10 |
Сталь |
89×6 |
83 |
85 |
92 |
3,0 |
Сталь |
3,5 |
|
|
П-2, |
Под |
350 |
— |
15Х5М |
152×8 |
145 |
146 |
157 |
3,5 |
15Х5М |
4,0 |
|||
|
конвекция |
— |
18 |
15Х5М |
127×8 |
120 |
121 |
132 |
3 f 5 |
15Х5М |
4,0 |
||||
|
49 |
Дуосол |
П-1, |
Радиация |
До |
25 |
15Х5М, |
152×8 |
144 |
146 |
157 |
4,0 |
15Х5М, |
4,0 |
|
|
П-2/3, |
конвекция |
сталь |
102×8 |
94 |
96 |
106 |
4,0 |
сталь |
4,0 |
|||||
|
П-7 |
сталь |
сталь |
||||||||||||
|
П-4, |
Радиация, |
До |
26 |
15Х5М |
152×8 |
142 |
144 |
157 |
5,0 |
15Х5М |
5,0 |
|||
|
П-6 |
конвекция |
сталь |
152×8 |
142 |
144 |
157 |
5,0 |
сталь |
5,0 |
|||||
|
П-5/8 |
Радиация, |
До |
10 |
15Х5М, |
102 x 8 |
95 |
97 |
106 |
3,5 |
15 X 5 M , |
3,5 |
|||
|
конвекция |
сталь |
102 x 6 |
95 |
97 |
106 |
3,5 |
сталь |
3,5 |
||||||
|
сталь |
сталь |
|||||||||||||
|
50 |
Контактная |
П-3 |
Под |
210 |
14 |
Сталь |
60×6 |
54 |
56 |
64 |
3,0 |
Сталь |
3,5 |
|
|
51 |
Г43-107 |
П-101 |
Радиация |
450 |
60 |
08Х18Н10Т |
219×10 |
224 |
6,0 |
08Х18Н10Т |
219×11 |
8,5 |
||
|
Конвекция |
420 |
60 |
15 X 5 M |
152 x 8 |
157 |
5,0 |
— |
— |
7,5 |
|||||
|
П-102 |
Радиация |
420 |
16 |
15Х5М |
219 x 10 |
224 |
4,0 |
15Х5М |
221×16 |
4,0 |
||||
|
Конвекция |
420 |
16 |
12Х18Н10Т |
152×8 |
157 |
3,5 |
12Х18Н10Т |
152×8 |
3,5 |
|||||
|
52 |
Л |
П-1, |
Потолок |
430 |
— |
12X18X10Т |
219×10 |
— |
— |
224 |
7,0 |
12Х18Н10Т |
8,5 |
|
|
Конвекция |
— |
58 |
15Х5М |
159×11 |
— |
— |
164 |
6,5 |
15Х5М |
8,0 |
||||
|
П-3, |
Радиация, |
380 |
8 |
15Х5М |
152×8 |
145 |
146 |
157 |
3,5 |
15Х5М |
4,0 |
|||
|
53 |
Установка |
П-2 |
Конвекционная |
150 |
15 |
15Х5М |
102×8 |
96 |
97 |
106 |
3,0 |
15Х5М |
4,0 |
|
|
Подовый |
400 |
6 |
15Х5М |
96 |
97 |
106 |
3,0 |
15Х5М |
4,0 |
|||||
|
54 |
Установка |
П-1 |
Радиации |
350 |
10 |
15Х5М |
152×8 |
145 |
146 |
157 |
3,5 |
Сталь |
— |
— |
|
55 |
Установка |
П-1 |
Радиация |
450 |
— |
15Х5М |
152×8 |
— |
— |
157 |
6,0 |
15Х5М |
152×8 |
7,0 |
|
Конвекция |
— |
49 |
15Х5М |
89×6 |
— |
— |
92 |
3,5 |
15Х5М |
89×7 |
4,0 |
|||
|
П-2 |
Радиация |
400 |
4 |
15Х5М |
89×6 |
— |
— |
92 |
3,5 |
15Х5М |
89×6 |
3,5 |
||
|
56 |
Битумная |
П-1 |
Под |
310 |
9 |
Сталь |
89×8 |
83 |
85 |
92 |
3,0 |
Сталь |
3,5 |
|
|
57 |
Битумная |
Р-1 |
Реакторы |
265 |
8 |
15Х5М |
152×8 |
145 |
146 |
157 |
3,5 |
15Х5М |
4,0 |
|
|
Сталь |
152×8 |
145 |
146 |
157 |
3,5 |
Сталь |
4,0 |
|||||||
|
Р-2 |
Все |
320 |
16 |
15Х5М |
108×10 |
101 |
103 |
113 |
3,5 |
15Х5М |
4,0 |
|||
|
58 |
Битумная |
П-1, |
Радиация |
275 |
25 |
15Х5М |
89×10 |
83 |
85 |
92 |
3,0 |
15Х5М |
4,0 |
|
|
Конвекция |
275 |
25 |
15Х5М |
89×6 |
83 |
85 |
92 |
3,0 |
15Х5М |
3,5 |
||||
|
59 |
Битумная |
П-1 |
Конвекция |
325 |
10 |
15Х5М |
108×9 |
— |
— |
113 |
3,5 |
15Х5М |
108×6 |
4,5 |
|
Радиация |
395 |
10 |
15Х5М |
108×9 |
— |
— |
113 |
3,5 |
15Х5М |
108×8 |
4,5 |
|||
|
15Х5М |
127×8 |
— |
— |
132 |
4,0 |
15Х5М |
127×8 |
5,0 |
||||||
|
15 X 5 M |
152×8 |
— |
— |
157 |
3,5 |
15Х5М |
152×8 |
5,0 |
||||||
|
15Х5М |
219×10 |
— |
— |
224 |
4,0 |
15Х5М |
219×11 |
6,0 |
||||||
|
15Х5М |
325×15 |
— |
— |
340 |
5,0 |
— |
— |
— |
||||||
|
60 |
Битумная |
П-1 |
Конвекция |
9 |
Сталь |
102×6 |
— |
— |
3,0 |
Сталь |
102×8 |
4,0 |
||
|
15Х5М |
102×6 |
— |
— |
3,0 |
15Х5М |
102×8 |
4,0 |
|||||||
|
Радиация |
401 |
15Х5М |
152×8 |
— |
— |
3,5 |
15Х5М |
152х8 |
4,0 |
|||||
|
15Х5М |
219×9 |
— |
— |
4,0 |
15Х5М |
219×11 |
6,0 |
|||||||
|
61 |
Битумная |
П-1 |
Конвекция |
405 |
10 |
15Х5М |
108×6 |
— |
— |
113 |
3,0 |
15Х5М |
108×8 |
3,0 |
|
Радиация |
405 |
10 |
15Х5М |
219×10 |
— |
— |
224 |
4,0 |
15Х5М |
219×10 |
4,0 |
|||
|
15Х5М |
273×12 |
— |
— |
281 |
4,5 |
15Х5М |
273×10 |
4,5 |
||||||
|
15Х5М |
325×14 |
— |
— |
334 |
5,0 |
— |
— |
— |
||||||
|
62 |
Полунепрерывное |
П-1 |
Подовый |
410 |
25 |
15Х5М |
127×10 |
118 |
120 |
132 |
4,5 |
15Х5М |
4,5 |
|
|
Потолочный |
410 |
25 |
15Х5М |
102×10 |
94 |
96 |
106 |
4,0 |
15Х5М |
4,0 |
||||
|
П-2 |
Подовый |
515 |
40 |
15Х5М |
127×10 |
115 |
118 |
132 |
6,0 |
15Х5М |
7,0 |
|||
|
П-3 |
Конвекция |
320 |
25 |
Сталь |
102×10 |
95 |
97 |
106 |
3,5 |
Сталь |
4,0 |
|||
|
320 |
25 |
Сталь |
127×10 |
119 |
121 |
132 |
4,0 |
Сталь |
4,0 |
|||||
|
Конвекция |
400 |
40 |
15Х5М |
102×10 |
92 |
95 |
106 |
5,0 |
15Х5М |
5,0 |
||||
|
400 |
40 |
15Х5М |
127×10 |
116 |
118 |
132 |
5,5 |
15Х5М |
5,5 |
|||||
|
63 |
21-10/ЗМ |
П-1 |
Конвекция |
360 |
16 |
15Х5М |
127×10 |
120 |
121 |
132 |
3,5 |
— |
— |
— |
|
П-2 |
Радиация |
510 |
25 |
12Х18Н10Т |
133×10 |
— |
— |
138 |
4,0 |
12Х18Н10Т |
133×10 |
4,0 |
||
|
64 |
Установка |
П-101 П-301 П-302 |
404 |
5 |
15Х5М |
152 |
— |
— |
157 |
5,0 |
||||
|
505 |
30 |
15Х5М |
114 |
— |
— |
119 |
5,5 |
|||||||
|
530 |
18 |
114 |
— |
— |
119 |
5,0 |
||||||||
|
152 |
— |
— |
157 |
5,5 |
||||||||||
|
65 |
ЭП-60 |
Конвекция |
450 |
11 |
12Х18Н10Т |
114×6 |
— |
— |
119 |
3,5 |
12Х18Н10Т |
116×12 |
3,5 |
|
|
20Х23Н18 |
114×6 |
— |
— |
119 |
3,5 |
20Х23Н18 |
116 x 12 |
3,5 |
||||||
|
Радиация |
785 |
4 |
20Х23Н18 |
140 x 8 |
— |
— |
144 |
4,5 |
20 X 23 KJ 8 |
142 x 12 |
6,5 |
|||
|
66 |
ЭП-60, |
Конвекция |
475 |
10 |
Сталь |
114×6 |
106 |
108 |
119 |
3,5 |
Сталь |
114×8 |
4,0 |
|
|
650 |
10 |
12Х18Н10Т |
114×4 |
106 |
108 |
119 |
4,0 |
12Х18Н10Т |
114×8 |
4,0 |
||||
|
12Х18Н10Т |
140×8 |
132 |
134 |
144 |
4,0 |
140×12 |
5,0 |
|||||||
|
20Х23Н18 |
114×6 |
106 |
108 |
119 |
4,0 |
20Х23Н18 |
114×8 |
4,0 |
||||||
|
20Х23Н18 |
140×8 |
132 |
134 |
144 |
4,0 |
140×12 |
5,0 |
|||||||
|
Радиация |
840 |
4 |
20Х23Н18 |
140×8 |
126 |
128 |
144 |
7,0 |
20Х23Н18 |
148 x 12 |
10,0 |
|||
|
20 X 20 H 14 C 2 |
114 x 7 |
103 |
105 |
119 |
5,5 |
20Х20Н14С2 |
118×12 |
9,0 |
||||||
|
67 |
ЭП-300 |
F -01 |
Змеевики |
580 |
4,7 |
15Х5М |
102×6 |
— |
— |
106 |
3,5 |
15Х5М |
102×8 |
4,0 |
|
А, |
конвекции |
12Х18Н10Т |
102×6 |
— |
— |
106 |
3,5 |
12Х18Н10Т |
102×8 |
4,0 |
||||
|
F -99 |
45Х25Н20 |
102×6 |
— |
— |
106 |
3,5 |
45Х25Н20 |
102×8 |
4,5 |
|||||
|
А, |
Змеевики |
850 |
2,5 |
45Х25Н20 |
125×9,5 |
— |
— |
135 |
3,5 |
45Х25Н20 |
128×13 |
4,5 |
||
|
радиации |
45Х25Н35 |
125 x 9,5 |
— |
— |
135 |
5,0 |
45Х25Н35 |
128×13 |
7,0 |
|||||
|
68 |
Пиролиз |
Испарительная |
400 |
16 |
15Х5М |
89×7 |
— |
— |
92 |
3,0 |
15Х5М |
3,0 |
||
|
Парозмеевиковая |
720 |
4 |
12Х18Н9Т |
152×6 |
— |
— |
157 |
3,0 |
12Х18Н9Т |
4,0 |
||||
|
69 |
ЭП-450 |
F — BA -101 ¸ 109 |
Конвекция |
4 |
Углеродистая |
141×6,5 |
— |
— |
145 |
3,5 |
Углеродистая |
4,0 |
||
|
89×5,5 |
— |
— |
92 |
3,0 |
сталь |
3,5 |
||||||||
|
5С r -1/2Мо |
73×5,2 |
— |
— |
76 |
3,0 |
5Сг-1/2Мо |
3,5 |
|||||||
|
18С r -8 Ni |
73×5,2 |
— |
— |
76 |
3,0 |
18Cr-8Ni |
3,5 |
|||||||
|
Радиация |
25 Cr -20 Ni |
85×8 |
— |
— |
89 |
5,0 |
25Cr-20Ni |
7,0 |
||||||
|
F — BA — |
Конвекция |
4 |
Углеродистая |
114×9 |
— |
— |
119 |
5,5 |
Углеродистая |
7,5 |
||||
|
121/ |
159×9,5 |
— |
— |
164 |
5,5 |
сталь |
7,0 |
|||||||
|
122 |
5Сг-1/2Мо, |
102х5,75 |
— |
— |
106 |
3,0 |
5Сг-1/2Мо, |
3,5 |
||||||
|
18 Cr -8 Ni |
102х5,75 |
— |
— |
106 |
3,0 |
18Сг-8 Ni |
3,5 |
|||||||
|
Радиация |
25 Cr -20 Ni |
138х6,6 |
— |
— |
142 |
5,0 |
25 Cr -20 Ni |
7,5 |
||||||
|
138×9,1 |
— |
— |
142 |
6,0 |
8,5 |
|||||||||
|
70 |
Установка |
F -202 |
Радиация |
570 |
38,6 |
12Х2М1 |
114×6,4 |
— |
— |
119 |
5,0 * |
12Х2М1 |
5,7 * |
|
|
71 |
Комбинированная |
П-101, |
Конвекция |
— |
22 |
15Х5М |
152×7 |
— |
— |
157 |
4,0 |
15Х5М |
152×8 |
4,5 |
|
102 |
Радиация |
380 |
— |
15Х5М |
152×8 |
— |
— |
157 |
4,0 |
15Х5М |
152×10 |
5,0 |
||
|
П-201 |
Конвекция |
— |
29 |
12Х8ВФ |
152×6 |
— |
— |
157 |
4,0 |
12Х8ВФ |
152×8 |
4,5 |
||
|
15Х5М |
152×6 |
— |
— |
157 |
4,0 |
15Х5М |
152×8 |
4,5 |
||||||
|
Радиация |
400 |
— |
12Х8ВФ |
219×7 |
— |
— |
224 |
5,0 |
12Х8ВФ |
219×11 |
6,0 |
|||
|
400 |
— |
15Х5М |
219×9 |
— |
— |
224 |
6,0 |
15Х5М |
219×11 |
6,0 |
||||
|
400 |
— |
0Х18Н10Т |
219×7 |
— |
— |
224 |
5,0 |
0Х18Н10Т |
219×10 |
5,5 |
||||
|
П-202 |
Конвекция, |
До |
22,5 |
Сталь |
152×6 |
— |
— |
157 |
3,5 |
Сталь |
152×8 |
5,0 |
||
|
П |
Конвекция |
443 |
44 |
1Х2М1 |
159×7 |
— |
— |
164 |
5,5 |
1Х2М1 |
159×9 |
6,5 |
||
|
1Х2М1 |
159×8 |
— |
— |
164 |
5,5 |
1 X 2 M 1 |
159×9 |
6,5 |
||||||
|
15Х5М |
159×7 |
— |
— |
164 |
5,5 |
15Х5М |
159×9 |
6,5 |
||||||
|
15Х5М |
159×8 |
— |
— |
164 |
5,5 |
15Х5М |
159×9 |
6,5 |
||||||
|
Радиация |
530 |
44 |
1Х2М1 |
108×7 |
— |
— |
113 |
5,5 |
1Х2М1 |
108×8 |
6,5 |
|||
|
1 |
— |
— |
113 |
5,5 |
1Х2М1 |
108х7(гн) |
5,5 |
|||||||
|
15Х5М |
159×8 |
— |
— |
164 |
6,5 |
15Х5М |
159×11 |
8,0 |
||||||
|
— |
164 |
6,5 |
15 X 5 M |
159х8(гн) |
6,5 |
|||||||||
|
1Х2М1 |
108×9 |
— |
— |
113 |
5,5 |
1Х2М1 |
108×12 |
8,0 |
||||||
|
— |
— |
113 |
5,5 |
1Х2М1 |
108х9(гн) |
6,0 |
||||||||
|
Радиация |
530 |
44 |
1Х2М1 |
108×7 |
— |
— |
113 |
5,5 |
1Х2М1 |
108×8 |
6,5 |
|||
|
III ст. |
— |
— |
113 |
5,5 |
1Х2М1 |
108х7(гн) |
5,5 |
|||||||
|
1Х2М1 |
108×9 |
— |
— |
113 |
5,5 |
1Х2М1 |
108х9(гн) |
6,0 |
||||||
|
— |
— |
113 |
5,5 |
1Х2М1 |
108×12 |
8,0 |
||||||||
|
П-204 |
Конвекция |
252 |
22,5 |
Сталь20 |
152×6 |
— |
— |
157 |
3,5 |
Сталь20 |
152×8 |
5,0 |
||
|
П-205 |
Радиация |
320 |
6 |
15Х5М |
108×4 |
— |
113 |
3,0 |
15Х5М |
108×6 |
4,0 |
|||
|
П-301 |
Конвекция |
— |
62,5 |
12Х8ВФ, |
152×7 |
— |
— |
157 |
5,0 |
12Х8ВФ |
152×10 |
6,5 |
||
|
08Х18Н10Т |
— |
— |
08 X 18 H 1 QT |
|||||||||||
|
Радиация |
400 |
— |
08Х18Н10Т |
219×10 |
— |
— |
224 |
8,5 |
08Х18Н10Т |
219×14 |
11,5 |
|||
|
П-302 |
Конвекция |
— |
49 |
12Х8ВФ |
152×7 |
— |
— |
157 |
5,0 |
12Х8ВФ |
152×9 |
7,0 |
||
|
Радиация |
380 |
— |
08Х18Н10Т |
152×8 |
— |
— |
157 |
5,5 |
08Х18Н10Т |
152×10 |
7,0 |
|||
|
72 |
ЛК-6У |
П-102 |
Конвекция |
206 |
30 |
Сталь |
152×6 |
— |
— |
157 |
3,5 |
Сталь |
152×8 |
5,0 |
|
П-102 |
Конвекция |
206 |
30 |
Сталь |
152×6 |
— |
— |
157 |
3,5 |
Сталь |
152×8 |
5,0 |
||
|
№ |
Радиация |
235 |
30 |
Сталь |
152×6 |
— |
— |
157 |
4,0 |
Сталь |
152×8 |
5,5 |
||
|
73 |
КМ-2 |
1,2П |
Радиация |
420 |
0,2 |
15Х5М |
219×12 |
— |
— |
224 |
4,0 |
15Х5М |
219×12 |
5,0 |
|
-101 |
Конвекция |
260 |
4,2 |
15Х5М |
152×8 |
— |
— |
157 |
3,5 |
15Х5М |
152×10 |
4,5 |
||
|
П-102 |
Радиация |
380 |
0,25 |
15Х5М |
219×12 |
— |
— |
224 |
4,0 |
15Х5М |
219×12 |
4,5 |
||
|
Конвекция |
297 |
4,8 |
15Х5М |
152×8 |
— |
— |
157 |
3,5 |
15Х5М |
152×10 |
4,5 |
|||
|
П-201 |
Радиация |
250 |
22 |
15Х5М |
219×9 |
— |
— |
224 |
5,0 |
15Х5М |
219×10 |
6,0 |
||
|
Конвекция |
250 |
22 |
15Х5М |
152×8 |
— |
— |
157 |
4,0 |
15Х5М |
152×10 |
5,0 |
|||
|
1,2П |
Радиация |
210 |
0,4 |
15Х5М |
152×8 |
— |
— |
157 |
3,5 |
15Х5М |
152×10 |
4,5 |
||
|
-301 |
Конвекция |
130 |
3,8 |
15Х5М |
114×6 |
— |
— |
119 |
3,5 |
15Х5М |
114×8 |
4,5 |
||
|
3П-301 |
Радиация |
220 |
20,2 |
15Х5М |
152×8 |
— |
— |
157 |
3,5 |
15Х5М |
152×10 |
4,5 |
||
|
3П-302 |
Радиация |
220 |
8 |
15Х5М |
152×8 |
— |
— |
157 |
3,5 |
15Х5М |
152×10 |
4,0 |
||
|
Конвекция |
220 |
8 |
15Х5М |
114 x 6 |
— |
— |
119 |
3,5 |
15 X 5 M |
114 x 10 |
4,0 |
|||
|
3П-303 |
Радиация |
220 |
25 |
15Х5М |
152 x 8 |
— |
— |
157 |
4,0 |
15Х5М |
152×10 |
4,0 |
||
|
Конвекция |
220 |
25 |
15Х5М |
152×8 |
— |
— |
157 |
4,0 |
15Х5М |
152×8 |
4,0 |
|||
|
1,2П |
Радиация |
230 |
6,7 |
15Х5М |
219×9 |
— |
— |
224 |
3,5 |
15Х5М |
219×10 |
4,0 |
||
|
-304 |
Конвекция |
230 |
6,7 |
15Х5М |
152х8 |
— |
— |
157 |
3,5 |
15Х5М |
152×10 |
4,0 |
||
|
П-305 |
Радиация |
210 |
7,4 |
15Х5М |
152×8 |
— |
— |
157 |
3,5 |
15Х5М |
152×10 |
4,5 |
||
|
15Х5М |
219×9 |
— |
— |
224 |
3,5 |
15Х5М |
219×11 |
4,5 |
||||||
|
П-401 |
Радиация |
180 |
3,0 |
Сталь |
152×8 |
— |
— |
157 |
4,0 |
Сталь |
152×10 |
4,0 |
||
|
Конвекция |
166 |
10,5 |
Сталь |
114×12 |
— |
— |
119 |
4,0 |
Сталь |
114×12 |
4,0 |
|||
|
1П-402 |
Радиация |
180 |
3,0 |
Сталь |
114×8 |
— |
— |
119 |
4,0 |
Сталь |
114×9 |
4,0 |
||
|
Конвекция |
100 |
4,6 |
Сталь20 |
89×6 |
— |
— |
92 |
3,5 |
Сталь |
89×6 |
3,0 |
|||
|
3П-402 |
Радиация |
180 |
3 |
Сталь |
219×8 |
— |
— |
224 |
3,5 |
Сталь |
219×11 |
4,0 |
||
|
Конвекция |
100 |
6,7 |
Сталь |
152×8 |
— |
— |
157 |
3,5 |
Сталь |
152×10 |
4,0 |
|||
|
1,2,3П- |
Радиация |
420 |
42 |
15Х5М |
152×8 |
— |
— |
157 |
4,5 |
15Х5М |
152×10 |
6,0 |
||
|
501 |
Конвекция |
240 |
48 |
Сталь |
152×6 |
— |
— |
157 |
4,0 |
Сталь |
152×10 |
5,5 |
||
|
1,2П-601 |
Радиация |
420 |
40,7 |
15Х5М |
108×6 |
— |
— |
143 |
4,0 |
15Х5М |
108×6 |
4,0 |
||
|
П-701 |
Радиация |
340 |
1,7 |
15Х5М |
152×8 |
— |
— |
157 |
4,0 |
15Х5М |
152×10 |
4,5 |
||
|
Конвекция |
225 |
1,7 |
Сталь |
114×12 |
— |
— |
119 |
4,0 |
Сталь |
114×12 |
4,0 |
|||
|
П-801 |
Радиация |
400 |
5,0 |
15Х5М |
152×8 |
— |
— |
157 |
4,0 |
15Х5М |
152×10 |
4,5 |
||
|
Конвекция |
400 |
5,0 |
15Х5М |
152×6 |
— |
— |
157 |
4,0 |
15Х5М |
152×8 |
4,5 |
|||
|
74 |
Установка |
П-101 |
Радиация |
400 |
57 |
08Х18Н10 |
219×10 |
— |
— |
224 |
7,0 |
08Х18Н10 |
219×11 |
9,0 |
|
Конвекция |
400 |
57 |
15Х5М |
159×8 |
— |
— |
164 |
5,0 |
15Х5М |
159×11 |
7,0 |
|||
|
П-201 |
Радиация |
400 |
56 |
15Х5М |
219×10 |
— |
— |
224 |
7,0 |
15Х5М |
219×11 |
9,5 |
||
|
Конвекция |
400 |
56 |
15Х5М |
152×7 |
— |
— |
157 |
5,0 |
15Х5М |
152×11 |
7,0 |
|||
|
П-1 |
Радиация |
335 |
9 |
Сталь |
159×6 |
— |
— |
164 |
3,0 |
Сталь |
159×8 |
4,0 |
||
|
Конвекция |
335 |
9 |
10Г2 |
114×7 |
— |
— |
119 |
3,0 |
10Г2 |
114×8 |
4;0 |
|||
|
П-401 |
Радиация |
350 |
11 |
15Х5М |
152×6 |
— |
— |
157 |
3,0 |
15Х5М |
152×8 |
4,0 |
||
|
Конвекция |
350 |
11 |
15Х5М |
114×8 |
— |
— |
119 |
3,0 |
15Х5М |
114×8 |
4,0 |
|||
|
П-402 |
Радиация |
360 |
11 |
15Х5М |
152×6 |
— |
— |
157 |
3,0 |
15Х5М |
152×8 |
4,0 |
||
|
П-403 |
« |
350 |
6 |
12Х18Н10Т |
114×6 |
— |
— |
119 |
3,0 |
12Х18Н10Т |
114х8 |
4,0 |
||
|
П-501 |
» |
200 |
13 |
Сталь |
152×8 |
— |
— |
157 |
3,0 |
Сталь |
152×11 |
4,0 |
||
|
Конвекция |
200 |
13 |
Сталь |
114×6 |
— |
— |
119 |
3,0 |
Сталь |
114×8 |
4,0 |
|||
|
П-502 |
Радиация |
180 |
14 |
Сталь |
152×6 |
— |
— |
157 |
3,0 |
Сталь |
152×8 |
4,0 |
||
|
Конвекция |
180 |
14 |
Сталь |
114×6 |
— |
— |
119 |
3,0 |
Сталь |
114×8 |
4,0 |
|||
|
П-902 |
Радиация |
300 |
11 |
15Х5М |
152×8 |
— |
— |
157 |
3,0 |
15Х5М |
152×8 |
4,0 |
||
|
Конвекция |
300 |
11 |
15Х5М |
114×8 |
— |
— |
119 |
3,0 |
15Х5М |
114×8 |
4,0 |
|||
|
75 |
«Детол» |
Н-101 |
Радиация |
280 |
12 |
15Х5М |
102×5 |
96 |
97 |
106 |
3,0 |
15Х5М |
102×10 |
3,0 |
|
Н-901 |
Конвекция |
280 |
12 |
15Х5М |
102×5 |
96 |
97 |
106 |
3,0 |
15Х5М |
102×10 |
3,0 |
||
|
76 |
Водородная |
Печь |
420 |
1,5 |
45Х25Н20С2, |
168×6 |
— |
— |
172 |
3,5 |
45Х25Н20С2, |
4,0 |
||
|
конверсий |
10Х23Н18 |
— |
— |
10Х23Н18 |
||||||||||
|
77 |
Установка |
П-1(П-2) |
Радиация |
900 |
2,5 |
Х23Н18 |
168×8 |
— |
— |
6,0 |
||||
|
78 |
конверсия |
П-201 |
Змеевик |
840 |
25 |
45Х25Н20С |
114×12 |
— |
— |
119 |
10,3 |
— |
— |
— |
|
Змеевик |
420 |
25 |
15Х5М |
114×7 |
— |
— |
119 |
3,0 |
15Х5М |
114×9 |
3,0 |
|||
|
Змеевик |
400 |
30 |
15Х5М |
76×5 |
— |
— |
79 |
3,0 |
15Х5М |
76×6 |
3,0 |
|||
|
79 |
СЖК |
Секция |
320 |
30 |
15ХМ |
133×8 |
— |
— |
138 |
4,0 |
15ХМ |
4,0 |
||
|
Секция |
375 |
30 |
15ХМ |
159×8 |
— |
— |
164 |
4,0 |
15ХМ |
5,0 |
||||
|
80 |
Установка |
П-201 |
Радиация |
330 |
5,2 |
15Х5М |
114×6 |
— |
— |
119 |
3,0 |
15Х5М |
3,5 |
|
|
Сталь |
114×8 |
— |
— |
119 |
3,5 |
Сталь |
4,0 |
|||||||
|
П-301 |
Радиация |
230 |
37,2 |
15Х5М |
60×6 |
— |
— |
63 |
3,0 |
15Х5М |
3,0 |
|||
|
П-401 |
« |
315 |
47 |
15Х5М |
114×6 |
— |
— |
119 |
3,5 |
15Х5М |
3,5 |
|||
|
П-501 |
» |
365 |
48,4 |
15Х5М |
114×6 |
— |
— |
119 |
3,5 |
15Х5М |
4,0 |
|||
|
П-601 |
« |
394 |
2,2 |
15Х5М |
219×8 |
— |
— |
224 |
4,0 |
15Х5М |
4,0 |
|||
|
81 |
Установка |
П-1/1 |
Радиация |
200 |
24 |
Сталь |
219×7 |
— |
— |
224 |
4,0 |
Сталь |
4,0 |
|
|
П-1/2 |
Конвекция |
Сталь |
152×6 |
— |
— |
157 |
3,0 |
Сталь |
4,0 |
|||||
|
82 |
КТ-1 |
П-101 |
Конвекция, |
410 |
60 |
08Х18Н10Т |
152×10 |
— |
— |
157 |
5,0 |
08Х18Н10Т |
6,0 |
|
|
радиация |
08Х18Н10Т |
219×14 |
— |
— |
224 |
7,0 |
08Х18Н10Т |
10,0 |
||||||
|
П-102 |
Конвекция, |
400 |
8 |
15Х5М |
152×8 |
— |
— |
157 |
4,0 |
15Х5М |
4,0 |
|||
|
радиация |
15Х5М |
219×10 |
— |
— |
224 |
5,0 |
15Х5М |
5,0 |
||||||
|
П-601 |
Конвекция, |
430 |
10 |
15Х5М |
152×8 |
— |
— |
157 |
4,0 |
15Х5М |
4,0 |
|||
|
радиация |
15Х5М |
219×10 |
— |
— |
224 |
5,0 |
15Х5М |
5,0 |
||||||
|
П-701 |
Конвекция, |
500 |
23 |
15 X 5 M |
114×11 |
— |
— |
119 |
4,0 |
15Х5М |
5,0 |
|||
|
радиация |
15Х5М |
127×11 |
— |
— |
132 |
5,0 |
15 X 5 M |
6,0 |
||||||
|
83 |
Блок |
П-101 |
Конвекция |
— |
8,2 |
15Х5М |
152×8 |
— |
— |
157 |
3,5 |
15Х5М |
152×10 |
4,0 |
|
Радиация |
330 |
8 |
15Х5М |
152×8 |
— |
— |
157 |
3,5 |
15Х5М |
152×10 |
4,0 |
|||
|
15Х5М |
219 x 10 |
— |
— |
224 |
4,0 |
15 X 5 M |
221 x 16 |
4,5 |
||||||
|
84 |
Установка |
П-1 |
Конвекция |
8,1 |
15Х5М |
108 x 6 |
— |
— |
113 |
3,0 |
15Х5М |
108х8 |
4,0 |
|
|
(ПО |
Радиация |
312 |
15Х5М |
152×8 |
— |
— |
157 |
3,0 |
15Х5М |
152×12 |
4,0 |
|||
|
синтез») |
15Х5М |
219×8 |
— |
— |
224 |
3,5 |
15Х5М |
219 x 10 |
4,5 |
|||||
|
RSK — |
Конвекция |
380 |
25,5 |
08X18H10T |
38×3,5 |
— |
— |
40 |
2,0 |
08X18H10T |
38×3,5 |
2,5 |
||
|
301 |
08X18H10T |
57×4 |
— |
— |
60 |
2,0 |
08 X 18 H 10 T |
57×4 |
2,5 |
|||||
|
Радиация |
307 |
7,0 |
Сталь |
159×5 |
— |
— |
164 |
3,0 |
Сталь |
159×12 |
4,0 |
|||
|
Сталь |
108×4 |
— |
— |
113 |
3,0 |
Сталь |
108×10 |
4,0 |
||||||
|
MS К301 |
Конвекция, |
380 |
14,0 |
12 |
159×6 |
— |
— |
164 |
3,0 |
12 |
159×12 |
4,0 |
||
|
Камера |
радиация |
15ХМ |
159×5 |
— |
— |
164 |
3,0 |
15ХМ |
159×12 |
4,0 |
||||
|
MS К301 |
Конвекция, |
380 |
13,2 |
08 X 18 H 10 T |
159 x 6 |
— |
— |
164 |
3,0 |
08 X 18 H 10 T |
159 x 12 |
4,0 |
||
|
камера |
радиация |
08 X 18 H 10 T |
89 x 4 |
— |
— |
92 |
2,5 |
08 X 18 H 10 T |
89 x 4 |
3,0 |
* При замене труб предпочтение отдавать
трубам с большей толщиной.
**
Отбраковочные толщины труб и отводов даны до момента наработки печами 200 тыс.
ч
Примечания : 1. Приведенные нормы отбраковки не распространяются
на проектируемые и вновь сооружаемые печи.
2. Отбраковку
элементов змеевиков необходимо производить с учетом их износа до следующей
ревизии.
3. Отбраковочные толщины стенок труб и отводов змеевиков печей
установок пиролиза приведены без учета внутреннего науглероженного слоя.
4. Отбраковочные размеры калачей (отводов) по толщине стенки приведены
для случаев, когда они изготовлены крутоизогнутыми (т.е. Днар » R гиба ), за исключением позиций, где указано, что они
гнутые, т.е. рядом с указанными размерами отвода стоит обозначение «гн», для
гнутых отводов (т.е. при отношении R гиба / Днаруж. ≥ 3) их отбраковочные
толщины стенок принимаются равными отбраковочным размерам соответствующих
прямых труб.
5. Отбраковочные толщины стенок труб и отводов змеевиков печей
установок каталитического риформинга и предварительной гидроочистки бензина
приведены на момент наработки их до проектного (разрешенного) срока службы (100
тыс. часов); отбраковка элементов змеевиков печей указанных установок,
проработавших свыше разрешенного срока службы, производится в соответствии с
документами, специально разработанными для них (РД РТМ 38.14.006-86) [ 40].
6. Отбраковочные размеры змеевиков печей, не вошедших в данную таблицу
и имеющих отличия от приведенных данных по рабочим параметрам и др. (давление,
температура, материал, размеры труб, отводов), разрабатываются или уточняются
ВНИКТИнефтехимоборудование в каждом конкретном случае после предоставления предприятиями
исходных данных для расчетов и согласовываются с проектной организацией в
установленном порядке.
ПРИЛОЖЕНИЕ
1.2.
Таблица размеров отверстий под
развальцовку в корпусах двойников, мм
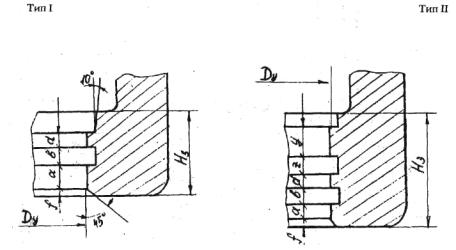
|
Двойник |
Dy |
а |
f |
b |
d |
z |
у |
H 3 |
|
|
ступень |
тип |
||||||||
|
60 |
10 |
2 |
8 |
7 |
— |
— |
30 |
||
|
89 |
12 |
3 |
10 |
9 |
— |
— |
40 |
||
|
25 |
I |
102 |
14 |
3 |
11 |
10 |
— |
— |
45 |
|
127 |
14 |
3 |
18 |
10 |
— |
— |
52 |
||
|
152 |
14 |
3 |
21 |
10 |
— |
— |
55 |
||
|
64 |
102 |
10 |
3 |
13 |
10 |
13 |
10 |
65 |
|
|
II |
127 |
10 |
3 |
13 |
10 |
13 |
10 |
65 |
|
|
100 |
102 |
14 |
3 |
16 |
10 |
16 |
10 |
75 |
ПРИЛОЖЕНИЕ
1.3.
Таблица отбраковочных размеров
двойников
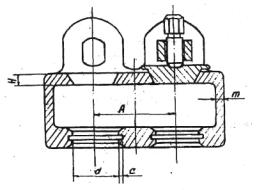
|
Ступень |
Наружный |
Расстояние |
Нормы |
При |
||
|
по |
по |
по |
||||
|
25 |
60 |
120 |
6 |
10 |
62 |
Менее одного миллиметра |
|
89 |
150 |
7 |
12 |
91 |
||
|
102 |
172 |
8 |
12 |
104 |
||
|
127 |
215 |
10 |
15 |
129 |
||
|
127 |
250 |
10 |
15 |
129 |
||
|
152 |
275 |
10 |
15 |
154 |
||
|
152 |
305 |
10 |
15 |
154 |
||
|
64 |
102 |
203 |
14 |
15 |
104 |
|
|
127 |
250 |
16 |
20 |
129 |
||
|
152 |
275 |
18 |
25 |
154 |
||
|
100 |
102 |
203 |
20 |
25 |
104 |
Примечание .
Отбраковку двойников по толщинам стенок производить с учетом их износа до
следующей ревизии.
ПРИЛОЖЕНИЕ
1.4
ПАСПОРТ-ЖУРНАЛ ПЕЧИ
|
Печь |
|||||||||||||||||
|
Дата ввода в |
|||||||||||||||||
|
Установка |
Ц ex |
||||||||||||||||
|
Паспорт составлен |
19 г. |
||||||||||||||||
|
Кем составлен |
|||||||||||||||||
|
1. ХАРАКТЕРИСТИКА ПЕЧИ |
|||||||||||||||||
|
1.1. |
|||||||||||||||||
|
Тип печи |
|||||||||||||||||
|
Тип змеевиков |
|||||||||||||||||
|
Проектная |
|||||||||||||||||
|
Производительность |
|||||||||||||||||
|
а) проектная |
|||||||||||||||||
|
б) фактическая |
|||||||||||||||||
|
Производительность |
|||||||||||||||||
|
Перерабатываемое |
|||||||||||||||||
|
Температура по |
|||||||||||||||||
|
Температура |
|||||||||||||||||
|
Давление по |
|||||||||||||||||
|
1.2. |
|||||||||||||||||
|
Количество труб по |
|||||||||||||||||
|
Характеристики |
|||||||||||||||||
1.3. Отбраковочные размеры для труб и отводов
|
Экраны |
Размеры |
Материал |
Увеличение |
Отбраковочная |
Отбраковочная |
|
1 |
2 |
3 |
4 |
5 |
6 |
1.4. Отбраковочные размеры для двойников, мм
|
Ступень |
Условный |
Расстояние |
Увеличение |
Увеличение |
Отбраковочная |
Отбраковочная |
Отбраковочный |
Отбраковочная |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
1.5. Проектные данные по футеровке печи
|
Наименование |
Наименование |
Ед. |
Кол-во |
Масса, |
Примечание |
|
Кладка |
ОК-1 |
шт. |
|||
|
ОК-5 |
« |
||||
|
ОК-20 |
« |
||||
|
ОК-24 |
« |
||||
|
ОК-31, |
« |
||||
|
ОК-79 |
|||||
|
Кладка |
Кирпич |
м3 |
|||
|
Кладка |
ОК-47 |
« |
|||
|
Кладка |
« |
||||
|
Кладка |
« |
1.6. Результаты осмотров элементов трубчатого
змеевика
|
Дата |
Результаты осмотров |
Ф.И.О., |
|
(Указать |
Примечание . Отвести необходимое
количество страниц.
1.7. Сведения о выполненных ревизиях,
испытаниях и проверках змеевика печи
|
Дата |
Места и объемы проведенных работ по контролю, ревизиям, испытаниям |
Должность, |
|
а) по трубам змеевика б) по отводам (двойникам) в) по гарнитуре и |
||
|
Примечание . Отвести необходимое количество страниц. |
1.8 Сведения о проведенных осмотрах и
ревизиях дымовой трубы, огнеупорной кладки, изоляции печи
|
Дата |
Наименование частей печи |
Ф.И.О., |
Примечание.
Отвести необходимое количество страниц.
1.9. Записи о ремонтах и авариях
А) ремонты:
|
Дата, |
Описание |
Простой |
Дата |
Ф.И.О., |
Б) аварии:
|
Дата |
Описание |
Причина |
Простой |
Хранение |
Примечание. По
окончании ремонта после проведения гидроиспытаний змеевика выполняется соответствующая
запись с указанием пробного давления.
1.10. Перечень прилагаемых к паспорту
документов.
1. Паспорт металлической дымовой трубы.
2. Схемы змеевиков.
3.. Заводские сертификаты на изготовление змеевиков.
4. Документы о согласовании отступлений от проекта при монтаже.
5. Акты приемки скрытых работ (дата и номер).
6. Документы (сертификаты и др.), удостоверяющие качество сварочных
работ.
7. Журнал сварочных работ.
8. Акт испытания змеевиков печи на плотность и прочность.
9. Заключение по просвечиванию сварных монтажных швов.
10. Документы о результатах проверок и обследований (рекомендации,
заключения и др.)
Приложение к паспорту печи
ПАСПОРТ
металлической дымовой трубы
|
Предприятие-изготовитель |
||||
|
Тип |
||||
|
Заводской номер |
||||
|
Дата выпуска |
||||
|
Масса трубы |
||||
I . Сведения об основных элементах трубы
|
Наименование |
Ед. |
Кол-во |
Наименование материала |
ГОСТ |
Размеры: |
Сведения |
|
|
вид |
электроды, |
||||||
|
Коническая часть |
|||||||
|
Цилиндрическая часть |
|||||||
|
Опорное кольцо |
|||||||
|
Кольцо жесткости |
|
Дымовая труба изготовлена в соответствии с ТУ № |
||||||
|
и чертежами № |
||||||
|
Установлена на установке № |
печь № |
|||||
|
Дата установки |
||||||
|
(кем и когда) |
||||||
Схема дымовой трубы
II.
Сведения о ревизии и ремонте дымовой трубы
(дата, объем, результаты)
ПРИЛОЖЕНИЕ
1.5
|
СОГЛАСОВАНО Начальник ОТН __________________ « _____»_______ 19 г. |
УТВЕРЖДАЮ Главный механик __________________ « _____»_______ 19 г. |
|||||||||||
АКТ
|
||||||||||||
|
Комиссия в составе: |
||||||||||||
|
Ст. механика цеха |
||||||||||||
|
Инженера ОТН по печам |
||||||||||||
|
Начальника установки № |
||||||||||||
|
Механика установки № |
||||||||||||
|
произвели ревизию печи |
||||||||||||
|
установки № |
цеха № |
|||||||||||
|
Трубы |
||||||||||||
|
Увеличений |
||||||||||||
|
Произведены |
||||||||||||
|
Проведены |
||||||||||||
|
Проверено испытание ________________________ труб змеевиков на |
||||||||||||
|
Остальной гарнитуре и металлоконструкциям печи ревизия была |
||||||||||||
|
Данные по ревизии труб, отводов, гарнитуры и металлоконструкций печи |
||||||||||||
|
Данные по ревизии кладки, изоляции, футеровки печи, боровов, дымовых |
||||||||||||
|
В результате ревизии обнаружено (внести основные дефекты и |
||||||||||||
|
Указанные в настоящем акте дефекты устранены, а именно: |
||||||||||||
|
К акту приложена следующая документация, а именно: 1) схемы змеевиков печи с указанием мест обнаружения дефектов, мест 2) акт испытания змеевиков печи; 3) другие документы (схемы, чертежи, протоколы), отражающие объем и |
||||||||||||
|
Ст. механик цеха № |
||||||||||||
|
Начальник установки № |
||||||||||||
|
Механик установки № |
||||||||||||
|
Инженер по печам отдела технадзора |
||||||||||||
ПРИЛОЖЕНИЕ
1.6
ЖУРНАЛ
ревизии змеевиков
Печь_______________________
Установка__________________
Цех________________________
Начат « _____» ________ 19
г.
Окончен « _____»_______ 19 г.
Результаты ревизии труб и отводов
Наименование экрана и потока
печи________ Номер трубы
(отвода) по схеме _____
|
Дата ревизии |
Данные о результатах |
Кол-во наработанных часов |
Состояние сварных соединений |
Места и результаты цветной и ультразвуковой |
Твердость трубы (отвода) из стали 15Х5М |
Причина замены трубы (отвода) |
Результаты стилоскопирования или химического |
ГОСТ, ТУ на устанавливаемую трубу (отвод) |
Подпись лица, проводившего ревизию |
|||||
|
Наружный диаметр труб |
Толщина стенки труб |
Способ изготовления отвода |
Марка стали |
Прогиб труб, мм |
Толщина внутреннего |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
Примечание . На
каждую трубу (отвод) отводится страница или несколько страниц (в зависимости от
частоты проведения ревизий).
Результаты ревизии двойников
Наименование секции или экрана печи_____ Наименование двойника по
схеме______
|
Дата ревизии |
№ чертежа, нормаль или ТУ |
Толщина стенки двойника, мм |
Толщина моста между |
Диаметр очка двойника, мм ( d ) |
Глубина канавки под |
Твердость, ед. НВ |
Результаты осмотра |
Характер ремонта или причина замены |
Результаты стилоскопирования |
Внутренний диаметр трубы в двойнике, мм |
Внутренний диаметр трубы за двойником, мм |
Состояние развальцовки |
Места и результаты дефектоскопии двойника |
Подпись лица, проводившего ревизию |
||
|
траверса |
пробка |
болты |
||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
Примечание . На
каждую трубу (отвод) отводится страница или несколько страниц (в зависимости от
частоты проведения ревизий).
ПРИЛОЖЕНИЕ
1.7
ЖУРНАЛ
ревизии и ремонта гарнитуры,
металлоконструкций
и строительной части печи
Печь_______________________
Установка__________________
Цех________________________
Составлен __________________
Начат « _____» ________ 19
г.
Окончен « _____»_______ 19 г.
1. Результаты ревизии
гарнитуры и металлоконструкций печи
Наименование элементов печи
|
Дата |
Место |
Ma рка элемента (тип) |
Ед. |
Кол-во |
Результаты |
Материал |
Подпись |
Примечание |
2. Записи о результатах
ревизии футеровки,
кладки и изоляции печи типа__________
|
Наименование |
Дата |
Результаты ревизии |
Принимаемые меры |
Подпись ответственного |
|
Кладка торцевых стен |
||||
|
Кладка фронтальных стен |
||||
|
Кладка форсуночных окон |
||||
|
Кладка фронтальных стен |
||||
|
Кладка горизонтального |
||||
|
Кладка наклонного свода |
||||
|
Кладка перевальных стен |
||||
|
Кладка газоходов |
||||
|
Изоляция торцевых стен |
||||
|
Изоляция фронтальных стен |
||||
|
Футеровка свода |
||||
|
Футеровка пода и т.д. |
3. Записи о проведенных
ремонтах
Вид ремонта _______
|
Дата |
Наименование |
измерения |
Объем |
Материал, марка кирпича |
Ед. |
Подписи |
Примечание |
|
Ремонт торцевых стен |
м3 |
шт. |
|||||
|
Ремонт боковых стен ниже |
|||||||
|
Ремонт футеровки |
|||||||
|
Ремонт боковых стен выше |
|||||||
|
Ремонт горизонтального |
|||||||
|
Ремонт кладки газохода |
|||||||
|
Ремонт торкретпокрытия |
|||||||
|
Ремонт изоляции свода и |
|||||||
|
Другие работы |
Примечание . В
таблице приводится примерный перечень работ, который может меняться в
зависимости от типа печи.
ПРИЛОЖЕНИЕ 1.8
АКТ
испытания змеевиков печи на плотность и прочность
|
Дата______ |
|||||||||
|
ОБЪЕКТ цех № |
|||||||||
|
Установка______________________ |
|||||||||
|
Мы, нижеподписавшиеся: |
|||||||||
|
Представители заказчика: |
|||||||||
|
Нач. цеха (установки) |
|||||||||
|
Механик цеха |
|||||||||
|
Инженер ОТН |
|||||||||
|
Представители подрядчика |
|||||||||
|
составили настоящий акт в том, что произведено гидравлическое |
|||||||||
|
печи |
|||||||||
|
Рабочее давление (максимальное) |
|||||||||
|
Давление при гидроиспытании на прочность |
|||||||||
|
выдержкой в течение — мин. |
|||||||||
|
При давлении, сниженном до рабочего, змеевики печей осмотрены. |
|||||||||
|
Течей, свищей, недопустимых деформаций не обнаружено. |
|||||||||
|
Змеевики, перечисленные в настоящем акте, признаны выдержавшими |
|||||||||
|
Подписи: |
|||||||||
2. СТАЛЬНЫЕ ВЕРТИКАЛЬНЫЕ РЕЗЕРВУАРЫ
2.1. ОБЩИЕ УКАЗАНИЯ
2.1.1. Настоящий раздел «Инструкции» распространяется на наземные,
стальные вертикальные цилиндрические резервуары низкого давления (до 200 мм
вод. ст.), а также на резервуары, работающие без избыточного давления.
2.1.2. Приемку новых резервуаров после
монтажа необходимо проводить в соответствии с действующими
нормативно-техническими документами с учетом порядка, изложенного во «Временном
положении по приемке законченных строительством объектов».
2.1.3. Все работы по эксплуатации,
техническому надзору, ревизиям и ремонту, а также ремонтные и аварийные работы
на территории эксплуатирующихся резервуаров (и вновь вводимых или временно не
эксплуатирующихся) должны производиться в полном соответствии с требованиями
«Инструкции», «Общих правил взрывобезопасности для взрыво- и пожароопасных
химических, нефтехимических и нефтеперерабатывающих производств», технологического
регламента и технологических инструкций, а также действующих правил
безопасности, других нормативно-технических документов, указаний вышестоящих и
инспектирующих организаций.
2.1.4. Каждый действующий резервуар должен: соответствовать проекту;
иметь технический паспорт; быть оснащенным комплектом оборудования,
предусмотренного проектом; иметь номер, четко написанный на корпусе, согласно
технологической карте.
На вертикальные цилиндрические резервуары в зависимости от назначения
рекомендуется устанавливать следующее оборудование, отвечающее требованиям
стандартов и обеспечивающее безопасную эксплуатацию и снижение потерь хранимого
продукта от испарения:
— дыхательные и предохранительные клапаны;
— огневые предохранители;
— приборы контроля и сигнализации (уровнемеры, сниженные пробоотборники
ПСР, сигнализаторы уровня, манометры, приборы и средства автоматики систем
противоаварийной защиты и др.);
— противопожарное оборудование;
— приемораздаточные патрубки, вентиляционные патрубки;
— люки-лазы, люки световые и люки замерные.
2.1.5. Все производственные операции с
резервуарами следует производить в полном соответствии с технологическим
регламентом и технологическими производственными инструкциями, разработанными
для конкретных резервуаров на основе действующих «Правил технической
эксплуатации резервуаров» [ 92]
с учетом особенностей и условий эксплуатации, обеспечивая безопасность
обслуживания и постоянную надежность конструкции.
Для каждой категории эксплуатационных и ремонтных работников в
производственных инструкциях с учетом местных условий должны быть отражены:
— служебные обязанности работников, занимающихся эксплуатацией,
обслуживанием и ремонтом резервуаров;
— порядок проведения основных технологических операций, работ по
обслуживанию, сварочных и других ремонтных работ;
— необходимые мероприятия по технике безопасности и пожарной
безопасности.
2.1.6. Знание и соблюдение инструкций, указанных в п. 2.1.5,
а также положений настоящей «Инструкции», обязательно для всех лиц, связанных с
эксплуатацией, надзором к ремонтом резервуаров.
2.1.7. Лица, ответственные за безопасность эксплуатации резервуаров,
должны назначаться приказом по предприятию.
2.1.8. На каждом предприятии на основе настоящей «Инструкции» должны
быть составлены инструкции по техническому надзору, методам ревизии и
отбраковке, учитывающие особенности условий эксплуатации своих резервуаров.
2.2. НАДЗОР В ПЕРИОД ЭКСПЛУАТАЦИИ
2.2.1. Эксплуатируемые на предприятиях резервуары и их оборудование
периодически должны осматриваться в соответствии с табл. 2.1.
Таблица 2.1
ПЕРИОДИЧНОСТЬ ОСМОТРОВ РЕЗЕРВУАРОВ В
ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
|
Вид осмотра |
Периодичность |
|
1. Ежедневный осмотр обслуживающим персоналом |
Не реже 1 раза в сутки |
|
2. Осмотр лицами, ответственными за безопасную эксплуатацию |
Не реже 2 раз в месяц |
|
3. Осмотр комиссией |
Не реже 1 раза в 6 месяцев |
Примечания . 1. В случае необходимости, по усмотрению лиц,
ответственных за безопасную эксплуатацию, для отдельных резервуаров
устанавливается осмотр обслуживающим персоналом каждую вахту (вахтовый осмотр).
2. Для отдельных резервуаров вместимостью 1000 куб.м и
менее при хранении не коррозионных продуктов разрешается проводить осмотр
комиссией не реже одного раза в год при условии, что имеющийся опыт
эксплуатации этих резервуаров подтверждает их надежное техническое состояние.
3. Периодичность осмотров резервуаров с плавающими
крышами (понтонами) приведена в п. 2.6.2.
2.2.2. Ежедневный осмотр резервуаров обслуживающим персоналом
проводится в процессе эксплуатации.
Осмотру подвергаются: корпус резервуара, выступающая часть окрайки
днища, кровля, площадки обслуживания, устройства молниезащиты и заземления и
уровнемерные устройства, а также оборудование, находящееся с наружи.
При осмотре корпуса резервуара необходимо проверять (визуально) сварные
соединения и основной металл в доступных местах, особое внимание обращая на швы
нижних поясов и в местах приварки стенки к днищу (швы уторного уголка), а также
в местах присоединения люков-лазов, штуцеров и другого наружного оборудования.
При осмотре теплоизолированных резервуаров проверяют исправность
теплоизоляции или утепляющих устройств.
При осмотре резервуарного оборудования необходимо проверять
герметичность фланцевых соединений и сальников арматуры, а в зимнее время
(дополнительно) — отсутствие инея и промерзания входного и выходного отверстой
дыхательного клапана и наличие надежного утепления на резервуарных задвижках,
там, где это необходимо или предусмотрено проектом. У резервуаров, особенно с
подогревательными устройствами, необходимо проверять температуру продукта в
соответствии с технологической картой (технологическим регламентом).
О всех замеченных при осмотре неполадках и дефектах должно быть
немедленно сообщено руководству цеха (парка) с принятием необходимых мер и
обязательной записью в вахтовом журнале.
При обнаружении таких дефектов, как трещин,
отпотин, свищей в сварных швах или в основном металле листов стенки, а также
при появлении ненормального шума в резервуаре, переливов, течей в швах корпуса
(а у теплоизолированных резервуаров быстрого намокания или течи из-под
изоляции) или из-под днища, должны быть приняты Меры к немедленному опорожнению
резервуара полностью или частично (в зависимости от места расположения дефекта
и способа его устранения), к зачистке и подготовке к ремонту.
Примечание .
Подчеканка трещин или отдельных свищей запрещается; допускается их ликвидация
на кровле и 2-3 верхних поясах резервуара безогневыми способами (холодной
пайкой или клеевыми композициями) по соответствующей технологии, например [ 146].
2.2.3. Лица, ответственные за безопасную эксплуатацию резервуаров,
должны производить осмотр резервуаров, их оборудования и арматуры в
соответствии с требованиями пункта 2.2.2
и приложения 2.7.,
как правило, без опорожнения резервуара от продукта с записью результатов
осмотра в «Журнал осмотров резервуаров» (приложение 2.1.).
2.2.4. Комиссия в составе начальника цеха (парка), старшего механика
цеха (парка) и представителя технического надзора проводит осмотр с целью
выявления технического состояния резервуара без освобождения его от продукта.
При этом, при необходимости, привлекаются представители служб главного
энергетика и эколога, КИПиА, защиты от коррозии и техники безопасности.
2.2.5. При осмотре комиссией необходимо
проверить:
1) оснащение резервуара комплектом оборудования в соответствии с
проектом и действующими нормативными документами;
2) режим эксплуатации резервуара в соответствии с технологической
картой (максимальный уровень налива продукта, максимальную температуру его
хранения, соответствие скорости наполнения и опорожнения резервуара пропускной
способности дыхательной арматуры, наличие технологической карты в
производственных помещениях для обслуживающего персонала);
3) правильность ведения технической документации;
4) состояние корпуса, кровли, сварных швов, в том числе в местах
примыкания корпуса к днищу, врезки люков-лазов, а также наружного защитного
покрытия; для теплоизолированных резервуаров состояние теплоизоляции
(отсутствие намокания, течей, особенно на нижних поясах и в местах примыкания
стенки к днищу), при необходимости по усмотрению комиссии производится
частичное снятие теплоизоляции для контроля состояния корпуса и сварных швов;
5) исправность уровнемерного устройства и соблюдение норм налива,
разрешенных технологической картой;
6) герметичность фланцевых соединений, сальниковых уплотнений арматуры;
7) состояние дыхательных механических и предохранительных
гидравлических клапанов и другого оборудования, находящегося снаружи;
 работу обогревающих устройств;
работу обогревающих устройств;
9) состояние заземления и молниезащиты;
10) состояние обвалования, отмостки, а также лестниц, перил, площадок
обслуживания.
2.2.6. При осмотре резервуаров в осенний (при
подготовке к зиме) или в зимний периоды необходимо проверить дополнительно:
1) наличие на резервуарах (для светлых нефтепродуктов, сырой нефти и
дизельного топлива) дыхательных клапанов непримерзающего типа НДКМ, их
исправность и установку на коротком прямом штуцере, а у резервуаров с темными
нефтепродуктами — исправность вентиляционных патрубков;
2) отсутствие снега в месте примыкания корпуса к днищу.
По мере необходимости в период осмотра комиссией проводятся нивелировка
окрайки днища, замер толщин стенок резервуаров, проверка отсутствия вибрации
трубопроводов при наполнении (опорожнении) резервуара и др. по усмотрению
комиссии.
2.2.7. Осмотр резервуаров комиссией проводится по заранее
разработанному графику, утвержденному главным инженером. При разработке графика
предпочтение должно отдаваться проведению осмотров в осенний и весенний
периоды.
Допускается совмещать график осмотров, резервуаров комиссией с графиком
их ремонтов.
2.2.8. Результаты осмотра резервуара
оформляются актом, в котором отражается правильность ведения технологического
режима и технической документации, указываются обнаруженные при осмотре дефекты
и неисправности, сроки их устранения и ответственное лицо. К акту прилагаются
необходимые протоколы нивелировки или замера толщин стенок резервуара, если
таковые производились.
2.3. ВИДЫ , ОБЪЕМ РЕМОНТОВ, РЕВИЗИЙ И ИХ ПЕРИОДИЧНОСТЬ
2.3.1. Резервуары, находящиеся в
эксплуатации, подвергаются текущему, среднему и капитальному ремонтам.
Текущий ремонт проводят, как правило, без освобождения резервуара от
продукта; средний и капитальный ремонты выполняются с полным освобождением от
продукта и подготовкой его для внутреннего осмотра и работ.
ПРИМЕРНЫЙ ПЕРЕЧЕНЬ РАБОТ ПО КАЖДОМУ ВИДУ РЕМОНТА
ТЕКУЩИЙ РЕМОНТ: работы по подготовке резервуаров к зимнему или летнему
периодам эксплуатации (проверка клапанов, снятие кассет огнепреградителей и
др.), ремонт кровли, верхних поясов корпуса без применения огневых работ,
ремонт оборудования, расположенного с наружной стороны резервуара; ремонт
наружного защитного покрытия, изоляции (при необходимости).
СРЕДНИЙ РЕМОНТ: работы, связанные с зачисткой, дегазацией резервуара;
замена отдельных листов корпуса, кровли, днища с применением сварочных и
огневых работ, удаление дефектных сварных швов, ремонт или замена оборудования;
выравнивание неравномерной просадки резервуара; полная ревизия резервуара,
испытание на прочность и плотность отдельных узлов и резервуара в целом, работы
по антикоррозионным покрытиям внутри и покраска резервуара снаружи (по
необходимости) , ремонт обвалования.
КАПИТАЛЬНЫЙ РЕМОНТ: работы, предусмотренные средним ремонтом, работы по
замене большого объема дефектных частей корпуса, днища, кровли и оборудования;
ремонт основания и отмостки, полная ревизия резервуара, испытание на прочность
и плотность.
2.3.2. Периодичность для каждого вида ремонтов резервуаров
устанавливается в соответствии с табл. 2.2.
Таблица 2.2
ПЕРИОДИЧНОСТЬ РЕМОНТОВ РЕЗЕРВУАРОВ
|
Вид ремонта |
Периодичность |
|
Текущий |
В соответствии с п. 2.3.3 |
|
Средний |
В соответствии с табл. 2.3 |
|
Капитальный |
По мере необходимости (п. 2.3.5.) |
2.3.3. Текущий ремонт, как правило, проводится один раз в 6
месяцев, предпочтительно в периоды подготовки к зимней или летней эксплуатации
резервуаров.
Для отдельных резервуаров вместимостью 1000 куб.м и менее при хранении
в них не коррозионных продуктов допускается проводить ремонт не реже одного
раза в год, при условии, что имеющийся опыт эксплуатации этих резервуаров
подтверждает их надежное техническое состояние.
2.3.4. Периодичность средних ремонтов для резервуаров устанавливается В
зависимости от их типа, конструкции, вместимости и фактической скорости
коррозии их наиболее изнашиваемых основных несущих элементов (днища, стенки
корпуса, кровли) в соответствии с табл. 2.3.
Таблица 2.3
ПЕРИОДИЧНОСТЬ ВНУТРЕННИХ ОСМОТРОВ (ВО) И
СРЕДНИХ РЕМОНТОВ (СР) СТАЛЬНЫХ ВЕРТИКАЛЬНЫХ РЕЗЕРВУАРОВ
(не
реже 1 раза за период, в годах)
|
Вместимость, м3 |
Скорости коррозии, мм/год |
||
|
До 0,1 |
От 0,1 до 0,3 |
Свыше 0,3 |
|
|
От V = 100 до V = 700 |
12 |
8 |
4 |
|
От V > 700 до V = 5000 |
10 |
6 |
3 |
|
От V > 5000 |
10 |
5 |
3 |
Примечания .
1. В отдельных случаях при техническом обосновании допускается увеличение
периодичности среднего ремонта не более чем на 30% от указанной в таблице,
после осмотра и проверки технического состояния резервуара комиссией под
руководством главного инженера предприятия.
2. Если по технологическим причинам необходимо останавливать резервуар
на зачистку чаще, чем указано в табл. 2.3,
то допускается ремонт совмещать с одной из зачисток.
3. Периодичность ремонтов резервуаров с плавающей крышей (понтоном)
приведена в табл. 2.9.
подраздела 2.6.
2.3.5. Срок капитального ремонта назначается для каждого
резервуара на основании результатов эксплуатационных осмотров и ревизий с
учетом его фактического износа, особенностей условий эксплуатации и анализа
технического состояния.
2.3.6. На основании установленных сроков ежегодно составляются графики
ремонтов резервуаров, которые утверждаются главным инженером предприятия. При
включении каждого конкретного резервуара в график ремонтов на текущий год
учитывается его техническое состояние.
2.3.7. При подготовке резервуара к ремонту и в процессе того или иного
вида ремонта осуществляют ревизии резервуара и его оборудования. Результаты
ревизии учитываются при составлении дефектной ведомости на резервуар.
2.3.8. Ревизия резервуара при текущем ремонте проводится путем внешнего
осмотра корпуса, кровли, основания и наружного оборудования, учитывая
требования пп. 2.2.5. и 2.2.6.
Результаты ревизии оформляют в соответствии с пп. 2.2.8.
2.3.9. При среднем ремонте резервуара
выполняются все операции по ревизии при текущем ремонте и кроме того:
1) внутренний осмотр поверхностей и сварных швов резервуара (днища,
стенки) и оборудования, находящегося снаружи и внутри;
2) ревизия вспомогательного оборудования (арматуры, трубопроводов,
средств КИПиА и др.) с частичной или полной разборкой;
3) осмотр стыковых швов окраек днища и швов в месте примыкания стенки
корпуса к днищу (снаружи и внутри резервуара), а также сварных соединений
стенки и кровли (в первую очередь в местах, подверженных коррозии, со следами
потеков, деформаций); в этих местах рекомендуется провести выборочный контроль
неразрушающими методами;
4) замер толщины металла стенок корпуса, днища, кровли;
5) контроль просадки резервуара путем нивелирования окрайки днища и
центра резервуара;
6) проверка геометрической формы резервуара и вертикальности его
стенки;
7) проверка состояния заземления и молниезащиты;
проверка противопожарного оборудования (пеновые камеры, стояки
пенокамер, места присоединения пожарных шлангов к стоякам);
9) испытания на прочность и плотность (в случаях, если при ремонте
проводились исправления просевшего основания и огневые работы на корпусе и
днище, а также по требованию представителя технического надзора).
Примечания: 1. Для резервуаров, в которых по температурным условиям ,
эксплуатации возможно интенсивное инееобразование и перекрытие дыхательных
клапанов, выполняется проверка установки последних на коротком прямом штуцере
диаметром не менее 200 мм или проводятся другие мероприятия, способствующие
исправной работе дыхательных и предохранительных клапанов в зимнее время.
2. Проверка вертикальности стенки корпуса для резервуаров вместимостью
2000 куб. м и более выполняется в период подготовки к ремонту, а также для всех
резервуаров независимо от их вместимости в тех случаях, когда визуально наблюдаются
нарушения геометрической формы и явные отклонения от вертикальности стенок.
3. Нивелировка производится для резервуаров вместимостью 2000 куб. м и
более не реже 1 раза в год в первые пять лет эксплуатации. В последующие годы
нивелировка производится не реже 1 раза в 5 лет.
Для резервуаров вместимостью до 2000 куб. м, у которых основание
стабилизировалось (что подтверждают протоколы неоднократных нивелировок),
контрольные нивелировки можно производить не реже 1 раза в 10 лет.
2.3.10. В период капитального ремонта при ревизии выполняются
те же операции, что и при среднем ремонте, кроме того дополнительно:
1) проводится проверка осмотром всех стыковых вертикальных швов и мест
пересечений вертикальных швов с горизонтальными двух нижних поясов внутри и
снаружи резервуара с использованием лупы; сомнительные участки вертикальных
стыков и места пересечений вертикальных швов с горизонтальными, а также все
вновь сваренные при ремонте швы подвергаются радиографическому контролю;
2) стыковые швы окраек днища и швы в месте примыкания стенки корпуса к
днищу подвергают проверке осмотром с применением лупы внутри и снаружи
резервуара; для уточнения состояния сомнительных стыковых швов окрайки и
пересечения стыков окрашен днища со швом в месте примыкания корпуса к днищу для
резервуаров объемом 2000 куб.м и выше необходимо проверить эти пересечения
одним из способов: цветной дефектоскопией, просвечиванием
рентгено-гамма-лучами, ультразвуковым методом;
3) проводится 100%-ный наружный осмотр сварных соединений кровли, коробов,
понтонов и плавающих крыш; дефектные участки подвергаются ремонту, после чего
проводится проверка вакуум-камерой или керосиновой пробой на плотность;
4) проверяется состояние основания и отмостки, контролируется положение
резервуара нивелирной съемкой до и после гидравлического испытания.
2.3.11. Ревизия резервуара при ремонтах проводится администрацией цеха
с участием представителя технического надзора с привлечением, при
необходимости, представителей других служб (КИПиА, ОГЭ).
2.3.12. Результаты ревизии оформляются «Актом ревизии и отбраковки
элементов резервуара». Акт утверждается главным механиком предприятия или
другим ответственным лицом по усмотрению технического руководства предприятия
(рекомендуемая форма приведена в приложении 2.2.).
2.3.13. Если в результате ревизии появились сомнения в несущей
способности отдельных конструкций или всего резервуара, то необходимо провести
дополнительное обследование, которое включает контроль сварных стыков в большем
объеме (в сомнительных местах и выборочно), проведение испытания механических
свойств и химического состава металла образцов, вырезанных непосредственно из
элементов резервуара, испытание на прочность и плотность, расчет на прочность.
При необходимости привлекаются специализированные организации.
Результаты ревизии и дополнительного обследования служат основанием для
оценки технического состояния резервуара и решения вопроса о возможности и
сроке его дальнейшей эксплуатации при полных или ограниченных эксплуатационных
нагрузках.
2.4. МЕТОДЫ И СОДЕРЖАНИЕ РЕВИЗИЙ
2.4.1. При осмотре каждого вида резервуарного оборудования необходимо
проверить:
1) герметичность разъемных соединений (фланцевых, резьбовых, сальниковых),
а также мест примыкания арматуры к корпусу резервуара;
2) состояние крепежных деталей, прокладок, сальников; уплотнений в
запорной арматуре;
3) исправность дыхательных клапанов, плавное движение и плотность
посадки тарелок на гнезда, чистоту сеток клапанов; в клапане НДКМ — отсутствие
разрыва фторопластового покрытия и обледенения внутренней поверхности,
отсутствие инея, льда, разрыва мембраны, неисправности пружин амортизатора;
4) качество и уровень жидкости, чистоту сетчатой перегородки в
гидравлическом (предохранительном) клапане, в клапане КПГ в зимнее время —
отсутствие инея, льда на внутренней поверхности колпака; в мембранном клапане —
состояние мембраны, Чистоту соединений, уровень рабочей жидкости в
блок-манометре;
5) исправность шарнира и прокладочных колец в замерном люке;
6) чистоту пакетов с гофрированными пластинами, плотность и
герметичность крышки в огневом предохранителе;
7) исправность, герметичность змеевиковых пароподогревателей у
резервуаров с подогревом продукта;
наличие и исправность диафрагмы и гаек с прокладками на концах
пенопроводов в пеносливной камере у резервуаров с пенотушением;
9) правильность действия хлопушки или подъемной шарнирной трубы (подъем
должен быть плавным и легким) в приемораздаточных патрубках; исправность состояния
троса и крепления его к лебедке;
10) правильность показаний прибора замера уровня.
2.4.2. Внутренний осмотр резервуара проводится после полного
освобождения его от продуктов и отсоединения трубопроводов путем установки
заглушек, зачистки, промывки, пропарки и полной дегазации резервуара.
