Утверждено
на семьдесят шестом заседании
Совета по железнодорожному транспорту
15 июня 2022 года
ТЕЛЕЖКИ ДВУХОСНЫЕ ТРЕХЭЛЕМЕНТНЫЕ ГРУЗОВЫХ ВАГОНОВ С БОКОВЫМИ
СКОЛЬЗУНАМИ ПОСТОЯННОГО КОНТАКТА ТИП 2 ПО ГОСТ 9246
ОБЩЕЕ РУКОВОДСТВО ПО РЕМОНТУ
РД 32 ЦВ 082-2021
Предисловие
Разработано Проектно-конструкторским бюро вагонного хозяйства — филиалом ОАО «РЖД» (ПКБ ЦВ ОАО «РЖД»)
Внесено Дирекцией Совета по железнодорожному транспорту государств — участников Содружества
Введено в действие с 1 января 2023 года
Взамен РД 32 ЦВ 082-2018 «Общее руководство по ремонту тележки трехэлементные грузовых вагонов со скользунами постоянного контакта с осевой нагрузкой 23,5 тс моделей 18-578 и 18-9771»
1. Общие положения
1.1 Настоящее Общее руководство по ремонту «Тележки двухосные трехэлементные грузовых вагонов с боковыми скользунами постоянного контакта тип 2 по ГОСТ 9246″ РД 32 ЦВ 082-2021» (далее — Руководство) распространяется на ремонт двухосных тележек грузовых вагонов тип 2 по ГОСТ 9246, изготовленных по документации, приведенной в приложении Е.
Руководство определяет порядок проведения плановых видов ремонта, а также устанавливает нормы и требования, которым должны удовлетворять тележки при выпуске из деповского и капитального ремонта вагонов.
Требования к тележкам при выпуске из текущего отцепочного ремонта устанавливает «Руководящий документ. Грузовые вагоны железных дорог колеи 1520 мм. Руководство по текущему отцепочному ремонту» РД 32 ЦВ-056-97.
1.2 Ремонт тележек должен производиться на вагоноремонтных предприятиях, имеющих соответствующее оборудование, квалифицированный персонал и право на проведение указанных работ в соответствии с Положением об аттестации тележечных отделений, утвержденным протоколом Совета по железнодорожному транспорту государств-участников Содружества от 21 — 22 октября 2014 г. N 61.
Рекомендуемый перечень технологического оборудования и оснастки, применяемых при ремонте тележек грузового вагона, приведен в приложении А.
1.3 Верификация продукции на предприятиях должна производиться в соответствии с ГОСТ 24297 «Верификация закупленной продукции. Организация проведения и методы контроля».
Составные части, смазочные материалы, применяемые при ремонте, должны отвечать установленным стандартам и техническим условиям и быть выполнены в климатическом исполнении УХЛ категории 1 согласно ГОСТ 15150. На составные части, подлежащие обязательному подтверждению соответствия (декларированию), должны быть представлены соответствующие документы (сертификат соответствия, декларация и др.). Составные части, не подлежащие обязательному подтверждению соответствия, должны иметь сопроводительную документацию, удостоверяющую ее качество и комплектность. На составные части, подлежащие клеймению, должны быть предоставлены свидетельства о присвоении (расширении) предприятию-изготовителю условного номера клеймения, с обязательным наличием в свидетельстве данных составных частей.
Каждая партия поступающих на ремонтное предприятие составных частей должна иметь документы о качестве (паспорт, формуляр, этикетка, сертификат), подтверждающие их соответствие.
На составные части тележки при изготовлении должны быть нанесены знаки маркировки согласно конструкторской документации, разработанной в соответствии с действующими стандартами.
1.4 При проведении ремонта тележек руководствоваться требованиями, регламентирующими применение комплектующих, указанными в приложении Е настоящего Руководства.
Геометрические параметры тележек и их составных частей должны соответствовать установленным настоящим Руководством требованиям.
1.5 Ремонт тележек на вагоноремонтных предприятиях производится в соответствии с местными технологическими процессами, разработанными на основании требований настоящего Руководства.
1.6 Контроль составных частей тележек производится средствами измерения и средствами допускового контроля. Рекомендуемый перечень приведен в приложении В.
1.7 При проведении плановых видов ремонта тележки должны быть оборудованы износостойкими элементами.
Комплектацию тележек модели 18-2129 одного вагона проводить только износостойкими элементами по проекту 1699.00.000 согласно конструкторской документации завода-изготовителя.
Комплектацию тележек модели 18-578 одного вагона (переоборудованных по проекту М 1826.00.000) проводить износостойкими элементами по проекту М 1698.00.000 или по конструкторской документации завода-изготовителя с обязательной заменой клина в узле гашения колебаний на клин фрикционный чертеж М 1698.00.003 или М 1698.00.003-01.
Комплектацию тележек модели 18-9771 одного вагона проводить износостойкими элементами по конструкторской документации завода-изготовителя или по проекту М 1698.00.000 с обязательной заменой клина в узле гашения колебаний на клин фрикционный чертеж 578.30.002-0 или 578.30.002-1 с накладкой чертеж 578.30.003-0 или клин фрикционный с вкладышем чертеж 1699.04.000 СБ.
Все износостойкие элементы, устанавливаемые на тележки, должны иметь маркировку: условный номер предприятия-изготовителя и дату изготовления, нанесенную ударным способом на каждой детали в местах, указанных в конструкторской документации. Знаки маркировки на клине фрикционном могут быть отлиты или нанесены ударным способом. Маркировку износостойких элементов производит предприятие-изготовитель.
Устанавливать в тележку износостойкие элементы с нечитаемыми знаками маркировки запрещается. Отсутствие маркировки на прокладке (подпятника), которая была в эксплуатации, не является причиной для браковки.
1.7.1 Износостойкие элементы по проекту М 1698.00.000:
планка фрикционная (неподвижная) толщиной 10 мм чертеж М 1698.02.001;
планка контактная (подвижная) толщиной 6 мм чертеж М 1698.02.004;
прокладка (диск) толщиной 6 мм чертеж М 1698.01.005;
прокладка чертеж М 1698.03.100 СБ (скоба чертеж М 1698.03.101);
прокладка чертеж М 1698.03.100-02 СБ (скоба чертеж М 1698.03.101-02);
прокладка чертеж М 1698.03.100-01 СБ (скоба чертеж М 1698.03.101-01);
прокладка чертеж М 1698.03.100-02-01 СБ (скоба чертеж М 1698.03.101-02-01);
скоба чертеж М 1698.05.100 СБ (скоба чертеж М 1698.05.101);
клин фрикционный чертеж М 1698.04.000 СБ с накладкой износостойкой чертеж М 1698.04.002;
клин фрикционный чертеж М 1698.00.003 или М 1698.00.003-01;
должны изготавливаться в соответствии с ТУ 32 ЦВ 2459-2007 «Износостойкие элементы для установки в узлы тележки типа 2 грузовых вагонов» и ТУ 3183-234-011124323-2007 «Клин фрикционный чугунный для тележки грузовых вагонов».
1.7.2 Износостойкие элементы по проекту 1699.00.000:
планка фрикционная (неподвижная) толщиной 8 мм чертеж 1699.02.001;
планка контактная (подвижная) толщиной 8 мм чертеж 1699.02.004;
прокладка (подпятника) толщиной 6 мм чертеж 1699.01.005;
прокладка (буксового проема) 8 мм чертеж 1699.02.100;
клин фрикционный с вкладышем чертеж 1699.04.000 СБ
должны изготавливаться по ТУ 32 ЦВ 2717-2018 «Комплект износостойких элементов и клина фрикционного с вкладышем для установки в узлы тележки типа 2 грузовых вагонов ГОСТ 9246-2014. Технические условия».
1.7.3 Износостойкие элементы тележки модели 18-578 по конструкторской документации завода-изготовителя:
планка фрикционная (неподвижная) толщиной 10 мм чертеж 100.00.008-3;
планка контактная (подвижная) толщиной 6 или 6,5 мм чертеж 100.30.005-1;
прокладка (подпятника) толщиной 6,5 мм чертеж 100.00.027-0;
чаша (подпятника) толщиной стенки 6,5 мм чертеж 578.00.012-1;
скоба (буксового проема) чертеж 100.00.070-0 СБ;
клин фрикционный чертеж 578.30.002-0 или 578.30.002-1 с накладкой чертеж 578.30.003-0.
1.7.4 Износостойкие элементы тележки модели 18-9771 по конструкторской документации завода-изготовителя:
планка фрикционная (неподвижная) толщиной 10 мм чертеж М 1698.02.001;
планка контактная (подвижная) толщиной 6 мм чертеж М 1698.02.004;
прокладка (подпятника) толщиной 6 мм чертеж М 1698.01.005;
накладка износостойкая (буксового проема) чертежи: 9770.02.00, М 1698.03.100 СБ, М 1698.05.100 СБ;
клин фрикционный чертеж 578.30.002-0 или 578.30.002-1 с накладкой чертеж 578.30.003-0;
клин фрикционный с вкладышем чертеж 1699.04.000 СБ.
1.8 При проведении плановых видов ремонта:
комплектация тележек модели 18-2129 производится колесными парами, отремонтированными в соответствии с Руководящим документом по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм РД ВНИИЖТ 27.05.01-2017 (далее РД ВНИИЖТ 27.05.01-2017), с подшипниками кассетного типа SKF в габаритах 130 x 250 x 160 мм по ТУ SKF.CTBU.001-2010 или BRENKO по ТУ БРЕНКО 840-462869-567-09 в корпусе буксы, или сдвоенными роликовыми подшипниками Н6-882726Е2К1МУС44 по ТУ ВНИПП.048-1-00 в корпусе буксы, или подшипниками кассетного типа в габаритах 130 x 230 x 150 мм по ТУ БРЕНКО 840-462869-567-09, устанавливаемыми под адаптер;
комплектация тележек модели 18-578 производится колесными парами, отремонтированными в соответствии с РД ВНИИЖТ 27.05.01-2017, с подшипниками роликовыми цилиндрическими 36-42726 Е2М совместно с 36-232726 Е2М по ТУ ВНИПП.048-1-00 или ТУ ВНИПП.072-01 в корпусе буксы или с подшипниками кассетного типа TBU 130 x 250 по ТУ ВНИПП 048-2-01 или BT2-8705-01 (CTBU 130 x 250 x 160) по ТУ SKF.CTBU.001-2010 в корпусе буксы;
комплектация тележек модели 18-9771 производится колесными парами, отремонтированными в соответствии с РД ВНИИЖТ 27.05.01-2017, с подшипниками роликовыми цилиндрическими 36-42726 Е2М совместно с 36-232726 Е2М по ТУ ВНИПП.048-1-00 или ТУ ВНИПП.072-01 в корпусе буксы или с подшипниками кассетного типа в габаритах 130 x 250 x 160 по ТУ БРЕНКО 840-462869-567-09 или SKF в габаритах 130 x 250 x 160 по ТУ SKF.CTBU.001-2010 в корпусе буксы.
Смешанная комплектация тележек колесными парами с подшипниками кассетного типа с адаптерами и кассетными подшипниками в корпусе буксы как в одной тележке, так и в вагоне в целом запрещается.
Смешанная комплектация тележек колесными парами с подшипниками кассетного типа с адаптерами, изготовленными по разным проектам как в одной колесной паре, так и в вагоне в целом запрещается.
Смешанная комплектация тележек колесными парами с кассетными подшипниками в корпусе буксы и сдвоенными роликовыми подшипниками в корпусе буксы, как в одной колесной паре, так и в вагоне в целом запрещается.
1.9 Организация рабочих мест на участке по ремонту тележек и выполнение всех видов работ должны производиться с соблюдением требований охраны труда, промышленной санитарии и пожарной безопасности, установленных для выполняемой работы.
При ремонте тележек должны выполняться требования ГОСТ 12.3.002.
Проходы и транспортные проезды должны быть свободными. На предприятии должны быть утверждены схемы безопасных маршрутов.
1.10 Запасные части и материалы должны доставлять на участок в производственной таре, отвечающей требованиям ГОСТ 12.3.010, а перемещать грузы в соответствии с требованиями ГОСТ 12.3.020.
1.11 Применяемые при ремонте приспособления, инструмент, механизмы должны быть исправны. При выполнении наплавочных и сварочных работ должны соблюдаться требования ГОСТ 12.3.003, ГОСТ 12.1.004.
1.12 Приточно-вытяжная вентиляция, вентиляционные установки участка ремонта тележек должны соответствовать требованиям ГОСТ 12.4.021, а состояние воздушной среды на производственных участках требованиям ГОСТ 12.1.005.
1.13 Мероприятия по ограничению шума должны отвечать требованиям ГОСТ 12.1.003.
2. Термины и определения
2.1 В настоящем Руководстве использованы следующие термины и определения:
ремонт — комплекс технологических операций и организационных действий по восстановлению работоспособности, исправности и ресурса объекта и/или его составных частей;
Примечание: ремонт включает операции локализации, диагностирования, устранения неисправности и контроль функционирования.
деповский ремонт вагонов — ремонт, выполняемый для восстановления исправности и частичного восстановления ресурса вагона с заменой или восстановлением составных частей ограниченной номенклатуры и контролем технического состояния составных частей;
капитальный ремонт вагонов — ремонт, выполняемый для восстановления исправности полного или близкого к полному восстановлению ресурса вагона с заменой или восстановлением любых его частей, включая базовые;
дефект — каждое отдельное несоответствие продукции установленным требованиям;
дефектация — проверка и отбраковка деталей, соединений и составных частей вагона при ремонте. Проверка заключается в техническом осмотре, обмере измерительным инструментом и контроле с помощью различного вида дефектоскопов;
верификация — подтверждение посредством представления объективных свидетельств того, что установленные требования были выполнены;
Примечание:
термин «верифицирован» используют для обозначения соответствующего статуса.
деятельность по подтверждению требования может включать в себя:
осуществление альтернативных расчетов;
сравнение спецификации на новый проект с аналогичной документацией на апробированный проект;
проведение испытаний и демонстраций;
анализ документов до их выпуска.
технический (визуальный) осмотр — контроль, осуществляемый в основном при помощи органов чувств и в случае необходимости, средств контроля, номенклатура которых установлена соответствующей документацией;
операционный контроль — контроль продукции или процесса во время выполнения или после завершения технологической операции;
приемочный контроль — контроль продукции, по результатам которого принимается решение о ее пригодности к поставкам и (или) использованию;
составная часть — элемент объекта, выполняющий определенные технические функции в составе объекта, который может быть заменен при восстановлении объекта;
Примечания:
объект представляется в виде единого целого, состоящего из взаимосвязанных частей, объединенных в нем для выполнения общей целевой функции;
составной частью объекта может быть деталь или сборочная единица.
запасная часть — отдельная деталь или сборочная единица, предназначенные для замены изношенных, неисправных или отказавших аналогичных частей объекта с целью поддержания или восстановления его работоспособного состояния;
замена — процедура восстановления или поддержания работоспособности объекта путем установки запасной части вместо изношенной или отказавшей составной части или объекта в целом;
Примечание: замена является частью или разновидностью ремонта в тех случаях, когда вместо изношенной или отказавшей составной части устанавливается такая же новая.
трехэлементная двухосная тележка — отдельная сборочная единица грузового вагона, конструкция которой включает в себя одну надрессорную балку и две боковые рамы, опирающиеся на две колесные пары;
техническое состояние — совокупность свойств объекта, подверженных изменению в процессе его производства, эксплуатации, транспортировки и хранения, характеризуемых значениями параметров и/или качественными признаками, установленными в документации;
Примечание: видами ТС являются: исправное состояние, работоспособное состояние, неисправное состояние, неработоспособное состояние и предельное состояние.
колесная пара — сборочная единица, служащая для реализации силы тяги, развиваемой в зоне контакта колесной пары и рельса, для восприятия силы тяжести от массы ходовой тележки и кузова и передачи ее на рельсовый путь, а также для направления движения железнодорожного подвижного состава по железнодорожному пути;
база тележки — расстояние в продольном относительно оси пути направлении между центрами цилиндрических поверхностей шеек осей колесных пар, установленных в тележке;
надрессорная балка — составная часть (деталь или сборочная единица) несущей конструкции тележки, передающая нагрузки от кузова вагона на две боковые рамы через рессорное подвешивание;
подпятник — составная часть тележки, предназначенная для опирания пятника кузова вагона на тележку, размещенная по центру надрессорной балки, допускающая поворот пятника вокруг вертикальной оси и ограничивающая его горизонтальные перемещения;
Примечание: подпятник тележки включает в себя прокладки, вкладыши и другие износостойкие элементы, установленные на его поверхности.
опорная поверхность подпятника — поверхность подпятника, предназначенная для передачи веса кузова вагона и других вертикальных сил на тележку;
упорная поверхность подпятника — боковая поверхность подпятника, предназначенная для передачи горизонтальных сил от кузова вагона на тележку;
боковой скользун постоянного контакта — скользун боковой, прижатый своей рабочей поверхностью к ответной поверхности на кузове вагона и оборудованный упругими элементами;
боковая рама — составная часть (деталь или сборочная единица) несущей конструкции тележки, передающая нагрузки от надрессорной балки на шейки двух осей колесных пар через буксовые узлы;
база боковой рамы — расстояние между наружными упорами боковой рамы, ограничивающими перемещения буксы или адаптера колесной пары в продольном относительно оси пути направлении;
зона радиуса R55 буксового проема — наружная криволинейная поверхность буксового проема боковой рамы радиуса R55 перехода от горизонтальной опорной поверхности к вертикальной направляющей поверхности и прилегающие боковые поверхности на расстоянии до 10 мм от кромок радиуса;
размеры H1 и H2 — расстояние между стенками рессорного проема боковой рамы и наружными челюстями буксовых проемов боковой рамы;
размеры A1 и A2 — расстояние от внутреннего бурта наклонной поверхности надрессорной балки до центра отверстия подпятника под шкворень;
рессорное подвешивание — детали тележки, расположенные между боковыми рамами и надрессорной балкой, обеспечивающие восприятие и амортизацию нагрузок от кузова вагона;
фрикционный клин — составная часть фрикционного гасителя колебаний, обеспечивающая силы трения в рессорном подвешивании за счет прижатия упругими элементами рессорного подвешивания ее вертикальной поверхности непосредственно или через промежуточные детали к боковой раме, а наклонной поверхности — непосредственно или через промежуточные детали к надрессорной балке;
опорная поверхность фрикционного клина — поверхность фрикционного клина, предназначенная для опирания на упругие элементы рессорного подвешивания;
опорная поверхность надрессорной балки: поверхность, расположенная в концевой части надрессорной балки, предназначенная для опирания на упругие элементы рессорного подвешивания;
завышение фрикционного клина — положение опорной поверхности фрикционного клина выше опорной поверхности надрессорной балки;
занижение фрикционного клина — положение опорной поверхности фрикционного клина ниже опорной поверхности надрессорной балки;
измерительный метод определения показателей качества продукции — метод определения значений показателей качества продукции, осуществляемой на основе технических средств измерений.
3. Основные технические характеристики тележек
грузовых вагонов и их составных частей
3.1 Основные технические характеристики и размеры тележек и их составных частей приведены на рисунках 3.1, 3.2, в таблицах 3.1, 3.2, 7.1.
3.2 Составными частями приведенных тележек являются:
трехэлементная рама тележки, состоящая из двух боковых рам и надрессорной балки с площадками под скользуны постоянного контакта;
колесные пары с роликовыми подшипниками или подшипниками кассетного типа, или сдвоенными подшипниками в корпусе буксы, или с подшипниками кассетного типа под адаптер;
рессорное подвешивание, состоящее из наружных и внутренних пружин, фрикционных клиньев, фрикционных планок (неподвижных) и контактных планок (подвижных);
тормозная рычажная передача, состоящая из рычагов, триангелей с тормозными башмаками, их подвесками, (устройством направленного отвода колодок для тележек модели 18-578);
валики, шайбы, шплинты, соединяющие составные части тормозной рычажной передачи тележки с боковыми рамами и надрессорной балкой;
шкворень;
опорная балка авторежима (при оборудовании вагона автоматическим регулятором режимов торможения), устанавливаемая на одной из тележек;
съемные износостойкие элементы.
3.3 Составные части тележек, устанавливаемые при выполнении ремонтных работ, изготавливаются из следующих материалов:
боковая рама — сталь 20ГЛ, 20ГФЛ, 20ГТЛ по ГОСТ 32400, ОСТ 32.183-2001 <1>;
———————————
<1> для деталей, изготовленных до момента введения ГОСТ 32400.
надрессорная балка — сталь 20ГЛ, 20ГФЛ, 20ГТЛ ГОСТ 32400, ОСТ 32.183-2001 <1>;
корпус буксы — 15Л К20, 20Л К20, 25Л К20 по ГОСТ 977, 20ГЛ, 20ФЛ, 20Г1ФЛ по ГОСТ 22703;
адаптер — 30ГСЛ КТ40, 20 ГЛ КТ30 по ГОСТ 977;
ось РУ1Ш — ОС по ГОСТ 4728;
колесо цельнокатаное — сталь марки 2, Т по ГОСТ 10791;
фрикционный клин — чугун ВЧ 120 ТУ 4111-101-07518941 с накладкой износостойкой из полиуретана АПИ-4 или АПИ-4Т или АПИ-3 по ТУ 2292-008-00203476; чугун СЧ 35 ГОСТ 1412;
фрикционный клин — чугун СЧ 35 ЖДТ ТУ BY 100196035.028-2017 с вкладышем УРЛТ.66.7143.002, осью вкладыша чертеж УРЛТ.66.7143.003 и пломбой пластмассовой 600 чертеж 0704.01100.000;
пружины рессорного комплекта — сталь 55РП, 55ПП, 60С2ХФА по ГОСТ 14959 или по ТУ 1150-019-71613522-2009; 60С2ХА-3В-Д по ГОСТ 14959;
втулка устройства направленного отвода колодок (чертеж 100.40.069-0), втулка крепления колпака скользуна;
втулка кронштейна боковой рамы — ПТГФ-1000 ТУ 2294-004-018563945, полиуретан марки УНИКСПУР 1А095 по ТУ 2292-013-55180710, ТПМУ по ТУ 2292-014-56867231;
втулка подвески тормозного башмака форполимер НИЦ-ПУ-5 по ТУ2253-179-07507802, полиуретан марки УНИКСПУР 1А090 по ТУ 2292-013-55180710, ТПМУ по ТУ 2292-014-56867231;
стержень устройства направленного отвода колодок — сталь 60С2, 55С2, 60С2А, 60С2ХА по ГОСТ 14959;
несущие детали тормозной рычажной передачи, балка авторежима — сталь 09Г2, 09Г2С, 09Г2-1, 09Г2Д, 09Г2Д-1, 09Г2С, 09Г2С-1, 09Г2СД, 09Г2СД-1, 10Г2С1, 10Г2С1Д, 10ХНДП по ГОСТ 19281;
составные части рамы триангеля из сталей предусмотренных ГОСТ 4686;
башмак неповоротный и наконечники триангеля — 15Л, 20Л, 25Л, 20 ГЛ, 20ФЛ, 20Г1ФЛ, 15ЛК20, 20ЛК20, 25ЛК20, 20ГЛК25, 20ФЛК30, 20Г1ФЛК30 по ГОСТ 977 или 20ГЛ, 20 Г1ФЛ по ГОСТ 22703, 20ГЛ, 20ГФЛ по ГОСТ 32400;
оси шарнирных соединений — сталь 40, 45 ГОСТ 1050, Ст5сп ГОСТ 535;
подвеска триангеля — сталь 15 ГОСТ 1050;
шкворень — сталь марки 20, Ст3сп ГОСТ 380 или сталь по ГОСТ 1050;
корпус скользуна ВМ 003.101 — ВЧ 80, ВЧ 100 по ГОСТ 7293;
колпак упорный ВМ 003.102 — ВЧ 80, ВЧ 100 по ГОСТ 7293;
демпфер TECSPAC SPRING (MINER);
износостойкие элементы боковой рамы и надрессорной балки по проекту М 1698.00.000 — сталь 30ХГСА ГОСТ 11269, 25ХГСА ГОСТ 11269, 25Х по ТУ 32 ЦВ 2679 (твердость 320 — 400 НВ), 20ХГСА по ГОСТ 4543 (твердость 270 — 370 НВ);
износостойкие элементы боковой рамы и надрессорной балки по проекту 1699.00.000 — сталь 30Х по ГОСТ 4543, 25Х по ТУ 32 ЦВ 2679 (твердость 340 — 400 НВ).
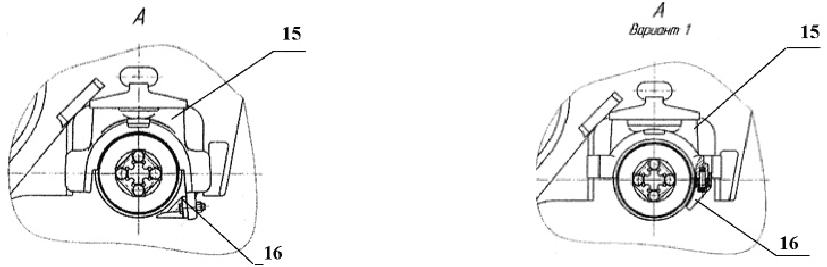
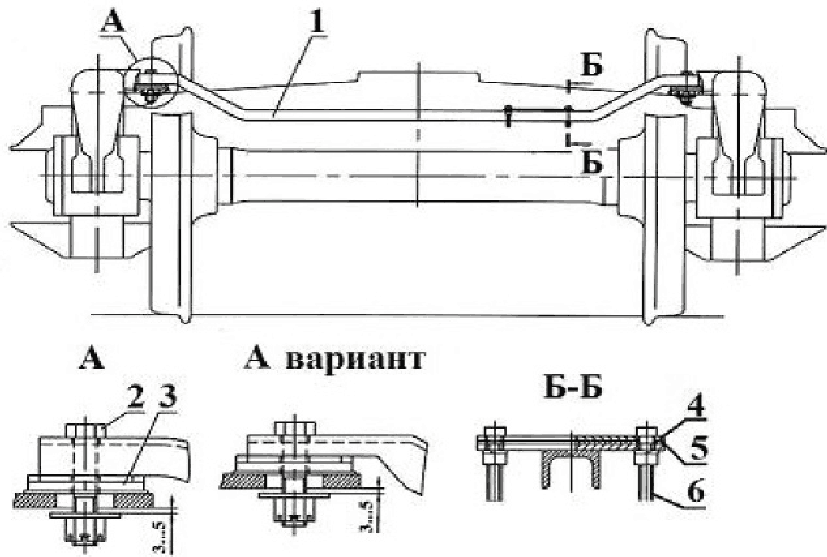
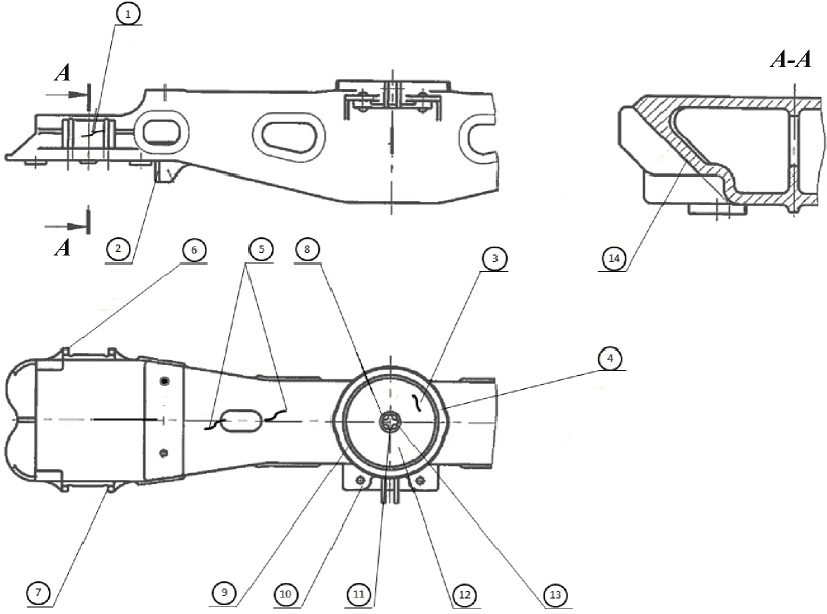
3.4 На рисунке 3.1 приведен общий вид тележек грузовых вагонов с боковыми скользунами постоянного контакта тип 2 ГОСТ 9246 на колесных парах с подшипниками в корпусе буксы и под адаптером.