При внутреннем осмотре проверяются:
1) внутренние поверхности и сварные соединения стенок, кровли, днища,
мест примыкания корпуса к днищу снаружи и внутри, места врезки люков и
резервуарного оборудования;
2) исправность внутреннего оборудования;
3) состояние элементов перекрытия (радиальных балок, стропильных
полуферм и др.), для чего, в случае необходимости, производится вырезка
участков кровли размером 0,5х0,5 м в местах примыкания фермы к корпусу и других
местах по усмотрению службы технического надзора;
4) состояние внутреннего антикоррозионного покрытия или элементов
протекторной защиты.
2.4.3. Проверка толщины листовых элементов резервуара выполняется путем
замера фактической толщины листов металла ультразвуковыми толщиномерами.
Работы по измерению толщины стенок ультразвуковыми толщиномерами
выполняют согласно инструкциям на эти приборы и «Инструкции по ультразвуковому
контролю сварных соединений технологического оборудования» (РДИ 38.18.002-83),
разработанной ВНИКТИнефтехимоборудование (Волгоград, 1983) [ 34].
Измерение фактической толщины листов элементов резервуаров производится
в местах наибольшего и наименьшего коррозионного износа, определяемого внешним
осмотром.
СТЕНКА РЕЗЕРВУАРА: измеряются толщины листов на 2 нижних поясах, в
первую очередь в местах, подверженных коррозии, затем выборочно на остальной
поверхности листов, но не менее, чем указано ниже для резервуаров вместимостью:
от 100 куб. м до 1000 куб. м – в 3 листах;
от 1000 куб. м до 5000 куб. м – в 6 листах;
10000 куб, м и более — в листах, равномерно расположенных по периметру,
не реже чем через 12 м.
На каждом следующем поясе проверяются толщины во всех местах с явной
коррозией; при отсутствии последней — в точках по усмотрению службы
технического надзора, но не менее чем на 3-4 листах, равномерно выбранных по
периметру.
При контроле толщины стенки лист измеряется не менее чем в 3 точках
(вблизи верхнего горизонтального сварного шва, в середине пояса и вблизи
нижнего сварного шва).
За фактическую толщину листа принимается средняя арифметическая
величина из всех его измерений. При расчетной оценке прочности пояса стенки
используется минимальная величина из всех измеренных его листов.
ДНИЩЕ: измеряется толщина во всех местах, подверженных коррозии; в
необходимых случаях для уточнения зон коррозионного износа выполняют
дополнительный объем измерений, используя координатную сетку (100х100 мм); при
отсутствии видимых следов коррозии замер толщины производят выборочно по
усмотрению службы технического надзора, но не менее 30% листов, равномерно
расположенных по всей площади.
КРОВЛЯ: измеряется толщина всех листов, подверженных коррозии; при
отсутствии видимой коррозии замер толщин производят выборочно по усмотрению
службы технического надзора, но не менее чем в 3-4 листах примыкания кровли к
стенке (краевых листах), равномерно расположенных по периметру, и на каждом из
3-4 перекрещивающихся диаметров по 3 точки.
2.4.4. Проверка вертикальности стенки резервуара производится
геодезическим методом при помощи теодолита.
Кроме того, замер отклонений образующих сотенки резервуара от вертикали
можно производить также отвесом с грузом, который спускается с кровли в местах,
расположенных по периметру резервуара, не реже, чем через б м.
Величины допускаемых отклонений образующих стенки резервуара указаны в
п. 2.5.4.
(табл. 2.7.) данной
«Инструкции».
2.4.5. Проверка состояния днища резервуара включает:
1) нивелировку окрайки днища;
2) проверку наличия хлопунов, вмятин;
3) проверку состояния сварных швов, коррозионного состояния листов
днища, замер толщины листов.
2.4.6. Нивелировка по окрайке днища выполняется для определения
горизонтальности наружного контура днища с помощью прибора (нивелира).
Допускаемые отклонения наружного контура днища приведены в подразделе 2.5.,
табл. 2.6. настоящей «Инструкции».
Нивелировка наружного контура днища резервуара проводится в теплое
время года.
Резервуар должен иметь строго зафиксированные контрольные точки по
окрайке днища, расположенные через каждые 6 м. При этом каждый резервуар имеет:
|
вместимостью |
1000 куб. м |
— 6 контрольных точек; |
|
« |
2000 куб. м |
— 8 контрольных точек; |
|
« |
3000 куб. м |
— 10 контрольных точек; |
|
« |
5000 куб. м |
— 12 контрольных точек; |
|
« |
10000 куб. м |
— 18 контрольных точек; |
|
« |
20000 куб. м |
— 24 контрольных точек; |
2.4.7. Проверку наличия хлопу нов, вмятин и других неровностей в днище
выполняют путем нивелирной съемки или наливом воды до уровня наивысшей точки
днища и последующего измерения расстояния от днища до поверхности воды.
Измерение производят не менее чем в 6 точках по окрайкам и не менее чем в 8
точках полотнища днища, равномерно расположенных на 2-3 перекрещивающихся
диаметрах.
2.4.8. Контроль качества сварных соединений при ревизии и ремонте
резервуара осуществляется в соответствии с требованиями действующих
государственных, отраслевых стандартов, строительных норм и правил [ 17- 22,
24,
28- 30,
34, 35, 64].
Контроль качества сварных соединений включает:
1) наружный осмотр;
2) испытание на герметичность керосином, вакуум-камерой и другими
способами;
3) неразрушающие методы контроля.
Наружному осмотру подвергаются 100% всех сварных соединений,
выполненных при ремонтных работах. Осмотр производят невооруженным глазом и в
сомнительных участках — через лупу 6-8 кратного увеличения для выявления
возможных дефектов.
Испытанию на герметичность подвергаются все сварные соединения,
выполненные в период ремонтных работ.
Все вновь сваренные при ремонте швы должны быть подвергнуты
радиографическому или ультразвуковому контролю.
2.4.9. Резервуары низкого давления после монтажа испытываются в
соответствии со СНиП
3.03.01-87 [ 64] на прочность
и устойчивость избыточным давлением, которое принимается на 25% больше проектной
величины, а вакуумом — на 50% больше проектной величины, если в проекте нет
других указаний; продолжительность нагрузки при этом 30 минут.
Стационарная крыша резервуара испытывается при полностью заполненном
водой резервуаре на давление, превышающее проектное на 10%. Давление создается
либо непрерывным заполнением резервуара водой при закрытых люках и штуцерах,
либо нагнетанием сжатого воздуха. Контроль давления осуществляется U -образным манометром, выведенным по
отдельному трубопроводу за обвалование.
Испытание резервуаров повышенного давления производят в соответствии с
требованиями, приведенными в проекте, с учетом их конструктивных особенностей.
Испытание резервуара без давления производят только на расчетную
гидростатическую нагрузку наливом воды до высоты, предусмотренной проектом.
2.4.10. Каждый резервуар после ремонта, как правило, должен быть
проверен на плотность и прочность путем налива воды до высоты, предусмотренной
проектом или определенной расчетом.
Примечание . Для
резервуаров, в которых хранятся тяжелые продукты (удельный вес которых равен
или более удельного веса воды), испытания на прочность проводятся по
специальным методикам.
Гидравлическое испытание рекомендуется проводить при температуре
окружающего воздуха не ниже 5 оС.
Резервуар, залитый водой, испытывают с выдерживанием под этой нагрузкой
(без избыточного давления):
вместимостью до 10000 куб. м — не менее 24 часов;
свыше 10000 куб. м — не менее 72 часов.
2.4.11. По мере заполнения резервуара водой необходимо наблюдать за
состоянием конструкций и сварных швов.
При обнаружении течи из-под края днища или появлении мокрых пятен на
поверхности отмостки необходимо прекратить испытание, слить воду, установить и
устранить причину течи.
Если в процессе испытания будут обнаружены свищи, течи и трещины в швах
стенки (независимо от величины дефекта), испытание должно быть прекращено и
вода слита до уровня:
а) при обнаружении дефекта в поясах от I до VI
на один пояс ниже расположения дефекта;
б) при обнаружении трещин в поясах от VII и выше — до V пояса.
После устранения обнаруженных дефектов испытания должны быть
продолжены, а в случае полного слива воды — повторены.
2.4.12. Резервуар считается выдержавшим гидравлическое испытание, если
в процессе испытания и по истечении установленного времени испытания на
поверхности стенки резервуара, в сварных швах, по краям днища или из-под днища
не появится течи, мокрых пятен на отмостке и если уровень воды не будет
снижаться.
2.5. ДОПУСКАЕМЫЕ ОТКЛОНЕНИЯ И НОРМЫ ОТБРАКОВКИ , ЭЛЕМЕНТОВ
РЕЗЕРВУАРОВ
2.5.1. Допускаемые отклонения фактических размеров оснований и
фундаментов при монтаже и эксплуатации новых резервуаров от проектных не должны
превышать величин, приведенных в табл. 2.4.
Таблица 2.4
|
Отклонение |
Предельное отклонение, мм, для резервуаров объемом, м |
|||
|
100-700 |
1000-5000 |
10000-50000 |
||
|
1. Отклонение отметки |
0; +20 |
0; |
0; |
|
|
с подъемом к центру |
0; |
0; |
0; |
|
|
с уклоном к центру |
0; |
0; |
0; |
|
|
2. Отклонение отметок |
+10 |
+15 |
— |
|
|
3. Разность отметок любых |
20 |
25 |
— |
|
|
4. Отклонение отметок |
— |
— |
±8 |
|
|
5. Разность отметок любых |
— |
— |
15 |
|
|
6. Отклонение ширимы |
— |
— |
+50; |
|
|
7. Отклонение наружного |
— |
— |
+60; |
|
|
8. Отклонение толщины |
— |
— |
+5 |
2.5.2. Допускаемые
отклонения фактических геометрических размеров и форм стальных конструкций
новых резервуаров при монтаже и эксплуатации не должны превышать значений,
приведенных в табл. 2.5.
Таблица 2.5
|
Отклонение |
Допускаемое |
|
|
Днище |
||
|
1. |
Отклонение отметок |
Табл. |
|
2. |
Высота хлопунов при |
|
|
до 12 м (предельная |
150 |
|
|
св. 12 м (предельная |
180 |
|
|
Стенка |
||
|
3. |
Отклонение величины |
|
|
при радиусе до 12 м |
±20 |
|
|
при радиусе свыше 12 м |
±30 |
|
|
4. |
Отклонение высоты стенки |
|
|
из рулонных заготовок |
±20 |
|
|
из рулонных заготовок |
±25 |
|
|
из отдельных листов |
±30 |
|
|
5. |
Отклонение образующих от |
Табл. |
|
6. |
Выпучины или вмятины на |
Табл. |
|
Крыша: |
||
|
7. |
Разность отметок смежных |
20 |
2.5.3. Допускаемые
отклонения наружного контура днища:
Таблица 2.6
|
Объем |
Разность |
|||
|
при |
при |
|||
|
смежных |
любых других точек |
смежных |
любых |
|
|
Менее 700 |
10 |
25 |
20 |
40 |
|
700-1000 |
15 |
40 |
30 |
60 |
|
2000-5000 |
20 |
50 |
40 |
80 |
|
10000-20000 |
15 |
45 |
35 |
75 |
|
30000-50000 |
30 |
60 |
50 |
100 |
Примечание . При
превышении допускаемых отклонений в соответствующих местах под днищем подбивают
гидрофобный грунт.
2.5.4. Предельные отклонения от вертикали
образующих стенки резервуаров. (±), мм:
Таблица 2.7
|
Вместимость |
Номер пояса, начиная с нижнего |
|||||||||||
|
1 |
II |
III |
IV |
V |
VI |
VII |
VIII |
IX |
X |
XI |
XII |
|
|
100-700 |
10 |
20 |
30 |
40 |
45 |
50 |
— |
— |
— |
— |
— |
— |
|
1000-5000 |
15 |
25 |
35 |
45 |
55 |
60 |
65 |
70 |
75 |
80 |
— |
— |
|
10000-20000 |
20 |
30 |
40 |
50 |
60 |
70 |
75 |
80 |
85 |
90 |
90 |
90 |
|
30000-50000 |
30 |
40 |
50 |
60 |
70 |
75 |
80 |
85 |
90 |
90 |
90 |
90 |
Примечания . 1. Предельные отклонения даны для стенок из листов
шириной 1,5 м. В случае применение листов другой ширины предельные отклонения
образующих стенки от вертикали на уровне всех промежуточных поясов следует
определять интерполяцией.
2. Замеры отклонений производят для каждого пояса на расстоянии до 50
мм от верхнего горизонтального шва.
3. Проверку отклонений производят не реже чем через 6 м по окружности
резервуара.
4. При определении отклонений учитывают телескопичность стенки
резервуаров, смонтированных полистовым способом.
5. Указанные в таблице отклонения должны удовлетворять 75%
произведенных замеров по образующим. Для остальных 25% замеров допускаются
предельные отклонения на 30% больше, с учетом их местного характера.
6. Для отдельных резервуаров, эксплуатирующихся не
более 25 лет и имеющих отклонения от вертикали выше указанных в табл. 2.7 и примечании 5, допускается
временная эксплуатация на основании заключения специализированной организации
при условии, что эти отклонения не прогрессируют.
2.5.5. Для резервуаров, находящихся в эксплуатации длительное время
(более 25 лет), допускаются отклонения от вертикали выше указанных в табл. 2.7 (но не более, чем вдвое), при
условии их стабилизации и отсутствия значительных (неплавных) переломов в
нижних поясах корпуса.
2.5.6. Допускаемые выпучины или вмятины на поверхности стенки вдоль
образующей (для новых резервуаров):
Таблица 2.8
|
Расстояние |
Допускаемая |
|
До |
15 |
|
1500 |
30 |
|
3000 — 4000 |
45 |
2.5.7. Для длительно
эксплуатирующихся резервуаров местные отклонения стенки корпуса при наполненном
резервуаре не должны превышать следующих величин:
1) стрела прогиба каждого пояса в пределах его высоты — 15 мм;
2) отклонения поверхности вмятины или выпучины корпуса от прямой,
соединяющей нижний и верхний края деформированного участка вдоль образующей,
без учета стрелы прогиба пояса при длине дефектного места:
до 1 500 мм — 20 мм,
от 1 500 до 3 000 мм — 35 мм,
от 3 000 до 4 500 мм — 45 мм,
от 4 500 до 6 000 мм — 60 мм;
3) глубина вмятин в пределах двух верхних поясов не более 200 мм;
4) размер стрелы прогиба горизонтального гофра:
|
не более |
30 мм |
при толщине листов |
4 мм; |
|
« |
40 мм |
» |
5 мм; |
|
« |
50 мм |
» |
6 мм; |
|
« |
60 мм |
» |
7-8 мм. |
При размерах гофра больше допускаемых участок с гофром подлежит
исправлению.
2.5.8. Недопустимы резкие неплавные переломы в
нижних поясах корпуса, которые дают «хлопки» при заливе и сливе продукта.
2.5.9. Допустимые величины осадки основания и хлопунов днища
резервуаров, длительное время находящихся в эксплуатации, не должны превышать
следующих величин:
1) отклонения от горизонтальности наружного контура днища (окрайки)
резервуаров вместимостью от 2000 куб. м до 10 000 куб. м для двух соседних
точек с расстоянием 6м — не более 80 мм, для диаметрально противоположных точек
— не более 150 мм;
для резервуаров вместимостью 700-1000 куб. м величины отклонений не
должны превышать 75%, а для резервуаров 100-400 куб. м — 50% от величин,
указанных выше;
2) высота хлопунов на днище:
— не более 200 мм при предельной площади 2 кв. м;
— не более 220 мм при предельной площади 5 кв. м.
При отклонениях основания более указанных или при наличии зон днищ с
большей высотой хлопунов (или меньшей площадью хлопунов), а также при наличии
местного перелома (угла) на поверхности листа, образованного резким изгибом,
основание и днище подлежат исправлению.
Примечания : 1. Повторная нивелирная съемка должна производиться
по возможности в точках, в которых выполнялась первая съемка.
2. Если максимальная осадка основания для диаметрально противоположных
точек превышает допустимые не более чем на 100 мм, но на протяжении ряда лет не
увеличивается (стабилизировалась), то исправление не производится.
3. Результаты нивелирной съемки фиксируются на специальной схеме,
прикладываемой к «Акту ревизии и отбраковки элементов резервуара».
2.5.10. По внешнему виду
сварные швы должны удовлетворять следующим требованиям:
1) иметь гладкую или равномерно чешуйчатую поверхность (без наплывов,
прожогов, сужений и прерывов) и плавный переход к основному металлу;
2) наплавленный металл должен быть плотным по всей длине шва, не иметь
трещин и дефектов в виде пор, шлаковых включений и т.п.;
3) подрезы основного металла на продольных вертикальных швах нижних
поясов стенки резервуаров не допускаются.
На остальных продольных и всех поперечных швах допустимыми могут быть
лишь следующие наружные дефекты:
подрезы глубиной до 5% толщины свариваемого проката, но не более 1 мм;
удлиненные и сферические одиночные дефекты глубиной до 10% толщины
свариваемого проката, но не более 3 мм (при длине — до 20% длины оценочного
участка*;
дефекты удлиненные сферические в виде цепочки или скопления глубиной до
5% толщины свариваемого проката, но не более 2 мм (при длине — до 20% длины
оценочного участка); длина цепочки или скопления — не более удвоенной длины
оценочного участка;
дефекты (непровары, цепочки и скопления пор), соседние по длине шва
(расстояние между близлежащими концами не менее 200 мм);
4) отклонения размеров швов сварных соединений от проектных не должны
превышать величин, указанных в стандартах [ 16- 22].
*Длина
оценочного участка выбирается из табл. 2 приложения 2.8
2.5.11. Допустимые размеры дефектов и допустимые отклонения в сварных
швах, обнаруживаемые неразрушающими (физическими) методами контроля
(радиографическим, ультразвуковым), должны быть в соответствии с действующими
стандартами и правилами ( ГОСТ
7512-82 [ 29],
ГОСТ
23055-78 [ 30],
СНиП 3.03.01-87
[ 64]
и др.) и приведены в приложении 2.8.
В соединениях, доступных сварке с двух сторон, а
также в соединениях на подкладках, суммарная площадь дефектов (наружных,
внутренних или тех и других одновременно) на оценочном участке не должна
превышать 5% площади продольного сечения сварного шва на этом участке.
В соединениях без подкладок, доступных сварке только с одной стороны,
суммарная площадь всех дефектов на оценочном участке не должна превышать 10%
площади продольного сечения сварного шва на этом участке.
Обнаруженные в результате контроля недопустимые дефекты необходимо
устранить, а участки шва с недопустимыми дефектами вновь заварить и
проконтролировать.
2.5.12. После выполнения толщинометрии замеренные толщины листов
металла сравниваются с отбраковочными, установленными для различных элементов
резервуара.
2.5.13. Отбраковочная толщина листов для каждого пояса стенки
резервуара определяется по формуле:
![]()
где: δотб — отбраковочная толщина листов,
вычисленная для каждого пояса стенки; если отбраковочная величина получилась
менее 2 мм, то она принимается равной 2 мм; для резервуаров вместимостью свыше
5000 куб. м отбраковочная толщина трех верхних поясов должна быть не менее
проектной, уменьшенной на 30%;
γ = r · g — удельный вес
хранимого продукта, МН/куб.м;
r — плотность хранимого продукта, кг/куб.м;
g — ускорение свободного падения, м/с2;
Hi — расчетная высота столба жидкости (м), определяемая для каждого пояса
и равная расстоянию от установленного максимального уровня налива жидкости Н H до нижней кромки рассчитываемого пояса.
При условии равенства высот каждого пояса
Hi = Н H — (i – l)hП ,
где i — номер рассчитываемого
пояса, i = 1, 2, 3, 4,
….8;
Н H — установленная высота уровня налива жидкости в резервуаре, м;
hП — высота пояса резервуара, м;
р — избыточное
давление под кровлей резервуара, МПа;
D — диаметр резервуара, м;
n 1 — коэффициент перегрузки по жидкости, принимается равным 1,1;
n 2 — коэффициент перегрузки по газу, принимаемый равным 1,2;
m — коэффициент условий работы, принимаемый в соответствии со СНиП 2.09.03-85
[ 10]:
для нижнего пояса m = 0,7;
для остальных поясов m
= 0,8;
φ — расчетный
коэффициент прочности, принимаемый для вертикальных швов различных типов
сварных соединений с учетом способов их контроля по соответствующей технической
документации (проектной и др.) или в соответствии с приложением 2.3;
К — коэффициент
надежности по материалу, принимаемый в соответствии со СНиП II-23-81 [ 7] в
зависимости от марки стали: для углеродистой и низколегированной сталей К=1,05;
RH — нормативное сопротивление (МПа) прокатной стали, равное минимальному
значению предела текучести стали листов, выбираемое по СНиП II-23-81 [ 7]; если
имеющиеся сертификатные данные металла листов соответствуют ГОСТ, то RH = σт, где σт — предел текучести,
принимается по этому ГОСТу; при наличии сведений о механических свойствах и
химическом составе каждого листа рассматриваемого пояса в формулу отбраковки
допускается подставлять RH =
σт min ,
где σт min —
минимальный предел текучести из всех листов этого пояса, МПа;
Примечания : 1. При изменении или уточнении отдельных исходных
данных (например, замене продукта, скорости коррозии, высоты уровня наполнения
резервуара и др.) необходимо произвести уточненный расчет отбраковочных величии
стенки для каждого конкретного
резервуара.
2. При среднем или капитальном ремонте в случае испытания резервуара на
прочность наливом воды необходимо уточнить отбраковочные толщины листов стенки
с учетом удельного веса воды. Если при этом отбраковочные толщины окажутся
больше фактических, испытание проводить при сниженном уровне налива воды,
определяемого расчетом.
3. Для отдельных резервуаров значения некоторых коэффициентов и других
величин, входящих в эту формулу, принимаются с учетом результатов
дополнительного обследования и комплексной оценки прочности несущих элементов
резервуаров с участием специализированной организации.
2.5.14. При среднем или
капитальном ремонте замене подлежат все листы поясов стенки, фактическая
толщина которых менее полученной в результате расчета отбраковочной величины.
2.5.15. Если листы с уменьшенной толщиной не заменяются, то необходимо
выполнить конструктивное усиление стенки или снизить уровень налива продукта до
высоты, при пересчете на которую отбраковочная величина будет уже меньше
фактической толщины. Допустимая высота налива определяется расчетом.
Конструктивное усиление резервуара можно осуществить в соответствии с
«Рекомендациями по восстановлению несущей способности стальных вертикальных
резервуаров путем их усиления», разработанными во ВНИКТИнефтехимоборудование [ 84].
2.5.16. Листы днища резервуара отбраковываются по толщине при сплошном
коррозионном износе на 30% и более от проектной величины, а также при наличии
местных переломов (углов) на поверхности листа, образованных резкими изгибами.
2.5.17. Листы кровли резервуара отбраковываются и заменяются при
коррозионном износе на 50% и более от проектной величины, а также с переломами
и резкими изгибами.
2.5.18. Несущие конструкции покрытий (фермы, прогоны, балки)
резервуара отбраковываются при уменьшении толщины профиля на 30% и более от
проектной величины.
2.5.19. Участки днища, стенки, кровли резервуара, имеющие дефекты в
сварных швах и в основном металле в виде трещин, расслоений, значительных
коррозионных повреждений, а также с резкими изгибами и переломами, подлежат
удалению.
Размер участков, подлежащих удалению, определяется в зависимости от
конкретных размеров, количества и расположения дефектов и выбранного метода
ремонта.
2.5.20. Отмостка вокруг резервуара должна иметь необходимый уклон,
обеспечивающий отвод воды в сторону кольцевого лотка.
При наличии в отмостке дефектов в виде трещин поврежденные участки
необходимо исправлять с учетом следующих требований:
1) нижний утор резервуара должен быть выше окружающей отмостки и должен
быть обеспечен отвод атмосферных осадков от резервуара;
2) не допускаются наличие всякой растительности и скопление воды и
снега у контура резервуара;
3) для старых резервуаров, там, где невозможно обеспечить положение
отметки нижнего утора выше окружающей отметки, необходимо выполнить
мероприятия, обеспечивающие возможность просмотра утора и отвода атмосферных
вод от него.
2.5.21. Обвалование должно соответствовать проекту. Поврежденное
обвалование или не удовлетворяющее противопожарным нормам подлежит исправлению.
2.6. ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ И ТЕХНИЧЕСКОГО НАДЗОРА ЗА
РЕЗЕРВУАРАМИ С ПЛАВАЮЩЕЙ КРЫШЕЙ ИЛИ ПОНТОНОМ
2.6.1. НАДЗОР В ПЕРИОД ЭКСПЛУАТАЦИИ
2.6.1.1. Приемка резервуаров с плавающей крышей или понтоном в
эксплуатацию после монтажа или ремонта производится в соответствии c п. 2.1.2.- 2.1.3.
Кроме того, должна быть представлена техническая документация на плавающие
крыши (металлические и неметаллические понтоны), на конструкцию уплотняющих
затворов и акты испытании на герметичность коробов плавающей крыши (понтона)
после их монтажа, а также документы, подтверждающие применение в плавающих
крышах, понтонах, затворах и в другом резервуарном оборудовании синтетических,
резинотехнических или других полимерных материалов, отвечающих специальным
техническим требованиям для каждого конкретного вида изделия и удовлетворяющих
требованиям охраны труда и пожарной безопасности.
2.6.1.2. Осмотр резервуаров с плавающей крышей (понтоном) в процессе
эксплуатации производится:
1) ежесменно (ежедневно) — обслуживающим персоналом с записью в
вахтовом журнале, а также, независимо от этого, перед каждым наполнением или
опорожнением;
2) еженедельно — лицом, ответственным за безопасную эксплуатацию
резервуаров, или механиком с росписью и отражением отмеченных замечаний в
вахтовом журнале, также рекомендуется производить осмотр резервуаров указанными
лицами в соответствии с п. 2.6.1.3.
в периоды резкой смены погоды и температуры (после метели, заморозков или
оттепели);
3) периодически, не реже 1 раза в 3 месяца — комиссией в составе
начальника цеха (парка), механика и представителя технического надзора. При
этом привлекаются представители служб главного энергетика, КИПиА и техники
безопасности.
Осмотр комиссией производится в соответствии с графиком, утвержденным
главным инженером предприятия.
Примечание . Осмотр
комиссией резервуаров вместимостью 1000 куб.м и ниже допускается проводить не
реже одного раза в 6 месяцев при условии, что имеющийся опыт эксплуатации этих
резервуаров подтверждает их надежное техническое состояние.
2.6.1.3. При ежесменном (ежедневном) и
еженедельном осмотрах необходимо проверить:
1) положение плавающей крыши (понтона), ее горизонтальность —
отсутствие видимого крена;
2) отсутствие продукта иди воды в коробах и центральной части плавающей
крыши, на понтоне; в зимнее время — наличие снега на плавающей крыше.
При обнаружении жидкости в коробах и центральной части плавающей крыши
(на понтоне) необходимо выяснить причины этого и срочно принять меры к их
опорожнению.
Не допускается накопление снега на плавающей крыше толщиной более 0,1 м
и односторонний нанос снега или односторонняя наледь на стенке резервуара;
3) плотность прилегания затворов к стенке резервуара; в зимнее время —
отсутствие примерзания уплотняющего затвора к стенкам резервуара;
4) наличие следов касания плавающей крыши (понтона) о стенки
резервуара;
5) состояние кольцевого уплотняющего затвора;
6) состояние системы водоспуска с центральной части крыши, положение
задвижки водоспуска (задвижка должна быть открыта);
7) состояние системы заземления;
состояние катучей лестницы;
9) общее внешнее состояние резервуара в соответствии с п. 2.2.2.
О всех замеченных при осмотре неполадках и дефектах следует немедленно
сообщить руководству цеха (парка), принять необходимые меры к устранению,
сделать соответствующую запись в вахтовом журнале.
2.6.1.4. Осмотр арматуры и оборудования резервуаров (сифонных кранов,
задвижек, огнепреградителей, хлопушек, лестниц, водоспуска) производится
механиком или лицом, ответственным за безопасную эксплуатацию резервуаров, не
реже двух раз в месяц.
2.6.1.5. При периодическом осмотре
комиссией, кроме указанного в п. 2.2.5, проверяется:
1) оснащение и работа специальных средств автоматики и приборов
(сигнализаторов уровня, дистанционных сигнализаторов загазованности над
плавающей крышей, сигнализаторов верхнего положения понтона, сигнализатора
максимального аварийного уровня, передающего сигнал на отключение насосного
оборудования при достижении предельного уровня, и др.);
2) техническое состояние понтона (через световой или монтажный люк),
плавающей крыши (с верхней площадки резервуара), уплотняющего затвора, катучей
лестницы, системы заземления;
3) герметичность коробов и отсеков;
4) погружение плавающей крыши.
Погружение плавающей крыши не должно превышать 300 мм;
5) состояние окраски плавающей крыши (проверяется 2 раза в год — весной
и осенью);
6) фактическое состояние резервуара, правильность ведения технической
документации и технологического режима в соответствии с требованиями п. 2.2.5.
2.6.1.6. При осмотре резервуаров в осенний период (при подготовке к
зиме) или в зимний период необходимо проверить дополнительно наличие снега на
крыше и ее положение (отсутствие крена), отсутствие примерзания уплотняющего
затвора к стенке или односторонней наледи на стенке резервуара.
Результаты осмотра оформляются актом в соответствии с п. 2.2.8.
2.6.2. ВИДЫ, ОБЪЕМ РЕМОНТОВ, РЕВИЗИЙ И
ИХ ПЕРИОДИЧНОСТЬ
2.6.2.1. При выполнении ремонтных работ и ревизий резервуаров с
плавающей крышей или понтоном должны соблюдаться требования подраздела 2.3
и настоящего подраздела.
2.6.2.2. Перечень работ по каждому виду ремонта — см. п. 2.3.1;
кроме того, выполняются:
в средний ремонт — работы по замене отдельных листов коробов и центральной
части плавающей крыши, понтона, уплотняющих затворов;
в капитальный ремонт — работы по частичной или полной замене плавающей
крыши, понтона.
2.6.2.3. Периодичность ремонтов резервуаров с плавающей крышей или
понтоном:
1) текущие ремонты — не реже одного раза в год;
2) средние ремонты — в соответствии с табл. 2.9,
в зависимости от вместимости и фактической скорости коррозии наиболее изношенных
элементов;
3) капитальный ремонт — по мере необходимости.
Таблица 2.9
ПЕРИОДИЧНОСТЬ СРЕДНИХ РЕМОНТОВ РЕЗЕРВУАРОВ С ПЛАВАЮЩЕЙ
КРЫШЕЙ ИЛИ ПОНТОНОМ
(не реже одного раза за период, в годах)
|
Вместимость, м3 |
Скорость коррозии, мм/год |
||
|
до 0,1 |
от 0,1 до 0,3 |
свыше 0,3 |
|
|
От V ≥ |
10 |
6 |
3 |
|
От V > 700 до V = 5000 |
8 |
5 |
3 |
|
От V > 5000 до V = 20000 |
6 |
4 |
3 |
|
От V > 20000 |
5 |
4 |
3 |
Примечание . В
отдельных случаях допускается увеличение периодичности среднего ремонта не
более чем на 30% от указанной в таблице после осмотра и проверки технического
состояния резервуара комиссией под руководством главного инженера предприятия.
2.6.2.4. Ревизия резервуаров с плавающей крышей (понтоном) при текущем
ремонте выполняется без освобождения от хранимого продукта путем внешнего
осмотра в соответствии с требованиями пп. 2.6.1.3.-
2.6.1.5.
2.6.2.5. В период проведения среднего
ремонта при ревизии должны выполняться следующие работы по проверке
технического состояния плавающей крыши (понтона);
1) визуальный осмотр основных элементов резервуаров с плавающей крышей
(понтоном);
2) замер толщины стенок коробов и центральной части крыши понтона;
3) проверка технического состояния уплотняющих затворов;
при затворе фирмы «Виггинс — проверка на герметичность заделки зазоров
в отверстиях для крепления затвора к стенке коробов (уплотнение болтов);
4) измерения зазоров между понтоном или плавающей крышей и стенкой
резервуара;
5) операции, указанные в п. 2.3.9.
Примечание . Замер
толщин стенок корпуса, кровли, коробов и центральной части плавающих крыш
рекомендуется проводить дополнительно, не реже одного раза между средними
ремонтами.
2.6.2.6. В период проведения капитального ремонта при ревизии
выполняются все операции, перечисленные в п. 2.3.10
и п. 2.6.2.5,
кроме того проводится 100%-ный наружный осмотр сварных соединений понтона и
плавающей крыши. После ремонта дефектных участков — проверка сварных швов
вакуум-камерой или керосиновой пробой на герметичность.
2.6.3. МЕТОДЫ И СОДЕРЖАНИЕ РЕВИЗИЙ
2.6.3.1. При ревизии резервуаров с плавающей крышей или понтоном должны
соблюдаться требования подраздела 2.4 и настоящего подраздела.
2.6.3.2. Визуальный осмотр поверхности понтона проводится через люк-лаз
в третьем поясе резервуара (в нижнем положении понтона), а осмотр плавающей
крыши — с верхней площадки резервуара.
При этом проверяются:
1) плотность прилегания уплотняющего затвора понтона или плавающей
крыши к стенке резервуара, к центральной стойке или другим направляющим
стойкам, трубам пробоотборника ПСР, УДУ;
2) нет ли отпотин или нефтепродукта на ковре понтона или плавающей
крыши или в коробах;
3) горизонтальность поверхности понтона (отсутствие видимого крена);
4) надежность крепления к понтону или плавающей крыше и исправность
проводов для отвода статического электричества;
5) исправность катучей лестницы, водоспуска и другого оборудования,
установленного на плавающей крыше.
2.6.3.3. Полный осмотр понтона или плавающей крыши производится в
ремонт при положении их на настенных кронштейнах или опорных стойках.
При этом необходимо проверить:
1) чистоту поверхности понтона или плавающей крыши — отсутствие
продуктов коррозии, грязи;
2) толщину металла коробов и центральной части плавающей крыши или
понтона;
3) состояние несущих конструкций плавающей крыши или понтона (ферм, прогонов,
балок, щитов, настила);
4) сварные швы коробов и центральной части понтона или плавающей крыши;
5) исправность оборудования, установленного на понтоне или плавающей
крыше (клапанов, УДУ, ПСР и др.);
6) исправность работы конструкций уплотняющего затвора, состояние
петлевого затвора между понтоном или плавающей крышей и стенкой резервуара;
7) исправность устройства для отвода статического электричества,
устройства водоспуска, катучей лестницы и других устройств плавающей крыши.
2.6.3.4. При капитальном ремонте резервуаров с плавающей крышей или
понтоном, в случае ремонта понтона или плавающей крыши, необходимо выполнить
следующие замеры:
1) отклонений от вертикали направляющих стоек плавающей крыши или
понтона.
Вертикальность направляющих плавающей крыши (понтона) проверяется с
помощью отвеса, опущенного от верха направляющей до верха коробов;
2) отклонений от вертикали наружного кольцевого листа коробов плавающей
крыши или понтона.
Измерение отклонения производится с помощью отвеса и линейки с миллиметровыми
делениями;
3) отклонений от горизонтальности верхних кромок наружных кольцевых
листов коробов плавающей крыши (понтона).
Горизонтальность верхних кромок кольцевых листов определяется
нивелировкой.
Нивелировка производится на каждом коробе не менее чем в трех точках;
4) отклонение величин зазоров между наружным кольцевым листом короба
плавающей крыши или понтона и стенкой резервуара (против каждого вертикального
шва стенки).
Отклонения не должны превышать данных табл. 2.10.
2.6.3.5. Обследование и ревизия резервуаров с понтоном из синтетических
материалов типа ПСМ включают в себя:
1) проверку соответствия назначения понтона и хранимого в резервуаре
продукта.
Не разрешается в резервуаре с понтоном ПСМ хранение ароматических
углеводородов (бензола, толуола и других растворителей и спиртов) ;
2) проверку соответствия условий работы понтона требованиям проекта
(температура хранимого продукта должна быть в пределах +40°С);
3) осмотр заземляющего устройства для защиты от статического
электричества, который проводится при каждом ремонте понтона или резервуара, но
не реже 1 раза в два года. Сопротивление заземляющего устройства допускается не
более 10 Ом;
4) проверку максимально допустимой высоты налива в резервуаре и
скорости наполнения (опорожнения) его продуктом в соответствии с требованиями
проекта или инструкцией по монтажу и эксплуатации таких понтонов;
5) визуальный осмотр неметаллического понтона через световой люк-лаз,
при котором проверяется отсутствие нефтепродуктов на поверхности ковра,
видимого крена понтона, зазора между затвором и стенкой резервуара, разрывов
ковра, обрывов токоотводов заземления.
2.6.3.6. Полный осмотр неметаллического
понтона внутри резервуара производят на опорном устройстве (по мере
надобности).
При этом проверяется: .
1) герметичность швов ковра и отсутствие разрывов в нем и затворе;
2) отсутствие зазора между затворами и стенкой резервуара (при наличии
зазора последний измеряется по ширине и длине);
3) степень изношенности затвора (затвор считается изношенным, если
трущаяся о стенки резервуара резиновая обкладка износилась до обнажения
тканевого материала);
4) работоспособность уровнемера, плавность хода поплавка и
измерительной ленты, исправность короба прибора, отсутствие обрыва токоотводов
заземления.
2.6.3.7. При осмотре понтонов типа ПСМ в период среднего или
капитального ремонтов, кроме проверок операций по п. 2.6.3.6,
необходимо проверить:
1) состояние стенок резервуара (недопустимы острые выступы, наличие
приваренных деталей и другие дефекты, препятствующие движению понтона);
2) ширину зазора между кольцом жесткости понтона и стенкой резервуара в
8-12 точках; допускаемые величины отклонений см. табл. 2.10;
3) плотность прилегания затвора к стенке резервуара, в местах
деформации стенки допускается зазор между затвором и стенкой резервуара не
более 10% от площади зазора между кольцом жесткости понтона и проектным
положением стенки резервуара.
2.6.3.8. Вопросы ревизии и отбраковки понтонов из алюминия или других
материалов (например, из ППУ) должны найти отражение в заводских инструкциях по
техническому надзору за такими резервуарами; в них должны быть сформулированы
указания по техническому надзору, ревизии, отбраковке с учетом конструктивных
особенностей и требований проекта на специальные понтоны.
2.6.3.9. Плавающие крыши и понтоны вновь устанавливаемые или прошедшие
ремонт, необходимо испытать на герметичность керосином или вакуум-камерой с
учётом следующих требований:
1) днища плавающих крыш и понтонов проверяют вакуум-камерой, смазывая
участки швов длиной не более 1 м мыльным раствором при положительных
температурах и раствором лакричного корня с солью хлористого кальция — при
отрицательных температурах (15 г концентрированного раствора лакричного
экстракта на 1 л раствора хлористой соли).
Разрежение в камере должно быть не менее 0,067 МПа (500 мм рт.ст.) для
сварных соединений листов толщиной до 4 мм и не менее 0,08 МПа (600 мм рт.ст.)
для соединений листов большей толщины.
Появление пузырьков указывает на наличие неплотностей;
2) сварные соединения стенки с днищем проверяются керосином или
вакуум-камерой.
Для ускорения проверки можно смачивать швы керосином, подогретым до
60-70°С.
В процессе монтажа или ремонта для резервуаров с плавающей крышей или
понтоном после проверки и испытаний на герметичность должны быть представлены:
техническая документация на конструкцию уплотняющего затвора и акты испытаний
на герметичность коробов плавающей крыши или понтонов.
2.6.3.10. Гидравлические испытания резервуаров с понтоном или плавающей
крышей после капитального ремонта производят без уплотняющих затворов с
тщательным наблюдением за работой катучей лестницы, дренажного устройства,
направляющих стоек.
Скорость подъема (опускания) понтона или плавающей крыши при
гидравлических испытаниях не должна превышать эксплуатационную.
2.6.3.11. По мере подъема и опускания плавающей крыши (понтона) в
процессе гидравлического испытания производят:
1) зачистку шлифовальной машинкой внутренней поверхности стенки от
брызг наплавленного металла, заусенцев и других острых выступов;
2) замеры зазоров между верхней кромкой наружной стенки коробов
плавающей крыши или понтона и стенкой резервуара.
Замеры выполняют в зоне стыков между поясами на расстоянии 50-100 мм
против каждого вертикального шва стенки (при необходимости — между швами)
линейкой с миллиметровыми делениями;
3) замеры зазоров между направляющими трубами и патрубками в плавающей
крыше (понтоне).
Допустимые отклонения величин зазоров приведены в табл. 2.10.
подраздела 2.6.4.
2.6.4. ДОПУСКАЕМЫЕ ОТКЛОНЕНИЯ И НОРМЫ
ОТБРАКОВКИ
2.6.4.1. При ревизии резервуаров с плавающей крышей или понтоном
необходимо руководствоваться величинами допускаемых отклонений и нормами
отбраковки, приведенными в подразделе 2.5
и настоящем подразделе.
2.6.4.2. Допускаемые отклонения при монтаже плавающей крыши (понтона);
Таблица 2.10
|
Отклонение |
Допускаемая величина отклонения, мм |
|
|
1 |
Разность отметок верхней |
|
|
для соседних коробов |
30 |
|
|
для любых других коробов |
40 |
|
|
2 |
Отклонение направляющих |
25 |
|
3 |
Отклонение зазора между |
20 |
|
4 |
Отклонение наружного |
10 |
|
5 |
Отклонение величины |
10 |
|
6 |
Отклонение трубчатых |
30 |
2.6.4.3. Допускаемые величины отклонения
образующих стенки от вертикали для резервуаров с плавающей крышей (понтоном) не
должны превышать значений, указанных в табл. 2.7;
при этом зазор между стенкой резервуара и плавающей крышей или понтоном должен
находиться в пределах, обеспечиваемых конструкцией затвора.
2.6.4.4. Допускаемые отклонения величин зазоров, контролируемых при
гидравлических испытаниях резервуаров с плавающей крышей или понтоном:
Таблица 2.11
|
Отклонение |
Допускаемая |
|
|
1 |
Отклонение величин |
|
|
для резервуаров V < 2000 м3 |
± |
|
|
для резервуаров V ≥ |
+ |
|
|
2 |
Отклонение величин зазоров между |
|
|
для резервуаров высотой |
±12 |
|
|
для резервуаров высотой |
±20 |
2.6.4.5. Наряду с данными
табл. 2.10- 2.11
следует руководствоваться требованиями проекта по допускаемым величинам
отклонений, контролю качества работ и испытанию резервуаров.
2.6.4.6. Плавающая крыша (понтон) подлежит отбраковке и ремонту в
случаях:
когда снижена живучесть плавающей крыши (понтона) или нарушена ее
герметичность (не допускается заполнение продуктом более двух смежных отсеков
понтонного кольца при нарушении герметичности коробов или центральной части);
когда толщина металла стенок коробов понтонного кольца или центральной
части менее 2,0 мм;
по решению специалистов и лиц, ответственных за безопасную
эксплуатацию, при установлении ими неисправностей в системе удаления осадков с
плавающей крыши и снижения ее плавучести и остойчивости и в других случаях.
2.6.4.7. Уплотняющий затвор подлежит замене, если трущаяся о стенки
резиновая оболочка (затворов мягкого типа) или кольцевая мембрана (затворов
механического типа) износилась и не обеспечивает необходимой герметичности.
2.7. ПЕРЕЧЕНЬ НЕОБХОДИМОЙ ДОКУМЕНТАЦИИ ПРИ ЭКСПЛУАТАЦИИ
РЕЗЕРВУАРОВ
2.7.1. На новый резервуар, сдаваемый в эксплуатацию после монтажа,
составляется паспорт, который должен содержать сведения, отражающие техническую
характеристику резервуара, его техническое состояние. К паспорту должна быть
приложена приемо-сдаточная техническая документация в соответствии с
требованиями нормативных документов
по монтажу и приемке [ 5,
68]
2.7.2. В процессе эксплуатации в паспорт резервуара заносятся все
данные по ревизии и ремонту, сведения об авариях, всех изменениях и
реконструкциях.
2.7.3. На каждый эксплуатирующийся резервуар в цехах, парках,
производствах ведется следующая техническая документация:
1) паспорт (рекомендуемая форма — приложение 2.4); для
резервуаров с понтоном или плавающей крышей прилагается технический паспорт на
понтон или плавающую крышу, а также документация на уплотняющие затворы;
2) акты осмотров резервуаров, акты ревизии и отбраковки с необходимыми
приложениями разверток, схем с указанием на них расположения дефектов на
элементах резервуара, заключений о просвечивании сварных швов, протоколов
замеров толщин листов и заключений о нивелировках окрайки днища или самого
днища (рекомендуемая форма акта ревизии и отбраковки — приложение 2.2);
3) график осмотров в ремонтов резервуаров;
4) дефектная ведомость;
5) акты сдачи резервуара в ремонт и приемки из ремонта (рекомендуемые
формы — приложения 2.5, 2.6);
6) акты испытания резервуара после приемки или последнего ремонта;
7) инструкция по эксплуатации и техническому надзору, методам ревизии и
нормам отбраковки элементов резервуаров, разработанная на основе настоящей
«Инструкции», с учетом особенностей эксплуатации;
журнал эксплуатационных осмотров резервуаров (приложение 2.1);
9) типовой или индивидуальный проект, по которому сооружен резервуар.
2.7.4. По окончании ремонта резервуара необходимо произвести полную
запись а выполненных ремонтных работах в паспорт и приложить схемы, развертки с
нанесением всех изменений, произведенных в период ремонта. Кроме того, к
паспорту прилагаются вместе с актом приемки резервуара из ремонта следующие
ремонтные документы:
1) чертежи, связанные с ремонтом;
2) сертификаты на металлические элементы и электросварочные материалы,
применяемые при ремонте, или акты на их испытания;
3) копии дипломов сварщиков;
4) журнал сварочных работ;
5) акты испытания элементов резервуара (днища, кровли и др.) после
ремонта;
6) акт испытания резервуара в целом после ремонта;
7) заключения о просвечивании швов, о нивелировках окрайки днища, о
проверке заземления;
дефектная ведомость.
ПРИЛОЖЕНИЕ 2.1
Журнал осмотров резервуаров
|
№ |
Цех |
№ |
Дата |
Результат осмотра |
Отметка |
Ф.И.О. и |
Примечание |
ПРИЛОЖЕНИЕ 2.2
|
УТВЕРЖДАЮ Главный «______»__________ 199 г. |
||
АКТ
|
|
№ |
Наименование |
Метод |
Результат |
Примечание |
|
1 |
Кровля, плавающая крыша |
Внешний осмотр, замер |
Указать наличие трещин, |
|
|
2 |
Фермы резервуара |
Осмотр, замер толщин |
Указать степень |
|
|
3 |
Стенка |
Внешний осмотр, замер |
Указать наличие трещин, |
|
|
4 |
Днище |
Осмотр, нивелировка |
Указать коррозионное |
|
|
5 |
Сварные швы |
Осмотр, просвечивание или |
Указать количество |
|
|
6 |
Арматура и другое |
Осмотр; для задвижек — |
Указать на наличие или |
|
|
7 |
Отмостка, обвалование |
Осмотр |
Указать состояние, |
|
|
8 |
Заземление и молниезащита |
Осмотр |
Указать результаты |
К акту прилагаются:
1. Развертки элементов резервуара с указанием мест обнаружения
дефектов, мест, пораженных коррозией (указать вид коррозии — сплошная,
точечная, язвенная), мест расположения замера толщин листов.
2. Заключение о просвечивании сварных швов с указанием номеров пленок,
мест просвечивания рентгено-, гамма-лучами или другими способами контроля
сварных швов.
3. Протоколы нивелировки окрайки или середины днища, акты проверки
заземления и грозовой защиты, проверки вертикальности стенки и геометрической
формы.
4. Другие документы (схемы, чертежи, протоколы), отражающие объем и
результаты ревизий.
Начальник цеха __________________________
Ст. механик цеха _________________________
Представитель ОТН _______________________
ПРИЛОЖЕНИЕ 2.3
Рекомендации по выбору коэффициента
прочности сварных швов
При расчете на прочность и определении отбраковочных величин сварных листовых
элементов резервуаров в расчетные формулы вводятся коэффициенты прочности
сварных соединений (φ).
Для различных типов сварных швов с учетом способов их контроля для
углеродистых и низколегированных сталей рекомендуются следующие значения
коэффициентов прочности сварных соединений (φ):
1) для стыковых швов, выполненных двусторонней или односторонней (с
подваркой корня шва) автоматической, полуавтоматической или ручной сваркой,
обеспечивающей полный провар по всей толщине стыкуемых элементов, при условии
проведения физического контроля качества шва (рентгено- и гаммаграфирования,
ультразвуковой дефектоскопии) принимается равным 1;
2) для стыковых швов, выполненных двусторонней сваркой или
односторонней с подваркой корня шва полуавтоматическим или ручным способом, при
обычных методах контроля качества шва (наружном осмотре, замере размеров швов и
т.д.) принимается не более 0,86;
3) для сварных соединений внахлестку при наличии швов с двух сторон
принимается не более 0,8;
4) для сварных соединений встык с внутренними или внешними накладками,
выполненных меловыми электродами для углеродистых «кипящих» сталей (имеющих
пониженную ударную вязкость) при обычных методах контроля качества шва
принимается не более 0,7; при условии проведения физического контроля качества
этих швов и устранения обнаруженных недопустимых дефектов принимается не более
0,9.
ПРИЛОЖЕНИЕ 2.4
(рекомендуемое)
ПАСПОРТ
цилиндрического вертикального резервуара
Паспорт на резервуар должен содержать сведения, отражающие техническую
характеристику, техническое состояние и данные по ревизии, ремонту.
|
1. Емкость |
|||||||||||||||||
|
2. Проект, |
|||||||||||||||||
|
(указать номер типового |
|||||||||||||||||
|
проекта или организацию, |
|||||||||||||||||
|
3. Тип (марка) |
|||||||||||||||||
|
(указать сварной, клепаный, |
|||||||||||||||||
|
как рулонного типа, с |
|||||||||||||||||
|
газоуравнительной системой |
|||||||||||||||||
|
4. Дата составления паспорта |
|||||||||||||||||
|
5. Лицо, ответственное за эксплуатацию |
|||||||||||||||||
|
(номер приказа, |
|||||||||||||||||
|
должность, Ф.И.О.) |
|||||||||||||||||
|
6. Место установки |
|||||||||||||||||
|
(указать наименование |
|||||||||||||||||
|
объект) |
|||||||||||||||||
|
7. Назначение |
|||||||||||||||||
|
8. Хранимый продукт |
|||||||||||||||||
|
(плотность, удельный вес, |
|||||||||||||||||
|
температура вспышки паров, |
|||||||||||||||||
|
9. Технологические параметры: |
|||||||||||||||||
|
избыточное давление под кровлей |
|||||||||||||||||
|
допускаемый вакуум |
|||||||||||||||||
|
установленный уровень налива |
|||||||||||||||||
|
максимальная скорость наполнения и опорожнения |
|||||||||||||||||
|
оборачиваемость |
|||||||||||||||||
|
(за год) |
|||||||||||||||||
|
10. Основные размеры элементов резервуара: |
|||||||||||||||||
|
вместимость, куб. м |
|||||||||||||||||
|
(фактическая) |
|||||||||||||||||
|
вес резервуара, т |
|||||||||||||||||
|
высота резервуара, м |
|||||||||||||||||
|
высота стенки, м |
|||||||||||||||||
|
диаметр, м |
|||||||||||||||||
|
толщина листов по поясам, мм: |
|||||||||||||||||
|
№ |
Толщина |
Действительная |
Марка |
|
I II III IV V VI VII VIII IX X XI XII |
|
11. Тип кровли |
||||||||
|
(тип, марка стали, толщина |
||||||||
|
12. Понтон или плавающая крыша |
||||||||
|
(тип, материалы, толщина |
||||||||
|
количество направляющих, |
||||||||
|
13. Днище |
||||||||
|
(марка стали, толщина |
||||||||
|
центральной части, наличие |
||||||||
|
14. Наименование организации, выполнившей рабочие чертежи КМ и номера |
||||||||
|
15. Наименование завода-изготовителя конструкций |
||||||||
|
16. Наименование строительно-монтажных организаций, участвовавших в |
||||||||
|
1 |
||||||||
|
2 |
||||||||
|
3 |
||||||||
|
и т.д. |
||||||||
|
17. Отклонения от проекта: |
||||||||
|
1) по днищу |
||||||||
|
2) по кровле |
||||||||
|
3) по стенке и др. |
||||||||
18. Перечень
установленного на резервуаре оборудования:
|
№ |
Наименование |
Кол-во, шт. |
Дата |
Краткая |
|
1 |
Клапан предохранительный |
|||
|
2 |
Клапан дыхательный |
|||
|
3 |
Люк замерный |
|||
|
4 |
Люк световой |
|||
|
5 |
Люк-паз |
|||
|
6 |
Управление хлопушкой |
|||
|
7 |
Прибор для замера уровня |
|||
|
8 |
Подъемная труба |
|||
|
9 |
Кран сифонный |
|||
|
10 |
Змеевики для подогрева |
|||
|
11 |
Пенокамера |
|||
|
12 |
Пенопровод |
|||
|
13 |
Задвижка коренная |
|||
|
14 |
Грозозащита и т.д. |
|
а также: |
||||||
|
— наличие другого |
||||||
|
— наличие и тип |
||||||
|
19. Наличие и вид внутренних покрытий или |
||||||
|
20. Наличие и тип |
||||||
|
21. Дата начала |
||||||
|
22. Дата окончания |
||||||
|
23. Даты начала и окончания каждого |
||||||
|
(указать номера |
||||||
|
даты, |
||||||
|
24. Даты начала и окончания испытания резервуара |
||||||
|
25. Даты приемки |
||||||
|
(указать даты |
||||||
|
26. Подписи представителей |
||||||
|
(перечислить) |
||||||
27. Даты и результаты
внутренних осмотров технического состояния (комиссией):
|
№ |
Дата |
Результат |
Ф.И.О., подпись ответственного за эксплуатацию |
|
28. Записи о |
|
|
(дата, |
|
|
29. Записи о |
|
|
30. Записи о |
|
|
(дата, |
31. Запись об авариях, ремонтах и реконструкциях.
32. Перечень приложенных к паспорту документов:
1) технический паспорт на понтон или плавающую крышу, а также
документация на уплотняющие затворы (для резервуаров, имеющих плавающую крышу
или понтон);
2) деталировочные чертежи (развертки боковой поверхности стенки, днища,
кровли с указанием толщин листов);
3) заводские сертификаты на изготовленные стальные конструкции;
4) документы о согласовании отступлений от проекта при монтаже;
5) акты приемки скрытых работ (дата и номер);
6) документы (сертификаты и др.), удостоверяющие качество сварочных
материалов, применяемых при монтаже;
7) журнал сварочных работ;
схемы геодезических замеров при проверке разбивочных осей и
установке конструкции — для вновь вводимого резервуара (для находящегося в
эксплуатации — результаты проведенной нивелировки днища и его окрайки);
9) акты испытания резервуара;
10) документы по результатам испытаний сварочных монтажных швов (дата и
номер);
11) описи удостоверений (дипломов) о квалификации сварщиков;
12) заключения по просвечиванию сварных монтажных швов (со схемами
расположения мест просвечивания);
13) акты приемки смонтированного оборудования (дата и номер);
14) документы о результатах проверок и обследований (рекомендации,
заключения и др.).
Примечания : 1. По мере установки на резервуар специального
оборудования в процессе эксплуатации все сведения об этом оборудовании внести в
паспорт, а также сведения о замене ранее установленного оборудования.
2. Для резервуаров, находящихся в эксплуатации и не имеющих отдельных
сведений по исполнительной документации, заполнение соответствующих граф
проводить при ремонтах.
3. В случае усиления стенки резервуара (например, кольцевыми бандажами)
, в паспорте делают запись о проведенном усилении, в количестве установленных
кольцевых бандажей, о допустимом уровне наполнения усиленного резервуара и
сроке его обследования.
ПРИЛОЖЕНИЕ 2.5
|
Предприятие |
||||||||||
|
Цех |
||||||||||
|
АКТ № |
||||||||||
|
Настоящий акт составлен о том, что закончены работы по подготовке |
||||||||||
|
№ |
объемом |
куб.м |
||||||||
|
к |
ремонту |
|||||||||
|
(указать выполнение операций: освобождение, |
||||||||||
|
дегазацию, пропарку, хранимый продукт) |
||||||||||
|
Состояние |
||||||||||
|
(указать степень зачистки и готовность его для |
||||||||||
|
огневых и др. работ) |
||||||||||
|
Установлены |
||||||||||
|
Резервуар |
Резервуар |
|||||||||
|
Начальник |
Ответственные |
|||||||||
|
ремонтной |
||||||||||
|
Ст. механик |
||||||||||
|
Согласовано: |
||||||||||
|
Представитель |
||||||||||
|
Зам. |
||||||||||
ПРИЛОЖЕНИЕ 2.6
|
УТВЕРЖДАЮ Главный «______»____________199 |
||||||||||||||||
|
Предприятие |
||||||||||||||||
|
Цех |
||||||||||||||||
|
АКТ |
||||||||||||||||
|
Настоящий |
||||||||||||||||
|
резервуара |
||||||||||||||||
|
объемом |
куб. м из |
ремонта |
||||||||||||||
|
Резервуар |
||||||||||||||||
|
по |
||||||||||||||||
|
от |
||||||||||||||||
|
от |
||||||||||||||||
|
Во время |
||||||||||||||||
|
Произведены |
||||||||||||||||
|
(указать при полном или неполном |
||||||||||||||||
|
наливе, время выдержки под наливом, результаты) |
||||||||||||||||
|
Перечень |
||||||||||||||||
|
Ремонт произведен |
||||||||||||||||
|
(указать ремонтирующую организацию) |
||||||||||||||||
|
Качество |
||||||||||||||||
|
(указать оценку выполнения работ) |
||||||||||||||||
|
Ввод |
||||||||||||||||
|
(указать, разрешается или не разрешается, на |
||||||||||||||||
|
наливе, указать максимальную высоту налива) |
||||||||||||||||
|
Главный механик |
||||||||||||||||
|
Зам. главного инженера по ТВ |
||||||||||||||||
|
Начальник отдела технадзора |
||||||||||||||||
|
Ст. механик цеха (парка) |
||||||||||||||||
|
Начальник цеха (парка) |
||||||||||||||||
|
Ответственный исполнитель подрядной организации |
||||||||||||||||
|
Начальник РМЦ |
||||||||||||||||
|
Представитель пожарной охраны |
||||||||||||||||
ПРИЛОЖЕНИЕ 2.7
Периодичность осмотров оборудовании
стальных вертикальных резервуаров
|
Наименование |
Периодичность осмотров и характер работ в период осмотров |
|
1. Люк замерный |
При каждом пользовании, |
|
2. Люк световой |
Осмотр (без вскрытия) не |
|
3. Дыхательный клапан |
В соответствии с |
|
4. Гидравлический |
В соответствии с |
|
5. Огневой предохранитель |
В теплое время 1 раз в |
|
6. Диск-отражатель |
1 раз в квартал |
|
7. Вентиляционный |
1 раз в месяц |
|
8. Пенокамеры и |
1 раз в месяц |
|
9. Прибор для измерения |
В соответствии с |
|
10. Приемо-раздаточные |
Каждый раз при приеме — |
|
11. Перепускное |
То же |
|
12. Задвижка (запорная) |
То же |
|
13. Боковое управление |
То же |
|
14. Сифонный кран |
То же |
ПРИЛОЖЕНИЕ 2.8
ТРЕБОВАНИЯ
к швам сварных соединений по результатам
контроля неразрушающими методами
(в соответствии со СНиП
3.03.01-87 ):
а) по результатам радиографического контроля (табл. 1)
Таблица 1
|
Типы сварных соединений, |
Требования |
|
1. Сведи нения, доступные |
|
|
Непровары в корне шва |
Высота до 5% толщины |
|
2. Соединения без |
|
|
Непровары в конце шва |
Высота до 15% толщины |
|
Удлиненные и сферические |
|
|
одиночные |
Высота не более значений h * |
|
образующие цепочку или |
Высота не более 0,5 h |
|
удлиненные |
Протяженность не более |
|
непровары, цепочки и |
Расстояния между |
|
суммарные в продольном |
Суммарная площадь на |
|
3. Швы сварных соединений |
|
|
Непровары, несплавления, |
Не допускаются |
|
Одиночные сферические |
Высота не более 0,5 h Расстояние между соседними дефектами не менее |
*
Значения h и S следует принимать по табл. 2 .
Допустимые
размеры одиночных дефектов и длина оценочного участка при радиографическом
контроле (табл. 2)
Таблица 2
|
Наименьшая конструкции |
Длима оценочного участка/ мм |
Допустимые |
|
|
h, мм |
S, кв . мм |
||
|
От |
15 |
0,8 |
3 |
|
Св. |
20 |
1,2 |
6 |
|
« |
20 |
1,6 |
8 |
|
« |
25 |
2,0 |
10 |
|
« |
25 |
2,4 |
12 |
|
« |
25 |
2,8 |
14 |
|
« |
25 |
3,2 |
16 |
|
« |
25 |
3,6 |
18 |
|
« |
30 |
4,0 |
18 |
Обозначения, принятые в табл. 2 :
h — допустимая высота сферического или удлиненного одиночного дефекта; S — суммарная площадь дефектов в продольном сечении шва на оценочном
участке.
Примечания : 1. Чувствительность контроля устанавливается по
третьему классу согласно ГОСТ
7512-82.
2. При оценке за высоту дефектов h следует принимать следующие размеры их изображений на
радиограммах:
для сферических пор и включений — диаметр;
для удлиненных пор и включений — ширину;
б) по результатам ультразвукового контроля (табл. 3)
Таблица 3
|
Сварные |
Наименьшая толщина элемента в сварном соединении, мм |
Длина оценочного уч., мм |
Фиксируемая |
Допустимое |
|
|
наименьшая |
допустимая |
||||
|
Стыковые, угловые |
Св. |
20 |
5 |
7 |
1 |
|
« |
25 |
5 |
7 |
2 |
|
|
« |
30 |
5 |
7 |
3 |
|
|
« |
30 |
7 |
10 |
3 |
Примечание . В швах
сварных соединений конструкций, возводимых или эксплуатируемых в районах с
расчетной температурой ниже минус 40оС до минус 65оС, а
также конструкций, рассчитанных на выносливость, допускаются внутренние
дефекты, эквивалентная площадь которых не превышает половины значении
допустимой оценочной площади, указанной в табл. 3. При этом наименьшую поисковую площадь необходимо
уменьшать в два раза. Расстояния между дефектами должны быть не менее удвоенной
длины оценочного участка.
3. СОСУДЫ И АППАРАТЫ
3.1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящая «Инструкция» распространяется на все стальные сосуды и
аппараты неогневого действия, в том числе и на теплообменные аппараты,
работающие под давлением свыше 0,07 МПа (0,7 кгс/см2) до 10,0 МПа
(100 кгс/см2), находящиеся в эксплуатации на предприятиях
нефтеперерабатывающей и нефтехимической промышленности, и определяет порядок
технического надзора, методы, периодичность и объем проведения ревизий, нормы
отбраковки элементов сосудов (аппаратов), а также формы ведения технической
документации.
3.2. ОБЩИЕ УКАЗАНИЯ
3.2.1. При эксплуатации, ревизии и ремонте
сосудов (аппаратов) наряду с настоящей «Инструкцией» необходимо
руководствоваться указаниями следующих нормативных документов:
1) «Правила устройства и безопасной эксплуатации сосудов, работающих
под давлением», утвержденные Госгортехнадзором СССР 27 ноября 1987 года (далее
по тексту «Правила»);
2) «Технические указания — регламент по эксплуатации оборудования
установок каталитического риформинга и гидроочистки, работающего в
водородосодержащих средах» (взамен Регламента 1972 года), утвержденные ВПО
«Союзнефтеортсинтез» МНХП СССР и ВПО «Союзнефтехиммаш» МХНМ СССР в марте 1983
года;
3) «Правила пожарной безопасности при эксплуатации нефтеперерабатывающих
предприятий» (ППБ-79), утвержденные МНХП СССР 23 января 1979 года;
4) «Общие правила взрывобезопасности для взрыво- и пожароопасных
химических, нефтехимических и нефтеперерабатывающих производств», утвержденные
ГГТН СССР 6 сентября 1988 года;
5) ОСТ
26-291-87 «Сосуды и аппараты стальные сварные. Технические требования»;
6) «Руководящие указания по эксплуатации, ревизии и ремонту пружинных
предохранительных клапанов» (РУПК-78), утвержденные МНХП СССР 13 декабря 1977
года, с изменениями: письмо МНХП СССР и ГГТН СССР 1979 года и письмо Управления
ГМ и ГЭ МНХП СССР 1987 года;
7) «Регламент проведения в зимнее время пуска, остановки и испытаний на
плотность аппаратуры химических и нефтеперерабатывающих заводов, а также
газовых промыслов и газобензиновых заводов», утвержденный МНХП СССР 8 июня 1972
года;
«Методика оценки ресурса остаточной работоспособности
технологического оборудования нефтеперерабатывающих, нефтехимических и
химических производств»;
9) «Инструкция по определению скорости коррозии металла стенок корпусов
сосудов и трубопроводов на предприятиях Миннефтехимпрома СССР»;
10) «Эксплуатация и ремонт технологических трубопроводов под давлением
до 10,0 МПа (100 кгс/см2). РД 38.13-004-86»;
11) «Сосуды и аппараты. Общие технические условия на ремонт корпусов.
ОТУ-2-92»;
12) требования проектов и другие нормативно-технические документы,
указания вышестоящих и инспектирующих организаций.
3.2.2. Эксплуатация сосудов (аппаратов) разрешается только при наличии
паспорта установленной формы с полным комплектом документов, требуемых в
соответствии с п. 6.2.3 «Правил».
3.2.3. Наружная поверхность сосудов (аппаратов) должна быть
предохранена от коррозии в соответствии с проектом. Крепеж должен быть защищен
антикоррозионной смазкой, удовлетворяющей условиям эксплуатации.
3.2.4. Переустройство сосудов (аппаратов) производится по согласованию
с автором проекта (заводом-изготовителем), а при отсутствии таковых — по
документации, разработанной или согласованной организацией, имеющей лицензию
органов Госгортехнадзора на проведение работ такого рода.
3.2.5. Все сосуды (аппараты) должны учитываться в специальной книге
учета и освидетельствования сосудов (приложение 3.1),
которая составляется лицом, ответственным по надзору за техническим состоянием
и эксплуатацией сосудов, совместно с лицом, ответственным за исправное и
безопасное действие сосудов, и хранится в отделе технического надзора.
Допускается замена ведения книги компьютерным учетом или составлением и
ведением на каждый сосуд (аппарат) индивидуальных карточек учета или других
документов, содержащих все необходимые сведения.
Лицо, ответственное за исправное состояние и безопасное действие
сосудов (аппаратов), совместно с представителем технического надзора,
ответственным по надзору за техническим состоянием и эксплуатацией сосудов,
составляют перечень сосудов (аппаратов), которые должны подвергаться
дополнительным освидетельствованиям, испытаниям и исследованиям (приложение 3.2.).
Перечень должен согласовываться с начальником отдела технического надзора и
утверждаться главным инженером (механиком) предприятия.
3.2.6. Трубопроводы, обвязывающие недействующие сосуды (аппараты),
должны быть демонтированы или отключены от последних заглушками с видимым
разрывом.
Заглушки при давлении до 10,0 МПа (100 кгс/см2) должны
отвечать требованиям руководящего документа «Эксплуатация и ремонт
технологических трубопроводов под давлением до 10,0 МПа (100 кгс/см2)»
РД
38.13.004-86.
3.2.7. На основании настоящей «Инструкции» и нормативных документов,
перечисленных в п. 3.2.1.,
на каждом предприятии должна быть составлена производственная инструкция по
безопасной эксплуатации, надзору, методам ревизии, отбраковке сосудов
(аппаратов) с учетом их особенностей и конкретных условий работы.
3.3. НАДЗОР ВО ВРЕМЯ ЭКСПЛУАТАЦИИ
3.3.1. При эксплуатации сосудов (аппаратов) должен строго соблюдаться
установленный для них регламент, предусмотренный технологией производства, а
также требования действующих норм и инструкций, перечисленных в п. 3.2.1
настоящей «Инструкции».
3.3.2.Лицом, ответственным за безопасное действие сосудов (аппаратов) ,
является начальник установки (участка, цеха) или другой инженерно-технический
работник, которому подчинен персонал, обслуживающий сосуды. Это лицо
назначается приказом по предприятию и должно быть аттестовано на знание
«Правил» и других нормативных документов в соответствии с «Положением о порядке
проверки знаний правил, норм и инструкций по безопасности у руководящих
работников и специалистов предприятий, организаций и объектов, подконтрольных
Госгортехнадзору России».
На время отпуска или отсутствия этого лица ответственность за
безопасное действие сосудов (аппаратов) возлагается на лицо, заменяющее его по
должности. В этом случае знания этого лица также должны быть проверены в
соответствии с вышеуказанным «Положением».
3.3.3. Надзор за безопасной эксплуатацией сосудов (аппаратов)
производится путем наружного осмотра и по показаниям приборов КИПиА:
1) ежесменно обслуживающим персоналом технологической установки с
записью в вахтенном журнале;
2) ежедневно лицом, ответственным за исправное состояние и безопасное
действие сосудов (аппаратов), с подписью и отражением отмеченных замечаний в
вахтенном журнале;
3) периодически, не реже чем 1 раз в год, лицом, осуществляющим надзор
за сосудами (аппаратами) на предприятии, совместно с лицом, ответственным за их
исправное состояние и безопасное действие.
По результатам периодического обследования составляется акт в двух
экземплярах с указанием сроков устранения выявленных нарушений. Один экземпляр
акта вручается начальнику технологического цеха (установки), второй хранится в
службе технического надзора.
3.3.4. При периодическом обследовании проверяется:
1) состояние сосудов (аппаратов) путем наружного осмотра;
2) наличие и работоспособность приборов и систем контроля, управления и
противоаварийной защиты;
3) устранение замечаний по предыдущему обследованию и выполнение
мероприятий по безопасной эксплуатации, намеченных актами расследования аварий,
протоколами технических совещаний, приказами и предписаниями органов
Госгортехнадзора и отдела технического надзора предприятия;
4) наличие и полнота технической документации по эксплуатации и
ремонту; к
5) учет наработки циклов нагружения сосудов (аппаратов), работающих в
циклическом режиме;
6) обученность обслуживающего персонала (выборочно).
3.3.5. При наружном осмотре сосудов
(аппаратов) необходимо:
1) осмотреть сосуды (аппараты), убедиться в их исправном состоянии, при
этом особое внимание обратить на следующие возможные дефекты:
пропуски и потения в основном металле и металле сварных швов, для
теплоизолированных аппаратов — намокание теплоизоляции, течь из-под изоляции, а
также нарушение ее целостности;
наличие трещин, отслаиваний, отдулин;
наличие видимых деформаций;
неукомплектованность крышек, люков и фланцевых соединений крепежными
изделиями, неправильная сборка крепежа, дефекты резьбы;
течи во фланцевых соединениях и сигнальных отверстиях укрепляющих колец
штуцеров и люков (сигнальные отверстия должны быть постоянно открытыми, всегда
очищенными от краски и загрязнений), в резьбовых соединениях муфт и бобышек;
повышенную вибрацию, более 0,2 мм (пиковое значение) на частоте 40Гц;
2) проверить наличие и исправность:
таблички с надписями о разрешенном давлении и сроках следующего
технического освидетельствования;
арматуры, приборов КИПиА, предохранительных устройств и блокировок в
соответствии с проектом и технологическим регламентом;
пломб и табличек на предохранительных клапанах, а также пломб или клейм
с отметкой о проведении проверки на манометрах;
состояние фундамента, анкерных болтов, опорных конструкций (особенно в
местах приварки их к корпусу), переходных лестниц и обслуживающих площадок, на
которых не должно быть посторонних предметов, оборудования и т.п.;
целостность изоляции или наружного защитного покрытия;
состояние осветительных приборов, заземления и молниезащиты;
3) проверить (выборочно) ведение технологического режима по показаниям
самопишущих и показывающих приборов, анализам и записям в режимных листах и
вахтенном журнале и соответствие этих данных технологическим картам и паспортам
сосудов (аппаратов).
3.3.6. Во время эксплуатации теплообменных аппаратов обслуживающему
персоналу и ИТР установки необходимо обращать внимание на следующие основные
признаки неисправностей:
1) значительное ухудшение теплообмена между двумя теплоносителями,
которое определяется по изменению их температуры на входе и выходе из аппарата
при постоянстве потоков;
2) уменьшение производительности аппарата;
3) попадание одного теплоносителя в другой, из трубного пространства —
в межтрубное или наоборот (в зависимости от давления), определяемое по качеству
теплоносителя с меньшим давлением после теплообменного аппарата.
3.3.7. Эксплуатация сосудов (аппаратов) не допускается:
1) при истечении срока очередного освидетельствования, если не имеется
разрешения на перенос срока;
2) при отсутствии в паспорте разрешения на эксплуатацию;
3) если давление или температура в сосуде (аппарате) поднимаются выше
разрешенных, несмотря на соблюдение всех требований, указанных в инструкции по
обслуживанию и технологическом регламенте;
4) при обнаружении в элементах, определяющих прочность сосуда
(аппарата), дефектов в виде трещин, выпучин, пропусков или потения в сварных
швах, намокания изоляции или течи из-под нее (для заизолированных сосудов), а
также течи во фланцевых, резьбовых и других соединениях, при
неукомплектованности крепежными деталями;
5) при возникновении пожара, непосредственно угрожающего сосуду
(аппарату);
6) при неисправности приборов КИП, предохранительных и блокировочных
устройств.
При запрещении эксплуатации сосуда (аппарата) необходимо произвести
запись в паспорте сосуда с указанием причины и поставить в известность
руководство предприятия.
3.3.8. Порядок аварийной остановки сосуда (аппарата) и последующего его
ввода в работу должен быть указан в разработанной и утвержденной главным
инженером инструкции по режиму работы и безопасному обслуживанию сосудов
(аппаратов).
3.4. ПЕРИОДИЧНОСТЬ ТЕХНИЧЕСКОГО ОСВИДЕТЕЛЬСТВОВАНИЯ
3.4.1. Основным методом определения технического состояния и
возможности дальнейшей эксплуатации сосуда (аппарата), работающего под
давлением, на который распространяются требования настоящей «Инструкции»,
является периодическое техническое освидетельствование.
Техническое освидетельствование сосуда (аппарата) производится путем:
1) наружного осмотра;
2) внутреннего осмотра;
3) гидравлического или пневматического испытания на прочность и
герметичность.
3.4.2. Объем, методы и периодичность технического освидетельствования
сосуда (аппарата) должны быть определены предприятием-изготовителем, указаны в
его паспорте или прилагаемой конструкторской документации (сборочном чертеже,
инструкции по эксплуатации и т.п.).
В случае отсутствия таких указаний техническое освидетельствование
сосудов (аппаратов) должно производиться в соответствии с требованиями табл. 3.1 — 3.4.
Таблица 3.1
ПЕРИОДИЧНОСТЬ ТЕХНИЧЕСКИХ ОСВИДЕТЕЛЬСТВОВАНИЙ СОСУДОВ,
ЗАРЕГИСТРИРОВАННЫХ В ОРГАНАХ ГОСГОРТЕХНАДЗОРА
|
Наименование |
Ответственным |
Специалистом |
|
|
наружный |
наружный |
гидравлическое |
|
|
1. Сосуды работающие со |
6 |
6 |
12 |
|
2. Сосуды, работающие со |
2 года |
4 |
8 |
|
3. Сосуды, работающие со |
1 |
4 |
8 |
Таблица 3.2
ПЕРИОДИЧНОСТЬ ТЕХНИЧЕСКИХ ОСВИДЕТЕЛЬСТВОВАНИЙ СОСУДОВ, НЕ
ПОДЛЕЖАЩИХ РЕГИСТРАЦИИ В ОРГАНАХ ГОСГОРТЕХНАДЗОРА
|
Наименование |
Наружный |
Гидравлическое |
|
1. Сосуды, работающие со |
6 |
12 |
|
2. Сосуды, работающие со |
2 года |
8 |
|
3. Сосуды, работающие со |
1 |
8 |
Таблица 3.3
ПЕРИОДИЧНОСТЬ
ТЕХНИЧЕСКИХ ОСВИДЕТЕЛЬСТВОВАНИЙ
ТЕПЛООБМЕННЫХ АППАРАТОВ С ВЫДВИЖНОЙ СИСТЕМОЙ ТРУБНЫХ ПУЧКОВ, ЗАРЕГИСТРИРОВАННЫХ
В ОРГАНАХ ГОСГОРТЕХНАДЗОРА
|
Наименование |
Ответственным |
Специалистом организации, получившей лицензию ГГТН |
|
|
наружный |
наружный |
гидравлическое |
|
|
Теплообменные аппараты, |
При |
||
|
1) не более 0,1 мм/год |
12 |
12 |
12 |
|
2) более 0,1 мм/год до |
8 |
8 |
8 |
|
3) более 0,3 мм/год |
1 |
4 |
8 |
Таблица 3.4
ПЕРИОДИЧНОСТЬ ТЕХНИЧЕСКИХ ОСВИДЕТЕЛЬСТВОВАНИЙ
ТЕПЛООБМЕННЫХ АППАРАТОВ С ВЫДВИЖНОЙ СИСТЕМОЙ ТРУБНЫХ ПУЧКОВ, НЕПОДЛЕЖАЩИХ
РЕГИСТРАЦИИ В ОРГАНАХ ГОСГОРТЕХНАДЗОРА
|
Наименование |
Наружный |
Гидравлическое |
|
Теплообменные аппараты, |
При |
|
|
1) не более 0,1 мм/год |
12 |
12 |
|
2) более 0,1 мм/год до |
8 |
8 |
|
3) более 0,3 мм/год |
1 |
8 |
Табл. 3.1- 3.2
периодичности технического освидетельствования сосудов составлены на основании
постановления Госгортехнадзора № 10 от 13.04.1987 года.
Табл. 3.3- 3.4
периодичности технического освидетельствования теплообменных аппаратов с
выдвижной системой трубных пучков составлены на основании постановления
Госгортехнадзора № 7 от 10.03.1981 года.
3.4.3. Сосуды (аппараты), эксплуатируемые в условиях, вызывающих
ухудшение химического состава или прочностных свойств металла, независимо от
скорости коррозии при температуре стенки корпуса 450°С и выше, подверженные
межкристаллитной коррозии и коррозионному растрескиванию металла, должны
подвергаться техническому освидетельствованию в сроки и объемах,
предусмотренных табл. 10-11 «Правил устройства и безопасной эксплуатации
сосудов, работающих под давлением».
3.4.4. Техническое освидетельствование, помимо инспектора
Госгортехнадзора, может производить организация, имеющая лицензию на выполнение
таких работ, выданную органами Госгортехнадзора.
3.4.5. Скорость коррозионного износа металла корпуса определяется по
каждому сосуду (аппарату) либо по представителю из группы сосудов (аппаратов),
работающих в одной и той же среде, при одинаковых рабочих условиях и
материальном исполнении, в соответствии с «Инструкцией по определению скорости
коррозии металла стенок корпусов сосудов и трубопроводов на предприятиях
Миннефтехимпрома СССР», утвержденной Миннефтехимпромом СССР 18 октября 1983 г.
3.4.6. На каждом предприятии-владельце сосудов (аппаратов) составляется
и утверждается главным инженером предприятия перечень сосудов (приложение 3.5)
с указанием скорости коррозионного износа металла стенок корпусов сосудов
(аппаратов) и периодичности их технического освидетельствования.
Пересмотр и переутверждение перечня производятся не реже одного раза в
два года.
В случае изменения условий эксплуатации сосудов (аппаратов), вызывающих
увеличение (снижение) скорости коррозии металла, в указанный перечень вносятся
уточнения и дополнения.
3.4.7. Результат технического освидетельствования должен быть записан в
паспорт сосуда (аппарата) лицом, производившим освидетельствование, с указанием
разрешенных параметров эксплуатации и сроков следующего освидетельствования.
Отметка о проведенном техническом освидетельствовании о сроке
следующего освидетельствования также делается в книге учета и
освидетельствования сосудов (аппаратов).
3.4.8. Если при освидетельствовании будут обнаружены дефекты, снижающие
прочность сосуда (аппарата), то его эксплуатация может быть разрешена при
пониженных параметрах (давление и температура).
Возможность эксплуатации сосуда (аппарата) при пониженных параметрах
должна быть подтверждена расчетом на прочность, при этом должен быть проведен
поверочный расчет пропускной способности предохранительных клапанов.
3.4.9. Если при техническом освидетельствований окажется, что сосуд
(аппарат), вследствие имеющихся дефектов, находится в состоянии, опасном для
дальнейшей эксплуатации, работа такого сосуда (аппарата) должна быть запрещена.
3.5. ВИДЫ РАБОТ, ВЫПОЛНЯЕМЫХ ПРИ ТЕХНИЧЕСКОМ
ОСВИДЕТЕЛЬСТВОВАНИИ
3.5.1. Проведению технических освидетельствований сосудов (аппаратов)
должно предшествовать изучение технической документации с целью анализа
конструкции и материального исполнения, рабочих условий (давление, температура,
среда), информации о имевших место отказах и их причинах, выполненных ремонтных
работах и результатах предыдущих технических освидетельствований.
3.5.2. Техническое освидетельствование выполняется после подготовки
сосуда (аппарата) в соответствии с требованиями п. 6.3.5 «Правил» и других
действующих документов по технике безопасности.
3.5.3. Наружный осмотр сосуда (аппарата) производится в объеме,
предусмотренном п. 3.3.5, как
правило, без снятия изоляции. Частичное или полное удаление последней должно
быть в том случае, если есть признаки, указывающие на возможность возникновения
дефектов металла корпуса и сварных швов под изоляцией (следы промокания,
перегрева, отслоения и т.д.).
3.5.4. При внутреннем осмотре сосудов (аппаратов) с защитным покрытием
(футеровка, плакировка, эмали и т.п.) оно должно быть частично или полностью
удалено, в том случае, если имеются признаки, указывающие на возможность
возникновения дефектов металла под защитным покрытием (неплотность футеровки,
отдулины плакирующего слоя или гуммировки и т.п.).
Дефектная часть покрытия удаляется в границах, определенных лицом,
производящим техническое освидетельствование.
3.5.5. При техническом освидетельствовании наиболее тщательному
контролю подлежат те участки сосудов (аппаратов), где вероятнее всего
происходит максимальный износ: застойные зоны, места скопления влаги и
продуктов, вызывающих коррозию, места раздела фаз «жидкость-газ», места
изменения направления потоков, штуцеры входа и выхода продуктов, стенки в
местах входа и выхода продукта, трубы погружных холодильников в зоне раздела
фаз «вода-воздух» и др.
3.5.6. При внутреннем осмотре сосудов (аппаратов) особое внимание
должно быть обращено на выявление следующих дефектов:
1) на поверхности металла корпуса:
трещин, надрывов, коррозии стенок;
язв, раковин в литых корпусах;
вскрытых плен, заковов, усадочных рыхлостей в кованых корпусах;
выпучин, возникающих вследствие расслоения металла, работающего в
сероводородосодержащих средах;
наличие щелочного растрескивания, особенно при температурах стенок выше
80оС, в местах скопления и конденсации щелочи и в местах
концентрации напряжений; .
2) изменение геометрий корпуса в результате деформации стенок в виде
выпучин, вмятин, гофр;
3) в сварных швах — трещин, свищей, пор, видимых непроваров, подрезов,
коррозии;
4) в сосудах (аппаратах) с защитными покрытиями: разрушения футеровки,
в том числе неплотностей слоев футеровочных плиток;
трещин в гуммировочном, свинцовом или ином покрытии;
сколов (отслоений) эмали, вскрытия пор, находящихся внутри эмали;
трещин, отдулин плакирующего слоя и металлических вкладышей;
дефектов металла корпуса в местах поврежденного защитного покрытия.
3.5.7. Элементы сосудов (аппаратов): обечайки, днища, крышки, колпаки,
плавающие головки, штуцеры и т.п., у которых при наружном и внутреннем осмотрах
замечены явная коррозия или другие дефекты, сопровождающиеся износом стекой, а
также выборочно по поверхностям, где явная коррозия не замечена, подвергаются
замеру толщин стенок.
Замеры толщины стенки производятся неразрушающими методами с
использованием ультразвуковых приборов или путем засверловки и измерения
толщины стенки мерительным инструментом с погрешностью ±0,1 мм, а для толщин
более 20 мм — с погрешностью не более ± 0,5% от измеряемой величины.
Предпочтение следует отдавать ультразвуковой толщинометрии.
На сосудах (аппаратах), работающих в средах, вызывающих
межкристаллитную коррозию и коррозионное растрескивание под напряжением,
сквозные засверловки с последующей их заделкой методом электродуговой сварки не
допускаются.
Выбор мест и количества замеряемых точек по определению толщины стенки
сосуда (аппарата), выбор методов неразрушающего контроля осуществляет лицо,
производящее освидетельствование.
Если при первичном объеме контроля выявляются дефекты, то его объем
должен быть удвоен, а в случае неудовлетворительных результатов объем контроля
должен быть 100%-ным.
Результаты замеров и фактическое расположение точек замеров отражаются
в коррозионной карте (приложение 3.5),
а на корпусе сосуда (аппарата) краской отмечаются места замеров, которые
являются предпочтительными при проведении толщинометрии во время последующих
освидетельствований.
3.5.8. Элементы сосудов и аппаратов, доступ к которым для определения
остаточной толщины неразрушающими методами контроля затруднен, должны
разбираться и проверяться отдельно.
3.5.9. Места наиболее вероятного возникновения трещин в элементах
сосудов и аппаратов, в том числе и сварные швы, контролируются внешним осмотром
с применением оптических приборов, а при необходимости — методом цветной,
ультразвуковой дефектоскопии или другими методами неразрушающего контроля.
Выбор методов неразрушающего контроля сварных соединений производится в
соответствии с ОСТ
26-2079-80 «Швы сварных соединений сосудов и аппаратов, работающих под давлением.
Выбор методов неразрушающего контроля».
Чувствительность и разрешающая способность выбранного метода должны
обеспечивать надежное выявление недопустимых дефектов. Объем контроля
определяется в соответствии с «Правилами», ОСТ
26-291-87 и с учетом отраслевых инструкций по контролю.
Недоступные для контроля ультразвуковой дефектоскопией или
радиографическим методом швы сварных соединений проверяются в соответствии с
«Инструкцией по контролю сварных соединений, недоступных для проведения
радиографического и ультразвукового контроля. РД 26-11-01-85».
3.5.10 При обнаружении на корпусе сосуда (аппарата) выпучин, вмятин для
каждого деформированного участка необходимо выполнить:
1) замеры для определения размеров участка и фактической величины
прогиба;
2) осмотр наружной и внутренней поверхностей с дефектоскопией цветным
методом зон повышенного напряжения; ,
3) замер толщины металла в месте максимальной стрелы прогиба или на
дефектной поверхности по квадратной сетке с размером, назначенным лицом,
производящим освидетельствование, и на «здоровом» металле для сравнения
результатов;
4) замер твердости металла с наружной или внутренней поверхности в зоне
максимальной стрелы прогиба, а также на «здоровом» металле для сравнения
результатов;
5) проверку правильности геометрической формы корпуса с оценкой степени
его овальности (п. 3.6.3);
6) при необходимости, геодезическую проверку вертикальности
расположения сосуда (аппарата);
7) при необходимости, исследование микроструктуры металла неразрушающим
(безобразцовым) методом путей снятия реплик (оттисков) на наружной или
внутренней поверхности на дефектном и «здоровом» участках для сравнения
результатов;
цветную или магнитопорошковую дефектоскопию участков, на которых
обнаружены поверхностные дефекты;
9) ультразвуковой или радиационный контроль обнаруженных дефектов в
металле;
10) при необходимости, контрольную вырезку металла для исследования
химического состава, физико-механических свойств и структуры металла;
11) установление причины образования дефекта корпуса.
Решение о необходимости ремонта деформированного участка принимается
лицом, производящим освидетельствование. Такое решение может быть принято на
базе обследования дефектного участка на прочность и работоспособность сосуда
(аппаратах, выполненного с привлечением специализированной
научно-исследовательской организации по изготовлению или ремонту (организации,
имеющей лицензию на право выдачи заключения о дальнейшей эксплуатации сосуда).
3.5.11. При осмотре сварных швов поверхность сварного шва и
прилегающего к нему участка основного металла, шириной не менее 20 мм в обе
стороны шва, должна быть зачищена от шлака и других загрязнений до
металлического блеска.
В случае сомнения в качестве сварных соединений лицо, производящее
освидетельствование, может назначить дополнительный контроль неразрушающими
методами (замер твердости металла сварного шва, зоны термического влияния и
основного металла, ультразвуковой или радиационный контроль, стилоскопирование,
исследование микроструктуры неразрушающим (безобразцовым) методом путем снятия
реплик (оттисков) на шве и зонах термического влияния или контрольную вырезку
образца для исследования.
3.5.12. При выявлении во время осмотра дефектов в защитном покрытии
стенки сосуда (аппарата) должны быть очищены в этих местах до металла, при обнаружении
дефектов металла (например, коррозии) и их распространения под защитное
покрытие, последнее должно быть удалено для выявления границ дефекта.
В местах разрушенного защитного покрытия необходимо произвести
толщинометрию металла, а при необходимости и контроль сварных швов одним из
неразрушающих методов.
3.5.13. С целью более тщательного контроля качества покрытия из
неметаллических материалов — лакокрасочные покрытия, покрытия из эмали,
винипласта, полиэтилена, гуммировочные и др., за исключением сосудов и
аппаратов, защищенных футеровкой или торкрет-бетоном, они должны испытываться
на сопротивление электрическому току искровым индуктором или лакокрасочным
дефектоскопом (например, ЛКД-1). При атом выявляются проколы, микропоры,
трещины и т.п.
3.5.14. При внутреннем осмотре аппаратов колонного типа, кроме
состояния поверхности и сварных швов корпуса, проверяется:
1) состояние глухих сегментов, сливных карманов, опорных колец,
каркаса, упорных уголков и других элементов внутренних устройств, а также состояние
сварных швов;
2) состояние колпачков, желобов и полужелобов, сливных пластин
(патрубков), гребенок, опорных балок, ниппелей и других деталей тарелок;
3) состояние крепежных деталей;
4) отсутствие короблений, переломов и деформаций отдельных деталей и
тарелок в целом;
5) состояние фланцевых соединений внутренних устройств (маточников,
распределительных устройств и т.п.).
Осмотр указанных деталей внутренних устройств должен сопровождаться
легким простукиванием молотком весом 0,5-1,0 кг.
Состояние несущих элементов, кроме осмотра и простукивания, должно
оцениваться и путем замера остаточных толщин металла.
3.5.15. Правильность сборки тарелок и допускаемые при этом отклонения
определяются действующими отраслевыми стандартами на соответствующие тарелки и ОСТ
26-291-87 «Сосуды и аппараты стальные сварные. Общие технические условия».
Результаты проверки сборки внутренних устройств колонны после осмотра и
ремонта при необходимости оформляются актом, подписанным администрацией цеха.
3.5.16. При установке новых деталей сосудов и аппаратов (элементов
обечаек, днищ, патрубков, фланцев) из легированной стали необходимо произвести
стилоскопирование или химический анализ металла и соединяющих их сварных швов.
При установке новых деталей из сталей, склонных к закалке, — замеры твердости
металла и сварных швов.
3.5.17. При внутреннем осмотре кожухотрубчатых теплообменников
необходимо проверить:
1) состояние и степень износа всех элементов аппарата и сварных швов, в
том числе и степень износа трубок пучка (змеевика);
2) состояние развальцовки труб в трубных решетках;
3) состояние уплотнительных поверхностей трубных решеток, крышек,
распределительных камер и фланцевых соединений;
4) отсутствие расслоений, вспучиваний и других дефектов в двухслойных
сталях.
При осмотре кожухотрубчатых теплообменных аппаратов с неподвижной
решеткой (тип Н и К) особого внимания требует контроль сварного шва приварки
трубной решетки к кожуху аппарата. При необходимости он должен быть проверен
радиационным методом или ультразвуковой дефектоскопией по всей длине.
3.5.18. Рекомендуемые места замеров толщины стенок кожухотрубчатых
теплообменных аппаратов с выдвижной трубной системой расположены:
1) на корпусе — по верхней и нижней образующей, не менее чем в трех
точках, а также вблизи штуцеров входа и выхода продукта;
2) на распределительной камере — по нижней и верхней образующей, не
менее чем в двух точках;
3) на крышках корпуса, распределительной камеры и плавающей головки —
по образующей, не менее чем в трех точках, расположенных внизу, вверху и в зоне
раздела фаз.
При этом замеры должны производиться в местах, где ранее были выявлены
следы коррозии или уменьшение толщины стенок.
3.5.19. Состояние секций погружных и оросительных холодильников и
конденсаторов определяется путем:
1) осмотра наружной поверхности труб змеевиков при каждом плановом
ремонте;
2) замера толщины стенок труб змеевиков в местах, подверженных износу,
при каждом капитальном ремонте;
3) осмотра внутренней и наружной сторон крышек секций «Лумус» для
выявления трещин и коррозии стенок.
Замер толщины стенок крышек производится каждый ремонт, внутренний
осмотр — по результатам толщинометрии, но не реже чем через один капитальный
ремонт.
3.5.20. Результаты внутреннего осмотра должны заноситься в паспорт
сосуда (аппарата) лицом, ответственным по надзору за техническим состоянием и
эксплуатацией сосудов (аппаратов) на предприятии. При наличии выявленных
дефектов оформляется акт отбраковки элементов сосуда (аппарата) (приложение 3.3)
в двух экземплярах за подписью лиц, проводивших освидетельствование. При этом
один экземпляр акта вручается мастеру (механику), выполняющему ремонтные
работы.
3.5.21. Сосуды (аппараты), которые невозможно осмотреть изнутри в силу
их конструктивных особенностей, должны подвергаться ультразвуковой
толщинометрии и дефектоскопии, выполняемой с наружной поверхности, в местах
постоянного контроля, а также в местах предполагаемого наибольшего
эрозионно-коррозионного воздействия среды.
Объем контрольных операций при этом устанавливается службой
технического надзора совместно с лицом, ответственным за исправное состояние и
безопасное действие сосуда, с таким расчетом, чтобы полученная информация
позволяла судить о техническом состоянии всех несущих элементов сосуда
(аппарата).
Кроме того, сосуд (аппарат) должен быть подвергнут гидравлическому
испытанию на пробное давление. Рекомендуется гидравлическое испытание проводить
в сопровождении акустико-эмиссионного (АЭ) контроля с последующей идентификацией
зарегистрированных дефектов методом дефектоскопии.
3.5.22. Выполнение работ по АЭ-контролю должно производиться по
специальной методике, составленной специалистами, имеющими разрешение
(лицензию) органов Госгортехнадзора на право контроля сосудов (аппаратов) с
применением метода АЭ-контроля, или согласованной со специализированной
организацией.
3.5.23. Гидравлическое испытание сосудов (аппаратов), за исключением
литых, должно производиться пробным давлением Рпр,
определяемым по формуле:
![]()
где Рр — разрешенное давление сосуда (аппарата), МПа
(кгс/см2);
[σ]20, [σ] t — допускаемые напряжения для материала
сосуда (аппарата) или его элементов соответственно при 20°С и рабочей
температуре, МПа (кгс/см2).
Отношение [σ]20 / [σ] t принимается по тому из использованных
материалов элементов (обечайки, днища, фланцы, крепеж, патрубки и др.), для
которого оно является наименьшим.
Гидравлическое испытание сосудов (аппаратов), изготовленных из литья,
должно производиться пробным давлением, определяемым по формуле:
![]()
Гидравлическое испытание сосудов (аппаратов) производится в
соответствии с методическими указаниями (приложение 3.8).
Для гидравлического испытания должна использоваться вода с температурой
не ниже +5°С и не выше +40°С.
Разность температур стенок сосуда (аппарата) и окружающего воздуха не
должна вызывать выпадения влаги на поверхности стенок сосуда.
3.5.24. Гидравлическое испытание допускается заменять пневматическим
(сжатым воздухом или инертным газом), если проведение гидравлического испытания
невозможно вследствие следующих причин:
1) большое напряжение от массы воды в сосуде (аппарате) или фундаменте;
2) трудно удалить из сосуда (аппарата) воду;
3) возможно нарушение внутренних покрытий сосуда (аппарата);
4) температура окружающего воздуха ниже 0°С.
3.5.25. Для сосудов (аппаратов), для которых невозможно проведение
гидравлического испытания, работы по техническому освидетельствованию
выполняются в следующем объеме:
1) наружный и внутренний осмотры;
2) ультразвуковая толщинометрия элементов
в местах постоянного контроля, а также в местах предполагаемого наибольшего
коррозионно-эрозионного воздействия среды, определяемых службой технического
надзора и лицом, ответственным за исправное состояние и безопасное действие
сосуда (аппарата);
3) расчет на прочность основных несущих элементов (корпуса, днища);
4) пневматическое испытание на пробное давление с АЭ-контролем в
соответствии с п 3.5.27.
3.5.26. Для сосудов (аппаратов), для которых невозможно проведение как
внутреннего осмотра, так и гидравлического испытания, работы по техническому
освидетельствованию выполняются в следующем объеме:
1) внешний и внутренний осмотр элементов в доступных местах;
2) ультразвуковая толщинометрия в соответствии с п. 3.5.25.2;
3) ультразвуковая дефектоскопия или радиографирование сварных швов в
местах наибольшего коррозионно-эрозионного воздействия среды;
4) расчет на прочность несущих элементов (корпуса и днища);
5) пневматическое испытание на пробное давление с АЭ-контролем в
соответствии с п. 3.5.27.
3.5.27. Пневматическое испытание должно
проводиться с контролем состояния сосуда (аппарата) методом акустической
эмиссии по специальной инструкции, предусматривающей необходимые меры
безопасности и утвержденной главным инженером предприятия.
Величина испытательного давления Рисп принимается равной
величине пробного гидравлического давления.
Давление в сосуде (аппарате) должно повышаться плавно, с промежуточными
остановками в течение 10-15 минут через каждые 25% пробного давления.
При промежуточных остановках проверяется по манометру отсутствие
пропусков. Только при положительных результатах проверки приступают к
дальнейшему подъему давления.
Длительность подъема давления должна составлять:
до 0,1 МПа <1,0 кгс/см2) — 15-20 мин.;
от 0,1 МПа (1,0 кгс/см2) до 1,0 МПа (10 кгс/см2)
— 60-90 мин.;
от 1,0 МПа (10 кгс/см2) до 5,0 МПа (50 кгс/см2) —
60-90 мин.;
от 5,0 МПа (50 кгс/см2) до Рисп — 25-Ш мин.
Под пробным давлением сосуд (аппарат) должен находиться 5 мин., после
чего давление плавно, в течение 25-30 мин., снижается до рабочего и
производится осмотр сосуда (аппарата).
Обстукивание сосуда (аппарата) под давлением запрещается.
При обнаружении пропусков давление в сосуде (аппарате) должно быть
полностью снято, и устранена причина пропусков. Сброс давления производится так
же плавно, как и подъем.
После устранения дефектов испытания проводятся повторно.
Устранение дефектов и подтяжка крепежных соединений на сосудах
(аппаратах), находящихся под давлением, не допускаются.
3.5.28. Сосуды (аппараты), у которых воздействие среды может вызвать
ухудшение химического состава и механических свойств металла, а также сосуды
(аппараты), у которых температура стенки при работе превышает 450°С, должны
подвергаться дополнительному освидетельствованию техническим персоналом
предприятия в соответствии с инструкцией, утвержденной главным инженером.
Результаты дополнительных освидетельствований должны быть занесены в
паспорт сосуда (аппарата).
3.5.29. Техническое освидетельствование реакторов и регенераторов с
торкрет-бетонной футеровкой включает в себя:
1) наружный осмотр и проверку фактических температур корпуса при
эксплуатации по имеющимся поверхностным термопарам или тепловизионным методом
контроля наружной поверхности;
2) внутренний осмотр корпуса с удалением торкрет-бетона в местах, где
выявлена температура наружной стенки, превышающая регламентную;
3) проверку состояния металла корпуса внешним осмотром и определение ere твердости;
4) вырезка контрольных образцов металла корпуса или проведение
металлографических исследований безобразцовым методом, при необходимости.
По реакторам риформинга и гидроочистки руководствоваться требованиями
«Технических указаний — регламента по эксплуатации оборудования установок
каталитического риформинга и гидроочистки, работающего в водородосодержащих
средах»;
5) гидравлическое испытание водой (без катализатора) или жидким
невзрыво- и пожароопасным, неядовитым продуктом по специально разработанной
инструкции.
После гидроиспытания сушка торкрет-бетонной футеровки производится
(если нет конкретных указаний) по следующему режиму:
1) подъем температуры до 150°С со скоростью не более 15°С в час — 10
часов;
2) выдержка при 150°С — 24 часа;
3) подъем температуры до 300°С со скоростью не более 15°С в час — 10
часов;
4) выдержка при 300° С — 24 часа.
Подъем температуры от 300°С до рабочей — по регламенту вывода установки
на режим.
По согласованию со специализированной организацией допускается замена
гидравлического испытания пневматическим испытанием инертным газом в
соответствии с требованиями п. 3.5.27.
3.5.30. Сосуды (аппараты), работающие под давлением вредных веществ
(взрывоопасные или токсичные жидкости и газы) 1, 2, 3, 4-го классов опасности
по ГОСТ
12.1.007, должны подвергаться испытанию на герметичность. Испытания
проводятся техническим персоналом предприятия в соответствии с производственной
инструкцией, утвержденной главным инженером предприятия.
3.5.31. При испытании сосудов (аппаратов) на герметичность должны
соблюдаться следующие требования:
1) испытание проводится при очередном техническом освидетельствовании,
а также после ремонта с применением сварки и при разгерметизации;
2) испытание проводят, как правило, после положительных результатов
испытания на прочность и плотность;
3) испытание проводят воздухом или инертным газом давлением, равным рабочему;
4) если продолжительность испытания на герметичность не указана в
проекте, ее устанавливает само предприятие.
Продолжительность испытания на герметичность должна быть не менее 24
часов для вновь установленных или прошедших ремонт сосудов (аппаратов) и не
менее 4 часов — при периодических испытаниях;
5) падение давления в сосуде (аппарате) за время испытания определяется
по формуле:
где ΔР — падение давления за 1 час, % от испытательного
давления;
Рн , Рк
— сумма манометрического и барометрического давлений в начале и конце
испытания, МПа (кгс/см2);
Тн, Тк — абсолютная температура в сосуде в начале и конце испытания, °К;
t — продолжительность испытания, ч;
6) величина допускаемого падения давления при
дополнительном испытании сосуда (аппарата) на герметичность определяется
проектом с учетом специфических свойств среды (токсичность, взрывоопасность), а
при отсутствии указаний в проекте должна приниматься:
для сосудов (аппаратов), вновь установленных, перед пуском в
эксплуатацию с токсичными средами — не более 0,1 % в час, со взрывоопасными,
легковоспламеняющимися и активными газами (в т.ч. и сжиженными) — не более 0,2%
в час;
для сосудов (аппаратов), отремонтированных с помощью сварки, при
периодических технических освидетельствованиях, а также при разгерметизации —
не более 0,5% в час.
В том случае, когда потери давления превышают указанные нормы,
необходимо найти места утечек и устранить их.
3.5.32. Результаты испытания на герметичность оформляются актом.
Сосуд (аппарат) признается прошедшим техническое освидетельствование и
допускается к дальнейшей эксплуатации при отсутствии дефектов, снижающих его
прочность.
3.6. НОРМЫ ОТБРАКОВКИ
3.6.1. Элементы сосудов и аппаратов (в том
числе и литых), определяющие их прочность, должны отбраковываться:
1) если при толщинометрии выявится, что под
действием коррозии и эрозии уменьшилась толщина металла стенки (обечаек
корпуса, днищ, крышек, заглушек, штуцеров и др.) до значений, определенных
расчетами по действующим методикам ( ГОСТ 14249, ГОСТ
24755, ГОСТ
24756, ГОСТ
24757, ГОСТ
25215, ГОСТ
25221, ГОСТ
26202 и др.) или по паспорту, с учетом всех действующих нагрузок
(внутреннего или наружного давления, весовых, ветровых, сейсмических,
температурных и пр.) без учета прибавки на коррозию (отбраковочный размер);
2) если расчетная толщина стенки (без учета
прибавки на коррозию) оказалась меньше величины, указанной ниже, то за
отбраковочный размер принимается величина:
для обечаек и днищ сосудов (аппаратов) — 4 мм;
для кожухотрубчатых теплообменных аппаратов (толщина стенок кожуха,
распределительной камеры, обечайки крышки и днища) — в соответствии с табл. 3.5;
для патрубков — в соответствии с табл. 3.6.
Таблица 3.5
МИНИМАЛЬНЫЙ ОТБРАКОВОЧНЫЙ РАЗМЕР
ДЛЯ КОЖУХОТРУБЧАТЫХ ТЕПЛООБМЕННЫХ АППАРАТОВ ТИПА П, У и С
|
Материал |
Диаметр, |
||
|
500 |
600, |
1000 |
|
|
толщина стенки, мм |
|||
|
Стали углеродистые, |
3,5 |
4 |
5 |
|
Стали высоколегированные |
2 |
3 |
4 |
Таблица 3.6
МИНИМАЛЬНЫЙ ОТБРАКОВОЧНЫЙ РАЗМЕР
ДЛЯ ТОЛЩИНЫ СТЕНКИ ПАТРУБКА
|
Наружный |
£ 25 |
£ 57 |
£ 108(114) |
£ 219 |
£ 377 |
³ 426 |
|
Наименьшая допустимая |
1,5 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
3) если в результате
коррозии и эрозии за время эксплуатации до очередного технического
освидетельствования (ремонта) толщина стенки элементов может выйти за пределы
отбраковочного размера, определенного в соответствии с п. 3.6.1.1
и п. 3.6.1.2;
4) если при контроле сварных швов визуально и неразрушающими методами
контроля и металлографическими: исследованиями выявлены дефекты (свищи, трещины
всех видов и направлений), расположенные в металле шва, по линии сплавления и в
околошовной зоне основного металла, в том числе и микротрещины, выявленные при
металлографическом исследования, межкристаллитная коррозия, коррозия сварных
швов с износом их по толщине до отбраковочных величин, коррозионное
растрескивание металла;
5) если при ультразвуковом контроле сварных соединений количество
дефектов при заданной длине шва превышает нормативное предельно допустимое
значение, указанное в конструкторской документации на контролируемый объект в
зависимости от его категории; при отсутствии таких норм руководствоваться
нормами, указанными в ОСТ 26-2044-83 и другой нормативно-технической документации
по контролю;
6) если при радиационном контроле сварных соединении, в зависимости от
их вида, класс дефектности ниже нормативно допустимого класса по ГОСТ
23055 (приложение 3.9);
7) если при контроле сварных соединений приварки облицовки к корпусу,
патрубку, фланцу, а также приварки патрубка штуцера (люка) к корпусу выявлена
течь в контрольном отверстии;
если твердость основного металла и сварных швов выходит за
нормативные значения (приложение 3.10);
9) если остаточная (локальная) деформация корпуса, а также отклонения
от прямолинейности и круглости (овальность) превышают допустимые значения (п.п.
3.6.2
— 3.6.4);
10) если на поверхности кованых обечаек и корпусов выявлены дефекты
(язвы, вскрытые плены, усадочные рыхлости и др.), глубиной выходящие за
расчетную толщину стенки;
11) если сосуд (аппарат) не выдержал испытание на прочность и
плотность.
Сосуд (аппарат), имеющий дефекты, превышающие допустимые значения,
может быть допущен к дальнейшей эксплуатации только по заключению
специализированной научно-исследовательской организации (приложение 2
«Правил»).
3.6.2. Отклонение образующих обечаек корпуса
от прямолинейности не должно быть больше величин, указанных в табл. 3.7.
Таблица 3.7
ОТКЛОНЕНИЕ ОТ ПРЯМОЛИНЕЙНОСТИ
ОБРАЗУЮЩЕЙ КОРПУСА СОСУДА (АППАРАТА)
|
Сварного из листовых |
Кованого, ковано-сварного, вальцованного, штампованного ( ОСТ |
|
1. |
|
|
2 |
|
|
20 мм — при длине корпуса |
10 мм — при длине корпуса |
|
30 мм — при длине корпуса |
20 мм — при длине корпуса |
|
2. |
|
|
На величину номинального |
0,5 мм на длине 1 м длины |
3.6.3. Величина относительной овальности А корпуса сосудов
(аппаратов) в любом поперечном сечении не должна превышать 1,0%.
Величина относительной овальности определяется по формулам:
1) в сечении, где отсутствуют штуцеры и люки
![]()
2) в сечении, где имеются штуцеры и люки
![]()
где D max , D min —
соответственно, максимальный и минимальный внутренние (наружные) диаметры
корпуса, мм;
d — внутренний диаметр штуцера или люка, мм.
3.6.4. Значение А для сосудов
(аппаратов) с отношением толщины стенки обечайки корпуса к внутреннему диаметру
не более 0,01 допускается увеличить до 1,5%.
3.6.5. Реакторные трубы установок каталитического крекинга с
неподвижным катализатором должны быть отбракованы независимо от толщины стенок,
если выходные отверстия забиты и не поддаются очистке.
3.6.6. Детали внутренних устройств колонн подлежат отбраковке в
следующих случаях:
1) если толщины стенок деталей тарелок (желоб, колпачок и др.)
составляют 50% и менее от проектных;
2) если износ основных несущих элементов тарелок (опорные балки, уголок
и диск) составляет 25% и более от проектной толщины;
3) при коррозионном или механическом износе крепежных изделий;
4) при деформации отдельных деталей и тарелок в целом, если не имеется
возможности их исправления;
5) в других случаях, когда техническое состояние несущих элементов и
тарелок не может обеспечить нормальную работу колонны по эффективности ведения
технологического процесса.
3.6.7. Требования к ректификационным тарелкам:
1) предельное отклонение от перпендикулярности опорных деталей тарелок,
приваренных к корпусу колонного аппарата, к оси корпуса, относительно которой
установлены устройства (риски) для выверки вертикальности, не должны превышать
значений табл. 3.8;
2) отклонение шага между соседними тарелками не должно превышать ± 3
мм;
3) отклонение минимального расстояния от сливной перегородки до
вертикальной поверхности уголка приемного кармана (успокаивающей планки) не
должно превышать ±15 мм.
Отклонение расстояния от нижней кромки сливной перегородки до
поверхности, нижележащей при заглубленном приемном кармане, не должно превышать
± 5 мм на 1 м длины перегородки, но не более ± 15 мм на всю длину, а при
отсутствии заглубленного кармана и наличии успокаивающей планки — не более ± 5
мм;
4) прогиб секции (полотна) тарелки после установки не должен превышать
3 мм, а высота отдельных выпучин — 2 мм.
3.6.8. Требования к тарелкам решетчатым:
1) прогиб секций после их установки не должен превышать 3 мм на длину
секции. Допускаются отдельные выпучины высотой до 6 мм площадью 300х300 мм;
2) на тарелке по кромкам щелей допускаются не более 10 несквозных
трещин длиной до 5 мм каждая, расположенных в разных местах секций.
Таблица 3.8
Предельные отклонения от
перпендикулярности опорных деталей тарелок
|
Тип |
Внутренний |
Предельные |
|
Тарелки провальные |
||
|
Решетчатые и другие |
До 2000 От 2000 до 3000 |
2 3 |
|
Тарелки с переливами |
||
|
Клапанные, клапанные |
До 3000 От 3000 до 6000 От 6000 и более |
3 4 5 |
|
Колпачковые, ситчатые, |
До 3000 От 3000 до 4000 От 4000 и более |
3 4 5 |
3.6.9. Требования к
тарелкам клапанным:
1) клапаны после их установки в отверстия секций должны свободно (без
заеданий) перемещаться до упора;
2) общий прогиб установленной тарелки не должен превышать значений,
приведенных в табл. 3.9.
Таблица 3.9
ОБЩИЙ ПРОГИБ КЛАПАННЫХ ТАРЕЛО K
|
Внутренний |
До 3000 |
От |
От |
|
Прогиб тарелки, мм |
3 |
4 |
5 |
3.6.10. Требования к
тарелкам клапанным балластным:
1) клапаны после их установки в отверстия секций должны свободно (без
заеданий) перемещаться до упора;
2) балласты на тарелке должны свободно (без заеданий) перемещаться по
направляющим до упора.
3.6.11. Требования к тарелкам S -образно-клапанным:
прогибы S -образного
элемента и колпачка не должны превышать 1 мм на 1 м длины, но не более 3 мм на
всю длину.
3.6.12. Требования к тарелкам ситчатым с отбойными элементами:
прогиб секций (полотен) после их установки не должен превышать 5 мм.
3.6.13. Требования к тарелкам колпачковым:
1) местные выпучины и кривизна секций (полотен) тарелок не должны
превышать 4 мм по всему сечению тарелки, а для тарелки с цельным полотном — 5
мм;
2) верхние торцы паровых патрубков тарелок в сборе должны быть в одной
горизонтальной плоскости. Отклонение от плоскости не должно превышать ± 3 мм;
3) отклонение уровня верхних торцов сливных трубок относительно
поверхности тарелок не должно превышать 3 мм. Базой, от которой ведется
измерение, служит горизонтальная плоскость, проведённая через верхние торцы
сливных труб;
4) перекос колпачков относительно плоскости тарелки, замеряемый от
верха прорезей, не должен превышать 2 мм.
3.6.14. Требования к тарелкам ситчатым:
1) прогиб секций (полотен) после перфорации в зажатом состоянии не
должен превышать 2 мм на 1 м длины, но не более 5 мм на всю длину.
Допускаются отдельные выпучины высотой до 8 мм на площади до 15%
приварных секций (полотен);
2) сегменты и карманы должны иметь взаимно перпендикулярные стороны.
Допуск неперпендикулярности сторон не более 2 мм по наибольшей стороне.
3.6.15. Требования к тарелкам ситчато-клапанным:
1) отклонения от плоскостности основания тарелки после ее сборки не
должны превышать 2 мм на 1 м диаметра, но не более 5 мм на весь диаметр;
2) клапаны после их установки в отверстиях секций должны свободно (6ез
заеданий) перемещаться до упора.
3.6.16. Требования к решеткам опорным под насадку:
местные выпучины и кривизна полос для решеток оперных не должны
превышать 2 мм на 1 мм длины.
3.6.17. Требования к тарелкам распределительным:
1) местные выпучины и кривизна секций (полотен), подготовленных под
установку патрубков, не должны превышать 5 мм;
2) в собранных и установленных тарелках верхние торцы патрубков должны
быть в одной плоскости. Отклонение от плоскостности не должно превышать 3 мм;
3) регулируемые тарелки должны быть установлены в аппарате на
регулировочных болтах. Отклонение от горизонтальности не должно превышать 3 мм
на 1 м диаметра, но не более 4 мм на весь диаметр.
3.6.18. Требования к тарелкам жалюзийно-клапанным:
1) отклонение от плоскостности основания тарелки после ее сборки не
должно превышать 2 мм на 1 м диаметра, но не более 5 мм на весь диаметр;
2) жалюзи жалюзийного элемента после сборки тарелки должны свободно
(без заеданий) проворачиваться до упора.
3.6.19. Требования к тарелкам желобчатым:
1) сегменты глухие, карманы сегментные, а также карманы гидравлических
затворов многопоточных тарелок должны иметь взаимно перпендикулярные стороны.
Допуск на отклонение от перпендикулярности не должен превышать 2 мм для
наиболее длинной детали;
2) зазор между стенкой колпачка и шаблоном ери проверке внутреннего
профиля колпачка не должен превышать 2 мм.
Кромки рубцов колпачка должны быть ровными;
3) отклонение диаметра желоба с двух концов на длине 50 мм от торцов не
должно превышать 1 мм;
4) горизонтальные полки глухих левых и правых сегментов, а также
сегментных карманов должны быть установлены перпендикулярно к продольной оси
сосуда (аппарата). Допуск на отклонение от перпендикулярности не должен
превышать 1 мм на 1 м диаметра, но не более 3 мм на диаметр.
Вертикальные полки должны быть параллельны образующей корпуса сосуда
(аппарата). Допуск на отклонение от параллельности не должен превышать 3 мм на
всю длину полки.
3.6.20. Крепежные детали подлежат отбраковке при выявлении:
1) вытягивания резьбы, трещин, рваных мест, выкрашивания ниток резьбы
глубиной более 0,5 высоты профиля резьбы или длиной, превышающей в витке 0,25
его длины;
2) непрямолинейности стержня крепежной детали, превышающей 0,2 мм на
100 мм ее длины;
3) повреждений боковых граней и ребер гаек и головок болтов,
препятствующих затяжке, или уменьшения размера под ключ более чем на 3% от
номинальной.
3.6.21. Заусенцы, вмятины глубиной более 0,5 высоты профиля резьбы и
длиной, не превышающей 8% длины резьбы, устраняются прогонкой резьбонарезным
инструментом.
Шероховатость поверхности резьбы допускается не более Rz 20.
3.6.22. Резьбовые отверстия на элементах сосуда (аппарата) должны
отбраковываться при срыве, выкрашивании или коррозионном износе резьбы, а также
при прохождении непроходного калибра типа Р-Р по ГОСТ
6485-69, ГОСТ 2533-88 и ГОСТ
18466-73.
3.6.23. Крепежные детали внутренних устройств сосудов (аппаратов)
колонного типа из углеродистых сталей рекомендуется изготавливать из
коррозионно-стойких материалов.
3.6.24. Трубные решетки кожухотрубчатых теплообменных аппаратов должны
отбраковываться при достижении отбраковочных значений их толщин, определенных в
соответствии с п. 3.6.1,
выявлении трещин, а также при отслоении наплавленной поверхности от основного
металла.
Трубный пучок рекомендуется отбраковывать при выходе из строя более 30%
труб.
Трубные решетки должны иметь гладкие и ровные уплотнительные
поверхности под прокладки без поперечных рисок, забоин, пор и раковин.
3.6.25. Крышки секций «Лумус» должны отбраковываться при выявлении
трещим или прокорродировавших участков глубиной, превышающей 30% от их
первоначальной толщины.
3.6.26. Фланцы штуцеров должны отбраковываться:
1) при неудовлетворительном состоянии уплотнительной поверхности —
наличии трещин, раковин и других дефектов, не подлежащих ремонту;
2) при уменьшении толщины стенки воротника фланца до отбраковочных
(расчетных) размеров патрубка,
3.7. ОЦЕНКА РЕСУРСА ОСТАТОЧНОЙ РАБОТОСПОСОБНОСТИ*
*Ресурс
остаточной работоспособности — продолжительность эксплуатации сосуда (аппарата)
на допустимых параметрах от данного момента времени до его прогнозируемого
предельного состояния.
3.7.1. Ресурс остаточной работоспособности
определяется, если сосуд (аппарат):
1) выработал ресурс эксплуатации, установленный автором проекта или
предприятием-изготовителем;
2) не имеет установленного ресурса и находится в эксплуатации 20 и
более лет;
3) выработал разрешенный к дальнейшей эксплуатации ресурс остаточной
работоспособности сверх первоначально установленного ресурса;
4) временно находился под воздействием параметров, превышающих
расчетные (например, пожар, авария);
5) не имеет установленного ресурса и за время работы накопил 1000 и
более циклов нагружения;
6) по мнению его владельца, требует оценки остаточного ресурса.
3.7.2. Обследование сосудов (аппаратов) с целью определения остаточного
ресурса и возможности их дальнейшей эксплуатации должно проводиться по
специальным методикам, согласованным с органами Госгортехнадзора РФ [ 106,
108,
142
и др.].
3.7.3. Эксплуатация сосудов (аппаратов), перечисленных в п. 3.7.1,
допускается после получения заключения об их техническом состоянии от
организации, имеющей соответствующее разрешение (лицензию).
3.7.4. Лицом, ответственным по надзору за техническим состоянием и
эксплуатацией сосуда, должны быть выполнены записи в паспорте аппарата о
проведенном обследовании с указанием даты, организации, выдавшей заключение о
возможном сроке дальнейшей эксплуатации, и назначенных мероприятиях,
обеспечивающих безопасную эксплуатацию, о месте хранения заключения.
3.8. ОБЩИЕ УКАЗАНИЯ ПО РЕМОНТУ СОСУДОВ (АППАРАТОВ)
3.8.1. Для поддержания сосуда (аппарата) в исправном состоянии
администрация предприятия обязана своевременно проводить его ремонт.
3.8.2. Ремонт сосудов (аппаратов) и их элементов должен производиться
только после полного снятия давления, освобождения и очистки от остатков
рабочей среды, пропарки, продувки, промывки и подготовки их в соответствии с
действующими правилами техники безопасности. Ремонт выполняют по специальной
технологии, разработанной ремонтной или специализированной организацией.
3.8.3. Технология ремонта должна разрабатываться с учетом требований
проекта, ОСТ
26-291-87, ОТУ-2-92 и других действующих нормативно-технических документов
и рекомендаций заводов-изготовителей (например, способы ремонта повреждений
стеклоэмалевых покрытий рекомендуются инструкцией Фастовского
машиностроительного завода «Красный Октябрь» «Аппараты эмалированные.
Инструкция по эксплуатации». Киев, 1975 [ 148]).
3.8.4. Работы, связанные с изменениями конструкции сосуда (аппарата) ,
необходимость в которых может возникнуть при эксплуатации и ремонте, должны
быть согласованы с организацией-разработчиком технического проекта сосуда (аппарата).
При невозможности выполнения этого условия допускается согласование изменений в
проекте со специализированной научно-исследовательской организацией, имеющей
лицензию на выполнение такого вида работ.
3.9. ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
3.9.1. По сосудам (аппаратам) ведется техническая документация,
перечисленная в таблице 3.10.
Таблица 3.10
|
№ |
Наименование |
Ответственные за |
Место |
Примечание |
|
1 |
Книга учета и |
Инженер ОТН |
ОТН |
|
|
2 |
Паспорта на сосуды и |
Начальник установки |
Установка (производство, |
|
|
3 |
Акт отбраковки элементов |
Инженер ОТН, механик |
1 экз. – O Т H 1 экз. — установка |
|
|
4 |
Разрешение на перенос |
Начальник установки, |
1 экз. – O Т H 1 экз. — установка |
|
|
5 |
Перечень сосудов и |
Начальник установки, инженер |
1 экз. – O Т H 1 экз. — установка |
|
|
6 |
Коррозионная карта сосуда |
Начальник установки, |
В паспорте сосуда |
|
|
7 |
Акт-предписание ОТН по |
Инженер ОТН |
1 экз. – O Т H 1 экз. — установка |
|
|
8 |
Исполнительная |
Ст. механик цеха |
В паспорте сосуда |
|
|
9 |
График ремонта и |
Начальник установки |
1 экз. – O Т H 1 экз. — установка |
|
|
10 |
Протоколы ежегодной |
Начальник установки |
1экз. — установка |
|
|
11 |
Ведомость установочных |
Механик установки |
1 экз. – O Т H 1 экз. — установка 1 экз. — цех по ремонту |
|
|
12 |
Акты ревизии и ремонта |
Мастер цеха по ремонту |
1экз. — установка |
|
|
13 |
Технические паспорта на |
Механик установки |
Установка (производство, |
|
|
14 |
Журнал регистрации |
То же |
То же |
|
|
15 |
Общезаводская инструкция |
Начальник установки инженер ОТН |
1 экз. — установка |
|
|
16 |
Инструкция по монтажу и |
Предприятие-изготовитель |
В паспорте сосуда |
|
|
17 |
Схема включения сосуда |
Начальник установки |
То же |
|
|
18 |
Удостоверение о качестве |
Организация, |
« |
|
|
19 |
Журнал наработки циклов |
Начальник установки |
Установка (производство, |
Примечание . Формы
технической документации, приведенные в приложениях 3.1-3.5, являются
рекомендуемыми. Допускается внесение изменений в формы при условии сохранения
основного содержания.
ПРИЛОЖЕНИЕ 3.1
Книга учета и освидетельствования
сосудов, работающих под давлением свыше 0,07 МПа (0,7 кгс/см2)
|
№ |
Наименование |
Год |
Регистрационный |
Разрешенные |
Среда |
Скорость коррозии, |
Материал |
Завод-изготовитель, |
|
|
Р, |
t , ° C |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
Цех №
Установка №
|
Периодичность |
Очередные сроки технического освидетельствования |
|||||||||||
|
Предприятием |
Инспектором |
|||||||||||
|
В.О.* |
Г.И.* |
В.О. |
Г.И. |
В.О. |
Г.И. |
|||||||
|
план факт |
план факт |
план факт |
план факт |
план факт |
план факт |
план факт |
план факт |
план факт |
план факт |
план факт |
план факт |
|
|
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
2) |
22 |
23 |
* В.О. — внутренний осмотр;
Г.И. —
гидравлическое испытание
ПРИЛОЖЕНИЕ
3.2
|
СОГЛАСОВАНО Начальник ОТН ______________________________ ______________________________ «_____»___________________199 г. |
УТВЕРЖДАЮ Главный инженер (механик) завода ______________________________ ______________________________ «_____»___________________199 |
||
ПЕРЕЧЕНЬ
сосудов (аппаратов) цеха № _______________, установки №_______________ ,
которые должны
подвергаться дополнительным освидетельствованиям, испытаниям и исследованиям
|
№ |
Наименование |
Поз. |
Зав. |
Peг. № |
Параметры |
Материал корпуса и |
Вид дополнительного освидетельствования или |
Периодичность |
Примечание |
||
|
Рраб., |
Среда |
t стенки, °С |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
to |
11 |
12 |
|
Начальник |
|||||||||||
|
Инженер |
ПРИЛОЖЕНИЕ
3.3
(КОПИЯ)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО
НАДЗОРУ ЗА БЕЗОПАСНЫМ ВЕДЕНИЕМ РАБОТ В ПРОМЫШЛЕННОСТИ И ГОРНОМУ НАДЗОРУ
(ГОСГОРТЕХНАДЗОР СССР)
ПОСТАНОВЛЕНИЕ
|
от 13.04.987г |
№ 10 |
|
Об изменении |
Государственный комитет СССР по надзору за безопасным ведением работ в
промышленности и горному надзору ПОСТАНОВЛЯЕТ:
1. Согласиться с предложением Миннефтехимпрома СССР об изменении периодичности
технических освидетельствований сосудов, работающих под давлением, и установить
следующие сроки их проведения на предприятиях отрасли.
Внутренние осмотры инспектором:
не реже одного раза в шесть лет при скорости коррозии металла до 0,1
мм/год включительно; не реже одного раза в четыре года при скорости коррозии
металла свыше 0,1 мм/год.
Внутренние осмотры предприятием-владельцем сосудов:
не реже одного раза в шесть лет при скорости коррозии металла до 0,1
мм/год включительно; не реже одного раза в два года при скорости коррозии свыше
0,1 мм/год до 0,3 мм/год; не реже одного раза в год при скорости коррозии
металла свыше 0,3 мм/год.
Гидравлические испытания сосудов:
не реже одного раза в двенадцать лет при скорости коррозии металла до
0,1 мм/год включительно; не реже одного раза в восемь лет при скорости коррозии
металла свыше 0,1 мм/год.
2. Сосуды, эксплуатируемые в условиях, вызывающих снижение прочностных
свойств металла, независимо от скорости коррозии при температуре стенки 450°С и
выше, а также подверженные межкристаллитной коррозии или коррозионному
растрескиванию, должны подвергаться техническим освидетельствованиям в сроки и
объемах, предусмотренных действующими Правилами устройства и безопасной
эксплуатации сосудов, работающих под давлением.
3. Предложить Миннефтехимпрому СССР:
3.1. Производственным объединениям и предприятиям совместно с
институтом ВНИКТИнефтехимоборудование до 1 июня 1987 г. разработать и утвердить
по согласованной с Госгортехнадзором СССР форме передай сосудов с указанием
периодичности проведения внутренних осмотров и гидравлических испытаний,
условий эксплуатации оборудования и скорости коррозионного износа металла.
Данные о скорости коррозии металла внести в паспорт сосудов.
3.2. Обязать лиц, ответственных за исправное состояние и безопасную
эксплуатацию сосудов, установить строгий контроль за соблюдением рабочих
параметров и состава среды, установленных технологическим регламентом, с целью
исключения возможности увеличения скорости коррозии металла эксплуатируемого оборудования.
Председатель комитета п/п Н.М. Владыченко
ПРИЛОЖЕНИЕ 3.4
(Копия)
ВЫПИСКА ИЗ ПРОТОКОЛА
заседания Комитета от 19.03.81 г. за № 7
Комитет постановляет:
1. Согласиться с предложением Миннефтехимпрома СССР и установить
следующий порядок проведения периодических (в процессе эксплуатации)
технических освидетельствовании теплообменников с выдвижной трубной системой,
работающих под давлением свыше 0,7 кгс/см2 до 100 кгс/см2
включительно, применяемых на предприятиях Миннефтехимпрома СССР:
— руководители предприятия производят внутренний
осмотр регистрируемых и нерегистрируемых в органах Госгортехнадзора
теплообменников после каждой выемки трубной системы;
— на предприятиях должен быть составлен и утвержден главным инженером
перечень теплообменников с выдвижной трубной системой и указанием скорости
коррозии;
— скорость коррозии должна быть внесена в паспорт теплообменника и
коррозионную карту и периодически, во время внутреннего осмотра теплообменника,
проверяться. При выявлении увеличения скорости коррозии выше пределов,
указанных в паспорте, руководители предприятий должны с привлечением
специализированной организации установить причины, разработать и осуществить
меры по снижению скорости коррозии и сообщить об этом местным органам
Госгортехнадзора;
— правильность ведения режима работы теплообменников должна ежесуточно
проверяться (по диаграммам регистрирующих приборов) лицом, ответственным за
исправное состояние и безопасное действие теплообменников с записью результатов
проверки в специальный журнал. В конце года в паспорт теплообменника должна
вноситься обобщенная запись об отклонениях от нормального режима работы,
имевших место за год.
2. Обязать руководителей Госгортехнадзоров союзных республик и
начальников управлений округов поручить инспекторам котлонадзора производить
периодическое техническое освидетельствование (внутренний осмотр и
гидравлическое испытание) регистрируемых теплообменников, работающих со средой,
ври которой скорость коррозии не превышает 0,1 мм/год, не реже одного раза в 12
лет, а при скорости коррозии металла свыше 0,1 мм/год до 0,3 мм/год
включительно — не реже одного раза в 8 лет. Очередное инспекторское техническое
освидетельствование может быть совмещено с внутренним осмотром, проводимым администрацией
предприятия (после выемки трубной системы), при условии, что разрыв между
сроками этих освидетельствований не превышает двух лет.
Выписка верна: п/п (Чурин В.Н.)
ПРИЛОЖЕНИЕ 3.5
|
УТВЕРЖДАЮ Главный инженер «_____» |
ПЕРЕЧЕНЬ СОСУДОВ (АППАРАТОВ),
на которые распространяется постановление Госгортехнадзора СССР
установка № _________________________ цех
№_______________________________
|
№ п/п |
Наименование сосуда по технологической схеме |
№ сосуда по технологической схеме |
Регистрационный № сосуда |
Условия эксплуатации рабочие |
Материал сосуда |
Скорость коррозии металла сосуда, мм/год |
Сведения о средствах защиты металла от коррозии |
Установленная периодичность технических |
Прим. |
||||
|
среда, состав и концентрация коррозионных агентов |
давление, МПа (кгс/см2) |
температура, °С |
Внутренний осмотр |
Гидравлическое испытание сосудов |
|||||||||
|
Предприятием |
инспектором ГГТН РФ |
||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
Главный механик |
Начальник |
||||||||||||
|
Начальник отдела |
Начальник цеха |
ПРИЛОЖЕНИЕ 3.6
КОРРОЗИОННАЯ КАРТА
сосуда (аппарата)______________________ поз.
№_____________________________
установка №___________________, цех
№____________________________________
|
Наименование |
Толщина |
Результаты |
||||||
|
первоначальная |
отбраковочная |
Дата____________ Подпись_________ |
Дата____________ Подпись_________ |
Дата____________ Подпись_________ |
||||
|
№ |
толщина |
№ |
толщина |
№ |
толщина |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
Эскиз сосуда
(аппарата) или его развертка
ПРИЛОЖЕНИЕ 3.7
|
СОГЛАСОВАНО Начальник службы ______________________________ ______________________________ «_____»___________________199 г. |
УТВЕРЖДАЮ Главный механик ______________________________ ______________________________ «_____»___________________199 |
АКТ отбраковки элементов сосуда (ов)«_____»___________________199 г. |
||||||||||
|
Ц ex (производство) № |
; установка № |
|||||||||
|
Мы, нижеподписавшиеся, |
||||||||||
|
начальник установки (цеха, производства) |
||||||||||
|
механик установки (цеха, производства) |
||||||||||
|
инженер службы технического надзора |
||||||||||
|
составили настоящий акт в том, что нами произведено техническое |
||||||||||
|
сосуда (ов) поз. № : |
||||||||||
|
в соответствии с требованиями |
||||||||||
|
наименование нормативно-технического |
||||||||||
|
документа (или перечислить все, что делалось |
||||||||||
|
В результате освидетельствования установлено |
||||||||||
|
Наименование |
Поз. |
Наименование элементов сосуда(ов) (аппаратов) |
Описание |
Срок |
Начальник установки (цеха, производства)______________________________
Механик установки (цеха, производства)________________________________
Инженер службы технического надзора_________________________________
ПРИЛОЖЕНИЕ 3.8.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО ГИДРАВЛИЧЕСКОМУ ИСПЫТАНИЮ
СОСУДОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ*
*Далее
по тексту «Методические указания»
1. Гидравлические испытания производятся при удовлетворительных
результатах внутреннего осмотра. Пробное давление принимается в соответствии с
разд. 4.6 «Правил».
Сосуды (аппараты), на которые имеются специальные Государственные
стандарты или технические условия, должны испытываться давлением, указанным в
этих документах.
Гидравлическое испытание эмалированных сосудов (аппаратов), независимо
от рабочего давления, должно производиться пробным давлением, указанным
предприятием-изготовителем.
2. Гидравлическое испытание допускается производить водой или другими
некоррозионными, неядовитыми, невзрывоопасными, невязкими жидкостями.
3. При гидравлическом испытании перед поднятием давления необходимо
убедиться в отсутствии воздуха в сосуде. Поэтому при наполнении сосуда
жидкостью воздушник, расположенный в верхней точке сосуда, должен быть
открытым.
Если для гидравлического испытания сосуд был заполнен холодной
жидкостью и на его стенках появилась роса, то испытание должно производиться
только после высыхания стенок сосуда.
Давление в сосуде должно контролироваться двумя манометрами. Оба
манометра выбираются одного типа, предела измерения, одинаковых классов
точности и цены деления.
Повышение и снижение давления должно быть плавным. Скорости подъема и
снижения давления должна быть 0,1-0,2 МПа (1,0-2,0 кгс/см2) в
минуту.
4. Пробное давление в сосуде должно создаваться насосом, обеспечивающим
указанные условия подъема давления. Предпочтение следует отдавать поршневому
насосу. Насос должен быть оснащен проверенным манометром с такой шкалой, чтобы
предел измерения давления находился во второй трети шкалы.
5. Для предотвращения возможности подъема давления при гидравлическом
испытании сверх пробного предохранительный клапан на насосе, предназначенном
для проведения гидравлического испытания, необходимо отрегулировать на
установочное давление, равное пробному давлению плюс 5% от расчетного давления.
Пропускная способность предохранительного клапана должна быть равна
максимальной производительности насоса.
Допускается для предотвращения возможности превышения давления в сосуде
сверх пробного использовать предохранительный клапан сосуда с соответствующей
пружиной, отрегулировав его на установочное давление, равное пробному плюс 5%
от расчетного давления. При этом установочное давление не должно превышать
пробное более чем на 0,1 МПа (1,0 кгс/см2).
6. При гидроиспытании в горизонтальном положении вертикально
установленных сосудов высотой более 8 м, заполняемых в рабочих условиях
жидкостью, пробное давление следует принимать с учетом гидростатического
давления в рабочих условиях.
7. Гидравлическое испытание сосудов колонного типа может производиться,
в горизонтальном положении лишь в тех случаях, когда расчетом на прочность
будет установлено, что при пробном давлении напряжения во всех элементах
сосудов не будут превышать 90% предела текучести для данной марки стали.
8. В сосудах, имеющих несколько обособленных полостей, каждая полость
должна испытываться отдельно пробным давлением в зависимости от расчетного
давления в этой полости. Бели одна из смежных полостей работает под вакуумом,
то при определении пробного давления должно учитываться разрежение.
Порядок проведения испытания должен соответствовать указанному в
техническом проекте или инструкции по монтажу и эксплуатации сосуда (аппарата)
предприятия-изготовителя.
9. Под пробным давлением сосуд должен находиться влечение 5 мин., затем
давление постепенно снижается до расчетного, при котором производится осмотр
сосуда, обращая особое внимание на сварные швы и вальцовочные соединения. Если
есть признаки пропуска воды через наружную изоляцию (промокание, вздутие),
необходимо полностью или частично удалить покрытие.
10. Если во время испытания внутри сосуда слышны удары, шум и стук или
происходит падение давления, то гидравлическое испытание прекращается и
производится осмотр сосуда для определения причин их проявления и возможных
повреждений.
11. Сосуд считается выдержавшим гидравлическое испытание, если не
обнаружено признаков разрыва, течи, «слезок» и «потения» в сварных соединениях
и на основном металле, видимых остаточных деформаций.
12. Гидравлическое испытание производится под руководством лица,
ответственного за исправное состояние и безопасное действие сосуда.
13. Исполнители и лица, ответственные за организацию подготовки и
проведения гидравлического испытания сосудов, назначаются распоряжением по цеху
(производству).
14. Гидравлическому испытанию сосуда должна предшествовать разработка
схемы отключения сосуда от трубопроводов и другого оборудования, а также
подключения его к источнику давления с указанием контрольно-измерительных
приборов, предохранительных устройств от превышения давления в испытуемом
сосуде и мест их установки.
15. Лицо, ответственное за исправное состояние и безопасное действие
сосуда, знакомит исполнителей гидравлического испытания со схемой, определяет
их расстановку, проводит инструктаж на рабочем месте каждого исполнителя и
устанавливает средства связи между ними.
16. На основании настоящих «Методических указаний» на каждом
предприятии разрабатывается инструкция по проведению гидравлического испытания
сосудов применительно к условиям предприятия и утверждается главным инженером.
ПРИЛОЖЕНИЕ 3.9
ДОПУСТИМЫЕ
КЛАССЫ ДЕФЕКТНОСТИ СВАРНЫХ СОЕДИНЕНИЙ ПРИ РАДИОГРАФИЧЕСКОМ КОНТРОЛЕ
|
Вид. |
Группа |
|||
|
1,2,3. |
4 |
5а |
56 |
|
|
Классы |
||||
|
Стыковые |
3 |
4 |
5 |
6 |
|
Угловые |
4 |
5 |
5 |
6 |
|
Нахлесточные |
5 |
6 |
6 |
7 |
Примечания :
1. Оценку единичных дефектов (пор и включений) по ширине (диаметру) при толщине
свариваемых элементов до 45 мм, а также скоплений, независимо от толщины
свариваемых элементов, допускается производить по нормам класса 4 вместо класса
3, класса 5 вместо класса 4, класса 6 вместо класса 5, класса 7 вместе класса
6.
2. Скопление пор и включений по длине не должно превышать 1,5
допустимых длин отдельных дефектов по ГОСТ
23055-78.
3. При различной толщине свариваемых элементов максимальный допустимый
размер дефекта выбирается по меньшей толщине.
ПРИЛОЖЕНИЕ 3.10
ОЦЕНКА КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ ПО ТВЕРДОСТИ
|
Марка стали |
Допустимые |
Допустимая |
|
Ст. |
120-160 |
180 |
|
18К |
120-160 |
190 |
|
20К, |
130-190 |
200 |
|
20ЮЧ |
140-190 |
220 |
|
09Г2С |
120-180 |
225 |
|
10Г2С1 |
130-190 |
22 S |
|
16ГС |
120-180 |
225 |
|
10Г2 |
120-190 |
225 |
|
12МХ |
140-180 |
240 |
|
12ХМ |
140-170 |
240 |
|
15ХМ |
140-200 |
240 |
|
12Х1МФ |
130-170 |
240 |
|
10Х2М1 |
160-220 |
240 |
|
15Х5М |
130-170 |
240 |
|
15Х5МУ |
170-235 |
270 |
|
08Х18Н10Т 12 X 18 H 10 T 10Х17Н13М2Т 10Х17Н13МЗТ |
150-180 |
200 |
*Допустимое
отклонение указанных пределов не должно превышать +20 НВ и –10 НВ
Примечания
1. По заключению специализированной организации в отдельных случаях сосуд
(аппарат) может быть допущен к эксплуатации при твердости металла, отличающейся
от приведенных значений.