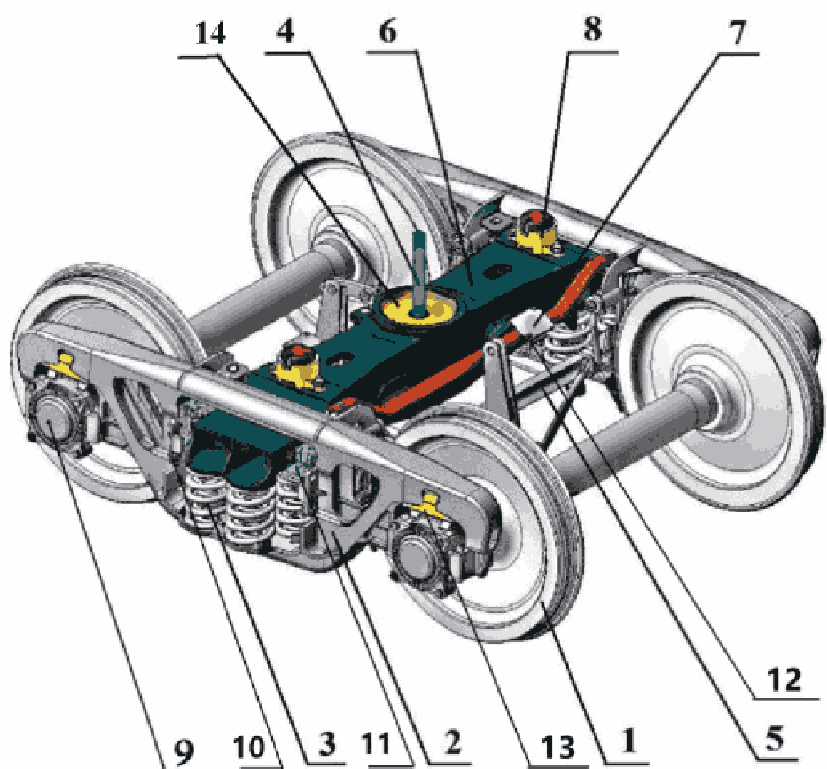
Варианты закрепления адаптера блокираторами на колесной
паре с кассетными подшипниками под адаптер
1 — колесная пара; 2 — боковая рама; 3 — пружины рессорного
подвешивания; 4 — шкворень; 5 — тормозная рычажная
передача; 6 — надрессорная балка; 7 — балка опорная
авторежима; 8 — скользун; 9 — буксовый узел;
10 — фрикционная и контактная планки; 11 — фрикционный
клин; 12 — болт; 13 — прокладка (скоба) буксового проема;
14 — прокладка (диск, чаша); 15 — адаптер; 16 — блокиратор
Рисунок 3.1 — Общий вид тележек с боковыми скользунами
постоянного контакта тип 2 по ГОСТ 9246
Таблица 3.1
|
Наименование показателей |
Модели тележек |
||
|
18-578 |
18-9771 |
18-2129 |
|
|
Ширина колеи, мм |
1520 (1524) |
||
|
Количество осей, шт |
2 |
||
|
Конструкционная скорость движения, км/ч, не более |
120 |
||
|
Рессорный комплект |
фрикционно-пружинный |
||
|
Высота пружин рессорного комплекта в свободном состоянии, мм |
— |
чертежи 9771-06.06.00.001 и 9771-06.06.00.002
|
— |
|
чертежи 555.30.001-0, 555.30.002-0
чертежи 578.30.006-1, 578.30.007-1 259 +/- 2 мм чертежи 100.30.006-0, 100.30.008-0
|
пружина наружная чертеж 9800.03.00.005 пружина клина (внутренняя) чертеж 9800.03.00.004
пружина внутренняя (подбалочная) чертеж 9800.03.00.003
|
||
|
Диаметр прутка наружной/внутренней пружины, мм |
— |
чертежи 9771-06.06.00.001 и 9771-06.06.00.002 28/19 |
— |
|
пружина наружная чертеж 555.30.001-0 29 чертежи 578.30.006-1, 100.30.006-0 28 пружина внутренняя чертежи 555.30.002-0, 578.30.007-1, 100.30.008-0 19 |
пружина наружная чертеж 9800.03.00.005 29 пружина клина (внутренняя) чертеж 9800.03.00.004 20 пружина внутренняя (подбалочная) чертеж 9800.03.00.003 22 |
||
|
Число витков пружин (наружной и внутренней): полное/рабочее |
пружина наружная чертежи 555.30.001-0, 578.30.006-1, 100.30.006-0 5,4/3,9 пружина внутренняя чертежи 555.30.002-0, 578.30.007-1, 100.30.008-0 7,5/6 |
пружина наружная чертеж 9800.03.00.005 5,6/4,1 пружина клина (внутренняя) чертеж 9800.03.00.004 7,9/6,4 пружина внутренняя (подбалочная) чертеж 9800.03.00.003 7,2/5,7 |
|
|
Вес пружины (наружной и внутренней), не менее, кг: |
— |
чертежи 9771-06.06.00.001 и 9771-06.06.00.002 12,8/6,8 |
— |
|
пружина наружная чертеж 555.30.001-0 13,7 чертежи 578.30.006-1, 100.30.006-0 12,8 пружина внутренняя чертежи 555.30.002-0, 578.30.007-1, 100.30.008-0 6,8 |
пружина наружная чертеж 9800.03.00.005 14,2 пружина клина (внутренняя) чертеж 9800.03.00.004 6,5 пружина внутренняя (подбалочная) чертеж 9800.03.00.003 7,7 |
||
|
Наружный/внутренний диаметр наружной пружины, мм |
— |
чертеж 9771-06.06.00.001 200/144 +/- 2,5 |
— |
|
пружина наружная: чертеж 555.30.001-0 201/143 +/- 2,5 чертеж 578.30.006-1 200/144 +/- 2 чертеж 100.30.006-0 200/144 +/- 2,5 |
пружина наружная чертеж 9800.03.00.005 200/142 +/- 2 |
||
|
Наружный/внутренний диаметр внутренней пружины, мм |
— |
Чертеж 9771-06.06.00.002 134 +/- 1,9/96 |
— |
|
пружина внутренняя чертеж 578.30.007-1 134 +/- 1,9/96 пружина внутренняя чертежи 555.30.002-0 134 +/- 1,9/96 чертеж 100.30.008-0 134 +/- 1,9/96 |
пружина клина (внутренняя) чертеж 9800.03.00.004 133/93 +/- 1,4 пружина внутренняя (подбалочная) чертеж 9800.03.00.003 137/93 +/- 1,4 |
||
|
Рама тележки |
бессвязевая |
||
|
Тип оси |
РУ 1Ш |
||
|
Масса тележки, т |
не более 5 |
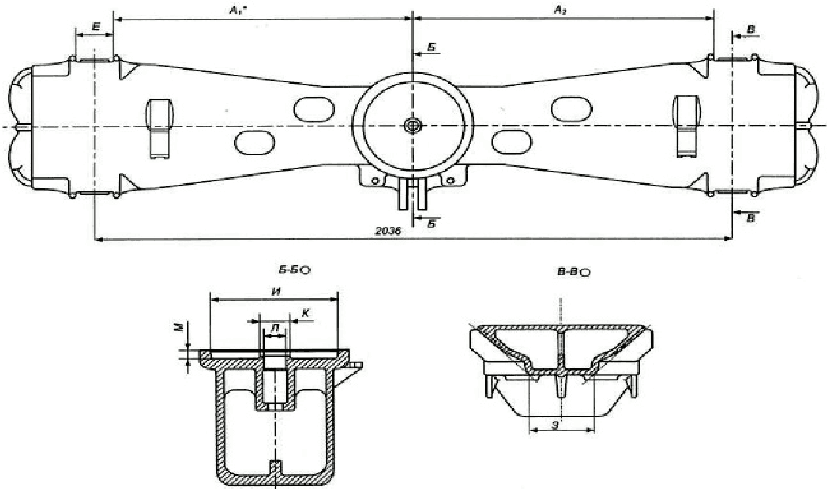
Основные габаритные размеры тележек со скользунами постоянного контакта тип 2 по ГОСТ 9246 указаны в таблице 3.2 и на рисунке 3.2.
Таблица 3.2
|
Размер |
18-578 |
18-9771 |
18-2129 |
|
А |
|
|
1850 +/- 20 |
|
Б |
2863 |
2864 |
2863 |
|
В |
|
|
|
|
Г |
1524 +/- 6 |
1524 +/- 6 |
1524 +/- 6 |
|
Д |
846,5 |
846,5 |
844,5 |
|
Е |
2036 |
2036 +/- 6 |
2036 |
|
Ж |
2590 |
2590 |
2590 |


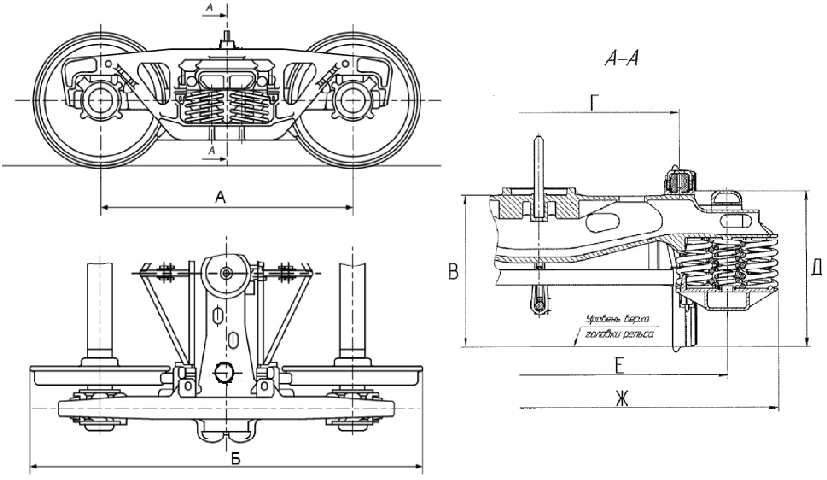
Рисунок 3.2 — Основные габаритные размеры тележек
со скользунами постоянного контакта тип 2 по ГОСТ 9246
4. Ремонт тележек грузовых вагонов
4.1 Ремонт тележек при деповском и капитальном ремонте вагонов проводится согласно настоящему Руководству.
4.2 Ремонт тележек разрешается производить лицам, прошедшим в комиссии предприятия проверку знаний требований настоящего Руководства, местного технологического процесса организации ремонта тележек при ремонте вагонов и получившим право на выполнение этих работ в порядке, установленном на предприятии. Проверка знаний проводится ежегодно.
Контроль качества ремонта тележек осуществляется бригадирами (мастерами) тележечного участка (отделения), приемщиками вагонов и руководителями предприятия (выборочно), прошедшими проверку знаний на право контроля качества в порядке, установленном вагоноремонтным предприятием, получившим право использования условного номера для клеймения ответственных узлов и деталей грузовых вагонов.
4.3 При проведении капитального, деповского ремонта тележки выкатываются из-под вагона и поступают на участок ремонта, где они очищаются и обмываются в моечной машине (камере) без колесных пар, которые передаются в колесно-роликовый участок.
Составные части тележек ремонтируют в соответствующих отделениях и участках.
4.4 Колесные пары и буксовые узлы ремонтируют согласно требованиям Руководящего документа по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм РД ВНИИЖТ 27.05.01-2017.
4.5 Тормозную рычажную передачу ремонтируют в соответствии с требованиями Общего руководства по ремонту тормозного оборудования вагонов 732-ЦВ-ЦЛ и Триангель рычажной передачи тележек грузовых вагонов. Руководство по ремонту Р 001 ПКБ ЦВ-2009 РК. Триангели рычажной передачи тележек при плановых видах ремонта испытывают на растяжение согласно Триангель рычажной передачи тележек грузовых вагонов. Руководство по ремонту Р 001 ПКБ ЦВ-2009 РК и Детали и узлы грузовых вагонов. Руководство по испытанию на растяжение 736-2010 ПКБ ЦВ.
4.6 Составные части тележек подвергают неразрушающему контролю согласно действующей нормативной документации:
Правила по неразрушающему контролю вагонов, их деталей и составных частей при ремонте. Общие положения. ПР НК В.1;
Правила неразрушающего контроля деталей тележек вагонов при ремонте. Специальные требования. ПР НК В.3.
5. Контроль тележек грузовых вагонов
при плановых видах ремонта
5.1 Контроль технического состояния составных частей тележек производится после постановки вагонов на ремонтные позиции, при этом проверяется:
положение деталей рессорного подвешивания, завышение опорной поверхности фрикционного клина относительно нижней опорной поверхности надрессорной балки, наличие свободного перемещения фрикционного клина и пружин рессорного подвешивания до подъемки вагона;
состояние деталей тормозной рычажной передачи;
отсутствие/наличие зазора между колпаком скользуна постоянного контакта и ответной частью скользуна на шкворневой балке рамы вагона;
знаки маркировки.
5.2 После выкатки тележек проверяют состояние подпятника.
5.3 Результаты дефектации составных частей тележек заносят в дефектную ведомость формы ВУ-22 и используют при ремонте, сборке и подкатке отремонтированной тележки под вагон.
5.4 Проверяют срок службы литых деталей тележек.
5.5 Контроль тележек может осуществляться на автоматизированных измерительных комплексах, обеспечивающих проведение автоматизированного замера геометрических параметров тележек в сборе.
5.6 Твердость износостойких элементов контролируют твердомером, обеспечивающим необходимую точность измерений, согласно ГОСТ 9012 или ГОСТ 9013.
6. Разборка тележек
6.1 Разборка тележек начинается перед моечной машиной в следующем порядке: специальными приспособлениями фиксируются на боковых рамах адаптеры, разбираются и снимаются блокираторы, показанные на рисунке 3.1, предотвращающие выход колесных пар из буксовых проемов боковых рам (для колесных пар с подшипниками кассетного типа под адаптер), демонтируется рама тележки с колесных пар грузоподъемным механизмом, колесные пары и адаптеры передаются в соответствующие участки для ремонта.
6.2 После очистки и обмывки, раму тележки устанавливают на ремонтную позицию для разборки в следующей последовательности в соответствии с рисунками 3.1, 6.1, 6.2:
удалить шплинты, разогнуть скобу 10 в соответствии с рисунком 6.1;
вынуть из кронштейнов 8 триангелей 1 стержни устройства направленного отвода колодок 11, снять скобу 6, осмотреть втулку 9, негодную заменить (только для тележек модели 18-578);
выбить чеки и снять тормозные колодки;
удалить шплинты, шайбы, выбить оси (валики), снять вертикальные рычаги 2, затяжку вертикальных рычагов 3, серьгу мертвой точки 4, показанных на рисунке 6.1;
освободить крепление предохранителя 12 оси (валика) подвески тормозного башмака 7, выбить шплинт оси (валика), снять шайбу, вынуть ось (валик) подвески тормозного башмака, снять предохранители 12, опустить триангель 1 на предохранительные полочки боковых рам;
снять подвески тормозного башмака 7, триангели 1 и передать на позицию ремонта;
вынуть шкворень 4;
разобрать скользун 8, представленный на рисунке 3.1, вынуть детали скользуна согласно рисунку 10.3 а;
удалить шплинты, свинтить гайки с болтов 6 и вынуть их, снять с контактной планки 4 регулировочную планку 5, показанную на рисунке 6.2;
удалить шплинты, свинтить гайки с болтов 2 и вынуть их, снять балку опорную авторежима 1 и резинометаллические элементы 3, как показано на рисунке 6.2 (при наличии в конструкции тележки);
приподнять грузоподъемным или специализированным механизмом надрессорную балку 6 (рисунок 3.1), снять клинья фрикционные 11, пружины рессорного подвешивания 3, боковые рамы 2;
снять прокладки (скобы) буксового проема 13 с боковых рам 2 и прокладку (диск, чаша) 14 с надрессорной балки 6, как показано на рисунке 3.1;
передать все составные части тележек на соответствующие позиции для дефектации и ремонта.
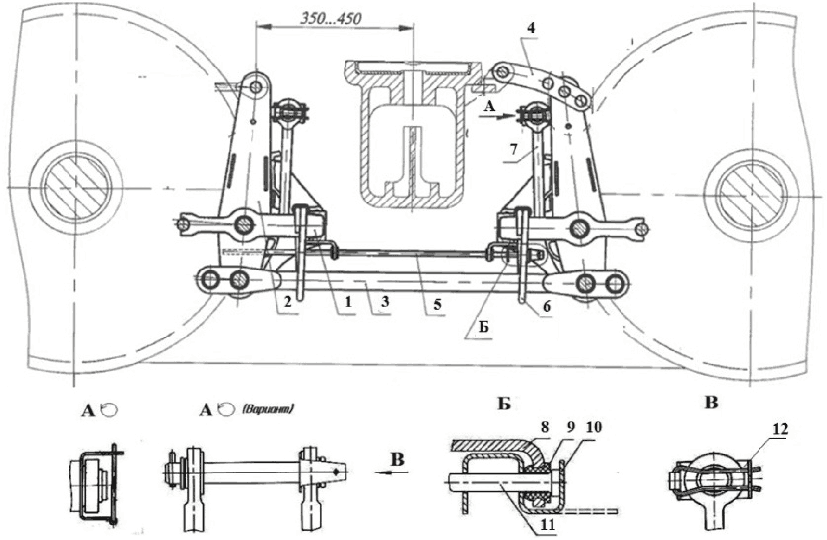
1 — триангель; 2 — рычаг вертикальный; 3 — затяжка;
4 — серьга мертвой точки; 5 — устройство направленного
отвода колодок; 6 — скоба; 7 — подвеска тормозного башмака;
8 — кронштейн; 9 — втулка; 10 — скоба; 11 — стержень
устройства направленного отвода колодок; 12 — предохранитель
Рисунок 6.1 — Тормозная рычажная передача тележки
1 — балка опорная авторежима; 2 — болты;
3 — резинометаллические элементы; 4 — планка контактная;
5 — планка регулировочная; 6 — болты
Рисунок 6.2 — Балка опорная авторежима
7. Дефектация составных частей тележек
7.1 Дефектацию составных частей тележек грузовых вагонов проводить визуальным и инструментальным способами перед проведением неразрушающего контроля в соответствии с приложением Ж.
7.2 Наличие трещин и сквозных литейных дефектов во всех составных частях тележек не допускается, кроме трещин, которые устраняются при плановых видах ремонта в соответствии с настоящим Руководством.
7.3 Размеры отдельных составных частей тележек, которым они должны соответствовать, при плановых видах ремонта приведены в таблице 7.1.
7.4 Составные части тележек, имеющие дефекты, подлежащие устранению сваркой и наплавкой, ремонтировать в соответствии с Инструкцией по сварке и наплавке при ремонте грузовых вагонов РД ВНИИЖТ-059/01-2019 с последующей механической обработкой до размеров нового изготовления, указанных в таблице 7.1.
7.5 Твердость наплавленных поверхностей контролировать твердомерами, обеспечивающими необходимую точность измерений, согласно ГОСТ 9012 или ГОСТ 9013.
7.6 Нетиповые чеки крепления тормозных колодок, шайбы крепления рычажной передачи тележек заменять типовыми, а шплинты новыми.
7.7 В кронштейн боковой рамы при плановых видах ремонта установить полимерные втулки, изготовленные по чертежу 194.00.054-0 или по чертежу УРЛТ.667155.007, в подвеску тормозного башмака установить полимерные втулки, изготовленные по чертежам Т258.00.02 или 194.40.035-0, или УРЛТ.667752.001.
При деповском ремонте допускается повторное использование полимерных втулок, устанавливаемых в кронштейн боковой рамы и подвеску тормозного башмака, не имеющих трещин, разрывов при условии, что срок их годности не истекает в следующий межремонтный период. В этом случае контроль проушин подвески тормозного башмака проводить визуально без снятия втулок.
7.8 Шарнирные соединения рычажной передачи должны соответствовать требованиям Общего руководства по ремонту тормозного оборудования вагонов 732-ЦВ-ЦЛ. В шарнирных соединениях рычагов с триангелями, затяжками и державкой «мертвой точки» устанавливать втулки, изготовленные из композиционного прессовочного материала КПМ ТУ 2292-011-56867231-2007.
7.9 Шкворень, имеющий трещины или изгиб более 5 мм, заменить. Шкворень, имеющий изгиб менее 5 мм, при деповском ремонте править в нагретом состоянии, при капитальном ремонте установить новый. Износ шкворня по диаметру при деповском ремонте допускается не более 3 мм, при капитальном ремонте износ шкворня не допускается.
7.10 Дефектация балки опорной авторежима
Резинометаллические элементы, имеющие надрывы, отслоение резины от металла, трещины заменить новыми при деповском ремонте, при капитальном ремонте заменить новыми независимо от их состояния. Смещение резины относительно металлической шайбы допускается не более 2 мм.
Зазор между шайбой и приливом боковой рамы допускается 3 … 5 мм.
Шплинты, болты и гайки с сорванной резьбой заменить новыми. Изношенные отверстия под болты восстановить постановкой втулок с обваркой их по периметру.
Запрещается прогиб балки опорной в местах контакта с авторежимом.
Трещины в сварных швах разделать и заварить.
7.11 Дефектация устройства направленного отвода колодок тележки модели 18-578
При деповском ремонте стержни устройства направленного отвода колодок, имеющие механические повреждения, изгибы более 5 мм, заменить. При капитальном ремонте установить новые стержни длиной 850 +/- 5 мм, диаметром 13+0,3-0,5, отклонение от прямолинейности допускается не более 3 мм.
При плановых видах ремонта в кронштейны устройства направленного отвода колодок установить новые втулки чертеж 100.40.069-0.
7.12 Дефектация блокираторов
Запрещается установка блокираторов, имеющих трещины, изломы, изгибы, а также срыв, износ, деформацию резьбы отверстий.
7.13 Дефектация адаптеров
Запрещается установка адаптеров, имеющих трещины, отколы, изломы.
Таблица 7.1
|
Наименование параметра |
Тележка модели 18-578 |
Тележка модели 18-9771 |
Тележка модели 18-2129 |
|||
|
ДР |
КР/при изготовлении |
ДР |
КР/при изготовлении |
ДР |
КР/при изготовлении |
|
|
1 Надрессорная балка |
||||||
|
Размеры подпятника для установки прокладки, мм: |
не более 306 |
300+1,8+0,5 |
не более 306 |
300+2,2+0,5 |
не более 306 |
300+2,2+0,5 |
|
диаметр с учетом конусности на глубине 10 мм от верхней кромки подпятника; |
1:12,5 |
1:12,5 |
1:12,5 |
1:12,5 |
1:12,5 |
|
|
глубина подпятника |
37+1-2 |
37+1-2 |
37+1-2 |
37+1-2 |
37+1-2 |
37+1-2 |
|
Размеры подпятника под чашу, мм: |
317+2,0 |
317+1,7+0,7 |
— |
— |
— |
— |
|
диаметр с учетом конусности на глубине 10 мм от верхней кромки подпятника; |
1:12,5 |
1:12,5 |
||||
|
глубина подпятника |
37+1-2 |
37+1-2 |
||||
|
Размеры чаши, мм: |
||||||
|
внутренний диаметр |
не более 304 |
300+1,8+0,5 |
— |
— |
— |
— |
|
наружный диаметр |
317+1,0-2,0 |
317+1,0-2,0 |
||||
|
глубина |
не более 33 |
30+1-2 |
||||
|
толщина стенки чаши, мм |
не менее 5,0 |
6,5 |
— |
— |
— |
— |
|
Ширина клинового проема, мм |
не более 144 |
134+4 |
не более 144 |
134+4 |
не более 144 |
134+4 |
|
Ширина по наклонным плоскостям клинового проема, мм |
не менее 166 |
175 +/- 1 |
не менее 166 |
175+4-1 |
не менее 166 |
175 +/- 1 |
|
Диаметр внутреннего бурта подпятника, мм: |
||||||
|
наружный |
не менее 72 |
77-0,74 |
не менее 72 |
77-0,74 |
не менее 72 |
77-0,74 |
|
внутренний |
не более 60 |
54 +/- 2 |
не более 60 |
54 +/- 2 |
не более 60 |
54 +/- 2 |
|
2 Рама боковая |
||||||
|
Ширина буксового проема, мм |
не более 338 |
335 +/- 1 |
не более 340 |
335 +/- 1 |
не более 340 |
335 +/- 1 |
|
Ширина буксовых челюстей, мм |
не менее 155 |
160 +/- 1 |
не менее 155 |
160 +/- 1 |
не менее 155 |
160 +/- 1 |
|
Суммарные зазоры между направляющими буксового проема боковой рамы тележки и корпусом одной буксы или адаптером, мм |
5 — 12/3 — 10 |
|||||
|
вдоль оси вагона, не более |
3 — 12 |
3 — 10/3 — 10 |
5 — 14 |
5 — 12/3 — 10 |
5 — 14 |
5 — 14 |
|
поперек оси вагона боковых рам в тележке, не более |
5 — 12 |
5 — 10/5 — 10 |
5 — 13 |
5 — 11/5 — 10 |
5 — 13 |
5 — 11/3 — 10 |
|
База боковой рамы, мм |
не более 2200 |
2185+7-5 |
не более 2200 |
2185+7-5 |
не более 2200 |
2185+7-5 |
|
Разность баз боковых рам, мм |
не более 2 |
не более 2 |
не более 2 |
|||
|
3 Расстояние между фрикционными планками, мм: |
||||||
|
при толщине планки 10 мм для тележек модели 18-578 и 18-9771 и при толщине планки 8 мм для тележки 18-2129 |
не более 650 |
648+1,6-3,6 |
не более 650 |
648+1,0-3,8 |
не более 654 |
652+1,6-4,2 |
|
4 Фрикционный клин |
||||||
|
Износ рабочих поверхностей клина ВЧ 120 и СЧ35 ЖДТ, мм: |
ВЧ 120 |
ВЧ 120 |
СЧ35 ЖДТ |
|||
|
толщина прокладки наклонной плоскости |
не менее 10 |
13-0,5 |
не менее 10 |
13-0,5 |
глубина индикатора не менее 2 |
глубина индикатора не менее 4 |
|
толщина вертикальной стенки |
не менее 16 |
20 +/- 2 |
не менее 16 |
20 +/- 2 |
глубина индикатора не менее 2 |
глубина индикатора не менее 4 |
|
Износ рабочих поверхностей (наклонной и вертикальной) клина СЧ 35, мм: |
3, но не более 2 с одной из сторон |
не допускается |
— |
— |
— |
— |
|
5 Шкворень |
||||||
|
Износ поверхности, мм |
не более 3 мм |
не допускается |
не более 3 мм |
не допускается |
не более 3 мм |
не допускается |
|
Изгиб шкворня |
не допускается |
не допускается |
не допускается |
не допускается |
не допускается |
не допускается |
|
Трещины |
не допускаются |
не допускаются |
не допускаются |
8. Неразрушающий контроль составных частей тележек
8.1 Перечень литых деталей тележек и методы неразрушающего контроля указаны в таблице 8.1.
8.2 Зоны неразрушающего контроля и типы дефектов, подлежащих выявлению, приведены в таблице 8.2.
Неразрушающий контроль деталей, указанных в таблице 8.1, проводить после очистки, обмывки и снятия с литых деталей износостойких элементов.
Карты дефектации боковых рам и надрессорных балок тележек приведены в приложении Ж.
8.3 При магнитопорошковом контроле выявлению подлежат поверхностные дефекты, указанные в таблице 8.2.
Таблица 8.1
|
Деталь тележки |
Вид (метод) неразрушающего контроля |
|
Рама боковая |
Магнитопорошковый |
|
Балка надрессорная |
Магнитопорошковый |
Таблица 8.2
|
Деталь |
Зоны контроля |
Тип дефектов, подлежащих выявлению |
|
Рама боковая тележки тип 2 ГОСТ 9246 |
|
Трещины продольные и поперечные |
|
1 — наружный угол буксового проема; 2 — внутренний угол буксового проема; 3 — наклонный пояс; 4 — вертикальная стенка наружного угла буксового проема; 5 — вертикальная стенка внутреннего угла буксового проема; 6 — вертикальная стенка наклонного пояса; |
||
|
Балка надрессорная тележки тип 2 ГОСТ 9246 |
|
Трещины продольные и поперечные |
|
1 — нижний пояс; 2 — наклонная плоскость для клина; 3 — внутренний бурт подпятника; 4 — опорная поверхность подпятника; 5 — угол между ограничительным буртом и наклонной плоскостью; 6 — наружный бурт подпятника |
||
|
|
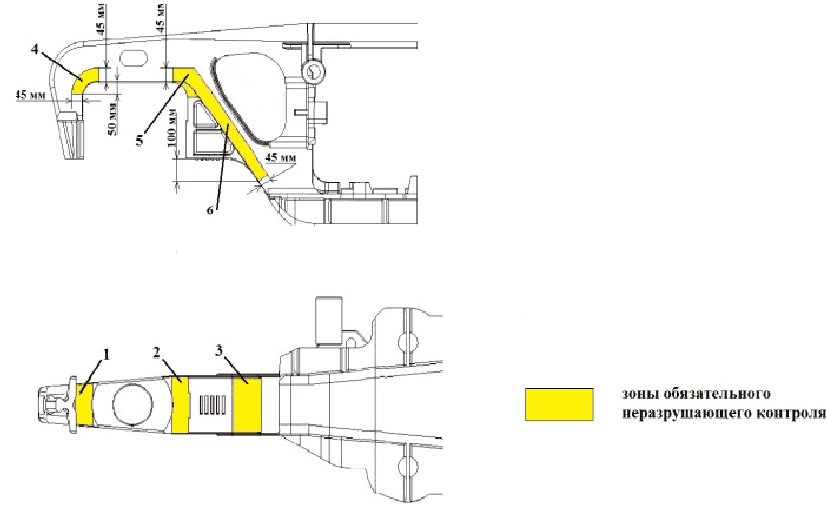
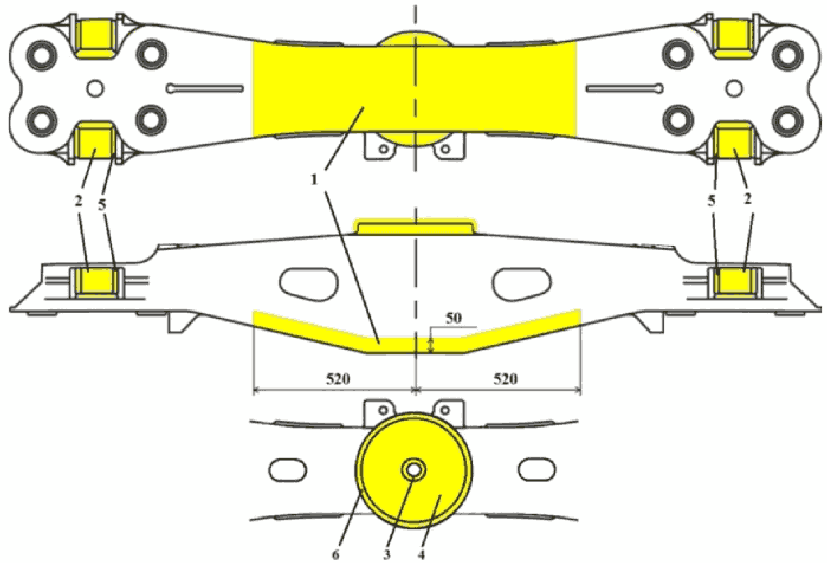
 — зоны обязательного неразрушающего контроля
— зоны обязательного неразрушающего контроля9. Ремонт боковых рам
9.1 Боковые рамы перед ремонтом и дефектацией очистить от грязи, отслоившейся ржавчины и разрушившегося лакокрасочного покрытия, обмыть в моечной машине (камере), осмотреть на наличие трещин, отколов, износов и сквозных литейных дефектов. Особо тщательное внимание уделить зонам А и Б, указанным на рисунке 9.1.
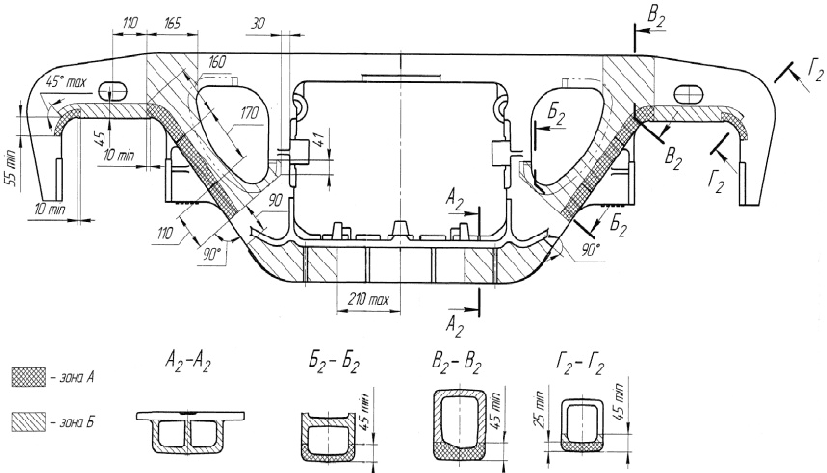
Рисунок 9.1 — Схема осмотра боковой рамы
Дефектацию боковой рамы проводить в соответствии с требованиями приложения Ж и раздела 7 настоящего Руководства.
Срок службы боковых рам устанавливаемых в тележку не должен истекать в следующий межремонтный период вагона.
9.2 При плановых видах ремонта запрещается:
ремонт станочной обработкой опорной поверхности буксового проема боковой рамы 2, имеющей местный канавкообразный износ более 2 мм в тело рамы, шириной более 20 мм;
восстановление наплавкой изношенной опорной поверхности буксового проема боковой рамы тележки 2;
ремонтировать трещины и другие дефекты на боковых рамах, кроме указанных на рисунке 9.2.
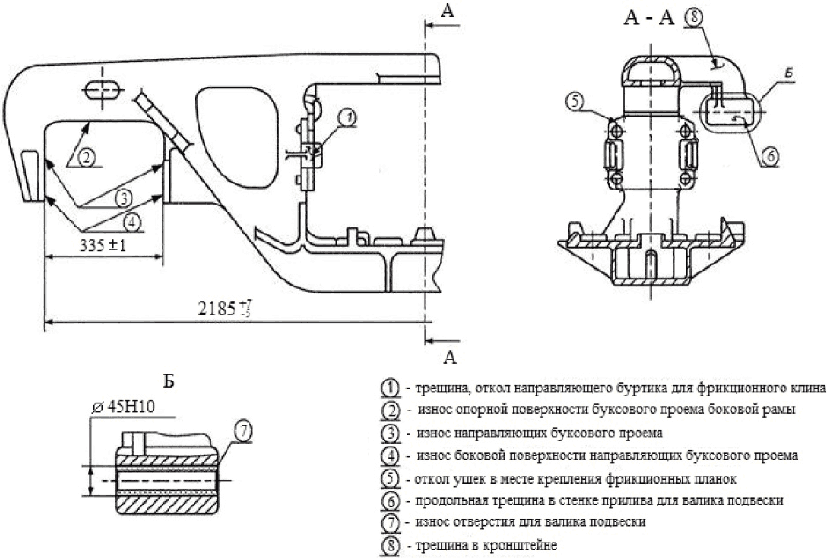
Рисунок 9.2 — Дефекты боковой рамы тележки
9.3 При плановых видах ремонта разрешается:
заваривать трещину направляющего буртика для фрикционного клина, приварить новые буртики вместо отбитых, дефект 1;
ремонтировать наплавкой изношенную лицевую поверхность направляющих буксового проема при износе не более 8 мм с обеспечением твердости 240 — 300 НВ, дефект 3;
ремонтировать наплавкой изношенную боковую поверхность направляющих буксового проема с обеспечением твердости 240 — 300 НВ, дефект 4;
ремонтировать приваркой новых частей не более двух «ушек», расположенных по диагонали, в местах крепления фрикционных планок, дефект 5;
заваривать продольную трещину в стенке прилива для валика подвески тормозного башмака триангеля, дефект 6;
ремонтировать изношенное отверстие в кронштейне боковой рамы для валика подвески тормозного башмака постановкой втулок соответствующего номинального размера, дефект 7;
заваривать трещину в кронштейне боковой рамы для крепления подвески триангеля длиной не более 32 мм, дефект 8.
9.4 В случае демонтажа фрикционных планок измерить расстояние между стенками рессорного проема боковой рамы и наружными челюстями буксовых проемов. Разница между ними для одной боковой рамы допускается не более 3 мм (размер H1 и H2, показанный на рисунке 9.3). При большей разнице соответствующие лицевые поверхности буксового проема наплавить с последующей станочной механической обработкой до размеров нового изготовления, указанных в таблице 7.1.
9.5 При плановых видах ремонта в кронштейн боковой рамы и в подвеску тормозного башмака установить втулки, предусмотренные пунктом 7.7 настоящего Руководства.
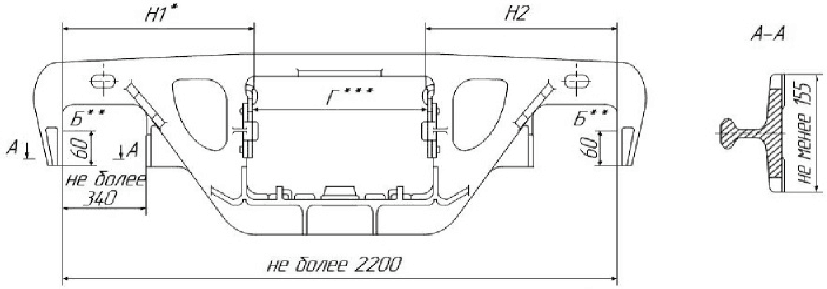
9.6 При сборке тележек контролировать размеры боковых рам, которым они должны соответствовать при выпуске из плановых видов ремонта (без восстановления наплавкой — размеры приведены на рисунках 9.3 и 9.4 и в таблице 7.1, восстановленные наплавкой должны соответствовать параметрам нового изготовления, указанным в таблице 7.1)
———————————
<*> Разность размеров H1 и H2 не более 3 мм.
<**> Контроль базы боковой рамы производить в точках Б на расстоянии 60 мм.
<***> Базовый размер, от которого измеряют износ каждой фрикционной планки.
Примечание: Ширина буксового проема для боковых рам тележек модели 18-578 при деповском ремонте допускается не более 338 мм.
Рисунок 9.3 — Размеры боковой рамы при выпуске
из деповского ремонта
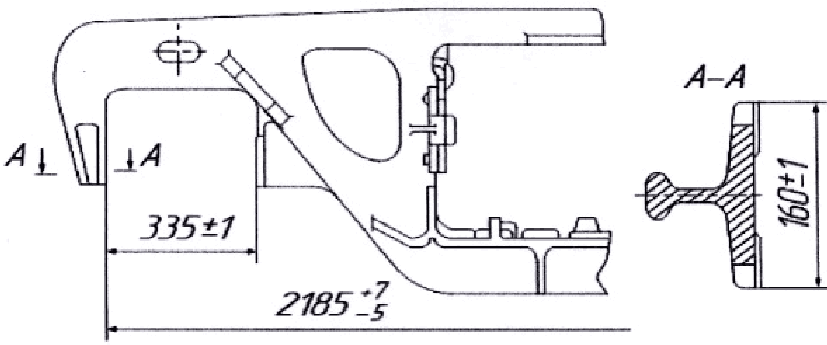
Рисунок 9.4 — Размеры боковой рамы при выпуске
из капитального ремонта
9.7 Комплектацию тележек моделей 18-578 и 18-9771 одного вагона производить боковыми рамами с прокладками сменными (скобами) по конструкторской документации завода-изготовителя на тележку соответствующей модели или по проекту М 1698.00.000.
На станочно обработанные опорные поверхности высотой приливов до 3 мм включительно в буксовые проемы боковых рам тележек моделей 18-578 и 18-9771 установить прокладки сменные (скобы) чертеж М 1698.03.100 СБ (скоба чертеж М 1698.03.101) или М 1698.03.100-02 СБ (скоба чертеж М 1698.03.101-02), или М 1698.05.100 СБ (скоба чертеж М 1698.05.101).
На станочно обработанные опорные поверхности высотой приливов более 3 мм в буксовые проемы боковых рам установить прокладки сменные (скобы) чертеж м 1698.03.100-01 СБ (скоба чертеж м 1698.03.101-01) или М 1698.03.100-02-01 (скоба чертеж М 1698.03.101-02-01).
При изготовлении на опорную поверхность боковых рам тележек модели 18-578 устанавливается скоба чертеж 100.00.070-0 СБ, на опорную поверхность боковых рам тележек модели 18-9771 устанавливается скоба буксового проема чертеж 9770.02.00.
9.8 Комплектацию тележек модели 18-2129 одного вагона производить боковыми рамами с прокладками буксового проема по конструкторской документации на тележку согласно проекту 1699.00.000.
На станочно обработанные опорные поверхности высотой приливов до 3 мм в буксовые проемы боковых рам установить прокладки буксового проема чертеж 1699.02.100.
9.9 Износ опорных поверхностей боковых рам в зоне буксовых проемов глубиной не более 2 мм относительно неизношенной части опорной поверхности устранять станочной механической обработкой. Проникновение инструмента в тело боковой рамы не допускается. Остаточная высота прилива опорной поверхности буксового проема боковой рамы допускается не менее 0,5 мм. После механической обработки опорной поверхности острые кромки и заусенцы притупить. При установке боковой рамы на станок в качестве базовой поверхности принимать опорную поверхность в рессорном проеме боковой рамы.
9.10 При поступлении в ремонт боковых рам, на опорных поверхностях которых в буксовых проемах были установлены прокладки сменные (скобы) или прокладки буксового проема, прокладки снять, боковые рамы дефектоскопировать.
При капитальном ремонте на опорные поверхности установить новые прокладки сменные (скобы) или прокладки буксового проема.
При деповском ремонте допускается повторная установка прокладок сменных (скоб) или прокладок буксового проема не имеющих:
трещин на корпусе прокладки (скобы) или на износостойкой пластине;
отколов на износостойкой пластине;
трещин сварного шва между износостойкой пластиной и корпусом прокладки;
неравномерного износа опорной поверхности износостойкой пластины (скобы) относительно неизношенной ее части поверхности, изготовленных:
по чертежам 9770.02.00, М 1698.03.100 СБ, М 1698.05.100 СБ более 1,5 мм;
по чертежу 100.00.070-0 СБ более 1 мм на сторону;
по чертежу 1699.02.100 более 1,5 мм.
9.11 Для установки на боковую раму прокладку сменную (скобу) или прокладку буксового проема плотно прижать к опорной поверхности с помощью струбцины или специального приспособления. «Лапки» корпуса прокладки расположить против технологических отверстий на стенках буксового проема боковой рамы и согнуть на цилиндрической оправке (монтировке), затем заправить в технологические отверстия ударами молотка.
После загиба «лапок» перемещения прокладки вдоль боковой рамы допускаются не более +/- 10 мм, а поперек боковой рамы не более +/- 5 мм.
9.12 Фрикционные планки боковых рам тележек модели 18-578 при неисправности заменить на планки по конструкторской документации завода-изготовителя или по проекту М 1698.00.000.
Фрикционные планки боковых рам тележек модели 18-9771 при неисправности заменить на планки по проекту М 1698.00.000.
9.13 Фрикционные планки боковых рам тележек модели 18-2129 при неисправности заменить на фрикционные планки по проекту 1699.00.000.
9.14 Фактически измеренные величины баз по каждой боковой раме тележки записать в журнал формы ВУ-32 «Журнал приемки отремонтированных тележек грузовых вагонов», приведенный в приложении Д.
10. Ремонт надрессорных балок
10.1 Надрессорные балки перед ремонтом и дефектацией очистить от грязи, отслоившейся ржавчины и разрушившегося лакокрасочного покрытия, обмыть в моечной машине (камере), осмотреть на наличие трещин, отколов, износов и сквозных литейных дефектов. Опорную поверхность подпятника балки очистить от смазки и ржавчины.
10.2 При осмотре и дефектации надрессорной балки определить целостность верхних, нижних поясов, вертикальных стенок и колонки при ее наличии, опорной части подпятника. Внутреннюю поверхность балки осмотреть с подсветкой через технологические окна верхнего и нижнего пояса.
Дефектацию надрессорной балки производить в соответствии с требованиями приложения Ж и раздела 7 настоящего Руководства.
Срок службы надрессорных балок устанавливаемых в тележку не должен истекать в следующий межремонтный период.
10.3 При всех видах ремонта запрещается:
заварка трещин во внутренней колонке и ребрах усиления подпятника надрессорной балки независимо от их длины;
ремонтировать трещины и другие дефекты надрессорной балки, кроме указанных на рисунке 10.1;
10.4 Ремонт подпятника надрессорной балки
10.4.1 При поступлении в ремонт надрессорной балки с установленными ранее в подпятнике износостойкими элементами (прокладки или чаши), снять их.
Подпятник и снятые износостойкие элементы осмотреть.
Глубину подпятника «М», показанную на рисунке 10.2 а, определять от верхней горизонтальной поверхности наружного бурта, диаметр подпятника «И», показанный на рисунке 10.2 а, контролировать на глубине 10 мм от верхней горизонтальной поверхности наружного бурта с учетом конусности 1:12,5.
При наличии дефектов, которые разрешено устранять, подпятник надрессорной балки отремонтировать.
10.4.2 При плановых видах ремонта разрешается:
заварка трещин на опорной поверхности подпятника, не переходящих через наружный бурт и расположенных от центра не ближе 80 мм, при условии, что суммарная длина не более 250 мм, дефект 3;
наплавка отколотых частей бурта подпятника, дефект 4;
восстановление изношенной наружной поверхности внутреннего бурта, изношенного отверстия под шкворень наплавкой или методом постановки втулки в шкворневое отверстие, дефекты 8 и 13;
наплавка внутренней поверхности наружного бурта подпятника при оставшейся толщине наружного бурта не менее 15 мм, измеренная на глубине 10 мм от опорной поверхности бурта, с обеспечением твердости 240 … 300 НВ, дефект 9;
наплавка отколотых частей внутреннего бурта подпятника, дефект 11;
наплавка опорной поверхности подпятника при оставшейся толщине металла в месте износа не менее 30 мм, дефект 12;
1 — продольные трещины стенки наклонной плоскости;
2 — износ упорных ребер, ограничивающих пружины;
3 — трещины на опорной поверхности подпятника;
4 — откол части наружного бурта подпятника;
5 — трещины на верхнем поясе, идущие от технологического отверстия;
6 — износ внутренней поверхности ограничительных буртов;
7 — трещины в углах между ограничительными буртами и наклонной плоскостью;
8 — износ наружной поверхности внутреннего бурта;
9 — износ внутренней поверхности наружного бурта;
10 — износ отверстий в кронштейне державки «мертвой точки»;
11 — откол части внутреннего бурта подпятника;
12 — износ опорной поверхности подпятника;
13 — износ отверстия под шкворень;
14 — износ наклонных плоскостей.
Примечание: Трещины, расположенные к продольной оси балки под углом более 30°, относятся к поперечным, под углом менее 30° — продольным.
Рисунок 10.1 — Дефекты надрессорной балки тележки
а) Контролируемые параметры надрессорных балок тележек модели 18-578, 18-9771, 18-2129
Разность размеров A1 и A2 должна быть не более 5 мм
б) установка чаши в подпятник надрессорной балки тележки модели 18-578
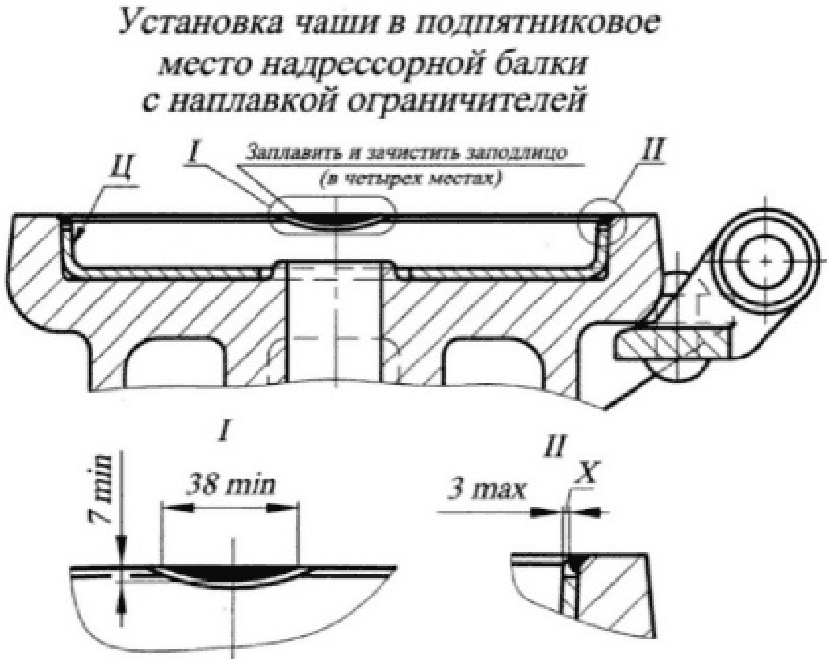
I — длина и ширина ограничителя; II — диаметральный зазор
между чашей и подпятником надрессорной балки
Рисунок 10.2 — Надрессорные балки тележек тип 2 по ГОСТ 9246
10.4.3 После восстановления опорной поверхности подпятника, наружных и внутренних буртов произвести расточку подпятника на глубину 37+1-2 мм с обеспечением конусности 1:12,5 до диаметра соответствующего новому изготовлению, указанного в таблице 7.1, с обязательной постановкой износостойких элементов в соответствии с п. 1.7 настоящего Руководства.
При капитальном ремонте в подпятник надрессорной балки свободно установить новую прокладку диаметром 298-1,3 мм фаской вниз, при деповском ремонте допускается установка прокладок бывших в эксплуатации с суммарным износом 2 мм (с двух сторон), но не более 1,5 мм с одной из сторон (для тележек моделей 18-578 и 18-9771 по проекту М 1698.00.000 или конструкторской документации завода-изготовителя, для тележек модели 18-2129 по проекту 1699.00.000).
При капитальном ремонте в подпятник надрессорной балки тележки модели 18-578 устанавливают новую чашу согласно рисунку 10.2 б по проекту завода-изготовителя, при деповском ремонте допускается установка чаш, бывших в эксплуатации, отвечающих требованиям таблицы 7.1.
Чаши, имеющие механические повреждения, трещины, деформации, недопустимые износы, ремонту и восстановлению не подлежат.
После установки чаши в подпятник провести наплавку 4-х ограничителей согласно рисунку 10.2 б, предотвращающих чашу от проворота и выпадения. Оплавление кромок чаши запрещается, при этом зазор между чашей и ограничителем допускается не менее 0,2 мм, образование наплыва металла на поверхность «Ц» при наплавке ограничителей запрещается. Диаметральный зазор между чашей и подпятником допускается не менее 0,3 мм и не более 3 мм на всей высоте контактной поверхности. Зазор «Х», показанный на рисунке 10.2 б, контролировать на длине не менее 28 мм.
10.4.4 Допускается восстановление отверстия подпятника под шкворень «Л», показанного на рисунке 10.2 а, производить методом постановки втулки, изготовленной из стали марки Ст 3 ГОСТ 380, с приваркой ее по наружному диаметру сплошным швом.
Верхняя кромка внутреннего бурта или втулки должна располагаться от плоской опорной поверхности на высоте 10 +/- 1 мм у подпятника, расточенного на глубину 37+1-2 мм.
10.4.5 При станочной механической обработке подпятника в месте сопряжения наружного бурта с плоской опорной поверхностью подпятника обеспечить галтель радиусом 3 … 4 мм. Отсутствие галтели запрещается.
За базовую поверхность надрессорной балки при установке на станок принимать опорные поверхности, которыми надрессорная балка опирается на пружины рессорных комплектов.
10.5 Ремонт наклонных плоскостей надрессорной балки
При плановых видах ремонта удалить ранее приваренные планки на наклонных плоскостях (при их наличии).
При наличии продольных трещин стенки наклонной плоскости, не переходящих на ограничительные бурты и трещин в углах между ограничительными буртами и наклонной плоскостью, не переходящих на верхний пояс балки, наклонные плоскости отремонтировать.
Оставшаяся толщина наклонных плоскостей, при которой допускается их восстановление износостойкой наплавкой, в том числе после удаления планок, должна быть не менее 7 мм.
Изношенные наклонные плоскости при капитальном ремонте восстановить износостойкой наплавкой с обеспечением твердости 240 — 300 НВ с последующей станочной механической обработкой до размеров, соответствующих новому изготовлению, указанных в таблице 7.1.
При выпуске из деповского ремонта допускается не восстанавливать наклонные плоскости, если они имеют размер нижней опорной поверхности «З», показанной на рисунке 10.2 а, не менее 166 мм и угол 45°, причем величина суммарного просвета между поверхностью З надрессорной балки и нижней кромкой шаблона допускается не более 6 мм. Просвет сверху не допускается.
Расстояние между ограничительными буртами для фрикционного клина «Е» восстановить наплавкой с последующей механической обработкой до размеров нового изготовления, указанных в таблице 7.1.
10.6 Ремонт скользунов постоянного контакта надрессорной балки
10.6.1 При поступлении в ремонт надрессорных балок с упруго-катковыми скользунами по чертежу 578.00.020-0 СБ (рисунок 10.3 б) проводить их замену на скользуны по чертежу ВМ 003.100 СБ (рисунок 10.3 а) согласно проекту М 1826.00.000.
Технические требования к скользуну и его деталям по чертежу ВМ 003.100 СБ при плановых видах ремонта приведены в таблице 10.1.
10.6.2 На опорные площадки надрессорных балок тележек модели 18-578, переоборудованных по проекту М 1826.00.000; тележек моделей 18-9771 и 18-2129 устанавливать скользуны по чертежу ВМ 003.100 СБ по ТУ 318380-006-71613522-06, показанные на рисунке 10.3 а.
Регулировка расстояния «A», показанного на рисунке 10.3 а, от опорной площадки надрессорной балки до опорной поверхности колпака скользуна по чертежу ВМ 003.100 СБ в свободном состоянии не требуется.
10.6.3 При плановых видах ремонта восстановление деталей скользуна по чертежу ВМ 003.100 СБ сваркой и наплавкой запрещается. Ремонт производить только заменой неисправных деталей на новые.
10.6.4 При деповском ремонте разрешается установка деталей скользунов бывших в эксплуатации, отвечающих требованиям, указанным в таблице 10.1.
10.6.5 При капитальном ремонте детали скользунов с износами или повреждениями заменить новыми, соответствующими требованиям, указанным в таблице 10.1.
10.6.6 Демпфер скользуна по чертежу ВМ 003.100 СБ при деповском и капитальном ремонте заменить на новый независимо от технического состояния. Перед установкой в корпус демпфер выдержать не менее 12 часов при температуре не ниже + 5° C.
а) Скользун чертеж ВМ 003.100 СБ
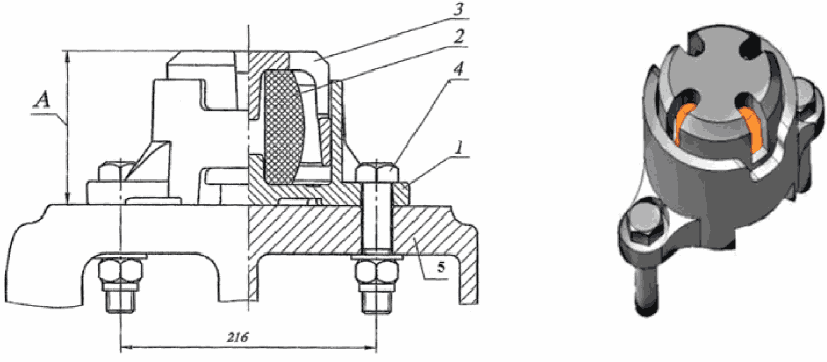
1 — корпус; 2 — демпфер; 3 — колпак упорный; 4 — болтовое
крепление скользуна; 5 — балка надрессорная
б) Упруго-катковый скользун чертеж 578.00.020-0 СБ
Рисунок 10.3 — Скользуны постоянного контакта
Таблица 10.1
|
Наименование параметра |
Технические требования или размеры |
Указания по использованию |
|
|
при КР |
при ДР |
||
|
Скользун чертеж ВМ 003.100 СБ |
|||
|
Расстояние от опорной площадки надрессорной балки до опорной поверхности колпака скользуна (опорной пластины ответной части скользуна рамы вагона) под тарой вагона, мм |
|
не менее 127 |
отрегулировать пластинами на опоре кузова вагона |
|
Износ опорной пластины скользуна на кузове рамы вагона, мм |
не допускается |
не более 1 |
бракуется, ремонту не подлежит |
|
Толщина опорной поверхности колпака упорного, мм |
не менее 17 |
не менее 15 |
бракуется, ремонту не подлежит |
|
Трещины, изломы корпуса и колпака скользуна |
не допускаются |
не допускаются |
бракуется, ремонту не подлежит |
|
Зазор между колпаком и корпусом скользуна, мм |
не более 4 |
не более 4 |
бракуется, ремонту не подлежит |
10.6.7 Крепление скользунов постоянного контакта на надрессорных балках тележек осуществляется:
модели 18-9771 — болтами M24-6gx70.68.019 ГОСТ 7798 с гайками шестигранными нормальными самостопорящимися ГОСТ ISO 7040 — М24-8 или с гайками самостопорящимися FS М24-8-Zn8 по ТУ 459560-003-8626665-2017 с шайбами А24.01.019 ГОСТ 6958. Затяжку крепежных деталей производить крутящим моментом 510 (52) … 580 (59) Нм (кгсм);
модели 18-2129 — болтами M24-6gx90.88.38ХС.016 ГОСТ 7796 или M24-6gx90.88.20Г2Р.016 ГОСТ 7796 с гайками шестигранными высокими самостопорящимися М24-8 ГОСТ ISO 7042 или с гайками шестигранными нормальными самостопорящимися М24-8 по ГОСТ ISO 7040 или FS M24 ГОСТ 7042 -8-Zn8 ТУ 459560-003-8626665 с шайбами А.24.03 ГОСТ 11371 или С.24.01 ГОСТ 11371. Затяжку крепежных деталей производить крутящим моментом 690 (70) … 770 (78) Нм (кгсм). При использовании гаек шестигранных нормальных самостопорящихся ГОСТ ISO 7040 — М24-8 затяжку крепежных деталей производить крутящим моментом 510 (52) … 580 (59) Нм (кгс м);
модели 18-578 (переоборудованными по проекту М 1826.00.000) — болтами M24-6gx100.68.019 ГОСТ 7796 и гайками М24-6Н5.NF ГОСТ Р 50273 с шайбами А24.01.019 ГОСТ 6958. Затяжку крепежных деталей производить крутящим моментом 510 (52) … 580 (59) Нм (кгс м);
10.6.8 При деповском ремонте опорную пластину скользуна вагона при износе 1 мм и более заменить на новую.
10.7 Ремонт шкворней
При деповском ремонте шкворни, имеющие износы по диаметру от 3 до 5 мм, восстановить наплавкой с последующей механической обработкой на станке до размеров, указанных на рисунке 10.4. Тележки должны иметь шкворни длиной 440 +/- 3 мм.
При деповском ремонте шкворни, имеющие изгибы не более 5 мм править в нагретом состоянии.
При капитальном ремонте шкворни, имеющие механические повреждения, изгибы или износы, заменить новыми.
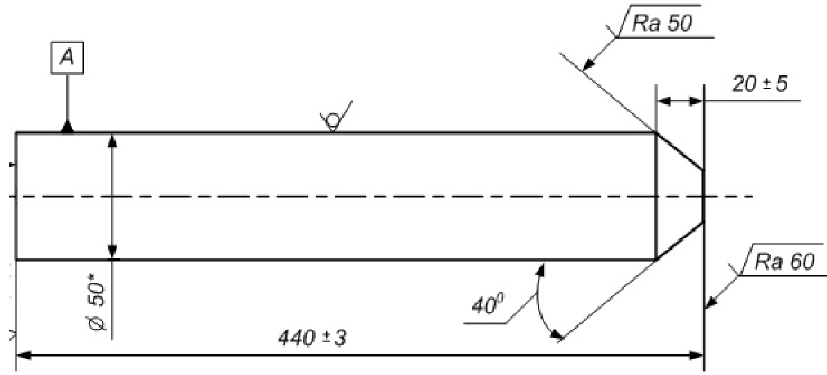
———————————
<*> Размер для справок.
Допускается смятие концов не более 90 на длине 50 мм.
Рисунок 10.4 — Шкворень
10.8 Разрешается наплавлять разработанные отверстия в кронштейне державки «мертвой точки» диаметром  мм с последующей обработкой.