2. Твердость коррозионностойкого слоя и переходного слоя в швах сварных
соединений из двухслойной стали не должна быть более 220 НВ.
Перечень основных нормативно-технических документов
по проектированию, изготовлению, монтажу, эксплуатации, техническому надзору и
ремонту оборудования нефтеперерабатывающих и нефтехимических предприятий
|
№ п/п |
Наименование и шифр материала |
Ведомство и год |
Примечание |
|
1. ОБЩАЯ ДОКУМЕНТАЦИЯ |
|||
|
1 |
СНиП 2.01.07-85 Нагрузки и воздействия. |
Госстрой СССР |
* |
|
2 |
СНиП 2.02.01-83 Основания зданий и |
То же |
* |
|
3 |
СНиП 2.03.11-85 |
« |
* |
|
4 |
СНиП 2.03.01-84 Бетонные, и |
« |
* |
|
5 |
СНиП |
« |
* |
|
6 |
СНиП II -106-79 Склады нефти и нефтепродуктов. |
« |
* |
|
7 |
СНиП II-23-81 Стальные конструкции. Нормы |
« |
* |
|
8 |
СНиП II-7-81 Строительство в |
« |
|
|
9 |
СНиП III -16-80 Бетонные и железобетонные |
« |
|
|
10 |
СНиП 2.09.03-85 Сооружения промышленных предприятий |
« |
|
|
11 |
ГОСТ 8.380-80 |
Государственный комитет СССР по стандартам |
|
|
12 |
ГОСТ |
То же |
|
|
13 |
ГОСТ |
« |
|
|
14 |
ГОСТ |
« |
|
|
15 |
ГОСТ |
||
|
16 |
ГОСТ |
« 1979 |
|
|
17 |
ГОСТ |
« 1976 |
|
|
18 |
ГОСТ |
« 1980 |
|
|
19 |
ГОСТ |
« 1975 |
|
|
20 |
ГОСТ |
Государственный комитет СССР по стандартам, 1975 |
|
|
21 |
ГОСТ |
То же, 1978 |
|
|
22 |
ГОСТ |
« 1979 |
|
|
23 |
ГОСТ |
« |
|
|
24 |
ГОСТ |
« |
|
|
25 |
ГОСТ |
« |
|
|
26 |
ГОСТ |
« |
|
|
27 |
ГОСТ |
« |
|
|
28 |
ГОСТ |
« |
|
|
29 |
ГОСТ |
« |
|
|
30 |
ГОСТ |
Государственный комитет по стандартам |
|
|
31 |
Общие правила |
Госгортехнадзор СССР, 1988 |
|
|
32 |
Правила пожарной |
Миннефтехимпром СССР, 1979 |
|
|
33 |
Положение о планово-предупредительном ремонте |
Миннефтехимпром СССР, 1976, ВНИКТИнефтехимоборудование |
|
|
34 |
РДИ 38.18.002-83 |
Миннефтехимпром СССР, ВНИКТИнефтехимоборудование |
|
|
35 |
18-03-ИК-74 Инструкция по проведению цветного метода контроля на |
То же |
|
|
2. ПЕЧИ |
|||
|
36 |
СНиП III-24-75 Промышленные печи и |
Госстрой СССР |
|
|
37 |
ГОСТ |
Государственный комитет СССР по стандартам |
|
|
38 |
ГОСТ 9842-82 |
То ж e |
|
|
39 |
ОСТ 26-02-313-71 |
Миннефтехиммаш СССР |
|
|
40 |
РД РТМ |
Миннефтехимпром СССР, ВНИКТИнефтехимоборудование |
|
|
41 |
РТМ 26-02-67-84 Методика расчета на прочность элементов печей, работающих |
Союзнефтехиммаш, 1983 |
|
|
42 |
ОСТ |
Минэнергомаш |
* |
|
43 |
ОСТ |
« 1985 |
Взамен ОСТ |
|
44 |
ТУ 26-02-33-82 |
Миннефтехиммаш СССР, 1982, ВНИИнефтемаш |
|
|
45 |
ВСН-315-81 ММСС |
Минмонтажспецстрой СССР |
|
|
46 |
Технологическая |
Миннефтехимпром СССР, ВНИКТИнефтехимоборудование, 1981 |
|
|
47 |
Инструкция по |
То же, 1986 |
|
|
48 |
Временная |
« 1984 |
|
|
49 |
Временная |
« 1985 |
|
|
50 |
Трубчатые печи |
ВНИИнефтемаш, 1973, 1977, 1990 |
|
|
51 |
Горелки для |
« 1977, 1985 |
|
|
52 |
Указания по |
НИИ бетона и железобетона (НИИЖБ) |
|
|
53 |
Правила технической эксплуатации трубчатых печей |
Миннефтехимпром СССР, 1988 |
|
|
54 |
Инструкция по |
То же, 1976 |
* |
|
55 |
Инструкция по эксплуатации. Горелки унифицированные |
ВНИИнефтемаш, 1981 |
|
|
56 |
Инструкция по |
« 1974 |
|
|
57 |
Горелка малошумная инжекционная газомазутная |
« |
|
|
58 |
ТУ 26-02-971-83 |
« 1983 |
|
|
59 |
Инструкция по |
ВПО «Союзнефтеоргсинтез» |
|
|
60 |
Инструкция по |
ВНИИнефтемаш, 1983 |
|
|
61 |
Техническое описание и инструкция по эксплуатации. |
« 1983 |
|
|
62 |
Рекомендации по |
Куйбышевское СКВ НПО «Нефтехимавтоматика», 1986 |
* |
|
3. РЕЗЕРВУАРЫ |
|||
|
63 |
СНиП III-18-75 Металлические конструкции. Глава 4. |
Госстрой СССР, 1975 |
|
|
64 |
СНиП 3.03.01-87 Несущие |
« |
|
|
65 |
ГОСТ |
Государственный комитет СССР по стандартам |
|
|
66 |
ГОСТ |
То же |
|
|
67 |
ГОСТ |
« |
|
|
68 |
ВСН 311-81 ММСС |
Минмонтажспецстрой СССР, 1982 |
|
|
69 |
ВСН 158-83 |
ВНИИСТ |
* |
|
70 |
ВСН 01-75 |
Миннефтехимпром СССР, 1975 |
* |
|
71 |
СН 90-60 |
Госстрой СССР |
* |
|
72 |
Инструкция по ремонту |
Главтранснефть, 1977 |
* |
|
73 |
Инструкция 37-55 |
Госстандарт СССР, 1960 |
* |
|
74 |
МСН 177-68 ММСС |
Минмонтажспецстрой СССР, 1968 |
* |
|
75 |
МСН 150-67 ММСС СССР |
То же, 1967 |
* |
|
76 |
Инструкция по |
Миннефтехимпром СССР, 1974 |
|
|
77 |
Временная |
Главнефтеснаб РСФСР, 1963 |
|
|
78 |
Временная |
М.: Недра, 1982 |
* |
|
79 |
Правила и |
Главнефтеснаб РСФСР, 1975 |
* |
|
80 |
Правила технической |
Госкомнефтепродукт, 1984 |
* |
|
81 |
Временные |
ВНИИСПТнефть Миннефтепрома СССР, 1966 |
* |
|
82 |
Понтон из синтетических |
Главнефтеснаб. РСФСР, 1974 |
|
|
83 |
Рекомендации по |
Госстрой СССР, 1969, ЦНИИСК им. Кучеренко |
* |
|
84 |
Рекомендации по восстановлению несущей способности |
ВНИКТИнефтехимоборудование, 1986 |
|
|
85 |
ТУ 86-2009-77 |
ЦНИИпроект-легконструкция |
|
|
86 |
ТУ 26-02-159-83 |
||
|
87 |
ТУ 26-02-850-86 |
||
|
88 |
РД РТМ 26-01-111-78 |
Северо-Донецкий филиал УКРНИИхиммаша, 1978 |
* |
|
89 |
РД 39-30-185-79 |
Минтяжпром СССР, 1979 |
|
|
90 |
Рекомендации по |
Госкомнефтепродукт РСФСР, 1980 |
* |
|
91 |
РД 50-156-79 |
* |
|
|
92 |
Правила |
М.: Недра, 1988 |
* |
|
4. СОСУДЫ И АППАРАТЫ |
|||
|
93 |
ГОСТ |
Государственный комитет СССР по стандартам, 1989 |
Взамен ГОСТ |
|
94 |
ГОСТ |
То же |
|
|
95 |
ГОСТ |
||
|
96 |
ГОСТ |
Государственный комитет СССР по стандартам |
* |
|
97 |
ГОСТ |
То же |
* |
|
98 |
ГОСТ |
« 1981 |
* |
|
99 |
ГОСТ |
« 1984 |
* |
|
100 |
ГОСТ |
1982 |
* |
|
101 |
ГОСТ |
« 1984 |
* |
|
102 |
ГОСТ |
« 1969 |
* |
|
103 |
ГОСТ |
« 1988 |
* |
|
104 |
ГОСТ |
« 1973 |
* |
|
105 |
Правила |
Госгортехнадзор СССР, 1987 |
С изменениями |
|
106 |
Методика диагностирования технического состояния сосудов |
Минтопэнерго РФ, Центрхиммаш, 1992 |
|
|
107 |
Методика |
Минтопэнерго РФ, Центрхиммаш, 1993 |
|
|
108 |
Положение о порядке диагностирования |
Минтопэнерго РФ, 1993 |
|
|
109 |
Руководящие |
Департамент нефтепереработки, ВНИКТИнефтехимоборудование, 1994 |
|
|
110 |
Инструкция по техническому |
То же, 1994 |
|
|
111 |
Инструкция по |
Миннефтехимпром СССР, 1989 |
|
|
112 |
Технические указания |
ВПО «Союзнефтеоргсинтез» МНХП СССР и ВПО «Союзнефтехиммаш» МХНМ СССР, |
Взамен |
|
113 |
Регламент |
Минхиммаш СССР, 1972 |
* |
|
114 |
Руководящие |
Миннефтехимпром СССР, 1977, ВНИКТИнефтехимоборудование |
* |
|
115 |
Методические |
ВПО «Союзнефтеоргсинтез», 1985 |
* |
|
116 |
Инструкция по определению |
Миннефтехимпром СССР, 1983 |
|
|
117 |
Сосуды и |
Министерство топлива и энергетики Российской Федерации, 1992 |
Взамен ОТУ-1-79 |
|
118 |
Сосуды и |
ВНИИнефтемаш, 1985 |
|
|
119 |
ОСТ |
Миннефтехиммаш СССР, 1987 |
|
|
120 |
ОСТ |
Минтяжмаш, 1990 |
|
|
121 |
ОСТ 26-1046-87 |
Миннефтехиммаш СССР, 1987 |
Взамен ОСТ |
|
122 |
ОСТ 26-01-1-85 |
НИИэмальхиммаш, 1985 |
Взамен ОСТ |
|
123 |
ОСТ 26-01-949-80 |
Миннефтехиммаш СССР, 1980 |
Взамен ОСТ |
|
124 |
ОСТ |
Минхиммаш СССР, 1990 . |
|
|
125 |
Общие |
Миннефтехимпром СССР, 1983, ВНИКТИнефтехимоборудование |
|
|
126 |
Теплообменники |
Миннефтехимпром СССР, 1988, ВНИКТИнефтехимоборудование |
|
|
127 |
Контроль |
ВНИИПТхимнефтеаппаратуры, 1981 |
|
|
128 |
ОСТ 26-01-66-86 |
УкрНИИхиммаш, 1986 |
|
|
129 |
ОСТ |
Взамен ОН |
|
|
130 |
ОСТ 26-02-536-78 |
Миннефтехиммаш СССР, 1978 |
Взамен ОСТ |
|
131 |
ОСТ |
То же, 1980 |
|
|
132 |
ОСТ 26-01-151-82 |
« 1982 |
|
|
133 |
Сосуды и |
Миннефтехиммаш СССР, ВНИИПТхимнефтеаппаратуры |
* |
|
134 |
ОСТ 26-2079-80 |
||
|
135 |
РД |
||
|
136 |
РД 26-11-01-85 |
* |
|
|
137 |
РД 26-11-21-88 |
* |
|
|
138 |
РД 50-694-90 |
* |
|
|
139 |
Правила |
М.: Металлургия, 1972 |
|
|
140 |
Методика ультразвукового |
ВНИКТИнефтехимоборудование, 1988 |
|
|
141 |
Рекомендации по |
То же |
|
|
142 |
Методика оценки ресурса остаточной |
Миннефтехимпром СССР, ВНИКТИнефтехимоборудование, 1991 |
|
|
143 |
Положение о |
Утв. Постановлением Госгор-1дзора России №11 от 19.5.93 |
* |
|
144 |
ОСТ 26-2044-83 |
Миннефтехиммаш СССР, 1983 |
|
|
145 |
РД 26-6-87 |
НИИХИММАШ, 1987 |
|
|
146 |
Руководящий документ по применению клеевых композиций |
ВНИКТИнефтехимоборудование, 1992 |
|
|
147 |
РД |
Миннефтехимпром СССР, ВНИКТИнефтехимоборудование, 1988 |
|
|
148 |
Аппараты эмалированные. Инструкция по эксплуатации |
Фастовский машиностроительный завод «Красный Октябрь». Киев, 1975 |
* |
*Приведены в качестве справочных.
Утверждаю
Заместитель Руководителя
Департамента нефтепереработки
Минтопэнерго России
В.П.БЕЛОВ
16 декабря 1993 года
Согласовано
Первый заместитель Председателя
Госгортехнадзора России
Е.А.МАЛОВ
(письмо от 16 мая 1994 г. N 02-35/122)
ИНСТРУКЦИЯ
ПО ТЕХНИЧЕСКОМУ НАДЗОРУ, МЕТОДАМ РЕВИЗИИ И ОТБРАКОВКЕ
ТРУБЧАТЫХ ПЕЧЕЙ, РЕЗЕРВУАРОВ, СОСУДОВ И АППАРАТОВ
НЕФТЕПЕРЕРАБАТЫВАЮЩИХ И НЕФТЕХИМИЧЕСКИХ ПРОИЗВОДСТВ
ИТН-93
В настоящей Инструкции содержатся основные положения по надзору за техническим состоянием указанного оборудования.
Даны периодичность и объем ревизий рассматриваемого оборудования в зависимости от условий эксплуатации, приведены основные критерии и нормы отбраковки, допускаемые отклонения основных несущих элементов, рекомендованы формы ведения технической документации.
ВВЕДЕНИЕ
Настоящая «Инструкция по техническому надзору, методам ревизии и отбраковке трубчатых печей, резервуаров, сосудов и аппаратов нефтеперерабатывающих и нефтехимических производств» <*> распространяется на следующие виды оборудования:
— технологические трубчатые печи;
— резервуары стальные вертикальные наземные;
— сосуды и аппараты.
———————————
<*> В дальнейшем именуется «Инструкцией».
Указанное оборудование относится к основному, определяющему надежность работы технологических установок, поэтому с целью обеспечения постоянного контроля за ним в отрасли создана система технического надзора в процессе эксплуатации.
Для более полного внедрения системы технического надзора за оборудованием необходима нормативно-техническая база. С этой целью осуществляется пересмотр отдельных документов, в том числе «Инструкции по техническому надзору, методам ревизии и отбраковке оборудования нефтеперерабатывающих и нефтехимических производств (ИТН-77)». Необходимость пересмотра этого документа связана с тем, что со времени издания его появились новые виды оборудования, новые данные по материалам и их свойствам, новые нормативно-технические документы, возникло некоторое несоответствие отдельных положений с практикой эксплуатации.
Настоящая «Инструкция» устанавливает технические требования к трубчатым печам, стальным вертикальным резервуарам, сосудам и аппаратам в части технического надзора, ревизии, отбраковки и периодичности ремонтов, а также ведения технической документации.
В документе приводятся периодичность и объем ревизий и ремонтов в зависимости от условий эксплуатации разных видов оборудования, основные критерии и нормы отбраковки несущих элементов, допускаемые отклонения, рекомендованы формы ведения технической документации.
При разработке нового нормативно-технического документа (НТД) учтены научно-технические разработки НИИ и проектных организаций, требования нормативных документов, стандартов и другой технической литературы по вопросам эксплуатации, технического надзора, оценки технического состояния, прочности, надежности различных видов оборудования, а также обоснованные замечания и предложения специалистов предприятий нефтепереработки и нефтехимии.
1. ТРУБЧАТЫЕ ПЕЧИ
1.1. ОБЩИЕ УКАЗАНИЯ
1.1.1. Настоящий раздел «Инструкции» распространяется на трубчатые печи технологических установок (цехов) нефтеперерабатывающих и нефтехимических заводов, работающие с давлением в змеевике до 10 МПа (100 кгс/см2).
1.1.2. Технический надзор, ревизия, отбраковка и ремонт змеевиков и других частей печей пиролиза установок производства этилена осуществляется в соответствии с настоящей «Инструкцией» с учетом следующих специально разработанных для них нормативных документов:
для печей установок типа ЭП-60, ЭП-75 и им подобных — «Инструкции по техническому надзору, методам ревизии, отбраковке и ремонту печей установок пиролиза производства этилена»;
для печей пиролиза бензина и этана установок ЭП-300 (Лисичанского НПЗ, ПО «Горькнефтеоргсинтез», ПО «Ангарскнефтеоргсинтез», ПО «Салаватнефтеоргсинтез») — «Временной инструкции по техническому надзору, методам ревизии, отбраковке и ремонту печей пиролиза установок ЭП-300»;
для печей пиролиза бензина и этана установки ЭП-450 (ПО «Нижнекамскнефтехим») — «Временной инструкции по техническому надзору, методам ревизии, отбраковке и ремонту печей пиролиза установки ЭП-450 ПО «Нижнекамскнефтехим».
1.1.3. На печи установок каталитического риформинга, змеевики которых не отработали расчетный срок службы, распространяется действие настоящей «Инструкции»; змеевики печей этих установок, проработавшие установленный проектом расчетный срок службы, кроме того, подлежат специальному обследованию с целью определения возможности их дальнейшей эксплуатации.
Методика, объем и периодичность обследования змеевиков этих печей, исследований физико-механических свойств металла их элементов, методы расчета на прочность, а также порядок оформления решения о возможности и сроках дальнейшей эксплуатации определяются в соответствии с действующими РД РТМ 38.14.006-86 «Методика определения сроков эксплуатации змеевиков печей установок каталитического риформинга, отработавших проектный ресурс» и РТМ 26-02-67-84 «Методика расчета на прочность элементов печей, работающих под давлением».
Решение о возможности и сроках дальнейшей эксплуатации этих змеевиков принимается специализированными организациями (ВНИКТИнефтехимоборудование, ВНИИнефтемаш, НПО «Леннефтехим» и другими имеющими лицензию на выполнение таких работ) совместно с техническим руководством предприятия.
Примечание. До выдачи заключения допускается временная эксплуатация змеевиков печи на период исследования металла на срок не более 12 тыс. часов по решению организации, выполняющей исследования.
1.1.4. «Инструкция» определяет порядок технического надзора за эксплуатацией, методы, периодичность, содержание и объем ревизий, критерии и нормы отбраковки основных элементов печей, а также рекомендует формы ведения технической документации.
1.1.5. «Инструкция» охватывает следующие элементы технологических трубчатых печей:
а) трубчатый змеевик (печные трубы, двойники (ретурбенды), калачи, отводы);
б) каркас и гарнитуру (несущие металлоконструкции, трубные решетки, трубные и кирпичные подвески, кронштейны для кирпичей, шиберы и т.д.);
в) футеровку;
г) газоходы;
д) дымовые трубы;
е) воздухоподогреватели (рекуператоры);
ж) форсунки (горелки);
з) приборы контроля управления и противоаварийной защиты (в т.ч. системы сигнализации и блокировок).
Примечание. Границами трубчатых змеевиков следует считать участки соединительных труб на входе и выходе продукта из печи до первого ответного фланца, если фланец находится от печи на расстоянии не более 1 метра для шатровых печей и не более 2 метров — для остальных типов печей. При отсутствии фланцев на соединительных трубопроводах или при нахождении их от печи на расстоянии более величин, указанных выше, границами трубчатого змеевика считать входные и выходные трубы змеевика, находящиеся в печи, а для печей с двойниками — входные и выходные двойники.
1.1.6. При приемке новой печи в эксплуатацию, при ремонте и приемке отдельных узлов и деталей печи после капитального ремонта (реконструкции) необходимо руководствоваться соответствующими разделами:
а) проекта;
б) СНиП 2.03.01-84 «Бетонные и железобетонные конструкции»;
в) СНиП II-23-81 «Стальные конструкции. Нормы проектирования»;
г) СНиП III-24-75 «Промышленные печи и кирпичные трубы»;
д) СНиП 3.03.01-87 «Несущие и ограждающие конструкции»;
е) СНиП 3.01.04-87 «Приемка в эксплуатацию законченных строительством объектов. Основные положения»;
ж) СНиП 2.09.03-85 «Сооружение промышленных предприятий»;
з) ТУ 26-02-33-82 «Двойники печные литые. Печи трубчатые. Детали»;
и) «Общих правил взрывобезопасности для взрыво- и пожароопасных химических, нефтехимических и нефтеперерабатывающих производств» (М., 1988);
к) других действующих нормативных документов, указаний вышестоящих и инспектирующих организаций.
1.1.7. Изменения конструкции печи или ее элементов, замена материалов, а также изменения состава сырья, производительности, технологических параметров в сторону увеличения должны подтверждаться расчетами (обоснованиями) организации — автора проекта или организации, имеющей разрешение Госгортехнадзора России.
1.1.8. На основании настоящей «Инструкции» на каждом заводе должны быть составлены заводские инструкции с учетом конкретных условий и особенностей эксплуатации своих печей.
1.2. НАДЗОР ВО ВРЕМЯ ЭКСПЛУАТАЦИИ
1.2.1. Трубчатые печи технологических установок (цехов) должны эксплуатироваться в соответствии с технологическим регламентом, технологической инструкцией по эксплуатации установки (объекта) и другими нормативно-техническими документами, отражающими правила безопасного ведения работ по эксплуатации печей [53, 55, 56, 57, 61 и др.].
1.2.2. Надзор за эксплуатацией трубчатых печей ведется:
ежесменно — обслуживающим персоналом;
ежедневно — инженерно-техническими работниками установки (цеха) с отражением результатов в сменном (вахтовом) или другом журнале в случае выявления нарушений;
периодически — комиссией в составе представителей технического надзора и администрации цеха в сроки, устанавливаемые руководством предприятия в зависимости от конкретных условий работы установки, но не реже 1 раза в 6 месяцев, по графикам, утвержденным техническим руководством предприятия.
1.2.3. Надзор в период эксплуатации (ежесменный и ежедневный) включает:
а) контроль за правильностью соблюдения рабочих параметров, т.е. проверку соответствия их карте технологического режима;
б) контроль за правильностью ведения режима горения.
Примечания: 1. Не допускается касания пламени факелов форсунок поверхности труб змеевиков.
2. Не допускается эксплуатация змеевиков камер конвекции в условиях точки росы;
в) наблюдение через гляделки или смотровые окна за состоянием трубчатого змеевика, трубных решеток, подвесок и кронштейнов; при этом обращать особое внимание на появление прогиба труб, обрыв трубных подвесок, наличие прогаров, возникновение отдулин и темных пятен на поверхности труб змеевика; не допускается эксплуатация печи при обнаружении:
— прогара труб змеевика;
— значительных отдулин на трубах;
— неисправных двойников, имеющих пропуск продукта;
г) наблюдение за состоянием огнеупорной футеровки, изоляции и кровли печи; обращать особое внимание на состояние кладки форсуночных амбразур, на наличие трещин, выпучиваний, наклонов и других признаков ослабления и разрушения футеровки, а также на состояние температурных швов;
д) наблюдение за наличием и исправностью измерительных и регулирующих приборов, систем сигнализации и блокировок, при этом особое внимание обращать на работу приборов и систем, обеспечивающих безопасную эксплуатацию печи;
е) наблюдение за состоянием обшивки каркаса, опорных стоек, несущих балок, швеллеров над форсунками и ферм обслуживающих лестниц и площадок;
ж) наблюдение за состоянием дымовых труб и их вертикальностью; обращать особое внимание на состояние фундамента, крепление дымовых труб к фундаменту, на состояние поясов (обечаек) и сварных швов металлических дымовых труб, доступных для осмотра, на состояние железобетонных и кирпичных труб, их стяжек и колец;
з) наблюдение за исправностью осветительных приборов и средств пожаротушения.
1.2.4. При периодическом надзоре (комиссией), наряду с операциями контроля и наблюдения, указанными в п. 1.2.3, рекомендуется дополнительно:
а) проверять по картограммам приборов основные технологические параметры работы печи как на момент проверки, так и за предыдущее время (выборочно); особое внимание обращать на повышение температуры газов на перевалах, нагрев продуктов на выходе из печи, которые не должны превышать установленных по проекту или технологическому регламенту;
б) проводить, при необходимости, приборный контроль за теплонапряженным состоянием основных элементов печи (тепловизионный, пирометрический);
в) осуществлять контроль за исправностью автоматических регуляторов давления топлива, поступающего в печь на сгорание, за функционированием световой и звуковой сигнализации (там, где это предусмотрено проектом), извещающей персонал об изменении установленного режима давления;
г) проводить проверку тяги на соответствие ее проектным данным (разрежение в топке должно соответствовать величине, указанной в режимной карте и определенной по результатам теплотехнических испытаний печи).
1.2.5. По результатам периодического надзора оформляется акт; один экземпляр акта, утвержденного главным механиком предприятия, вручается начальнику цеха.
1.2.6. Эксплуатация печей, выработавших установленный ресурс (или более 20 лет), допускается при получении технического заключения о возможности их дальнейшей работы. Заключение выдается организацией, имеющей разрешение Госгортехнадзора России, после комплексного обследования печей по специальной методике.
1.3. СОДЕРЖАНИЕ И МЕТОДЫ РЕВИЗИИ
1.3.1. Ревизия элементов и узлов трубчатых печей производится во время проведения плановых ремонтов, периодичность которых устанавливается «Положением о планово-предупредительном ремонте технологического оборудования предприятий нефтеперерабатывающей и нефтехимической промышленности» [33] с учетом изменений к нему, и при аварийных остановках печей.
1.3.2. Для проведения ревизии печь должна быть подготовлена в соответствии с действующими правилами безопасности при эксплуатации нефтеперерабатывающих, нефтехимических и химических производств.
1.3.3. Ревизия трубчатых печей производится работниками отдела технического надзора совместно с механиком и начальником установки.
1.3.4. Перед установкой в печь новых труб и других элементов змеевика необходимо:
а) иметь данные о химическом составе их металла (выписки из сертификатов завода-изготовителя или результаты проведенного химического анализа); независимо от наличия сертификата, для легированных труб и других элементов змеевика провести их стилоскопирование;
б) провести их внешний осмотр и проверку на допускаемые отклонения в соответствии с действующими ГОСТами, нормалями или техническими условиями;
в) проверить твердость устанавливаемых элементов.
При установке труб, сваренных из нескольких частей, и сварных калачей (отводов) или труб, сваренных с калачами, необходим контроль просвечиванием 100% сварных швов.
1.3.5. Ревизия змеевика печи включает следующие операции и проводится в указанные ниже сроки:
а) наружный осмотр всех труб и калачей (отводов) в радиантной части печи и в конвекционной части в доступных местах проводится каждый ремонт с целью выявления коррозии поверхностей, прогаров, отдулин, трещин, свищей, прогибов и состояния сварных швов; внешним осмотром сварных швов выявляются трещины, коррозия и другие дефекты; при возникновении сомнений в качестве сварных соединений проводится контроль неразрушающими методами;
б) проверка наружного диаметра всех труб в радиантной части и в доступных местах в конвекционной части змеевика проводится в каждый ремонт; контроль производится предельными калибрами (скобами) или другими инструментами, обеспечивающими точность измерения +/- 0,5 мм, с целью выявления недопустимого изменения наружного диаметра;
в) измерение внутреннего диаметра труб в двойниках и измерение толщин стенок труб и калачей (отводов) проводится для радиантной части различных змеевиков печей в зависимости от их скорости коррозии:
до 0,1 мм/год — выборочно из различных температурных зон в каждый ремонт, полностью в капитальный ремонт;
от 0,1 до 0,3 мм/год — выборочно из различных температурных зон в каждый ремонт, полностью через ремонт;
свыше 0,3 мм/год — каждый ремонт полностью;
для конвекционной части змеевика печи — каждый ремонт в доступных местах.
При выборочном контроле объем и места замеров внутренних диаметров труб в двойниках и толщин стенок труб, калачей (отводов) устанавливаются службой технического надзора, исходя из опыта эксплуатации печей на данном предприятии. Для печей, по которым не накоплен опыт эксплуатации, указанные операции необходимо проводить в каждый ремонт установки на каждом элементе змеевика (трубах, двойниках, калачах, отводах);
г) измерения труб в двойниках выполняются специальными нутромерами; за двойниками — на глубину 0,5 м с помощью нутромеров или косвенным методом путем измерения наружного диаметра и толщины стенки ультразвуковыми толщиномерами с точностью не менее +/- 0,1 мм после тщательной зачистки труб;
д) измерение толщин стенок труб и калачей (отводов) выполняется переносными ультразвуковыми толщиномерами с точностью измерения +/- 0,1 мм в местах наиболее вероятного износа; для калачей (отводов), если они сварные, — вблизи продольного шва и на каждой половине; для цельных — на наибольшем и наименьшем радиусе закругления.
Примечания: 1. Если замеры стенок элементов змеевика печи показали, что их толщины находятся в пределах, близких к отбраковочным величинам, то в дальнейшем контроль этих элементов проводится в каждый ремонт.
2. Если наблюдается увеличенная скорость износа элементов змеевика печи (труб, двойников, калачей), то предприятию рекомендуется устанавливать укороченный межремонтный пробег, исходя из опыта эксплуатации;
е) определение твердости металла печных труб и калачей (отводов) из закаливающихся сталей (15Х5М, 12Х8ВФ, 15Х5ВФ, Х9М, 15Х5М-У, 1Х2М1, 15ХМ и др.) во время капитальных ремонтов (выборочно), аварийных остановок, при нарушении процесса паровоздушного выжига кокса, а также при установке в печь новых труб и калачей (отводов). Места проверок и их объем для уже эксплуатируемых змеевиков устанавливаются службой технического надзора предприятия, а для вновь устанавливаемых элементов змеевика из закаливающихся сталей необходима проверка твердости металла каждого элемента;
ж) проведение, в необходимых случаях по указанию службы технического надзора, проверки химического состава сталей труб (калачей), металлографических исследований и механических испытаний образцов, вырезанных из труб и сварных стыков.
1.3.6. Змеевики трубчатых печей, выполненные из сталей типа 18-10 (08Х18Н10Т, 12Х18Н10Т и т.п.) и работающие в средах, вызывающих межкристаллитную коррозию, в необходимых случаях (коррозионное разрушение, замена труб и отводов и т.п.) должны быть проверены на наличие ее путем выборочной вырезки образцов из труб, калачей, сварных стыков и их металлографического исследования.
1.3.7. Ревизия конвекционной части змеевика печи сопровождается проведением испытания его на прочность.
При этом давление и время выдержки при пробном давлении должны соответствовать требованиям проекта или указанным в паспорте завода — изготовителя змеевика.
Примечания. 1. Необходимо учитывать, что при гидроиспытании напряжения в стенках змеевика не должны превышать 90% предела текучести материала труб при температуре 20 °C.
2. В сомнительных случаях по указанию службы технического надзора может производиться выборочный демонтаж труб и калачей камер конвекции с их последующей ревизией.
1.3.8. После любого вскрытия змеевика, замены или подвальцовки печных труб, замены двойников, применения сварки для ремонта, а также при износе элементов трубчатого змеевика до величин, приближающихся к отбраковочным размерам, он должен быть подвергнут гидравлическому испытанию пробным давлением, предусмотренным в проекте.
Гидравлическому испытанию змеевик печи подвергается и в том случае, когда невозможно применить полностью перечисленные выше методы ревизии элементов змеевика в недоступных местах и есть основание предполагать наличие дефектов.
1.3.9. При отсутствии в проекте или паспорте печи указаний о величине пробного давления рекомендуется устанавливать величину этого давления не выше значения, определенного по формуле:
где:
Pги — величина пробного давления при гидравлическом испытании, кгс/см2;
Pраб — рабочее давление, кгс/см2;
![]() — допускаемое напряжение для металла змеевика при расчете на действие внутреннего давления при температуре 20 °C, кгс/см2;
— допускаемое напряжение для металла змеевика при расчете на действие внутреннего давления при температуре 20 °C, кгс/см2;
![]() — допускаемое напряжение для металла змеевика при расчете на действие внутреннего давления при рабочей температуре, кгс/см2.
— допускаемое напряжение для металла змеевика при расчете на действие внутреннего давления при рабочей температуре, кгс/см2.
Для гидравлического испытания используют воду при температуре от +5 до +40 °C или другие некоррозионные, неядовитые, невзрывоопасные жидкости, например керосин, дизельное топливо, легкие масляные фракции.
Время выдержки змеевика под пробным давлением не более 10 минут. После снижения давления до рабочего провести полный осмотр змеевика.
1.3.10. Для отдельных печей, в которых затруднено проведение гидроиспытания змеевиков (например, в печах с неотключаемыми коллекторами, футерованными торкрет-бетоном, или в печах, змеевики которых практически трудно полностью освободить от воды, а вода не допускается по технологии), разрешается проведение пневматического испытания змеевиков по специально разработанной инструкции, предусматривающей необходимые меры безопасности и утверждаемой главным инженером предприятия.
Величина испытательного давления при пневмоиспытании змеевиков принимается равной величине подобного давления при гидроиспытании.
1.3.11. Результаты опрессовки (гидроиспытаний или пневмоиспытаний) змеевика печи необходимо оформить актом проверки на плотность и прочность (см. Приложение 1.8).
1.3.12. Ревизия двойников проводится выборочно в каждый ремонт и полностью в капитальный ремонт и включает следующие виды контроля:
а) внешний осмотр, производимый в каждый ремонт, с целью выявления трещин, раковин, следов остаточной деформации ушек;
б) осмотр с целью выявления забоин на уплотняющей поверхности под пробки, коррозионно-эрозионного износа внутренней поверхности, производимый при вскрытии пробок;
в) замер толщин стенок двойников и толщин мостов между отверстиями под пробки в местах видимого износа, осуществляемый ультразвуковыми толщиномерами или другим мерительным инструментом с точностью измерения не менее +/- 0,2 мм, при замене труб или при вскрытии пробок для замера внутреннего диаметра труб;
г) замеры диаметра гнезда под трубы и глубины уплотнительных канавок под развальцовку, производимые в случае демонтажа труб и при установке нового двойника; номинальные размеры гнезд под развальцовку в корпусах двойников в зависимости от толщины стенок труб приведены в Приложении 1.2;
д) определение твердости металла двойников из закаливающихся сталей, производимое выборочно при капитальных ремонтах, аварийных остановках (на двойниках, подвергшихся воздействию высоких температур), а также при установке в печь новых двойников — не менее чем в 3 точках на каждом. Как правило, твердость проверяется на ушках двойников и на перемычках между отверстиями под пробки и трубы.
Примечание. В отдельных случаях, при условии удовлетворительного состояния двойников, разрешается в капитальный ремонт проводить их ревизию выборочно, чередуя каждый ремонт.
1.3.13. Ревизия деталей двойников заключается во внешнем осмотре пробок, траверс и нажимных болтов после их очистки и промывки. При осмотре пробок определяют наличие забоин на уплотнительных поверхностях и устанавливают степень износа пробок. Пробки с карманами для термопар тщательно осматривают с помощью лупы в местах сварки кармана с пробкой для выявления трещин и износа сварного шва. В капитальные ремонты обязательной является опрессовка карманов на стенде с выдачей акта на опрессовку, выборочно проверяется твердость нажимных болтов и траверс.
Траверсы и нажимные болты проверяются на наличие трещин, вмятин, изгибов и износа резьбы. Состояние резьбы траверсы и болта проверяется вворачиванием болта в траверсу, болт должен свободно, но без качания, вворачиваться.
1.3.14. Перед установкой новых двойников необходимо:
а) проверить твердость устанавливаемых двойников и труб (твердость двойника должна быть выше твердости труб), а также твердость элементов двойника (нажимного болта, траверсы, пробки), при этом твердость болта должна быть выше твердости траверсы и пробки (см. табл. 1.1);
б) измерить расстояние между осями трубных отверстий; допуски на отклонения в зависимости от диаметра труб приведены в Приложении 1.3;
в) проверить правильность установки конической пробки с использованием мела проворачиванием ее в гнезде; при необходимости привалочные поверхности притирают наждачной пастой;
г) осмотреть канавки и пояски в корпусе двойника с целью выявления забоин, рисок и других дефектов, которые могут привести к нарушению герметичности.
1.3.15. Ревизия металлоконструкций и гарнитуры печи производится в каждый ремонт и сводится к их внешнему осмотру с целью выявления остаточных деформаций, осмотру сварных швов и болтовых соединений, замеру в необходимых случаях остаточных толщин их элементов.
1.3.16. Ревизия кладки и футеровки трубчатых печей производится в каждый ремонт и включает:
а) наружный осмотр, в результате которого выявляется состояние кирпичной кладки и жаростойкого бетона торцевых и боковых стен, пода, горизонтального и наклонного сводов, перевальных стен, состояние футеровки форсуночных окон, наружного изоляционного покрытия, панельных горелок;
б) проверку кладки и футеровки на вертикальность;
в) проверку футеровки свода и пода на горизонтальность (во время капитального ремонта);
г) проверку состояния температурных швов и заполнения их асбестовым шнуром.
1.3.17. Ревизия дымоходов (боровов), газовоздушных коробов и шиберов производится при каждой остановке печи на ремонт и включает:
а) визуальный осмотр сводов, стен, пода дымоходов, наружной поверхности и состояния футеровки газовоздушных коробов, состояния и крепления шиберов и их деталей;
б) определение дефектов и отклонений в огнеупорной футеровке или кирпичной кладке дымоходов.
Примечание. На многопоточных установках, в случае остановки печи на ремонт отдельными камерами, ревизия дымоходов (боровов) производится в капитальный ремонт установки.
1.3.18. Ревизия металлических дымовых труб включает:
а) предварительный внешний осмотр состояния дымовой трубы и ее элементов с использованием бинокля с целью выявления сквозного коррозионного износа листов обечаек конической и цилиндрической части;
б) визуальный осмотр крепления опорных плит и анкерных болтов с целью выявления износа, деформаций и трещин и состояния фундамента трубы (неравномерная осадка, наличие выкрашивания и сквозных трещин).
Примечание. Вышеуказанные осмотры проводятся в каждый ремонт печи;
в) измерение толщин стенок обечаек трубы с помощью ультразвуковых толщиномеров. Периодичность и объем замеров устанавливаются отделом технического надзора, но не реже одного раза в 5 лет.
При контроле толщин стенки трубы обращать особое внимание на места наиболее вероятного коррозионного износа (нижние пояса и цилиндрическая часть вершины дымовой трубы, особенно в местах вблизи сварных швов);
г) визуальную проверку при капитальных ремонтах печей состояния сварных швов обечаек труб;
д) проверку в период плановых и аварийных ремонтов состояния футеровки дымовой трубы; предварительно перед капитальным ремонтом при работающей печи рекомендуется использовать метод тепловизионного контроля за состоянием дымовой трубы;
е) проверку вертикальности дымовых труб с помощью теодолита не реже одного раза в год в первые пять лет эксплуатации, в дальнейшем — по мере необходимости, но не реже одного раза в 5 лет.
1.3.19. Ревизия кирпичных и железобетонных дымовых труб включает следующее:
а) общий осмотр трубы, осуществляемый с земли с помощью бинокля.
При неудовлетворительном состоянии кладки кирпичную трубу осматривают более детально, используя при этом ходовые скобы, автоподъемники, монтажные люльки, крепящиеся к оголовку трубы (после проверки на исправность), или переставные леса, обращая внимание на состояние кладки, наличие выветриваний, на дефекты и плотность прилегания стяжных колец.
При осмотре железобетонных труб обращается внимание на состояние закладных элементов, состояние прутков гарнитуры бетона, прочность соединения ствола трубы с фундаментом, состояние бетона между царгами;
б) проверку дымовых труб на вертикальность с помощью теодолита проводят не реже одного раза в год в первые пять лет эксплуатации, в дальнейшем — по мере необходимости, но не реже одного раза в 5 лет.
1.3.20. Ревизия трубчатых воздухонагревателей (рекуператоров) производится в капитальные ремонты печей и сводится к осмотру их элементов в доступных местах, определению степени износа трубок, определению неплотностей перетоков в трубах воздуховодов и дымоводов.
1.3.21. Ревизия форсунок и горелок производится в плановые ремонты и сводится к следующему:
а) внешнему осмотру корпуса форсунки, завихрителя, паромазутной головки, газового коллектора, сопла, запорной арматуры;
б) внешнему осмотру беспламенной горелки (состояние корпуса горелки, трубок, керамических призм и их прилегания к корпусу).
1.3.22. Ревизия дымососов и воздуходувок производится в плановые ремонты этих видов оборудования.
1.3.23. Ревизия и отбраковка трубопроводов обвязки трубчатых печей производятся в соответствии с РД 38.13.004-86 «Эксплуатация и ремонт технологических трубопроводов под давлением до 10,0 МПа (100 кгс/см2)» [147].
1.4. НОРМЫ ОТБРАКОВКИ
1.4.1. Элементы змеевика (трубы и отводы), установленные в печи, подлежат отбраковке в следующих случаях:
а) при наличии на них разрывов, трещин, свищей, прогаров, видимых отдулин;
б) когда на наружной поверхности после снятия окалины обнаружены видимые трещины;
в) когда твердость труб и отводов:
— из закаливающихся сталей (15Х5М, 12Х8ВФ, 15Х5ВФ, Х9М, 15Х5М-У, 12Х2М1 (1Х2М1)) превышает 270 ед. НВ и когда она менее:
140 ед. НВ — для сталей 15Х5М, 12Х8ВФ, 15Х5ВФ, Х9М;
170 ед. НВ — для стали 15Х5М-У;
120 ед. НВ — для стали 12Х2М1 (1Х2М1);
— из углеродистых сталей превышает 170 ед. НВ и когда она менее 120 ед. НВ;
г) когда толщины стенок вследствие коррозии, эрозии или обгорания достигли отбраковочных величин, приведенных в Приложении 1.1; в отдельных случаях при необходимости уточнения отбраковочных величин необходимые расчеты выполняются в соответствии с РТМ 26-02-84 «Методика расчета на прочность элементов печей, работающих под давлением» [41] с привлечением специализированной организации;
д) когда трубы в результате неравномерного нагрева получили деформацию:
для горизонтальных змеевиков с двойниками — в виде прогибов более 2 диаметров труб на всю длину;
для горизонтальных и вертикальных змеевиков с отводами — в виде прогибов более 3 диаметров труб на всю их длину;
для любых змеевиков — в виде прогибов, приводящих к соприкосновению труб между собой или со стенками камер и другими элементами печи;
е) при наличии трещин, отколов на отбортовке;
ж) при увеличении внутреннего диаметра трубы в двойнике и за двойником до значений, приведенных в Приложении 1.1;
з) когда наружный диаметр труб увеличился до величин, приведенных в Приложении 1.1.
1.4.2. Двойники подлежат замене в следующих случаях:
а) при достижении размеров элементов корпуса отбраковочных величин, приведенных в Приложении 1.3;
б) при поломке ушек, наличии трещин на ушках и корпусе, угрожающих безопасной эксплуатации двойника;
в) при износе (повреждениях) уплотнительных поверхностей под пробки;
г) при твердости металла двойника из закаливающихся сталей (20Х5МЛ, 20Х5ТЛ, 20Х8ВЛ и т.д.) менее 160 ед. НВ и более 280 ед. НВ; при твердости отливок из углеродистых сталей марок 20Л, 25Л ниже 160 ед. НВ и более 220 ед. НВ.
1.4.3. Твердость деталей вновь устанавливаемых двойников должна быть в соответствии с табл. 1.1.
Таблица 1.1
ТВЕРДОСТЬ ДЕТАЛЕЙ ДВОЙНИКОВ ПОСЛЕ ТЕРМООБРАБОТКИ
(ПО ТУ 26-02-33-82)
|
Наименование детали |
Марка стали |
Твердость по Бринеллю, ед. НВ |
Термообработка |
|
Болт нажимной |
Сталь 30ХМА |
235 — 302 |
В состоянии закалки и отпуска |
|
Траверса |
Сталь 30ХМА |
187 — 229 |
В состоянии нормализации |
|
Пробка |
Сталь Х5М |
Не более 175 |
В состоянии нормализации или отжига |
|
Ст. 20, Ст. 25 |
Не более 140 |
1.4.4. Диаметры гнезда под развальцовку в двойниках не должны превышать номинальный наружный диаметр трубы более чем на 2 мм; бортики канавок под развальцовку не должны иметь поперечных рисок и забоин.
1.4.5. Пробки двойников отбраковываются в следующих случаях:
а) при уменьшении расстояния между хвостовиком пробки и корпусом двойника до 5 мм;
б) при износе ее толщины на 50% и более;
в) при износе уплотнительной поверхности пробки, не подлежащей восстановлению;
г) при наличии на уплотнительной (конической) поверхности пробки выбоин, рисок и других дефектов, приводящих к нарушению герметичности двойника.
1.4.6. Траверсы двойника отбраковываются при смятии (износе) плечиков свыше 5 мм, при наличии трещин, изгибов, при износе резьбы.
1.4.7. Болты, получившие значительные прогибы или имеющие износ резьбы, подлежат отбраковке.
1.4.8. Сварные швы в элементах змеевиков печи по результатам внешнего осмотра бракуются, если будут выявлены следующие дефекты:
а) трещины всех видов и направлений;
б) коррозия сварных соединений до остаточной толщины, равной или ниже отбраковочной.
1.4.9. Сварные швы по результатам металлографических исследований, рентгено-гамма-просвечивания или ультразвуковой дефектоскопии бракуются, если будут выявлены следующие дефекты:
а) трещины всех видов и направлений, расположенные в металле шва, по линии сплавления и в околошовной зоне основного металла, в том числе и микротрещины, выявляемые при микроисследовании;
б) межкристаллитная коррозия, коррозионное растрескивание; в этом случае сварные швы подлежат полному удалению;
в) непровары, неметаллические включения, поры и др. дефекты, которые по своим размерам превышают допустимые величины, установленные действующими нормативными документами на сварные швы трубопроводов I категории (РД 38.13.004-86 «Эксплуатация и ремонт технологических трубопроводов под давлением до 10,0 МПа», ГОСТ 23055-78 «Классификация сварных соединений по результатам радиографического контроля»).
1.4.10. Твердость сварных соединений из сталей 15Х5М, 12Х8ВФ, Х9М, 15Х5М-У, 1Х2М1, 15ХМ не должна превышать 270 ед. НВ (при сварке одноименными электродами типа ЦЛ-17 и др.).
1.4.11. Элементы гарнитуры и металлоконструкции отбраковываются в следующих случаях:
а) при обрывах трубных подвесок (в том числе у проушин для соединения с серьгами), при наличии трещин и деформаций (изломов) нижних полок подвесок, при разрушении решеток конвекционной части змеевика;
б) при обгорании (расплавлении) кирпичных кронштейнов и подвесок;
в) при обгорании или коррозионном износе металлоконструкций (лестницы, площадки, элементы ферм, стяжки, стальной кожух печи, кровля).
Вопрос о замене того или иного элемента металлоконструкций или гарнитуры решается отделом технического надзора совместно с ИТР установки с учетом обеспечения безопасной эксплуатации печи.
1.4.12. Футеровка из прямого огнеупорного или обычного строительного красного кирпича в цокольной части перевальных стен, боковых стен ниже форсунок, кладки форсуночных амбразур и футеровка металлической дымовой трубы, выполненные на растворе, подлежат отбраковке (ремонту):
а) если имеются выгоревшие места на глубину 1/2 кирпича в 2 и более смежных рядах кладки по ширине 3/4 кирпича;
б) если плоскость стены невертикальна, имеет выпучины, впадины и отклонения от вертикали более чем на 1/2 кирпича;
в) если наблюдается расслоение и выкрашивание огнеупорного кирпича в кладке на 1/2 кирпича.
1.4.13. Футеровка из фасонного огнеупорного кирпича торцевых и боковых стен выше форсунок, горизонтального или наклонного сводов подлежит отбраковке (ремонту):
а) если имеет место выпадение огнеупорного кирпича из кладки;
б) в случае обгорания или обрыва специальной кирпичной подвески;
в) если наблюдаются расслоение и выкрашивание огнеупорного кирпича в кладке на 1/2 его толщины.
1.4.14. Футеровка перевальных стен подлежит ремонту, если:
а) плоскость стены невертикальна, имеет выпучины более 1/2 кирпича по всей длине или отдельно в каждом пролете;
б) обгорело или ослабло крепление подвесного и выступов замкового кирпича;
в) имеется лопнувший кирпич в 2 смежных рядах кладки или наблюдается расслоение или выкрашивание кирпича на 1/4 его толщины.
1.4.15. Пробивка температурных швов асбестовым шнуром производится:
а) если имеет место выгорание или выпадение асбестового шнура из кладки;
б) при замене дефектных участков кирпичной кладки, в которой имеются температурные швы.
1.4.16. Кирпичная кладка борова подлежит ремонту:
а) если под дымохода имеет выпучины или провалы на поверхности, равные высоте 1 кирпича и более;
б) если имеют место расслоения или выкрашивания кирпича на своде и стенках на 1/2 кирпича и более;
в) если наблюдается провисание кирпичной кладки в сводовой части дымохода с выпадением замкового кирпича;
г) при наличии пустот под полом или оседании борова.
1.4.17. Металлические дымовые трубы подлежат ремонту:
а) при наличии дефектов в сварных швах (трещины, коррозионный износ);
б) при отклонении оси дымовой трубы от вертикали на величину более 0,004H (H — высота трубы в рассматриваемой точке);
в) при достижении толщины стенок обечаек отбраковочных размеров.
Отбраковку металлических дымовых труб по толщинам стенок обечаек производить путем проверки их на прочность с учетом ветровых и сейсмических нагрузок по методикам действующих нормативных документов, но при этом отбраковочные толщины стенок труб S должны быть не ниже указанных в табл. 1.2.
Таблица 1.2
ОТБРАКОВОЧНЫЕ ТОЛЩИНЫ СТЕНОК ДЫМОВЫХ ТРУБ
|
Участки трубы |
Отбраковочные нормы |
|
1. Верхняя треть высоты трубы |
S = 0,5Sпр |
|
2. Средняя треть высоты трубы |
S = 0,65Sпр |
|
3. Нижняя треть высоты трубы |
S = 0,75Sпр |
Примечание. Sпр — проектная толщина стенки обечаек трубы.
1.4.18. Ремонт кладки кирпичной дымовой трубы производится в случае:
а) появления вертикальных или наклонных трещин в верхней части дымовой трубы или в ее средней части с раскрытием до 30 мм;
б) нарушения вертикальности ствола трубы (при отклонении оси трубы от вертикали на величину более 0,002 высоты трубы или более 150 мм);
в) если имеют место разрушения и выкрашивания кирпичной кладки у основания дымовой трубы на 1/2 кирпича и более.
1.4.19. Ремонт железобетонных дымовых труб производится в случае:
а) появления трещин с раскрытием более 20 мм с нарушением прочности армирующих элементов;
б) появления сколов, расслоений по телу дымовой трубы в результате воздействия дымовых газов и атмосферных условий.
1.4.20. Все дымовые трубы (металлические, кирпичные, железобетонные) подлежат ремонту при нарушении целостности и исправности стяжных колец, ходовых скоб, стремянок с ограждениями, площадок для обслуживания, устройств молниезащиты, сигнальных осветительных устройств.
1.4.21. Теплоизоляция печи подлежит замене:
а) когда под влиянием температуры и коррозионных сред изоляционный слой теряет свои качества;
б) при отсутствии засыпки между кожухом и футеровкой (засыпка уплотнилась или просыпалась).
При наличии трещин в теплоизоляционном покрытии последнее необходимо ремонтировать.
1.5. ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
1.5.1. Формы документов являются рекомендуемыми. При ведении предприятием документации по своим формам обязательным является содержание в них данных, указанных в прилагаемых формах.
1.5.2. До ввода печи в эксплуатацию после строительства, капитального ремонта или реконструкции должна быть подготовлена (составлена и утверждена) эксплуатационная техническая документация (технологическая инструкция, режимные карты, результаты теплотехнических испытаний и наладки режима печи, инструкции по эксплуатации горелочных устройств) в соответствии с [53].
1.5.3. На каждую печь, кроме указанной в п. 1.5.2, составляется и ведется в цехе (на установке) следующая техническая документация:
1. При сдаче печи в эксплуатацию после монтажа — исполнительная техническая документация, составляемая в процессе сооружения, испытаний, в соответствии с требованиями действующих документов.
2. Паспорт (журнал) печи с приложениями технической документации на ее основные части и трубные элементы (схем расположения дымовых труб, печных труб и других элементов змеевика, гарнитуры и металлоконструкций и т.д.).
Паспорт должен содержать сведения, отражающие:
— теплотехнические характеристики печи;
— технические характеристики змеевика печи и других частей печи;
— техническое состояние основных частей печи и элементов трубчатого змеевика (записи о проведенных осмотрах, освидетельствованиях, ремонтах (заменах), испытаниях и их результатах);
рекомендуемая форма паспорта печи приведена в Приложении 1.4.
3. Акт ревизии и отбраковки трубчатой печи, являющийся основным документом, отражающим текущее техническое состояние после проведения ревизии; он составляется не менее чем в 2 экземплярах, один из которых хранится в отделе технического надзора (ОТН), а другой — в цехе (на установке); форма акта приведена в Приложении 1.5.
Примечание. Все результаты проведенных ревизий могут быть отражены в специальных журналах (см. Приложения 1.6, 1.7). Отдельные журналы могут не заводиться, если по существующей практике эти сведения (результаты ревизии) отражаются в паспорте на печь.
4. Акт испытания змеевиков печи на прочность и плотность, представляемый после проведения ремонтных работ и в других случаях, указанных в п. 1.3.8 (форма акта приведена в Приложении 1.8).
5. Документация, представляемая при сдаче-приемке печи из ремонта и подтверждающая качество проведенных ремонтных работ (сертификаты на материалы, журналы сварочных работ, заключения о просвечивании сварных стыков, акты на испытания и протоколы по контролю УЗД отдельных элементов, дефектная ведомость и др.) в соответствии с действующим «Положением о планово-предупредительном ремонте технологического оборудования предприятий нефтеперерабатывающей и нефтехимической промышленности» и другими нормативно-техническими документами.