мм с последующей обработкой.
10.9 Разрешается заварка трещин, идущих от технологического отверстия верхнего пояса, суммарной длиной не более 250 мм и не переходящих через наружный бурт подпятника.
10.10 Разрешается наплавка упорных ребер, ограничивающих пружины, при износе до 8 мм.
10.11 При сборке тележки проверить размеры надрессорной балки, приведенные на рисунке 10.2 а и указанные в таблице 7.1 (поверхности, восстановленные наплавкой, после механической обработки должны соответствовать параметрам нового изготовления, указанным в таблице 7.1).
Фактически измеренные параметры диаметра подпятника, глубины подпятника по каждой надрессорной балке тележки внести в журнал формы ВУ-32 «Журнал приемки отремонтированных тележек грузовых вагонов», приведенный в приложении Д.
10.12 Порядок регулировки высоты скользунов при сборке тележек приведен в пункте 19.4.
11. Ремонт узла «клин — фрикционная планка»
11.1 Узел фрикционного гасителя колебаний тележек моделей 18-578, 18-9771 и 18-2129 состоит из фрикционной планки и планки контактной, фрикционного клина и наклонной поверхности надрессорной балки.
11.2 При плановых видах ремонта во фрикционный узел тележки модели 18-578, переоборудованной по проекту М 1826.00.000, установить клин фрикционный по чертежу М 1698.00.003, М 1698.00.003-01 из чугуна СЧ 35 ГОСТ 1412, показанный на рисунке 11.2.
Фрикционные клинья тележек моделей 18-578, 18-9771 и 18-2129 приведены на рисунках 11.1, 11.2, 11.3, требования к геометрическим параметрам указаны в таблице 7.1.
11.3 При деповском ремонте на все типы грузовых вагонов, кроме цистерн, разрешается устанавливать:
в тележки модели 18-578 (переоборудованные по проекту М 1826.00.000) чугунные клинья СЧ 35 по проекту М 1698.00.000 (рисунок 11.2) с суммарным износом наклонной и вертикальной плоскостей клина до 3 мм, но не более 2 мм с одной из сторон и не имеющих других дефектов (трещин, отколов);
в тележки модели 18-9771 фрикционный клин 578.30.002-0 или 578.30.002-1 с полиуретановой накладкой чертеж 578.30.003-1 (рисунок 11.1) с износом вертикальной стенки не более 2 мм, толщиной накладки на наклонной плоскости клина не менее 10 мм или фрикционный клин по проекту 1699.00.000 (рисунок 11.3) с износом индикатора на вертикальной плоскости клина не более 2 мм и на вкладыше наклонной плоскости не более 2 мм, не имеющих других дефектов (трещин, отколов, нарушений целостности накладки);
в тележки модели 18-2129 фрикционный клин по проекту 1699.00.000 (рисунок 11.3) с износом индикатора на вертикальной плоскости клина не более 2 мм и на вкладыше наклонной плоскости не более 2 мм, не имеющих других дефектов (трещин, отколов, нарушений целостности накладки).
Трещины в ребрах жесткости фрикционных клиньев при всех видах ремонта не допускаются.
11.4 При капитальном ремонте всех типов грузовых вагонов и деповском ремонте цистерн в тележки устанавливают новые фрикционные клинья.
11.5 Геометрические параметры новых фрикционных клиньев указаны на рисунках 11.1, 11.2, 11.3 и в таблице 7.1.
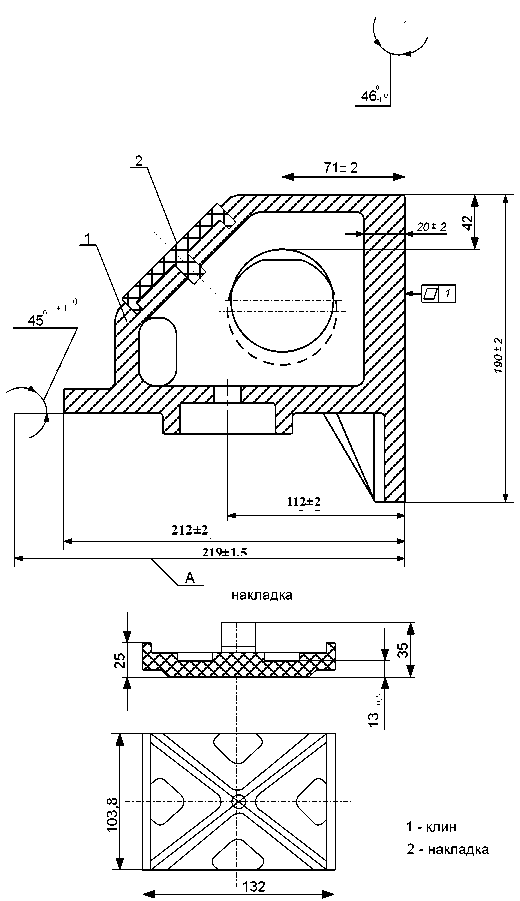
Рисунок 11.1 — Фрикционный клин 578.30.002-0 и 578.30.002-1
с полиуретановой накладкой чертеж 578.30.003-1
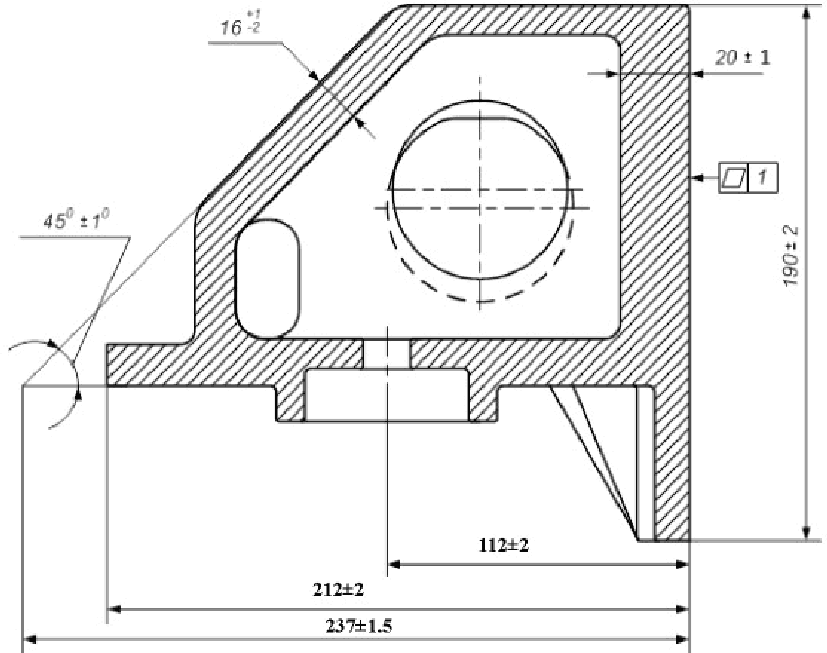
Рисунок 11.2 — Фрикционный клин чертеж М 1698.00.003;
М 1698.00.003-01
———————————
1* — размеры для справок;
п. 2 — пломба с индивидуальным номером изделия.
1 — клин из чугуна СЧ 35 ЖДТ; 2 — вкладыш клина;
3 — ось вкладыша
Рисунок 11.3 — Фрикционный клин чертеж
1699.04.000 СБ с вкладышем
11.6 При капитальном ремонте грузовых вагонов всех типов и деповском ремонте цистерн фрикционные планки и планки контактные тележек модели 18-578 и 18-9771 заменяются новыми по чертежам завода-изготовителя или по проекту М 1698.00.000.
11.7 При капитальном ремонте грузовых вагонов всех типов и деповском ремонте цистерн фрикционные планки и планки контактные тележек модели 18-2129 заменяются новыми по проекту 1699.00.000.
11.8 При деповском ремонте фрикционные планки (неподвижные) и планки контактные (подвижные) с трещинами, отколами и износами, превышающими нормативные значения, указанные ниже, заменяются новыми.
Допускается при деповском ремонте на все типы грузовых вагонов, кроме цистерн, устанавливать фрикционные планки (неподвижные) с износом поверхности, взаимодействующей с планкой контактной (подвижной), не более 1,5 мм, и планки контактные (подвижные) с суммарным износом по толщине до 2 мм, но не более 1,5 мм с одной стороны.
Измерение износа контактной планки производить от неизношенной поверхности планки.
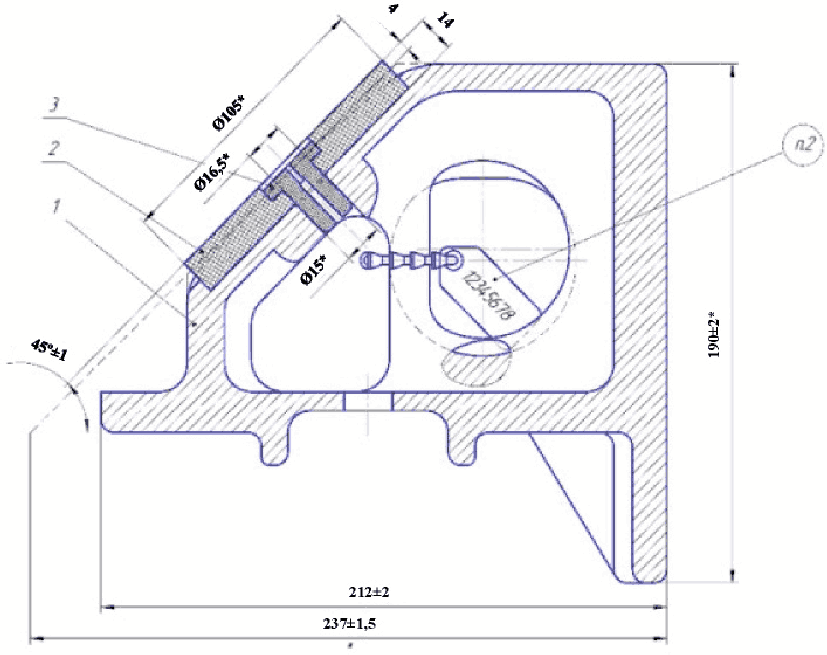
Фрикционные планки (неподвижные) и планки контактные (подвижные) приведены на рисунке 11.4.
|
а) фрикционная планка (неподвижная) |
б) планка контактная (подвижная) |
|
|
|
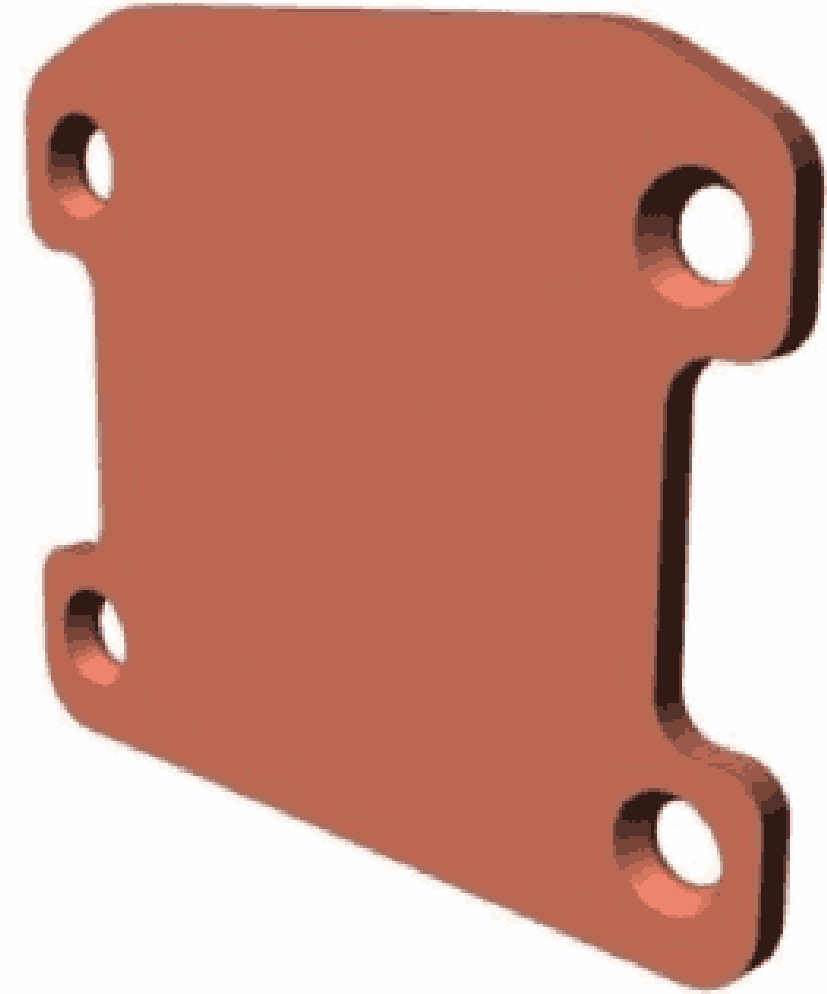
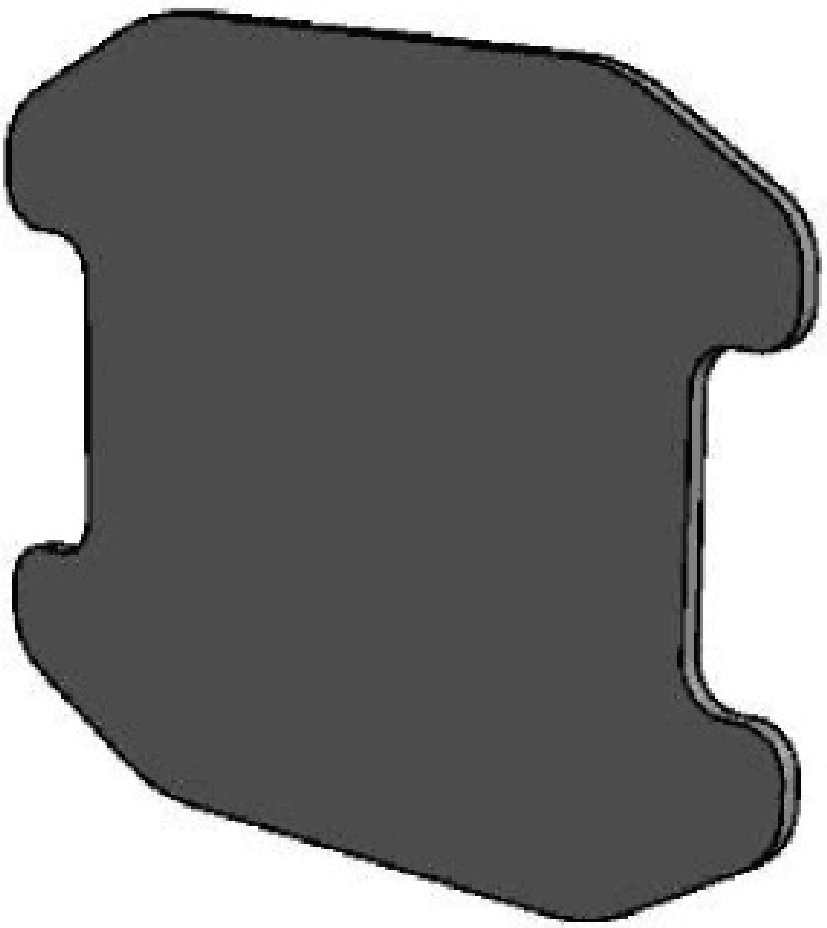
Рисунок 11.4 — Фрикционные планки и планки контактные
тележек модели 18-578, 18-9771 и 18-2129
11.9 Непараллельность фрикционных планок в горизонтальной плоскости допускается не более 3 мм, в вертикальной плоскости фрикционные планки должны быть непараллельны — расстояние между планками к низу должно увеличиваться на 4 … 10 мм. Фактические параметры расстояния между фрикционными планками в верхней части рессорного проема указаны в таблице 7.1.
Фрикционные планки, приклепанные к привалочной поверхности боковой рамы, должны плотно прилегать к ней, при этом допускается:
в зоне головок заклепок местный зазор на 1/3 окружности головки заклепки, при проверке которого щуп 1 мм (щуп 0,5 мм для тележки модели 18-578) не должен доходить до стержня заклепки;
западание головки заклепки относительно плоскости планки не более 2 мм.
Заклепки не должны выступать за рабочую поверхность фрикционной планки. При наличии выступа зачистить заподлицо с поверхностью фрикционной планки.
Между сопрягаемыми поверхностями фрикционных планок (в промежутках между заклепками) допускаются местные неплотности не более 1 мм (не более 0,5 мм для тележек модели 18-578).
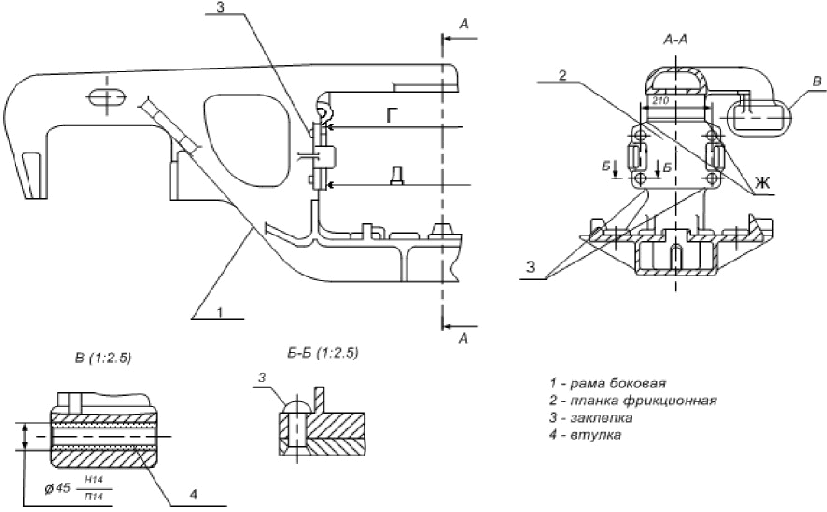
Рисунок 11.5 — Боковая рама тележки тип 2 по ГОСТ 9246
11.10 Перед началом клепальных работ привалочную поверхность боковой рамы, прилегающую к поверхности фрикционной планки, допускается зачистить шлифовальной машинкой, для обеспечения плотного прилегания фрикционной планки.
11.11 При установке и креплении фрикционной планки (неподвижной), отверстия в боковой раме под заклепки допускаются диаметром 21+0,84 мм. Планки крепить заклепками с потайной головкой диаметром 20 мм по ГОСТ 10300. Усилие горячей клепки должно быть не менее 25 тс, температура нагрева заклепки 1050 … 1100 °C. Нагрев рекомендуется производить в угольных, газовых или электрических печах (нагревателях).
11.12 Фрикционные планки (неподвижные) с одной и более ослабленными заклепками переклепать путем замены ослабших заклепок.
Запрещается ослабшие заклепки фрикционных планок заваривать, подтягивать и подчеканивать, они должны быть заменены новыми.
Запрещается выпускать из ремонта боковые рамы с приваренными электросваркой фрикционными планками.
12. Требования к пружинам рессорного комплекта
12.1 Общие требования к дефектации пружин рессорного подвешивания тележек модели 18-578, 18-9771 и 18-2129
При плановых видах ремонта пружины снять с тележки независимо от технического состояния, очистить и осмотреть.
Запрещаются к постановке в рессорный комплект пружины со следующими неисправностями, показанными на рисунке 12.1:
изломы, отколы, трещины витков, дефект 1;
протертости, коррозионные повреждения более 10% площади сечения витков, дефект 2;
смещение опорных витков, дефект 3;
уменьшение высоты пружины менее установленной величины, приведенной в таблице 3.1, измеренной в свободном состоянии пружины, дефект 4;
несоответствие диаметра прутков и количества витков пружины.
12.2 Технические характеристики и чертежи пружин (наружных и внутренних), допущенных к установке в рессорные комплекты тележек моделей 18-578, 18-9771 и 18-2129, приведены в таблице 3.1.
12.3 Допускается при производстве плановых видов ремонта тележек установка пружин, бывших в эксплуатации, удовлетворяющих требованиям настоящего раздела Руководства.
12.4 Требования к установке пружин рессорного комплекта тележек модели 18-578
При деповском и капитальном ремонте запрещается постановка пружин в одном рессорном комплекте (на одной боковой раме) в свободном состоянии с разницей по высоте более 3 мм.
Разница высот наружной и внутренней пружин (пружина в сборе) в свободном состоянии допускается не более 3 мм.
Установка в рессорный комплект тележек внутренней пружины по чертежу 555.30.002-0 совместно с пружинами по чертежам 100.30.008-0 и 578.30.007-1 производится без дополнительных ограничений.
Одновременная установка в рессорный комплект наружной пружины чертеж 555.30.001-0 совместно с наружными пружинами по чертежам 100.30.006-0 и 578.30.006-1 производится с соблюдением условия симметричного расположения (напротив друг друга) относительно оси пути в каждый рессорный комплект рессорного подвешивания тележки.
Под фрикционные клинья тележек установить пружины наибольшей высоты из рессорного комплекта. Замер высоты пружин производить только в свободном состоянии.
1 — изломы, отколы, трещины витков (независимо от размеров);
2 — протертости, коррозированные повреждения более 10% площади сечения витков;
3 — уменьшение высоты пружины менее установленной величины;
4 — смещение опорных витков пружины.
Рисунок 12.1 — Дефекты пружин, при которых
они подлежат браковке
12.5 Требования к установке пружин рессорного комплекта тележек модели 18-9771
При деповском и капитальном ремонте запрещается постановка пружин в одном рессорном комплекте (на одной боковой раме) в свободном состоянии с разницей по высоте более 4 мм.
Разница высот наружной и внутренней пружин (пружины в сборе) в свободном состоянии допускается не более 2 мм.
Установка в рессорный комплект внутренней пружины по чертежу 555.30.002-0 совместно с пружинами по чертежам 100.30.008-0, 578.30.007-1, 9771-06.06.00.002 производится без дополнительных ограничений.
Одновременная установка в рессорный комплект наружной пружины чертеж 555.30.001-0 совместно с наружными пружинами по чертежам 100.30.006-0, 578.30.006-1 и 9771-06.06.00.001 производится с соблюдением условия симметричного расположения (напротив друг друга) относительно оси пути в каждый рессорный комплект рессорного подвешивания тележки.
Под фрикционные клинья тележек установить пружины наибольшей высоты из рессорного комплекта. Замер высоты пружин производить только в свободном состоянии.
12.6 Требования к установке пружин рессорного комплекта тележек модели 18-2129
Рессорное подвешивание тележки включает в себя два рессорных комплекта, каждый из которых состоит из семи наружных пружин, пяти внутренних подбалочных и двух внутренних подклиновых пружин.
Запрещается постановка одноименных пружин (или наружных, или внутренних подбалочных, или внутренних подклиновых) в одном рессорном комплекте (на одной боковой раме) в свободном состоянии с разницей по высоте более 4 мм.
Разница высот наружной и внутренней пружин (пружина в сборе) в свободном состоянии не регламентируется.
Под фрикционные клинья тележек устанавливать наружные пружины наибольшей высоты.
Замер высоты пружин производить только в свободном состоянии.
12.7 При сборке в рессорный комплект устанавливать пружины, срок службы которых не истекает в межремонтный период вагона (при наличии назначенного срока службы).
12.8 В соответствии с ГОСТ 1452 на заводе-изготовителе на боковую поверхность опорного витка каждой пружины (в горячем состоянии) или на специальную маркировочную бирку наносится следующая маркировка в виде оттиска:
условный номер предприятия-изготовителя;
год и месяц изготовления (приемки);
марка стали (допускается не наносить).
Запрещается при ремонте тележек устанавливать в рессорный комплект пружины, не имеющие маркировки на боковой поверхности опорного витка пружины или на специальной маркировочной бирке с аналогичными данными об изготовлении пружин, установленной предприятием-изготовителем пружин, предусмотренной ГОСТ 1452.
В случае отсутствия маркировки на специальной маркировочной бирке или опорном витке пружины, установленной предприятием-изготовителем пружин, пружину браковать.
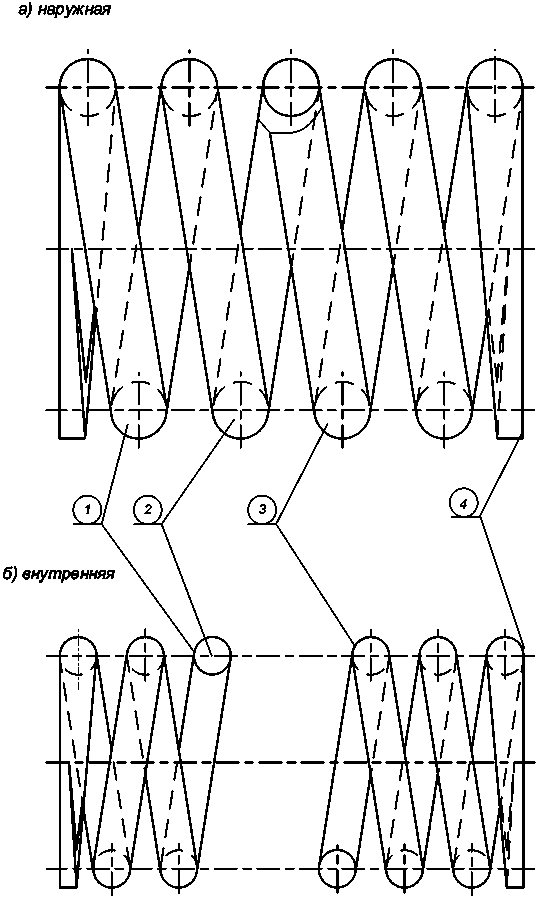
12.9 Признаки идентификации пружин рессорного комплекта тележек
12.9.1 Основные признаки идентификации пружин, изготовленных по чертежам 578.30.006-1, 578.30.007-1, 555.30.001-0 и 555.30.002-0, изложены ниже.
Основную маркировку наносят методом горячей штамповки на боковую поверхность опорного витка с одной стороны пружины:
условный номер предприятия-изготовителя;
год и месяц изготовления;
единый знак обращения.
Дополнительную маркировку наносят на второй опорный виток с другой стороны пружины:
условный номер предприятия-изготовителя;
год и месяц изготовления;
шифр модели тележки: цифра «8» для пружин чертеж 578.30.006-1 и 578.30.007-1; цифра «5» для пружин чертеж 555.30.001-0 и 555.30.002-0.
Допускается дополнительную маркировку на предприятии-изготовителе наносить с внутренней стороны опорного витка. Маркировку производят эмалью белой или нанесением наклейки на рабочий виток.
12.9.2 Основные признаки идентификации пружин, изготовленных по чертежам 9771-06.06.00.001 и 9771-06.06.00.002, изложены ниже.
Основную маркировку наносят методом горячей штамповки на боковую поверхность опорного витка с одной стороны пружины:
условный номер предприятия-изготовителя;
год и месяц изготовления.
Дополнительную маркировку (единый знак обращения) производят эмалью белой по ГОСТ 7409 или нанесением наклейки на рабочем витке.
12.9.3 Основные признаки идентификации пружин, изготовленных по чертежам 9800.03.00.005, 9800.03.00.004, 9800.03.00.003 изложены ниже.
Основную маркировку наносят методом горячей штамповки на боковую поверхность опорного витка с одной стороны пружины:
условный номер предприятия-изготовителя;
год и месяц изготовления;
единый знак обращения.
Дополнительную маркировку наносят методом горячей штамповки на второй опорный виток с другой стороны пружины:
условный номер предприятия-изготовителя;
год и месяц изготовления.
13. Ремонт деталей и узлов тормозного оборудования
13.1 На участке ремонта тележек провести следующие работы:
снять с рамы тележки детали и узлы тормозного оборудования;
определить объем ремонта деталей и узлов тормозного оборудования;
передать детали и узлы тормозного оборудования тележки для ремонта на соответствующие позиции;
собрать исправные детали и узлы тормозного оборудования на отремонтированной раме тележки.
13.2 Ремонт деталей и узлов тормозного оборудования тележки производить в соответствии с Общим руководством по ремонту тормозного оборудования вагонов 732-ЦВ-ЦЛ.
13.3 Ремонт триангеля осуществлять согласно Триангель рычажной передачи тележек грузовых вагонов. Руководство по ремонту Р 001 ПКБ ЦВ-2009 РК.
14. Сварочные и наплавочные работы
14.1 Сварочные и наплавочные работы на надрессорных балках, боковых рамах и других составных частях тележек производить в соответствии с РД ВНИИЖТ-059/01-2019, ТИ-05-01-06/НБ, ТИ-БР-2010 на специальных сварочных позициях, оборудованных местной вытяжной вентиляцией, кантователями, вращателями, грузоподъемным, электросварочным и газосварочным оборудованием и другими приспособлениями.
14.2 После ремонта сваркой или наплавкой боковых рам и надрессорных балок установить личное клеймо сварщика в соответствии с РД ВНИИЖТ-059/01-2019.
14.3 Механизированную обработку наплавленных поверхностей производить на специализированных станках, фрезерных, сверлильных и строгальных, оборудованных дополнительными приспособлениями. Обработку сварочных швов производить ручным механизированным инструментом заподлицо с основным металлом.
15. Сборка тележек после ремонта
15.1 На сборку поступают отремонтированные и скомплектованные узлы и детали тележек, проверенные и принятые в установленном на вагоноремонтном предприятии порядке.
15.2 Сборку тележек производить в обратной последовательности в соответствии с рисунками 3.1, 6.1, 6.2:
в соответствии с рисунком 3.1 установить надрессорную балку 6 на подъемник-кантователь, боковые рамы 2 с установленными на них прокладками (скобами) буксового проема 13 и зафиксированными адаптерами 15 при помощи специальных приспособлений или кран-балки надвинуть на концы надрессорной балки 6.