Приложение 1.1
ОТБРАКОВОЧНЫЕ РАЗМЕРЫ ПЕЧНЫХ ТРУБ И КАЛАЧЕЙ (ОТВОДОВ)
|
N п/п |
Наименование и шифр |
Наименование экрана или номер потока |
Рабочие условия |
Материал труб |
Размер труб |
Отбраковочные размеры труб, мм |
Материал отвода |
Размер калача (отвода), мм |
Отбраковочная толщина стенки калача (отвода), мм |
|||||
|
установок |
печей |
tmax выхода, °C |
Pmax входа, кгс/см2 |
Увеличение внутреннего диаметра за двойником |
Увеличение внутреннего диаметра в двойнике |
Увеличение наружного диаметра |
Толщина стенки трубы |
|||||||
|
1 |
Установки первичной переработки нефти АВТ-11, АВТ-12, АВТ-12/1, АВТ-12/1 М, АВТ-12/2, АВТ-12/3, АВТ-12/7 М, АТ, АТ-6 |
П-1; П-2 |
Все экраны и потоки |
420 |
29 |
15Х5М |
152 x 8 |
145 |
146 |
157 |
3,5 |
15Х5М |
4,0 |
|
|
Сталь 10 |
152 x 8 |
145 |
146 |
157 |
3,5 |
Сталь 10 |
4,0 |
|||||||
|
15Х5М |
127 x 8 |
120 |
121 |
132 |
3,5 |
15Х5М |
4,0 |
|||||||
|
Сталь 10 |
127 x 8 |
120 |
121 |
132 |
3,5 |
Сталь 10 |
4,0 |
|||||||
|
15Х5М |
102 x 6 |
96 |
97 |
106 |
3,0 |
15Х5М |
4,0 |
|||||||
|
Сталь 10 |
102 x 6 |
96 |
97 |
106 |
3,0 |
Сталь 10 |
4,0 |
|||||||
|
15Х5М |
89 x 6 |
83 |
84 |
92 |
3,0 |
15Х5М |
4,0 |
|||||||
|
Сталь 10 |
89 x 6 |
83 |
84 |
92 |
3,0 |
Сталь 10 |
4,0 |
|||||||
|
2 |
АВТ-1, АВТ-2 (ПО «Пермнефтеоргсинтез») |
П-2 |
Конвекция |
420 |
13 |
15Х5М |
219 x 10 |
— |
— |
224 |
4,0 |
15Х5М |
219 x 11 |
5,0 |
|
П-3 |
Конвекция |
370 |
16 |
15Х5М |
127 x 8 |
120 |
121 |
132 |
3,5 |
15Х5М |
— |
— |
||
|
3 |
АВТ-3 (ПО «Пермнефтеоргсинтез») |
П-3 |
Радиация |
380 |
20 |
15Х5М |
219 x 10 |
— |
— |
224 |
4,0 |
15Х5М |
219 x 10 |
4,5 |
|
15Х5М |
273 x 10 |
— |
— |
279 |
4,0 |
15Х5М |
273 x 10 |
5,0 |
||||||
|
4 |
АВТ-4, АВТ-6 (ПО «Пермнефтеоргсинтез») |
П-1 |
Конвекция и радиация |
365 |
20 |
15Х5М |
127 x 10 |
120 |
121 |
132 |
4,0 |
— |
— |
— |
|
П-2 |
Конвекция и радиация |
330 |
16 |
15Х5М |
102 x 10 |
96 |
97 |
106 |
3,0 |
— |
— |
— |
||
|
5 |
Висбрекинг АТ-6 (ПО «Пермнефтеоргсинтез») |
П-1 |
Конвекция и радиация |
475 |
25 |
15Х5М |
127 x 10 |
119 |
121 |
132 |
4,0 |
— |
— |
— |
|
П-2 |
Конвекция и радиация |
350 |
25 |
15Х5М |
102 x 10 |
95 |
97 |
106 |
3,5 |
— |
— |
— |
||
|
6 |
ЭЛОУ-АВТ-6 (Саратовский НПЗ) |
П-1/1, 2, 3 |
Радиация |
380 |
26 |
12Cr Mo20,5 |
152 x 8 |
— |
— |
157 |
3,5 |
12Cr Mo20,5 |
152 x 12 |
4,5 |
|
Конвекция |
360 |
26 |
12Cr Mo20,5 |
152 x 8 |
— |
— |
157 |
3,5 |
12Cr Mo20,5 |
152 x 12 |
4,0 |
|||
|
Пароперегреватель |
400 |
11 |
12Cr Mo20,5 |
152 x 8 |
— |
— |
157 |
3,5 |
12Cr Mo20,5 |
152 x 12 |
4,0 |
|||
|
П-2 |
Радиация |
230 |
26 |
12Cr Mo20,5 |
219 x 8 |
— |
— |
224 |
5,0 |
12Cr Mo20,5 |
219 x 14 |
6,0 |
||
|
Конвекция |
210 |
26 |
12Cr Mo20,5 |
152 x 8 |
— |
— |
157 |
3,5 |
12Cr Mo20,5 |
152 x 12 |
4,0 |
|||
|
П-3 |
Радиация |
410 |
14 |
12Cr Mo20,5 |
219 x 8 |
— |
— |
224 |
5,0 |
12Cr Mo20,5 |
219 x 14 |
6,0 |
||
|
Конвекция |
390 |
14 |
12Cr Mo20,5 |
152 x 8 |
— |
— |
157 |
3,5 |
12Cr Mo20,5 |
152 x 12 |
4,0 |
|||
|
Пароперегреватель |
420 |
14 |
12Cr Mo20,5 |
152 x 8 |
— |
— |
157 |
3,5 |
12Cr Mo20,5 |
152 x 12 |
4,0 |
|||
|
7 |
ЭЛОУ-АВТ-7 (СП «Петрокам») |
П-1/1 |
Все экраны |
410 |
19,0 |
15Х5М |
152,4 x 8 |
— |
— |
157 |
3,5 |
15Х5М |
152,4 x 9 |
4,0 |
|
П-1/2 |
430 |
18,6 |
15Х5М |
152,4 x 8 |
— |
— |
157 |
3,5 |
15Х5М |
152,4 x 9 |
4,0 |
|||
|
П-1/3 |
410 |
18,6 |
15Х5М |
152,4 x 8 |
— |
— |
157 |
3,5 |
15Х5М |
152,4 x 9 |
4,0 |
|||
|
П-2 |
Конвекция |
250 |
23 |
15Х5М |
152,4 x 8 |
— |
— |
157 |
3,5 |
15Х5М |
152,4 x 12 |
4,0 |
||
|
Радиация |
250 |
23 |
15Х5М |
219,1 x 8 |
— |
— |
224 |
3,5 |
15Х5М |
219 x 14 |
4,0 |
|||
|
П-3 |
Конвекция |
— |
14 |
15Х5М |
152 x 8 |
— |
— |
157 |
3,5 |
15Х5М |
152 x 12 |
4,0 |
||
|
Радиация |
440 |
— |
15Х5М |
152 x 8 |
— |
— |
157 |
3,5 |
15Х5М |
152 x 10 |
4,0 |
|||
|
8 |
Вторичная перегонка 22/1, 22/2, 22/3, 22/4 |
П-1 П-2 |
Все экраны |
360 |
20 |
15Х5М |
152 x 8 |
145 |
146 |
157 |
3,5 |
Сталь 10 |
4,0 |
|
|
Сталь 10 |
152 x 8 |
145 |
146 |
157 |
3,5 |
15Х5М |
4,0 |
|||||||
|
15Х5М |
127 x 8 |
120 |
121 |
132 |
3,5 |
Сталь 10 |
4,0 |
|||||||
|
Сталь 10 |
127 x 8 |
120 |
121 |
132 |
3,5 |
15Х5М |
4,0 |
|||||||
|
15Х5М |
102 x 8 |
95 |
97 |
106 |
3,0 |
Сталь 10 |
4,0 |
|||||||
|
Сталь 10 |
102 x 8 |
95 |
97 |
106 |
3,0 |
15Х5М |
4,0 |
|||||||
|
9 |
Вторичная перегонка бензина 12/1 (Рязанский НПЗ) |
П-201 |
Радиация |
220 |
5,2 |
15Х5М |
219 x 10 |
— |
— |
224 |
4,0 |
15Х5М |
219 x 11 |
4,0 |
|
Конвекция |
91 |
9,7 |
15Х5М |
152 x 8 |
— |
— |
157 |
3,5 |
15Х5М |
152 x 10 |
3,5 |
|||
|
П-301 |
Радиация |
220 |
4 |
Сталь 20 |
219 x 8 |
— |
— |
224 |
4,0 |
Сталь 20 |
219 x 11 |
4,0 |
||
|
Конвекция |
177 |
8 |
10Г2 |
219 x 8 |
— |
— |
224 |
4,0 |
10Г2 |
219 x 11 |
4,0 |
|||
|
П-302 |
Радиация |
200 |
7,5 |
15Х5М |
152 x 8 |
— |
— |
157 |
3,5 |
15Х5М |
152 x 10 |
3,5 |
||
|
Конвекция |
200 |
7,5 |
15Х5М |
152 x 8 |
— |
— |
157 |
3,5 |
15Х5М |
152 x 10 |
3,5 |
|||
|
10 |
Вакуумная перегонка |
П-1 |
Под и потолок |
420 |
— |
Сталь 10 |
152 x 8 |
144 |
146 |
157 |
4,0 |
Сталь 10 |
4,0 |
|
|
Конвекция |
— |
2 |
Сталь 10 |
102 x 8 |
96 |
97 |
106 |
3,0 |
Сталь 10 |
4,0 |
||||
|
Сталь 10 |
127 x 8 |
120 |
121 |
132 |
3,5 |
Сталь 10 |
4,0 |
|||||||
|
11 |
Стабилизация бензина |
П-1 |
Под и потолок, конвекция |
240 |
24 |
15Х5М |
102 x 10 |
94 |
96 |
106 |
4,0 |
15Х5М |
4,0 |
|
|
12 |
Термокрекинг 15/5, 15/2 |
ПТС |
Конвекция |
До 420 |
До 56 |
15Х5М |
127 x 10 |
117 |
119 |
132 |
5,0 |
15Х5М |
6,5 |
|
|
Под |
До 465 |
До 50 |
15Х5М |
127 x 10 |
116 |
118 |
132 |
5,5 |
15Х5М |
7,0 |
||||
|
Потолок |
До 495 |
До 40 |
15Х5М |
127 x 10 |
115 |
117 |
132 |
6,0 |
15Х5М |
7,0 |
||||
|
ПЛС |
Под и потолок |
До 535 |
До 45 |
15Х5М |
102 x 10 |
89 |
92 |
106 |
6,5 |
15Х5М |
7,5 |
|||
|
Конвекция |
До 400 |
До 65 |
15Х5М |
102 x 10 |
91 |
94 |
106 |
5,5 |
15Х5М |
5,5 |
||||
|
13 |
Термокрекинг 15/5 (спиральный змеевик) |
ПТС (П-1) |
Конвекция |
440 |
45 |
15Х5М |
127 x 10 |
117 |
119 |
132 |
5,0 |
15Х5М |
6,5 |
|
|
Радиантные камеры |
505 |
— |
12Х18Н10Т |
127 x 10 |
— |
— |
132 |
5,5 |
12Х18Н10Т |
7,0 |
||||
|
ПЛС (П-2) |
Конвекция |
400 |
12 |
15Х5М |
127 x 10 |
119 |
121 |
132 |
4,0 |
15Х5М |
5,0 |
|||
|
Радиантная камера |
575 |
До 60 |
12Х18Н10Т |
102 x 10 |
— |
— |
106 |
5,5 |
12Х18Н10Т |
7,0 |
||||
|
14 |
ТК-2 (ПО «Пермнефтеоргсинтез») |
П-1 |
Радиация, спиральный змеевик |
510 |
56 |
12Х18Н10Т |
133 x 10 |
— |
— |
138 |
5,0 |
12Х18Н10Т |
5,5 |
|
|
Радиация, боковой экран |
510 |
56 |
12Х18Н10Т |
114 x 6 |
— |
— |
119 |
4,5 |
12Х18Н10Т |
114 x 12 |
5,5 |
|||
|
Конвекция |
510 |
56 |
20Х23Н18 |
114 x 6 |
— |
— |
119 |
4,5 |
20Х23Н18 |
114 x 12 |
6,0 |
|||
|
15 |
Комбинированный термокрекинг |
ПЛК |
Конвекционная секция |
445 |
55 |
15Х5М |
114 x 10 |
104 |
107 |
119 |
5,0 |
15Х5М |
6,0 |
|
|
Боковые и потолочные экраны |
470 |
45 |
15Х5М |
102 x 10 |
91 |
94 |
106 |
5,5 |
15Х5М |
6,0 |
||||
|
ПГК |
Конвекционная секция |
450 |
50 |
15Х5М |
114 x 10 |
104 |
107 |
119 |
5,0 |
15Х5М |
6,0 |
|||
|
Боковые и потолочные экраны |
545 |
40 |
15Х5М |
102 x 10 |
89 |
92 |
106 |
6,5 |
15Х5М |
8,0 |
||||
|
ППГ-1 |
Конвекционная секция |
180 |
18 |
15Х5М |
114 x 10 |
107 |
108 |
119 |
3,5 |
15Х5М |
4,0 |
|||
|
Боковые экраны |
220 |
10 |
15Х5М |
127 x 10 |
120 |
121 |
132 |
3,5 |
15Х5М |
4,0 |
||||
|
Потолочный экран |
320 |
2 |
15Х5М |
140 x 8 |
133 |
135 |
144 |
3,5 |
15Х5М |
4,0 |
||||
|
ППГ-2 |
Конвекционная секция |
180 |
18 |
15Х5М |
102 x 10 |
96 |
97 |
106 |
3,0 |
15Х5М |
4,0 |
|||
|
Боковые экраны |
220 |
10 |
15Х5М |
102 x 10 |
96 |
97 |
106 |
3,0 |
15Х5М |
4,0 |
||||
|
Потолочный экран |
350 |
2 |
15Х5М |
102 x 10 |
96 |
97 |
106 |
3,0 |
15Х5М |
4,0 |
||||
|
Бойлерная печь |
Радиантный экран |
380 |
18 |
15Х5М |
102 x 10 |
96 |
97 |
106 |
3,0 |
15Х5М |
4,0 |
|||
|
16 |
Комбинированный крекинг |
П-1 |
Конвекционная секция |
470 |
55 |
15Х5М |
127 x 10 |
117 |
119 |
132 |
5,0 |
15Х5М |
6,0 |
|
|
Подовый экран |
490 |
45 |
15Х5М |
127 x 10 |
115 |
118 |
132 |
6,0 |
15Х5М |
7,0 |
||||
|
Потолочный экран |
540 |
38 |
15Х5М |
127 x 10 |
114 |
117 |
132 |
6,5 |
15Х5М |
8,0 |
||||
|
П-1а |
Конвекционная секция |
250 |
15 |
15Х5М |
127 x 10 |
120 |
121 |
132 |
3,5 |
15Х5М |
4,0 |
|||
|
Подовый и потолочный экраны |
350 |
10 |
15Х5М |
127 x 10 |
120 |
121 |
132 |
3,5 |
15Х5М |
4,0 |
||||
|
П-2 |
Конвекционная секция |
470 |
65 |
15Х5М |
102 x 10 |
92 |
95 |
106 |
5,0 |
15Х5М |
6,0 |
|||
|
Подовый экран |
500 |
53 |
15Х5М |
102 x 10 |
90 |
93 |
106 |
6,0 |
15Х5М |
7,0 |
||||
|
Потолочный экран |
540 |
41 |
15Х5М |
102 x 10 |
89 |
92 |
106 |
6,5 |
15Х5М |
7,5 |
||||
|
17 |
Каталитический крекинг 43-102 |
Конвекция |
— |
30 |
15Х5М |
89 x 6 |
83 |
85 |
92 |
3,0 4,0 |
15Х5М |
4,0 |
||
|
Под |
490 490 |
— |
15Х5М |
102 x 8 |
94 |
96 |
106 132 |
4,0 |
15Х5М |
4,5 |
||||
|
Потолок |
— |
15Х5М |
127 x 8 |
119 |
121 |
15Х5М |
6,0 |
|||||||
|
18 |
Каталитический крекинг с пылевидным катализатором 1А-1М |
Т-20 |
Конвекционная секция и радиация |
400 |
12 |
15Х5М |
152 x 8 |
144 |
146 |
157 |
4,0 |
15Х5М |
4,0 |
|
|
19 |
Каталитический риформинг 35/1 Блок 35/1 |
П-1 |
Под и потолок |
550 |
— |
15Х5М |
152 x 10 |
138 |
140 |
157 |
7,0 |
15Х5М |
8,5 |
|
|
Конвекция |
— |
30 |
15Х5М |
152 x 10 |
140 |
142 |
157 |
6,0 |
15Х5М |
8,5 |
||||
|
Поток сырья N 1 |
550 |
30 |
15Х5М |
89 x 8 |
79 |
82 |
92 |
5,0 |
15Х5М |
6,0 |
||||
|
550 |
30 |
15Х5М |
102 x 10 |
89 |
93 |
106 |
6,5 |
15Х5М |
7,0 |
|||||
|
П-2 |
Конвекция |
— |
30 |
15Х5М |
152 x 10 |
138 |
140 |
157 |
7,0 |
15Х5М |
8,5 |
|||
|
Радиация |
550 |
30 |
15Х5М |
127 x 10 |
116 |
119 |
132 |
5,5 |
15Х5М |
7,0 |
||||
|
20 |
Каталитический риформинг 35-5 |
I, II, III ступень |
525 |
50 |
15Х5М-У |
219 x 17 |
— |
— |
224 |
12,0 |
15Х5М-У |
219 x 21 |
17,0 |
|
|
Конвекция |
450 |
50 |
15Х5М-У |
219 x 10 |
— |
— |
224 |
5,0 |
15Х5М-У |
219 x 12 |
8,0 |
|||
|
21 |
Каталитический риформинг 35-6 |
Поток I и II |
525 |
29 |
15Х5М-У |
219 x 11 |
— |
— |
224 |
7,0 |
15Х5М-У |
219 x 13 |
10,0 |
|
|
22 |
Каталитический риформинг 35-11/300 |
П-1 |
Конвекция, камера гидроочистки |
365 |
50 |
15Х5М-У |
219 x 9 |
— |
— |
224 |
6,0 |
15Х5М-У |
219 x 11 |
7,0 |
|
Камера N 1 — 3 (риформинга) |
525 |
50 |
15Х5М-У |
219 x 17 |
— |
— |
224 |
12,0 |
15Х5М-У |
219 x 19 |
16,0 |
|||
|
П-2-3 |
Конвекция и потолок |
173 |
20 |
Сталь 20 |
108 x 6 |
— |
— |
113 |
3,5 |
Сталь 20 |
108 x 8 |
4,0 |
||
|
23 |
Каталитический риформинг ЛГ-35-8/300Б |
П-1 |
Радиация |
420 |
— |
Х9М1 |
159 x 9 |
— |
— |
164 |
6,0 |
Х9М1 |
159 x 12,5 |
9,0 |
|
Конвекция |
— |
50 |
Х9М1 |
159 x 9 |
— |
— |
164 |
6,0 |
Х9М1 |
159 x 12,5 |
9,0 |
|||
|
П-2 |
Конвекция |
430 |
30 |
Х9М1 |
108 x 5 <1> |
— |
— |
113 |
3,5 |
Х9М1 |
108 x 5 (гн) |
3,5 |
||
|
I ст. радиации |
530 |
30 |
1Х2М1 |
76 x 7 |
— |
— |
79 |
4,5 |
1Х2М1 |
76 x 7 (гн) |
5,0 |
|||
|
II ст. радиации |
530 |
30 |
1Х2М1 |
108 x 10 |
— |
— |
113 |
6,0 |
1Х2М1 |
108 x 10 (гн) |
6,5 |
|||
|
III ст. радиации |
530 |
30 |
1Х2М1 |
108 x 8 |
— |
— |
113 |
6,0 |
1Х2М1 |
108 x 8 (гн) |
6,5 |
|||
|
П-3 |
Радиация |
400 |
9 |
12МХ |
89 x 4 <1> |
— |
— |
92 |
3,0 |
12МХ |
89 x 4 (гн) |
3,0 |
||
|
24 |
Л-35-8/300Б |
П-1 |
Конвекция и радиация |
420 |
50 |
12Х8ВФ |
159 x 9 |
— |
— |
164 |
6,0 |
12Х8ВФ |
159 x 12 |
9,0 |
|
П-2 |
Конвекция и I, II, III ст. радиации |
530 |
30 |
15Х5М-У |
108 x 5 <1> |
— |
— |
113 |
3,5 |
15Х5М-У |
108 x 5 (гн) |
3,5 |
||
|
15Х5М-У |
108 x 9 |
— |
— |
113 |
6,0 |
15Х5М-У |
108 x 9 (гн) |
6,5 |
||||||
|
15Х5М-У |
76 x 7 |
— |
— |
79 |
4,5 |
15Х5М-У |
76 x 7 (гн) |
5,0 |
||||||
|
25 |
ЛГ-35-11/300-95 |
П-1 |
Гидроочистка |
|||||||||||
|
Конвекция |
— |
50 |
Х9М1 |
219 x 8 |
— |
— |
224 |
6,5 |
Х9М1 |
219 x 14 |
7,0 |
|||
|
Радиация |
420 |
50 |
Х9М1 |
108 x 6 <1> |
— |
— |
113 |
4,0 |
Х9М1 |
108 x 6 (гн) |
4,0 |
|||
|
Риформинг |
||||||||||||||
|
I ст. радиации |
530 |
50 |
1Х2М1 |
76 x 7 <1> |
— |
— |
79 |
5,0 |
1Х2М1 |
76 x 7 (гн) |
5,0 |
|||
|
II ст. радиации |
530 |
50 |
1Х2М1 |
108 x 12 |
— |
— |
113 |
8,0 |
1Х2М1 |
108 x 12 (гн) |
8,0 |
|||
|
III ст. радиации |
530 |
50 |
1Х2М1 |
108 x 8 |
— |
— |
113 |
6,0 |
1Х2М1 |
108 x 8 (гн) |
6,0 |
|||
|
П-2, 3 |
255 |
26 |
Сталь 10 |
108 x 6 |
— |
— |
113 |
3,5 |
Сталь 10 |
108 x 8 |
3,5 |
|||
|
П-4 |
400 |
9 |
15Х5М |
89 x 4 <1> |
— |
— |
92 |
3,0 |
15Х5М |
89 x 4 (гн) |
3,0 |
|||
|
26 |
Л-35-11/600 |
П-1 |
Гидроочистка |
|||||||||||
|
Конвекция |
— |
50 |
15Х5М-У |
219 x 9 |
— |
— |
224 |
6,0 |
15Х5М-У |
219 x 12 |
6,5 |
|||
|
Радиация |
425 |
— |
15Х5М-У |
219 x 9 |
— |
— |
224 |
6,5 |
15Х5М-У |
219 x 12 |
8,0 |
|||
|
Риформинг |
||||||||||||||
|
Конвекция |
430 |
54 |
15Х5М-У |
219 x 9 |
— |
— |
224 |
6,0 |
15Х5М-У |
219 x 12 |
8,0 |
|||
|
I ст. радиации |
525 |
54 |
15Х5М-У |
219 x 18 |
— |
— |
224 |
14,0 |
15Х5М-У |
219 x 22 |
18,0 |
|||
|
II ст. радиации |
525 |
54 |
15Х5М-У |
219 x 18 |
— |
— |
224 |
13,0 |
15Х5М-У |
219 x 22 |
18,0 |
|||
|
III ст. радиации |
525 |
54 |
15Х5М-У |
219 x 18 |
— |
— |
224 |
12,0 |
15Х5М-У |
219 x 22 |
14,0 |
|||
|
П-2 |
Конвекция |
— |
23 |
Сталь 20 |
159 x 6 |
— |
— |
164 |
3,5 |
Сталь 20 |
159 x 8 |
4,5 |
||
|
Радиация |
255 |
23 |
Сталь 20 |
219 x 6 |
— |
— |
224 |
4,0 |
Сталь 20 |
219 x 8 |
5,0 |
|||
|
27 |
ЛЧ-35-11/600 |
П-602 |
Конвекция |
390 |
50 |
1Х2М1 |
108 x 5 |
— |
— |
113 |
3,5 |
1Х2М1 |
118 x 16 |
4,0 |
|
I, II, III ст. радиации |
530 |
50 |
1Х2М1 |
76 x 7 |
— |
— |
79 |
5,5 |
1Х2М1 |
89 x 14 |
7,0 |
|||
|
1Х2М1 |
108 x 8 |
— |
— |
113 |
6,5 |
1Х2М1 |
133 x 20 |
13,0 |
||||||
|
П-601 |
Конвекция, радиация |
420 |
47,5 |
15Х5М |
152 x 8 |
— |
— |
157 |
5,5 |
15Х5М |
152 x 18 |
9,0 |
||
|
П-603 |
380 |
10 |
12МХ |
102 x 5 |
— |
— |
106 |
3,5 |
12МХ |
102 x 5 (гн) |
3,5 |
|||
|
28 |
ЛЧ-35-11/600 (Рязанский НПЗ) |
П-602 |
7 камер змеевиков |
520 |
45 |
15Х5М |
76 x 8 |
— |
— |
79 |
3,5 |
15Х5М |
76 x 8 |
4,0 |
|
1Х2М1 |
76 x 8 |
— |
— |
79 |
3,5 |
1Х2М1 |
76 x 8 |
4,0 |
||||||
|
12Х1МФ |
76 x 10 |
— |
— |
79 |
3,5 |
12Х1МФ |
76 x 10 |
4,0 |
||||||
|
15Х5М |
108 x 10 |
— |
— |
113 |
4,5 |
15Х5М |
108 x 10 |
5,0 |
||||||
|
29 |
ЛЧ-35-11/1000 (Московский НПЗ) |
П-101 |
Конвекция |
380 |
47 |
17102,5 (15Х5М) |
152 x 8 |
— |
— |
157 |
4,0 |
17102,5 (15Х5М) |
152 x 10 |
5,5 |
|
Радиация |
450 |
47 |
17102,5 (15Х5М) |
152 x 8 |
— |
— |
157 |
5,0 |
17102,5 (15Х5М) |
152 x 10 |
7,5 |
|||
|
П-102 |
Конвекция |
295 |
25 |
12022,1 (Сталь 20) |
152 x 6 |
— |
— |
157 |
3,5 |
12022,1 (Сталь 20) |
152 x 8 |
3,5 |
||
|
Радиация |
330 |
25 |
12022,1 (Сталь 20) |
152 x 6 |
— |
— |
157 |
3,5 |
12022,1 (Сталь 20) |
152 x 8 |
3,5 |
|||
|
П-103 |
1 ступень |
|||||||||||||
|
Конвекция |
476 |
22 |
15313,5 (12Х2М1) |
108 x 6 |
— |
— |
113 |
3,5 |
— |
— |
4,0 |
|||
|
Радиация |
530 |
22 |
15313,5 (12Х2М1) |
108 x 8 |
— |
— |
113 |
3,5 |
— |
— |
4,5 |
|||
|
П-104 |
Конвекция |
290 |
26 |
12022,1 (Сталь 20) |
152 x 6 |
— |
— |
157 |
3,5 |
12022,1 (Сталь 20) |
152 x 8 |
4,0 |
||
|
Радиация |
320 |
26 |
12022,1 (Сталь 20) |
152 x 6 |
— |
— |
157 |
3,5 |
12022,1 (Сталь 20) |
152 x 8 |
4,0 |
|||
|
П-105 |
Радиация |
400 |
7 |
17102,2 (15Х5М) |
127 x 7 |
— |
— |
132 |
3,0 |
17102,2 (15Х5М) |
127 x 8 |
3,0 |
||
|
30 |
Гидроочистка масел Г-24 |
П-1, П-2 |
Радиация |
420 |
— |
12Х8ВФ |
127 x 10 |
— |
— |
132 |
6,0 |
12Х8ВФ |
7,0 |
|
|
Конвекция |
— |
49 |
12Х8ВФ, |
127 x 10 |
— |
— |
132 |
5,5 |
12Х8ВФ |
6,5 |
||||
|
П-3 |
Конвекция |
— |
49 |
12Х18Н10Т |
127 x 10 |
— |
— |
132 |
5,0 |
12Х18Н10Т |
5,0 |
|||
|
Радиация |
420 |
— |
12Х18Н10Т |
127 x 10 |
— |
— |
132 |
5,5 |
12Х18Н10Т |
5,5 |
||||
|
31 |
Гидроочистка 24/1 |
Радиация |
460 |
— |
15Х5М |
152 x 11 |
— |
— |
157 |
6,5 |
15Х5М |
7,5 |
||
|
Конвекция |
— |
45 |
15Х5М |
152 x 11 |
140 |
142 |
157 |
6,0 |
15Х5М |
7,0 |
||||
|
32 |
Гидроочистка 24/6 |
П-1-2 |
Радиация |
430 |
— |
12Х18Н10Т |
219 x 10 |
— |
— |
224 |
6,5 |
12Х18Н10Т |
219 x 12 |
8,5 |
|
Конвекция |
— |
56 |
15Х5М |
159 x 13 |
— |
— |
164 |
6,5 |
15Х5М |
159 x 15 |
8,5 |
|||
|
П-3-4 |
Радиация и конвекция |
320 |
6 |
15Х5М |
159 x 6 |
— |
— |
164 |
3,5 |
15Х5М |
159 x 8 |
4,0 |
||
|
33 |
Гидроочистка дизельного топлива |
П-102 (П-202) |
Радиация, конвекция |
350 |
8 |
Сталь 10 |
127 x 6 |
— |
— |
132 |
3,5 |
Сталь 10 |
152 x 12 |
6,0 |
|
34 |
Л-24/7 ЛЧ-24/7 |
П-1-2 |
Радиация |
425 |
40 |
08Х18Н10Т |
219 x 10 |
— |
— |
224 |
6,0 |
08Х18Н10Т |
219 x 12 |
10,0 |
|
Конвекция |
425 |
40 |
12Х8ВФ |
159 x 10 |
— |
— |
164 |
5,0 3,5 |
12Х8ВФ |
159 x 12 |
7,5 |
|||
|
П-3-4 |
Радиация, конвекция |
310 |
10 |
15Х5М |
159 x 6 |
— |
— |
164 |
5,0 |
15Х5М |
159 x 8 |
4,0 |
||
|
П-101 (П-201) |
Конвекция |
— |
50 |
15Х5М |
168 x 10 |
— |
— |
172 |
6,0 |
08Х18Н10Т |
194 x 20 |
6,0 |
||
|
Радиация |
420 |
— |
15Х5М |
168 x 10 |
— |
— |
172 |
08Х18Н10Т |
194 x 20 |
7,0 |
||||
|
35 |
Л-24-8РТ |
П-1 |
Конвекция |
300 |
55 |
08Х18Н10Т |
152 x 7 |
— |
— |
157 |
5,0 |
08Х18Н10Т |
152 x 9 |
7,0 |
|
Радиация |
360 |
55 |
08Х18Н10Т |
152 x 8 |
— |
— |
157 |
5,5 |
08Х18Н10Т |
152 x 10 |
7,5 |
|||
|
П-2 |
Конвекция |
240 |
16 |
Сталь 20 |
152 x 6 |
— |
— |
157 |
3,5 |
Сталь 20 |
152 x 6 |
4,0 |
||
|
Радиация |
270 |
16 |
Сталь 20 |
152 x 6 |
— |
— |
157 |
3,5 |
Сталь 20 |
152 x 6 |
4,0 |
|||
|
36 |
Л-24-9РТ |
П-1 |
Конвекция |
300 |
55 |
08Х18Н10Т |
152 x 7 |
— |
— |
157 |
5,5 |
08Х18Н10Т |
152 x 12 |
6,5 |
|
Радиация |
360 |
55 |
08Х18Н10Т |
219 x 10 |
— |
— |
224 |
7,5 |
08Х18Н10Т |
219 x 16 |
10,5 |
|||
|
П-2 |
Конвекция |
240 |
17 |
Сталь 20 |
152 x 6 |
— |
— |
157 |
3,5 |
Сталь 20 |
152 x 10 |
4,0 |
||
|
Радиация |
270 |
17 |
Сталь 20 |
152 x 6 |
— |
— |
157 |
3,5 |
Сталь 20 |
152 x 10 |
4,0 |
|||
|
37 |
Л-24-9х2РТ |
П-1 |
Конвекция |
370 |
52 |
08Х18Н10Т |
152 x 7 |
— |
— |
157 |
5,5 |
08Х18Н10Т |
152 x 12 |
6,5 |
|
Радиация |
400 |
52 |
08Х18Н10Т |
152 x 7 |
— |
— |
157 |
5,5 |
08Х18Н10Т |
152 x 12 |
6,5 |
|||
|
П-2 |
Конвекция |
300 |
15 |
Сталь 20 |
152 x 6 |
— |
— |
157 |
3,5 |
Сталь 20 |
152 x 10 |
4,0 |
||
|
Радиация |
345 |
15 |
Сталь 20 |
152 x 6 |
— |
— |
157 |
4,0 |
Сталь 20 |
152 x 10 |
4,0 |
|||
|
38 |
Гидроочистка Л-24/300 Л-24/600 |
П-101, 101а |
Радиация, конвекция |
420 |
56 |
15Х5М-У |
159 x 11 |
— |
— |
164 |
6,0 |
15Х5М-У |
159 x 15 |
6,0 |
|
39 |
ЛЧ-24/2000 (ПО «Горькнефтеоргсинтез») |
П-201/1, 2 |
Радиация |
400 |
46 |
12Х18Н10Т |
152 x 8 |
— |
— |
— |
4,0 |
12Х18Н10Т |
152 x 12 |
5,0 |
|
Конвекция |
324 |
46 |
12Х18Н10Т |
152 x 8 |
— |
— |
— |
4,0 |
12Х18Н10Т |
152 x 12 |
5,0 |
|||
|
Секция подогрева ВСГ |
300 |
11,5 |
15Х5М |
152 x 6 |
— |
— |
— |
3,0 |
15Х5М |
152 x 8 |
4,0 |
|||
|
40 |
Установка гидроочистки оренбургского конденсата |
П-1 |
Конвекция, радиация |
380 |
26 |
15Х5М |
152 x 8 |
— |
— |
157 |
4,0 |
15Х5М |
152 x 12 |
5,0 |
|
156 x 10 |
5,0 |
|||||||||||||
|
П-5 |
Конвекция Радиация |
210 |
20 |
15Х5М |
152 x 8 |
— |
— |
157 |
3,5 |
15Х5М |
156 x 12 |
5,0 |
||
|
15Х5М |
219 x 8 |
— |
— |
224 |
5,0 |
15Х5М |
221 x 12 |
5,0 |
||||||
|
41 |
АГФУ |
П-1 |
Под и потолок, конвекция |
320 |
25 |
15Х5М |
127 x 8 |
117 |
119 |
132 |
5,0 |
15Х5М |
5,0 |
|
|
П-2/3 |
Под и потолок, конвекция |
230 |
13 |
15Х5М |
219 x 8 |
— |
— |
224 |
5,0 |
15Х5М |
5,0 |
|||
|
15Х5М |
159 x 8 |
— |
— |
164 |
5,0 |
15Х5М |
5,0 |
|||||||
|
15Х5М |
152 x 8 |
— |
— |
157 |
5,0 |
15Х5М |
5,0 |
|||||||
|
42 |
ЦГФУ |
П-1, П-2, П-3, П-4, П-5 |
Под и потолок, конвекция, боковые экраны |
165 |
25 |
Сталь 20 |
152 x 8 |
144 |
146 |
157 |
4,0 |
Сталь 20 |
4,0 |
|
|
43 |
ЦГФУ-I, II, III (ПО «Куйбышевнефтеоргсинтез») |
П-1, П-2, П-3, П-4, П-5 |
Все потоки (I — IV) |
До 150 |
25 |
Сталь 10 |
152 x 8 |
144 |
146 |
157 |
4,0 |
Сталь 10 |
152 x 8 |
4,0 |
|
44 |
Сероочистка |
П-1, 2, 3 |
Радиация, конвекция |
400 |
9,5 |
15Х5М |
152 x 8 |
— |
— |
157 |
4,0 |
15Х5М |
4,0 |
|
|
45 |
64-1 |
П-1, 2 |
Все экраны |
330 |
20 |
Сталь 20 |
152 x 8 |
— |
— |
157 |
3,5 |
Сталь 20 |
4,0 |
|
|
15Х5ВФ |
152 x 8 |
— |
— |
157 |
3,5 |
15Х5ВФ |
4,0 |
|||||||
|
46 |
64-2М |
П-1 |
Радиация I поток |
330 |
10,5 |
15Х5М |
152 x 8 |
— |
— |
157 |
3,5 |
15Х5М |
152 x 12 |
4,0 |
|
Конвекция II, III поток |
300 |
9,5 |
Сталь 20 |
102 x 8 |
— |
— |
106 |
3,5 |
Сталь 20 |
102 x 16 |
4,0 |
|||
|
47 |
Деасфальтизация 36/1, 36/2, 36/4, 36/5 |
П-1 |
Под и потолок, конвекция, радиация |
290 |
45 |
15Х5М |
102 x 10 |
92 |
94 |
106 |
5,0 |
15Х5М |
5,0 |
|
|
15Х5М |
152 x 8 |
142 |
144 |
157 |
5,0 |
15Х5М |
5,0 |
|||||||
|
48 |
Фенольная очистка масел 37 |
П-1 |
Под и потолок, конвекция |
300 |
10 |
Сталь 10 |
89 x 6 |
83 |
85 |
92 |
3,0 |
Сталь 10 |
3,5 |
|
|
П-2, 3 |
Под и потолок, конвекция |
350 |
— |
15Х5М |
152 x 8 |
145 |
146 |
157 |
3,5 |
15Х5М |
4,0 |
|||
|
— |
18 |
15Х5М |
127 x 8 |
120 |
121 |
132 |
3,5 |
15Х5М |
4,0 |
|||||
|
49 |
Дуасол 36/37 |
П-1, П-2/3, П-7 |
Радиация и конвекция |
До 380 |
25 |
15Х5М, Сталь 20, Сталь 10 |
152 x 8 |
144 |
146 |
157 |
4,0 |
15Х5М, Сталь 20, Сталь 10 |
4,0 |
|
|
102 x 8 |
94 |
96 |
106 |
4,0 |
4,0 |
|||||||||
|
П-4, П-6 |
Радиация, конвекция |
До 350 |
26 |
15Х5М |
152 x 8 |
142 |
144 |
157 |
5,0 |
15Х5М |
5,0 |
|||
|
Сталь 20 |
152 x 8 |
142 |
144 |
157 |
5,0 |
Сталь 20 |
5,0 |
|||||||
|
П-5/8 |
Радиация, конвекция |
До 360 |
10 |
15Х5М, Сталь 10, Сталь 20 |
102 x 8 |
95 |
97 |
106 |
3,5 |
15Х5М, Сталь 10, Сталь 20 |
3,5 |
|||
|
102 x 6 |
95 |
97 |
106 |
3,5 |
3,5 |
|||||||||
|
50 |
Контактная очистка масел 42/2, 42/3 |
П-3 |
Под и потолок, конвекция |
210 |
14 |
Сталь 10 |
60 x 6 |
54 |
56 |
64 |
3,0 |
Сталь 10 |
3,5 |
|
|
51 |
Г43-107 (Московский НПЗ) |
П-101 |
Радиация |
450 |
60 |
08Х18Н10Т |
219 x 10 |
224 |
6,0 |
08Х18Н10Т |
219 x 11 |
8,5 6,5 (гн) |
||
|
Конвекция |
420 |
60 |
15Х5М |
152 x 8 |
157 |
5,0 |
— |
— |
7,5 5,5 (гн) |
|||||
|
П-102 |
Радиация |
420 |
16 |
15Х5М |
219 x 10 |
224 |
4,0 |
15Х5М |
221 x 16 |
4,0 |
||||
|
Конвекция |
420 |
16 |
12Х1ВН10Т |
152 x 8 |
157 |
3,5 |
12Х18Н10Т |
152 x 8 |
3,5 |
|||||
|
52 |
Л 16/1 |
П-1, 2 |
Потолок и под |
430 |
— |
12Х18Х10Т |
219 x 10 |
— |
— |
224 |
7,0 |
12Х18Н10Т |
8,5 |
|
|
Конвекция |
— |
58 |
15Х5М |
159 x 11 |
— |
— |
164 |
6,5 |
15Х5М |
8,0 |
||||
|
П-3, 4 |
Радиация, конвекция |
380 |
8 |
15Х5М |
152 x 8 |
145 |
146 |
157 |
3,5 |
15Х5М |
4,0 |
|||
|
53 |
Установка 17/1 |
П-2 |
Конвекционная секция |
150 |
15 |
15Х5М |
102 x 8 |
96 |
97 |
106 |
3,0 |
15Х5М |
4,0 |
|
|
Подовый и потолочный экраны |
400 |
6 |
15Х5М |
96 |
97 |
106 |
3,0 |
15Х5М |
4,0 |
|||||
|
54 |
Установка 17/2 (ПО «Ярославнефтеоргсинтез») |
П-1 |
Радиация и конвекция |
350 |
10 |
15Х5М |
152 x 8 |
145 |
146 |
157 |
3,5 |
Сталь 25Л |
— |
— |
|
55 |
Установка ЛИ-150 (ПО «Ярославнефтеоргсинтез») |
П-1 |
Радиация |
450 |
— |
15Х5М |
152 x 8 |
— |
— |
157 |
6,0 |
15Х5М |
152 x 8 |
7,0 |
|
Конвекция |
— |
49 |
15Х5М |
89 x 6 |
— |
— |
92 |
3,5 3,5 |
15Х5М |
89 x 7 |
4,0 |
|||
|
П-2 |
Радиация |
400 |
4 |
15Х5М |
89 x 6 |
— |
— |
92 |
15Х5М |
89 x 6 |
3,5 |
|||
|
56 |
Битумная 19/1, 19/3, 19/5 |
П-1 |
Под и потолок, конвекция |
310 |
9 |
Сталь 10 |
89 x 8 |
83 |
85 |
92 |
3,0 |
Сталь 10 |
3,5 |
|
|
57 |
Битумная 19/6 |
Р-1 |
Реакторы |
265 |
8 |
15Х5М |
152 x 8 |
145 |
146 |
157 |
3,5 |
15Х5М |
4,0 |
|
|
Сталь 20 |
152 x 8 |
145 |
146 |
157 |
3,5 |
Сталь 20 |
4,0 |
|||||||
|
Р-2 |
Все зоны |
320 |
16 |
15Х5М |
108 x 10 |
101 |
103 |
113 |
3,5 |
15Х5М |
4,0 |
|||
|
58 |
Битумная 19/10 |
П-1, 2 |
Радиация |
275 |
25 |
15Х5М |
89 x 10 |
83 |
85 |
92 |
3,0 |
15Х5М |
4,0 |
|
|
Конвекция |
275 |
25 |
15Х5М |
89 x 6 |
83 |
85 |
92 |
3,0 |
15Х5М |
3,5 |
||||
|
59 |
Битумная (Мажейкский НПЗ) |
П-1 |
Конвекция |
325 |
10 |
15Х5М |
108 x 9 |
— |
— |
113 |
3,5 |
15Х5М |
108 x 6 |
4,5 |
|
Радиация |
395 |
10 |
15Х5М |
108 x 9 |
— |
— |
113 |
3,5 |
15Х5М |
108 x 8 |
4,5 |
|||
|
15Х5М |
127 x 8 |
— |
— |
132 |
4,0 |
15Х5М |
127 x 8 |
5,0 |
||||||
|
15Х5М |
152 x 8 |
— |
— |
157 |
3,5 |
15Х5М |
152 x 8 |
5,0 |
||||||
|
15Х5М |
219 x 10 |
— |
— |
224 |
4,0 |
15Х5М |
219 x 11 |
6,0 |
||||||
|
15Х5М |
325 x 15 |
— |
— |
340 |
5,0 |
— |
— |
— |
||||||
|
60 |
Битумная (Мозырский НПЗ) |
П-1 |
Конвекция |
9 |
Сталь 20 |
102 x 6 |
— |
— |
3,0 |
Сталь 20 |
102 x 8 |
4,0 |
||
|
15Х5М |
102 x 6 |
— |
— |
3,0 |
15Х5М |
102 x 8 |
4,0 |
|||||||
|
Радиация |
401 |
15Х5М |
152 x 8 |
— |
— |
3,5 |
15Х5М |
152 x 8 |
4,0 |
|||||
|
15Х5М |
219 x 9 |
— |
— |
4,0 |
15Х5М |
219 x 11 |
6,0 |
|||||||
|
61 |
Битумная (Павлодарский НПЗ) |
П-1 |
Конвекция |
405 |
10 |
15Х5М |
108 x 6 |
— |
— |
113 |
3,0 |
15Х5М |
108 x 8 |
3,0 |
|
Радиация |
405 |
10 |
15Х5М |
219 x 10 |
— |
— |
224 |
4,0 |
15Х5М |
219 x 10 |
4,0 |
|||
|
15Х5М |
273 x 12 |
— |
— |
281 |
4,5 |
15Х5М |
273 x 10 |
4,5 |
||||||
|
15Х5М |
325 x 14 |
— |
— |
334 |
5,0 |
— |
— |
— |
||||||
|
62 |
Полунепрерывное коксование 21-10 |
П-1 |
Подовый экран |
410 |
25 |
15Х5М |
127 x 10 |
118 |
120 |
132 |
4,5 |
15Х5М |
4,5 |
|
|
Потолочный экран |
410 |
25 |
15Х5М |
102 x 10 |
94 |
96 |
106 |
4,0 |
15Х5М |
4,0 |
||||
|
П-2 |
Подовый и потолочный экраны |
515 |
40 |
15Х5М |
127 x 10 |
115 |
118 |
132 |
6,0 |
15Х5М |
7,0 |
|||
|
П-3 |
Конвекция |
320 |
25 |
Сталь 10 |
102 x 10 |
95 |
97 |
106 |
3,5 |
Сталь 10 |
4,0 |
|||
|
320 |
25 |
Сталь 10 |
127 x 10 |
119 |
121 |
132 |
4,0 |
Сталь 10 |
4,0 |
|||||
|
Конвекция |
400 |
40 |
15Х5М |
102 x 10 |
92 |
95 |
106 |
5,0 |
15Х5М |
5,0 |
||||
|
400 |
40 |
15Х5М |
127 x 10 |
116 |
118 |
132 |
5,5 |
15Х5М |
5,5 |
|||||
|
63 |
21-10/ЗМ (ПО «Пермнефтеоргсинтез») |
П-1, П-2 |
Конвекция |
360 |
16 |
15Х5М |
127 x 10 |
120 |
121 |
132 |
3,5 |
— |
— |
— |
|
Радиация (спиральный) |
510 |
25 |
12Х18Н10Т |
133 x 10 |
— |
— |
138 |
4,0 |
12Х18Н10Т |
133 x 10 |
4,0 |
|||
|
64 |
Установка замедленного коксования (УЗК) |
П-101 |
404 |
5 |
15Х5М |
152 |
— |
— |
157 |
5,0 |
||||
|
П-301 |
505 |
30 |
15Х5М |
114 |
— |
— |
119 |
5,5 |
||||||
|
П-302 |
530 |
18 |
114 |
— |
— |
119 |
5,0 |
|||||||
|
152 |
— |
— |
157 |
5,5 |
||||||||||
|
65 |
ЭП-60 (ПО «Пермнефтеоргсинтез») |
Конвекция |
450 |
11 |
12Х18Н10Т |
114 x 6 |
— |
— |
119 |
3,5 |
12Х18Н10Т |
116 x 12 |
3,5 |
|
|
20Х23Н18 |
114 x 6 |
— |
— |
119 |
3,5 |
20Х23Н18 |
116 x 12 |
3,5 |
||||||
|
Радиация |
785 |
4 |
20Х23Н18 |
140 x 8 |
— |
— |
144 |
4,5 |
20Х23Н18 |
142 x 12 |
6,5 |
|||
|
66 |
ЭП-60, ЭП-75 |
Конвекция |
475 |
10 |
Сталь 20 |
114 x 6 |
106 |
108 |
119 |
3,5 |
Сталь 20 |
114 x 8 |
4,0 |
|
|
650 |
10 |
12Х18Н10Т |
114 x 6 |
106 |
108 |
119 |
4,0 |
12Х18Н10Т |
114 x 8 |
4,0 |
||||
|
12Х18Н10Т |
140 x 8 |
132 |
134 |
144 |
4,0 |
140 x 12 |
5,0 |
|||||||
|
20Х23Н18 |
114 x 6 |
106 |
108 |
119 |
4,0 |
20Х23Н18 |
114 x 8 |
4,0 |
||||||
|
20Х23Н18 |
140 x 8 |
132 |
134 |
144 |
4,0 |
140 x 12 |
5,0 |
|||||||
|
Радиация |
840 |
4 |
20Х23Н18 |
140 x 8 |
126 |
128 |
144 |
7,0 |
20Х23Н18 |
148 x 12 |
10,0 |
|||
|
20Х20Н14С2 |
114 x 7 |
103 |
105 |
119 |
5,5 |
20Х20Н14С2 |
118 x 12 |
9,0 |
||||||
|
67 |
ЭП-300 (ПО «Горькнефтеоргсинтез») |
F-01 |
Змеевики конвекции |
580 |
4,7 |
15Х5М |
102 x 6 |
— |
— |
106 106 |
3,5 3,5 |
15Х5М |
102 x 8 |
4,0 |
|
А, В |
12Х18Н10Т |
102 x 6 |
— |
— |
106 |
3,5 3,5 |
12Х18Н10Т |
102 x 8 |
4,0 |
|||||
|
F-09 |
45Х25Н20 |
102 x 6 |
— |
— |
135 135 |
5,0 |
45Х25Н20 |
102 x 8 |
4,5 |
|||||
|
А, В |
Змеевики радиации |
850 |
2,5 |
45Х25Н20 |
125 x 9,5 |
— |
— |
45Х25Н20 |
128 x 13 |
4,5 |
||||
|
45Х25Н35 |
125 x 9,5 |
— |
— |
45Х25Н35 |
128 x 13 |
7,0 |
||||||||
|
68 |
Пиролиз (Горьковский нефтемаслозавод) |
Испарительная секция |
400 |
16 |
15Х5М |
89 x 7 |
— |
— |
92 |
3,0 |
15Х5М |
3,0 |
||
|
Парозмеевиковая секция |
720 |
4 |
12Х18Н9Т |
152 x 6 |
— |
— |
157 |
3,0 |
12Х18Н9Т |
4,0 |
||||
|
69 |
ЭП-450 (ПО «Нижнекамскнефтехим») |
F-BA-101 — 109 |
Конвекция |
4 |
Углеродистая сталь |
141 x 6,5 |
— |
— |
145 |
3,5 |
Углеродистая сталь |
4,0 |
||
|
89 x 5,5 |
— |
— |
92 |
3,0 |
3,5 |
|||||||||
|
5Cr-1/2Mo |
73 x 5,2 |
— |
— |
76 |
3,0 |
5Cr-1/2Mo |
3,5 |
|||||||
|
18Cr-8Ni |
73 x 5,2 |
— |
— |
76 |
3,0 |
18Cr-8Ni |
3,5 |
|||||||
|
25Cr-20Ni |
85 x 8 |
— |
— |
89 |
5,0 |
25Cr-20Ni |
7,0 |
|||||||
|
Радиация |
114 x 9 |
— |
— |
119 |
5,5 |
7,5 |
||||||||
|
159 x 9,5 |
— |
— |
164 |
5,5 |
7,0 |
|||||||||
|
F-BA-121/122 |
Конвекция |
4 |
Углеродистая сталь |
102 x 5,75 |
— |
— |
106 |
3,0 |
Углеродистая сталь |
3,5 |
||||
|
5Cr-1/2Mo, 18Cr-8Ni |
102 x 5,75 |
— |
— |
106 |
3,0 |
5Cr-1/2Mo, 18Cr-8Ni |
3,5 |
|||||||
|
Радиация |
25Cr-20Ni |
138 x 6,6 |
— |
— |
142 |
5,0 |
25Cr-20Ni |
7,5 |
||||||
|
138 x 9,1 |
— |
— |
142 |
6,0 |
8,5 |
|||||||||
|
70 |
Установка «Жекса» Новоуфимского НПЗ |
F-202 F-203 |
Радиация |
570 |
38,6 |
12Х2М1 |
114 x 6,4 |
— |
— |
119 |
5,0 <2> |
12Х2М1 |
5,7 <2> |
|
|
71 |
Комбинированная установка ЛК-6У |
П-101, 102 П-201 |
Конвекция |
— |
22 |
15Х5М |
152 x 7 |
— |
— |
157 |
4,0 |
15Х5М |
152 x 8 |
4,5 |
|
Радиация |
380 |
— |
15Х5М |
152 x 8 |
— |
— |
157 |
4,0 |
15Х5М |
152 x 10 |
5,0 |
|||
|
Конвекция |
— |
29 |
12Х8ВФ |
152 x 6 |
— |
— |
157 |
4,0 |
12Х8ВФ |
152 x 8 |
4,5 |
|||
|
15Х5М |
152 x 6 |
— |
— |
157 |
4,0 |
15Х5М |
152 x 8 |
4,5 |
||||||
|
Радиация |
400 |
— |
12Х8ВФ |
219 x 7 |
— |
— |
224 |
5,0 |
12Х8ВФ |
219 x 11 |
6,0 |
|||
|
-«- |
400 |
— |
15Х5М |
219 x 9 |
— |
— |
224 |
6,0 |
15Х5М |
219 x 11 |
6,0 |
|||
|
-«- |
400 |
— |
0Х18Н10Т |
219 x 7 |
— |
— |
224 |
5,0 |
0Х18Н10Т |
219 x 10 |
5,5 |
|||
|
П-202 |
Конвекция, радиация |
До 265 |
22,5 |
Сталь 20 |
152 x 6 |
— |
— |
157 |
3,5 |
Сталь 20 |
152 x 8 |
5,0 |
||
|
П-203 |
Конвекция |
443 |
44 |
1Х2М1 |
159 x 7 |
— |
— |
164 |
5,5 |
1Х2М1 |
159 x 9 |
6,5 |
||
|
1Х2М1 |
159 x 8 |
— |
— |
164 |
5,5 |
1Х2М1 |
159 x 9 |
6,5 |
||||||
|
15Х5М |
159 x 7 |
— |
— |
164 |
5,5 |
15Х5М |
159 x 9 |
6,5 |
||||||
|
15Х5М |
159 x 8 |
— |
— |
164 |
5,5 |
15Х5М |
159 x 9 |
6,5 |
||||||
|
Радиация I и II ст. |
530 |
44 |
1Х2М1 |
108 x 7 |
— |
— |
113 |
5,5 |
1Х2М1 |
108 x 8 |
6,5 |
|||
|
113 |
5,5 |
1Х2М1 |
108 x 7 (гн) |
5,5 |
||||||||||
|
15Х5М |
159 x 8 |
— |
— |
164 |
6,5 |
15Х5М |
159 x 11 |
8,0 |
||||||
|
164 |
6,5 |
15Х5М |
159 x 8 (гн) |
6,5 |
||||||||||
|
1Х2М1 |
108 x 9 |
— |
— |
113 |
5,5 |
1Х2М1 |
108 x 12 |
8,0 |
||||||
|
113 |
5,5 |
1Х2М1 |
108 x 9 (гн) |
6,0 |
||||||||||
|
Радиация III ст. |
530 |
44 |
1Х2М1 |
108 x 7 |
— |
— |
113 |
5,5 |
1Х2М1 |
108 x 8 |
6,5 |
|||
|
— |
— |
113 |
5,5 |
1Х2М1 |
108 x 7 (гн) |
5,5 |
||||||||
|
1Х2М1 |
108 x 9 |
— |
— |
113 |
5,5 |
1Х2М1 |
108 x 9 (гн) |
6,0 |
||||||
|
— |
— |
113 |
5,5 |
1Х2М1 |
108 x 12 |
8,0 |
||||||||
|
П-204 |
Конвекция и радиация |
252 |
22,5 |
Сталь20 |
152 x 6 |
— |
— |
157 |
3,5 |
Сталь20 |
152 x 8 |
5,0 |
||
|
П-205 |
Радиация |
320 |
6 |
15Х5М |
108 x 4 |
— |
— |
113 |
3,0 |
15Х5М |
108 x 6 |
4,0 |
||
|
П-301 |
Конвекция |
— |
62,5 |
12Х8ВФ, |
152 x 7 |
— |
— |
157 |
5,0 |
12Х8ВФ |
152 x 10 |
6,5 |
||
|
08Х18Н10Т |
— |
— |
08Х18Н10Т |
|||||||||||
|
Радиация |
400 |
— |
08Х18Н10Т |
219 x 10 |
— |
— |
224 |
8,5 |
08Х18Н10Т |
219 x 14 |
11,5 |
|||
|
П-302 |
Конвекция |
— |
49 |
12Х8ВФ |
152 x 7 |
— |
— |
157 |
5,0 |
12Х8ВФ |
152 x 9 |
7,0 |
||
|
Радиация |
380 |
— |
08Х18Н10Т |
152 x 8 |
— |
— |
157 |
5,5 |
08Х18Н10Т |
152 x 10 |
7,0 |
|||
|
72 |
ЛК-6У (Мажейкский НПЗ) |
П-102 N 1 |
Конвекция |
206 |
30 |
Сталь 20 |
152 x 6 |
— |
— |
157 |
3,5 |
Сталь 20 |
152 x 8 |
5,0 |
|
П-102 N 2 |
Конвекция |
206 |
30 |
Сталь 20 |
152 x 6 |
— |
— |
157 |
3,5 |
Сталь 20 |
152 x 8 |
5,0 |
||
|
Радиация |
235 |
30 |
Сталь 20 |
152 x 6 |
— |
— |
157 |
4,0 |
Сталь 20 |
152 x 8 |
5,5 |
|||
|
73 |
КМ-2 (ПО «Ярославнефтеоргсинтез») |
1,2П-101 |
Радиация |
420 |
0,2 |
15Х5М |
219 x 12 |
— |
— |
224 |
4,0 |
15Х5М |
219 x 12 |
5,0 |
|
Конвекция |
260 |
4,2 |
15Х5М |
152 x 8 |
— |
— |
157 |
3,5 |
15Х5М |
152 x 10 |
4,5 |
|||
|
П-102 |
Радиация |
380 |
0,25 |
15Х5М |
219 x 12 |
— |
— |
224 |
4,0 |
15Х5М |
219 x 12 |
4,5 |
||
|
Конвекция |
297 |
4,8 |
15Х5М |
152 x 8 |
— |
— |
157 |
3,5 |
15Х5М |
152 x 10 |
4,5 |
|||
|
П-201 |
Радиация |
250 |
22 |
15Х5М |
219 x 9 |
— |
— |
224 |
5,0 |
15Х5М |
219 x 10 |
6,0 |
||
|
Конвекция |
250 |
22 |
15Х5М |
152 x 8 |
— |
— |
157 |
4,0 |
15Х5М |
152 x 10 |
5,0 |
|||
|
1,2П-301 |
Радиация |
210 |
0,4 |
15Х5М |
152 x 8 |
— |
— |
157 |
3,5 |
15Х5М |
152 x 10 |
4,5 |
||
|
Конвекция |
130 |
3,8 |
15Х5М |
114 x 6 |
— |
— |
119 |
3,5 |
15Х5М |
114 x 8 |
4,5 |
|||
|
3П-301 |
Радиация |
220 |
20,2 |
15Х5М |
152 x 8 |
— |
— |
157 |
3,5 |
15Х5М |
152 x 10 |
4,5 |
||
|
3П-302 |
Радиация |
220 |
8 |
15Х5М |
152 x 8 |
— |
— |
157 |
3,5 |
15Х5М |
152 x 10 |
4,0 |
||
|
Конвекция |
220 |
8 |
15Х5М |
114 x 6 |
— |
— |
119 |
3,5 |
15Х5М |
114 x 10 |
4,0 |
|||
|
3П-303 |
Радиация |
220 |
25 |
15Х5М |
152 x 8 |
— |
— |
157 |
4,0 |
15Х5М |
152 x 10 |
4,0 |
||
|
Конвекция |
220 |
25 |
15Х5М |
152 x 8 |
— |
— |
157 |
4,0 |
15Х5М |
152 x 8 |
4,0 |
|||
|
1,2П-304 |
Радиация |
230 |
6,7 |
15Х5М |
219 x 9 |
— |
— |
224 |
3,5 |
15Х5М |
219 x 10 |
4,0 |
||
|
Конвекция |
230 |
6,7 |
15Х5М |
152 x 8 |
— |
— |
157 |
3,5 |
15Х5М |
152 x 10 |
4,0 |
|||
|
П-305 |
Радиация |
210 |
7,4 |
15Х5М |
152 x 8 |
— |
— |
157 |
3,5 |
15Х5М |
152 x 10 |
4,5 |
||
|
15Х5М |
219 x 9 |
— |
— |
224 |
3,5 |
15Х5М |
219 x 11 |
4,5 |
||||||
|
П-401 |
Радиация |
180 |
3,0 |
Сталь 20 |
152 x 8 |
— |
— |
157 |
4,0 |
Сталь 20 |
152 x 10 |
4,0 |
||
|
Конвекция |
166 |
10,5 |
Сталь 20 |
114 x 12 |
— |
— |
119 |
4,0 |
Сталь 20 |
114 x 12 |
4,0 |
|||
|
1П-402 |
Радиация |
180 |
3,0 |
Сталь 20 |
114 x 8 |
— |
— |
119 |
4,0 |
Сталь 20 |
114 x 9 |
4,0 |
||
|
Конвекция |
100 |
4,6 |
Сталь 20 |
89 x 6 |
— |
— |
92 |
3,5 |
Сталь 20 |
89 x 6 |
3,0 |
|||
|
3П-402 |
Радиация |
180 |
3 |
Сталь 20 |
219 x 8 |
— |
— |
224 |
3,5 |
Сталь 20 |
219 x 11 |
4,0 |
||
|
Конвекция |
100 |
6,7 |
Сталь 20 |
152 x 8 |
— |
— |
157 |
3,5 |
Сталь 20 |
152 x 10 |
4,0 |
|||
|
1,2,3П-501 |
Радиация |
420 |
42 |
15Х5М |
152 x 8 |
— |
— |
157 |
4,5 |
15Х5М |
152 x 10 |
6,0 |
||
|
Конвекция |
240 |
48 |
Сталь 20 |
152 x 6 |
— |
— |
157 |
4,0 |
Сталь 20 |
152 x 10 |
5,5 |
|||
|
1,2П-601 |
Радиация |
420 |
40,7 |
15Х5М |
108 x 6 |
— |
— |
113 |
4,0 |
15Х5М |
108 x 6 |
4,0 |
||
|
П-701 |
Радиация |
340 |
1,7 |
15Х5М |
152 x 8 |
— |
— |
157 |
4,0 |
15Х5М |
152 x 10 |
4,5 |
||
|
Конвекция |
225 |
1,7 |
Сталь 20 |
114 x 12 |
— |
— |
119 |
4,0 |
Сталь 20 |
114 x 12 |
4,0 |
|||
|
П-801 |
Радиация |
400 |
5,0 |
15Х5М |
152 x 8 |
— |
— |
157 |
4,0 |
15Х5М |
152 x 10 |
4,5 |
||
|
Конвекция |
400 |
5,0 |
15Х5М |
152 x 6 |
— |
— |
157 |
4,0 |
15Х5М |
152 x 8 |
4,5 |
|||
|
74 |
Установка КМ-3 (Волгоградский НПЗ) |
П-101 |
Радиация |
400 |
57 |
08Х18Н10 |
219 x 10 |
— |
— |
224 |
7,0 |
08Х18Н10 |
219 x 11 |
9,0 |
|
Конвекция |
400 |
57 |
15Х5М |
159 x 8 |
— |
— |
164 |
5,0 |
15Х5М |
159 x 11 |
7,0 |
|||
|
П-201 |
Радиация |
400 |
56 |
15Х5М |
219 x 10 |
— |
— |
224 |
7,0 |
15Х5М |
219 x 11 |
9,5 |
||
|
Конвекция |
400 |
56 |
15Х5М |
152 x 7 |
— |
— |
157 |
5,0 |
15Х5М |
152 x 11 |
7,0 |
|||
|
П-1 |
Радиация |
335 |
9 |
Сталь 20 |
159 x 6 |
— |
— |
164 |
3,0 |
Сталь 20 |
159 x 8 |
4,0 |
||
|
Конвекция |
335 |
9 |
10Г2 |
114 x 7 |
— |
— |
119 |
3,0 |
10Г2 |
114 x 8 |
4,0 |
|||
|
П-401 |
Радиация |
350 |
11 |
15Х5М |
152 x 6 |
— |
— |
157 |
3,0 |
15Х5М |
152 x 8 |
4,0 |
||
|
Конвекция |
350 |
11 |
15Х5М |
114 x 8 |
— |
— |
119 |
3,0 |
15Х5М |
114 x 8 |
4,0 |
|||
|
П-402 |
Радиация |
360 |
11 |
15Х5М |
152 x 6 |
— |
— |
157 |
3,0 |
15Х5М |
152 x 8 |
4,0 |
||
|
П-403 |
-«- |
350 |
6 |
12Х18Н10Т |
114 x 6 |
— |
— |
119 |
3,0 |
12Х18Н10Т |
114 x 8 |
4,0 |
||
|
П-501 |
-«- |
200 |
13 |
Сталь 20 |
152 x 8 |
— |
— |
157 |
3,0 |
Сталь 20 |
152 x 11 |
4,0 |
||
|
Конвекция |
200 |
13 |
Сталь 20 |
114 x 6 |
— |
— |
119 |
3,0 |
Сталь 20 |
114 x 8 |
4,0 |
|||
|
П-502 |
Радиация |
180 |
14 |
Сталь 20 |
152 x 6 |
— |
— |
157 |
3,0 |
Сталь 20 |
152 x 8 |
4,0 |
||
|
Конвекция |
180 |
14 |
Сталь 20 |
114 x 6 |
— |
— |
119 |
3,0 |
Сталь 20 |
114 x 8 |
4,0 |
|||
|
П-902 |
Радиация |
300 |
11 |
15Х5М |
152 x 8 |
— |
— |
157 |
3,0 |
15Х5М |
152 x 8 |
4,0 |
||
|
Конвекция |
300 |
11 |
15Х5М |
114 x 8 |
— |
— |
119 |
3,0 |
15Х5М |
114 x 8 |
4,0 |
|||
|
75 |
«Детол» (Рязанский НПЗ) |
Н-101 |
Радиация |
280 |
12 |
15Х5М |
102 x 5 |
96 |
97 |
106 |
3,0 |
15Х5М |
102 x 10 |
3,0 |
|
Н-901 |
Конвекция |
280 |
12 |
15Х5М |
102 x 5 |
96 |
97 |
106 |
3,0 |
15х5М |
102 x 10 |
3,0 |
||
|
76 |
Водородная 41-1 |
Печь конверсий |
420 |
1,5 |
45Х25Н20С2, 10Х23Н18 |
168 x 6 |
— |
— |
172 |
3,5 |
45Х25Н20С2, 10Х23Н18 |
4,0 |
||
|
77 |
Установка В-5 «водородная» (АО «Уфимский НПЗ») |
П-1 (П-2) |
Радиация |
900 |
2,5 |
Х23Н18 |
168 x 8 |
— |
— |
6,0 |
||||
|
78 |
Конверсия водорода (Московский НПЗ) |
П-201 |
Змеевик пирогаза |
840 |
25 |
45Х25Н20С |
114 x 12 |
— |
— |
119 |
10,3 |
— |
— |
— |
|
Змеевик пусковой |
420 |
25 |
15Х5М |
114 x 7 |
— |
— |
119 |
3,0 |
15Х5М |
114 x 9 |
3,0 |
|||
|
Змеевик подогрева исходного газа |
400 |
30 |
15Х5М |
76 x 5 |
— |
— |
79 |
3,0 |
15Х5М |
76 x 6 |
3,0 |
|||
|
79 |
СЖК омыление |
Секция подогрева и выдержки |
320 |
30 |
15ХМ |
133 x 8 |
— |
— |
138 |
4,0 |
15ХМ |
4,0 |
||
|
Секция испарения |
375 |
30 |
15ХМ |
159 x 8 |
— |
— |
164 |
4,0 |
15ХМ |
5,0 |
||||
|
80 |
Установка регенерации отработанных масел (УРОМ) (Кременчугский НПЗ) |
П-201 |
Радиация |
330 |
5,2 |
15Х5М |
114 x 6 |
— |
— |
119 |
3,0 |
15Х5М |
3,5 |
|
|
Сталь 20 |
114 x 8 |
— |
— |
119 |
3,5 |
Сталь 20 |
4,0 |
|||||||
|
П-301 |
Радиация |
230 |
37,2 |
15Х5М |
60 x 6 |
— |
— |
63 |
3,0 |
15Х5М |
3,0 |
|||
|
П-401 |
-«- |
315 |
47 |
15Х5М |
114 x 6 |
— |
— |
119 |
3,5 |
15Х5М |
3,5 |
|||
|
П-501 |
-«- |
365 |
48,4 |
15Х5М |
114 x 6 |
— |
— |
119 |
3,5 |
15Х5М |
4,0 |
|||
|
П-601 |
-«- |
394 |
2,2 |
15Х5М |
219 x 8 |
— |
— |
224 |
4,0 |
15Х5М |
4,0 |
|||
|
81 |
Установка термической обработки стоков (УТОСВ) (Кременчугский НПЗ) |
П-1/1 |
Радиация |
200 |
24 |
Сталь 20 |
219 x 7 |
— |
— |
224 |
4,0 |
Сталь 20 |
4,0 |
|
|
П-1/2 |
Конвекция |
Сталь 20 |
152 x 6 |
— |
— |
157 |
3,0 |
Сталь 20 |
4,0 |
|||||
|
82 |
КТ-1 (Павлодарский НПЗ) |
П-101 |
Конвекция, радиация |
410 |
60 |
08Х18Н10Т |
152 x 10 |
— |
— |
157 |
5,0 |
08Х18Н10Т |
6,0 |
|
|
08Х18Н10Т |
219 x 14 |
224 |
7,0 |
08Х18Н10Т |
10,0 |
|||||||||
|
П-102 |
Конвекция, радиация |
400 |
8 |
15Х5М |
152 x 8 |
— |
— |
157 |
4,0 |
15Х5М |
4,0 |
|||
|
15Х5М |
219 x 10 |
224 |
5,0 |
15Х5М |
5,0 |
|||||||||
|
П-601 |
Конвекция, радиация |
430 |
10 |
15Х5М |
152 x 8 |
— |
— |
157 |
4,0 |
15Х5М |
4,0 |
|||
|
15Х5М |
219 x 10 |
224 |
5,0 |
15Х5М |
5,0 |
|||||||||
|
П-701 |
Конвекция, радиация |
500 |
23 |
15Х5М |
114 x 11 |
— |
— |
119 |
4,0 |
15Х5М |
5,0 |
|||
|
15Х5М |
127 x 11 |
132 |
5,0 |
15Х5М |
6,0 |
|||||||||
|
83 |
Блок подготовки сырья установки «Парекс» (Мозырский НПЗ) |
П-101 |
Конвекция |
— |
8,2 |
15Х5М |
152 x 8 |
— |
— |
157 |
3,5 |
15Х5М |
152 x 10 |
4,0 3,5 (гн) |
|
Радиация |
330 |
8 |
15Х5М |
152 x 8 |
— |
— |
157 |
3,5 |
15Х5М |
152 x 10 |
4,0 3,5 (гн) |
|||
|
15Х5М |
219 x 10 |
— |
— |
224 |
4,0 |
15Х5М |
221 x 16 |
4,5 4,0 (гн) |
||||||
|
84 |
Установка «Парекс» (ПО «Горькнефтеоргсинтез») |
П-1 |
Конвекция |
8,1 |
15Х5М |
108 x 6 |
— |
— |
113 |
3,0 |
15Х5М |
108 x 8 |
4,0 |
|
|
Радиация |
312 |
15Х5М |
152 x 8 |
— |
— |
157 |
3,0 |
15Х5М |
152 x 12 |
4,0 |
||||
|
15Х5М |
219 x 8 |
— |
— |
224 |
3,5 |
15Х5М |
219 x 10 |
4,5 |
||||||
|
RSK-301 |
Конвекция |
380 |
25,5 |
08Х18Н10Т |
38 x 3,5 |
— |
— |
40 |
2,0 |
08Х18Н10Т |
38 x 3,5 |
2,5 |
||
|
08Х18Н10Т |
57 x 4 |
— |
— |
60 |
2,0 |
08Х108Н10Т |
57 x 4 |
2,5 |
||||||
|
Радиация |
307 |
7,0 |
Сталь 20 |
159 x 5 |
— |
— |
164 |
3,0 |
Сталь 20 |
159 x 12 |
4,0 |
|||
|
Сталь 20 |
108 x 4 |
— |
— |
113 |
3,0 |
Сталь 20 |
108 x 10 |
4,0 |
||||||
|
MSK-301 Камера 0-101 |
Конвекция, радиация |
380 |
14,0 |
12ХМ |
159 x 6 |
— |
— |
164 |
3,0 |
12ХМ |
159 x 12 |
4,0 |
||
|
15ХМ |
159 x 5 |
— |
— |
164 |
3,0 |
15ХМ |
159 x 12 |
4,0 |
||||||
|
MSK-301 Камера 0-102 |
Конвекция, радиация |
380 |
13,2 |
08Х18Н10Т |
159 x 6 |
— |
— |
164 |
3,0 |
08Х18Н10Т |
159 x 12 |
4,0 |
||
|
08Х18Н10Т |
89 x 4 |
— |
— |
92 |
2,5 |
08Х18Н10Т |
89 x 4 |
3,0 |
 мм
мм———————————
<1> При замене труб предпочтение отдавать трубам с большей толщиной.
<2> Отбраковочные толщины труб и отводов даны до момента наработки печами 200 тыс. ч.
Примечания: 1. Приведенные нормы отбраковки не распространяются на проектируемые и вновь сооружаемые печи.
2. Отбраковку элементов змеевиков необходимо производить с учетом их износа до следующей ревизии.
3. Отбраковочные толщины стенок труб и отводов змеевиков печей установок пиролиза приведены без учета внутреннего науглероженного слоя.
4. Отбраковочные размеры калачей (отводов) по толщине стенки приведены для случаев, когда они изготовлены крутоизогнутыми (т.е. Днар ~= Rгиба), за исключением позиций, где указано, что они гнутые, т.е. рядом с указанными размерами отвода стоит обозначение «гн», для гнутых отводов (т.е. при отношении Rгиба/Днаруж. >= 3) их отбраковочные толщины стенок принимаются равными отбраковочным размерам соответствующих прямых труб.
5. Отбраковочные толщины стенок труб и отводов змеевиков печей установок каталитического риформинга и предварительной гидроочистки бензина приведены на момент наработки их до проектного (разрешенного) срока службы (100 тыс. часов); отбраковка элементов змеевиков печей указанных установок, проработавших свыше разрешенного срока службы, производится в соответствии с документами, специально разработанными для них (РД РТМ 38.14.006-86) [40].
6. Отбраковочные размеры змеевиков печей, не вошедших в данную таблицу и имеющих отличия от приведенных данных по рабочим параметрам и др. (давление, температура, материал, размеры труб, отводов), разрабатываются или уточняются ВНИКТИнефтехимоборудование в каждом конкретном случае после предоставления предприятиями исходных данных для расчетов и согласовываются с проектной организацией в установленном порядке.
Приложение 1.2
ТАБЛИЦА РАЗМЕРОВ ОТВЕРСТИЙ ПОД РАЗВАЛЬЦОВКУ
В КОРПУСАХ ДВОЙНИКОВ, ММ
|
Тип I (Рисунок не приводится.) |
Тип II (Рисунок не приводится.) |
|
Двойник |
Dy |
a |
f |
b |
d |
z |
y |
H3 |
|
|
ступень |
тип |
||||||||
|
25 |
I |
60 |
10 |
2 |
8 |
7 |
— |
— |
30 |
|
89 |
12 |
3 |
10 |
9 |
— |
— |
40 |
||
|
102 |
14 |
3 |
11 |
10 |
— |
— |
45 |
||
|
127 |
14 |
3 |
18 |
10 |
— |
— |
52 |
||
|
152 |
14 |
3 |
21 |
10 |
— |
— |
55 |
||
|
64 |
II |
102 |
10 |
3 |
13 |
10 |
13 |
10 |
65 |
|
127 |
10 |
3 |
13 |
10 |
13 |
10 |
65 |
||
|
100 |
102 |
14 |
3 |
16 |
10 |
16 |
10 |
75 |
Приложение 1.3
ТАБЛИЦА ОТБРАКОВОЧНЫХ РАЗМЕРОВ ДВОЙНИКОВ
(Рисунок не приводится.)
|
Ступень |
Наружный диаметр печных труб, мм (Dy) |
Расстояние между центрами, мм (A) |
Нормы отбраковки, мм |
При уменьшении глубины канавки (C) |
||
|
по толщине (m) |
по толщине уплотняющего пояса (H) |
по диаметру (d) |
||||
|
25 |
60 |
120 |
6 |
10 |
62 |
Менее одного миллиметра |
|
89 |
150 |
7 |
12 |
91 |
||
|
102 |
172 |
8 |
12 |
104 |
||
|
127 |
215 |
10 |
15 |
129 |
||
|
127 |
250 |
10 |
15 |
129 |
||
|
152 |
275 |
10 |
15 |
154 |
||
|
152 |
305 |
10 |
15 |
154 |
||
|
64 |
102 |
203 |
14 |
15 |
104 |
|
|
127 |
250 |
16 |
20 |
129 |
||
|
152 |
275 |
18 |
25 |
154 |
||
|
100 |
102 |
203 |
20 |
25 |
104 |
Примечание. Отбраковку двойников по толщинам стенок производить с учетом их износа до следующей ревизии.
Приложение 1.4
ПАСПОРТ-ЖУРНАЛ ПЕЧИ
Печь __________________________________________________________________
Дата ввода в эксплуатацию _____________________________________________
Установка ____________________________ Цех ____________________________
Паспорт составлен _____________________________________________ 19__ г.
Кем составлен _________________________________________________________
1. ХАРАКТЕРИСТИКА ПЕЧИ
1.1. Теплотехническая
Тип печи ______________________________________________________________
Тип змеевиков _________________________________________________________
Проектная теплопроизводительность _____________________________________
Производительность по сырью ___________________________________________
а) проектная __________________________________________________________
б) фактическая ________________________________________________________
Производительность сырья по потокам ___________________________________
___________________________________________________________________________
___________________________________________________________________________
Перерабатываемое сырье ________________________________________________
Температура по потокам (вход, выход) __________________________________
___________________________________________________________________________
Температура дымовых газов на перевале _________________________________
___________________________________________________________________________
Давление по потокам (вход, выход) _____________________________________
1.2. Техническая
___________________________________________________________________________
Количество труб по экранам, их размеры, материал ______________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
Характеристики отводов (двойников), количество их по экранам, материал
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
1.3. Отбраковочные размеры для труб и отводов
|
Экраны |
Размеры труб (отводов), мм |
Материал труб (отводов) |
Увеличение наружного диаметра труб, мм |
Отбраковочная толщина стенки трубы, мм |
Отбраковочная толщина стенки отвода, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
1.4. Отбраковочные размеры для двойников, мм
|
Ступень давления |
Условный диаметр труб (Dy) |
Расстояние между центрами двойников |
Увеличение внутреннего диаметра трубы в двойнике |
Увеличение внутреннего диаметра трубы за двойником |
Отбраковочная толщина стенки двойника (m) |
Отбраковочная толщина уплотняющего пояса (H) |
Отбраковочный диаметр гнезда двойника под трубы (d) |
Отбраковочная глубина канавки под развальцовку (c) |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
1.5. Проектные данные по футеровке печи
|
Наименование кладки |
Наименование требуемого материала |
Ед. измерения |
Кол-во |
Масса, т |
Примечание |
|
Кладка торцовых стен |
ОК-1 |
шт. |
|||
|
ОК-5 |
-«- |
||||
|
ОК-20 |
-«- |
||||
|
ОК-24 |
-«- |
||||
|
ОК-31, 32, 33, 34 |
-«- |
||||
|
ОК-79 |
-«- |
||||
|
Кладка фронтальных стен ниже форсунок |
Кирпич шамотный нормальный |
м3 |
|||
|
Кладка форсуночных окон |
ОК-47 |
-«- |
|||
|
Кладка фронтальных стен выше форсунок |
-«- |
||||
|
Кладка перевальных стен и т.д. |
-«- |
1.6. Результаты осмотров элементов трубчатого змеевика
|
Дата |
Результаты осмотров |
Ф.И.О., должность и подпись ответственного лица |
|
(Указать осмотренные части: экран, камеры, под, потолочный, боковой) |
Примечание. Отвести необходимое количество страниц.
1.7. Сведения о выполненных ревизиях, испытаниях и проверках змеевика
печи
|
Дата |
Места и объемы проведенных работ по контролю, ревизиям, испытаниям |
Должность, Ф.И.О., подпись представителя технадзора |
|
а) по трубам змеевика |
||
|
б) по отводам (двойникам) |
||
|
в) по гарнитуре и металлоконструкциям |
Примечание. Отвести необходимое количество страниц.
1.8. Сведения о проведенных осмотрах и ревизиях дымовой трубы,
огнеупорной кладки, изоляции печи
|
Дата |
Наименование частей печи и результаты осмотров |
Ф.И.О., должность и подпись ответственного лица |
Примечание. Отвести необходимое количество страниц.
1.9. Записи о ремонтах и авариях
А) ремонты:
|
Дата, вид ремонта |
Описание проведенного ремонта |
Простой в ремонтах |
Дата ввода после ремонта |
Ф.И.О., должность и подпись ответственного за ремонт |
Б) аварии:
|
Дата аварии |
Описание аварии |
Причина аварии |
Простой ввиду аварии |
Хранение акта об аварии |
Примечание. По окончании ремонта после проведения гидроиспытаний
змеевика выполняется соответствующая запись с указанием пробного давления.
1.10. Перечень прилагаемых к паспорту документов
1. Паспорт металлической дымовой трубы.
2. Схемы змеевиков.
3. Заводские сертификаты на изготовление змеевиков.
4. Документы о согласовании отступлений от проекта при монтаже.
5. Акты приемки скрытых работ (дата и номер).
6. Документы (сертификаты и др.), удостоверяющие качество сварочных
работ.
7. Журнал сварочных работ.
8. Акт испытания змеевиков печи на плотность и прочность.
9. Заключение по просвечиванию сварных монтажных швов.
10. Документы о результатах проверок и обследований (рекомендации,
заключения и др.).
Приложение
к паспорту печи
ПАСПОРТ
металлической дымовой трубы
Предприятие-изготовитель ______________________________________________
Тип ___________________________________________________________________
Заводской номер _______________________________________________________
Дата выпуска __________________________________________________________
Масса трубы ___________________________________________________________
1. Сведения об основных элементах трубы
|
Наименование элементов трубы |
Ед. измерения |
Кол-во |
Наименование материала |
ГОСТ на материал |
Размеры: высота (H), толщина (S), H x S, мм |
Сведения о сварке |
|
|
вид сварки |
электроды, сварочная проволока |
||||||
|
Коническая часть |
|||||||
|
Цилиндрическая часть |
|||||||
|
Опорное кольцо |
|||||||
|
Кольцо жесткости |
Дымовая труба изготовлена в соответствии с ТУ N _______________________
и чертежами N _________________________________________________________
Установлена на установке N ____________________ печь N ________________
Дата установки ________________________________________________________
(кем и когда)
Схема дымовой трубы
II. Сведения о ревизии и ремонте дымовой трубы
(дата, объем, результаты)
Приложение 1.5
СОГЛАСОВАНО УТВЕРЖДАЮ
Начальник ОТН Главный механик
_______________________ _______________________
«__» __________ 19__ г. «__» __________ 19__ г.
АКТ
ревизии и отбраковки трубчатой печи
установки N _________ цеха ________
от «__» ___________ 19__ г.
Комиссия в составе:
Ст. механика цеха _____________________________________________________
Инженера ОТН по печам _________________________________________________
Начальника установки N ________________________________________________
Механика установки N __________________________________________________
произвели ревизию печи ________________________________________________
установки N ____________________________ цеха N _______________________
Трубы радиантных камер и трубы конвекции проверены по наружному
диаметру внешним осмотром и измерением
___________________________________________________________________________
___________________________________________________________________________
Увеличений наружного диаметра труб свыше отбраковочных размеров,
видимых трещин (крипп) не обнаружено, за исключением:
___________________________________________________________________________
Произведены замеры толщин стенок труб и отводов, внутреннего диаметра
труб в двойниках и за двойниками, толщин стенок двойников
___________________________________________________________________________
___________________________________________________________________________
Проведены другие операции по ревизии (замеры твердости элементов,
стилоскопирование, УЗК и др.)
___________________________________________________________________________
___________________________________________________________________________
Проведено испытание _____ труб змеевиков на прочность давлением Pи
___________________________________________________________________________
Остальной гарнитуре и металлоконструкциям печи ревизия была произведена
следующим образом: серьги трубных подвесок и трубных решеток путем
обстукивания молотком, трубные и кирпичные подвески печей внешним осмотром
___________________________________________________________________________
___________________________________________________________________________
Данные по ревизии труб, отводов, гарнитуры и металлоконструкций печи
занесены в журналы (дать полное наименование) _____________________________
___________________________________________________________________________
___________________________________________________________________________
Данные по ревизии кладки, изоляции, футеровки печи, боровов, дымовых
труб и т.д. _______________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
В результате ревизии обнаружено (внести основные дефекты и
неисправности, выявленные при ревизии): ___________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
Указанные в настоящем акте дефекты устранены, а именно: _______________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
К акту приложена следующая документация, а именно:
1) схемы змеевиков печи с указанием мест обнаружения дефектов, мест
расположения точек замеров;
2) акт испытания змеевиков печи;
3) другие документы (схемы, чертежи, протоколы), отражающие объем и
результаты ревизий:
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
Ст. механик цеха N __________________________
Начальник установки N _______________________
Механик установки N _________________________
Инженер по печам отдела технадзора __________
Приложение 1.6
ЖУРНАЛ
ревизии змеевиков
Печь ____________________________
Установка _______________________
Цех _____________________________
Начат «__» ______________ 19__ г.
Окончен «__» ____________ 19__ г.
Результаты ревизии труб и отводов
Наименование экрана и потока печи _____ Номер трубы (отвода) по схеме _____
|
Дата ревизии |
Данные о результатах замеров |
Кол-во наработанных часов |
Состояние сварных соединений |
Места и результаты цветной и ультразвуковой дефектоскопии металла трубы (отвода), рентгеноконтроля сварных соединений |
Твердость трубы (отвода) из стали 15Х5М |
Причина замены трубы (отвода) |
Результаты стилоскопирования или химического анализа |
ГОСТ, ТУ на устанавливаемую трубу (отвод) |
Подпись лица, проводившего ревизию |
|||||
|
Наружный диаметр труб (отводов), мм |
Толщина стенки труб (отводов), радиус гиба отвода, мм |
Способ изготовления отвода |
Марка стали |
Прогиб труб, мм |
Толщина внутреннего науглероженного слоя, мм |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
Примечание. На каждую трубу (отвод) отводится страница или несколько страниц (в зависимости от частоты проведения ревизий).
Результаты ревизии двойников
Наименование секции или экрана печи _____ Наименование двойника по схеме _____
|
Дата ревизии |
N чертежа, нормаль или ТУ на двойник, материал |
Толщина стенки двойника, мм (m) |
Толщина моста между отверстиями под пробки, мм (H) |
Диаметр очка двойника, мм (d) |
Глубина канавки под развальцовку, мм (C) |
Твердость, ед. НВ |
Результаты осмотра |
Характер ремонта или причина замены |
Результаты стилоскопирования |
Внутренний диаметр трубы в двойнике, мм |
Внутренний диаметр трубы за двойником, мм |
Состояние развальцовки |
Места и результаты дефектоскопии двойника неразрушающими методами контроля |
Подпись лица, проводившего ревизию |
||
|
траверса |
пробка |
болты |
||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
Примечание. На каждый двойник отводится страница или несколько страниц (в зависимости от частоты проведения ревизий).
Приложение 1.7
ЖУРНАЛ
ревизии и ремонта гарнитуры, металлоконструкций
и строительной части печи
Печь __________________________
Установка _____________________
Цех ___________________________
Составлен _____________________
Начат «__» ____________ 19__ г.
Окончен «__» __________ 19__ г.
1. Результаты ревизии гарнитуры и металлоконструкций печи
Наименование элементов печи
|
Дата ревизии |
Место расположения |
Марка элемента (тип) |
Ед. измерения |
Кол-во |
Результаты ревизии и принимаемые меры |
Материал |
Подпись лица, ответственного за безопасную эксплуатацию печи |
Примечание |
2. Записи о результатах ревизии футеровки,
кладки и изоляции печи типа ____________
|
Наименование |
Дата |
Результаты ревизии |
Принимаемые меры |
Подпись ответственного лица |
|
Кладка торцевых стен |
||||
|
Кладка фронтальных стен ниже форсунок |
||||
|
Кладка форсуночных окон |
||||
|
Кладка фронтальных стен выше форсунок |
||||
|
Кладка горизонтального свода |
||||
|
Кладка наклонного свода |
||||
|
Кладка перевальных стен |
||||
|
Кладка газоходов |
||||
|
Изоляция торцевых стен |
||||
|
Изоляция фронтальных стен |
||||
|
Футеровка свода |
||||
|
Футеровка пода и т.д. |
3. Записи о проведенных ремонтах
Вид ремонта ____________
|
Дата выполнения работ |
Наименование работ |
Ед. измерения |
Объем работ |
Материал, марка кирпича |
Ед. измерения |
Подписи ответств. лиц |
Примечание |
|
Ремонт торцевых стен |
м3 |
шт. |
|||||
|
Ремонт боковых стен ниже форсунок |
|||||||
|
Ремонт футеровки форсуночных окон |
|||||||
|
Ремонт боковых стен выше форсунок |
|||||||
|
Ремонт горизонтального свода |
|||||||
|
Ремонт кладки газохода |
|||||||
|
Ремонт торкретпокрытия дымовой трубы |
|||||||
|
Ремонт изоляции свода и стен печи |
|||||||
|
Другие работы |
Примечание. В таблице приводится примерный перечень работ, который может меняться в зависимости от типа печи.
Приложение 1.8
АКТ
испытания змеевиков печи
на плотность и прочность
Дата __________
ОБЪЕКТ цех N __
Установка _________________
Мы, нижеподписавшиеся:
Представители заказчика:
Нач. цеха (установки) _____________________________________________________
Механик цеха ______________________________________________________________
Инженер ОТН _______________________________________________________________
Представители подрядчика __________________________________________________
составили настоящий акт о том, что произведено гидравлическое испытание
змеевиков печи ____________________________________________________________
Рабочее давление (максимальное) ___________________________________________
Давление при гидроиспытании на прочность __________________________________
выдержкой в течение __ мин.
При давлении, сниженном до рабочего, змеевики печей осмотрены.
Течей, свищей, недопустимых деформаций не обнаружено.
Змеевики, перечисленные в настоящем акте, признаны выдержавшими испытания.
Подписи:
2. СТАЛЬНЫЕ ВЕРТИКАЛЬНЫЕ РЕЗЕРВУАРЫ
2.1. ОБЩИЕ УКАЗАНИЯ
2.1.1. Настоящий раздел «Инструкции» распространяется на наземные стальные вертикальные цилиндрические резервуары низкого давления (до 200 мм вод. ст.), а также на резервуары, работающие без избыточного давления.
2.1.2. Приемку новых резервуаров после монтажа необходимо проводить в соответствии с действующими нормативно-техническими документами с учетом порядка, изложенного во «Временном положении по приемке законченных строительством объектов».
2.1.3. Все работы по эксплуатации, техническому надзору, ревизиям и ремонту, а также ремонтные и аварийные работы на территории эксплуатирующихся резервуаров (и вновь вводимых или временно не эксплуатирующихся) должны производиться в полном соответствии с требованиями «Инструкции», «Общих правил взрывобезопасности для взрыво- и пожароопасных химических, нефтехимических и нефтеперерабатывающих производств», технологического регламента и технологических инструкций, а также действующих правил безопасности, других нормативно-технических документов, указаний вышестоящих и инспектирующих организаций.
2.1.4. Каждый действующий резервуар должен: соответствовать проекту; иметь технический паспорт; быть оснащенным комплектом оборудования, предусмотренного проектом; иметь номер, четко написанный на корпусе, согласно технологической карте.
На вертикальные цилиндрические резервуары в зависимости от назначения рекомендуется устанавливать следующее оборудование, отвечающее требованиям стандартов и обеспечивающее безопасную эксплуатацию и снижение потерь хранимого продукта от испарения:
— дыхательные и предохранительные клапаны;
— огневые предохранители;
— приборы контроля и сигнализации (уровнемеры, сниженные пробоотборники ПСР, сигнализаторы уровня, манометры, приборы и средства автоматики систем противоаварийной защиты и др.);
— противопожарное оборудование;
— приемораздаточные патрубки, вентиляционные патрубки;
— люки-лазы, люки световые и люки замерные.
2.1.5. Все производственные операции с резервуарами следует производить в полном соответствии с технологическим регламентом и технологическими производственными инструкциями, разработанными для конкретных резервуаров на основе действующих «Правил технической эксплуатации резервуаров» [92] с учетом особенностей и условий эксплуатации, обеспечивая безопасность обслуживания и постоянную надежность конструкции.
Для каждой категории эксплуатационных и ремонтных работников в производственных инструкциях с учетом местных условий должны быть отражены:
— служебные обязанности работников, занимающихся эксплуатацией, обслуживанием и ремонтом резервуаров;
— порядок проведения основных технологических операций, работ по обслуживанию, сварочных и других ремонтных работ;
— необходимые мероприятия по технике безопасности и пожарной безопасности.
2.1.6. Знание и соблюдение инструкций, указанных в п. 2.1.5, а также положений настоящей «Инструкции» обязательно для всех лиц, связанных с эксплуатацией, надзором и ремонтом резервуаров.
2.1.7. Лица, ответственные за безопасность эксплуатации резервуаров, должны назначаться приказом по предприятию.
2.1.8. На каждом предприятии на основе настоящей «Инструкции» должны быть составлены инструкции по техническому надзору, методам ревизии и отбраковке, учитывающие особенности условий эксплуатации своих резервуаров.
2.2. НАДЗОР В ПЕРИОД ЭКСПЛУАТАЦИИ
2.2.1. Эксплуатируемые на предприятиях резервуары и их оборудование периодически должны осматриваться в соответствии с табл. 2.1.
Таблица 2.1
ПЕРИОДИЧНОСТЬ ОСМОТРОВ РЕЗЕРВУАРОВ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
|
Вид осмотра |
Периодичность |
|
1. Ежедневный осмотр обслуживающим персоналом |
Не реже 1 раза в сутки |
|
2. Осмотр лицами, ответственными за безопасную эксплуатацию резервуаров |
Не реже 2 раз в месяц |
|
3. Осмотр комиссией |
Не реже 1 раза в 6 месяцев |
Примечания. 1. В случае необходимости по усмотрению лиц, ответственных за безопасную эксплуатацию, для отдельных резервуаров устанавливается осмотр обслуживающим персоналом каждую вахту (вахтовый осмотр).
2. Для отдельных резервуаров вместимостью 1000 м3 и менее при хранении некоррозионных продуктов разрешается проводить осмотр комиссией не реже одного раза в год при условии, что имеющийся опыт эксплуатации этих резервуаров подтверждает их надежное техническое состояние.
3. Периодичность осмотров резервуаров с плавающими крышами (понтонами) приведена в п. 2.6.2.
2.2.2. Ежедневный осмотр резервуаров обслуживающим персоналом проводится в процессе эксплуатации.
Осмотру подвергаются: корпус резервуара, выступающая часть окрайки днища, кровля, площадки обслуживания, устройства молниезащиты и заземления и уровнемерные устройства, а также оборудование, находящееся снаружи.
При осмотре корпуса резервуара необходимо проверять (визуально) сварные соединения и основной металл в доступных местах, особое внимание обращая на швы нижних поясов и в местах приварки стенки к днищу (швы уторного уголка), а также в местах присоединения люков-лазов, штуцеров и другого наружного оборудования.
При осмотре теплоизолированных резервуаров проверяют исправность теплоизоляции или утепляющих устройств.
При осмотре резервуарного оборудования необходимо проверять герметичность фланцевых соединений и сальников арматуры, а в зимнее время (дополнительно) — отсутствие инея и промерзания входного и выходного отверстий дыхательного клапана и наличие надежного утепления на резервуарных задвижках там, где это необходимо или предусмотрено проектом. У резервуаров, особенно с подогревательными устройствами, необходимо проверять температуру продукта в соответствии с технологической картой (технологическим регламентом).
Обо всех замеченных при осмотре неполадках и дефектах должно быть немедленно сообщено руководству цеха (парка) с принятием необходимых мер и обязательной записью в вахтовом журнале.
При обнаружении таких дефектов, как трещины, отпотины, свищи в сварных швах или в основном металле листов стенки, а также при появлении ненормального шума в резервуаре, переливов, течей в швах корпуса (а у теплоизолированных резервуаров быстрого намокания или течи из-под изоляции) или из-под днища, должны быть приняты меры к немедленному опорожнению резервуара полностью или частично (в зависимости от места расположения дефекта и способа его устранения), к зачистке и подготовке к ремонту.
Примечание. Подчеканка трещин или отдельных свищей запрещается; допускается их ликвидация на кровле и 2 — 3 верхних поясах резервуара безогневыми способами (холодной пайкой или клеевыми композициями) по соответствующей технологии, например [146].
2.2.3. Лица, ответственные за безопасную эксплуатацию резервуаров, должны производить осмотр резервуаров, их оборудования и арматуры в соответствии с требованиями пункта 2.2.2 и Приложения 2.7, как правило, без опорожнения резервуара от продукта с записью результатов осмотра в «Журнал осмотров резервуаров» (Приложение 2.1).
2.2.4. Комиссия в составе начальника цеха (парка), старшего механика цеха (парка) и представителя технического надзора проводит осмотр с целью выявления технического состояния резервуара без освобождения его от продукта. При этом при необходимости привлекаются представители служб главного энергетика и эколога, КИПиА, защиты от коррозии и техники безопасности.
2.2.5. При осмотре комиссией необходимо проверить:
1) оснащение резервуара комплектом оборудования в соответствии с проектом и действующими нормативными документами;
2) режим эксплуатации резервуара в соответствии с технологической картой (максимальный уровень налива продукта, максимальную температуру его хранения, соответствие скорости наполнения и опорожнения резервуара пропускной способности дыхательной арматуры, наличие технологической карты в производственных помещениях для обслуживающего персонала);
3) правильность ведения технической документации;
4) состояние корпуса, кровли, сварных швов, в том числе в местах примыкания корпуса к днищу, врезки люков-лазов, а также наружного защитного покрытия; для теплоизолированных резервуаров состояние теплоизоляции (отсутствие намокания, течей, особенно на нижних поясах и в местах примыкания стенки к днищу), при необходимости по усмотрению комиссии производится частичное снятие теплоизоляции для контроля состояния корпуса и сварных швов;
5) исправность уровнемерного устройства и соблюдение норм налива, разрешенных технологической картой;
6) герметичность фланцевых соединений, сальниковых уплотнений арматуры;
7) состояние дыхательных механических и предохранительных гидравлических клапанов и другого оборудования, находящегося снаружи;
работу обогревающих устройств;
9) состояние заземления и молниезащиты;
10) состояние обвалования, отмостки, а также лестниц, перил, площадок обслуживания.
2.2.6. При осмотре резервуаров в осенний (при подготовке к зиме) или в зимний периоды необходимо проверить дополнительно:
1) наличие на резервуарах (для светлых нефтепродуктов, сырой нефти и дизельного топлива) дыхательных клапанов непримерзающего типа НДКМ, их исправность и установку на коротком прямом штуцере, а у резервуаров с темными нефтепродуктами — исправность вентиляционных патрубков;
2) отсутствие снега в месте примыкания корпуса к днищу.
По мере необходимости в период осмотра комиссией проводятся нивелировка окрайки днища, замер толщин стенок резервуаров, проверка отсутствия вибрации трубопроводов при наполнении (опорожнении) резервуара и др. по усмотрению комиссии.
2.2.7. Осмотр резервуаров комиссией проводится по заранее разработанному графику, утвержденному главным инженером. При разработке графика предпочтение должно отдаваться проведению осмотров в осенний и весенний периоды.
Допускается совмещать график осмотров резервуаров комиссией с графиком их ремонтов.
2.2.8. Результаты осмотра резервуара оформляются актом, в котором отражается правильность ведения технологического режима и технической документации, указываются обнаруженные при осмотре дефекты и неисправности, сроки их устранения и ответственное лицо. К акту прилагаются необходимые протоколы нивелировки или замера толщин стенок резервуара, если таковые производились.
2.3. ВИДЫ, ОБЪЕМ РЕМОНТОВ, РЕВИЗИЙ И ИХ ПЕРИОДИЧНОСТЬ
2.3.1. Резервуары, находящиеся в эксплуатации, подвергаются текущему, среднему и капитальному ремонтам.
Текущий ремонт проводят, как правило, без освобождения резервуара от продукта; средний и капитальный ремонты выполняются с полным освобождением от продукта и подготовкой его для внутреннего осмотра и работ.
Примерный перечень работ по каждому виду ремонта
ТЕКУЩИЙ РЕМОНТ: работы по подготовке резервуаров к зимнему или летнему периодам эксплуатации (проверка клапанов, снятие кассет огнепреградителей и др.), ремонт кровли, верхних поясов корпуса без применения огневых работ, ремонт оборудования, расположенного с наружной стороны резервуара; ремонт наружного защитного покрытия, изоляции (при необходимости).
СРЕДНИЙ РЕМОНТ: работы, связанные с зачисткой, дегазацией резервуара; замена отдельных листов корпуса, кровли, днища с применением сварочных и огневых работ, удаление дефектных сварных швов, ремонт или замена оборудования; выравнивание неравномерной просадки резервуара; полная ревизия резервуара, испытание на прочность и плотность отдельных узлов и резервуара в целом, работы по антикоррозионным покрытиям внутри и покраска резервуара снаружи (по необходимости), ремонт обвалования.
КАПИТАЛЬНЫЙ РЕМОНТ: работы, предусмотренные средним ремонтом, работы по замене большого объема дефектных частей корпуса, днища, кровли и оборудования; ремонт основания и отмостки, полная ревизия резервуара, испытание на прочность и плотность.
2.3.2. Периодичность для каждого вида ремонтов резервуаров устанавливается в соответствии с табл. 2.2.
Таблица 2.2
ПЕРИОДИЧНОСТЬ РЕМОНТОВ РЕЗЕРВУАРОВ
|
Вид ремонта |
Периодичность |
|
Текущий |
В соответствии с п. 2.3.3 |
|
Средний |
В соответствии с табл. 2.3 |
|
Капитальный |
По мере необходимости (п. 2.3.5) |
2.3.3. Текущий ремонт, как правило, проводится один раз в 6 месяцев, предпочтительно в периоды подготовки к зимней или летней эксплуатации резервуаров.
Для отдельных резервуаров вместимостью 1000 м3 и менее при хранении в них некоррозионных продуктов допускается проводить ремонт не реже одного раза в год при условии, что имеющийся опыт эксплуатации этих резервуаров подтверждает их надежное техническое состояние.
2.3.4. Периодичность средних ремонтов для резервуаров устанавливается в зависимости от их типа, конструкции, вместимости и фактической скорости коррозии их наиболее изнашиваемых основных несущих элементов (днища, стенки корпуса, кровли) в соответствии с табл. 2.3.
Таблица 2.3
ПЕРИОДИЧНОСТЬ ВНУТРЕННИХ ОСМОТРОВ (ВО)
И СРЕДНИХ РЕМОНТОВ (СР) СТАЛЬНЫХ ВЕРТИКАЛЬНЫХ РЕЗЕРВУАРОВ
(не реже 1 раза за период в годах)
|
Вместимость, м3 |
Скорости коррозии, мм/год |
||
|
До 0,1 |
От 0,1 до 0,3 |
Свыше 0,3 |
|
|
От V = 100 до V = 700 |
12 |
8 |
4 |
|
От V > 700 до V = 5000 |
10 |
6 |
3 |
|
От V > 5000 |
10 |
5 |
3 |
Примечания. 1. В отдельных случаях при техническом обосновании допускается увеличение периодичности среднего ремонта не более чем на 30% от указанной в таблице после осмотра и проверки технического состояния резервуара комиссией под руководством главного инженера предприятия.
2. Если по технологическим причинам необходимо останавливать резервуар на зачистку чаще, чем указано в табл. 2.3, то допускается ремонт совмещать с одной из зачисток.
3. Периодичность ремонтов резервуаров с плавающей крышей (понтоном) приведена в табл. 2.9 подраздела 2.6.
2.3.5. Срок капитального ремонта назначается для каждого резервуара на основании результатов эксплуатационных осмотров и ревизий с учетом его фактического износа, особенностей условий эксплуатации и анализа технического состояния.
2.3.6. На основании установленных сроков ежегодно составляются графики ремонтов резервуаров, которые утверждаются главным инженером предприятия. При включении каждого конкретного резервуара в график ремонтов на текущий год учитывается его техническое состояние.
2.3.7. При подготовке резервуара к ремонту и в процессе того или иного вида ремонта осуществляют ревизии резервуара и его оборудования. Результаты ревизии учитываются при составлении дефектной ведомости на резервуар.
2.3.8. Ревизия резервуара при текущем ремонте проводится путем внешнего осмотра корпуса, кровли, основания и наружного оборудования, учитывая требования п. п. 2.2.5 и 2.2.6. Результаты ревизии оформляют в соответствии с п. 2.2.8.
2.3.9. При среднем ремонте резервуара выполняются все операции по ревизии при текущем ремонте и кроме того:
1) внутренний осмотр поверхностей и сварных швов резервуара (днища, стенки) и оборудования, находящегося снаружи и внутри;
2) ревизия вспомогательного оборудования (арматуры, трубопроводов, средств КИПиА и др.) с частичной или полной разборкой;
3) осмотр стыковых швов окраек днища и швов в месте примыкания стенки корпуса к днищу (снаружи и внутри резервуара), а также сварных соединений стенки и кровли (в первую очередь в местах, подверженных коррозии, со следами потеков, деформаций); в этих местах рекомендуется провести выборочный контроль неразрушающими методами;
4) замер толщины металла стенок корпуса, днища, кровли;
5) контроль просадки резервуара путем нивелирования окрайки днища и центра резервуара;
6) проверка геометрической формы резервуара и вертикальности его стенки;
7) проверка состояния заземления и молниезащиты;
проверка противопожарного оборудования (пеновые камеры, стояки пенокамер, места присоединения пожарных шлангов к стоякам);
9) испытания на прочность и плотность (в случаях, если при ремонте проводились исправления просевшего основания и огневые работы на корпусе и днище, а также по требованию представителя технического надзора).
Примечания: 1. Для резервуаров, в которых по температурным условиям эксплуатации возможно интенсивное инееобразование и перекрытие дыхательных клапанов, выполняется проверка установки последних на коротком прямом штуцере диаметром не менее 200 мм или проводятся другие мероприятия, способствующие исправной работе дыхательных и предохранительных клапанов в зимнее время.
2. Проверка вертикальности стенки корпуса для резервуаров вместимостью 2000 м3 и более выполняется в период подготовки к ремонту, а также для всех резервуаров независимо от их вместимости в тех случаях, когда визуально наблюдаются нарушения геометрической формы и явные отклонения от вертикальности стенок.
3. Нивелировка производится для резервуаров вместимостью 2000 м3 и более не реже 1 раза в год в первые пять лет эксплуатации. В последующие годы нивелировка производится не реже 1 раза в 5 лет.
Для резервуаров вместимостью до 2000 м3, у которых основание стабилизировалось (что подтверждают протоколы неоднократных нивелировок), контрольные нивелировки можно производить не реже 1 раза в 10 лет.
2.3.10. В период капитального ремонта при ревизии выполняются те же операции, что и при среднем ремонте, кроме того, дополнительно:
1) проводится проверка осмотром всех стыковых вертикальных швов и мест пересечений вертикальных швов с горизонтальными двух нижних поясов внутри и снаружи резервуара с использованием лупы; сомнительные участки вертикальных стыков и места пересечений вертикальных швов с горизонтальными, а также все вновь сваренные при ремонте швы подвергаются радиографическому контролю;
2) стыковые швы окраек днища и швы в месте примыкания стенки корпуса к днищу подвергают проверке осмотром с применением лупы внутри и снаружи резервуара; для уточнения состояния сомнительных стыковых швов окрайки и пересечения стыков окрайки днища со швом в месте примыкания корпуса к днищу для резервуаров объемом 2000 м3 и выше необходимо проверить эти пересечения одним из способов: цветной дефектоскопией, просвечиванием рентгено-, гамма-лучами, ультразвуковым методом;
3) проводится 100%-ный наружный осмотр сварных соединений кровли, коробов, понтонов и плавающих крыш; дефектные участки подвергаются ремонту, после чего проводится проверка вакуум-камерой или керосиновой пробой на плотность;
4) проверяется состояние основания и отмостки, контролируется положение резервуара нивелирной съемкой до и после гидравлического испытания.
2.3.11. Ревизия резервуара при ремонтах проводится администрацией цеха с участием представителя технического надзора с привлечением при необходимости представителей других служб (КИПиА, ОГЭ).
2.3.12. Результаты ревизии оформляются «Актом ревизии и отбраковки элементов резервуара». Акт утверждается главным механиком предприятия или другим ответственным лицом по усмотрению технического руководства предприятия (рекомендуемая форма приведена в Приложении 2.2).
2.3.13. Если в результате ревизии появились сомнения в несущей способности отдельных конструкций или всего резервуара, то необходимо провести дополнительное обследование, которое включает контроль сварных стыков в большем объеме (в сомнительных местах и выборочно), проведение испытания механических свойств и химического состава металла образцов, вырезанных непосредственно из элементов резервуара, испытание на прочность и плотность, расчет на прочность.
При необходимости привлекаются специализированные организации.
Результаты ревизии и дополнительного обследования служат основанием для оценки технического состояния резервуара и решения вопроса о возможности и сроке его дальнейшей эксплуатации при полных или ограниченных эксплуатационных нагрузках.
2.4. МЕТОДЫ И СОДЕРЖАНИЕ РЕВИЗИЙ
2.4.1. При осмотре каждого вида резервуарного оборудования необходимо проверить:
1) герметичность разъемных соединений (фланцевых, резьбовых, сальниковых), а также мест примыкания арматуры к корпусу резервуара;
2) состояние крепежных деталей, прокладок, сальников и уплотнений в запорной арматуре;
3) исправность дыхательных клапанов, плавное движение и плотность посадки тарелок на гнезда, чистоту сеток клапанов; в клапане НДКМ — отсутствие разрыва фторопластового покрытия и обледенения внутренней поверхности, отсутствие инея, льда, разрыва мембраны, неисправности пружин амортизатора;
4) качество и уровень жидкости, чистоту сетчатой перегородки в гидравлическом (предохранительном) клапане, в клапане КПГ в зимнее время — отсутствие инея, льда на внутренней поверхности колпака; в мембранном клапане — состояние мембраны, чистоту соединений, уровень рабочей жидкости в блок-манометре;
5) исправность шарнира и прокладочных колец в замерном люке;
6) чистоту пакетов с гофрированными пластинами, плотность и герметичность крышки в огневом предохранителе;
7) исправность, герметичность змеевиковых пароподогревателей у резервуаров с подогревом продукта;
наличие и исправность диафрагмы и гаек с прокладками на концах пенопроводов в пеносливной камере у резервуаров с пенотушением;
9) правильность действия хлопушки или подъемной шарнирной трубы (подъем должен быть плавным и легким) в приемораздаточных патрубках; исправность состояния троса и крепления его к лебедке;
10) правильность показаний прибора замера уровня.
2.4.2. Внутренний осмотр резервуара проводится после полного освобождения его от продуктов и отсоединения трубопроводов путем установки заглушек, зачистки, промывки, пропарки и полной дегазации резервуара.
При внутреннем осмотре проверяются:
1) внутренние поверхности и сварные соединения стенок, кровли, днища, мест примыкания корпуса к днищу снаружи и внутри, места врезки люков и резервуарного оборудования;
2) исправность внутреннего оборудования;
3) состояние элементов перекрытия (радиальных балок, стропильных полуферм и др.), для чего в случае необходимости производится вырезка участков кровли размером 0,5 x 0,5 м в местах примыкания фермы к корпусу и других местах по усмотрению службы технического надзора;
4) состояние внутреннего антикоррозионного покрытия или элементов протекторной защиты.
2.4.3. Проверка толщины листовых элементов резервуара выполняется путем замера фактической толщины листов металла ультразвуковыми толщиномерами.
Работы по измерению толщины стенок ультразвуковыми толщиномерами выполняют согласно инструкциям на эти приборы и «Инструкции по ультразвуковому контролю сварных соединений технологического оборудования» (РДИ 38.18.002-83), разработанной ВНИКТИнефтехимоборудование (Волгоград, 1983) [34].
Измерение фактической толщины листов элементов резервуаров производится в местах наибольшего и наименьшего коррозионного износа, определяемого внешним осмотром.
СТЕНКА РЕЗЕРВУАРА: измеряются толщины листов на 2 нижних поясах, в первую очередь в местах, подверженных коррозии, затем выборочно на остальной поверхности листов, но не менее чем указано ниже для резервуаров вместимостью:
от 100 м3 до 1000 м3 — в 3 листах;
от 1000 м3 до 5000 м3 — в 6 листах;
10000 м3 и более — в листах, равномерно расположенных по периметру, не реже чем через 12 м.
На каждом следующем поясе проверяются толщины во всех местах с явной коррозией; при отсутствии последней — в точках по усмотрению службы технического надзора, но не менее чем на 3 — 4 листах, равномерно выбранных по периметру.
При контроле толщины стенки лист измеряется не менее чем в 3 точках (вблизи верхнего горизонтального сварного шва, в середине пояса и вблизи нижнего сварного шва).
За фактическую толщину листа принимается средняя арифметическая величина из всех его измерений. При расчетной оценке прочности пояса стенки используется минимальная величина из всех измеренных его листов.
ДНИЩЕ: измеряется толщина во всех местах, подверженных коррозии; в необходимых случаях для уточнения зон коррозионного износа выполняют дополнительный объем измерений, используя координатную сетку (100 x 100 мм); при отсутствии видимых следов коррозии замер толщины производят выборочно по усмотрению службы технического надзора, но не менее 30% листов, равномерно расположенных по всей площади.
КРОВЛЯ: измеряется толщина всех листов, подверженных коррозии; при отсутствии видимой коррозии замер толщин производят выборочно по усмотрению службы технического надзора, но не менее чем в 3 — 4 листах примыкания кровли к стенке (краевых листах), равномерно расположенных по периметру, и на каждом из 3 — 4 перекрещивающихся диаметров по 3 точки.
2.4.4. Проверка вертикальности стенки резервуара производится геодезическим методом при помощи теодолита.
Кроме того, замер отклонений образующих стенки резервуара от вертикали можно производить также отвесом с грузом, который спускается с кровли в местах, расположенных по периметру резервуара, не реже чем через 6 м.
Величины допускаемых отклонений образующих стенки резервуара указаны в п. 2.5.4 (табл. 2.7) данной «Инструкции».
2.4.5. Проверка состояния днища резервуара включает:
1) нивелировку окрайки днища;
2) проверку наличия хлопунов, вмятин;
3) проверку состояния сварных швов, коррозионного состояния листов днища, замер толщины листов.
2.4.6. Нивелировка по окрайке днища выполняется для определения горизонтальности наружного контура днища с помощью прибора (нивелира).
Допускаемые отклонения наружного контура днища приведены в подразделе 2.5, табл. 2.6 настоящей «Инструкции».
Нивелировка наружного контура днища резервуара проводится в теплое время года.
Резервуар должен иметь строго зафиксированные контрольные точки по окрайке днища, расположенные через каждые 6 м. При этом каждый резервуар имеет:
|
вместимостью |
1000 м3 |
— |
6 |
контрольных |
точек |
|
-«- |
2000 м3 |
— |
8 |
-«- |
-«- |
|
-«- |
3000 м3 |
— |
10 |
-«- |
-«- |
|
-«- |
5000 м3 |
— |
12 |
-«- |
-«- |
|
-«- |
10000 м3 |
— |
18 |
-«- |
-«- |
|
-«- |
20000 м3 |
— |
24 |
-«- |
-«- |
2.4.7. Проверку наличия хлопунов, вмятин и других неровностей в днище выполняют путем нивелирной съемки или наливом воды до уровня наивысшей точки днища и последующего измерения расстояния от днища до поверхности воды. Измерение производят не менее чем в 6 точках по окрайкам и не менее чем в 8 точках полотнища днища, равномерно расположенных на 2 — 3 перекрещивающихся диаметрах.
2.4.8. Контроль качества сварных соединений при ревизии и ремонте резервуара осуществляется в соответствии с требованиями действующих государственных, отраслевых стандартов, строительных норм и правил [17 — 22, 24, 28 — 30, 34, 35, 64].
Контроль качества сварных соединений включает:
1) наружный осмотр;
2) испытание на герметичность керосином, вакуум-камерой и другими способами;
3) неразрушающие методы контроля.
Наружному осмотру подвергаются 100% всех сварных соединений, выполненных при ремонтных работах. Осмотр производят невооруженным глазом и в сомнительных участках — через лупу 6 — 8-кратного увеличения для выявления возможных дефектов.
Испытанию на герметичность подвергаются все сварные соединения, выполненные в период ремонтных работ.
Все вновь сваренные при ремонте швы должны быть подвергнуты радиографическому или ультразвуковому контролю.
2.4.9. Резервуары низкого давления после монтажа испытываются в соответствии со СНиП 3.03.01-87 [64] на прочность и устойчивость избыточным давлением, которое принимается на 25% больше проектной величины, а вакуумом — на 50% больше проектной величины, если в проекте нет других указаний; продолжительность нагрузки при этом 30 минут.
Стационарная крыша резервуара испытывается при полностью заполненном водой резервуаре на давление, превышающее проектное на 10%. Давление создается либо непрерывным заполнением резервуара водой при закрытых люках и штуцерах, либо нагнетанием сжатого воздуха. Контроль давления осуществляется U-образным манометром, выведенным по отдельному трубопроводу за обвалование.
Испытание резервуаров повышенного давления производят в соответствии с требованиями, приведенными в проекте, с учетом их конструктивных особенностей.
Испытание резервуара без давления производят только на расчетную гидростатическую нагрузку наливом воды до высоты, предусмотренной проектом.
2.4.10. Каждый резервуар после ремонта, как правило, должен быть проверен на плотность и прочность путем налива воды до высоты, предусмотренной проектом или определенной расчетом.
Примечание. Для резервуаров, в которых хранятся тяжелые продукты (удельный вес которых равен или более удельного веса воды), испытания на прочность проводятся по специальным методикам.
Гидравлическое испытание рекомендуется проводить при температуре окружающего воздуха не ниже 5 °C.
Резервуар, залитый водой, испытывают с выдерживанием под этой нагрузкой (без избыточного давления):
вместимостью до 10000 м3 — не менее 24 часов;
свыше 10000 м3 — не менее 72 часов.
2.4.11. По мере заполнения резервуара водой необходимо наблюдать за состоянием конструкций и сварных швов.
При обнаружении течи из-под края днища или появлении мокрых пятен на поверхности отмостки необходимо прекратить испытание, слить воду, установить и устранить причину течи.
Если в процессе испытания будут обнаружены свищи, течи и трещины в швах стенки (независимо от величины дефекта), испытание должно быть прекращено и вода слита до уровня:
а) при обнаружении дефекта в поясах от I до VI — на один пояс ниже расположения дефекта;
б) при обнаружении трещин в поясах от VII и выше — до V пояса.
После устранения обнаруженных дефектов испытания должны быть продолжены, а в случае полного слива воды — повторены.
2.4.12. Резервуар считается выдержавшим гидравлическое испытание, если в процессе испытания и по истечении установленного времени испытания на поверхности стенки резервуара, в сварных швах, по краям днища или из-под днища не появится течи, мокрых пятен на отмостке и если уровень воды не будет снижаться.
2.5. ДОПУСКАЕМЫЕ ОТКЛОНЕНИЯ И НОРМЫ ОТБРАКОВКИ
ЭЛЕМЕНТОВ РЕЗЕРВУАРОВ
2.5.1. Допускаемые отклонения фактических размеров оснований и фундаментов при монтаже и эксплуатации новых резервуаров от проектных не должны превышать величин, приведенных в табл. 2.4.
Таблица 2.4
|
Отклонение |
Предельное отклонение, мм, для резервуаров объемом, м3 |
||
|
100 — 700 |
1000 — 5000 |
10000 — 50000 |
|
|
1. Отклонение отметки центра основания при плоском основании |
0; +20 |
0; +30 |
0; +50 |
|
с подъемом к центру |
0; +40 |
0; +50 |
0; +60 |
|
с уклоном к центру |
0; -40 |
0; -50 |
0; -60 |
|
2. Отклонение отметок поверхности периметра основания, определяемых в зоне расположения окрайков |
+10 |
+15 |
— |
|
3. Разность отметок любых несмежных точек основания |
20 |
25 |
— |
|
4. Отклонение отметок поверхности кольцевого фундамента |
— |
— |
+/- 8 |
|
5. Разность отметок любых несмежных точек кольцевого фундамента |
— |
— |
15 |
|
6. Отклонение ширины кольцевого фундамента (по верху) |
— |
— |
+50; 0 |
|
7. Отклонение наружного диаметра кольцевого фундамента |
— |
— |
+60; -40 |
|
8. Отклонение толщины гидроизоляционного слоя на бетонном кольце в месте расположения стенки резервуаров |
— |
— |
+5 |
2.5.2. Допускаемые отклонения фактических геометрических размеров и форм стальных конструкций новых резервуаров при монтаже и эксплуатации не должны превышать значений, приведенных в табл. 2.5.
Таблица 2.5
|
Отклонение |
Допускаемое отклонение, мм |
|
|
Днище |
||
|
1. Отклонение отметок наружного контура в зависимости от объема резервуара |
Табл. 2.6 |
|
|
2. Высота хлопунов при диаметре днища: |
||
|
до 12 м (предельная площадь хлопуна 2 м2) |
150 |
|
|
св. 12 м (предельная площадь хлопуна 5 м2) |
180 |
|
|
Стенка |
||
|
3. Отклонение величины внутреннего радиуса резервуара на уровне днища от проектной: |
||
|
при радиусе до 12 м включительно |
+/- 20 |
|
|
при радиусе свыше 12 м |
+/- 30 |
|
|
4. Отклонение высоты стенки от проектной, смонтированной: |
||
|
из рулонных заготовок высотой: |
до 12 м |
+/- 20 |
|
до 18 м |
+/- 25 |
|
|
из отдельных листов |
+/- 30 |
|
|
5. Отклонение образующих от вертикали |
Табл. 2.7 |
|
|
6. Выпучины или вмятины на поверхности вдоль образующей |
Табл. 2.8 |
|
|
Крыша |
||
|
7. Разность отметок смежных узлов верха радиальных балок и ферм на опорах |
20 |
2.5.3. Допускаемые отклонения наружного контура днища:
Таблица 2.6
|
Объем резервуара, м3 |
Разность отметок, мм |
|||
|
при незаполненном |
при заполненном |
|||
|
смежных точек на расстоянии 6 м по периметру |
любых других точек |
смежных точек на расстоянии 6 м по периметру |
любых других точек |
|
|
Менее 700 |
10 |
25 |
20 |
40 |
|
700 — 1000 |
15 |
40 |
30 |
60 |
|
2000 — 5000 |
20 |
50 |
40 |
80 |
|
10000 — 20000 |
15 |
45 |
35 |
75 |
|
30000 — 50000 |
30 |
60 |
50 |
100 |
Примечание. При превышении допускаемых отклонений в соответствующих местах под днищем подбивают гидрофобный грунт.
2.5.4. Предельные отклонения от вертикали образующих стенки резервуаров (+/-), мм:
Таблица 2.7
|
Вместимость резервуара, м3 |
Номер пояса, начиная с нижнего |
|||||||||||
|
I |
II |
III |
IV |
V |
VI |
VII |
VIII |
IX |
X |
XI |
XII |
|
|
100 — 700 |
10 |
20 |
30 |
40 |
45 |
50 |
— |
— |
— |
— |
— |
— |
|
1000 — 5000 |
15 |
25 |
35 |
45 |
55 |
60 |
65 |
70 |
75 |
80 |
— |
— |
|
10000 — 20000 |
20 |
30 |
40 |
50 |
60 |
70 |
75 |
80 |
85 |
90 |
90 |
90 |
|
30000 — 50000 |
30 |
40 |
50 |
60 |
70 |
75 |
80 |
85 |
90 |
90 |
90 |
90 |
Примечания. 1. Предельные отклонения даны для стенок из листов шириной 1,5 м. В случае применения листов другой ширины предельные отклонения образующих стенки от вертикали на уровне всех промежуточных поясов следует определять интерполяцией.
2. Замеры отклонений производят для каждого пояса на расстоянии до 50 мм от верхнего горизонтального шва.
3. Проверку отклонений производят не реже чем через 6 м по окружности резервуара.
4. При определении отклонений учитывают телескопичность стенки резервуаров, смонтированных полистовым способом.
5. Указанные в таблице отклонения должны удовлетворять 75% произведенных замеров по образующим. Для остальных 25% замеров допускаются предельные отклонения на 30% больше с учетом их местного характера.
6. Для отдельных резервуаров, эксплуатирующихся не более 25 лет и имеющих отклонения от вертикали выше указанных в табл. 2.7 и примечании 5, допускается временная эксплуатация на основании заключения специализированной организации при условии, что эти отклонения не прогрессируют.
2.5.5. Для резервуаров, находящихся в эксплуатации длительное время (более 25 лет), допускаются отклонения от вертикали выше указанных в табл. 2.7 (но не более чем вдвое), при условии их стабилизации и отсутствия значительных (неплавных) переломов в нижних поясах корпуса.
2.5.6. Допускаемые выпучины или вмятины на поверхности стенки вдоль образующей (для новых резервуаров):
Таблица 2.8
|
Расстояние от нижнего до верхнего края выпучины или вмятины, мм |
Допускаемая величина, мм |
|
До 1500 включительно |
15 |
|
1500 — 3000 |
30 |
|
3000 — 4000 |
45 |
2.5.7. Для длительно эксплуатирующихся резервуаров местные отклонения стенки корпуса при наполненном резервуаре не должны превышать следующих величин:
1) стрела прогиба каждого пояса в пределах его высоты — 15 мм;
2) отклонения поверхности вмятины или выпучины корпуса от прямой, соединяющей нижний и верхний края деформированного участка вдоль образующей, без учета стрелы прогиба пояса при длине дефектного места:
до 1500 мм — 20 мм;
от 1500 до 3000 мм — 35 мм;
от 3000 до 4500 мм — 45 мм;
от 4500 до 6000 мм — 60 мм;
3) глубина вмятин в пределах двух верхних поясов не более 200 мм;
4) размер стрелы прогиба горизонтального гофра:
|
не более |
30 мм |
при толщине листов |
4 мм; |
|
-«- |
40 мм |
-«- |
5 мм; |
|
-«- |
50 мм |
-«- |
6 мм; |
|
-«- |
60 мм |
-«- |
7 — 8 мм. |
При размерах гофра больше допускаемых участок с гофром подлежит исправлению.
2.5.8. Недопустимы резкие неплавные переломы в нижних поясах корпуса, которые дают «хлопки» при заливе и сливе продукта.
2.5.9. Допустимые величины осадки основания и хлопунов днища резервуаров, длительное время находящихся в эксплуатации, не должны превышать следующих величин:
1) отклонения от горизонтальности наружного контура днища (окрайки) резервуаров вместимостью от 2000 м3 до 10000 м3 для двух соседних точек с расстоянием 6 м — не более 80 мм, для диаметрально противоположных точек — не более 150 мм;
для резервуаров вместимостью 700 — 1000 м3 величины отклонений не должны превышать 75%, а для резервуаров 100 — 400 м3 — 50% от величин, указанных выше;
2) высота хлопунов на днище:
— не более 200 мм при предельной площади 2 м2;
— не более 220 мм при предельной площади 5 м2.
При отклонениях основания более указанных или при наличии зон днищ с большей высотой хлопунов (или меньшей площадью хлопунов), а также при наличии местного перелома (угла) на поверхности листа, образованного резким изгибом, основание и днище подлежат исправлению.
Примечания: 1. Повторная нивелирная съемка должна производиться по возможности в точках, в которых выполнялась первая съемка.
2. Если максимальная осадка основания для диаметрально противоположных точек превышает допустимые не более чем на 100 мм, но на протяжении ряда лет не увеличивается (стабилизировалась), то исправление не производится.
3. Результаты нивелирной съемки фиксируются на специальной схеме, прикладываемой к «Акту ревизии и отбраковки элементов резервуара».
2.5.10. По внешнему виду сварные швы должны удовлетворять следующим требованиям:
1) иметь гладкую или равномерно чешуйчатую поверхность (без наплывов, прожогов, сужений и прерывов) и плавный переход к основному металлу;
2) наплавленный металл должен быть плотным по всей длине шва, не иметь трещин и дефектов в виде пор, шлаковых включений и т.п.;
3) подрезы основного металла на продольных вертикальных швах нижних поясов стенки резервуаров не допускаются.
На остальных продольных и всех поперечных швах допустимыми могут быть лишь следующие наружные дефекты:
подрезы глубиной до 5% толщины свариваемого проката, но не более 1 мм;
удлиненные и сферические одиночные дефекты глубиной до 10% толщины свариваемого проката, но не более 3 мм (при длине — до 20% длины оценочного участка <*>);
дефекты удлиненные сферические в виде цепочки или скопления глубиной до 5% толщины свариваемого проката, но не более 2 мм (при длине — до 20% длины оценочного участка); длина цепочки или скопления — не более удвоенной длины оценочного участка;
дефекты (непровары, цепочки и скопления пор), соседние по длине шва (расстояние между близлежащими концами не менее 200 мм);
4) отклонения размеров швов сварных соединений от проектных не должны превышать величин, указанных в стандартах [16 — 22].
———————————
<*> Длина оценочного участка выбирается из табл. 2 Приложения 2.8.
2.5.11. Допустимые размеры дефектов и допустимые отклонения в сварных швах, обнаруживаемые неразрушающими (физическими) методами контроля (радиографическим, ультразвуковым), должны быть в соответствии с действующими стандартами и правилами (ГОСТ 7512-82 [29], ГОСТ 23055-78 [30], СНиП 3.03.01-87 [64] и др.) и приведены в Приложении 2.8.
В соединениях, доступных сварке с двух сторон, а также в соединениях на подкладках суммарная площадь дефектов (наружных, внутренних или тех и других одновременно) на оценочном участке не должна превышать 5% площади продольного сечения сварного шва на этом участке.
В соединениях без подкладок, доступных сварке только с одной стороны, суммарная площадь всех дефектов на оценочном участке не должна превышать 10% площади продольного сечения сварного шва на этом участке.
Обнаруженные в результате контроля недопустимые дефекты необходимо устранить, а участки шва с недопустимыми дефектами вновь заварить и проконтролировать.
2.5.12. После выполнения толщинометрии замеренные толщины листов металла сравниваются с отбраковочными, установленными для различных элементов резервуара.
2.5.13. Отбраковочная толщина листов для каждого пояса стенки резервуара определяется по формуле:
где:
![]() — отбраковочная толщина листов, вычисленная для каждого пояса стенки; если отбраковочная величина получилась менее 2 мм, то она принимается равной 2 мм; для резервуаров вместимостью свыше 5000 м3 отбраковочная толщина трех верхних поясов должна быть не менее проектной, уменьшенной на 30%;
— отбраковочная толщина листов, вычисленная для каждого пояса стенки; если отбраковочная величина получилась менее 2 мм, то она принимается равной 2 мм; для резервуаров вместимостью свыше 5000 м3 отбраковочная толщина трех верхних поясов должна быть не менее проектной, уменьшенной на 30%;
 — удельный вес хранимого продукта, МН/м3;
— удельный вес хранимого продукта, МН/м3;
r — плотность хранимого продукта, кг/м3;
g — ускорение свободного падения, м/с2;
Hi — расчетная высота столба жидкости (м), определяемая для каждого пояса и равная расстоянию от установленного максимального уровня налива жидкости Hн до нижней кромки рассчитываемого пояса.
При условии равенства высот каждого пояса:
Hi = Hн — (i — 1)hп,
где:
i — номер рассчитываемого пояса, i = 1, 2, 3, 4,…, 8;
Hн — установленная высота уровня налива жидкости в резервуаре, м;
hп — высота пояса резервуара, м;
p — избыточное давление под кровлей резервуара, МПа;
D — диаметр резервуара, м;
ni — коэффициент перегрузки по жидкости, принимаемый равным 1,1;
n2 — коэффициент перегрузки по газу, принимаемый равным 1,2;
m — коэффициент условий работы, принимаемый в соответствии со СНиП 2.09.03-85 [10]:
для нижнего пояса m = 0,7;
для остальных поясов m = 0,8;
![]() — расчетный коэффициент прочности, принимаемый для вертикальных швов различных типов сварных соединений с учетом способов их контроля по соответствующей технической документации (проектной и др.) или в соответствии с Приложением 2.3;
— расчетный коэффициент прочности, принимаемый для вертикальных швов различных типов сварных соединений с учетом способов их контроля по соответствующей технической документации (проектной и др.) или в соответствии с Приложением 2.3;
K — коэффициент надежности по материалу, принимаемый в соответствии со СНиП II-23-81 [7] в зависимости от марки стали: для углеродистой и низколегированной сталей K = 1,05;
Rн — нормативное сопротивление (МПа) прокатной стали, равное минимальному значению предела текучести стали листов, выбираемое по СНиП II-23-81 [7]; если имеющиеся сертификатные данные металла листов соответствуют ГОСТ, то  где
где ![]() — предел текучести, принимается по этому ГОСТу; при наличии сведений о механических свойствах и химическом составе каждого листа рассматриваемого пояса в формулу отбраковки допускается подставлять
— предел текучести, принимается по этому ГОСТу; при наличии сведений о механических свойствах и химическом составе каждого листа рассматриваемого пояса в формулу отбраковки допускается подставлять  где
где ![]() — минимальный предел текучести из всех листов этого пояса, МПа.
— минимальный предел текучести из всех листов этого пояса, МПа.
Примечания: 1. При изменении или уточнении отдельных исходных данных (например, замене продукта, скорости коррозии, высоты уровня наполнения резервуара и др.) необходимо произвести уточненный расчет отбраковочных величин стенки для каждого конкретного резервуара.
2. При среднем или капитальном ремонте в случае испытания резервуара на прочность наливом воды необходимо уточнить отбраковочные толщины листов стенки с учетом удельного веса воды. Если при этом отбраковочные толщины окажутся больше фактических, испытание проводить при сниженном уровне налива воды, определяемого расчетом.
3. Для отдельных резервуаров значения некоторых коэффициентов и других величин, входящих в эту формулу, принимаются с учетом результатов дополнительного обследования и комплексной оценки прочности несущих элементов резервуаров с участием специализированной организации.
2.5.14. При среднем или капитальном ремонте замене подлежат все листы поясов стенки, фактическая толщина которых менее полученной в результате расчета отбраковочной величины.
2.5.15. Если листы с уменьшенной толщиной не заменяются, то необходимо выполнить конструктивное усиление стенки или снизить уровень налива продукта до высоты, при пересчете на которую отбраковочная величина будет уже меньше фактической толщины. Допустимая высота налива определяется расчетом.
Конструктивное усиление резервуара можно осуществить в соответствии с «Рекомендациями по восстановлению несущей способности стальных вертикальных резервуаров путем их усиления», разработанными во ВНИКТИнефтехимоборудование [84].
2.5.16. Листы днища резервуара отбраковываются по толщине при сплошном коррозионном износе на 30% и более от проектной величины, а также при наличии местных переломов (углов) на поверхности листа, образованных резкими изгибами.
2.5.17. Листы кровли резервуара отбраковываются и заменяются при коррозионном износе на 50% и более от проектной величины, а также с переломами и резкими изгибами.
2.5.18. Несущие конструкции покрытий (фермы, прогоны, балки) резервуара отбраковываются при уменьшении толщины профиля на 30% и более от проектной величины.
2.5.19. Участки днища, стенки, кровли резервуара, имеющие дефекты в сварных швах и в основном металле в виде трещин, расслоений, значительных коррозионных повреждений, а также с резкими изгибами и переломами, подлежат удалению.
Размер участков, подлежащих удалению, определяется в зависимости от конкретных размеров, количества и расположения дефектов и выбранного метода ремонта.
2.5.20. Отмостка вокруг резервуара должна иметь необходимый уклон, обеспечивающий отвод воды в сторону кольцевого лотка.
При наличии в отмостке дефектов в виде трещин поврежденные участки необходимо исправлять с учетом следующих требований:
1) нижний утор резервуара должен быть выше окружающей отмостки и должен быть обеспечен отвод атмосферных осадков от резервуара;
2) не допускается наличие всякой растительности и скопление воды и снега у контура резервуара;
3) для старых резервуаров там, где невозможно обеспечить положение отметки нижнего утора выше окружающей отметки, необходимо выполнить мероприятия, обеспечивающие возможность просмотра утора и отвода атмосферных вод от него.
2.5.21. Обвалование должно соответствовать проекту. Поврежденное обвалование или не удовлетворяющее противопожарным нормам подлежит исправлению.
2.6. ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ И ТЕХНИЧЕСКОГО НАДЗОРА
ЗА РЕЗЕРВУАРАМИ С ПЛАВАЮЩЕЙ КРЫШЕЙ ИЛИ ПОНТОНОМ
2.6.1. НАДЗОР В ПЕРИОД ЭКСПЛУАТАЦИИ
2.6.1.1. Приемка резервуаров с плавающей крышей или понтоном в эксплуатацию после монтажа или ремонта производится в соответствии с п. п. 2.1.2 — 2.1.3. Кроме того, должна быть представлена техническая документация на плавающие крыши (металлические и неметаллические понтоны), на конструкцию уплотняющих затворов и акты испытаний на герметичность коробов плавающей крыши (понтона) после их монтажа, а также документы, подтверждающие применение в плавающих крышах, понтонах, затворах и в другом резервуарном оборудовании синтетических, резинотехнических или других полимерных материалов, отвечающих специальным техническим требованиям для каждого конкретного вида изделия и удовлетворяющих требованиям охраны труда и пожарной безопасности.
2.6.1.2. Осмотр резервуаров с плавающей крышей (понтоном) в процессе эксплуатации производится:
1) ежесменно (ежедневно) — обслуживающим персоналом с записью в вахтовом журнале, а также, независимо от этого, перед каждым наполнением или опорожнением;
2) еженедельно — лицом, ответственным за безопасную эксплуатацию резервуаров, или механиком с росписью и отражением отмеченных замечаний в вахтовом журнале, также рекомендуется производить осмотр резервуаров указанными лицами в соответствии с п. 2.6.1.3 в периоды резкой смены погоды и температуры (после метели, заморозков или оттепели);
3) периодически, не реже 1 раза в 3 месяца — комиссией в составе начальника цеха (парка), механика и представителя технического надзора. При этом привлекаются представители служб главного энергетика, КИПиА и техники безопасности.
Осмотр комиссией производится в соответствии с графиком, утвержденным главным инженером предприятия.
Примечание. Осмотр комиссией резервуаров вместимостью 1000 м3 и ниже допускается проводить не реже одного раза в 6 месяцев при условии, что имеющийся опыт эксплуатации этих резервуаров подтверждает их надежное техническое состояние.
2.6.1.3. При ежесменном (ежедневном) и еженедельном осмотрах необходимо проверить:
1) положение плавающей крыши (понтона), ее горизонтальность — отсутствие видимого крена;
2) отсутствие продукта или воды в коробах и центральной части плавающей крыши, на понтоне; в зимнее время — наличие снега на плавающей крыше.
При обнаружении жидкости в коробах и центральной части плавающей крыши (на понтоне) необходимо выяснить причины этого и срочно принять меры к их опорожнению.
Не допускается накопление снега на плавающей крыше толщиной более 0,1 м и односторонний нанос снега или односторонняя наледь на стенке резервуара;
3) плотность прилегания затворов к стенке резервуара; в зимнее время — отсутствие примерзания уплотняющего затвора к стенкам резервуара;
4) наличие следов касания плавающей крыши (понтона) о стенки резервуара;
5) состояние кольцевого уплотняющего затвора;
6) состояние системы водоспуска с центральной части крыши, положение задвижки водоспуска (задвижка должна быть открыта);
7) состояние системы заземления;
состояние катучей лестницы;
9) общее внешнее состояние резервуара в соответствии с п. 2.2.2.
Обо всех замеченных при осмотре неполадках и дефектах следует немедленно сообщить руководству цеха (парка), принять необходимые меры к устранению, сделать соответствующую запись в вахтовом журнале.
2.6.1.4. Осмотр арматуры и оборудования резервуаров (сифонных кранов, задвижек, огнепреградителей, хлопушек, лестниц, водоспуска) производится механиком или лицом, ответственным за безопасную эксплуатацию резервуаров, не реже двух раз в месяц.
2.6.1.5. При периодическом осмотре комиссией, кроме указанного в п. 2.2.5, проверяется:
1) оснащение и работа специальных средств автоматики и приборов (сигнализаторов уровня, дистанционных сигнализаторов загазованности над плавающей крышей, сигнализаторов верхнего положения понтона, сигнализатора максимального аварийного уровня, передающего сигнал на отключение насосного оборудования при достижении предельного уровня, и др.);
2) техническое состояние понтона (через световой или монтажный люк), плавающей крыши (с верхней площадки резервуара), уплотняющего затвора, катучей лестницы, системы заземления;
3) герметичность коробов и отсеков;
4) погружение плавающей крыши.
Погружение плавающей крыши не должно превышать 300 мм;
5) состояние окраски плавающей крыши (проверяется 2 раза в год — весной и осенью);
6) фактическое состояние резервуара, правильность ведения технической документации и технологического режима в соответствии с требованиями п. 2.2.5.
2.6.1.6. При осмотре резервуаров в осенний период (при подготовке к зиме) или в зимний период необходимо проверить дополнительно наличие снега на крыше и ее положение (отсутствие крена), отсутствие примерзания уплотняющего затвора к стенке или односторонней наледи на стенке резервуара.
Результаты осмотра оформляются актом в соответствии с п. 2.2.8.
2.6.2. ВИДЫ, ОБЪЕМ РЕМОНТОВ, РЕВИЗИЙ И ИХ ПЕРИОДИЧНОСТЬ
2.6.2.1. При выполнении ремонтных работ и ревизий резервуаров с плавающей крышей или понтоном должны соблюдаться требования подраздела 2.3 и настоящего подраздела.
2.6.2.2. Перечень работ по каждому виду ремонта — см. п. 2.3.1; кроме того, выполняются:
в средний ремонт — работы по замене отдельных листов коробов и центральной части плавающей крыши, понтона, уплотняющих затворов;
в капитальный ремонт — работы по частичной или полной замене плавающей крыши, понтона.
2.6.2.3. Периодичность ремонтов резервуаров с плавающей крышей или понтоном:
1) текущие ремонты — не реже одного раза в год;
2) средние ремонты — в соответствии с табл. 2.9, в зависимости от вместимости и фактической скорости коррозии наиболее изношенных элементов;
3) капитальный ремонт — по мере необходимости.
Таблица 2.9
ПЕРИОДИЧНОСТЬ СРЕДНИХ РЕМОНТОВ РЕЗЕРВУАРОВ
С ПЛАВАЮЩЕЙ КРЫШЕЙ ИЛИ ПОНТОНОМ
(не реже одного раза за период в годах)
|
Вместимость, м3 |
Скорость коррозии, мм/год |
||
|
до 0,1 |
от 0,1 до 0,3 |
свыше 0,3 |
|
|
От V >= 100 до V = 700 |
10 |
6 |
3 |
|
От V > 700 до V = 5000 |
8 |
5 |
3 |
|
От V > 5000 до V = 20000 |
6 |
4 |
3 |
|
От V > 20000 |
5 |
4 |
3 |
Примечание. В отдельных случаях допускается увеличение периодичности среднего ремонта не более чем на 30% от указанной в таблице после осмотра и проверки технического состояния резервуара комиссией под руководством главного инженера предприятия.
2.6.2.4. Ревизия резервуаров с плавающей крышей (понтоном) при текущем ремонте выполняется без освобождения от хранимого продукта путем внешнего осмотра в соответствии с требованиями п. п. 2.6.1.3 — 2.6.1.5.
2.6.2.5. В период проведения среднего ремонта при ревизии должны выполняться следующие работы по проверке технического состояния плавающей крыши (понтона):
1) визуальный осмотр основных элементов резервуаров с плавающей крышей (понтоном);
2) замер толщины стенок коробов и центральной части крыши понтона;
3) проверка технического состояния уплотняющих затворов;
При затворе фирмы «Виггинс» — проверка на герметичность заделки зазоров в отверстиях для крепления затвора к стенке коробов (уплотнение болтов);
4) измерения зазоров между понтоном или плавающей крышей и стенкой резервуара;
5) операции, указанные в п. 2.3.9.
Примечание. Замер толщин стенок корпуса, кровли, коробов и центральной части плавающих крыш рекомендуется проводить дополнительно, не реже одного раза между средними ремонтами.
2.6.2.6. В период проведения капитального ремонта при ревизии выполняются все операции, перечисленные в п. 2.3.10 и п. 2.6.2.5, кроме того, проводится 100%-ный наружный осмотр сварных соединений понтона и плавающей крыши. После ремонта дефектных участков — проверка сварных швов вакуум-камерой или керосиновой пробой на герметичность.
2.6.3. МЕТОДЫ И СОДЕРЖАНИЕ РЕВИЗИЙ
2.6.3.1. При ревизии резервуаров с плавающей крышей или понтоном должны соблюдаться требования подраздела 2.4 и настоящего подраздела.
2.6.3.2. Визуальный осмотр поверхности понтона проводится через люк-лаз в третьем поясе резервуара (в нижнем положении понтона), а осмотр плавающей крыши — с верхней площадки резервуара.
При этом проверяются:
1) плотность прилегания уплотняющего затвора понтона или плавающей крыши к стенке резервуара, к центральной стойке или другим направляющим стойкам, трубам пробоотборника ПСР, УДУ;
2) нет ли отпотин или нефтепродукта на ковре понтона или плавающей крыши или в коробах;
3) горизонтальность поверхности понтона (отсутствие видимого крена);
4) надежность крепления к понтону или плавающей крыше и исправность проводов для отвода статического электричества;
5) исправность катучей лестницы, водоспуска и другого оборудования, установленного на плавающей крыше.
2.6.3.3. Полный осмотр понтона или плавающей крыши производится в ремонт при положении их на настенных кронштейнах или опорных стойках.
При этом необходимо проверить:
1) чистоту поверхности понтона или плавающей крыши — отсутствие продуктов коррозии, грязи;
2) толщину металла коробов и центральной части плавающей крыши или понтона;
3) состояние несущих конструкций плавающей крыши или понтона (ферм, прогонов, балок, щитов, настила);
4) сварные швы коробов и центральной части понтона или плавающей крыши;
5) исправность оборудования, установленного на понтоне или плавающей крыше (клапанов, УДУ, ПСР и др.);
6) исправность работы конструкций уплотняющего затвора, состояние петлевого затвора между понтоном или плавающей крышей и стенкой резервуара;
7) исправность устройства для отвода статического электричества, устройства водоспуска, катучей лестницы и других устройств плавающей крыши.
2.6.3.4. При капитальном ремонте резервуаров с плавающей крышей или понтоном в случае ремонта понтона или плавающей крыши необходимо выполнить следующие замеры:
1) отклонений от вертикали направляющих стоек плавающей крыши или понтона.
Вертикальность направляющих плавающей крыши (понтона) проверяется с помощью отвеса, опущенного от верха направляющей до верха коробов;
2) отклонений от вертикали наружного кольцевого листа коробов плавающей крыши или понтона.
Измерение отклонения производится с помощью отвеса и линейки с миллиметровыми делениями;
3) отклонений от горизонтальности верхних кромок наружных кольцевых листов коробов плавающей крыши (понтона).
Горизонтальность верхних кромок кольцевых листов определяется нивелировкой.
Нивелировка производится на каждом коробе не менее чем в трех точках;
4) отклонение величин зазоров между наружным кольцевым листом короба плавающей крыши или понтона и стенкой резервуара (против каждого вертикального шва стенки).
Отклонения не должны превышать данных табл. 2.10.
2.6.3.5. Обследование и ревизия резервуаров с понтоном из синтетических материалов типа ПСМ включают в себя:
1) проверку соответствия назначения понтона и хранимого в резервуаре продукта.
Не разрешается в резервуаре с понтоном ПСМ хранение ароматических углеводородов (бензола, толуола и других растворителей и спиртов);
2) проверку соответствия условий работы понтона требованиям проекта (температура хранимого продукта должна быть в пределах +40 °C);
3) осмотр заземляющего устройства для защиты от статического электричества, который проводится при каждом ремонте понтона или резервуара, но не реже 1 раза в два года. Сопротивление заземляющего устройства допускается не более 10 Ом;
4) проверку максимально допустимой высоты налива в резервуаре и скорости наполнения (опорожнения) его продуктом в соответствии с требованиями проекта или инструкцией по монтажу и эксплуатации таких понтонов;
5) визуальный осмотр неметаллического понтона через световой люк-лаз, при котором проверяется отсутствие нефтепродуктов на поверхности ковра, видимого крена понтона, зазора между затвором и стенкой резервуара, разрывов ковра, обрывов токоотводов заземления.
2.6.3.6. Полный осмотр неметаллического понтона внутри резервуара производят на опорном устройстве (по мере надобности).
При этом проверяется:
1) герметичность швов ковра и отсутствие разрывов в нем и затворе;
2) отсутствие зазора между затворами и стенкой резервуара (при наличии зазора последний измеряется по ширине и длине);
3) степень изношенности затвора (затвор считается изношенным, если трущаяся о стенки резервуара резиновая обкладка износилась до обнажения тканевого материала);
4) работоспособность уровнемера, плавность хода поплавка и измерительной ленты, исправность короба прибора, отсутствие обрыва токоотводов заземления.
2.6.3.7. При осмотре понтонов типа ПСМ в период среднего или капитального ремонтов, кроме проверок операций по п. 2.6.3.6, необходимо проверить:
1) состояние стенок резервуара (недопустимы острые выступы, наличие приваренных деталей и другие дефекты, препятствующие движению понтона);
2) ширину зазора между кольцом жесткости понтона и стенкой резервуара в 8 — 12 точках; допускаемые величины отклонений см. в табл. 2.10;
3) плотность прилегания затвора к стенке резервуара, в местах деформации стенки допускается зазор между затвором и стенкой резервуара не более 10% от площади зазора между кольцом жесткости понтона и проектным положением стенки резервуара.
2.6.3.8. Вопросы ревизии и отбраковки понтонов из алюминия или других материалов (например, из ППУ) должны найти отражение в заводских инструкциях по техническому надзору за такими резервуарами; в них должны быть сформулированы указания по техническому надзору, ревизии, отбраковке с учетом конструктивных особенностей и требований проекта на специальные понтоны.
2.6.3.9. Плавающие крыши и понтоны, вновь устанавливаемые или прошедшие ремонт, необходимо испытать на герметичность керосином или вакуум-камерой с учетом следующих требований:
1) днища плавающих крыш и понтонов проверяют вакуум-камерой, смазывая участки швов длиной не более 1 м мыльным раствором при положительных температурах и раствором лакричного корня с солью хлористого кальция — при отрицательных температурах (15 г концентрированного раствора лакричного экстракта на 1 л раствора хлористой соли).
Разрежение в камере должно быть не менее 0,067 МПа (500 мм рт. ст.) для сварных соединений листов толщиной до 4 мм и не менее 0,08 МПа (600 мм рт. ст.) для соединений листов большей толщины.
Появление пузырьков указывает на наличие неплотностей;
2) сварные соединения стенки с днищем проверяются керосином или вакуум-камерой.
Для ускорения проверки можно смачивать швы керосином, подогретым до 60 — 70 °C.
В процессе монтажа или ремонта для резервуаров с плавающей крышей или понтоном после проверки и испытаний на герметичность должны быть представлены: техническая документация на конструкцию уплотняющего затвора и акты испытаний на герметичность коробов плавающей крыши или понтонов.
2.6.3.10. Гидравлические испытания резервуаров с понтоном или плавающей крышей после капитального ремонта производят без уплотняющих затворов с тщательным наблюдением за работой катучей лестницы, дренажного устройства, направляющих стоек.
Скорость подъема (опускания) понтона или плавающей крыши при гидравлических испытаниях не должна превышать эксплуатационную.
2.6.3.11. По мере подъема и опускания плавающей крыши (понтона) в процессе гидравлического испытания производят:
1) зачистку шлифовальной машинкой внутренней поверхности стенки от брызг наплавленного металла, заусенцев и других острых выступов;
2) замеры зазоров между верхней кромкой наружной стенки коробов плавающей крыши или понтона и стенкой резервуара.
Замеры выполняют в зоне стыков между поясами на расстоянии 50 — 100 мм против каждого вертикального шва стенки (при необходимости — между швами) линейкой с миллиметровыми делениями;
3) замеры зазоров между направляющими трубами и патрубками в плавающей крыше (понтоне).
Допустимые отклонения величин зазоров приведены в табл. 2.10 подраздела 2.6.4.
2.6.4. ДОПУСКАЕМЫЕ ОТКЛОНЕНИЯ И НОРМЫ ОТБРАКОВКИ
2.6.4.1. При ревизии резервуаров с плавающей крышей или понтоном необходимо руководствоваться величинами допускаемых отклонений и нормами отбраковки, приведенными в подразделе 2.5 и настоящем подразделе.
2.6.4.2. Допускаемые отклонения при монтаже плавающей крыши (понтона):
Таблица 2.10
|
Отклонение |
Допускаемая величина отклонения, мм |
|
1. Разность отметок верхней кромки наружного вертикального кольцевого листа коробов плавающей крыши (понтона): |
|
|
для соседних коробов |
30 |
|
для любых других коробов |
40 |
|
2. Отклонение направляющих плавающей крыши (понтона) от вертикали на всю высоту в радиальном и тангенциальном направлениях |
25 |
|
3. Отклонение зазора между направляющей и патрубком плавающей крыши или понтона (при монтаже на днище) |
20 |
|
4. Отклонение наружного кольцевого листа коробов плавающей крыши (понтона) от вертикали на всю высоту листа |
10 |
|
5. Отклонение величины зазоров между наружным кольцевым листом короба плавающей крыши (понтона) и стенкой резервуара (при монтаже на днище) |
10 |
|
6. Отклонение трубчатых стоек от вертикали при опирании на них плавающей крыши |
30 |
2.6.4.3. Допускаемые величины отклонения образующих стенки от вертикали для резервуаров с плавающей крышей (понтоном) не должны превышать значений, указанных в табл. 2.7; при этом зазор между стенкой резервуара и плавающей крышей или понтоном должен находиться в пределах, обеспечиваемых конструкцией затвора.
2.6.4.4. Допускаемые отклонения величин зазоров, контролируемых при гидравлических испытаниях резервуаров с плавающей крышей или понтоном:
Таблица 2.11
|
Отклонение |
Допускаемая величина отклонения, мм |
|
1. Отклонение величин зазоров между верхней кромкой наружной стенки коробов плавающей крыши (понтона) и стенкой резервуара от номинального значения: |
|
|
для резервуаров V < 2000 м3 |
+/- 40 |
|
для резервуаров V >= 2000 м3 |
+100; -80 |
|
2. Отклонение величин зазоров между направляющими трубами и патрубками в плавающей крыше (понтоне) от номинального значения: |
|
|
для резервуаров высотой до 12 м |
+/- 12 |
|
для резервуаров высотой до 18 м |
+/- 20 |
2.6.4.5. Наряду с данными табл. 2.10 — 2.11 следует руководствоваться требованиями проекта по допускаемым величинам отклонений, контролю качества работ и испытанию резервуаров.
2.6.4.6. Плавающая крыша (понтон) подлежит отбраковке и ремонту в случаях:
когда снижена живучесть плавающей крыши (понтона) или нарушена ее герметичность (не допускается заполнение продуктом более двух смежных отсеков понтонного кольца при нарушении герметичности коробов или центральной части);
когда толщина металла стенок коробов понтонного кольца или центральной части менее 2,0 мм;
по решению специалистов и лиц, ответственных за безопасную эксплуатацию, при установлении ими неисправностей в системе удаления осадков с плавающей крыши и снижения ее плавучести и остойчивости и в других случаях.