установить на боковые рамы 2 скомплектованные пружины 3, фрикционные клинья 11 на наиболее высокие пружины, опустить надрессорную балку 6 на пружинно-фрикционный рессорный комплект;
в соответствии с рисунком 6.1 в пазы тормозных башмаков установить подвески тормозных башмаков 7 триангеля 1, лежащего на приливах боковых рам;
соединить подвеску тормозного башмака 7, предохранитель 12 от выпадения оси (валика) крепления подвески тормозного башмака с кронштейном боковой рамы осью (валиком), поставить шайбу, зашплинтовать типовыми шплинтами по ГОСТ 397, предусмотренными конструкцией, концы шплинтов развести под углом 90°;
установить вертикальные рычаги 2 и соединить их с триангелями 1 осями (валиками) с шайбами и шплинтами;
соединить вертикальные рычаги 2 с серьгой мертвой точки 4, вставив валик, поставить шайбу и шплинт. Шплинт в мертвой точке развести под углом не менее 90° (рисунок 6.1);
установить тормозные колодки, вставить чеки тормозных колодок в перемычки тормозных башмаков и колодок, как показано на рисунке 6.1;
установить затяжку 3, соединить ее с нижними концами вертикальных рычагов 2;
поставить оси (валики), шайбы, типовые шплинты по ГОСТ 397, предусмотренные конструкцией;
в кронштейны 8 триангелей поставить втулки 9 и стержни устройства направленного отвода колодок 11, зафиксировать скобами 10 (для тележек модели 18-578);
в соответствии с рисунком 10.3 а собрать скользун 8, установить в подпятник надрессорной балки прокладку (диск, чашу) 14, шкворень 4 (рисунок 3.1). Для тележки модели 18-578, до установки прокладки или чаши, смазать всю поверхность подпятника равномерным слоем смазки ЦИАТИМ 221 по ГОСТ 9433 или ЦИАТИМ 201 по ГОСТ 6267 или рельсовым покрытием РП по ТУ 32 ЦТ 2133-92;
в соответствии с рисунком 6.2 установить балку опорную 1 на резинометаллические элементы 3, планки регулировочные 5 и контактную 4, установить болты 6 и 2, шайбы, гайки;
установить раму тележки на колесные пары 1 (рисунок 3.1), зафиксировать блокираторы 16, предотвращающие выход колесных пар из буксовых проемов боковых рам 2 (для колесных пар с подшипниками кассетного типа под адаптер).
15.3 Балка опорная авторежима после установки на тележку, как показано на рисунке 6.2, должна свободно перемещаться в пазах боковых рам. Допускается постановка планок регулировочных 5 для регулировки зазора между контактной планкой 4 и упором авторежима при подкатке тележки под вагон. Постановку шплинтов, в крепежные болты регулировочных планок, производить после сдачи автоматического тормоза.
15.4 При сборке тележки все шарнирные соединения и узлы трения тормозной рычажной передачи смазать согласно Общему руководству по ремонту тормозного оборудования вагонов 732-ЦВ-ЦЛ.
15.5 Подкатываемые под раму тележки колесные пары должны соответствовать требованиям РД ВНИИЖТ 27.05.01-2017.
15.6 Запрещается подкатывать колесные пары в тележки с разницей диаметров по кругу катания
при выпуске вагонов всех типов из капитального ремонта и цистерн из деповского ремонта:
в одной тележке — более 6,0 мм;
в двух тележках — более 12,0 мм;
при выпуске вагонов всех типов из деповского ремонта, кроме цистерн:
в одной тележке — более 12,0 мм;
в двух тележках — более 24,0 мм.
15.7 Суммарный зазор между направляющими буксового проема боковой рамы тележки и корпусом одной буксы или адаптером при деповском ремонте всех типов грузовых вагонов, кроме цистерн, а также при капитальном ремонте всех типов грузовых вагонов и деповском ремонте цистерн указаны в таблице 7.1 на соответствующую модель тележки.
15.8 На тележки грузовых вагонов моделей 18-578, 18-9771, 18-2129 устанавливаются износостойкие элементы в соответствии с требованиями разделов 9, 10, 11 настоящего Руководства.
16. Проверка качества ремонта тележек
16.1 Промежуточной проверке качества ремонта должны быть подвергнуты:
колесные пары, подкатываемые под тележку;
буксовые узлы и адаптеры колесных пар, подкатываемых под тележку;
надрессорные балки тележек с установленными износостойкими элементами;
боковые рамы тележек с установленными износостойкими элементами;
фрикционные клинья;
пружины рессорного комплекта и их комплектование;
составные части тормозной рычажной передачи;
балки опорные авторежима (при наличии в конструкции тележки);
блокираторы, предотвращающие выход колесных пар из буксовых проемов боковых рам (для колесных пар с подшипниками кассетного типа под адаптер) и элементы их крепления.
16.2 Проверка качества ремонта тележек и их составных частей проводится работниками вагоноремонтных предприятий, указанных в пункте 4.2.
16.3 Качество ремонта определяется визуально и с применением средств измерения и средств допускового контроля, приведенных в приложении В.
17. Нанесение клейм, знаков маркировки на тележки
после ремонта
17.1 Клейма и знаки маркировки нанести на составные части тележки после завершения ремонтных работ, приемки их ответственными работниками, назначенными приказом по предприятию.
17.2 Места постановки клейм предприятия, производившего ремонт, приведены на рисунке 17.1.
17.3 Цифры, обозначающие условный номер ремонтного предприятия, должны быть в рамке.
Клейма должны быть ясными и четкими, высота цифр и букв клейма от 6 до 10 мм, глубина не менее 0,25 мм.
При постановке клейма предприятия, производившего ремонт узла или детали, ранее поставленное на детали клеймо о ремонте, кроме клейма предприятия-изготовителя, зачеканить или зачистить шлифовальным инструментом.
Пример установки клейма предприятия, производившего ремонт узла или детали, приведен ниже:
|
0314 |
XI |
20 |
0314 — условный номер предприятия, производившего ремонт;
XII — месяц ремонта (римские цифры);
20 — две последние цифры года ремонта.
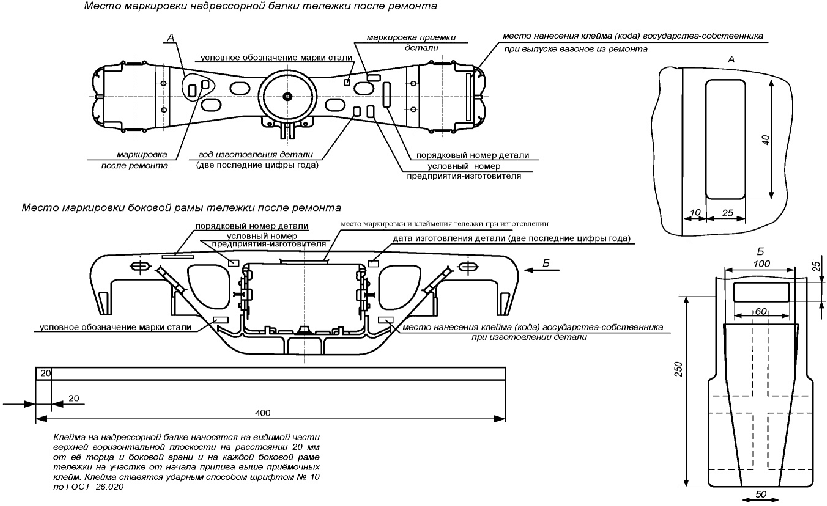
Рисунок 17.1 Места постановки клейм предприятия,
производившего ремонт
18. Окрашивание тележек
18.1 Окрашивание тележек производить по поверхностям, очищенным от отслоившейся ржавчины, разрушившейся старой краски, шлаков, окалины, жировых и других видов загрязнения.
18.2 Лакокрасочные материалы, применяемые для окраски тележек (эмали, краски) должны соответствовать стандартам и техническим условиям.
18.3 Поверхности деталей тележек, подвергаемых окраске, должны быть сухими.
18.4 При капитальном ремонте тележки окрашивать полностью, при деповском — только в местах с поврежденной окраской. Не допускается окрашивать износостойкие элементы и места их контакта на составных частях.
18.5 Грунтовками для тележек могут быть:
эмали ПФ-115, ПФ-133;
масляные краски ГС-1, ГС-2 ГОСТ 6586.
Эти же материалы и их заменители применимы и для окраски тележек.
18.6 Колесные пары, корпуса букс и адаптеры окрашивать в соответствии с требованиями Руководящего документа по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм РД ВНИИЖТ 27.05.01-2017.
Наличие краски на ободьях колес колесных пар, подшипнике кассетного типа, поверхности адаптера, контактирующей с наружным кольцом подшипника кассетного типа, запрещается.
18.7 Надписи на литых деталях тележек наносить масляными красками только при помощи трафаретов с закраской мест разрыва букв и цифр. Все надписи на тележках наносить краской белого цвета.
На верхнем поясе боковых рам — по центру и на консольных частях верхнего пояса надрессорных балок — с обоих концов балки.
После деповского ремонта наносить — первую и три последних цифры номера вагона, как показано на рисунках 18.2, 18.3, 18.4, после капитального ремонта — год проведения капитального ремонта вагона, номер вагоноремонтного предприятия, первую и три последних цифры номера вагона, как указано на рисунках 18.1, 18.3, 18.4.
18.8 На тележках, признанных годными после ремонта с установкой износостойких элементов нанести белой краской буквы «РМ», высотой 70 мм в прямоугольнике (100 x 100 мм) на верхнем поясе консольной части надрессорной балки и боковых рам тележек рядом с клеймами о производстве плановых видов ремонта, как показано на рисунках 18.3 и 18.4.
93 — год проведения капитального ремонта или год постройки вагона;
0012 — номер вагоноремонтного предприятия или завода-изготовителя вагона;
6 — первая цифра номера вагона;
546 — три последние цифры номера вагона.
Рисунок 18.1 — Трафарет, наносимый при капитальном
ремонте вагона
4 — первая цифра номера вагона;
563 — три последние цифры номера вагона.
Рисунок 18.2 — Трафарет, наносимый при деповском
ремонте вагона
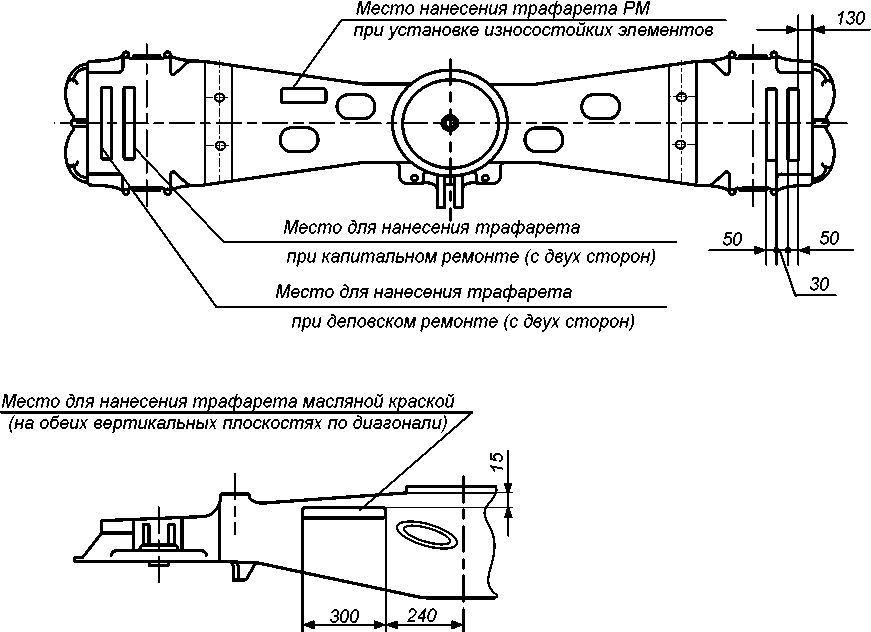
Рисунок 18.3 — Места нанесения трафаретов масляной краской
на надрессорной балке тележки при плановых видах ремонта
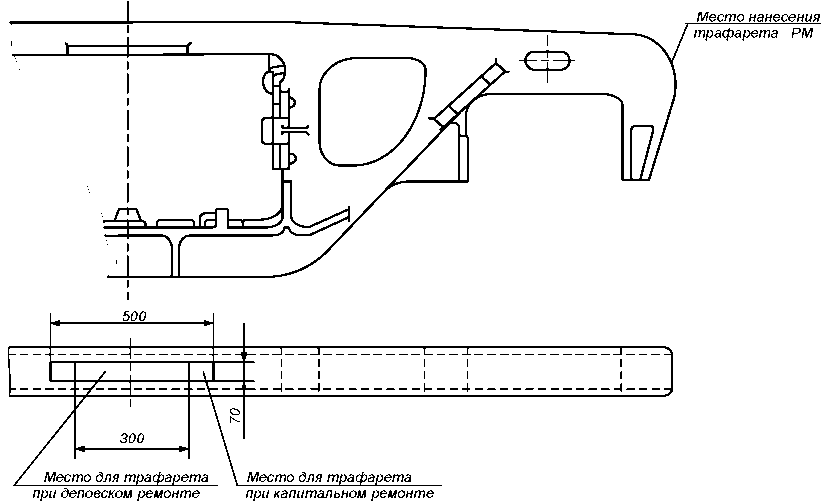
Рисунок 18.4 — Места нанесения трафаретов масляной краской
на боковой раме тележки при плановых видах ремонта
19. Контроль тележек при выпуске из плановых видов ремонта
19.1 Контроль отремонтированных тележек производить по окончании планового вида ремонта и после подкатки под вагон с обязательной записью установленных параметров в журнале формы ВУ-32 «Журнал приемки отремонтированных тележек грузовых вагонов» (приложение Д).
19.2 При выпуске грузовых вагонов из плановых видов ремонта отремонтированные тележки должны быть укомплектованы надрессорными балками и боковыми рамами, обеспечивающими эксплуатацию вагона до следующего планового вида ремонта.
19.3 До установки износостойкой прокладки (диска) или чаши в подпятник надрессорной балки тележек модели 18-578 для смазывания подпятника применять смазку ЦИАТИМ 221 по ГОСТ 9433 или ЦИАТИМ-201 по ГОСТ 6267 или рельсовое покрытие РП ТУ 32 ЦТ 2133-92.
Перед подкаткой тележек под вагон:
в подпятник надрессорной балки тележек модели 18-578, после установки износостойких элементов, уложить смазку железнодорожную КТСМ по ТУ 0254-110-01124328. в виде «таблеток» диаметром 90 мм в количестве пяти штук или в виде «диска» по одному в подпятник;
в подпятник надрессорной балки тележек модели 18-9771, после установки износостойких элементов, уложить смазку ЦИАТИМ 221 по ГОСТ 9433 или ВНИИНП-207 по ГОСТ 19774;
в подпятник надрессорной балки тележек модели 18-2129, после установки износостойких элементов, для смазывания опорной поверхности подпятника применять одну из смазок: ЦИАТИМ 221 по ГОСТ 9433 или ЦИАТИМ-201 по ГОСТ 6267, или ВНИИНП-207 по ГОСТ 19774.
Опорные поверхности колпаков скользунов чертеж ВМ 003.100 СБ смазывать запрещается.
Для нанесения смазки на поверхности надрессорной балки применять деревянные лопаточки, кисти или ветошь. Смазку наносить равномерным слоем.
Запрещается наличие в смазке механических включений (стружки, крупинок пыли и т.д.).
19.4 Регулировка высоты скользунов по чертежу ВМ 003.100 СБ в свободном состоянии не требуется.
Измерение высоты между ответной частью скользуна на шкворневой балке рамы вагона и монтажной площадкой корпуса скользуна на надрессорной балке тележки проводить с демонтированными колпаками скользунов и упругими элементами.
После подкатки тележек под вагон высоту скользуна, указанную в таблице 10.1, регулировать методом подбора толщины регулировочной пластины и установки ее между ответной частью скользуна на шкворневой балке рамы вагона и опорной пластиной.
По завершении подбора пластин:
поднять кузов вагона и установить в корпуса скользунов по чертежу ВМ 003.100 СБ упругие элементы (демпферы) и колпаки;
опустить кузов вагона на укомплектованные деталями скользуны тележки.
После того, как кузов будет опущен, демпферу потребуется некоторое время, чтобы сжаться и дать установочной высоте стабилизироваться.
Регулировку высоты скользунов постоянного контакта вагонов, а также контроль завышения/занижения фрикционных клиньев производить на прямом участке пути, завышение одного рельса над другим не более 2 мм, отклонение любого рельса от прямолинейности не более 4 мм, ширина колеи 1520 +/- 2 мм.
После регулировки высоту скользунов постоянного контакта фиксируют в журнале формы ВУ-32 в графе «зазоры скользунов».
19.5 После сборки и подкатки под вагон тележек завышение хотя бы одного фрикционного клина относительно нижней опорной поверхности надрессорной балки не допускается, а занижение не более 12 мм для тележек моделей 18-578 и 18-9771 и не более 20 мм для тележек модели 18-2129 при деповском ремонте. При капитальном ремонте фрикционные клинья одного рессорного подвешивания должны быть занижены относительно нижней опорной поверхности надрессорной балки на 4 — 12 мм для тележек моделей 18-578 и 18-9771 и на 4 — 20 мм для тележек модели 18-2129.
Размер определять как среднюю величину измерения уровней правого и левого клиньев рессорного комплекта относительно опорной плоскости надрессорной балки, как показано на рисунке 19.1.
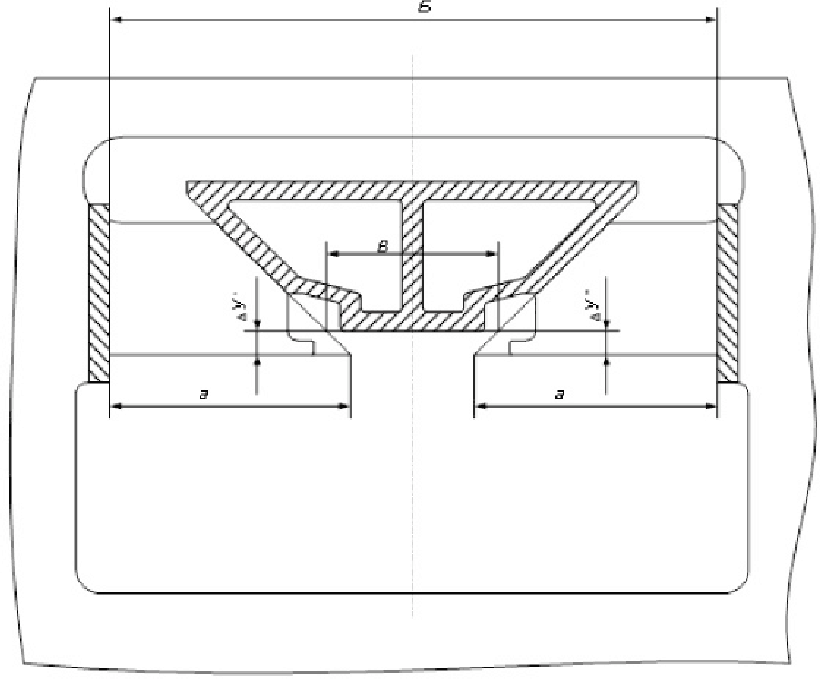
а — длина основания (полотна) фрикционного клина;
Б — расстояние между фрикционными клиньями; В — размер
базовый для определения износа наклонных поверхностей;
![]() — завышение или занижение левого клина;
— завышение или занижение левого клина;
![]() — завышение или занижение правого клина
— завышение или занижение правого клина
Рисунок 19.1 — Взаимное расположение надрессорной
балки и фрикционных клиньев
Полное прилегание краев ребер карманов надрессорной балки к упорным поверхностям клиньев допускается только к одному из двух смежных клиньев с каждой стороны тележки.
19.6 Тележки должны быть укомплектованы боковыми рамами, с разницей баз не более 2 мм.
19.7 Выходному контролю подвергать все тележки.
19.7.1 При этом проверять:
прилегание фрикционной планки (неподвижной) к привалочной поверхности рессорного проема боковой рамы. Местные зазоры в промежутках между заклепками допускаются не более 1 мм (не более 0,5 мм для тележки модели 18-578);
прилегание фрикционной планки (неподвижной) к планке контактной (подвижной). Местные зазоры допускаются не более 1 мм;
прилегание прокладки (скобы) или прокладки буксового проема к опорной поверхности буксы должно быть плотным. Местные зазоры допускаются не более 1 мм.
19.8 При капитальном ремонте всех типов грузовых вагонов и при деповском ремонте цистерн на тележки устанавливаются новые износостойкие элементы:
составные фрикционные планки;
фрикционные клинья;
прокладки/скобы или прокладки буксового проема;
чаши (для надрессорной балки тележки модели 18-578);
прокладки (диски) подпятника.
Скользуны должны соответствовать требованиям пункта 10.6.
19.9 При деповском ремонте всех типов грузовых вагонов, кроме цистерн, допускается установка износостойких элементов бывших в эксплуатации, отвечающих следующим требованиям:
фрикционные планки и планки контактные (пункт 11.8);
фрикционные клинья (таблица 7.1);
прокладки/скобы буксового проема (пункт 9.10);
чаши (таблица 7.1, пункт 10.4.3);
прокладки (диски) подпятника (пункт 10.4.3).
Скользуны должны соответствовать требованиям пункта 10.6.
19.10 Составные части тормозной рычажной передачи тележки должны соответствовать требованиям Общего руководства по ремонту тормозного оборудования вагонов 732-ЦВ-ЦЛ.
19.11 При оснащении вагоноремонтных предприятий автоматизированными стендами приемку тележек грузовых вагонов при плановых видах ремонта проводить исходя из технических возможностей стендов с обязательной регистрацией контролируемых параметров (размеров) в специальных журналах.
20. Исключение литых деталей из инвентаря
20.1 Литые составные части тележек, забракованные при проведении плановых видов ремонта или при контроле технического состояния поставляемых деталей, направить в изолятор брака. Изъятие деталей из изолятора брака и их утилизацию производить на основании договоров с собственниками вагонов или с поставщиками литых составных частей тележек.
При контроле технического состояния деталей нового изготовления, а также бывших в эксплуатации и ведении рекламационно-претензионной работы в отношении литейных дефектов деталей руководствоваться нормативно-технической документацией, действующей на момент выпуска детали (ОСТ, ГОСТ). На составные части тележек, не выдержавшие гарантийного срока после изготовления, ремонта, модернизации оформить акт-рекламацию формы ВУ-41М согласно приложению И.
20.2 Браковку литых составных частей тележек производить в соответствии с требованиями приложения Ж, а также в следующих случаях:
при сроке эксплуатации более установленного ОСТ 32.183-2001 или ГОСТ 32400, в соответствии с конструкторской документацией;
при наличии повреждения литых деталей (заваренных и не заваренных ранее нанесенных неустранимых дефектов);
при отсутствии хотя бы одного из знаков маркировки (год изготовления, завод-изготовитель, номер детали; год окончания назначенного ресурса (для деталей, изготовленных с 2020 года) на боковой раме или надрессорной балке.
20.3 При производстве плановых видов ремонта подлежат изъятию для проверки на легитимность боковые рамы со следующими дефектами:
идентификационный номер с наружной стороны не совпадает с дублирующим номером и имеет следы исправления цифр электросваркой;
хотя бы одна цифра идентификационного номера полностью выполнена сваркой при условии отсутствующего дублирующего номера;
одни и те же цифры идентификационного и дублирующего номера полностью выполнены электросваркой;
цифры клейма завода-изготовителя полностью выполнены электросваркой.
20.4 Исключение литых деталей тележки оформляют актом согласно приложению Б.
20.5 На литые детали тележек грузовых вагонов с истекшим сроком службы, а также с выявленными подтвержденными дефектами, по согласованию с собственником, наносят неустранимые дефекты, исключающие возможность их дальнейшей эксплуатации.
Неустранимый дефект выполняется путем вырезки фрагмента детали с обеспечением сохранения заводских клейм.
На надрессорной балке наносится дефект по сечению в районе наклонной поверхности размером не менее 100 x 200 мм.
На боковой раме наносится дефект в районе верхнего пояса рессорного проема длиной не менее 200 мм.
На деталь с нанесенным неустранимым дефектом в вагоноремонтном предприятии оформляют акт согласно приложению Б.
21. Ответственность за качество ремонта тележек
21.1 Вагоноремонтные предприятия (организации), выполняющие ремонт тележек грузовых вагонов по настоящему Руководству, несут ответственность за качество отремонтированных тележек до следующего планового ремонта, считая от даты подписания уведомления об окончании ремонта вагона формы ВУ-36.
21.2 Безремонтная эксплуатация тележек должна обеспечивать пробег вагона в соответствии с «Положением о системе технического обслуживания и ремонта грузовых вагонов, допущенных к обращению на железнодорожные пути общего пользования в международном сообщении».
21.3 Акт-рекламация формы ВУ-41М, приведенная в приложении И, оформляется в установленном порядке на узлы и детали, не выдержавшие срока гарантии после изготовления, ремонта, модернизации.
Приложение А
(рекомендуемое)
ПЕРЕЧЕНЬ
ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ, ПРИМЕНЯЕМОЙ ПРИ РЕМОНТЕ
ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ
Таблица А.1
|
Наименование технологической операции |
Вид оборудования |
Наименование оборудования |
|
Мойка и разборка тележек |
Подъемно-транспортное |
Кран-балка расчетной грузоподъемности. Конвейер перемещения тележек Подъемно-поворотное устройство. Устройство подачи тележек в моечную машину. |
|
Моечное |
Моечная машина |
|
|
Разборочно-сборочное |
Стенд разборки тележки |
|
|
Неразрушающий контроль, средства измерений и диагностики |
Средства измерения и диагностики |
Электромагнит для намагничивания деталей тележек при неразрушающем контроле. Автоматизированная установка контроля геометрических параметров фрикционных клиньев. Оборудование для кантования деталей тележки при неразрушающем контроле Электронный твердомер. Электронный толщиномер. Стенд для выходного контроля параметров тележки в сборе после ремонта. |
|
Клепка фрикционных планок |
Клепальное |
Установка для нагрева заклепок. Гидравлическая/пневматическая скоба для клепки. Скоба для холодной выпрессовки заклепок |
|
Сварка и наплавка |
Сварочно-наплавочное |
Установка для наплавки буксовых проемов боковых рам. Кантователь боковых рам Установка для наплавки надрессорных балок. Кантователь надрессорных балок Устройство для местного нагрева боковой рамы и надрессорной балки при заварке допустимых трещин. |
|
Механическая обработка |
Станочное |
Станок для обработки наклонных поверхностей надрессорной балки. Станок для обработки подпятника надрессорной балки. Станок для обработки буксового проема боковой рамы. |
|
Восстановление лакокрасочного покрытия |
Окрасочное |
Камеры для окраски составных частей тележки. |
|
Выходной контроль |
Контрольно-измерительные |
Стенд выходного контроля параметров тележки в сборе. |
|
Управление производственным процессом и сдача-приемка тележек после ремонта |
Информационное |
АРМ оператора тележечного участка в составе АСУ ВЧД. |
Приложение Б
(рекомендуемое)
АКТ
на исключение литых составных частей тележек
тип 2 по ГОСТ 9246
|
«_______» ________________ 20 г. |
|
|
наименование ремонтного пункта, где составлен акт |
|
N п/п |
Время и место изготовления (месяц, год, клеймо завода изготовителя) |
Код государства-собственника |
Дата и место последнего планового ремонта |
Неисправности литых составных частей тележек тип 2 по ГОСТ 9246 |
|
наименование ремонтного пункта, где составлен акт |
На основании Общего руководства по ремонту «Тележки двухосные трехэлементные грузовых вагонов с боковыми скользунами постоянного контакта тип 2 по ГОСТ 9246» РД 32 ЦВ 082-2021 указанные составные части тележек грузовых вагонов забракованы и подлежат отправке в металлолом.
На литые составные части тележки (надрессорную балку, боковую раму) нанесен неустранимый дефект согласно РД 32 ЦВ 082-2021.
Подписи ___________________________________________
Приложение В
(справочное)
ПЕРЕЧЕНЬ
СРЕДСТВ ИЗМЕРЕНИЯ И СРЕДСТВ ДОПУСКОВОГО КОНТРОЛЯ
Таблица В.1
|
N п/п |
Наименование операций измерения |
Средства измерения |
|
1 |
Контроль глубины опорной поверхности подпятника (определение износа опорной поверхности подпятника) |
Штанген подпятника Т914.06.000 или Штангенциркуль ШЦ-1-125-0,1 ГОСТ 166-89 |
|
2 |
Контроль диаметра подпятника (определение износа упорной поверхности подпятника) |
Штангенциркуль ШЦ-Ш-400-0,1 ГОСТ 166-89 |
|
3 |
Контроль конусности 1:12,5 |
Калибр для контроля конусности 1:12,5 диаметра подпятника надрессорной балки Т 1352.001 |
|
4 |
Контроль остаточной толщины опорной поверхности подпятника, наклонных поверхностей |
Ультразвуковой толщиномер |
|
5 |
Контроль наружного и внутреннего диаметра бурта подпятника |
Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89 |
|
6 |
Контроль диаметра отверстия под шкворень |
Штангенциркуль ШЦ-1-125-0,1 ГОСТ 166-89 |
|
7 |
Контроль качества сварных швов |
Лупа ЛЗ-1-4х ГОСТ 25706-83 |
|
8 |
Контроль внутреннего и наружного диаметра чаши подпятника |
Штангенциркуль ШЦ-III-400-0,1 ГОСТ 166-89 |
|
9 |
Контроль глубины чаши подпятника |
Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89 |
|
10 |
Контроль толщины стенки чаши подпятника |
Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89 |
|
11 |
Контроль суммарного износа наклонных поверхностей клиновых проемов, измеренного с одного края надрессорной балки |
Шаблон НП Т914.05.000 |
|
12 |
Контроль размера между направляющими буртами призмы (ширины клинового проема) |
Шаблон Т914.007 |
|
13 |
Определение несимметричности направляющих буртов призм (контроль разности размеров A1 — A2) |
Приспособление Т 1354.000; линейка металлическая измерительная 1000 мм ГОСТ 427-75 |
|
14 |
Контроль ширины буксового проема и ширины направляющих буксового проема |
Штангенциркуль ШЦ-III-400-0,1 ГОСТ 166-89, Т914.009 |
|
15 |
Контроль износа опорной поверхности буксового проема |
Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89 с применением линейки ШП-1-400 ГОСТ 8026-92 |
|
16 |
Контроль размеров базы боковой рамы и разности базовых размеров |
Шаблон базового размера Т914.01.000 |
|
17 |
Контроль разности размеров от плоскости установки фрикционной планки до внутренней плоскости наружной челюсти |
Штанген Т914.03.000 |
|
18 |
Контроль расстояния между фрикционными планками |
Штанген ФП Т914.02.000 |
|
19 |
Контроль износа фрикционных планок, установленных на боковой раме |
Штанген ФП Т914.02.000 |
|
20 |
Контроль прилегания фрикционных планок |
Щуп N 4 ТУ 3936-011-59489947-2007 |
|
21 |
Контроль размера между привалочными поверхностями фрикционных планок и величины уширения |
Штангенциркуль ШЦ-III-250-800-0,1 ГОСТ 166-89 |
|
22 |
Контроль длины трещин в кронштейне подвески триангеля |
Линейка 150 ГОСТ 427-75 |
|
23 |
Контроль толщины износостойкой накладки фрикционного клина из чугуна марки ВЧ 120 |
Штангенциркуль ЩЦ-I-125-0,1 ГОСТ 166-89 |
|
24 |
Контроль толщины вертикальной стенки фрикционного клина из чугуна марки ВЧ 120 |
Штангенциркуль ЩЦ-I-125-0,1 ГОСТ 166-89 |
|
25 |
Контроль износа рабочих поверхностей (наклонной и вертикальной) фрикционного клина из чугуна марки СЧ 35 |
Шаблон фрикционного клина Т914.09.000 или Шаблон Т1451.001 |
|
26 |
Контроль высоты пружины в свободном состоянии |
ШГ-300-0,1 ГОСТ 162-90 или линейка-300 ГОСТ 427-75 Плита 2-2-630 x 400 ГОСТ 10905-86 |
|
27 |
Контроль диаметра прутка пружин |
ШЦ-I-125-0,1 ГОСТ 166-89 |
|
28 |
Контроль отклонения от перпендикулярности оси наружных пружин тележек модели 18-578, 18-9771 |
Калибр-стакан-пробка Т914.24.000 |
|
29 |
Контроль отклонения от перпендикулярности оси внутренних пружин тележек модели 18-578, 18-9771 |
Калибр-стакан Т914.25.000 |
|
30 |
Контроль отклонения от перпендикулярности оси наружных и внутренних пружин тележек модели 18-2129 |
Линейка металлическая 300 мм ГОСТ 427-75, угольник УП-2-400 ГОСТ 3749-77 |
|
31 |
Определение положения клина относительно надрессорной балки при ДР и КР |
Приспособление для определения положения клина относительно надрессорной балки Т914.18.000 |
|
32 |
Контроль суммарных зазоров в буксовом проеме между челюстями буксы и боковой рамы в тележке |
Приспособление для замеров зазоров Т914.21.000 |
|
33 |
Контроль износа поверхности шкворня |
Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89 |
|
34 |
Контроль изгиба шкворня |
Плита 2-2-630 x 400 ГОСТ 10905-86; щуп Т 914.21.000 |
|
Контроль параметров скользуна модели ВМ 003.000 |
||
|
35 |
Контроль трещин и изломов колпака упорного и корпуса скользуна |
Лупа ЛП-1-4х ГОСТ 25706-83 |
|
36 |
Контроль толщины опорной поверхности колпака скользуна упорного |
Штангенциркуль ШЦ-I-150-0,1, |
|
37 |
Контроль высоты скользуна |
Т 1394.00.000 или кронциркуль, линейка 150 ГОСТ 42775 |
|
38 |
Контроль зазора между колпаком упорным и корпусом скользуна |
Щуп N 4 ТУ 3936-011-59489947-2007 |
Контроль параметров составных частей тележек проводить согласно документу «Методика выполнения измерений деталей и узлов при ремонте двухосных трехэлементных тележек грузовых вагонов с боковыми скользунами постоянного контакта тип 2 по ГОСТ 9246» РД 32 ЦВ 081-2021.
Приложение Г
(справочное)
ПЕРЕЧЕНЬ
НОРМАТИВНОЙ ДОКУМЕНТАЦИИ, ИСПОЛЬЗУЕМОЙ
В НАСТОЯЩЕМ РУКОВОДСТВЕ
Таблица Г.1
|
N п/п |
Наименование |
Номер |
Кем и когда утвержден |
|
1 |
Система стандартов безопасности труда. Шум. Общие требования безопасности |
ГОСТ 12.1.003-2014 |
приказом Федерального агентства по техническому регулированию и метрологии от 29 декабря 2014 г. N 2146-ст |
|
2 |
Система стандартов безопасности труда. Пожарная безопасность. Общие требования |
ГОСТ 12.1.004-91 |
Постановлением Госстандарта СССР от 14 июня 1991 г. N 875 |
|
3 |
Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны |
ГОСТ 12.1.005-88 |
Постановлением Госстандарта СССР от 29 сентября 1988 г. N 3388 |
|
4 |
Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности |
ГОСТ 12.3.002-2014 |
приказом Федерального агентства по техническому регулированию и метрологии от 23 сентября 2015 г. N 1368-ст |
|
5 |
Система стандартов безопасности труда. Работы электросварочные. Общие требования безопасности |
ГОСТ 12.3.003-86 |
Постановлением Госстандарта СССР от 19 декабря 1986 г. N 4072 |
|
6 |
Система стандартов безопасности труда. Тара производственная. Требования безопасности при эксплуатации |
ГОСТ 12.3.010-82 |
Постановлением Госстандарта СССР от 12 мая 1982 г. N 1893 |
|
7 |
Система стандартов безопасности труда. Процессы перемещения грузов на предприятиях. Общие требования безопасности |
ГОСТ 12.3.020-80 |
Постановлением Госстандарта СССР от 29 апреля 1980 г. N 1973 |
|
8 |
Система стандартов безопасности труда. Системы вентиляционные. Общие требования |
ГОСТ 12.4.021-75 |
Постановлением Госстандарта СССР от 13 ноября 1975 г. N 2849 |
|
9 |
Сталь углеродистая обыкновенного качества. Марки |
ГОСТ 380-2005 |
Постановлением Госстандарта СССР от 13 ноября 1975 г. N 2849 |
|
10 |
Штангенциркули. Технические условия |
ГОСТ 166-89 |
Постановлением Госстандарта СССР от 30 октября 1989 г. N 3253 |
|
11 |
Шплинты. Технические условия |
ГОСТ 397-79 |
Постановлением Госстандарта СССР от 16 февраля 1979 г. N 611 |
|
12 |
Линейки измерительные металлические. Технические условия |
ГОСТ 427-75 |
Постановлением Госстандарта СССР от 24 октября 1975 г. N 2690 |
|
13 |
Отливки стальные. Общие технические условия |
ГОСТ 977-88 |
Постановлением Госстандарта СССР от 24 октября 1975 г. N 2690 |
|
14 |
Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия |
ГОСТ 1050-2013 |
приказом Федерального агентства по техническому регулированию и метрологии от 28 октября 2014 г. N 1451-ст |
|
15 |
Чугун с пластинчатым графитом для отливок. Марки |
ГОСТ 1412-85 |
Постановлением Госстандарта СССР от 24 сентября 1985 г. N 3009 |
|
16 |
Металлопродукция из конструкционной легированной стали. Технические условия |
ГОСТ 4543-2016 |
приказом Федерального агентства по техническому регулированию и метрологии от 13 января 2017 г. N 10-ст |
|
17 |
Триангели тормозной рычажной передачи тележек грузовых вагонов. Технические условия |
ГОСТ 4686-2012 |
приказом Федерального агентства по техническому регулированию и метрологии от 15 ноября 2012 г. N 881-ст |
|
18 |
Заготовки осевые для железнодорожного подвижного состава. Технические условия |
ГОСТ 4728-2010 |
приказом Федерального агентства по техническому регулированию и метрологии от 1 марта 2011 г. N 25-ст |
|
19 |
Смазка Циатим-201. Технические условия |
ГОСТ 6267-74 |
Постановлением Госстандарта СССР от 25 июля 1974 г. N 1770 |
|
20 |
Краска черная густотертая МА-015. Технические условия |
ГОСТ 6586-77 |
Постановлением Госстандарта СССР от 29 апреля 1977 г. N 1101 |
|
21 |
Тележки двухосные трехэлементные грузовых вагонов железных дорог колеи 1520 мм. Общие технические условия |
ГОСТ 9246-2013 |
приказом Федерального агентства по техническому регулированию и метрологии от 8 ноября 2013 г. N 1423-ст |
|
22 |
Заклепки с потайной головкой классов точности B и C. Технические условия |
ГОСТ 10300-80 |
Постановлением Госстандарта СССР от 6 мая 1980 г. N 2009 |
|
23 |
Колеса цельнокатаные. Технические условия |
ГОСТ 10791-2011 |
приказом Федерального агентства по техническому регулированию и метрологии от 23 июня 2011 г. N 142-ст |
|
24 |
Прокат листовой и широкополосный универсальный специального назначения из конструкционной легированной высококачественной стали. Технические условия |
ГОСТ 11269-76 |
Постановлением Госстандарта СССР от 24 декабря 1976 г. N 2845 |
|
25 |
Металлопродукция из рессорно-пружинной нелегированной и легированной стали. Технические условия |
ГОСТ 14959-2016 |
приказом Федерального агентства по техническому регулированию и метрологии от 10 марта 2017 г. N 112-ст |
|
26 |
Прокат из стали повышенной прочности. Общие технические условия |
ГОСТ 19281-89 |
Постановлением Госстандарта СССР от 28 сентября 1989 г. N 2972 |
|
27 |
Лупы. Типы, основные параметры. Общие технические требования |
ГОСТ 25706-83 |
Постановлением Госстандарта СССР от 8 апреля 1993 г. N 1684 |
|
28 |
Рама боковая и балка надрессорная литые тележек железнодорожных грузовых вагонов. Технические условия |
ГОСТ 32400-2013 |
приказом Федерального агентства по техническому регулированию и метрологии от 9 декабря 2013 г. N 2200-ст |
|
29 |
Тележки двухосные грузовых вагонов колеи 1520 мм. Детали литые. Рама боковая и балка надрессорная. Технические условия |
ОСТ 32.183-2001 |
указанием Министерства путей сообщения Российской Федерации от 1 апреля 2002 г. N П-281у |
|
30 |
Общее руководство по ремонту тормозного оборудования вагонов |
732-ЦВ-ЦЛ |
Советом по железнодорожному транспорту государств-участников Содружества (протокол от 18 — 19 мая 2011 г. N 54) |
|
31 |
Триангель рычажной передачи тележек грузовых вагонов. Руководящий документ. |
Р 001 ПКБ ЦВ-2009 РК |
распоряжением ОАО «РЖД» от 14 декабря 2009 г. N 2547р |
|
32 |
Детали и узлы грузовых вагонов. Руководство по испытанию на растяжение |
736-2010 ПКБ ЦВ |
Советом по железнодорожному транспорту государств-участников Содружества (протокол от 26 — 27 октября 2016 г. N 65) |
|
33 |
Переоборудование узла гашения колебаний тележки модели 18-578 |
М1826.00.000 |
Департаментом технической политики ОАО «РЖД» 27 сентября 2010 г. |
|
34 |
Правила по неразрушающему контролю вагонов, их деталей и составных частей при ремонте. Общие положения |
ПР НК В.1 |
Советом по железнодорожному транспорту государств-участников Содружества (протокол от 16 — 17 октября 2012 г. N 57) |
|
35 |
Правила неразрушающего контроля деталей тележек вагонов при ремонте. Специальные требования |
ПР НК В.3 |
Советом по железнодорожному транспорту государств-участников Содружества (протокол от 19 — 20 ноября 2015 г. N 59 2013 г. N 59) |
|
36 |
Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм |
РД ВНИИЖТ 27.05.01-2017 |
Советом по железнодорожному транспорту государств-участников Содружества (протокол от 19 — 20 октября 2017 г. N 67) |
|
37 |
Беззазорный скользун с рабочим ходом 15 мм. Инструкция по монтажу, регулированию и эксплуатации изделия |
ВМ 003.000 ИМ |
генеральным директором ООО «Вагонмаш» А.П. Андреевым 20 февраля 2007 г. |
|
38 |
Инструкция по сварке и наплавке при ремонте грузовых вагонов |
РД ВНИИЖТ-059/01-2019 |
Совет по железнодорожному транспорту государств-участников Содружества (протокол от 4 — 5 ноября 2015 г. N 63) |
|
39 |
Методика выполнения измерений деталей и узлов при ремонте двухосных трехэлементных тележек грузовых вагонов с боковыми скользунами постоянного контакта тип 2 по ГОСТ 9246 |
РД 32 ЦВ 081-2021 |
Центральной дирекцией инфраструктуры 30 сентября 2021 г. |
|
40 |
Руководящий документ. Грузовые вагоны железных дорог колеи 1520 мм. Руководство по текущему отцепочному ремонту |
РД 32 ЦВ 056-97 |
Департаментом вагонного хозяйства Министерства путей сообщения Российской Федерации 2 сентября 1997 г. в редакции извещения 32 ЦВ 45-2018, утвержденного Советом по железнодорожному транспорту государств-участников Содружества (протокол от 18 — 19 октября 2018 г. N 69) |
|
41 |
Ремонт сваркой и износостойкой наплавкой надрессорной балки тележки грузовых вагонов. Технологическая инструкция |
ТИ-05-01-06/НБ-2010 |
Комиссией Совета по железнодорожному транспорту полномочных специалистов вагонного хозяйства железнодорожных администраций (протокол от 20 — 22 апреля 2011 г., пункт 2.1.8) |
|
42 |
Ремонт сваркой и износостойкой наплавкой боковой рамы. Технологическая инструкция |
ТИ-БР-2010 |
Комиссией Совета по железнодорожному транспорту полномочных специалистов вагонного хозяйства железнодорожных администраций (протокол от 20 — 22 апреля 2011 г., пункт 2.1.8) |
Приложение Д
(обязательное)
|
Форма ВУ-32 |
0358878 |
|
|
ЖУРНАЛ приемки отремонтированных тележек грузовых вагонов ______________________ ж. д. |
||
|
Начат: |
«__» ______________ 20__ г. |
|
|
Окончен: |
«__» ______________ 20__ г. |
|
Дата |
Номер вагона, под который подкачена тележка |
Год постройки вагона |
Порядковый номер тележки под вагоном |
Боковая рама |
Надрессорная балка |
|||||||||||||||
|
Номер боковой рамы |
Завод-изготовитель (клеймо) |
Год изготовления |
Размер М «База боковой рамы», мм |
Восстановление опорной поверхности. да/нет |
Признак продления срока службы (да/нет) |
Год окончания нового срока службы |
Клеймо организации, продлившей срок службы |
Номер надрессорной балки |
Завод-изготовитель (клеймо) |
Год изготовления |
Глубина подпятника, мм |
Диаметр подпятника надрессорной балки, мм |
Восстановление подпятника надрессорной балки, да/нет |
Признак продления срока службы (да/нет) |
Год окончания нового срока службы |
Клеймо организации, продлившей срок службы |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
|
Левая боковая рама |
||||||||||||||||||||
|
Правая боковая рама |
||||||||||||||||||||
|
Левая боковая рама |
||||||||||||||||||||
|
Правая боковая рама |
||||||||||||||||||||
|
Левая боковая рама |
||||||||||||||||||||
|
Правая боковая рама |
||||||||||||||||||||
|
Характеристика тележки при подкатке под вагон |
Соединительная балка |
Подпись дефектоскописта |
Подпись бригадира |
Подпись приемщика (ВПВ) |
Подпись руководителя предприятия |
||||||||||
|
Завышение (+) или занижение (-) фрикционного клина, мм |
Суммарный продольный зазор между направляющими боковой рамы тележки и корпусом буксы, мм |
Суммарный поперечный зазор между направляющими боковой рамы тележки и корпусом буксы, мм |
Зазор между скользунами тележки и рамы вагона, мм (установочная высота скользуна) |
Выполненный ремонт тележки: КР-1; ДР-2; модернизация М1698; оборудование фрикционными гасителями колебаний типа «A. стаки»-4 |
Номер соединительной балки |
Номер завода-изготовителя (клеймо) |
Год изготовления |
Диаметр подпятника соединительной балки, мм |
|||||||
|
левый |
правый |
левый |
правый |
левый |
правый |
||||||||||
|
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
31 |
32 |
33 |
34 |
35 |
36 |
37 |
|
Левая боковая рама |
левый |
||||||||||||||
|
Правая боковая рама |
правый |
||||||||||||||
|
Левая боковая рама |
левый |
||||||||||||||
|
Правая боковая рама |
правый |
||||||||||||||
|
Левая боковая рама |
левый |
||||||||||||||
|
Правая боковая рама |
правый |
||||||||||||||
|
Левая боковая рама |
левый |
||||||||||||||
|
Правая боковая рама |
правый |
||||||||||||||
Приложение Е
(обязательное)
ЧЕРТЕЖИ
СОСТАВНЫХ ЧАСТЕЙ ТЕЛЕЖЕК ТИП 2 ПО ГОСТ 9246
Таблица Е.1
|
Наименование показателей |
Модели тележек |
|||
|
Предприятие-изготовитель |
18-578 (УВЗ) |
18-2129 (Алтайвагон) |
18-9771 (КАВАЗ) |
Взаимозаменяемые составные части |
|
1 |
2 |
3 |
4 |
5 |
|
Чертеж тележки |
578.00.000 |
2129.00.000 |
9771-06.00.00.000 |
|
|
578.00.000-01 |
2129.00.000-01 |
9771-06.00.00.000-01 |
||
|
2129.00.000-02 |
9771-06.00.00.000-06 |
|||
|
2129.00.000-03 |
9771-06.00.00.000-07 |
|||
|
Чертеж рамы боковой |
100.00.020-4 |
2129.20.000 |
ЧЛЗ-100.00.020-4 |
100.00.020-4 |
|
100.00.002-4 |
2128-07.20.00.001 |
ЧЛЗ-100.00.002-05 |
100.00.002-4 |
|
|
578.00.019-0 |
2128-07.20.00.001-01 |
578.00.019-0 |
||
|
2128-07.20.00.006 |
2129.20.000 |
|||
|
2128-07.20.00.001 |
||||
|
2128-07.20.00.001-01 |
||||
|
2128-07.20.00.006 |
||||
|
ЧЛЗ-100.00.020-4 |
||||
|
ЧЛЗ-100.00.002-05 |
||||
|
Чертеж балки надрессорной |
578.00.010-0 |
2129.10.000 |
9771-06.01.00.000 |
578.00.010-0 <1> |
|
578.00.001-0 |
2128-07.10.00.003 |
9771-06.01.00.001 |
578.00.001-0 <1> |
|
|
578.00.010-2 |
578.00.010-2 <1> |
|||
|
578.00.001-2 |
578.00.001-2 <1> |
|||
|
2129.10.000 |
||||
|
2128-07.10.00.003 |
||||
|
9771-06.01.00.000 |
||||
|
9771-06.01.00.001 |
||||
|
Чертеж триангеля |
100.40.010-9 |
2128-07.60.00.400 |
2128-07.60.00.300 |
2128-07.60.00.400 |
|
2128-07.60.00.300 |
1750.40.010 |
2128-07.60.00.300 |
||
|
1750.40.010 |
СВД 1331.75.000 |
1750.40.010 |
||
|
ЧЛЗ-100.60.300 |
ЧЛЗ-100.60.300 |
|||
|
2128-07.60.00.300 |
||||
|
СВД 1331.75.000 |
||||
|
Чертеж колесной пары |
578.10.000-3 |
2128-07.40.00.000-01 |
ЧЛЗ-100.40.000 |
578.10.000-3 <2> |
|
578.00.000-0 |
2128-07.40.00.000-01-02 |
100.10.000-12 |
ЧЛЗ-100.40.000 <2> |
|
|
100.10.000-12 |
2128-07.40.00.000-01-03 |
9801-40.00.00.000 |
100.10.000-12 <2> |
|
|
2128-07.40.00.400 |
5706-10.40.00.000 |
9801-40.00.00.000 <2> |
||
|
ЧЛЗ-100.40.000-01 |
5706-10.40.00.000 <2> |
|||
|
ЧЛЗ-100.40.000-01 <3> |
||||
|
578.00.000-0 <3> |
||||
|
100.10.000-12 <3> |
||||
|
2128-07.40.00.000-01 <3> |
||||
|
2128-07.40.00.000-01-02 <3> |
||||
|
2128-07.40.00.000-01-03 <3> |
||||
|
2128-07.40.00.400 <4> |
||||
|
Чертеж пружины наружной |
100.30.006-0 |
9800.03.00.005 <5> |
9771-06.06.00.001 |
9771-06.06.00.001 |
|
555.30.001-0 |
100.30.006-0 |
100.30.006-0 |
||
|
578.30.006-1 |
578.30.006-1 |
578.30.006-1 |
||
|
555.30.001-0 |
555.30.001-0 |
|||
|
Чертеж пружины внутренней |
100.30.008-0 |
9800.03.00.003 <5> |
9771-06.06.00.002 |
9771-06.06.00.002 |
|
555.30.002-0 |
9800.03.00.004 <5> |
100.30.008-0 |
100.30.008-0 |
|
|
578.30.007-1 |
578.30.007-1 |
578.30.007-1 |
||
|
555.30.002-0 |
555.30.002-0 |
———————————
<1> Надрессорные балки устанавливать только после переоборудования по проекту М 1826.00.000.
<2> Колесные пары с роликовыми подшипниками.
<3> Колесные пары с кассетными подшипниками в корпусе буксы.
<4> Колесные пары с кассетными подшипниками под адаптер.
<5> Пружины не являются взаимозаменяемыми с пружинами, указанными в графе 5.
Приложение Ж
(обязательное)
КАРТЫ
ДЕФЕКТАЦИИ И РЕМОНТА
|
Листов 6 |
Лист 1 |
|
|
Рама боковая |
Тележка тип 2 по ГОСТ 9246 |
|
|
Наименование изделия |
||
|
Составная часть узла вагона |
Обозначение изделия |
|
|
|
||
|
1 — внутренний угол буксового проема; 2 — направляющая плоскость для букс внутренней челюсти буксового проема; 3 — вертикальная стенка наклонного пояса; 4 — наклонный пояс; 5 — стойка рессорного проема; 6 — нижний угол рессорного проема; 7 — ребро усиления рессорного проема; 8 — направляющий буртик для фрикционного клина; 9 — нижний пояс; 10 — поддомкратная подушка; 11 — направляющая плоскость для букс наружной челюсти буксового проема; 12 — наружный угол буксового проема; 13 — опорная поверхность буксового проема; 14 — вертикальная стенка над буксовым проемом; 15 — кромка технологического отверстия над буксовым проемом; 16 — кромка технологического окна; 17 — привалочные поверхности для крепления фрикционных планок; 18 — верхний пояс; 19 — верхний угол рессорного проема; 20 — прилив для валика подвески тормозного башмака; 21 — кронштейн подвески тормозного башмака триангеля, 22 — отверстие в приливе для валика подвески тормозного башмака |
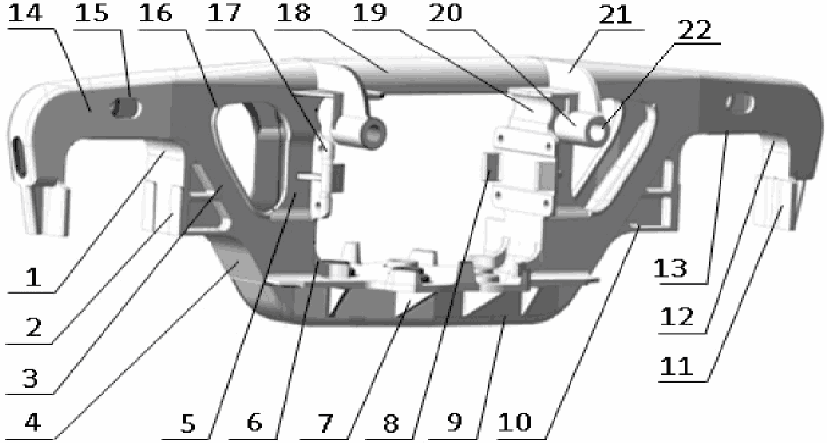
|
Карта дефектации и ремонта боковой рамы |
Лист 2 |
||||
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Средство измерения |
Заключение и рекомендуемые методы ремонта |
Требования после ремонта |
|
Внутренний и наружный угол буксового проема поз. 1 и 12 |
Трещина |
Визуальный осмотр, измерение, МПК |
Линейка металлическая, дефектоскоп |
Брак |
Ремонту не подлежит |
|
Сквозной литейный дефект |
Визуальный осмотр |
— |
Брак |
Ремонту не подлежит |
|
|
(зона радиуса R55 <*>) |
|||||
|
Зарубы от износостойкой пластины |
Визуальный осмотр |
— |
Глубина > 1 мм |
Брак |
Ремонту не подлежит |
|
Следы режущего инструмента |
Визуальный осмотр |
— |
Независимо от размеров |
Брак |
Ремонту не подлежит |
|
Следы сварочно-наплавочных работ |
Визуальный осмотр |
— |
Независимо от размеров |
Брак |
Ремонту не подлежит |
|
Опорная поверхность поз. 13 |
Трещина |
Визуальный осмотр, измерение |
Линейка металлическая |
Брак |
Ремонту не подлежит |
|
Сквозной литейный дефект |
Визуальный осмотр |
— |
Брак |
Ремонту не подлежит |
|
|
Канавкообразный износ |
Измерение |
Линейка металлическая, штангенциркуль |
Ширина <= 20 мм и глубина <= 2 мм |
Ремонт механической обработкой на станке |
Визуальный осмотр, измерение |
|
Карта дефектации и ремонта боковой рамы |
Лист 3 |
|||||
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Средство измерения |
Заключение и рекомендуемые методы ремонта |
Требования после ремонта |
|
|
Глубина > 2 мм <**> |
Брак |
Ремонту не подлежит |
||||
|
Глубина > 2 мм <***> |
Ремонт механической обработкой на станке |
Визуальный осмотр, измерение |
||||
|
Ширина > 20 мм |
Брак |
Ремонту не подлежит |
||||
|
Следы сварочно-наплавочных работ |
Визуальный осмотр |
— |
Независимо от размеров |
Брак |
Ремонту не подлежит |
|
|
Направляющие плоскости для букс (упорные поверхности) поз. 2 и 11 |
Износ |
Измерение |
Штангенциркуль, шаблон |
По ширине буксового проема > 8 мм |
Брак |
Ремонту не подлежит |
|
По ширине буксового проема <= 8 мм |
Ремонт наплавкой |
Визуальный осмотр, измерение |
||||
|
По ширине направляющих > 4 мм |
Брак |
Ремонту не подлежит |
||||
|
По ширине направляющих <= 4 мм |
Ремонт наплавкой |
Визуальный осмотр, измерение |
———————————
<*> Наружная криволинейная поверхность буксового проема боковой рамы радиуса R55 перехода от горизонтальной опорной поверхности к вертикальной направляющей поверхности и прилегающие боковые поверхности на расстоянии до 10 мм от кромок радиуса.
<**> При приливе 3 мм.