2.6.4.7. Уплотняющий затвор подлежит замене, если трущаяся о стенки резиновая оболочка (затворов мягкого типа) или кольцевая мембрана (затворов механического типа) износилась и не обеспечивает необходимой герметичности.
2.7. ПЕРЕЧЕНЬ НЕОБХОДИМОЙ ДОКУМЕНТАЦИИ
ПРИ ЭКСПЛУАТАЦИИ РЕЗЕРВУАРОВ
2.7.1. На новый резервуар, сдаваемый в эксплуатацию после монтажа, составляется паспорт, который должен содержать сведения, отражающие техническую характеристику резервуара, его техническое состояние. К паспорту должна быть приложена приемосдаточная техническая документация в соответствии с требованиями нормативных документов по монтажу и приемке [5, 68].
2.7.2. В процессе эксплуатации в паспорт резервуара заносятся все данные по ревизии и ремонту, сведения об авариях, всех изменениях и реконструкциях.
2.7.3. На каждый эксплуатирующийся резервуар в цехах, парках, производствах ведется следующая техническая документация:
1) паспорт (рекомендуемая форма — Приложение 2.4); для резервуаров с понтоном или плавающей крышей прилагается технический паспорт на понтон или плавающую крышу, а также документация на уплотняющие затворы;
2) акты осмотров резервуаров, акты ревизии и отбраковки с необходимыми приложениями разверток, схем с указанием на них расположения дефектов на элементах резервуара, заключений о просвечивании сварных швов, протоколов замеров толщин листов и заключений о нивелировках окрайки днища или самого днища (рекомендуемая форма акта ревизии и отбраковки — Приложение 2.2);
3) график осмотров и ремонтов резервуаров;
4) дефектная ведомость;
5) акты сдачи резервуара в ремонт и приемки из ремонта (рекомендуемые формы — Приложения 2.5, 2.6);
6) акты испытания резервуара после приемки или последнего ремонта;
7) инструкция по эксплуатации и техническому надзору, методам ревизии и нормам отбраковки элементов резервуаров, разработанная на основе настоящей «Инструкции» с учетом особенностей эксплуатации;
журнал эксплуатационных осмотров резервуаров (Приложение 2.1);
9) типовой или индивидуальный проект, по которому сооружен резервуар.
2.7.4. По окончании ремонта резервуара необходимо произвести полную запись о выполненных ремонтных работах в паспорт и приложить схемы, развертки с нанесением всех изменений, произведенных в период ремонта. Кроме того, к паспорту прилагаются вместе с актом приемки резервуара из ремонта следующие ремонтные документы:
1) чертежи, связанные с ремонтом;
2) сертификаты на металлические элементы и электросварочные материалы, применяемые при ремонте, или акты на их испытания;
3) копии дипломов сварщиков;
4) журнал сварочных работ;
5) акты испытания элементов резервуара (днища, кровли и др.) после ремонта;
6) акт испытания резервуара в целом после ремонта;
7) заключения о просвечивании швов, о нивелировках окрайки днища, о проверке заземления;
дефектная ведомость.
Приложение 2.1
Журнал осмотров резервуаров
|
N п/п |
Цех N, резерв. парк N |
N и тип резервуара |
Дата осмотра |
Результат осмотра |
Отметка об устранении неисправности |
Ф.И.О. и подпись ответ. лица |
Примечание |
Приложение 2.2
УТВЕРЖДАЮ
Главный механик _____________
_____________________________
«__» ________________ 199_ г.
АКТ
ревизии и отбраковки элементов резервуара
N ____________ объекта __________________
«__» ___________________ 199_ г.
|
N п/п |
Наименование элементов резервуаров |
Метод контроля |
Результат ревизии |
Примечание |
|
1 |
Кровля, плавающая крыша или понтон |
Внешний осмотр, замер толщин листов ультразвуком или засверловкой |
Указать наличие трещин, свищей, отпотин, выпучин и др. дефектов или их отсутствие, отметить коррозионное состояние поверхностей |
|
|
2 |
Фермы резервуара |
Осмотр, замер толщин |
Указать степень коррозионного износа, состояние сварных швов |
|
|
3 |
Стенка |
Внешний осмотр, замер толщин листов, контроль вертикальности и геометрической формы |
Указать наличие трещин, свищей, отпотин, выпучин и др. дефектов или их отсутствие, отметить коррозионное состояние поверхностей |
|
|
4 |
Днище |
Осмотр, нивелировка окрайки или середины днища, замер толщины листов |
Указать коррозионное состояние, наличие хлопунов, их количество и размеры, толщину листов |
|
|
5 |
Сварные швы |
Осмотр, просвечивание или проверка ультразвуком |
Указать количество проверенных швов и их место расположения, основные дефекты |
|
|
6 |
Арматура и другое оборудование |
Осмотр; для задвижек — испытание на прочность и плотность |
Указать на наличие или отсутствие пропуска жидкости, исправность или неисправность |
|
|
7 |
Отмостка, обвалование |
Осмотр |
Указать состояние, наличие отклонений от норм |
|
|
8 |
Заземление и молниезащита |
Осмотр |
Указать результаты измерения сопротивления и отметить исправность или неисправность |
К акту прилагаются:
1. Развертки элементов резервуара с указанием мест обнаружения дефектов, мест, пораженных коррозией (указать вид коррозии — сплошная, точечная, язвенная), мест расположения замера толщин листов.
2. Заключение о просвечивании сварных швов с указанием номеров пленок, мест просвечивания рентгено-, гамма-лучами или другими способами контроля сварных швов.
3. Протоколы нивелировки окрайки или середины днища, акты проверки заземления и грозовой защиты, проверки вертикальности стенки и геометрической формы.
4. Другие документы (схемы, чертежи, протоколы), отражающие объем и результаты ревизий.
Начальник цеха _____________________
Ст. механик цеха ___________________
Представитель ОТН __________________
Приложение 2.3
РЕКОМЕНДАЦИИ
ПО ВЫБОРУ КОЭФФИЦИЕНТА ПРОЧНОСТИ СВАРНЫХ ШВОВ
При расчете на прочность и определении отбраковочных величин сварных листовых элементов резервуаров в расчетные формулы вводятся коэффициенты прочности сварных соединений (фи).
Для различных типов сварных швов с учетом способов их контроля для углеродистых и низколегированных сталей рекомендуются следующие значения коэффициентов прочности сварных соединений (фи):
1) для стыковых швов, выполненных двусторонней или односторонней (с подваркой корня шва) автоматической, полуавтоматической или ручной сваркой, обеспечивающей полный провар по всей толщине стыкуемых элементов, при условии проведения физического контроля качества шва (рентгено- и гамма-графирования, ультразвуковой дефектоскопии) принимается равным 1;
2) для стыковых швов, выполненных двусторонней сваркой или односторонней с подваркой корня шва полуавтоматическим или ручным способом, при обычных методах контроля качества шва (наружном осмотре, замере размеров швов и т.д.) принимается не более 0,86;
3) для сварных соединений внахлестку при наличии швов с двух сторон принимается не более 0,8;
4) для сварных соединений встык с внутренними или внешними накладками, выполненных меловыми электродами для углеродистых «кипящих» сталей (имеющих пониженную ударную вязкость), при обычных методах контроля качества шва принимается не более 0,7; при условии проведения физического контроля качества этих швов и устранения обнаруженных недопустимых дефектов принимается не более 0,9.
Приложение 2.4
(рекомендуемое)
ПАСПОРТ
цилиндрического вертикального резервуара
Паспорт на резервуар должен содержать сведения, отражающие техническую
характеристику, техническое состояние и данные по ревизии, ремонту.
1. Емкость ____________________________________________________________
2. Проект, по которому изготовлен _____________________________________
(указать номер типового проекта
___________________________________________________________________________
или организацию, выполнившую индивидуальный проект)
3. Тип (марка) ________________________________________________________
(указать сварной, клепаный, полистовой сборки
___________________________________________________________________________
или рулонного типа, с понтоном, плавающей крышей, с газоуравнительной
___________________________________________________________________________
системой и др. особенностями)
4. Дата составления паспорта __________________________________________
5. Лицо, ответственное за эксплуатацию ________________________________
(номер приказа, должность,
___________________________________________________________________________
Ф.И.О.)
6. Место установки ____________________________________________________
(указать наименование предприятия, цех, объект)
___________________________________________________________________________
7. Назначение _________________________________________________________
8. Хранимый продукт ___________________________________________________
(плотность, удельный вес, коррозионность,
___________________________________________________________________________
температура вспышки паров, токсичность и др.)
9. Технологические параметры:
избыточное давление под кровлей _______________________________________
допускаемый вакуум ____________________________________________________
установленный уровень налива __________________________________________
максимальная скорость наполнения и опорожнения ________________________
оборачиваемость _______________________________________________________
(за год)
10. Основные размеры элементов резервуара:
вместимость, куб. м ___________________________________________________
(фактическая)
вес резервуара, т _____________________________________________________
высота резервуара, м __________________________________________________
высота стенки, м ______________________________________________________
диаметр, м ____________________________________________________________
толщина листов по поясам, мм:
|
N пояса, начиная снизу |
Толщина листов каждого пояса по проекту |
Действительная толщина пояса |
Марка материала и ГОСТ |
|
I |
|||
|
II |
|||
|
III |
|||
|
IV |
|||
|
V |
|||
|
VI |
|||
|
VII |
|||
|
VIII |
|||
|
IX |
|||
|
X |
|||
|
XI |
|||
|
XII |
11. Тип кровли ________________________________________________________
(тип, марка стали, толщина листов)
12. Понтон или плавающая крыша ________________________________________
(тип, материалы, толщина листов коробов,
___________________________________________________________________________
центральной части, количество направляющих, тип уплотняющего затвора и др.)
___________________________________________________________________________
13. Днище _____________________________________________________________
(марка стали, толщина листов окрайки и центральной части,
___________________________________________________________________________
наличие и тип антикоррозионного покрытия)
___________________________________________________________________________
14. Наименование организации, выполнившей рабочие чертежи КМ и номера
чертежей __________________________________________________________________
15. Наименование завода — изготовителя конструкций ____________________
___________________________________________________________________________
16. Наименование строительно-монтажных организаций, участвовавших в
возведении резервуара:
1. ____________________________________________________________________
2. ____________________________________________________________________
3. ____________________________________________________________________
и т.д.
17. Отклонения от проекта: ____________________________________________
1) по днищу ___________________________________________________________
2) по кровле __________________________________________________________
3) по стенке и др. ____________________________________________________
18. Перечень установленного на резервуаре оборудования:
|
N п/п |
Наименование |
Кол-во, шт. |
Дата установки |
Краткая техническая характеристика, размеры, мм |
|
1 |
Клапан предохранительный |
|||
|
2 |
Клапан дыхательный |
|||
|
3 |
Люк замерный |
|||
|
4 |
Люк световой |
|||
|
5 |
Люк-лаз |
|||
|
6 |
Управление хлопушкой |
|||
|
7 |
Прибор для замера уровня |
|||
|
8 |
Подъемная труба |
|||
|
9 |
Кран сифонный |
|||
|
10 |
Змеевики для подогрева |
|||
|
11 |
Пенокамера |
|||
|
12 |
Пенопровод |
|||
|
13 |
Задвижка коренная |
|||
|
14 |
Грозозащита и т.д. |
А также:
— наличие другого специального оборудования (размывающие головки,
отражающие диски и др.);
— наличие и тип подогревательных устройств ____________________________
19. Наличие и вид внутренних покрытий или антикоррозионной защиты (дата
нанесения) ________________________________________________________________
20. Наличие и тип теплоизоляции (дата монтажа) ________________________
21. Дата начала монтажа _______________________________________________
22. Дата окончания монтажа ____________________________________________
23. Даты начала и окончания каждого промежуточного испытания и
результаты испытания ______________________________________________________
(указать номера актов испытания, даты, результаты)
___________________________________________________________________________
24. Даты начала и окончания испытания резервуара в целом и результаты
испытания _________________________________________________________________
25. Даты приемки резервуара и сдачи его в эксплуатацию ________________
___________________________________________________________________________
(указать даты ввода в эксплуатацию, первого наполнения резервуара
продуктом)
26. Подписи представителей заказчика и строительно-монтажных
организаций _______________________________________________________________
(перечислить)
27. Даты и результаты внутренних осмотров технического состояния
(комиссией):
|
N п/п |
Дата |
Результат осмотра |
Ф.И.О., подпись ответственного за эксплуатацию |
28. Записи о проведенных проверках работы понтона или плавающей крыши,
их уплотняющих затворов или другого специального оборудования _____________
___________________________________________________________________________
(дата, результаты)
29. Записи о проведении ревизии (результаты нивелировки и проверок
осадки резервуара, отклонений от вертикали, толщинометрии, качества сварных
швов и др.).
30. Записи о проведенных специальных обследованиях ____________________
___________________________________________________________________________
(дата, результаты)
31. Запись об авариях, ремонтах и реконструкциях.
32. Перечень приложенных к паспорту документов:
1) технический паспорт на понтон или плавающую крышу, а также документация на уплотняющие затворы (для резервуаров, имеющих плавающую крышу или понтон);
2) деталировочные чертежи (развертки боковой поверхности стенки, днища, кровли с указанием толщин листов);
3) заводские сертификаты на изготовленные стальные конструкции;
4) документы о согласовании отступлений от проекта при монтаже;
5) акты приемки скрытых работ (дата и номер);
6) документы (сертификаты и др.), удостоверяющие качество сварочных материалов, применяемых при монтаже;
7) журнал сварочных работ;
схемы геодезических замеров при проверке разбивочных осей и установке конструкции — для вновь вводимого резервуара (для находящегося в эксплуатации — результаты проведенной нивелировки днища и его окрайки);
9) акты испытания резервуара;
10) документы по результатам испытаний сварочных монтажных швов (дата и номер);
11) описи удостоверений (дипломов) о квалификации сварщиков;
12) заключения по просвечиванию сварных монтажных швов (со схемами расположения мест просвечивания);
13) акты приемки смонтированного оборудования (дата и номер);
14) документы о результатах проверок и обследований (рекомендации, заключения и др.).
Примечания: 1. По мере установки на резервуар специального оборудования в процессе эксплуатации все сведения об этом оборудовании внести в паспорт, а также сведения о замене ранее установленного оборудования.
2. Для резервуаров, находящихся в эксплуатации и не имеющих отдельных сведений по исполнительной документации, заполнение соответствующих граф проводить при ремонтах.
3. В случае усиления стенки резервуара (например, кольцевыми бандажами) в паспорте делают запись о проведенном усилении, о количестве установленных кольцевых бандажей, о допустимом уровне наполнения усиленного резервуара и сроке его обследования.
Приложение 2.5
Предприятие _______________________
Цех _______________________________
АКТ N
сдачи резервуара в ремонт
от «__» _________ 199_ г.
Настоящий акт составлен о том, что закончены работы по подготовке
резервуара N _______________ объемом _______________________________ куб. м
к __________________________ ремонту путем ________________________________
___________________________________________________________________________
(указать выполнение операций: освобождение, зачистку, дегазацию, пропарку,
___________________________________________________________________________
хранимый продукт)
___________________________________________________________________________
Состояние резервуара после зачистки: ______________________________________
___________________________________________________________________________
(указать степень зачистки и готовность его для ведения огневых и др. работ)
___________________________________________________________________________
Установлены заглушки на ___________________________________________________
___________________________________________________________________________
Резервуар сдали: Резервуар приняли:
Начальник цеха (парка) Ответственные исполнители
________________________ ремонтной организации
Ст. механик цеха (парка) ________________________________
________________________ ________________________________
Согласовано:
Представитель пожарной охраны _____________________________________________
Зам. главного инженера по ТБ ______________________________________________
Приложение 2.6
УТВЕРЖДАЮ
Главный инженер _____________
_____________________________
«__» ________________ 199_ г.
Предприятие _______________________
Цех _______________________________
АКТ
приемки резервуара из ремонта
от «__» _____________ 199_ г.
Настоящий акт составлен о том, что закончены ремонтные работы и
произведена приемка резервуара N __________________________________________
объемом _______________________ куб. м из _________________________ ремонта
Резервуар подвергался ремонту с «__» __________________________ 199_ г.
по «__» _____________ 199_ г. согласно дефектной ведомости N ______________
от «__» _______ 199_ г. и акта ревизии и отбраковки от «__» _______ 199_ г.
Во время ремонта выполнены следующие работы:
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
Произведены гидроиспытания ____________________________________________
(указать при полном или неполном наливе,
___________________________________________________________________________
время выдержки под наливом, результаты)
Перечень работ, не выполненных по дефектной ведомости, не
препятствующих нормальной эксплуатации, с указанием сроков выполнения этих
работ _____________________________________________________________________
___________________________________________________________________________
Ремонт произведен _____________________________________________________
___________________________________________________________________________
(указать ремонтирующую организацию)
Качество ремонта ______________________________________________________
___________________________________________________________________________
(указать оценку выполнения работ)
Ввод резервуара в эксплуатацию ________________________________________
___________________________________________________________________________
(указать, разрешается или не разрешается, на полном или ограниченном
___________________________________________________________________________
наливе, указать максимальную высоту налива)
Главный механик _______________________________________________________
Зам. главного инженера по ТБ __________________________________________
Начальник отдела технадзора ___________________________________________
Ст. механик цеха (парка) ______________________________________________
Начальник цеха (парка) ________________________________________________
Ответственный исполнитель подрядной организации _______________________
Начальник РМЦ _________________________________________________________
Представитель пожарной охраны _________________________________________
Приложение 2.7
ПЕРИОДИЧНОСТЬ ОСМОТРОВ ОБОРУДОВАНИЯ СТАЛЬНЫХ
ВЕРТИКАЛЬНЫХ РЕЗЕРВУАРОВ
|
Наименование оборудования |
Периодичность осмотров и характер работ в период осмотров |
|
1. Люк замерный |
При каждом пользовании, но не реже 1 раза в месяц |
|
2. Люк световой |
Осмотр (без вскрытия) не реже 1 раза в месяц и при каждом вскрытии |
|
3. Дыхательный клапан |
В соответствии с инструкцией завода-изготовителя, но не реже 2 раз в месяц в теплое время года и не реже 1 раза в 10 дней в холодное время. При температуре воздуха ниже -30 °C — через 3 — 4 дня |
|
4. Гидравлический (предохранительный) клапан |
В соответствии с инструкцией завода-изготовителя, но не реже 2 раз в месяц в теплое время года и не реже 1 раза в 10 дней в холодное время |
|
5. Огневой предохранитель |
В теплое время 1 раз в месяц, в холодное — 1 раз в 10 дней |
|
6. Диск-отражатель |
1 раз в квартал |
|
7. Вентиляционный патрубок |
1 раз в месяц |
|
8. Пенокамеры и пеногенераторы |
1 раз в месяц |
|
9. Прибор для измерения уровня |
В соответствии с инструкцией завода-изготовителя, но не реже 1 раза в месяц |
|
10. Приемораздаточные патрубки |
Каждый раз при приеме-отпуске, но не реже 1 раза в месяц |
|
11. Перепускное устройство на приемораздаточном патрубке |
То же |
|
12. Задвижка (запорная) |
-«- |
|
13. Боковое управление хлопушкой |
-«- |
|
14. Сифонный кран |
-«- |
Приложение 2.8
ТРЕБОВАНИЯ
К ШВАМ СВАРНЫХ СОЕДИНЕНИЙ
ПО РЕЗУЛЬТАТАМ КОНТРОЛЯ НЕРАЗРУШАЮЩИМИ МЕТОДАМИ
(в соответствии со СНиП 3.03.01-87)
а) По результатам радиографического контроля (табл. 1)
Таблица 1
|
Типы сварных соединений, внутренние дефекты |
Требования к качеству, допустимые размеры дефектов |
|
1. Соединения, доступные для сварки с двух сторон, соединения на подкладках |
|
|
Непровары в корне шва |
Высота до 5% толщины свариваемого проката, но не более 2 мм Длина не более удвоенной длины оценочного участка |
|
2. Соединения без подкладок, доступные для сварки с одной стороны |
|
|
Непровары в конце шва |
Высота до 15% толщины свариваемого проката, но не более 3 мм |
|
Удлиненные и сферические дефекты: |
|
|
одиночные |
Высота не более значений h <*> |
|
образующие цепочку или скопление |
Высота не более 0,5h Длина не более длины оценочного участка |
|
удлиненные |
Протяженность не более отношения S <*> / h |
|
непровары, цепочки и скопления пор, соседние по длине шва |
Расстояния между близлежащими концами не менее 200 мм |
|
суммарные в продольном сечении шва |
Суммарная площадь на оценочном участке не более S |
|
3. Швы сварных соединений конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 °C до минус 65 °C, а также конструкций, рассчитанных на выносливость |
|
|
Непровары, несплавления, удлиненные дефекты, цепочки и скопления дефектов |
Не допускаются |
|
Одиночные сферические дефекты |
Высота не более 0,5h Расстояние между соседними дефектами не менее удвоенной длины оценочного участка |
———————————
<*> Значения h и S следует принимать по табл. 2.
ДОПУСТИМЫЕ РАЗМЕРЫ ОДИНОЧНЫХ ДЕФЕКТОВ И ДЛИНА ОЦЕНОЧНОГО
УЧАСТКА ПРИ РАДИОГРАФИЧЕСКОМ КОНТРОЛЕ (ТАБЛ. 2)
Таблица 2
|
Наименьшая толщина элемента конструкции в сварном соединении, мм |
Длина оценочного участка, мм |
Допустимые размеры одиночных дефектов |
|
|
h, мм |
S, мм2 |
||
|
От 4 до 6 |
15 |
0,8 |
3 |
|
Св. 6 до 8 |
20 |
1,2 |
6 |
|
-«- 8 -«- 10 |
20 |
1,6 |
8 |
|
-«- 10 -«- 12 |
25 |
2,0 |
10 |
|
-«- 12 -«- 14 |
25 |
2,4 |
12 |
|
-«- 14 -«- 16 |
25 |
2,8 |
14 |
|
-«- 16 -«- 18 |
25 |
3,2 |
16 |
|
-«- 18 -«- 20 |
25 |
3,6 |
18 |
|
-«- 20 -«- 60 |
30 |
4,0 |
18 |
Обозначения, принятые в табл. 2:
h — допустимая высота сферического или удлиненного одиночного дефекта;
S — суммарная площадь дефектов в продольном сечении шва на оценочном участке.
Примечания: 1. Чувствительность контроля устанавливается по третьему классу согласно ГОСТ 7512-82.
2. При оценке за высоту дефектов h следует принимать следующие размеры их изображений на радиограммах:
для сферических пор и включений — диаметр;
для удлиненных пор и включений — ширину;
б) по результатам ультразвукового контроля (табл. 3)
Таблица 3
|
Сварные соединения |
Наименьшая толщина элемента в сварном соединении, мм |
Длина оценочного уч., мм |
Фиксируемая эквивалентная площадь одиночного дефекта, мм2 |
Допустимое число одиночных дефектов на оценочном уч., шт. |
|
|
наименьшая поисковая |
допустимая оценочная |
||||
|
Стыковые, угловые тавровые, нахлесточные |
Св. 6 до 10 |
20 |
5 |
7 |
1 |
|
-«- 10 -«- 20 |
25 |
5 |
7 |
2 |
|
|
-«- 20 -«- 30 |
30 |
5 |
7 |
3 |
|
|
-«- 30 -«- 60 |
30 |
7 |
10 |
3 |
Примечание. В швах сварных соединений конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 °C до минус 65 °C, а также конструкций, рассчитанных на выносливость, допускаются внутренние дефекты, эквивалентная площадь которых не превышает половины значений допустимой оценочной площади, указанной в табл. 3. При этом наименьшую поисковую площадь необходимо уменьшать в два раза. Расстояния между дефектами должны быть не менее удвоенной длины оценочного участка.
3. СОСУДЫ И АППАРАТЫ
3.1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящая «Инструкция» распространяется на все стальные сосуды и аппараты неогневого действия, в том числе и на теплообменные аппараты, работающие под давлением свыше 0,07 МПа (0,7 кгс/см2) до 10,0 МПа (100 кгс/см2), находящиеся в эксплуатации на предприятиях нефтеперерабатывающей и нефтехимической промышленности, и определяет порядок технического надзора, методы, периодичность и объем проведения ревизий, нормы отбраковки элементов сосудов (аппаратов), а также формы ведения технической документации.
3.2. ОБЩИЕ УКАЗАНИЯ
3.2.1. При эксплуатации, ревизии и ремонте сосудов (аппаратов) наряду с настоящей «Инструкцией» необходимо руководствоваться указаниями следующих нормативных документов:
1) «Правила устройства и безопасной эксплуатации сосудов, работающих под давлением», утвержденные Госгортехнадзором СССР 27 ноября 1987 года (далее по тексту — «Правила»);
2) «Технические указания — регламент по эксплуатации оборудования установок каталитического риформинга и гидроочистки, работающего в водородосодержащих средах» (взамен Регламента 1972 года), утвержденные ВПО «Союзнефтеоргсинтез» МНХП СССР и ВПО «Союзнефтехиммаш» МХНМ СССР в марте 1983 года;
3) «Правила пожарной безопасности при эксплуатации нефтеперерабатывающих предприятий» (ППБ-79), утвержденные МНХП СССР 23 января 1979 года;
4) «Общие правила взрывобезопасности для взрыво- и пожароопасных химических, нефтехимических и нефтеперерабатывающих производств», утвержденные ГГТН СССР 6 сентября 1988 года;
5) ОСТ 26-291-87 «Сосуды и аппараты стальные сварные. Технические требования»;
6) «Руководящие указания по эксплуатации, ревизии и ремонту пружинных предохранительных клапанов» (РУПК-78), утвержденные МНХП СССР 13 декабря 1977 года, с изменениями: письмо МНХП СССР и ГГТН СССР 1979 года и письмо Управления ГМ и ГЭ МНХП СССР 1987 года;
7) «Регламент проведения в зимнее время пуска, остановки и испытаний на плотность аппаратуры химических и нефтеперерабатывающих заводов, а также газовых промыслов и газобензиновых заводов», утвержденный МНХП СССР 8 июня 1972 года;
«Методика оценки ресурса остаточной работоспособности технологического оборудования нефтеперерабатывающих, нефтехимических и химических производств»;
9) «Инструкция по определению скорости коррозии металла стенок корпусов сосудов и трубопроводов на предприятиях Миннефтехимпрома СССР»;
10) «Эксплуатация и ремонт технологических трубопроводов под давлением до 10,0 МПа (100 кгс/см2). РД 38.13.004-86″;
11) «Сосуды и аппараты. Общие технические условия на ремонт корпусов. ОТУ-2-92»;
12) требования проектов и другие нормативно-технические документы, указания вышестоящих и инспектирующих организаций.
3.2.2. Эксплуатация сосудов (аппаратов) разрешается только при наличии паспорта установленной формы с полным комплектом документов, требуемых в соответствии с п. 6.2.3 «Правил».
3.2.3. Наружная поверхность сосудов (аппаратов) должна быть предохранена от коррозии в соответствии с проектом. Крепеж должен быть защищен антикоррозионной смазкой, удовлетворяющей условиям эксплуатации.
3.2.4. Переустройство сосудов (аппаратов) производится по согласованию с автором проекта (заводом-изготовителем), а при отсутствии таковых — по документации, разработанной или согласованной организацией, имеющей лицензию органов Госгортехнадзора на проведение работ такого рода.
3.2.5. Все сосуды (аппараты) должны учитываться в специальной книге учета и освидетельствования сосудов (Приложение 3.1), которая составляется лицом, ответственным по надзору за техническим состоянием и эксплуатацией сосудов, совместно с лицом, ответственным за исправное и безопасное действие сосудов, и хранится в отделе технического надзора.
Допускается замена ведения книги компьютерным учетом или составлением и ведением на каждый сосуд (аппарат) индивидуальных карточек учета или других документов, содержащих все необходимые сведения.
Лицо, ответственное за исправное состояние и безопасное действие сосудов (аппаратов), совместно с представителем технического надзора, ответственным по надзору за техническим состоянием и эксплуатацией сосудов, составляют перечень сосудов (аппаратов), которые должны подвергаться дополнительным освидетельствованиям, испытаниям и исследованиям (Приложение 3.2). Перечень должен согласовываться с начальником отдела технического надзора и утверждаться главным инженером (механиком) предприятия.
3.2.6. Трубопроводы, обвязывающие недействующие сосуды (аппараты), должны быть демонтированы или отключены от последних заглушками с видимым разрывом.
Заглушки при давлении до 10,0 МПа (100 кгс/см2) должны отвечать требованиям руководящего документа «Эксплуатация и ремонт технологических трубопроводов под давлением до 10,0 МПа (100 кгс/см2)». РД 38.13.004-86.
3.2.7. На основании настоящей «Инструкции» и нормативных документов, перечисленных в п. 3.2.1, на каждом предприятии должна быть составлена производственная инструкция по безопасной эксплуатации, надзору, методам ревизии, отбраковке сосудов (аппаратов) с учетом их особенностей и конкретных условий работы.
3.3. НАДЗОР ВО ВРЕМЯ ЭКСПЛУАТАЦИИ
3.3.1. При эксплуатации сосудов (аппаратов) должны строго соблюдаться установленный для них регламент, предусмотренный технологией производства, а также требования действующих норм и инструкций, перечисленных в п. 3.2.1 настоящей «Инструкции».
3.3.2. Лицом, ответственным за безопасное действие сосудов (аппаратов), является начальник установки (участка, цеха) или другой инженерно-технический работник, которому подчинен персонал, обслуживающий сосуды. Это лицо назначается приказом по предприятию и должно быть аттестовано на знание «Правил» и других нормативных документов в соответствии с «Положением о порядке проверки знаний правил, норм и инструкций по безопасности у руководящих работников и специалистов предприятий, организаций и объектов, подконтрольных Госгортехнадзору России».
На время отпуска или отсутствия этого лица ответственность за безопасное действие сосудов (аппаратов) возлагается на лицо, заменяющее его по должности. В этом случае знания этого лица также должны быть проверены в соответствии с вышеуказанным «Положением».
3.3.3. Надзор за безопасной эксплуатацией сосудов (аппаратов) производится путем наружного осмотра и по показаниям приборов КИПиА:
1) ежесменно обслуживающим персоналом технологической установки с записью в вахтенном журнале;
2) ежедневно лицом, ответственным за исправное состояние и безопасное действие сосудов (аппаратов), с подписью и отражением отмеченных замечаний в вахтенном журнале;
3) периодически, не реже чем 1 раз в год, лицом, осуществляющим надзор за сосудами (аппаратами) на предприятии, совместно с лицом, ответственным за их исправное состояние и безопасное действие.
По результатам периодического обследования составляется акт в двух экземплярах с указанием сроков устранения выявленных нарушений. Один экземпляр акта вручается начальнику технологического цеха (установки), второй хранится в службе технического надзора.
3.3.4. При периодическом обследовании проверяется:
1) состояние сосудов (аппаратов) путем наружного осмотра;
2) наличие и работоспособность приборов и систем контроля, управления и противоаварийной защиты;
3) устранение замечаний по предыдущему обследованию и выполнение мероприятий по безопасной эксплуатации, намеченных актами расследования аварий, протоколами технических совещаний, приказами и предписаниями органов Госгортехнадзора и отдела технического надзора предприятия;
4) наличие и полнота технической документации по эксплуатации и ремонту;
5) учет наработки циклов нагружения сосудов (аппаратов), работающих в циклическом режиме;
6) обученность обслуживающего персонала (выборочно).
3.3.5. При наружном осмотре сосудов (аппаратов) необходимо:
1) осмотреть сосуды (аппараты), убедиться в их исправном состоянии, при этом особое внимание обратить на следующие возможные дефекты:
пропуски и потения в основном металле и металле сварных швов, для теплоизолированных аппаратов — намокание теплоизоляции, течь из-под изоляции, а также нарушение ее целостности;
наличие трещин, отслаиваний, отдулин;
наличие видимых деформаций;
неукомплектованность крышек, люков и фланцевых соединений крепежными изделиями, неправильная сборка крепежа, дефекты резьбы;
течи во фланцевых соединениях и сигнальных отверстиях укрепляющих колец штуцеров и люков (сигнальные отверстия должны быть постоянно открытыми, всегда очищенными от краски и загрязнений), в резьбовых соединениях муфт и бобышек;
повышенную вибрацию, более 0,2 мм (пиковое значение) на частоте 40 Гц;
2) проверить наличие и исправность:
таблички с надписями о разрешенном давлении и сроках следующего технического освидетельствования;
арматуры, приборов КИПиА, предохранительных устройств и блокировок в соответствии с проектом и технологическим регламентом;
пломб и табличек на предохранительных клапанах, а также пломб или клейм с отметкой о проведении проверки на манометрах;
состояние фундамента, анкерных болтов, опорных конструкций (особенно в местах приварки их к корпусу), переходных лестниц и обслуживающих площадок, на которых не должно быть посторонних предметов, оборудования и т.п.;
целостность изоляции или наружного защитного покрытия;
состояние осветительных приборов, заземления и молниезащиты;
3) проверить (выборочно) ведение технологического режима по показаниям самопишущих и показывающих приборов, анализам и записям в режимных листах и вахтенном журнале и соответствие этих данных технологическим картам и паспортам сосудов (аппаратов).
3.3.6. Во время эксплуатации теплообменных аппаратов обслуживающему персоналу и ИТР установки необходимо обращать внимание на следующие основные признаки неисправностей:
1) значительное ухудшение теплообмена между двумя теплоносителями, которое определяется по изменению их температуры на входе и выходе из аппарата при постоянстве потоков;
2) уменьшение производительности аппарата;
3) попадание одного теплоносителя в другой, из трубного пространства — в межтрубное или наоборот (в зависимости от давления), определяемое по качеству теплоносителя с меньшим давлением после теплообменного аппарата.
3.3.7. Эксплуатация сосудов (аппаратов) не допускается:
1) при истечении срока очередного освидетельствования, если не имеется разрешения на перенос срока;
2) при отсутствии в паспорте разрешения на эксплуатацию;
3) если давление или температура в сосуде (аппарате) поднимаются выше разрешенных, несмотря на соблюдение всех требований, указанных в инструкции по обслуживанию и технологическом регламенте;
4) при обнаружении в элементах, определяющих прочность сосуда (аппарата), дефектов в виде трещин, выпучин, пропусков или потения в сварных швах, намокания изоляции или течи из-под нее (для заизолированных сосудов), а также течи во фланцевых, резьбовых и других соединениях, при неукомплектованности крепежными деталями;
5) при возникновении пожара, непосредственно угрожающего сосуду (аппарату);
6) при неисправности приборов КИП, предохранительных и блокировочных устройств.
При запрещении эксплуатации сосуда (аппарата) необходимо произвести запись в паспорте сосуда с указанием причины и поставить в известность руководство предприятия.
3.3.8. Порядок аварийной остановки сосуда (аппарата) и последующего его ввода в работу должен быть указан в разработанной и утвержденной главным инженером инструкции по режиму работы и безопасному обслуживанию сосудов (аппаратов).
3.4. ПЕРИОДИЧНОСТЬ ТЕХНИЧЕСКОГО ОСВИДЕТЕЛЬСТВОВАНИЯ
3.4.1. Основным методом определения технического состояния и возможности дальнейшей эксплуатации сосуда (аппарата), работающего под давлением, на который распространяются требования настоящей «Инструкции», является периодическое техническое освидетельствование.
Техническое освидетельствование сосуда (аппарата) производится путем:
1) наружного осмотра;
2) внутреннего осмотра;
3) гидравлического или пневматического испытания на прочность и герметичность.
3.4.2. Объем, методы и периодичность технического освидетельствования сосуда (аппарата) должны быть определены предприятием-изготовителем, указаны в его паспорте или прилагаемой конструкторской документации (сборочном чертеже, инструкции по эксплуатации и т.п.).
В случае отсутствия таких указаний техническое освидетельствование сосудов (аппаратов) должно производиться в соответствии с требованиями табл. 3.1 — 3.4.
Таблица 3.1
ПЕРИОДИЧНОСТЬ ТЕХНИЧЕСКИХ ОСВИДЕТЕЛЬСТВОВАНИЙ СОСУДОВ,
ЗАРЕГИСТРИРОВАННЫХ В ОРГАНАХ ГОСГОРТЕХНАДЗОРА
|
Наименование |
Ответственным по надзору |
Специалистом организации, получившей лицензию ГГТН на проведение технических освидетельствований |
|
|
наружный и внутренний осмотр |
наружный и внутренний осмотр |
гидравлическое испытание пробным давлением |
|
|
1. Сосуды, работающие со средой, вызывающей коррозию металла со скоростью не более 0,1 мм/год |
6 лет |
6 лет |
12 лет |
|
2. Сосуды, работающие со средой, вызывающей коррозию металла со скоростью более 0,1 мм/год до 0,3 мм/год |
2 года |
4 года |
8 лет |
|
3. Сосуды, работающие со средой, вызывающей коррозию металла со скоростью более 0,3 мм/год |
1 год |
4 года |
8 лет |
Таблица 3.2
ПЕРИОДИЧНОСТЬ ТЕХНИЧЕСКИХ ОСВИДЕТЕЛЬСТВОВАНИЙ СОСУДОВ,
НЕ ПОДЛЕЖАЩИХ РЕГИСТРАЦИИ В ОРГАНАХ ГОСГОРТЕХНАДЗОРА
|
Наименование |
Наружный и внутренний осмотр |
Гидравлическое испытание пробным давлением |
|
1. Сосуды, работающие со средой, вызывающей коррозию металла со скоростью не более 0,1 мм/год |
6 лет |
12 лет |
|
2. Сосуды, работающие со средой, вызывающей коррозию металла со скоростью более 0,1 мм/год до 0,3 мм/год |
2 года |
8 лет |
|
3. Сосуды, работающие со средой, вызывающей коррозию металла со скоростью более 0,3 мм/год |
1 год |
8 лет |
Таблица 3.3
ПЕРИОДИЧНОСТЬ ТЕХНИЧЕСКИХ ОСВИДЕТЕЛЬСТВОВАНИЙ
ТЕПЛООБМЕННЫХ АППАРАТОВ С ВЫДВИЖНОЙ СИСТЕМОЙ ТРУБНЫХ ПУЧКОВ,
ЗАРЕГИСТРИРОВАННЫХ В ОРГАНАХ ГОСГОРТЕХНАДЗОРА
|
Наименование |
Ответственным по надзору |
Специалистом организации, получившей лицензию ГГТН на проведение технических освидетельствований |
|
|
наружный и внутренний осмотр |
наружный и внутренний осмотр |
гидравлическое испытание пробным давлением |
|
|
Теплообменные аппараты, работающие со средой, вызывающей коррозию металла со скоростью: |
При каждом демонтаже трубного пучка, но не реже: |
||
|
1) не более 0,1 мм/год |
12 лет |
12 лет |
12 лет |
|
2) более 0,1 мм/год до 0,3 мм/год |
8 лет |
8 лет |
8 лет |
|
3) более 0,3 мм/год |
1 год |
4 года |
8 лет |
Таблица 3.4
ПЕРИОДИЧНОСТЬ ТЕХНИЧЕСКИХ ОСВИДЕТЕЛЬСТВОВАНИЙ ТЕПЛООБМЕННЫХ
АППАРАТОВ С ВЫДВИЖНОЙ СИСТЕМОЙ ТРУБНЫХ ПУЧКОВ, НЕ ПОДЛЕЖАЩИХ
РЕГИСТРАЦИИ В ОРГАНАХ ГОСГОРТЕХНАДЗОРА
|
Наименование |
Наружный и внутренний осмотр |
Гидравлическое испытание пробным давлением |
|
Теплообменные аппараты, работающие со средой, вызывающей коррозию металла со скоростью: |
При каждом демонтаже трубного пучка, но не реже: |
|
|
1) не более 0,1 мм/год |
12 лет |
12 лет |
|
2) более 0,1 мм/год до 0,3 мм/год |
8 лет |
8 лет |
|
3) более 0,3 мм/год |
1 год |
8 лет |
Табл. 3.1 — 3.2 периодичности технического освидетельствования сосудов составлены на основании Постановления Госгортехнадзора N 10 от 13.04.1987.
Табл. 3.3 — 3.4 периодичности технического освидетельствования теплообменных аппаратов с выдвижной системой трубных пучков составлены на основании Постановления Госгортехнадзора N 7 от 10.03.1981.
3.4.3. Сосуды (аппараты), эксплуатируемые в условиях, вызывающих ухудшение химического состава или прочностных свойств металла, независимо от скорости коррозии при температуре стенки корпуса 450 °C и выше, подверженные межкристаллитной коррозии и коррозионному растрескиванию металла, должны подвергаться техническому освидетельствованию в сроки и объемах, предусмотренных табл. 10 — 11 «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением».
3.4.4. Техническое освидетельствование, помимо инспектора Госгортехнадзора, может производить организация, имеющая лицензию на выполнение таких работ, выданную органами Госгортехнадзора.
3.4.5. Скорость коррозионного износа металла корпуса определяется по каждому сосуду (аппарату) либо по представителю из группы сосудов (аппаратов), работающих в одной и той же среде, при одинаковых рабочих условиях и материальном исполнении, в соответствии с «Инструкцией по определению скорости коррозии металла стенок корпусов сосудов и трубопроводов на предприятиях Миннефтехимпрома СССР», утвержденной Миннефтехимпромом СССР 18 октября 1983 г.
3.4.6. На каждом предприятии — владельце сосудов (аппаратов) составляется и утверждается главным инженером предприятия перечень сосудов (Приложение 3.5) с указанием скорости коррозионного износа металла стенок корпусов сосудов (аппаратов) и периодичности их технического освидетельствования.
Пересмотр и переутверждение перечня производятся не реже одного раза в два года.
В случае изменения условий эксплуатации сосудов (аппаратов), вызывающих увеличение (снижение) скорости коррозии металла, в указанный перечень вносятся уточнения и дополнения.
3.4.7. Результат технического освидетельствования должен быть записан в паспорт сосуда (аппарата) лицом, производившим освидетельствование, с указанием разрешенных параметров эксплуатации и сроков следующего освидетельствования.
Отметка о проведенном техническом освидетельствовании и сроке следующего освидетельствования также делается в книге учета и освидетельствования сосудов (аппаратов).
3.4.8. Если при освидетельствовании будут обнаружены дефекты, снижающие прочность сосуда (аппарата), то его эксплуатация может быть разрешена при пониженных параметрах (давление и температура).
Возможность эксплуатации сосуда (аппарата) при пониженных параметрах должна быть подтверждена расчетом на прочность, при этом должен быть проведен поверочный расчет пропускной способности предохранительных клапанов.
3.4.9. Если при техническом освидетельствовании окажется, что сосуд (аппарат) вследствие имеющихся дефектов находится в состоянии, опасном для дальнейшей эксплуатации, работа такого сосуда (аппарата) должна быть запрещена.
3.5. ВИДЫ РАБОТ, ВЫПОЛНЯЕМЫХ ПРИ ТЕХНИЧЕСКОМ
ОСВИДЕТЕЛЬСТВОВАНИИ
3.5.1. Проведению технических освидетельствований сосудов (аппаратов) должно предшествовать изучение технической документации с целью анализа конструкции и материального исполнения, рабочих условий (давление, температура, среда), информации о имевших место отказах и их причинах, выполненных ремонтных работах и результатах предыдущих технических освидетельствований.
3.5.2. Техническое освидетельствование выполняется после подготовки сосуда (аппарата) в соответствии с требованиями п. 6.3.5 «Правил» и других действующих документов по технике безопасности.
3.5.3. Наружный осмотр сосуда (аппарата) производится в объеме, предусмотренном п. 3.3.5, как правило, без снятия изоляции. Частичное или полное удаление последней должно быть в том случае, если есть признаки, указывающие на возможность возникновения дефектов металла корпуса и сварных швов под изоляцией (следы промокания, перегрева, отслоения и т.д.).
3.5.4. При внутреннем осмотре сосудов (аппаратов) с защитным покрытием (футеровка, плакировка, эмали и т.п.) оно должно быть частично или полностью удалено в том случае, если имеются признаки, указывающие на возможность возникновения дефектов металла под защитным покрытием (неплотность футеровки, отдулины плакирующего слоя или гуммировки и т.п.).
Дефектная часть покрытия удаляется в границах, определенных лицом, производящим техническое освидетельствование.
3.5.5. При техническом освидетельствовании наиболее тщательному контролю подлежат те участки сосудов (аппаратов), где вероятнее всего происходит максимальный износ: застойные зоны, места скопления влаги и продуктов, вызывающих коррозию, места раздела фаз «жидкость — газ», места изменения направления потоков, штуцеры входа и выхода продуктов, стенки в местах входа и выхода продукта, трубы погружных холодильников в зоне раздела фаз «вода — воздух» и др.
3.5.6. При внутреннем осмотре сосудов (аппаратов) особое внимание должно быть обращено на выявление следующих дефектов:
1) на поверхности металла корпуса:
трещин, надрывов, коррозии стенок;
язв, раковин в литых корпусах;
вскрытых плен, заковов, усадочных рыхлостей в кованых корпусах;
выпучин, возникающих вследствие расслоения металла, работающего в сероводородосодержащих средах;
наличие щелочного растрескивания, особенно при температурах стенок выше 80 °C, в местах скопления и конденсации щелочи и в местах концентрации напряжений;
2) изменение геометрии корпуса в результате деформации стенок в виде выпучин, вмятин, гофр;
3) в сварных швах — трещин, свищей, пор, видимых непроваров, подрезов, коррозии;
4) в сосудах (аппаратах) с защитными покрытиями:
разрушения футеровки, в том числе неплотностей слоев футеровочных плиток;
трещин в гуммировочном, свинцовом или ином покрытии;
сколов (отслоений) эмали, вскрытия пор, находящихся внутри эмали;
трещин, отдулин плакирующего слоя и металлических вкладышей;
дефектов металла корпуса в местах поврежденного защитного покрытия.
3.5.7. Элементы сосудов (аппаратов): обечайки, днища, крышки, колпаки, плавающие головки, штуцеры и т.п., у которых при наружном и внутреннем осмотрах замечены явная коррозия или другие дефекты, сопровождающиеся износом стенок, а также выборочно по поверхностям, где явная коррозия не замечена, подвергаются замеру толщин стенок.
Замеры толщины стенки производятся неразрушающими методами с использованием ультразвуковых приборов или путем засверловки и измерения толщины стенки мерительным инструментом с погрешностью +/- 0,1 мм, а для толщин более 20 мм — с погрешностью не более +/- 0,5% от измеряемой величины.
Предпочтение следует отдавать ультразвуковой толщинометрии.
На сосудах (аппаратах), работающих в средах, вызывающих межкристаллитную коррозию и коррозионное растрескивание под напряжением, сквозные засверловки с последующей их заделкой методом электродуговой сварки не допускаются.
Выбор мест и количества замеряемых точек по определению толщины стенки сосуда (аппарата), выбор методов неразрушающего контроля осуществляет лицо, производящее освидетельствование.
Если при первичном объеме контроля выявляются дефекты, то его объем должен быть удвоен, а в случае неудовлетворительных результатов объем контроля должен быть 100%-ным.
Результаты замеров и фактическое расположение точек замеров отражаются в коррозионной карте (Приложение 3.6), а на корпусе сосуда (аппарата) краской отмечаются места замеров, которые являются предпочтительными при проведении толщинометрии во время последующих освидетельствований.
3.5.8. Элементы сосудов и аппаратов, доступ к которым для определения остаточной толщины неразрушающими методами контроля затруднен, должны разбираться и проверяться отдельно.
3.5.9. Места наиболее вероятного возникновения трещин в элементах сосудов и аппаратов, в том числе и сварные швы, контролируются внешним осмотром с применением оптических приборов, а при необходимости — методом цветной, ультразвуковой дефектоскопии или другими методами неразрушающего контроля.
Выбор методов неразрушающего контроля сварных соединений производится в соответствии с ОСТ 26-2079-80 «Швы сварных соединений сосудов и аппаратов, работающих под давлением. Выбор методов неразрушающего контроля».
Чувствительность и разрешающая способность выбранного метода должны обеспечивать надежное выявление недопустимых дефектов. Объем контроля определяется в соответствии с «Правилами», ОСТ 26-291-87 и с учетом отраслевых инструкций по контролю.
Недоступные для контроля ультразвуковой дефектоскопией или радиографическим методом швы сварных соединений проверяются в соответствии с «Инструкцией по контролю сварных соединений, недоступных для проведения радиографического и ультразвукового контроля. РД 26-11-01-85«.
3.5.10. При обнаружении на корпусе сосуда (аппарата) выпучин, вмятин, гофр для каждого деформированного участка необходимо выполнить:
1) замеры для определения размеров участка и фактической величины прогиба;
2) осмотр наружной и внутренней поверхностей с дефектоскопией цветным методом зон повышенного напряжения;
3) замер толщины металла в месте максимальной стрелы прогиба или на дефектной поверхности по квадратной сетке с размером, назначенным лицом, производящим освидетельствование, и на «здоровом» металле для сравнения результатов;
4) замер твердости металла с наружной или внутренней поверхности в зоне максимальной стрелы прогиба, а также на «здоровом» металле для сравнения результатов;
5) проверку правильности геометрической формы корпуса с оценкой степени его овальности (п. 3.6.3);
6) при необходимости, геодезическую проверку вертикальности расположения сосуда (аппарата);
7) при необходимости, исследование микроструктуры металла неразрушающим (безобразцовым) методом путем снятия реплик (оттисков) на наружной или внутренней поверхности на дефектном и «здоровом» участках для сравнения результатов;
цветную или магнитопорошковую дефектоскопию участков, на которых обнаружены поверхностные дефекты;
9) ультразвуковой или радиационный контроль обнаруженных дефектов в металле;
10) при необходимости, контрольную вырезку металла для исследования химического состава, физико-механических свойств и структуры металла;
11) установление причины образования дефекта корпуса.
Решение о необходимости ремонта деформированного участка принимается лицом, производящим освидетельствование. Такое решение может быть принято на базе обследования дефектного участка на прочность и работоспособность сосуда (аппарата), выполненного с привлечением специализированной научно-исследовательской организации по изготовлению или ремонту (организации, имеющей лицензию на право выдачи заключения о дальнейшей эксплуатации сосуда).
3.5.11. При осмотре сварных швов поверхность сварного шва и прилегающего к нему участка основного металла шириной не менее 20 мм в обе стороны шва должна быть зачищена от шлака и других загрязнений до металлического блеска.
В случае сомнения в качестве сварных соединений лицо, производящее освидетельствование, может назначить дополнительный контроль неразрушающими методами (замер твердости металла сварного шва, зоны термического влияния и основного металла, ультразвуковой или радиационный контроль, стилоскопирование, исследование микроструктуры неразрушающим (безобразцовым) методом путем снятия реплик (оттисков)) на шве и зонах термического влияния или контрольную вырезку образца для исследования.
3.5.12. При выявлении во время осмотра дефектов в защитном покрытии стенки сосуда (аппарата) должны быть очищены в этих местах до металла, при обнаружении дефектов металла (например, коррозии) и их распространения под защитное покрытие последнее должно быть удалено для выявления границ дефекта.
В местах разрушенного защитного покрытия необходимо произвести толщинометрию металла, а при необходимости и контроль сварных швов одним из неразрушающих методов.
3.5.13. С целью более тщательного контроля качества покрытия из неметаллических материалов — лакокрасочные покрытия, покрытия из эмали, винипласта, полиэтилена, гуммировочные и др., за исключением сосудов и аппаратов, защищенных футеровкой или торкрет-бетоном, они должны испытываться на сопротивление электрическому току искровым индуктором или лакокрасочным дефектоскопом (например, ЛКД-1). При этом выявляются проколы, микропоры, трещины и т.п.
3.5.14. При внутреннем осмотре аппаратов колонного типа, кроме состояния поверхности и сварных швов корпуса, проверяется:
1) состояние глухих сегментов, сливных карманов, опорных колец, каркаса, упорных уголков и других элементов внутренних устройств, а также состояние сварных швов;
2) состояние колпачков, желобов и полужелобов, сливных пластин (патрубков), гребенок, опорных балок, ниппелей и других деталей тарелок;
3) состояние крепежных деталей;
4) отсутствие короблений, переломов и деформаций отдельных деталей и тарелок в целом;
5) состояние фланцевых соединений внутренних устройств (маточников, распределительных устройств и т.п.).
Осмотр указанных деталей внутренних устройств должен сопровождаться легким простукиванием молотком весом 0,5 — 1,0 кг.
Состояние несущих элементов, кроме осмотра и простукивания, должно оцениваться и путем замера остаточных толщин металла.
3.5.15. Правильность сборки тарелок и допускаемые при этом отклонения определяются действующими отраслевыми стандартами на соответствующие тарелки и ОСТ 26-291-87 «Сосуды и аппараты стальные сварные. Общие технические условия».
Результаты проверки сборки внутренних устройств колонны после осмотра и ремонта при необходимости оформляются актом, подписанным администрацией цеха.
3.5.16. При установке новых деталей сосудов и аппаратов (элементов обечаек, днищ, патрубков, фланцев) из легированной стали необходимо произвести стилоскопирование или химический анализ металла и соединяющих их сварных швов. При установке новых деталей из сталей, склонных к закалке, — замеры твердости металла и сварных швов.
3.5.17. При внутреннем осмотре кожухотрубчатых теплообменников необходимо проверить:
1) состояние и степень износа всех элементов аппарата и сварных швов, в том числе и степень износа трубок пучка (змеевика);
2) состояние развальцовки труб в трубных решетках;
3) состояние уплотнительных поверхностей трубных решеток, крышек, распределительных камер и фланцевых соединений;
4) отсутствие расслоений, вспучиваний и других дефектов в двухслойных сталях.
При осмотре кожухотрубчатых теплообменных аппаратов с неподвижной решеткой (тип Н и К) особого внимания требует контроль сварного шва приварки трубной решетки к кожуху аппарата. При необходимости он должен быть проверен радиационным методом или ультразвуковой дефектоскопией по всей длине.
3.5.18. Рекомендуемые места замеров толщины стенок кожухотрубчатых теплообменных аппаратов с выдвижной трубной системой расположены:
1) на корпусе — по верхней и нижней образующей не менее чем в трех точках, а также вблизи штуцеров входа и выхода продукта;
2) на распределительной камере — по нижней и верхней образующей не менее чем в двух точках;
3) на крышках корпуса, распределительной камеры и плавающей головки — по образующей не менее чем в трех точках, расположенных внизу, вверху и в зоне раздела фаз.
При этом замеры должны производиться в местах, где ранее были выявлены следы коррозии или уменьшение толщины стенок.
3.5.19. Состояние секций погружных и оросительных холодильников и конденсаторов определяется путем:
1) осмотра наружной поверхности труб змеевиков при каждом плановом ремонте;
2) замера толщины стенок труб змеевиков в местах, подверженных износу, при каждом капитальном ремонте;
3) осмотра внутренней и наружной сторон крышек секций «Лумус» для выявления трещин и коррозии стенок.
Замер толщины стенок крышек производится каждый ремонт, внутренний осмотр — по результатам толщинометрии, но не реже чем через один капитальный ремонт.
3.5.20. Результаты внутреннего осмотра должны заноситься в паспорт сосуда (аппарата) лицом, ответственным по надзору за техническим состоянием и эксплуатацией сосудов (аппаратов) на предприятии. При наличии выявленных дефектов оформляется акт отбраковки элементов сосуда (аппарата) (Приложение 3.7) в двух экземплярах за подписью лиц, проводивших освидетельствование. При этом один экземпляр акта вручается мастеру (механику), выполняющему ремонтные работы.
3.5.21. Сосуды (аппараты), которые невозможно осмотреть изнутри в силу их конструктивных особенностей, должны подвергаться ультразвуковой толщинометрии и дефектоскопии, выполняемой с наружной поверхности, в местах постоянного контроля, а также в местах предполагаемого наибольшего эрозионно-коррозионного воздействия среды.
Объем контрольных операций при этом устанавливается службой технического надзора совместно с лицом, ответственным за исправное состояние и безопасное действие сосуда, с таким расчетом, чтобы полученная информация позволяла судить о техническом состоянии всех несущих элементов сосуда (аппарата).
Кроме того, сосуд (аппарат) должен быть подвергнут гидравлическому испытанию на пробное давление. Рекомендуется гидравлическое испытание проводить в сопровождении акустико-эмиссионного (АЭ) контроля с последующей идентификацией зарегистрированных дефектов методом дефектоскопии.
3.5.22. Выполнение работ по АЭ-контролю должно производиться по специальной методике, составленной специалистами, имеющими разрешение (лицензию) органов Госгортехнадзора на право контроля сосудов (аппаратов) с применением метода АЭ-контроля, или согласованной со специализированной организацией.
3.5.23. Гидравлическое испытание сосудов (аппаратов), за исключением литых, должно производиться пробным давлением Pпр, определяемым по формуле:
где:
Pр — разрешенное давление сосуда (аппарата), МПа (кгс/см2);
 — допускаемые напряжения для материала сосуда (аппарата) или его элементов соответственно при 20 °C и рабочей температуре, МПа (кгс/см2).
— допускаемые напряжения для материала сосуда (аппарата) или его элементов соответственно при 20 °C и рабочей температуре, МПа (кгс/см2).
Отношение  принимается по тому из использованных материалов элементов (обечайки, днища, фланцы, крепеж, патрубки и др.), для которого оно является наименьшим.
принимается по тому из использованных материалов элементов (обечайки, днища, фланцы, крепеж, патрубки и др.), для которого оно является наименьшим.
Гидравлическое испытание сосудов (аппаратов), изготовленных из литья, должно производиться пробным давлением, определяемым по формуле:
Гидравлическое испытание сосудов (аппаратов) производится в соответствии с методическими указаниями (Приложение 3.8).
Для гидравлического испытания должна использоваться вода с температурой не ниже +5 °C и не выше +40 °C.
Разность температур стенок сосуда (аппарата) и окружающего воздуха не должна вызывать выпадения влаги на поверхности стенок сосуда.
3.5.24. Гидравлическое испытание допускается заменять пневматическим (сжатым воздухом или инертным газом), если проведение гидравлического испытания невозможно вследствие следующих причин:
1) большое напряжение от массы воды в сосуде (аппарате) или фундаменте;
2) трудно удалить из сосуда (аппарата) воду;
3) возможно нарушение внутренних покрытий сосуда (аппарата);
4) температура окружающего воздуха ниже 0 °C.
3.5.25. Для сосудов (аппаратов), для которых невозможно проведение гидравлического испытания, работы по техническому освидетельствованию выполняются в следующем объеме:
1) наружный и внутренний осмотры;
2) ультразвуковая толщинометрия элементов в местах постоянного контроля, а также в местах предполагаемого наибольшего коррозионно-эрозионного воздействия среды, определяемых службой технического надзора и лицом, ответственным за исправное состояние и безопасное действие сосуда (аппарата);
3) расчет на прочность основных несущих элементов (корпуса, днища);
4) пневматическое испытание на пробное давление с АЭ-контролем в соответствии с п. 3.5.27.
3.5.26. Для сосудов (аппаратов), для которых невозможно проведение как внутреннего осмотра, так и гидравлического испытания, работы по техническому освидетельствованию выполняются в следующем объеме:
1) внешний и внутренний осмотр элементов в доступных местах;
2) ультразвуковая толщинометрия в соответствии с п. 3.5.25 «2»;
3) ультразвуковая дефектоскопия или радиографирование сварных швов в местах наибольшего коррозионно-эрозионного воздействия среды;
4) расчет на прочность несущих элементов (корпуса и днища);
5) пневматическое испытание на пробное давление с АЭ-контролем в соответствии с п. 3.5.27.
3.5.27. Пневматическое испытание должно проводиться с контролем состояния сосуда (аппарата) методом акустической эмиссии по специальной инструкции, предусматривающей необходимые меры безопасности и утвержденной главным инженером предприятия.
Величина испытательного давления Pисп принимается равной величине пробного гидравлического давления.
Давление в сосуде (аппарате) должно повышаться плавно, с промежуточными остановками в течение 10 — 15 минут через каждые 25% пробного давления.
При промежуточных остановках проверяется по манометру отсутствие пропусков. Только при положительных результатах проверки приступают к дальнейшему подъему давления.
Длительность подъема давления должна составлять:
до 0,1 МПа (1,0 кгс/см2) — 15 — 20 мин.;
от 0,1 МПа (1,0 кгс/см2) до 1,0 МПа (10 кгс/см2) — 60 — 90 мин.;
от 1,0 МПа (10 кгс/см2) до 5,0 МПа (50 кгс/см2) — 60 — 90 мин.;
от 5,0 МПа (50 кгс/см2) до Pисп — 25 — 30 мин.
Под пробным давлением сосуд (аппарат) должен находиться 5 мин., после чего давление плавно в течение 25 — 30 мин. снижается до рабочего и производится осмотр сосуда (аппарата).
Обстукивание сосуда (аппарата) под давлением запрещается.
При обнаружении пропусков давление в сосуде (аппарате) должно быть полностью снято и устранена причина пропусков. Сброс давления производится так же плавно, как и подъем.
После устранения дефектов испытания проводятся повторно.
Устранение дефектов и подтяжка крепежных соединений на сосудах (аппаратах), находящихся под давлением, не допускаются.
3.5.28. Сосуды (аппараты), у которых воздействие среды может вызвать ухудшение химического состава и механических свойств металла, а также сосуды (аппараты), у которых температура стенки при работе превышает 450 °C, должны подвергаться дополнительному освидетельствованию техническим персоналом предприятия в соответствии с инструкцией, утвержденной главным инженером.
Результаты дополнительных освидетельствований должны быть занесены в паспорт сосуда (аппарата).
3.5.29. Техническое освидетельствование реакторов и регенераторов с торкрет-бетонной футеровкой включает в себя:
1) наружный осмотр и проверку фактических температур корпуса при эксплуатации по имеющимся поверхностным термопарам или тепловизионным методом контроля наружной поверхности;
2) внутренний осмотр корпуса с удалением торкрет-бетона в местах, где выявлена температура наружной стенки, превышающая регламентную;
3) проверку состояния металла корпуса внешним осмотром и определение его твердости;
4) вырезка контрольных образцов металла корпуса или проведение металлографических исследований безобразцовым методом, при необходимости.
По реакторам риформинга и гидроочистки руководствоваться требованиями «Технических указаний — регламента по эксплуатации оборудования установок каталитического риформинга и гидроочистки, работающего в водородосодержащих средах»;
5) гидравлическое испытание водой (без катализатора) или жидким невзрыво- и пожароопасным, неядовитым продуктом по специально разработанной инструкции.
После гидроиспытания сушка торкрет-бетонной футеровки производится (если нет конкретных указаний) по следующему режиму:
1) подъем температуры до 150 °C со скоростью не более 15 °C в час — 10 часов;
2) выдержка при 150 °C — 24 часа;
3) подъем температуры до 300 °C со скоростью не более 15 °C в час — 10 часов;
4) выдержка при 300 °C — 24 часа.
Подъем температуры от 300 °C до рабочей — по регламенту вывода установки на режим.
По согласованию со специализированной организацией допускается замена гидравлического испытания пневматическим испытанием инертным газом в соответствии с требованиями п. 3.5.27.
3.5.30. Сосуды (аппараты), работающие под давлением вредных веществ (взрывоопасные или токсичные жидкости и газы) 1, 2, 3, 4-го классов опасности по ГОСТ 12.1.007, должны подвергаться испытанию на герметичность. Испытания проводятся техническим персоналом предприятия в соответствии с производственной инструкцией, утвержденной главным инженером предприятия.
3.5.31. При испытании сосудов (аппаратов) на герметичность должны соблюдаться следующие требования:
1) испытание проводится при очередном техническом освидетельствовании, а также после ремонта с применением сварки и при разгерметизации;
2) испытание проводят, как правило, после положительных результатов испытания на прочность и плотность;
3) испытание проводят воздухом или инертным газом давлением, равным рабочему;
4) если продолжительность испытания на герметичность не указана в проекте, ее устанавливает само предприятие.
Продолжительность испытания на герметичность должна быть не менее 24 часов для вновь установленных или прошедших ремонт сосудов (аппаратов) и не менее 4 часов — при периодических испытаниях;
5) падение давления в сосуде (аппарате) за время испытания определяется по формуле:
где:
![]() — падение давления за 1 час, % от испытательного давления;
— падение давления за 1 час, % от испытательного давления;
Pн, Pк — сумма манометрического и барометрического давлений в начале и конце испытания, МПа (кгс/см2);
Tн, Tк — абсолютная температура в сосуде в начале и конце испытания, °K;
t — продолжительность испытания, ч;
6) величина допускаемого падения давления при дополнительном испытании сосуда (аппарата) на герметичность определяется проектом с учетом специфических свойств среды (токсичность, взрывоопасность), а при отсутствии указаний в проекте должна приниматься:
для сосудов (аппаратов), вновь установленных, перед пуском в эксплуатацию с токсичными средами — не более 0,1% в час, со взрывоопасными, легковоспламеняющимися и активными газами (в т.ч. и сжиженными) — не более 0,2% в час;
для сосудов (аппаратов), отремонтированных с помощью сварки, при периодических технических освидетельствованиях, а также при разгерметизации — не более 0,5% в час.
В том случае, когда потери давления превышают указанные нормы, необходимо найти места утечек и устранить их.
3.5.32. Результаты испытания на герметичность оформляются актом.
Сосуд (аппарат) признается прошедшим техническое освидетельствование и допускается к дальнейшей эксплуатации при отсутствии дефектов, снижающих его прочность.
3.6. НОРМЫ ОТБРАКОВКИ
3.6.1. Элементы сосудов и аппаратов (в том числе и литых), определяющие их прочность, должны отбраковываться:
1) если при толщинометрии выявится, что под действием коррозии и эрозии уменьшилась толщина металла стенки (обечаек корпуса, днищ, крышек, заглушек, штуцеров и др.) до значений, определенных расчетами по действующим методикам (ГОСТ 14249, ГОСТ 24755, ГОСТ 24756, ГОСТ 24757, ГОСТ 25215, ГОСТ 25221, ГОСТ 26202 и др.) или по паспорту, с учетом всех действующих нагрузок (внутреннего или наружного давления, весовых, ветровых, сейсмических, температурных и пр.) без учета прибавки на коррозию (отбраковочный размер);
2) если расчетная толщина стенки (без учета прибавки на коррозию) оказалась меньше величины, указанной ниже, то за отбраковочный размер принимается величина:
для обечаек и днищ сосудов (аппаратов) — 4 мм;
для кожухотрубчатых теплообменных аппаратов (толщина стенок кожуха, распределительной камеры, обечайки крышки и днища) — в соответствии с табл. 3.5;
для патрубков — в соответствии с табл. 3.6;
Таблица 3.5
МИНИМАЛЬНЫЙ ОТБРАКОВОЧНЫЙ РАЗМЕР
ДЛЯ КОЖУХОТРУБЧАТЫХ ТЕПЛООБМЕННЫХ АППАРАТОВ ТИПА П, У и С
|
Материал |
Диаметр, мм |
||
|
500 и ниже |
600, 800 |
1000 и выше |
|
|
толщина стенки, мм |
|||
|
Стали углеродистые, низколегированные, кремнемарганцовистые, хромомолибденовые |
3,5 |
4 |
5 |
|
Стали высоколегированные, хромоникелевые |
2 |
3 |
4 |
Таблица 3.6
МИНИМАЛЬНЫЙ ОТБРАКОВОЧНЫЙ РАЗМЕР ДЛЯ ТОЛЩИНЫ СТЕНКИ ПАТРУБКА
|
Наружный диаметр, мм |
<= 25 |
<= 57 |
<= 108 (114) |
<= 219 |
<= 377 |
>= 426 |
|
Наименьшая допустимая толщина стенки, мм |
1,5 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
3) если в результате коррозии и эрозии за время эксплуатации до очередного технического освидетельствования (ремонта) толщина стенки элементов может выйти за пределы отбраковочного размера, определенного в соответствии с п. 3.6.1.1 и п. 3.6.1.2;
4) если при контроле сварных швов визуально и неразрушающими методами контроля и металлографическими исследованиями выявлены дефекты (свищи, трещины всех видов и направлений), расположенные в металле шва, по линии сплавления и в околошовной зоне основного металла, в том числе и микротрещины, выявленные при металлографическом исследовании, межкристаллитная коррозия, коррозия сварных швов с износом их по толщине до отбраковочных величин, коррозионное растрескивание металла;
5) если при ультразвуковом контроле сварных соединений количество дефектов при заданной длине шва превышает нормативное предельно допустимое значение, указанное в конструкторской документации на контролируемый объект в зависимости от его категории; при отсутствии таких норм руководствоваться нормами, указанными в ОСТ 26-2044-83 и другой нормативно-технической документации по контролю;
6) если при радиационном контроле сварных соединений, в зависимости от их вида, класс дефектности ниже нормативно допустимого класса по ГОСТ 23055 (Приложение 3.9);
7) если при контроле сварных соединений приварки облицовки к корпусу, патрубку, фланцу, а также приварки патрубка штуцера (люка) к корпусу выявлена течь в контрольном отверстии;
если твердость основного металла и сварных швов выходит за нормативные значения (Приложение 3.10);
9) если остаточная (локальная) деформация корпуса, а также отклонения от прямолинейности и круглости (овальность) превышают допустимые значения (п. п. 3.6.2 — 3.6.4);
10) если на поверхности кованых обечаек и корпусов выявлены дефекты (язвы, вскрытые плены, усадочные рыхлости и др.), глубиной выходящие за расчетную толщину стенки;
11) если сосуд (аппарат) не выдержал испытание на прочность и плотность.
Сосуд (аппарат), имеющий дефекты, превышающие допустимые значения, может быть допущен к дальнейшей эксплуатации только по заключению специализированной научно-исследовательской организации (приложение 2 «Правил»).
3.6.2. Отклонение образующих обечаек корпуса от прямолинейности не должно быть больше величин, указанных в табл. 3.7.
Таблица 3.7
ОТКЛОНЕНИЕ ОТ ПРЯМОЛИНЕЙНОСТИ ОБРАЗУЮЩЕЙ КОРПУСА
СОСУДА (АППАРАТА)
|
Сварного из листовых обечаек (ОСТ 26-291-87) |
Кованого, ковано-сварного, вальцованного, штампованного (ОСТ 24.201.03-90) |
|
1. Без внутренних устройств |
|
|
2 мм на 1 м длины корпуса |
|
|
20 мм — при длине корпуса до 10 м |
10 мм — при длине корпуса до 10 м |
|
30 мм — при длине корпуса свыше 10 м |
20 мм — при длине корпуса свыше 10 м |
|
2. С внутренними устройствами или с антикоррозионной защитой (футеровкой) |
|
|
На величину номинального зазора между внутренним диаметром корпуса и наружным диаметром устройства на участке установки |
0,5 мм на длине 1 м длины корпуса 5,0 мм — при длине корпуса до 10 м 10,0 мм — при длине корпуса свыше 0 м |
3.6.3. Величина относительной овальности A корпуса сосудов (аппаратов) в любом поперечном сечении не должна превышать 1,0%.