<***> При приливе более 3 мм.
|
Карта дефектации и ремонта боковой рамы |
Лист 4 |
||||
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Средство измерения |
Заключение и рекомендуемые методы ремонта |
Требования после ремонта |
|
Сквозной литейный дефект |
Визуальный осмотр |
— |
Брак |
Ремонту не подлежит |
|
|
Вертикальная стенка над буксовым проемом поз. 14 |
Трещина |
Визуальный осмотр, измерение |
Линейка металлическая |
Брак |
Ремонту не подлежит |
|
Сквозной литейный дефект |
Визуальный осмотр |
— |
Брак |
Ремонту не подлежит |
|
|
Кромка технологического отверстия над буксовым проемом поз. 15 |
Трещина |
Визуальный осмотр, измерение |
Линейка металлическая |
Брак |
Ремонту не подлежит |
|
Сквозной литейный дефект |
Визуальный осмотр |
— |
Брак |
Ремонту не подлежит |
|
|
Наклонный пояс и вертикальная стенка наклонного пояса поз. 3 и 4 |
Трещина |
Визуальный осмотр, измерение, МПК |
Линейка металлическая, дефектоскоп |
Брак |
Ремонту не подлежит |
|
Сквозной литейный дефект |
Визуальный осмотр |
— |
Брак |
Ремонту не подлежит |
|
|
Стойка рессорного проема поз. 5 |
Трещина |
Визуальный осмотр |
— |
Брак |
Ремонту не подлежит |
|
Сквозной литейный дефект |
Визуальный осмотр |
— |
Брак |
Ремонту не подлежит |
|
Карта дефектации и ремонта боковой рамы |
Лист 5 |
||||
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Средство измерения |
Заключение и рекомендуемые методы ремонта |
Требования после ремонта |
|
Кромка технологического окна поз. 16 |
Трещина |
Визуальный осмотр, измерение |
Линейка металлическая |
Брак |
Ремонту не подлежит |
|
Нижний и верхний пояс поз. 9 и 18 |
Трещина |
Визуальный осмотр, измерение |
Линейка металлическая |
Брак |
Ремонту не подлежит |
|
Сквозной литейный дефект |
Визуальный осмотр |
— |
Брак |
Ремонту не подлежит |
|
|
Нижний и верхний угол рессорного проема поз. 6 и 19 |
Трещина |
Визуальный осмотр, измерение |
Линейка металлическая |
Брак |
Ремонту не подлежит |
|
Сквозной литейный дефект |
Визуальный осмотр |
— |
Брак |
Ремонту не подлежит |
|
|
Ребро усиления рессорного проема поз. 7 |
Трещина |
Визуальный осмотр, измерение |
Линейка металлическая |
Брак |
Ремонту не подлежит |
|
Сквозной литейный дефект |
Визуальный осмотр |
— |
Брак |
Ремонту не подлежит |
|
|
Направляющий буртик для фрикционного клина поз. 8 |
Трещина |
Визуальный осмотр, измерение |
Линейка металлическая |
Ремонт сваркой |
Визуальный осмотр |
|
Сквозной литейный дефект |
Визуальный осмотр |
— |
Брак |
Ремонту не подлежит |
|
|
Откол |
Визуальный осмотр |
— |
Ремонт сваркой |
Визуальный осмотр |
|
Карта дефектации и ремонта боковой рамы |
Лист 6 |
|||||
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Средство измерения |
Заключение и рекомендуемые методы ремонта |
Требования после ремонта |
|
|
Кронштейн подвески триангеля поз. 21 |
Трещина |
Визуальный осмотр, измерение |
Линейка металлическая |
< 32 мм |
Ремонт сваркой |
Визуальный осмотр |
|
>= 32 мм |
Брак |
Ремонту не подлежит |
||||
|
Сквозной литейный дефект |
Визуальный осмотр |
— |
Брак |
Ремонту не подлежит |
||
|
Стенка прилива для валика подвески башмака поз. 20 |
Трещина |
Визуальный осмотр, измерение |
Линейка металлическая |
Продольная |
Ремонт сваркой |
Визуальный осмотр |
|
Поперечная |
Брак |
Ремонту не подлежит |
||||
|
Сквозной литейный дефект |
Визуальный осмотр |
— |
Брак |
Ремонту не подлежит |
||
|
Крепление фрикционных планок поз. 17 |
Откол «ушек» |
Визуальный осмотр |
— |
<= 2 шт., расположенных по диагонали |
Ремонт сваркой |
Визуальный осмотр |
|
> 2 шт. |
Брак |
Ремонту не подлежит |
|
Карта дефектации и ремонта |
Листов 5 |
Лист 1 |
|
Балка надрессорная |
Тележка тип 2 по ГОСТ 9246 |
|
|
Наименование изделия |
||
|
Составная часть узла вагона |
Обозначение изделия |
|
|
|
||
|
1 — кромки технологического отверстия в верхнем поясе; 2 — верхний пояс; 3 — наружный бурт подпятника; 4 — внутренний бурт подпятника; 5 — опорная поверхность подпятника; 6 — наклонная плоскость для клина; 7 — ограничительный бурт; 8 — упорное ребро, ограничивающее пружины; 9 — нижний пояс; 10 — боковая стенка; 11 — колонка; 12 — отверстие под шкворень; 13 — державка кронштейна мертвой точки |
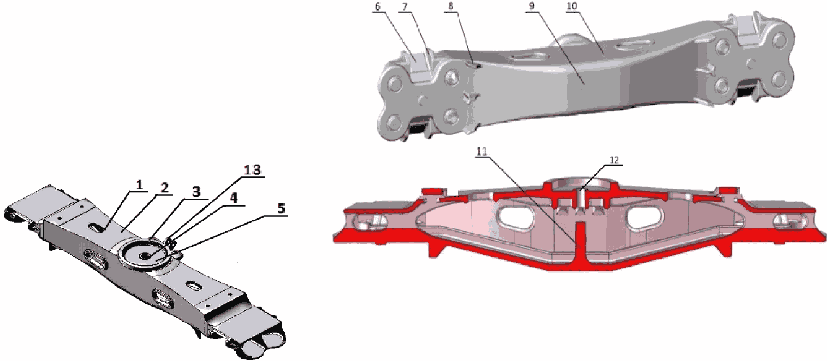
|
Карта дефектации и ремонта надрессорной балки |
Лист 2 |
|||||
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Средство измерения |
Заключение и рекомендуемые методы ремонта |
Требования после ремонта |
|
|
Верхний пояс поз. 2 |
Трещина |
Визуальный осмотр, измерение |
Линейка металлическая |
Поперечная |
Брак |
Ремонту не подлежит |
|
Продольная суммарной длиной > 250 мм или <= 250 мм, но переходящая через наружный бурт |
Брак |
Ремонту не подлежит |
||||
|
Продольная суммарной длиной <= 250 мм, не переходящая через наружный бурт |
Ремонт сваркой |
Визуальный осмотр |
||||
|
Сквозной литейный дефект |
Визуальный осмотр |
— |
Брак |
Ремонту не подлежит |
||
|
Наружный бурт подпятника поз. 3 |
Трещина |
Визуальный осмотр, МПК. |
Дефектоскоп |
Не выходящая на сопряженные поверхности |
Ремонт сваркой |
Визуальный осмотр, МПК |
|
Выходящая на сопряженные поверхности |
Брак |
Ремонту не подлежит |
||||
|
Откол |
Визуальный осмотр |
— |
Ремонт сваркой |
Визуальный осмотр, МПК |
||
|
Внутренний бурт подпятника поз. 4 |
Трещина |
Визуальный осмотр, МПК |
Дефектоскоп |
Не выходящая на сопряженные поверхности |
Ремонт сваркой |
Визуальный осмотр, МПК |
|
Выходящая на сопряженные поверхности |
Брак |
Ремонту не подлежит |
||||
|
Откол |
Визуальный осмотр |
— |
Ремонт сваркой |
Визуальный осмотр, МПК |
|
Карта дефектации и ремонта надрессорной балки |
Лист 3 |
|||||
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Средство измерения |
Заключение и рекомендуемые методы ремонта |
Требования после ремонта |
|
|
Опорная поверхность подпятника поз. 5 |
Трещина |
Визуальный осмотр, измерение, МПК |
Линейка металлическая, дефектоскоп |
Суммарная длина > 250 мм. |
Брак |
Ремонту не подлежит |
|
Суммарная длина <= 250 мм переходящая на наружный бурт или расположенная на расстоянии ближе 80 мм от центра |
Брак |
Ремонту не подлежит |
||||
|
Суммарная длина <= 250 мм, не переходящая через наружный бурт и расположенная на расстоянии более 80 мм от центра |
Ремонт сваркой |
Визуальный осмотр, МПК |
||||
|
Сквозной литейный дефект |
Визуальный осмотр |
— |
Брак |
Ремонту не подлежит |
||
|
Износ |
Визуальный осмотр, измерение |
Толщиномер |
Толщина >= 30 мм |
Ремонт наплавкой |
Визуальный осмотр, измерение, МПК |
|
|
Толщина < 30 мм |
Брак |
Ремонту не подлежит |
|
Карта дефектации и ремонта надрессорной балки |
Лист 4 |
|||||
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Средство измерения |
Заключение и рекомендуемые методы ремонта |
Требования после ремонта |
|
|
Наклонная плоскость для клина поз. 6 |
Трещина |
Визуальный осмотр, измерение, МПК |
Линейка металлическая, дефектоскоп |
Поперечная |
Брак |
Ремонту не подлежит |
|
Продольная, не выходящая на ограничительный бурт |
Ремонт сваркой |
Визуальный осмотр, МПК |
||||
|
Продольная, выходящая на ограничительный бурт |
Брак |
Ремонту не подлежит |
||||
|
Износ |
Визуальный осмотр, измерение |
Толщиномер |
Толщина >= 7 мм |
Ремонт наплавкой |
Визуальный осмотр, МПК |
|
|
Толщина < 7 мм |
Ремонт вваркой пластины |
Визуальный осмотр |
||||
|
Угол между ограничительным буртом и наклонной плоскостью поз. 7 и 6 |
Трещина |
Визуальный осмотр, МПК |
— |
Не переходящая на верхний пояс |
Ремонт сваркой |
Визуальный осмотр, МПК |
|
Переходящая на верхний пояс |
Брак |
Ремонту не подлежит |
||||
|
Сквозной литейный дефект |
Визуальный осмотр |
— |
Брак |
Ремонту не подлежит |
||
|
Ограничительный бурт поз. 7 |
Износ |
Визуальный осмотр, измерение |
Штангенциркуль |
Толщина >= 10 мм |
Ремонт наплавкой |
Визуальный осмотр, измерение |
|
Толщина < 10 мм |
Брак |
Ремонту не подлежит |
||||
|
Упорное ребро, ограничивающее пружины поз. 8 |
Износ |
Визуальный осмотр, измерение |
Штангенциркуль |
Ремонт сваркой |
Визуальный осмотр |
|
Карта дефектации и ремонта надрессорной балки |
Лист 5 |
|||||
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Средство измерения |
Заключение и рекомендуемые методы ремонта |
Требования после ремонта |
|
|
Нижний пояс поз. 9 |
Трещина |
Визуальный осмотр, МПК |
Дефектоскоп |
Независимо от размера |
Брак |
Ремонту не подлежит |
|
Сквозной литейный дефект |
Визуальный осмотр |
— |
Брак |
Ремонту не подлежит |
||
|
Боковая стенка поз. 10 |
Трещина |
Визуальный осмотр |
— |
Независимо от размера |
Брак |
Ремонту не подлежит |
|
Сквозной литейный дефект |
Визуальный осмотр |
— |
Брак |
Ремонту не подлежит |
||
|
Колонка поз. 11 |
Трещина |
Визуальный осмотр |
— |
Независимо от размера |
Брак |
Ремонту не подлежит |
|
Отверстие под шкворень поз. 12 |
Износ |
Измерение |
Штангенциркуль |
Диаметр более 56 мм при КР и более 60 мм при ДР |
Ремонт наплавкой или постановкой втулки |
Визуальный осмотр, измерение |
|
Державка кронштейна мертвой точки поз. 13 |
Трещина |
Визуальный осмотр |
— |
Независимо от размера |
Брак |
Ремонту не подлежит |
|
Сквозной литейный дефект |
Визуальный осмотр |
— |
Брак |
Ремонту не подлежит |
||
|
Отверстие в державке кронштейна мертвой точки поз. 13 |
Износ |
Измерение |
Штангенциркуль |
Диаметр более 23+0,52 |
Ремонт наплавкой |
Визуальный осмотр, измерение |
Приложение И
(Обязательное)
Форма ВУ-41М
АКТ-РЕКЛАМАЦИЯ N
на узлы и детали вагона, не выдержавшие гарантийного
срока после изготовления, ремонта, модернизации
┌─┬─┬─┬─┬─┬─┐
Дата составления Акта (число, месяц, год) ____________________└─┴─┴─┴─┴─┴─┘
В вагонном депо ____________ ┌─┬─┬─┬─┐ Дороги: __________________ ┌─┬─┐
Наименование └─┴─┴─┴─┘ Наименование └─┴─┘
Вагон _______________ ┌─┬─┬─┬─┬─┬─┬─┬─┐ Собственности _____________ ┌─┬─┐
Тип └─┴─┴─┴─┴─┴─┴─┴─┘ Государство └─┴─┘
Дата постройки _______________ ┌─┬─┬─┬─┐ Изготовитель: __________ ┌─┬─┬─┬─┐
(месяц, год) └─┴─┴─┴─┘ Наименование └─┴─┴─┴─┘
Приписки (для пассажирских
и собственности) ___________ ┌─┬─┬─┬─┬─┐ Дороги _____________________ ┌─┬─┐
Наименование └─┴─┴─┴─┴─┘ Наименование └─┴─┘
Дата последнего ремонта ____ ┌─┬─┬─┬─┐ Место ремонта ____________ ┌─┬─┬─┬─┐
(месяц, год) └─┴─┴─┴─┘ Наименование └─┴─┴─┴─┘
Вид ремонта ___ с постройки ____ ┌─┐ Пробег _______ ┌─┬─┬─┬─┬─┬─┐
└─┘ на момент отказа └─┴─┴─┴─┴─┴─┘
___________________________________
┌─────────────────────────────────────────────────────────────────────────┐
│ Отказавшие узлы (детали): │
│ ───────────────────────── │
│Наименование _________________________ Номер ______ ┌─┬─┬─┬─┬─┬─┬─┬─┬─┬─┐│
│ └─┴─┴─┴─┴─┴─┴─┴─┴─┴─┘│
│Изготовления _______________ ┌─┬─┬─┬─┐ Дата (месяц, год) ______ ┌─┬─┬─┬─┐│
│ Предприятие └─┴─┴─┴─┘ └─┴─┴─┴─┘│
│Последний ремонт ___________ ┌─┬─┬─┬─┐ Дата __________________ ┌─┬─┬─┬─┐│
│с постройки Предприятие └─┴─┴─┴─┘ (месяц, год) └─┴─┴─┴─┘│
│Характер дефекта: _______________________________________________ ┌─┬─┬─┐│
│ └─┴─┴─┘│
├──────────────────────────────────────────────────────────────────────── │
│Наименование _________________________ Номер ______ ┌─┬─┬─┬─┬─┬─┬─┬─┬─┬─┐│
│ └─┴─┴─┴─┴─┴─┴─┴─┴─┴─┘│
│Изготовления _______________ ┌─┬─┬─┬─┐ Дата (месяц, год) ______ ┌─┬─┬─┬─┐│
│ Предприятие └─┴─┴─┴─┘ └─┴─┴─┴─┘│
│Последний ремонт ___________ ┌─┬─┬─┬─┐ Дата __________________ ┌─┬─┬─┬─┐│
│ Предприятие └─┴─┴─┴─┘ (месяц, год) └─┴─┴─┴─┘│
│Характер дефекта: _______________________________________________ ┌─┬─┬─┐│
│ └─┴─┴─┘│
├─────────────────────────────────────────────────────────────────────────┤
│Наименование _________________________ Номер ______ ┌─┬─┬─┬─┬─┬─┬─┬─┬─┬─┐│
│ └─┴─┴─┴─┴─┴─┴─┴─┴─┴─┘│
│Изготовление _______________ ┌─┬─┬─┬─┐ Дата (месяц, год) ______ ┌─┬─┬─┬─┐│
│ Предприятие └─┴─┴─┴─┘ └─┴─┴─┴─┘│
│Последний ремонт ___________ ┌─┬─┬─┬─┐ Дата __________________ ┌─┬─┬─┬─┐│
│ Предприятие └─┴─┴─┴─┘ (месяц, год) └─┴─┴─┴─┘│
│Характер дефекта: _______________________________________________ ┌─┬─┬─┐│
│ └─┴─┴─┘│
└─────────────────────────────────────────────────────────────────────────┘
Обстоятельства обнаружения ________________________________________________
Вызов
представителя
Письмо, телеграмма N ___ от _______________________ г.
Представитель _____________________________________________________________
Фамилия, Имя, Отчество, Занимаемая должность
___________________________________________________________________________
Командировочное удостоверение ___________ _____________________________
Заключение комиссии о причинах появления дефектов:
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
Отнести по ответственности за: __________________________________ ┌─┬─┬─┬─┐
(ВСЗ, ВРП, ВЧД проводившие └─┴─┴─┴─┘
освидетельствование, ремонт или
изготовление)
Отнести по виновности за: _______________________________________ ┌─┬─┬─┬─┐
(производитель детали или узла) └─┴─┴─┴─┘
Где и кем подлежит устранению дефект ______________________________________
Дефект подтверждается прилагаемыми к акту _________________________________
эскизом, фотографией, актом
экспертизы
Члены комиссии:
Руководитель ВЧДЭ _________________________________________________________
Фамилия, Имя, Отчество
___________________________________________________________________________
подпись МП.
Работник ВЧДЭ, ответственный
за рекламационную работу __________________________________________________
Фамилия, Имя, Отчество
___________________________________________________________________________
подпись
Мастер, бригадир ВЧДЭ _____________________________________________________
Фамилия, Имя, Отчество
___________________________________________________________________________
подпись
Представитель предприятия,
участвующий в расследовании _______________________________________________
Фамилия, Имя, Отчество
___________________________________________________________________________
подпись
Представитель собственника ________________________________________________
Фамилия, Имя, Отчество
___________________________________________________________________________
подпись
Один экземпляр Акта получил: ______________________________________________
Дата и подпись представителя
Особое мнение:
(заполняется, если имеется)
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
Представитель предприятия,
участвующий в расследовании
___________________________________________________________________________
Фамилия, Имя, Отчество
___________________________________________________________________________
подпись
ЛИСТ
регистрации изменений
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц) в докум. |
N докум. |
Входящий N сопроводительного документа и дата |
Подпись |
Дата |
|||
|
Измененных |
Замененных |
Новых |
Аннулированных |
||||||
Руководство по эксплуатации (РЭ) – это технический документ, включающий в себя сведения о конструктивных параметрах продукции, их составных элементах, принципе действия и технике безопасности во время использования и ремонта.
- Требования к руководству по эксплуатации
- Важные правила
- Кому может потребоваться руководство по эксплуатации?
- Какими ГОСТ и законами регламентируется порядок оформления документа?
- Каким должно быть содержание руководства по эксплуатации?
- Что может быть дополнительно?
- Как правильно оформить?
- Стиль оформления
Требования к руководству по эксплуатации
РЭ разрабатывается производителем в соответствии нормативными документами, регламентирующими изготовление продукции. Документ прилагается практически ко всем изделиям со сложной конструкцией или с особыми условиями использования.
Руководство по эксплуатации является добровольным документом, однако в некоторых случаях его наличие обязательно, т.к. является необходимым условием при оформлении разрешительных документов.
Например, если планируется использование товаров на опасных производствах. Содержание документа должно устранять все сомнения относительно правильной эксплуатации изделия.
Важные правила
Составление РЭ проводится в соответствии с определенными правилами:
- Цель документа – разъяснение. Потребитель с помощью него обеспечивается всей необходимой информацией по использованию продукции;
- Вся представленная информация должна соответствовать остальной технической документации;
- Руководство должно полноценно отражать принципы работы и эксплуатации данного изделия или продукции в целом;
- Вся информация не должна противоречить государственным стандартам и существующим техническим регламентам;
- Язык написания документа должен быть простым, понятным для всех, кто планирует эксплуатировать продукцию.
Кому может потребоваться руководство по эксплуатации?
Документ может быть необходим и быть полезен для:
- Аккредитованного центра при сертификации, для оценки качества и безопасности изделия;
- Сервисных сотрудников и служб, которые осуществляют обслуживание и ремонт оборудования;
- Надзорных и контролирующих органов, которые обязаны проверять соответствие использования техники и изделий на обеспечение техники безопасности;
- Потребителей, которые будут использовать данное изделие.
Какими ГОСТ и законами регламентируется порядок оформления документа?
Порядок оформления РЭ определен рядом нормативно-правовых документов и рекомендаций стандартов ЕСКД:
- ГОСТ 2.610-2006 – отражены общая система и правила тех. документов;
- ГОСТ 2.105-95 – отражены правила по тексту технической документации;
- ГОСТ 2.601-95 – указаны требования по оформлению РЭ;
- Также существуют требования, которые регламентируются Таможенным союзом: ТР ТС 016/2011, ТР ТС 010/2011 и другие.
- Для узконаправленной продукции оформление руководства по эксплуатации может еще регламентироваться дополнительными нормативами, например, Правилами безопасности оборудования.
Каким должно быть содержание руководства по эксплуатации?
Наполнение документа четко регламентировано, это позволяет пользователям быстро ориентироваться в информации и быстро осуществлять поиск нужных данных. Руководство по эксплуатации всегда состоит из обязательных разделов:
- Вводная часть;
- Оглавление;
- Подробное описание продукта, устройства или механизма;
- Комплектность;
- Подробное описание и условия его использования;
- Монтаж;
- Сервисное обслуживание, ремонт – указание возможных неполадок и способы их устранения;
- Применяемые к условию стандарты, требования и нормы безопасности;
- Гарантии производителя;
- Правила по хранению и транспортировке;
- Правила утилизации;
- Предметный указатель (глоссарий).
Что может быть дополнительно?
Дополнительно РЭ часто содержит:
- FAQ (часто задаваемые вопросы) и ответы на них;
- Ссылки на дополнительную информацию по сфере применения товара;
- Ссылки на обучающее видео;
- Популярные подсказки;
- Краткую аннотацию в начале каждого крупного раздела.
Т.к. изделием могут пользоваться разные группы людей, можно сделать разные разделы для разных категорий пользователей.
Как правильно оформить?
Составлением руководства по эксплуатации могут заниматься как сотрудники производителя, так и сторонние технические специалисты. Документ утверждается официально и является частью пакета технической документации на продукт. Т.к. РЭ обязательно требуется для процесса сертификации товара, часто за помощью в оформлении руководства обращаются к тем же сертифицирующим органам, где заказывают получение разрешительных документов. Для разработки руководства по эксплуатации необходимо предоставить максимально полное описание изделия, не только в текстовом виде, но и с чертежами, рисунками, таблицами, фотографиями.
Стиль оформления
Стиль оформления текста – деловой, нейтрально-формальный, без использования стилистические окрашенных слов, чтобы не отвлекать пользователей от сути документа. Важно не дублировать информацию, писать кратко и по сути. Последовательность данных должна походить на последовательность действий пользователя. Вежливые обороты («пожалуйста») не используются, только повелительное наклонение («возьмите», «соберите» и т.д.). Информация должна быть максимально структурирована, с использованием списков и нумерации. Внешний вид документа тоже должен быть продуман. Это может быть корпоративный шаблон, цветовая схема или специально созданный дизайн. Восприятие красиво оформленного РЭ может быть спроецировано на изделие и повлиять на решение его закупки и использования.
Приложения Руководству по по ремонту 7,62-мм самозарядного карабина Симонова
Ведомость войсковых калибров и приборов
|
№ калибра или рибора |
Наименование, назначение и описание |
Примечание |
|
К-1 |
Калибр для проверки принудительного выхода бойка над дном чашечки остова затвора |
|
|
К-2 |
Калибр непроходной для проверки диаметра канала ствола по полям Калибр служит для определения степени износа канала ствола с дульной части Проверка канала ствола производится без приложения усилия к калибру |
|
|
К-3 |
Калибр-шашка проходной для проверки узла запирания |
|
|
К-4 |
Калибр-шашка непроходной для проверки узла запирания |
|
|
К-5 |
Калибр-шашка браковочный для проверки узла запирания |
|
|
К-6 |
Калибр для проверки расстояния от дна чашечки остова затвора до зацепа выбрасывателя |
Применяется при замене выбрасывателя |
|
Прб 1 |
Прибор для передвижения мушки |
|
|
16 |
Набор клейм (цифр) для клеймения деталей |
Из комплекта войсковых приборов и калибров к 7,62-мм винтовке обр. 1891/30 г. |
Ведомость простейших инструментов и приспособлений для ремонта
|
№ по пор. |
Наименование инструмента или приспособления |
№ рисунка |
Примечание |
| 1 |
Гнеток для зачеканки рисок на полозке мушки |
163 |
|
| 2 |
Оправка для правки крышки магазина |
164 |
|
| 3 |
Обжимка для кольца трубки штыка |
165 |
|
| 4 |
Оправка для навивки пружин вручную |
166 |
|
| 5 |
Оправка для навивки пружины штыка |
167 |
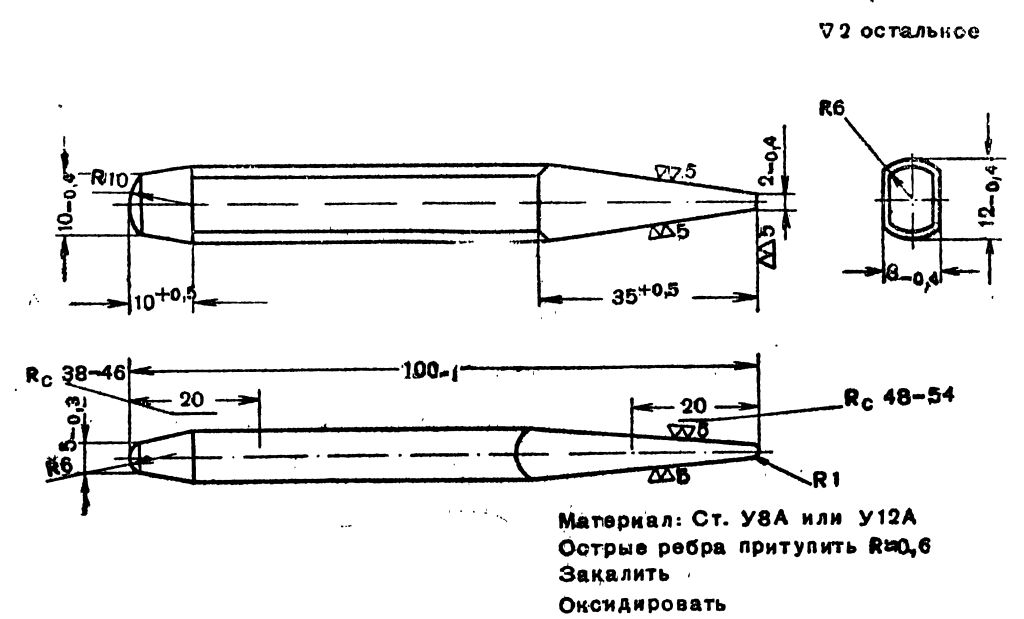
Рис. 163. Гнеток для зачеканки рисок на полозке мушки
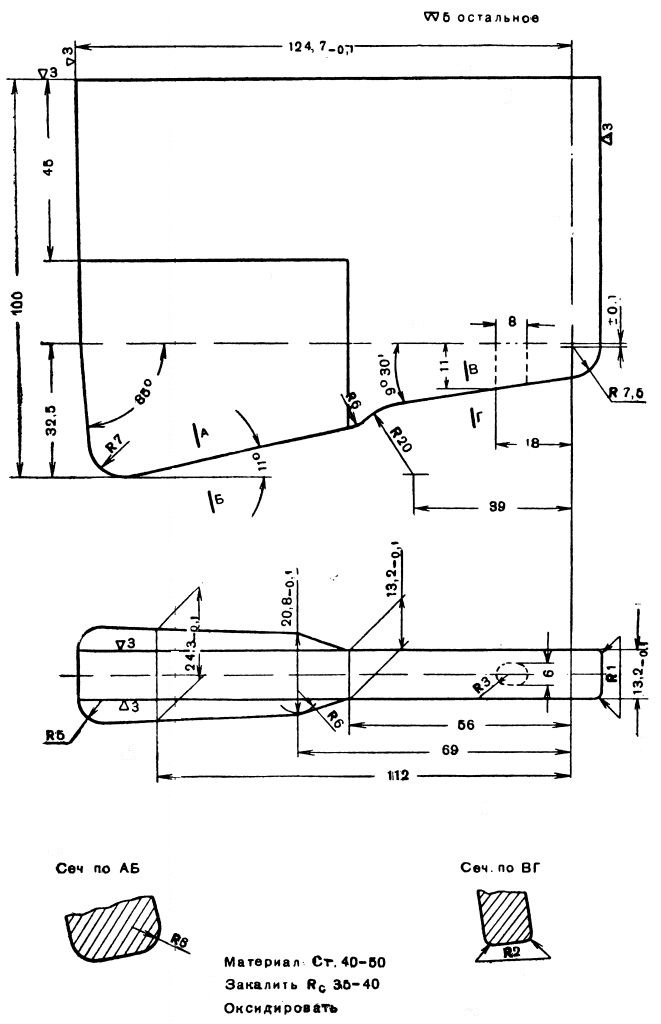
Рис. 164. Оправка, для правки крышки магазина
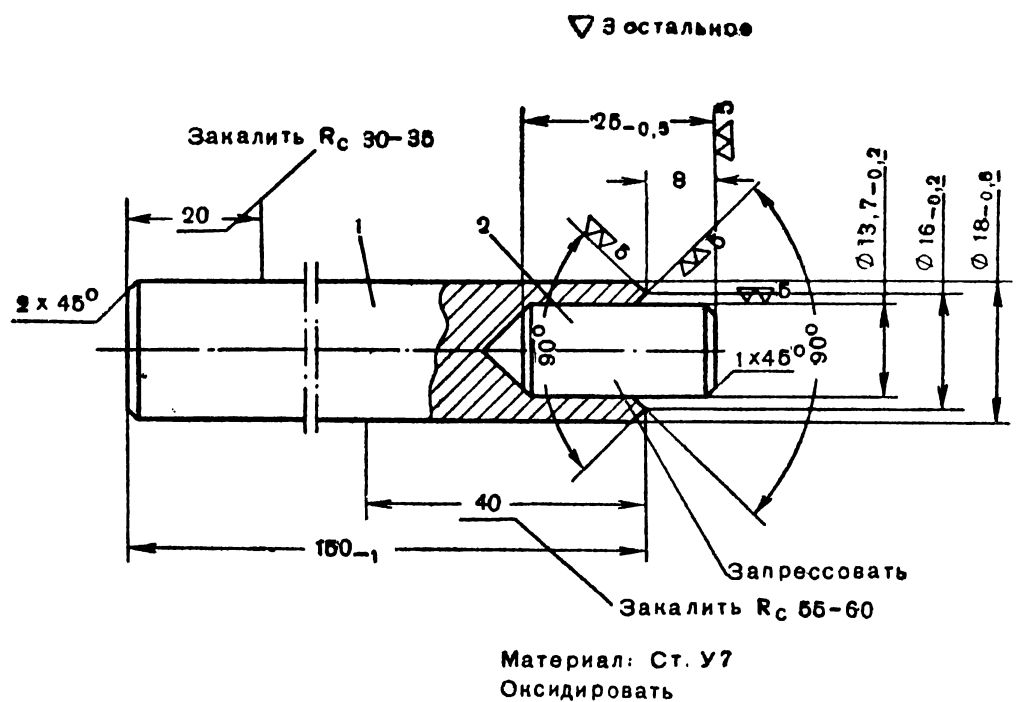
Рис. 165. Обжимка для кольца трубки штыка
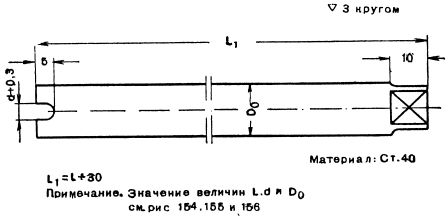
Рис. 166. Оправка для навивки пружин вручную
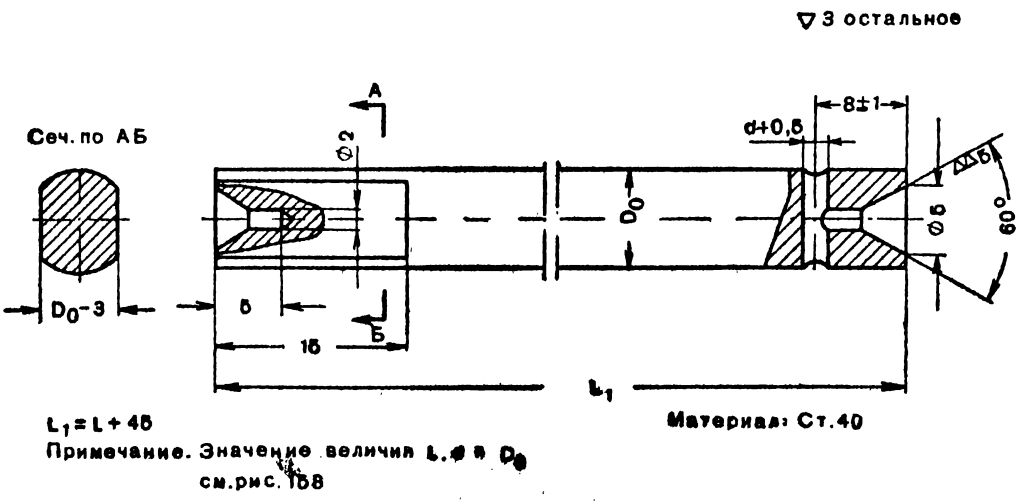
Рис. 167. Оправка для навивки пружины штыка
Ведомость деталей, изготовляемых без технологических карт
|
№ п/п |
Наименование деталей | № рисунка | Примечание |
|
1 |
Шпилька защёлки спусковой скобы | 168 | |
|
2 |
Ось направляющего стержня | 168 | |
|
3 |
Ось спускового рычага | 168 | |
|
4 |
Шпилька останова затвора и спусковой скобы | 169 | |
|
5 |
Ось спускового крючка и предохранителя | 169 | |
|
6 |
Шпилька прицельной планки | 169 | |
|
7 |
Цапфы курка | 169 | |
|
8 |
Ось автоспуска | 169 | |
|
9 |
Ось крышки для закрывания окна затылка | 169 | |
|
10 |
Ось штыка | 170 | |
|
11 |
Штифт для удержания нижнего конца пружины рычага подавателя | 171 | |
|
12 |
Гайка нагеля | 172 | |
|
13 |
Направляющий стержень | 173 |
|
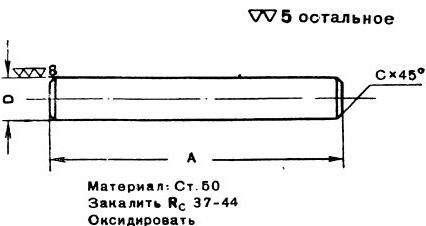 |




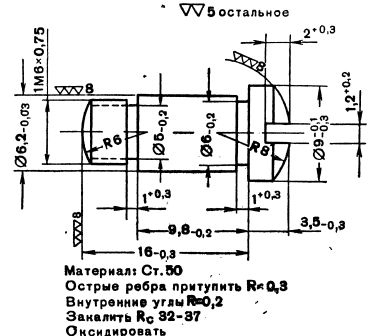 |
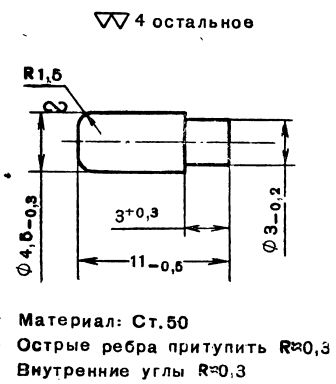 |
|
Рис. 170. Ось (1-43) штыка |
Рис. 171. Штифт (4-8) для удержания нижнего конца пружины рычага подавателя |
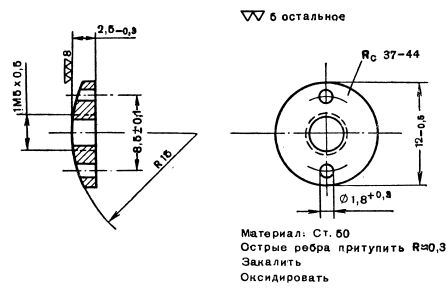 |
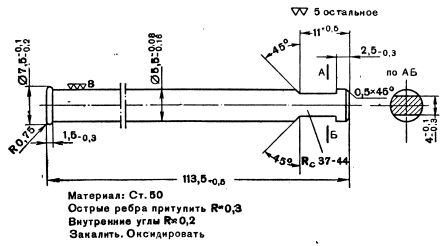 |
|
Рис. 172. Гайка (5-3) нагеля |
Рис. 173. Направляющий стержень (6-1) |
Инструкция по очистке стальных деталей от ржавчины ингибированной соляной кислотой
Общие сведения
1. Очистка стальных деталей от ржавчины должна производиться в ингибированной соляной кислоте, представляющей собой смесь соляной кислоты (уд. вес 1,18) с ингибитором марки ПБ-5 (0,8—1% от объема соляной кислоты).
Ингибированная соляная кислота хорошо очищает стальные детали от ржавчины и практически не растворяет металл.
2 Ингибированная соляная кислота отгружается потребителям с заводов в обычных железнодорожных цистернах или в бутылях.
3. Очистка стальных деталей от ржавчины состоит из следующих основных операций: подготовки деталей к очистке, травления в кислоте, промывки с пассивированием, протирки, сушки и смазки.
Подготовка деталей к очистке
4. Обезжирить детали в ванне, содержащей раствор следующего состава:
Кальцинированная или каустическая сода — 100 г
Вода — 1л
или
Мыло твердое — 30 г
Вода — 1л
Обезжиривание ведется при кипении раствора.
5. Промыть детали в холодной проточной воде и охладить до комнатной температуры (18 — 20° С). Хорошо обезжиренная деталь должна полностью смачиваться водой. Если вода при промывке не сплошь покрывает поверхность детали, а собирается на ней каплями, то это указывает на недостаточное обезжиривание.
Примечание. При наличии на поверхности деталей толстого слоя смазки перед обезжириванием смазку удалить сухой ветошью.
Травление
6. Травление деталей производить в эмалированных, деревянных или сварных железных ваннах, содержащих раствор следующего состава:
|
№ ванн |
Состав раствора ванны для травления деталей |
Для каких деталей применяется |
|
|
вода в л |
ингибированная соляная кислота в л |
||
|
1 |
— |
100 |
Детали, сильно пораженные» ржавчиной и не имеющие полированных поверхностей. |
|
2 |
50 |
50 |
Детали, не сильно пораженные ржавчиной и имеющие полированные поверхности. |
|
3 |
80 |
20 |
Детали, не сильно пораженные ржавчиной с полированными поверхностями высокого качества, при требовании очень строгого сохранения их размеров и полировки. |
7. Для приготовления раствора в отмеренное количество воды вливать ингибированную соляную кислоту; воду в кислоту вливать нельзя, так как это может привести к разбрызгиванию кислоты и к сильным ожогам.
8. Температура раствора ванны травления и погруженных в него деталей должна быть в пределах 10—30° С.
Время, необходимое для травления деталей, устанавливается опытным путем; в зависимости от состава ванны, степени поражения ржавчиной поверхности очищаемых деталей и состава металла продолжительность травления может колебаться от 20 минут до 3 часов.
По истечении установленного времени для травления вынуть детали из ванны травления и тщательно промыть их в ванне с холодной проточной водой, после чего детали отправить на промывку в растворе пассиваторов или на ремонт и оксидирование.
9. При травлении сильно поржавевших деталей следует растворять только часть ржавчины, так как оставшаяся ржавчина от действия кислоты сильно разрыхляется и может быть снята щеткой и смыта водой.
10. Если детали не помещаются в ванну травления или поверхность их частично поражена ржавчиной, то удалять ржавчину путем наложения на ржавые места чистой ветоши (тряпок), смоченной в ингибированной соляной кислоте.
11. Удалять ржавчину из канала ствола при хорошем состоянии оксидной пленки на наружных поверхностях нужно путем заливки травильного раствора в канал ствола, при этом ствол устанавливают в наклонное положение и нижний конец ствола закрывают пробкой.
Примечание. При травлении стволов с хромированными каналами необходимо предохранить канал ствола от попадания в него ингибированной соляной кислоты, так как она разъедает хром. Для этого канал ствола до обезжиривания слегка смазывать пушечной смазкой и прочно закупоривать с обоих концов резиновыми или деревянными пробками.
12. Раствор ванны травления хорошо действует (ориентировочно) в течение 20 закладок деталей при средней продолжительности травления, после чего раствор сильно загрязняется и его необходимо заменить.
13. Персонал, обслуживающий ванны травления, должен иметь резиновые перчатки, фартуки и очки.
Промывка в растворе пассиваторов
14. Неоксидированные детали с целью образования на их поверхности пленки, отчасти предохраняющей от ржавления, после травления и промывки погрузить в железную ванну, содержащую раствор следующего состава:
Двухромовокислый калий (хромпик калиевый) — 20 г
Каустическая сода — 50 г
Вода — 1л
или
Тринатрийфосфат (или азотистокислый натрий — нитрит натрия) — 30 г
Вода -1л
15. Промывать детали в кипящем растворе. Время выдержки деталей в ванне 10—15 минут.
Примечание. Если детали не помещаются в ванну, то протереть их чистой ветошью (тряпками), смоченной в растворе пассиватора.
Протирка и смазка
16. После промывки в растворе пассиваторов тщательно протереть детали насухо или просушить, а затем (если они не идут непосредственно на ремонт) погрузить на 2—3 минуты в ванну с ружейной смазкой, нагретой до температуры 105—115°
Инструкция по оксидированию деталей карабина
Для предохранения металлических деталей карабина от ржавления поверхности деталей оксидируются.
Для получения качественного оксидного покрытия рекомендуется следующая схема технологического процесса:
1. Подготовка поверхности.
2. Оксидирование.
3. Последующая отделка.
Подготовка поверхности
Обезжиривание
1. Обезжиривание деталей производить в ванне, содержащей раствор следующего состава:
Кальцинированная или каустическая сода — 100 г
Вода — 1л
2. Обезжиривание ведется при бурном кипении раствора в течение 20—30 минут.
3. Хорошо обезжиренная деталь должна полностью смачиваться водой. Если вода при промывке не сплошь покрывает поверхность и собирается каплями, то это указывает на недостаточное обезжиривание.
4. Восстанавливать (корректировать) раствор по мере его израсходования, добавляя составные части до первоначальной концентрации. Плавающие на поверхности обезжиривающего раствора жировые загрязнения время от времени удалять.
Промывка в воде
После обезжириваиия детали промывать в холодной проточной воде (при комнатной температуре) трех-четырехкратным погружением.
Травление
Травление деталей при наличии ржавчины на поверхности, а также при повторном оксидировании с целью удаления первоначальной оксидной пленки производить согласно инструкции (см. Инструкция по очистке стальных деталей от ржавчины ингибированной соляной кислотой).
Промывка в воде
После травления детали промывать в холодной проточной воде трех-четырехкратным погружением. Непосредственно перед оксидированием промывать детали в кипящей воде.
Примечание. После травления и промывки во избежание окисления держать детали на воздухе свыше 10 секунд не разрешается. При вынужденной задержке детали необходимо опустить на 5 минут в мыльную ванну, после чего вынуть и высушить; образовавшаяся мыльная пленка предохраняет детали от ржавления.
Общее замечание по операциям подготовки поверхности
При наличии на поверхности деталей толстого слоя смазки или жира перед обезжириванием необходимо полностью удалять жир или смазку сухими тряпками, после чего приступить к обезжириванию.
Оксидирование
1. Оксидирование деталей производить в ванне, содержащей раствор следующего состава:
Каустическая сода — 700 г
Нитрат натрия — 100 г
Нитрит натрия — 100 г
Вода — 1л
Примечание. В качестве окислителей одинаково применимы нитрат и нитрит натрия или калия в сумме, не превышающей 200 г как в указанной смеси, так и в отдельности.
2. Раствор пригговлять в специальном подогреваемом баке, предварительно хорошо очищенном от грязи и тщательно промытом водой.
Предварительно раздробленную на мелкие куски (размером 40—50 мм) каустическую соду высыпать в бак, залить водой и кипятить до растворения.
Затем ввести нитрат и нитрит натрия. После растворения компонентов оксидирующего состава раствор должен отстояться в течение 2—4 часов.
3. Детали, подготовленные к оксидированию, погружать , в бурно кипящий раствор в сетчатых железных корзинах.
4. Начальная температура раствора (при погружении деталей в ванну) 136—138°С, конечная (в конце оксидирования) 142—145° С. Для закаленных деталей температура ванны при погружении 140°С с постепенным повышением ее к концу оксидирования до 145—146°С.
Примечания: 1. Признаком изменения концентрации раствора при постоянном объеме служит температура кипения. Понижение температуры кипения с сохранением объема свидетельствует об уменьшении концентрации, а повышение температуры кипения — об увеличении концентрации. Нарушение режима ванны ведет к понижению качества оксидной пленки.
2. Для пoднятия температуры кипения раствора на 10° С следует повысить содержание каустической соды в нем из расчета 10 г соды на каждый литр раствора. Снижение температуры кипения раствора достигается разбавлением его водопроводной водой или водой после ополаскивания.
5. Выдержка деталей в растворе 1½ часа.
Ополаскивание
Во время оксидирования детали через каждые 25—30 минут выгружать из оксидирующего раствора и ополаскивать в водопроводной воде при комнатной температуре двух-трехкратным погружением.
Примечание. Вода после ополаскивания может быть использована для пополнения оксидировочной ванны.
Промывка водой
После окончания оксидирования детали промывать водопроводной водой, желательно под давлением (и брандсбойта), до полного удаления остатков оксидирующего раствора с поверхности деталей.
Общие замечания по операциям оксидирований
1. При погружении деталей в оксидирующий раствор вся поверхность оксидируемых деталей должна свободно омываться раствором.
2. Появление на поверхности оксидируемых деталей налета зеленого или рыжего цвета указывает на повышенную температуру оксидирующего раствора (или повышенную концентрацию каустической соды), для понижения которой в ванну необходимо добавить боды.
3. По мере пользования раствором в ванне для оксидирования накапливается осадок гидрата окиси железа.
Осадок периодически удалять при помощи специальных скребков при температуре раствора несколько ниже точки кипения.
Последующая отделка
Выдержка в мыльном растворе
1. После оксидирования детали выдерживать в мыльном растворе следующего состава:
Мыло твердое — 30 г
Вода — 1л
Примечания:
1. Во избежание свертывания мыла мыльный раствор следует готовить на предварительно прокипяченной воде.
При свертывании мыла необходимо вылить раствор и заменить его свежим.
2. Температура раствора — кипение, а время выдержки 3—5 минут.
Сушка
Вынутые из мыльного раствора детали должны быть просушены до полного удаления влаги с их поверхности.
Промасливание
1. Просушенные детали для промасливания погружать в ванну, содержащую веретенное масло АУ или ружейную смазку.
2. Температура ванны 105—115°С; выдержка в ванне 2—3 минуты.
Примечание. Применять холодную смазку не рекомендуется. Горячие смазанные детали помещать на специальные столы для стекания масла и по охлаждении протирать их, удаляя избыток масла и красноватый налет. После этого детали направлять на контроль качества оксидного покрытия.
Контроль качества оксидного покрытия
Качество оксидного покрытия устанавливается внешним осмотром поверхности оксидированных деталей. Поверхность деталей после оксидирования должна иметь ровную окраску черного цвета.
У деталей с грубо обработанной поверхностью, а также подвергавшихся сварке или штамповке, допускается небольшая разница в оттенках цвета.
На поверхности оксидированных деталей не должно быть красноватого осадка и незаоксидированных участков. Детали с красным налетом возвращать на протирку, а детали с незаоксидироваиными участками подвергать повторному оксидированию, для чего после обезжиривания и промывки водой обрабатывать их при комнатной температуре в ингибированной соляной кислоте согласно инструкции (см. приложение 4) до растворения оксидной пленки. Затем детали снова тщательно промывать водой и дальше обрабатывать, как детали, поступившие вновь на оксидирование.
В случае ржавления деталей в самой ванне необходимо очистить ванну и Обновить раствор.
Техника безопасности
Брызги щелочного раствора разъедают ткани одежды и при попадании на тело вызывают ожоги; поэтому лица, занятые щелочным оксидированием, должны во время работы надевать брезентовую спецодежду, резиновые сапоги и резиновые перчатки.
По окончании работы полы в помещении для оксидирования должны быть тщательно промыты водой, а все ванны во избежание загрязнения должны быть накрыты крышками.
Инструкция по приготовлению казеинового клея и склеиванию деревянных деталей
Приготовление клея
Казеиновый клей приготовлять в посуде из стекла, фарфора, эмалированного или оцинкованного железа, фаянса или глины (глазированной).
При приготовлении клеевого раствора на 100 г питьевой воды берется 50 г казеинового клея (в порошке).
Температура воды должна быть в пределах 12—25° С.
Количество клеевого раствора заготовлять из расчета потребности и использования его в течение 2—4 часов, так как в противном случае снижается качество раствора.
При приготовлении клея порошок и воду обязательно взвешивать на весах, а не вымерять по объему.
Для получения однородного клеевого раствора без комков в посуду вливать сначала все количество воды, требуемое для раствора, а затем при непрерывном помешивании постепенно всыпать порошок. Содержимое периодически перемешивать в течение одного часа до получения однородного клеевого раствора.
По окончании размешивания клеевой раствор рекомендуется процедить через редкое сито, имеющее 5—8 отверстий на погонный сантиметр. При этом комки порошка необходимо протереть через сито, а не выбрасывать, чтобы не изменялась густота клеевого раствора.
После процеживания дать клеевому раствору отстояться в течение 15—20 минут, затем с его поверхности удалить пену.
Допускать клей с пеной в работу не следует, так как пенистый клей не дает равномерной пленки и понижает прочность клеевого соединения.
Клеевой раствор считается готовым к использованию не ранее чем через 1½ часа после начала приготовления; при этом температура его должна быть 18—20° С.
Склеивание
Температура помещения, в котором производится склеивание, должна быть 12—30° С.
Перед склейкой со склеиваемых поверхностей удалить пропитанную маслом древесину. Кроме того, поверхности должны быть высушены и очищены от древесной пыли и другого загрязнения.
Вклейки в ложу должны быть пригнаны по месту без зазоров, края их не должны отставать.
Притирать склеиваемые детали друг к другу после нанесения клея не допускается.
Клей на склеиваемые поверхности наносить щетинными или лубяными кистями ровным слоем, движением кисти в одну сторону.
Примечание. Клеевой раствор, который начинает загустевать, нельзя применять для склеивания или разбавлять его водой; нельзя также добавлять в него свежий клей, так как это может снизить прочность клеевого соединения. Загустевший клей негоден для использования.
Вклейки ставить после того, как клеевой раствор сделается слегка тягучим, но не позднее чем через 15 минут после нанесения клея на склеиваемые поверхности.
Через 5—10 минут после вставки вклеек склеиваемые части скрепить при помощи пресса, струбцин, обвязок или различного рода заклиниваний; в таком состоянии они должны находиться в течение 24 часов.
Если склеиваемые части плохо склеились, т. е. имеются трещины по клеевому соединению или толстая прослойка, обнаруженные при осмотре склеенных частей, произвести повторную склейку.
Через 24 часа после склейки передать детали для дальнейшей обработки
Общие замечание
1. Посуду и кисти после окончания склеивания тщательно промыть горячей водой во избежание появления на них плесени и грибков.
Для дезинфекции кистей рекомендуется применять однопроцентный раствор карболовой кислоты.
2. Во избежание порчи одежды, разъедания рук, а также для защиты глаз от брызг клея работающие должны быть снабжены комбинезонами из плотной материи, фартуками из прорезиненной ткани или тонкой листовой резины, резиновыми перчатками и защитными очками.
Инструкция по отделке ложи и ствольной накладки
После окончания ремонта ложи или ствольной накладки произвести их отделку. Для отделки необходимо:
1. Зачистить вклейки и оголенные при ремонте места шлифовальной стеклянной шкуркой с зернистостью 100 и 120.
2. Протереть зачищенные места сначала ветошью, смоченной водой, а затем сухой ветошью.
3. Пропитать олифой зачищенные места и выдержать ложу или ствольную накладку и сухом месте в течение 2—5 часов.
4. Протереть те же места ватой или марлей, смоченной ореховым бейцем. Если орехового бейця нет то протереть полпроцентным водным раствором марганцовокислого калия и просушить в течение 2—3 чпсов. Для получении такого годного раствора растворить 5 г кристаллического марганцевокислого калия в одном литре воды.
5. Слегка зашлифовать окрашенные места шлифовальной стеклянной шкуркой с зернистостью 220—240 или протереть жесткой мешковиной.
6. Протереть отделываемые места три-четыре раза марлей, смоченной лаком ВК-1, после чего протереть насухо ветошью или мешковиной до блеска. Интервал между каждой протиркой лаком, а также между последней протиркой лаком и протиркой насухо ветошью 15—20 минут.
Во всех случаях протирать отделываемые места вдоль волокон дерева.
Таблица определения температур нагрева для закалки по цветам каления и для отпуска по цветам побежалост
|
Цвета |
Температура в градусах С |
|
Цвета каления |
|
|
Начало темнокрасного |
650 |
|
Темнокрасный |
700 |
|
Вишнево-красный |
800 |
|
Яркокрасный (светловишневый) |
900 |
|
Красно-оранжевый |
1000 |
|
Оранжевый |
1100 |
|
Желтый |
1200 |
|
Белый |
1300 |
|
Цвета побежалости |
|
|
Светложелтый |
225 |
|
Темножелтый |
240 |
|
Светлобурый |
255 |
|
Бурый (коричнево-желтый) |
265 |
|
Пурпурово-красный |
275 |
|
Фиолетовый |
285 |
|
Темносиний |
295 |
|
Светлосиний |
310 |
|
Серый |
325 |
Определение твердости сталей напильником
Твердость стали можно приблизительно определить напильником; детали, поддающиеся опиливанию драчевым напильником, имеют твердость от 30 до 40 Rc (по шкале С прибора Роквелла); детали, поддающиеся опиливанию личным напильником (драчевый скользит), имеют твердость от 40 до 50 Rc; детали, поддающиеся опиливанию только бархатным напильником (драчевый и личной скользят), имеют твердость свыше 50 Rc.
При определении твердости опиливать только плоскую или цилиндрическую поверхность детали, а не ребро, причем пользоваться сферической или плоской стороной напильника, а не eгo гранями.
Характеристика условных обозначений, встречающихся в Руководстве
|
Примеры обозначения |
Характеристика обозначения |
| Сп 4,06х32 нит. |
Специальная резьба (Сп) дюймовая с наружным диаметром 4,06 мм и 32 нитками на один дюйм. |
| 1М6х0,75 |
Метрическая резьба 1-я мелкая (1М) с наружным диаметром 6 мм и шагом 0,75 мм. |
|
Rc 37-44 |
37—44 единицы твердости по шкале С прибора Роквелла (Rc). |
| Э50-1 или ЭНГ40-1 |
Электрод для дуговой сварки (Э), 50(НГ40)—марка электрода, 1—диаметр электрода. |
Ведомость отличии наименований сборок и деталей, принятых в Руководстве, от наименований сборок и деталей по чертежам
| № п/п |
Чертежные номера сборок и деталей |
Наименования сборок и деталей, принятые в Руководстве |
Наименования сборок и деталей по чертежам |
Примечание |
|
1 |
1-2 |
Боевой упор |
Вкладыш коробки |
|
|
2 |
1-4 |
Шпилька защелки спусковой скобы |
Штифт защелки скобы |
|
|
3 |
1-6 |
Шпилька останова затвора и спусковой скобы |
Штифт останова затвора и скобы |
|
|
4 |
1-10 |
Упорное кольцо цевья ложи |
Кольцо ложи |
|
|
5 |
1-12 |
Ось спускового крючка и предохранителя |
Штифт спускового крючка предохранителя |
|
|
6 |
1-24 |
Ось замыкателя |
Стержень чеки накладки |
|
|
7 |
1-25 |
Флажок замыкателя |
Флажок чеки накладки |
|
|
8 |
1-37 |
Ось чеки крышки ствольной коробки |
Стержень чеки крышки коробки |
|
|
9 |
1-48 |
Шпилька прицельной планки |
Штифт прицельной планки |
|
|
10 |
Сб1-1 |
Замыкатель газовой трубки |
Чека накладки |
|
|
11 |
2-5 |
Отбойная пружина |
Пружина ударника |
У карабинов первых годов изготовления |
|
12 |
2-7 |
Шпилька ударника |
Штифт ударника |
|
|
13 |
3-10 |
Цапфы курка |
Ось курка |
|
|
14 |
3-11 |
Ось направляющего стержня |
Ось стержня боевой пружины |
|
|
15 |
4-7 |
Ось крышки магазина |
Ось рычага и крышки магазина |
|
|
16 |
4-8 |
Штифт для удержания нижнего конца пружины рычага подавателя |
Штифт пружины рычага |
|
|
17 |
5-4 |
Затылок |
Затыльник |
|
|
18 |
5-14 |
Пружина для устранения качки ствола со ствольной коробкой в ложе |
Буферная пружина |
|
|
19 |
5-17 |
Ось крышки для закрывания окна затылка |
Ось крышки затыльника |
|
|
20 |
Сб5-1 |
Нижняя антабка |
Антабка ложи собранная |
|
|
21 |
Сб5-2 |
Крышка для закрывания окна затылка |
Крышка затыльника собранная |
|
|
22 |
6-1 |
Направляющий стержень |
Стержень возвратной пружины |
|
|
23 |
6-3 |
Опорная шайба |
Шайба возвратной пружины |
|
|
24 |
6-4 |
Направляющая трубка |
Трубка возвратной пружины |
|
|
25 |
7-1 |
Газовая трубка |
Трубка ствольной накладки |
|
|
26 |
7-3 |
Задняя обойма |
Задний наконечник накладки |
|
|
27 |
7-4 |
Заклепка обоймы |
Заклепка наконечника накладки |
|
|
28 |
Сб7 |
Газовая трубка со ствольной накладкой |
Ствбльная накладка собранная |
Чертеж 1. 7,62-мм самозарядный карабин Симонова (СКС):
1 — крышка для закрывания окна затылка (5-5): 2 — пружина крышки для закрывания окна затылка (5-6); 3 — гнездо приклада; 4 — пружина пенала принадлежности (5 12); 5 — опорная плоскость ложи; 6 — флажок чеки крышки ствольной коробки (1-47); 7 — направляющий стержень (6-1); 8 — направляющая трубка (6-4); 9 — крышка ствольной коробки (Сб 1-9); 10 — чека ударника (2-7); 11 — возвратная пружина (6-2); 12 — опорная шайба (6-3); 13 — боек; 14 — отражатель; 15 — толкатель (1-22); 16 — прорезь прицельной планки; 17 — пружина толкателя (1-23); 18 — хомутик (1-19); 19 — прицельная планка (1-17); 20 — пружина прицельной планки (1-18); 21 — проушина для прицельной планки; 22 — передний конец прицельной планки; 23 — поршень (1-26); 24 — газовая трубка (7-1); 25 — передний конец газовой трубки; 26 — газовая камора (1-11); 27 — трубка ствола (1-14); 28 — предохранитель мушки; 29 — резьба мушки; 30 — полозок мушки (1-15); 31 — ушко трубки ствола: 32 — фигурные выступы трубки ствола; 33 — пружина штыка (1-42); 34 — рукоятка штыка; 35 — отверстие для ствола: 36 — фляжок замыкателя газовой трубки (1-25); 37 — нарезной конец шомпола; 38 — припельная колодка (1-9); 39 — пружина рычага подавателя (4-9); 40 — рычаг подавателя (4-4); 41 — подаватель (4-3); 42 — останов затвора (1-5); 43 — пружина останова затвора (1-7); 44 — выступ крышки магазина; 45 — пружина шептала (3-16); 46 — передняя часть спусковой скобы; 47 — боевой взвод; 48 — взвод автоспуска; 49 — автоспуск (3-4); 50 — боевой упор (1-2); 51 — спусковой рычаг (3-5); 52 — боевая пружину (3-7); 53 — пружина спускового крючка (3-8); 54 — предохранитель (3-9); 55 — торцы щек предохранителя; 56 — зацеп защелки спусковой скобы; 57 —защелка спусковой скобы (1-3); 58 — отверстие под пружину для устранения качки ствола со ствольной коробкой в ложе; 59 — кольцо антабки (5-10); 60 — пружина защелки хомутика (1-21); 61 — зуб защелки хомутика; 62 — вырез для зуба защелки хомутика; 63 — пружина выбрасывателя (2-6); 64 — выбрасыватель (2-3)
Чертёж 2. Ложа (сб-5)