Величина относительной овальности определяется по формулам:
1) в сечении, где отсутствуют штуцеры и люки:
2) в сечении, где имеются штуцеры и люки:
где:
Dmax, Dmin — соответственно максимальный и минимальный внутренние (наружные) диаметры корпуса, мм;
d — внутренний диаметр штуцера или люка, мм.
3.6.4. Значение A для сосудов (аппаратов) с отношением толщины стенки обечайки корпуса к внутреннему диаметру не более 0,01 допускается увеличить до 1,5%.
3.6.5. Реакторные трубы установок каталитического крекинга с неподвижным катализатором должны быть отбракованы независимо от толщины стенок, если выходные отверстия забиты и не поддаются очистке.
3.6.6. Детали внутренних устройств колонн подлежат отбраковке в следующих случаях:
1) если толщины стенок деталей тарелок (желоб, колпачок и др.) составляют 50% и менее от проектных;
2) если износ основных несущих элементов тарелок (опорные балки, уголок и диск) составляет 25% и более от проектной толщины;
3) при коррозионном или механическом износе крепежных изделий;
4) при деформации отдельных деталей и тарелок в целом, если не имеется возможности их исправления;
5) в других случаях, когда техническое состояние несущих элементов и тарелок не может обеспечить нормальную работу колонны по эффективности ведения технологического процесса.
3.6.7. Требования к ректификационным тарелкам:
1) предельное отклонение от перпендикулярности опорных деталей тарелок, приваренных к корпусу колонного аппарата, к оси корпуса, относительно которой установлены устройства (риски) для выверки вертикальности, не должны превышать значений табл. 3.8;
2) отклонение шага между соседними тарелками не должно превышать +/- 3 мм;
3) отклонение минимального расстояния от сливной перегородки до вертикальной поверхности уголка приемного кармана (успокаивающей планки) не должно превышать +/- 15 мм.
Отклонение расстояния от нижней кромки сливной перегородки до поверхности, нижележащей при заглубленном приемном кармане, не должно превышать +/- 5 мм на 1 м длины перегородки, но не более +/- 15 мм на всю длину, а при отсутствии заглубленного кармана и наличии успокаивающей планки — не более +/- 5 мм;
4) прогиб секции (полотна) тарелки после установки не должен превышать 3 мм, а высота отдельных выпучин — 2 мм.
3.6.8. Требования к тарелкам решетчатым:
1) прогиб секций после их установки не должен превышать 3 мм на длину секции. Допускаются отдельные выпучины высотой до 6 мм площадью 300 x 300 мм;
2) на тарелке по кромкам щелей допускаются не более 10 несквозных трещин длиной до 5 мм каждая, расположенных в разных местах секций.
Таблица 3.8
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ОТ ПЕРПЕНДИКУЛЯРНОСТИ
ОПОРНЫХ ДЕТАЛЕЙ ТАРЕЛОК
|
Тип тарелок |
Внутренний диаметр колонного аппарата, мм |
Предельные отклонения опорной детали одной тарелки, мм |
|
Тарелки провальные |
||
|
Решетчатые и другие |
До 2000 |
2 |
|
От 2000 до 3000 |
3 |
|
|
Тарелки с переливами |
||
|
Клапанные, клапанные балластные, S-образно-клапанные, ситчатые с отбойными элементами, центробежные |
До 3000 |
3 |
|
От 3000 до 6000 |
4 |
|
|
От 6000 и более |
5 |
|
|
Колпачковые, ситчатые, ситчато-клапанные, жалюзийно-клапанные, с двумя зонами контакта фаз |
До 3000 |
3 |
|
От 3000 до 4000 |
4 |
|
|
От 4000 и более |
5 |
3.6.9. Требования к тарелкам клапанным:
1) клапаны после их установки в отверстия секций должны свободно (без заеданий) перемещаться до упора;
2) общий прогиб установленной тарелки не должен превышать значений, приведенных в табл. 3.9.
Таблица 3.9
ОБЩИЙ ПРОГИБ КЛАПАННЫХ ТАРЕЛОК
|
Внутренний диаметр колонного аппарата, мм |
До 3000 |
От 3000 до 4000 |
От 4000 и более |
|
Прогиб тарелки, мм |
3 |
4 |
5 |
3.6.10. Требования к тарелкам клапанным балластным:
1) клапаны после их установки в отверстия секций должны свободно (без заеданий) перемещаться до упора;
2) балласты на тарелке должны свободно (без заеданий) перемещаться по направляющим до упора.
3.6.11. Требования к тарелкам S-образно-клапанным:
прогибы S-образного элемента и колпачка не должны превышать 1 мм на 1 м длины, но не более 3 мм на всю длину.
3.6.12. Требования к тарелкам ситчатым с отбойными элементами:
прогиб секций (полотен) после их установки не должен превышать 5 мм.
3.6.13. Требования к тарелкам колпачковым:
1) местные выпучины и кривизна секций (полотен) тарелок не должны превышать 4 мм по всему сечению тарелки, а для тарелки с цельным полотном — 5 мм;
2) верхние торцы паровых патрубков тарелок в сборе должны быть в одной горизонтальной плоскости. Отклонение от плоскости не должно превышать +/- 3 мм;
3) отклонение уровня верхних торцов сливных трубок относительно поверхности тарелок не должно превышать 3 мм. Базой, от которой ведется измерение, служит горизонтальная плоскость, проведенная через верхние торцы сливных труб;
4) перекос колпачков относительно плоскости тарелки, замеряемый от верха прорезей, не должен превышать 2 мм.
3.6.14. Требования к тарелкам ситчатым:
1) прогиб секций (полотен) после перфорации в зажатом состоянии не должен превышать 2 мм на 1 м длины, но не более 5 мм на всю длину.
Допускаются отдельные выпучины высотой до 8 мм на площади до 15% приварных секций (полотен);
2) сегменты и карманы должны иметь взаимно перпендикулярные стороны. Допуск неперпендикулярности сторон не более 2 мм по наибольшей стороне.
3.6.15. Требования к тарелкам ситчато-клапанным:
1) отклонения от плоскостности основания тарелки после ее сборки не должны превышать 2 мм на 1 м диаметра, но не более 5 мм на весь диаметр;
2) клапаны после их установки в отверстиях секций должны свободно (без заеданий) перемещаться до упора.
3.6.16. Требования к решеткам опорным под насадку:
местные выпучины и кривизна полос для решеток опорных не должны превышать 2 мм на 1 м длины.
3.6.17. Требования к тарелкам распределительным:
1) местные выпучины и кривизна секций (полотен), подготовленных под установку патрубков, не должны превышать 5 мм;
2) в собранных и установленных тарелках верхние торцы патрубков должны быть в одной плоскости. Отклонение от плоскостности не должно превышать 3 мм;
3) регулируемые тарелки должны быть установлены в аппарате на регулировочных болтах. Отклонение от горизонтальности не должно превышать 3 мм на 1 м диаметра, но не более 4 мм на весь диаметр.
3.6.18. Требования к тарелкам жалюзийно-клапанным:
1) отклонение от плоскостности основания тарелки после ее сборки не должно превышать 2 мм на 1 м диаметра, но не более 5 мм на весь диаметр;
2) жалюзи жалюзийного элемента после сборки тарелки должны свободно (без заеданий) проворачиваться до упора.
3.6.19. Требования к тарелкам желобчатым:
1) сегменты глухие, карманы сегментные, а также карманы гидравлических затворов многопоточных тарелок должны иметь взаимно перпендикулярные стороны. Допуск на отклонение от перпендикулярности не должен превышать 2 мм для наиболее длинной детали;
2) зазор между стенкой колпачка и шаблоном при проверке внутреннего профиля колпачка не должен превышать 2 мм.
Кромки рубцов колпачка должны быть ровными;
3) отклонение диаметра желоба с двух концов на длине 50 мм от торцов не должно превышать 1 мм;
4) горизонтальные полки глухих левых и правых сегментов, а также сегментных карманов должны быть установлены перпендикулярно к продольной оси сосуда (аппарата). Допуск на отклонение от перпендикулярности не должен превышать 1 мм на 1 м диаметра, но не более 3 мм на диаметр.
Вертикальные полки должны быть параллельны образующей корпуса сосуда (аппарата). Допуск на отклонение от параллельности не должен превышать 3 мм на всю длину полки.
3.6.20. Крепежные детали подлежат отбраковке при выявлении:
1) вытягивания резьбы, трещин, рваных мест, выкрашивания ниток резьбы глубиной более 0,5 высоты профиля резьбы или длиной, превышающей в витке 0,25 его длины;
2) непрямолинейности стержня крепежной детали, превышающей 0,2 мм на 100 мм ее длины;
3) повреждений боковых граней и ребер гаек и головок болтов, препятствующих затяжке, или уменьшения размера под ключ более чем на 3% от номинальной.
3.6.21. Заусенцы, вмятины глубиной более 0,5 высоты профиля резьбы и длиной, не превышающей 8% длины резьбы, устраняются прогонкой резьбонарезным инструментом.
Шероховатость поверхности резьбы допускается не более Rz 20.
3.6.22. Резьбовые отверстия на элементах сосуда (аппарата) должны отбраковываться при срыве, выкрашивании или коррозионном износе резьбы, а также при прохождении непроходного калибра типа Р-Р по ГОСТ 6485, ГОСТ 2533 и ГОСТ 18466.
3.6.23. Крепежные детали внутренних устройств сосудов (аппаратов) колонного типа из углеродистых сталей рекомендуется изготавливать из коррозионно-стойких материалов.
3.6.24. Трубные решетки кожухотрубчатых теплообменных аппаратов должны отбраковываться при достижении отбраковочных значений их толщин, определенных в соответствии с п. 3.6.1, выявлении трещин, а также при отслоении наплавленной поверхности от основного металла.
Трубный пучок рекомендуется отбраковывать при выходе из строя более 30% труб.
Трубные решетки должны иметь гладкие и ровные уплотнительные поверхности под прокладки без поперечных рисок, забоин, пор и раковин.
3.6.25. Крышки секций «Лумус» должны отбраковываться при выявлении трещин или прокорродировавших участков глубиной, превышающей 30% от их первоначальной толщины.
3.6.26. Фланцы штуцеров должны отбраковываться:
1) при неудовлетворительном состоянии уплотнительной поверхности — наличии трещин, раковин и других дефектов, не подлежащих ремонту;
2) при уменьшении толщины стенки воротника фланца до отбраковочных (расчетных) размеров патрубка.
3.7. ОЦЕНКА РЕСУРСА ОСТАТОЧНОЙ РАБОТОСПОСОБНОСТИ <*>
———————————
<*> Ресурс остаточной работоспособности — продолжительность эксплуатации сосуда (аппарата) на допустимых параметрах от данного момента времени до его прогнозируемого предельного состояния.
3.7.1. Ресурс остаточной работоспособности определяется, если сосуд (аппарат):
1) выработал ресурс эксплуатации, установленный автором проекта или предприятием-изготовителем;
2) не имеет установленного ресурса и находится в эксплуатации 20 и более лет;
3) выработал разрешенный к дальнейшей эксплуатации ресурс остаточной работоспособности сверх первоначально установленного ресурса;
4) временно находился под воздействием параметров, превышающих расчетные (например, пожар, авария);
5) не имеет установленного ресурса и за время работы накопил 1000 и более циклов нагружения;
6) по мнению его владельца, требует оценки остаточного ресурса.
3.7.2. Обследование сосудов (аппаратов) с целью определения остаточного ресурса и возможности их дальнейшей эксплуатации должно проводиться по специальным методикам, согласованным с органами Госгортехнадзора РФ [106, 108, 142 и др.].
3.7.3. Эксплуатация сосудов (аппаратов), перечисленных в п. 3.7.1, допускается после получения заключения об их техническом состоянии от организации, имеющей соответствующее разрешение (лицензию).
3.7.4. Лицом, ответственным по надзору за техническим состоянием и эксплуатацией сосуда, должны быть выполнены записи в паспорте аппарата о проведенном обследовании с указанием даты, организации, выдавшей заключение о возможном сроке дальнейшей эксплуатации, и назначенных мероприятиях, обеспечивающих безопасную эксплуатацию, о месте хранения заключения.
3.8. ОБЩИЕ УКАЗАНИЯ ПО РЕМОНТУ СОСУДОВ (АППАРАТОВ)
3.8.1. Для поддержания сосуда (аппарата) в исправном состоянии администрация предприятия обязана своевременно проводить его ремонт.
3.8.2. Ремонт сосудов (аппаратов) и их элементов должен производиться только после полного снятия давления, освобождения и очистки от остатков рабочей среды, пропарки, продувки, промывки и подготовки их в соответствии с действующими правилами техники безопасности. Ремонт выполняют по специальной технологии, разработанной ремонтной или специализированной организацией.
3.8.3. Технология ремонта должна разрабатываться с учетом требований проекта, ОСТ 26-291-87, ОТУ-2-92 и других действующих нормативно-технических документов и рекомендаций заводов-изготовителей (например, способы ремонта повреждений стеклоэмалевых покрытий рекомендуются инструкцией Фастовского машиностроительного завода «Красный Октябрь» «Аппараты эмалированные. Инструкция по эксплуатации». Киев, 1975 [148]).
3.8.4. Работы, связанные с изменениями конструкции сосуда (аппарата), необходимость в которых может возникнуть при эксплуатации и ремонте, должны быть согласованы с организацией — разработчиком технического проекта сосуда (аппарата). При невозможности выполнения этого условия допускается согласование изменений в проекте со специализированной научно-исследовательской организацией, имеющей лицензию на выполнение такого вида работ.
3.9. ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
3.9.1. По сосудам (аппаратам) ведется техническая документация, перечисленная в таблице 3.10.
Таблица 3.10
|
N п/п |
Наименование документов |
Ответственные за оформление и едение документа |
Место хранения |
Примечание |
|
1 |
Книга учета и освидетельствования сосудов и аппаратов (Приложение 3.1) |
Инженер ОТН |
ОТН |
|
|
2 |
Паспорта на сосуды и аппараты |
Начальник установки (производства, цеха) |
Установка (производство, цех) |
|
|
3 |
Акт отбраковки элементов сосудов (аппаратов) (Приложение 3.7) |
Инженер ОТН, механик установки, начальник установки |
1 экз. — ОТН, 1 экз. — установка (производство, цех) |
|
|
4 |
Разрешение на перенос сроков технического освидетельствования сосудов (аппаратов): внутреннего осмотра, испытания на прочность и плотность |
Начальник установки, механик установки, инженер ОТН |
1 экз. — ОТН, 1 экз. — установка (производство, цех) |
|
|
5 |
Перечень сосудов и аппаратов, которые должны подвергаться дополнительным освидетельствованиям, испытаниям и исследованиям (Приложение 3.2) |
Начальник установки, инженер ОТН |
1 экз. — ОТН, 1 экз. — установка (производство, цех) |
|
|
6 |
Коррозионная карта сосуда (аппарата) (Приложение 3.6) |
Начальник установки, инженер ОТН |
В паспорте сосуда (аппарата) |
|
|
7 |
Акт-предписание ОТН по периодической проверке сосудов и аппаратов в рабочем состоянии |
Инженер ОТН |
1 экз. — ОТН, 1 экз. — установка (производство, цех) |
|
|
8 |
Исполнительная техническая документация по ремонту и реконструкции |
Ст. механик цеха (производства), начальник установки, механик установки |
В паспорте сосуда (аппарата) |
|
|
9 |
График ремонта и технического освидетельствования сосудов (аппаратов) |
Начальник установки (производства, цеха) |
1 экз. — установка (производство, цех), 1 экз. — ОТН |
|
|
10 |
Протоколы ежегодной проверки знаний персонала, обслуживающего сосуды, работающие под давлением |
Начальник установки (производства, цеха) |
1 экз. — установка (производство, цех) |
|
|
11 |
Ведомость установочных давлений ППК |
Механик установки (производства, цеха), инженер ОТН, мастер цеха по ремонту арматуры |
1 экз. — установка (производство, цех), 1 экз. — ОТН, 1 экз. — цех по ремонту арматуры |
|
|
12 |
Акты ревизии и ремонта ППК |
Мастер цеха по ремонту арматуры, механик установки (производства, цеха) |
1 экз. — установка (производство, цех), 1 экз. — цех по ремонту арматуры |
|
|
13 |
Технические паспорта на предохранительные клапаны |
Механик установки (производства, цеха) |
Установка (производство, цех) |
|
|
14 |
Журнал регистрации контрольных проверок манометров |
То же |
То же |
|
|
15 |
Общезаводская инструкция по режиму работы и безопасному обслуживанию сосудов, работающих под давлением более 0,07 МПа (0,7 кгс/см2) |
Начальник установки (производства, цеха), инженер ОТН |
1 экз. — установка (производство, цех), 1 экз. — ОТН |
|
|
16 |
Инструкция по монтажу и эксплуатации сосуда (аппарата) |
Предприятие-изготовитель |
В паспорте сосуда (аппарата) |
|
|
17 |
Схема включения сосуда (аппарата) |
Начальник установки (производства, цеха) |
То же |
|
|
18 |
Удостоверение о качестве монтажа сосуда (аппарата) |
Организация, производившая монтаж |
-«- |
|
|
19 |
Журнал наработки циклов нагружения сосудов, работающих под давлением |
Начальник установки (производства, цеха) |
Установка (производство, цех) |
Примечание. Формы технической документации, приведенные в Приложениях 3.1 — 3.5, являются рекомендуемыми. Допускается внесение изменений в формы при условии сохранения основного содержания.
Приложение 3.1
КНИГА
учета и освидетельствования сосудов, работающих
под давлением свыше 0,07 МПа (0,7 кгс/см2)
|
N п/п |
Наименование сосуда (аппарата), позиция N |
Год начала эксплуатации |
Регистрационный N и дата регистрации |
Разрешенные параметры |
Среда |
Скорость коррозии, мм/год |
Материал основных частей сосуда или аппарата |
Завод-изготовитель, заводской N, год изготовления |
|
|
P, МПа (кгс/см2) |
t, °C |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Цех N Установка N |
|
Периодичность освидетельствования предприятием |
Очередные сроки технического освидетельствования |
|||||||||||
|
Предприятием |
Инспектором Госгортехнадзора |
|||||||||||
|
В.О. <*> |
Г.И. <*> |
В.О. |
Г.И. |
В.О. |
Г.И. |
|||||||
|
план —— факт |
план —— факт |
план —— факт |
план —— факт |
план —— факт |
план —— факт |
план —— факт |
план —— факт |
план —— факт |
план —— факт |
план —— факт |
план —— факт |
|
|
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
———————————
<*> В.О. — внутренний осмотр; Г.И. — гидравлическое испытание.
Приложение 3.2
СОГЛАСОВАНО УТВЕРЖДАЮ
Начальник ОТН Главный инженер (механик) завода
______________________ ________________________________
______________________ ________________________________
«__» _________ 199_ г. «__» ___________________ 199_ г.
ПЕРЕЧЕНЬ
сосудов (аппаратов) цеха N ___________, установки N __________, которые
должны подвергаться дополнительным освидетельствованиям, испытаниям и
исследованиям
|
N п/п |
Наименование сосуда (аппарата) |
Поз. N |
Зав. N |
Рег. N |
Параметры |
Материал корпуса и защита от коррозии |
Вид дополнительного освидетельствования или исследования и объем |
Периодичность проведения |
Примечание |
||
|
Pраб., МПа (кгс/м2) |
Среда |
t стенки, °C |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
Начальник установки (цеха) _________________
Инженер ОТН ________________________________
Приложение 3.3
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО НАДЗОРУ ЗА БЕЗОПАСНЫМ
ВЕДЕНИЕМ РАБОТ В ПРОМЫШЛЕННОСТИ И ГОРНОМУ НАДЗОРУ
ПОСТАНОВЛЕНИЕ
от 13 апреля 1987 г. N 10
ОБ ИЗМЕНЕНИИ ПЕРИОДИЧНОСТИ ТЕХНИЧЕСКИХ
ОСВИДЕТЕЛЬСТВОВАНИЙ СОСУДОВ, ПРЕДУСМОТРЕННЫХ СТАТЬЕЙ
6.3.4 ПРАВИЛ УСТРОЙСТВА И ЭКСПЛУАТАЦИИ СОСУДОВ, РАБОТАЮЩИХ
ПОД ДАВЛЕНИЕМ, НА ПРЕДПРИЯТИЯХ МИННЕФТЕХИМПРОМА СССР
Государственный комитет СССР по надзору за безопасным ведением работ в промышленности и горному надзору постановляет:
1. Согласиться с предложением Миннефтехимпрома СССР об изменении периодичности технических освидетельствований сосудов, работающих под давлением, и установить следующие сроки их проведения на предприятиях отрасли.
Внутренние осмотры инспектором:
не реже одного раза в шесть лет при скорости коррозии металла до 0,1 мм/год включительно; не реже одного раза в четыре года при скорости коррозии металла свыше 0,1 мм/год.
Внутренние осмотры предприятием — владельцем сосудов:
не реже одного раза в шесть лет при скорости коррозии металла до 0,1 мм/год включительно; не реже одного раза в два года при скорости коррозии свыше 0,1 мм/год до 0,3 мм/год; не реже одного раза в год при скорости коррозии металла свыше 0,3 мм/год.
Гидравлические испытания сосудов:
не реже одного раза в двенадцать лет при скорости коррозии металла до 0,1 мм/год включительно; не реже одного раза в восемь лет при скорости коррозии металла свыше 0,1 мм/год.
2. Сосуды, эксплуатируемые в условиях, вызывающих снижение прочностных свойств металла, независимо от скорости коррозии при температуре стенки 450 °C и выше, а также подверженные межкристаллитной коррозии или коррозионному растрескиванию, должны подвергаться техническим освидетельствованиям в сроки и объемах, предусмотренных действующими Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением.
3. Предложить Миннефтехимпрому СССР:
3.1. Производственным объединениям и предприятиям совместно с институтом ВНИКТИнефтехимоборудование до 1 июня 1987 г. разработать и утвердить по согласованной с Госгортехнадзором СССР форме перечни сосудов с указанием периодичности проведения внутренних осмотров и гидравлических испытаний, условий эксплуатации оборудования и скорости коррозионного износа металла. Данные о скорости коррозии металла внести в паспорт сосудов.
3.2. Обязать лиц, ответственных за исправное состояние и безопасную эксплуатацию сосудов, установить строгий контроль за соблюдением рабочих параметров и состава среды, установленных технологическим регламентом, с целью исключения возможности увеличения скорости коррозии металла эксплуатируемого оборудования.
Председатель комитета
И.М.ВЛАДЫЧЕНКО
Приложение 3.4
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО НАДЗОРУ ЗА БЕЗОПАСНЫМ
ВЕДЕНИЕМ РАБОТ В ПРОМЫШЛЕННОСТИ И ГОРНОМУ НАДЗОРУ
ВЫПИСКА ИЗ ПРОТОКОЛА ЗАСЕДАНИЯ
от 10 марта 1981 г. N 7
Комитет постановляет:
1. Согласиться с предложением Миннефтехимпрома СССР и установить следующий порядок проведения периодических (в процессе эксплуатации) технических освидетельствований теплообменников с выдвижной трубной системой, работающих под давлением свыше 0,7 кгс/см2 до 100 кгс/см2 включительно, применяемых на предприятиях Миннефтехимпрома СССР:
— руководители предприятия производят внутренний осмотр регистрируемых и нерегистрируемых в органах Госгортехнадзора теплообменников после каждой выемки трубной системы;
— на предприятиях должен быть составлен и утвержден главным инженером перечень теплообменников с выдвижной трубной системой и указанием скорости коррозии;
— скорость коррозии должна быть внесена в паспорт теплообменника и коррозионную карту и периодически, во время внутреннего осмотра теплообменника, проверяться. При выявлении увеличения скорости коррозии выше пределов, указанных в паспорте, руководители предприятий должны с привлечением специализированной организации установить причины, разработать и осуществить меры по снижению скорости коррозии и сообщить об этом местным органам Госгортехнадзора;
— правильность ведения режима работы теплообменников должна ежесуточно проверяться (по диаграммам регистрирующих приборов) лицом, ответственным за исправное состояние и безопасное действие теплообменников, с записью результатов проверки в специальный журнал. В конце года в паспорт теплообменника должна вноситься обобщенная запись об отклонениях от нормального режима работы, имевших место за год.
2. Обязать руководителей Госгортехнадзоров союзных республик и начальников управлений округов поручить инспекторам котлонадзора производить периодическое техническое освидетельствование (внутренний осмотр и гидравлическое испытание) регистрируемых теплообменников, работающих со средой, при которой скорость коррозии не превышает 0,1 мм/год, не реже одного раза в 12 лет, а при скорости коррозии металла свыше 0,1 мм/год до 0,3 мм/год включительно — не реже одного раза в 8 лет. Очередное инспекторское техническое освидетельствование может быть совмещено с внутренним осмотром, проводимым администрацией предприятия (после выемки трубной системы), при условии, что разрыв между сроками этих освидетельствований не превышает двух лет.
Выписка верна п/п (Чурин В.Н.)
Приложение 3.5
УТВЕРЖДАЮ
Главный инженер (производственного
объединения, предприятия)
__________________________________
«__» _____________________ 199_ г.
ПЕРЕЧЕНЬ СОСУДОВ (АППАРАТОВ),
на которые распространяется постановление Госгортехнадзора СССР
установка N ________________________ цех N ____________________
|
N п/п |
Наименование сосуда по технологической схеме |
N сосуда по технологической схеме |
Регистрационный N сосуда |
Условия эксплуатации рабочие |
Материал сосуда |
Скорость коррозии металла сосуда, мм/год |
Сведения о средствах защиты металла от коррозии |
Установленная периодичность технических освидетельствований |
Примечание |
||||
|
среда, состав и концентрация коррозионных агентов |
давление, МПа (кгс/см2) |
температура, °C |
Внутренний осмотр |
Гидравлическое испытание сосудов |
|||||||||
|
предприятием |
инспектором ГГТН РФ |
||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
Главный механик (энергетик) ___________ Начальник производства ____________
Начальник отдела Начальник цеха
технического надзора __________________ (установки) _______________________
Приложение 3.6
КОРРОЗИОННАЯ КАРТА
сосуда (аппарата) ________________________ поз. N _________________________
установка N _____________________________, цех N __________________________
|
Наименование частей сосуда (аппарата) |
Толщина стенки, мм |
Результаты замеров |
||||||
|
первоначальная |
отбраковочная |
Дата ________ Подпись _____ |
Дата ________ Подпись _____ |
Дата ________ Подпись _____ |
||||
|
N точки |
толщина стенки, мм |
N точки |
толщина стенки, мм |
N точки |
толщина стенки, мм |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
Эскиз сосуда (аппарата) или его развертка
Приложение 3.7
СОГЛАСОВАНО УТВЕРЖДАЮ
Начальник службы Главный механик предприятия
технического надзора ___________________________
____________________ «__» ______________ 199_ г.
«__» _______ 199_ г.
АКТ
отбраковки элементов сосуда(ов)
«__» __________________ 199_ г.
Цех (производство) N __________________; установка N __________________
Мы, нижеподписавшиеся
начальник установки (цеха, производства) ______________________________
механик установки (цеха, производства) ________________________________
инженер службы технического надзора __________________________________,
составили настоящий акт в том, что нами произведено техническое
освидетельствование сосуда(ов) поз. N _____________________________________
в соответствии с требованиями _________________________________________
(наименование нормативно-технического
___________________________________________________________________________
документа (или перечислить все, что делалось при ревизии))
В результате освидетельствования установлено
|
Наименование сосуда(ов) (аппаратов) |
Поз. N |
Наименование элементов сосуда(ов) (аппаратов) |
Описание дефектов на элементах сосуда(ов) (аппаратов) и решение об отбраковке |
Срок устранения |
Начальник установки (цеха, производства) ______________________________
Механик установки (цеха, производства) ________________________________
Инженер службы технического надзора ___________________________________
Приложение 3.8
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ПО ГИДРАВЛИЧЕСКОМУ ИСПЫТАНИЮ СОСУДОВ,
РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ <*>
———————————
<*> Далее по тексту — «Методические указания».
1. Гидравлические испытания производятся при удовлетворительных результатах внутреннего осмотра. Пробное давление принимается в соответствии с разд. 4.6 «Правил».
Сосуды (аппараты), на которые имеются специальные государственные стандарты или технические условия, должны испытываться давлением, указанным в этих документах.
Гидравлическое испытание эмалированных сосудов (аппаратов), независимо от рабочего давления, должно производиться пробным давлением, указанным предприятием-изготовителем.
2. Гидравлическое испытание допускается производить водой или другими некоррозионными, неядовитыми, невзрывоопасными, невязкими жидкостями.
3. При гидравлическом испытании перед поднятием давления необходимо убедиться в отсутствии воздуха в сосуде. Поэтому при наполнении сосуда жидкостью воздушник, расположенный в верхней точке сосуда, должен быть открытым.
Если для гидравлического испытания сосуд был заполнен холодной жидкостью и на его стенках появилась роса, то испытание должно производиться только после высыхания стенок сосуда.
Давление в сосуде должно контролироваться двумя манометрами. Оба манометра выбираются одного типа, предела измерения, одинаковых классов точности и цены деления.
Повышение и снижение давления должно быть плавным. Скорость подъема и снижения давления должна быть 0,1 — 0,2 МПа (1,0 — 2,0 кгс/см2) в минуту.
4. Пробное давление в сосуде должно создаваться насосом, обеспечивающим указанные условия подъема давления. Предпочтение следует отдавать поршневому насосу. Насос должен быть оснащен проверенным манометром с такой шкалой, чтобы предел измерения давления находился во второй трети шкалы.
5. Для предотвращения возможности подъема давления при гидравлическом испытании сверх пробного предохранительный клапан на насосе, предназначенном для проведения гидравлического испытания, необходимо отрегулировать на установочное давление, равное пробному давлению плюс 5% от расчетного давления.
Пропускная способность предохранительного клапана должна быть равна максимальной производительности насоса.
Допускается для предотвращения возможности превышения давления в сосуде сверх пробного использовать предохранительный клапан сосуда с соответствующей пружиной, отрегулировав его на установочное давление, равное пробному плюс 5% от расчетного давления. При этом установочное давление не должно превышать пробное более чем на 0,1 МПа (1,0 кгс/см2).
6. При гидроиспытании в горизонтальном положении вертикально установленных сосудов высотой более 8 м, заполняемых в рабочих условиях жидкостью, пробное давление следует принимать с учетом гидростатического давления в рабочих условиях.
7. Гидравлическое испытание сосудов колонного типа может производиться в горизонтальном положении лишь в тех случаях, когда расчетом на прочность будет установлено, что при пробном давлении напряжения во всех элементах сосудов не будут превышать 90% предела текучести для данной марки стали.
8. В сосудах, имеющих несколько обособленных полостей, каждая полость должна испытываться отдельно пробным давлением в зависимости от расчетного давления в этой полости. Если одна из смежных полостей работает под вакуумом, то при определении пробного давления должно учитываться разрежение.
Порядок проведения испытания должен соответствовать указанному в техническом проекте или инструкции по монтажу и эксплуатации сосуда (аппарата) предприятия-изготовителя.
9. Под пробным давлением сосуд должен находиться в течение 5 мин., затем давление постепенно снижается до расчетного, при котором производится осмотр сосуда, обращая особое внимание на сварные швы и вальцовочные соединения. Если есть признаки пропуска воды через наружную изоляцию (промокание, вздутие), необходимо полностью или частично удалить покрытие.
10. Если во время испытания внутри сосуда слышны удары, шум и стук или происходит падение давления, то гидравлическое испытание прекращается и производится осмотр сосуда для определения причин их проявления и возможных повреждений.
11. Сосуд считается выдержавшим гидравлическое испытание, если не обнаружено признаков разрыва, течи, «слезок» и «потения» в сварных соединениях и на основном металле, видимых остаточных деформаций.
12. Гидравлическое испытание производится под руководством лица, ответственного за исправное состояние и безопасное действие сосуда.
13. Исполнители и лица, ответственные за организацию подготовки и проведения гидравлического испытания сосудов, назначаются распоряжением по цеху (производству).
14. Гидравлическому испытанию сосуда должна предшествовать разработка схемы отключения сосуда от трубопроводов и другого оборудования, а также подключения его к источнику давления с указанием контрольно-измерительных приборов, предохранительных устройств от превышения давления в испытуемом сосуде и мест их установки.
15. Лицо, ответственное за исправное состояние и безопасное действие сосуда, знакомит исполнителей гидравлического испытания со схемой, определяет их расстановку, проводит инструктаж на рабочем месте каждого исполнителя и устанавливает средства связи между ними.
16. На основании настоящих «Методических указаний» на каждом предприятии разрабатывается инструкция по проведению гидравлического испытания сосудов применительно к условиям предприятия и утверждается главным инженером.
Приложение 3.9
ДОПУСТИМЫЕ КЛАССЫ ДЕФЕКТНОСТИ СВАРНЫХ СОЕДИНЕНИЙ
ПРИ РАДИОГРАФИЧЕСКОМ КОНТРОЛЕ
|
Вид сварных соединений |
Группа сосудов по ОСТ 26-291-87 |
|||
|
1, 2, 3 |
4 |
5а |
5б |
|
|
Классы дефектности по ГОСТ 23055-78 |
||||
|
Стыковые |
3 |
4 |
5 |
6 |
|
Угловые и тавровые |
4 |
5 |
5 |
6 |
|
Нахлесточные |
5 |
6 |
6 |
7 |
Примечания: 1. Оценку единичных дефектов (пор и включений) по ширине (диаметру) при толщине свариваемых элементов до 45 мм, а также скоплений, независимо от толщины свариваемых элементов, допускается производить по нормам класса 4 вместо класса 3, класса 5 вместо класса 4, класса 6 вместо класса 5, класса 7 вместо класса 6.
2. Скопление пор и включений по длине не должно превышать 1,5 допустимых длин отдельных дефектов по ГОСТ 23055-78.
3. При различной толщине свариваемых элементов максимальный допустимый размер дефекта выбирается по меньшей толщине.
Приложение 3.10
ОЦЕНКА КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ ПО ТВЕРДОСТИ
|
Марка стали |
Допустимые пределы твердости основного металла, ед. НВ <*> |
Допустимая твердость металла шва и зоны термического влияния, ед. НВ, не более |
|
Ст. 2, ст. 3, сталь 10, 15, 20, 15К, 16К |
120 — 160 |
180 |
|
18К |
120 — 160 |
190 |
|
20К, 22К |
130 — 190 |
200 |
|
20ЮЧ |
140 — 190 |
220 |
|
09Г2С |
120 — 180 |
225 |
|
10Г2С1 |
130 — 190 |
225 |
|
16ГС |
120 — 180 |
225 |
|
10Г2 |
120 — 190 |
225 |
|
12МХ |
140 — 180 |
240 |
|
12ХМ |
140 — 170 |
240 |
|
15ХМ |
140 — 200 |
240 |
|
12Х1МФ |
130 — 170 |
240 |
|
10Х2М1, 1Х2М1 |
160 — 220 |
240 |
|
15Х5М |
130 — 170 |
240 |
|
15Х5МУ |
170 — 235 |
270 |
|
08Х18Н10Т, 12Х18Н10Т, 10Х17Н13М2Т, 10Х17Н13М3Т |
150 — 180 |
200 |
———————————
<*> Допустимое отклонение указанных пределов не должно превышать +20 НВ и -10 НВ.
Примечания 1. По заключению специализированной организации в отдельных случаях сосуд (аппарат) может быть допущен к эксплуатации при твердости металла, отличающейся от приведенных значений.
2. Твердость коррозионно-стойкого слоя и переходного слоя в швах сварных соединений из двухслойной стали не должна быть более 220 НВ.
ПЕРЕЧЕНЬ
ОСНОВНЫХ НОРМАТИВНО-ТЕХНИЧЕСКИХ
ДОКУМЕНТОВ ПО ПРОЕКТИРОВАНИЮ, ИЗГОТОВЛЕНИЮ, МОНТАЖУ,
ЭКСПЛУАТАЦИИ, ТЕХНИЧЕСКОМУ НАДЗОРУ И РЕМОНТУ ОБОРУДОВАНИЯ
НЕФТЕПЕРЕРАБАТЫВАЮЩИХ И НЕФТЕХИМИЧЕСКИХ ПРЕДПРИЯТИЙ
|
N п/п |
Наименование и шифр материала |
Ведомство и год утверждения |
Примечание |
|
1. ОБЩАЯ ДОКУМЕНТАЦИЯ |
|||
|
1 |
СНиП 2.01.07-85. Нагрузки и воздействия. Нормы проектирования |
Госстрой СССР |
<*> |
|
2 |
СНиП 2.02.01-83. Основания зданий и сооружений. Нормы проектирования |
То же |
<*> |
|
3 |
СНиП 2.03.11-85. Защита строительных конструкций от коррозии |
-«- |
<*> |
|
4 |
СНиП 2.03.01-84. Бетонные и железобетонные конструкции |
-«- |
<*> |
|
5 |
СНиП 3.01.04-87. Приемка в эксплуатацию законченных строительством объектов. Основные положения |
-«- |
<*> |
|
6 |
СНиП II-106-79. Склады нефти и нефтепродуктов. Нормы проектирования |
-«- |
<*> |
|
7 |
СНиП II-23-81. Стальные конструкции. Нормы проектирования |
-«- |
<*> |
|
8 |
СНиП II-7-81. Строительство в сейсмических районах. Нормы проектирования |
Госстрой СССР |
|
|
9 |
СНиП III-16-80. Бетонные и железобетонные конструкции сборные |
То же |
|
|
10 |
СНиП 2.09.03-85. Сооружения промышленных предприятий |
-«- |
|
|
11 |
ГОСТ 8.380-80. Резервуары стальные вертикальные цилиндрические вместимостью 100 — 50000 м3. Методы и средства поверки |
Государственный комитет СССР по стандартам |
|
|
12 |
ГОСТ 1510-84. Нефть и нефтепродукты. Маркировка, упаковка, транспортирование и хранение |
То же |
|
|
13 |
ГОСТ 380-88. Сталь углеродистая обыкновенного качества. Марки |
-«- |
|
|
14 |
ГОСТ 19281-89. Прокат стали повышенной прочности. Общие технические условия |
-«- |
|
|
15 |
ГОСТ 19903-74. Сталь листовая горячекатаная |
-«- |
|
|
16 |
ГОСТ 8713-79. Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры |
-«-, 1979 |
|
|
17 |
ГОСТ 14771-76. Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры |
-«-, 1976 |
|
|
18 |
ГОСТ 5264-80. Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры |
-«-, 1980 |
|
|
19 |
ГОСТ 11534-75. Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры |
-«-, 1975 |
|
|
20 |
ГОСТ 11533-75. Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры |
Государственный комитет СССР по стандартам, 1975 |
|
|
21 |
ГОСТ 15164-78. Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры |
То же, 1978 |
|
|
22 |
ГОСТ 23518-79. Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры |
-«-, 1979 |
|
|
23 |
ГОСТ 5264-80. Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры |
-«- |
|
|
24 |
ГОСТ 6032-89. Стали и сплавы коррозионно-стойкие. Методы определения стойкости против межкристаллитной коррозии |
-«- |
|
|
25 |
ГОСТ 5520-79. Сталь листовая углеродистая, низколегированная и легированная для котлов и сосудов, работающих под давлением. Технические условия |
-«- |
|
|
26 |
ГОСТ 3242-79. Соединения сварные. Методы контроля качества |
-«- |
|
|
27 |
ГОСТ 12.1.007-76. ССБТ. Вредные вещества. Классификация и общие требования безопасности |
-«- |
|
|
28 |
ГОСТ 14782-86. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые |
-«- |
|
|
29 |
ГОСТ 7512-82. Контроль неразрушающий. Соединения сварные. Радиографический метод |
-«- |
|
|
30 |
ГОСТ 23055-78. Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля |
Государственный комитет по стандартам |
|
|
31 |
Общие правила взрывобезопасности для взрыво- и пожароопасных химических, нефтехимических и нефтеперерабатывающих производств |
Госгортехнадзор СССР, 1988 |
|
|
32 |
Правила пожарной безопасности при эксплуатации нефтеперерабатывающих предприятий (ППБ-79) |
Миннефтехимпром СССР, 1979 |
|
|
33 |
Положение о планово-предупредительном ремонте технологического оборудования нефтеперерабатывающей и нефтехимической промышленности. Часть 1 |
Миннефтехимпром СССР, 1976, ВНИКТИнефтехимоборудование |
|
|
34 |
РДИ 38.18.002-83. Инструкция по ультразвуковому контролю сварных соединений технологического оборудования |
Миннефтехимпром СССР, ВНИКТИнефтехимоборудование |
|
|
35 |
18-03-ИК-74. Инструкция по проведению цветного метода контроля на предприятиях |
То же |
|
|
2. ПЕЧИ |
|||
|
36 |
СНиП III-24-75. Промышленные печи и кирпичные трубы |
Госстрой СССР |
|
|
37 |
ГОСТ 550-75. Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности. Технические условия |
Государственный комитет СССР по стандартам |
|
|
38 |
ГОСТ 9842-82. Трубы и отводы гнутые стальные |
То же |
|
|
39 |
ОСТ 26-02-313-71. Детали литые из серого и жаростойкого чугуна для трубчатых печей. Технические требования |
Миннефтехиммаш СССР |
|
|
40 |
РД РТМ 38.14.006-86. Методика определения сроков эксплуатации змеевиков печей установок каталитического риформинга, отработавших проектный ресурс |
Миннефтехимпром СССР, ВНИКТИнефтехимоборудование |
|
|
41 |
РТМ 26-02-67-84. Методика расчета на прочность элементов печей, работающих под давлением |
Союзнефтехиммаш, 1983 |
|
|
42 |
ОСТ 108.031.09-85. Котлы стационарные и трубопроводы пара и горячей воды. Нормы расчета на прочность. Методы определения толщины стенок |
Минэнергомаш |
<*> |
|
43 |
ОСТ 108.031.10-85. Котлы стационарные и трубопроводы пара и горячей воды. Нормы расчета на прочность. Определение коэффициентов прочности |
-«-, 1985 |
Взамен ОСТ 108.031. 03-75 |
|
44 |
ТУ 26-02-33-82. Двойники печные литые. Печи трубчатые. Детали |
Миннефтехиммаш СССР, 1982, ВНИИнефтемаш |
|
|
45 |
ВСН-315-81 ——————. ММСС СССР Инструкция по применению облегченных конструкций печей нефтеперерабатывающей промышленности с использованием легкого жаростойкого бетона и теплоизоляционных материалов |
Минмонтажспецстрой СССР |
|
|
46 |
Технологическая инструкция по сварке трубопроводов и печных змеевиков из теплоустойчивых хромомолибденовых сталей без термической обработки сварных соединений при изготовлении, монтаже и ремонте нефтеперерабатывающих и нефтехимических установок |
Миннефтехимпром СССР, ВНИКТИнефтехимоборудование, 1981 |
|
|
47 |
Инструкция по техническому надзору, методам ревизии, отбраковке и ремонту печей установок пиролиза производства этилена |
То же, 1986 |
|
|
48 |
Временная инструкция по техническому надзору, методам ревизии, отбраковке и ремонту печей пиролиза установок ЭП-300 |
-«-, 1984 |
|
|
49 |
Временная инструкция по механическому надзору, методам ревизии, отбраковке и ремонту печей пиролиза установки ЭП-450 ПО «Нижнекамскнефтехим» |
-«-, 1985 |
|
|
50 |
Трубчатые печи. Каталоги |
ВНИИнефтемаш, 1973, 1977, 1990 |
|
|
51 |
Горелки для трубчатых печей. Каталоги |
-«-, 1977, 1985 |
|
|
52 |
Указания по расчету железобетонных дымовых труб |
НИИ бетона и железобетона (НИИЖБ) |
|
|
53 |
Правила технической эксплуатации трубчатых печей нефтеперерабатывающих и нефтехимических предприятий (Теплотехническая часть) ТП.01.88 |
Миннефтехимпром СССР, 1988 |
|
|
54 |
Инструкция по проектированию паровой защиты технологических печей на предприятиях нефтеперерабатывающей и нефтехимической промышленности |
То же, 1976 |
<*> |
|
55 |
Инструкция по эксплуатации. Горелки унифицированные газомазутные парового распыливания ГП-1 и ГП-2 |
ВНИИнефтемаш, 1981 |
|
|
56 |
Инструкция по монтажу и эксплуатации ультразвуковой эмульсионно-вихревой комбинированной горелки ГЭВК-500 |
-«-, 1974 |
|
|
57 |
Горелка малошумная инжекционная газомазутная производительностью 5 Гкал/час ГГМ-5. Инструкция по эксплуатации |
-«- |
|
|
58 |
ТУ 26-02-971-83. Беспламенные панельные горелки типа ГБП |
-«-, 1983 |
|
|
59 |
Инструкция по сборке, монтажу и эксплуатации акустической газовой горелки (тип АГГ) печи пиролиза бензина производства этилена ЭП-300 |
ВПО «Союзнефтеоргсинтез» |
|
|
60 |
Инструкция по эксплуатации. Газомазутная дутьевая горелка ГУ-5М |
ВНИИнефтемаш, 1983 |
|
|
61 |
Техническое описание и инструкция по эксплуатации. Горелки газовые веерные настильного пламени для трубчатых печей нефтеперерабатывающей промышленности |
-«-, 1983 |
|
|
62 |
Рекомендации по автоматическому контролю и регулированию технологического режима трубчатых печей, обеспечивающие экономию топливно-энергетических ресурсов |
Куйбышевское СКБ НПО «Нефтехимавтоматика», 1986 |
<*> |
|
3. РЕЗЕРВУАРЫ |
|||
|
63 |
СНиП III-18-75. Металлические конструкции. Глава 4. Дополнительные правила для конструкций цилиндрических вертикальных резервуаров |
Госстрой СССР, 1975 |
|
|
64 |
СНиП 3.03.01-87. Несущие и ограждающие конструкции |
-«- |
|
|
65 |
ГОСТ 9.402-80. ЕСЭКС. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием |
Государственный комитет СССР по стандартам |
|
|
66 |
ГОСТ 17032-71. Резервуары стальные горизонтальные для нефтепродуктов. Типы и основные размеры |
То же |
|
|
67 |
ГОСТ 2517-85. Нефть и нефтепродукты. Отбор проб |
-«- |
|
|
68 |
ВСН 311-81 ——————-. ММСС СССР Инструкция по изготовлению и монтажу вертикальных цилиндрических резервуаров |
Минмонтажспецстрой СССР, 1982 |
|
|
69 |
ВСН 158-83. Инструкция по протекторной защите внутренней поверхности нефтяных резервуаров от коррозии |
ВНИИСТ |
<*> |
|
70 |
ВСН 01-75. Инструкция по проектированию стальных вертикальных резервуаров для нефти и нефтепродуктов |
Миннефтехимпром СССР, 1975 |
<*> |
|
71 |
СН 90-60. Указания по применению железобетонных и металлических резервуаров для хранения нефти и нефтепродуктов |
Госстрой СССР |
<*> |
|
72 |
Инструкция по ремонту железобетонных предварительно напряженных резервуаров для нефти |
Главтранснефть, 1977 |
<*> |
|
73 |
Инструкция 37-55 по определению вместимости стационарных вертикальных резервуаров для нефтепродуктов (с изменениями и дополнениями) |
Госстандарт СССР, 1960 |
<*> |
|
74 |
МСН 177-68 ——————-. ММСС СССР Инструкция по проведению прочностных испытаний стальных вертикальных цилиндрических резервуаров для нефти и нефтепродуктов |
Минмонтажспецстрой СССР, 1968 |
<*> |
|
75 |
МСН 150-67 ——————-. ММСС СССР Временная инструкция по производству замеров геометрической формы вертикальных цилиндрических резервуаров с понтоном и плавающей крышей для нефти и нефтепродуктов |
То же, 1967 |
<*> |
|
76 |
Инструкция по борьбе с пирофорными соединениями при эксплуатации и ремонте нефтезаводского оборудования |
Миннефтехимпром СССР, 1974 |
|
|
77 |
Временная инструкция по методике обследования старых металлических резервуаров и определения их пригодности к дальнейшей эксплуатации |
Главнефтеснаб РСФСР, 1963 |
|
|
78 |
Временная инструкция по защите резервуаров от коррозии |
М.: Недра, 1982 |
<*> |
|
79 |
Правила и инструкции по технической эксплуатации металлических резервуаров и очистных сооружений |
Главнефтеснаб РСФСР, 1975 |
<*> |
|
80 |
Правила технической эксплуатации нефтебаз |
Госкомнефтепродукт, 1984 |
<*> |
|
81 |
Временные правила технической эксплуатации резервуаров, оборудованных понтонами из синтетических материалов |
ВНИИСПТнефть Миннефтепрома СССР, 1966 |
<*> |
|
82 |
Понтон из синтетических материалов типа ПСМ. Инструкция по монтажу и эксплуатации |
Главнефтеснаб РСФСР, 1974 |
|
|
83 |
Рекомендации по расчету резервуаров и газгольдеров на сейсмические воздействия |
Госстрой СССР, 1969, ЦНИИСК им. Кучеренко |
<*> |
|
84 |
Рекомендации по восстановлению несущей способности стальных вертикальных резервуаров путем их усиления |
ВНИКТИнефтехимоборудование, 1986 |
|
|
85 |
ТУ 86-2009-77. Металлоконструкции стальных вертикальных цилиндрических резервуаров емкостью от 100 до 20000 м3 для хранения нефтепродуктов |
ЦНИИпроектлегконструкция |
|
|
86 |
ТУ 26-02-159-83. Клапаны дыхательные КД2. Клапаны редукционные |
||
|
87 |
ТУ 26-02-850-86. Хлопушки с перепуском чугунные. Резервуары нефтяные. Детали |
||
|
88 |
РД РТМ 26-01-111-78. Резервуары шаровые стальные сварные. Методика расчета на прочность |
Северодонецкий филиал УКРНИИхиммаша, 1978 |
<*> |
|
89 |
РД 39-30-185-79. Инструкция по эксплуатации стальных понтонов с открытыми отсеками |
Минтяжпром СССР, 1979 |
<*> |
|
90 |
Рекомендации по выбору и нанесению лакокрасочных материалов для защиты от коррозии металлоконструкций, эксплуатирующихся в сточных водах |
Госкомнефтепродукт РСФСР, 1980 |
<*> |
|
91 |
РД 50-156-79. Методические указания. Определение вместимости и градуировка железобетонных цилиндрических резервуаров со сборной стенкой вместимостью до 30000 м3 геометрическим методом |
<*> |
|
|
92 |
Правила технической эксплуатации резервуаров и инструкции по их ремонту |
М.: Недра, 1988 |
<*> |
|
4. СОСУДЫ И АППАРАТЫ |
|||
|
93 |
ГОСТ 14249-89. Сосуды и аппараты. Нормы и методы расчета на прочность |
Государственный комитет СССР по стандартам, 1989 |
Взамен ГОСТ 14249-73 |
|
94 |
ГОСТ 24755-89. Сосуды и аппараты. Нормы и методы расчета на прочность укрепления отверстий |
То же |
|
|
95 |
ГОСТ 24757-81. Сосуды и аппараты. Нормы и методы расчета на прочность. Аппараты колонного типа |
-«- |
|
|
96 |
ГОСТ 25859-83. Сосуды и аппараты стальные. Нормы и методы расчета на прочность при малоцикловых нагрузках |
Государственный комитет СССР по стандартам |
<*> |
|
97 |
ГОСТ 25.504-82. Расчеты и испытания на прочность. Методы расчета характеристик сопротивления усталости |
То же |
<*> |
|
98 |
ГОСТ 24756-81. Сосуды и аппараты. Нормы и методы расчета на прочность. Определение расчетных усилий для аппаратов колонного типа от ветровых нагрузок и сейсмических воздействий |
-«-, 1981 |
<*> |
|
99 |
ГОСТ 25215-84. Сосуды и аппараты высокого давления. Обечайки и днища. Нормы и методы расчета на прочность |
-«-, 1984 |
<*> |
|
100 |
ГОСТ 25221-82. Сосуды и аппараты. Днища и крышки сферические неотбортованные. Нормы и методы расчета на прочность |
-«-, 1982 |
<*> |
|
101 |
ГОСТ 26202-84. Нормы и методы расчета на прочность обечаек и днищ от воздействия опорных нагрузок |
-«-, 1984 |
<*> |
|
102 |
ГОСТ 6485-69. Калибры для конической дюймовой резьбы с углом профиля 60°. Типы. Основные размеры и допуски |
-«-, 1969 |
<*> |
|
103 |
ГОСТ 2533-88. Калибры для трубной цилиндрической резьбы. Допуски |
-«-, 1988 |
<*> |
|
104 |
ГОСТ 18466-73. Калибры для метрической резьбы свыше 68 до 200 мм |
-«-, 1973 |
<*> |
|
105 |
Правила устройства и безопасной эксплуатации сосудов, работающих под давлением |
Госгортехнадзор СССР, 1987 |
С изменениями N 1, утв. ГГТН РФ, 27.11.87 |
|
106 |
Методика диагностирования технического состояния сосудов и аппаратов, отслуживших установленные сроки службы на предприятиях Минтопэнерго |
Минтопэнерго РФ, Центрхиммаш, 1992 |
|
|
107 |
Методика прогнозирования остаточного ресурса безопасной эксплуатации сосудов и аппаратов по изменению параметров технического состояния |
Минтопэнерго РФ, Центрхиммаш, 1993 |
|
|
108 |
Положение о порядке диагностирования технологического оборудования взрывоопасных производств топливно-энергетического комплекса |
Минтопэнерго РФ, 1993 |
|
|
109 |
Руководящие указания по эксплуатации и ремонту сосудов и аппаратов, работающих под давлением ниже 0,07 МПа (0,7 кгс/см2) и вакуумом (РУА-93) |
Департамент нефтепереработки, ВНИКТИнефтехимоборудование, 1994 |
|
|
110 |
Инструкция по техническому надзору и эксплуатации сосудов, работающих под давлением, на которые не распространяются Правила Госгортехнадзора (ИТНЭ-93) |
То же, 1994 |
|
|
111 |
Инструкция по техническому освидетельствованию сосудов, работающих под давлением на предприятиях Миннефтехимпрома СССР |
Миннефтехимпром СССР, 1989 |
|
|
112 |
Технические указания — регламент по эксплуатации оборудования установок каталитического риформинга и гидроочистки, работающего в водородосодержащих средах |
ВПО «Союзнефтеоргсинтез» МНХП СССР и ВПО «Союзнефтехиммаш» МХНМ СССР, 1983 |
Взамен «Технических указаний — регламента», 1972 |
|
113 |
Регламент проведения в зимнее время пуска, остановки и испытаний на плотность аппаратуры химических, нефтеперерабатывающих и нефтехимических заводов, а также газовых промыслов и газобензиновых заводов |
Минхиммаш СССР, 1972 |
<*> |
|
114 |
Руководящие указания по эксплуатации, ревизии и ремонту пружинных предохранительных клапанов (РУПК-78) |
Миннефтехимпром СССР, 1977, ВНИКТИнефтехимоборудование |
<*> |
|
115 |
Методические указания по гидравлическому испытанию сосудов, работающих под давлением |
ВПО «Союзнефтеоргсинтез», 1985 |
<*> |
|
116 |
Инструкция по определению скорости коррозии металла стенок корпусов сосудов и трубопроводов на предприятиях Миннефтехимпрома СССР |
Миннефтехимпром СССР, 1983 |
|
|
117 |
Сосуды и аппараты. Общие технические условия на ремонт корпусов (ОТУ 2-92) |
Министерство топлива и энергетики Российской Федерации, 1992 |
Взамен ОТУ 1-79 |
|
118 |
Сосуды и аппараты стальные сварные. Требования к монтажу и эксплуатации (ТПОО.00.000Д1) |
ВНИИнефтемаш, 1985 |
|
|
119 |
ОСТ 26-291-87. Сосуды и аппараты стальные сварные. Общие технические требования |
Миннефтехиммаш СССР, 1987 |
|
|
120 |
ОСТ 24.201.03-90. Сосуды и аппараты высокого давления. Общие технические условия |
Минтяжмаш, 1990 |
|
|
121 |
ОСТ 26-1046-87. Сосуды и аппараты высокого давления. Нормы и методы расчета на прочность |
Миннефтехиммаш СССР, 1987 |
Взамен ОСТ 26-1046-74 |
|
122 |
ОСТ 26-01-1-85. Сосуды и аппараты эмалированные. Общие технические условия |
НИИэмальхиммаш, 1985 |
Взамен ОСТ 26-01-1-79, ОСТ 26-01-ЭД1-1-80 |
|
123 |
ОСТ 26-01-949-80. Сосуды и аппараты стальные эмалированные. Нормы и методы расчета на прочность |
Миннефтехиммаш СССР, 1980 |
Взамен ОСТ 26-01-949-74 |
|
124 |
ОСТ 26-09-2585-86. Техника криогенная и криогенно-вакуумная. Сосуды и камеры. Нормы расчета на прочность, устойчивость и долговечность сварных конструкций |
Минхиммаш СССР, 1990 |
|
|
125 |
Общие технические условия на ремонт кожухотрубчатых теплообменников (УО 38.011.85-83) |
Миннефтехимпром СССР, 1983, ВНИКТИнефтехимоборудование |
|
|
126 |
Теплообменники кожухотрубчатые. Общее руководство по централизованному ремонту (РД 38.19.008-87) |
Миннефтехимпром СССР, 1988, ВНИКТИнефтихимоборудование |
|
|
127 |
Контроль герметичности кожухотрубчатой теплообменной аппаратуры (РТМ 26-370-80) |
ВНИИПТхимнефтеаппаратуры, 1981 |
|
|
128 |
ОСТ 26-01-66-86. Тарелки колпачковые стальных колонных аппаратов, параметры, конструкция и размеры |
УкрНИИхиммаш, 1986 |
|
|
129 |
ОСТ 26-02-1401-76. Тарелки клапанные прямоточные для аппаратов колонного типа. Параметры, конструкция и основные размеры |
Взамен ОН 26-02-29-66 |
|
|
130 |
ОСТ 26-02-536-78. Тарелки ректификационные S-образно-клапанные для аппаратов колонного типа. Параметры, конструкция, основные размеры. Технические требования |
Миннефтехиммаш СССР, 1978 |
Взамен ОСТ 26-536-72 |
|
131 |
ОСТ 26-02-2061-80. Тарелки клапанные, балластные для аппаратов колонного типа. Конструкция, основные размеры |
То же, 1980 |
|
|
132 |
ОСТ 26-01-151-82. Сосуды и аппараты стальные сварные для низкотемпературного газоразделения. Технические требования, правила приемки и методы испытаний |
-«-, 1982 |
|
|
133 |
Сосуды и аппараты, работающие под давлением. Газовые и жидкостные методы контроля герметичности |
Миннефтехиммаш СССР, ВНИИПТхимнефтеаппаратуры |
<*> |
|
134 |
ОСТ 26-2079-80. Швы сварных соединений сосудов и аппаратов, работающих под давлением. Выбор методов неразрушающего контроля |
||
|
135 |
РД 26-10-87. Методические указания. Оценка надежности химического и нефтяного оборудования при поверхностном разрушении |
||
|
136 |
РД 26-11-01-85. Инструкция по контролю сварных соединений, недоступных для проведения радиографического и ультразвукового контроля |
<*> |
|
|
137 |
РД 26-11-21-88. Надежность изделий химического и нефтяного машиностроения. Система контроля и оценка надежности машин в эксплуатации. Методика оценки показателей надежности по результатам эксплуатационных наблюдений (испытаний) |
<*> |
|
|
138 |
РД 50-694-90. Методические указания. Надежность в технике. Вероятностный метод расчета на усталость сварных конструкций |
<*> |
|
|
139 |
Правила устройства и безопасной эксплуатации поршневых компрессоров, работающих на взрывоопасных и токсичных газах |
М.: Металлургия, 1972 |
|
|
140 |
Методика ультразвукового контроля металла и сварных соединений биметаллических аппаратов |
ВНИКТИнефтехимоборудование, 1988 |
|
|
141 |
Рекомендации по проведению ультразвукового контроля основного металла технологического оборудования |
То же |
|
|
142 |
Методика оценки ресурса остаточной работоспособности технологического оборудования нефтеперерабатывающих, нефтехимических и химических производств |
Миннефтехимпром СССР, ВНИКТИнефтехимоборудование, 1991 |
|
|
143 |
Положение о порядке проверки знаний правил, норм и инструкций по безопасности у руководящих работников и специалистов предприятий, организаций и объектов, подконтрольных Госгортехнадзору России |
Утв. Постановлением Госгортехнадзора России N 11 от 19.05.93 |
<*> |
|
144 |
ОСТ 26-2044-83. Швы стыковых и угловых сварных соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля |
Миннефтехиммаш СССР, 1983 |
|
|
145 |
РД 26-6-87. Методические указания. Сосуды и аппараты стальные. Методы расчета на прочность с учетом смещения кромок сварных соединений, угловатости и некруглости обечаек |
НИИХИММАШ, 1987 |
|
|
146 |
Руководящий документ по применению клеевых композиций для ремонта аппаратов, резервуаров и трубопроводов предприятий отрасли |
ВНИКТИнефтехимоборудование, 1992 |
|
|
147 |
РД 38.13.004-86. Эксплуатация и ремонт технологических трубопроводов под давлением до 10,0 МПа (100 кгс/см2) |
Миннефтехимпром СССР, ВНИКТИнефтехимоборудование, 1988 |
|
|
148 |
Аппараты эмалированные. Инструкция по эксплуатации |
Фастовский машиностроительный завод «Красный Октябрь», Киев, 1975 |
<*> |
———————————
<*> Приведены в качестве справочных.
Пуск печи
Перед пуском блочной трубчатой печи в работу необходимо тщательно проверить ее техническое состояние; приборы системы контроля, автоматического регулирования, защиты, блокировки и сигнализации должны быть исправны.
В процессе подготовки печи к пуску необходимо проверить:
- правильность положения вкладышей и крышек взрывных предохранительных клапанов;
- состояние фланцевых, резьбовых соединений трубопроводов топливного газа, ввода и вывода нефти из теплообменной камеры, трубопроводов системы пожаротушения и дренажа;
- возможность свободного открытия и закрытия задвижек, вентилей, кранов, заслонок и состояние их сальниковых устройств;
- исправность манометров, термометров и других контрольно-измерительных приборов.
Печь трубчатая ПТБ-10 обладает малой тепловой инерционностью. Поэтому пуск печи в работу разрешается только при наличии циркуляции подогреваемой среды в змеевиках.
Розжиг камер сгорания должен производиться только после продувки теплообменной камеры воздухом от вентиляторных агрегатов в течение не менее трех минут. Процесс розжига производится в следующем порядке:
- открывают задвижки на трубопроводах ввода и вывода нефти из змеевиков теплообменной камеры и по манометрам проверяют величину давления (оно не должно превышать значения, указанного в технологической карте);
- проверяют по показаниям вторичных приборов «Сапфир» величину расхода нефти, поступающей в теплообменную камеру печи (он должен быть не менее 350 м3/ч);
- открывают задвижку на трубопроводе узла регулирования топливного газа и через отсечной клапан продувают на «свечу» трубопровод, подводящий газ к печи (продувка должна продолжаться в течение времени, необходимого для полного удаления влаги из газопровода; при продувке газопровода вентили 18 (1) и 20 (1) должны быть закрыты);
- после окончания продувки закрывают вентили и отсечной клапан;
- открывают полностью ручные заслонки на трубопроводах подачи воздуха к улиткам камер сгорания;
- открывают вентиль до клапана КСП-4 на трубопроводе газа к запальным горелкам;
- открывают вентили на трубопроводах подачи газа в тройники камер сгорания от коллектора;
- открывают вентили на трубках подачи газа к запальным горелкам;
- осуществляют продувку системы.
Дальнейший розжиг печи осуществляется автоматически.
После завершения розжига необходимо:
- в течение 15 минут прогреть теплообменную камеру при давлении топливного газа перед камерами сгорания в пределах 0,005-0,015 МПа;
- отрегулировать расход воздуха в каждой камере сгорания при помощи заслонок, установленных на воздуховодах, и расход топливного газа при помощи вентилей перед тройниками камер сгорания;
- отрегулировать давление топливного газа при помощи регулятора давления газа РДБК-1П-100 так, чтобы его величина перед камерами сгорания была в пределах 0,045-0,050 МПа;
- закрыть вентили перед запальными горелками камер сгорания.
Нормальная работа печи
В процессе эксплуатации печи обслуживающий персонал должен строго выполнять все требования инструкции по эксплуатации завода-изготовителя и инструкции, разработанной предприятием — владельцем печи (должностной, производственной, по охране труда, пожарной безопасности).
Операторы, обслуживающие печь, обязаны строго придерживаться технологической карты эксплуатации печи (таблица ниже), контролируя процесс подогрева нефти по показаниям контрольно-измерительных приборов.
Технологическая карта на печь подогрева нефти ПТБ-10
|
Контролируемые параметры |
Допустимая величина периодичность |
|
Давление на входе, МПа |
не выше 6,4 |
|
Перепад давления на входе и выходе нефти, МПа |
0,2-0,3 |
|
Температура нефти на входе, К (°С) |
303-308(30-35) |
|
Температура нефти на выходе, К (°С) |
не выше 338 (65) |
|
Температура уходящих дымовых газов, К (°С) |
не выше 923 (650) |
|
Давление топливного газа перед камерой сгорания, МПа
|
0,005-0,015 0,045-0,050 |
|
Давление воздуха, МПа |
0,003-0,006 |
|
Расход воздуха, м3/ч |
9500-14000 |
|
Расход нефти через печь, м3/ч |
350-490 |
|
Расход топливного газа, нм3/ч |
800-1200 |
|
Контроль за температурой |
постоянно |
|
Контроль за давлением |
постоянно |
|
Контроль за состоянием змеевика |
постоянно |
Оператор при работе печи постоянно должен следить за состоянием оборудования, герметичностью газопроводов, их арматуры и приборов, не допуская утечек газа через сальники и фланцевые соединения, поддерживать в порядке противопожарные средства и инвентарь, регулярно вести журнал учета работы печей и сменный журнал.
При нарушении режима работы печи, повреждениях оборудования оператор обязан немедленно самостоятельно принять меры к восстановлению нормального режима работы и сообщить о происшедшем руководству станции подогрева нефти. Приемка и сдача смены при этом допускаются только с разрешения лица, ответственного за эксплуатацию печей.
Нормальная остановка печи
Остановка блочной трубчатой печи должна производиться в следующем порядке:
- понижают точку настройки регулятора температуры РТ-П80, вращая ручку задатчика на крышке термометрической части с тем, чтобы снижалась температура нагрева нефти в змеевиках печи;
- понижают давление топливного газа, подаваемого к камерам сгорания, при помощи регулятора РДБК-1П- 100 (43);
- по показаниям жидкостного термометра и манометрического термометра, установленных в помещении узла регулирования топливного газа, убеждаются в постепенном снижении температуры нефти;
- прикрывают постепенно вентили на отводах от коллектора к камерам сгорания и воздушные заслонки перед их улитками, наблюдая за пламенем через смотровые лючки;
- нажимают кнопку «Стоп» на щите контроля и управления;
- выключают систему автоматики;
- закрывают полностью вентили перед тройниками камер сгорания и вентили на трубопроводе запального газа;
- закрывают задвижку на трубопроводе подачи топливного газа в узел регулирования;
- открывают вентили и сброса газа на «свечу»;
- контролируя температуру нефти на выходе из печи, постепенно закрывают задвижку на трубопроводе ввода нефти в теплообменную камеру печи;
- после снижения температуры нефти на выходе до температуры на входе закрывают задвижку на трубопроводе вывода ее из теплообменной камеры.
Аварийная остановка печи
Печь должна быть остановлена немедленно в следующих случаях:
- если давление в змеевиках и температура нефти на выходе печи поднимаются выше разрешенного значения, несмотря на соблюдение всех требований и принятие мер, указанных в инструкции по безопасной эксплуатации;
- при неисправности взрывных предохранительных клапанов;
- при неисправности манометров и невозможности определить давление по другим приборам;
- если в змеевиках, коллекторах, трубопроводах будут обнаружены течи жидкости, потения, пропуски газа в сварных швах, фланцевых, резьбовых соединениях;
- при неполном количестве крепежных деталей фланцевых соединений;
- при неисправностях в системе управления, защиты и блокировки оборудования печи;
- в случае пожара, непосредственно угрожающего печи;
- при снижении расхода подогреваемой нефти через печь ниже 250 т/ч (300 м3/ч);
- при отключении электроэнергии;
- при резком повышении или падении давления топливного газа за установленные пределы;
- при погасании пламени в любой из четырех камер сгорания;
- при прекращении подачи воздуха в камеры сгорания. После аварийной остановки печи обслуживающий персонал должен немедленно поставить об этом в известность диспетчера и руководство СПН или НПС.
При аварийной остановке печи необходимо:
- нажать кнопку «Аварийное отключение» на блоке сигнализации щита контроля и управления, при этом отсечной клапан на трубопроводе подачи топливного газа к камерам сгорания закрывается;
- по сигнальным лампам приборов контроля пламени убедиться в том, что пламя во всех камерах сгорания погасло;
- перекрыть задвижку на трубопроводе подачи газа к печи и вентили на отводах от коллектора к каждой камере сгорания;
- открыть вентили на продувочную «свечу»;
- остановить двигатель привода вентилятора, нажав на кнопку «Стоп» на щите контроля и управления;
- уменьшить подачу нефти в змеевики теплообменной камеры путем постепенного перекрытия задвижки на трубопроводе подачи нефти в печь;
- после охлаждения змеевиков полностью закрыть задвижки на трубопроводах ввода и вывода нефти из печи.
Аварийная автоматическая остановка печи должна обеспечиваться при отклонении параметров работы печи от значений, установленных технологической картой, в следующих случаях:
- температура нефти выше допустимого значения;
- температура дымовых газов выше допустимого значения;
- расход нефти ниже допустимого значения;
- отклонение давления топливного газа за установленные пределы;
- напор воздуха, подаваемого к камерам сгорания, ниже допустимого значения;
- погасание пламени в любой из четырех камер сгорания;
- давление нагреваемой нефти выше допустимого значения.
В случае пожара или утечек нефти и газа, угрожающих пожаром, система автоматики печи должна обеспечивать возможность перекрытия подачи газа на все печи, пропуска потока нефти, минуя станции подогрева нефти (открывается линейная задвижка, закрываются секущие задвижки входа и выхода нефти из СПН), закрытия задвижек входа — выхода нефти работающих печей.